- для труб с наружным диаметром до 20 мм, не менее…2,5D
- для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы).
- для стальных труб–20% от исходной толщины стенки
- для труб алюминиевых сплавов–25% от исходной толщины стенки.
- ручные;
- гидравлические;
- электромеханические;
- плоскопараллельные пластины;
- стальная пружина.
- если диаметр меньше 20мм – не менее 2,5D;
- если диаметр больше 20мм – 3,5D и больше.
- зажимание края трубы в хомуте;
- изгибание до нужного показателя поворота;
- изъятие ее из приспособления.
Гибы труб. Радиусы изгиба труб. Радиус изгиба медной трубы
ГОСТ 17365-71; Справочник по холодной штамповке
Источник: ГОСТ 17365-71; Справочник по холодной штамповке
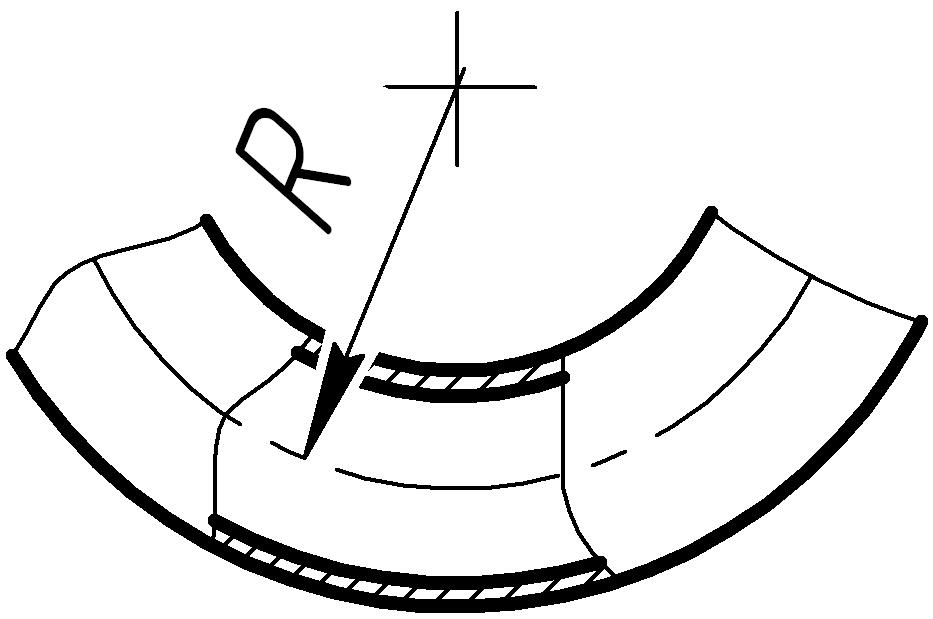
Минимальные радиусы гибки труб R должны быть:
Утонение стенок в местах изгиба труб и переходов криволинейных участков в прямолинейные не должно превышать:
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
|
Тип профиля |
Наименьший радиус изгиба |
Примечание |
|
Стальные трубы: |
|
Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением. |
|
при S=0,02D |
4D |
|
|
S=0,05D |
3,6D |
|
|
S=0,1D |
3D |
|
|
S=0,15D |
2D |
|
|
Обозначения: D - диаметр трубы; S - толщина стенки трубы |
||
К оглавлению
glavconstructor.ru
|
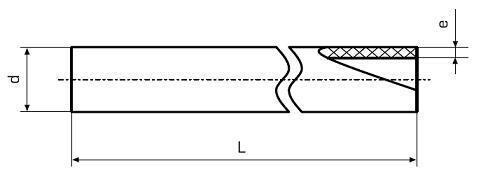
Наименьшие радиусы и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.

Рис.1 Длину изогнутого участка трубы А определяют по формуле: 
Где R – наименьший радиус изгиба, мм; dн – наружный диаметр труб, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Наименьшая длина прямого участка трубы Lmin необходима для зажима конца трубы при изгибе
Радиусы изгиба медных и латунных труб, изготовляемых соответственно по ГОСТ 617-90 и ГОСТ 494-90 (см рис. 1)
Радиусы изгиба стальных водогазопроводных труб, изготовляемых по ГОСТ 3262-75 (см рис. 1)
Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенокРазмеры, мм
В.И. Анурьев, Справочник конструктора-машиностроителя, том 3, стр.368-369., Москва 2001 |
||||

rems-shop.ru
Радиусы изгиба труб
Радиусы изгиба труб
Гнутьем труб называется технологический процесс, В результате которого под действием внешних нагрузок изменяется наклон геометрической оси трубы. При этом в металле стенок трубы возникают упругие и упруго-пластические деформации. На внешней части погиба возникают растягивающие напряжения, а на внутренней—сжимающие. В результате этих напряжений наружная по отношению к оси изгиба стенка трубы растягивается, а внутренняя сжимается. В процессе гнутья трубы происходит изменение формы поперечного сечения — начальный кольцевой профиль трубы переходит в овальный. Наибольшая овальность сечения наблюдается в центральной части погиба и уменьшается к началу и концу погиба. Это объясняется тем, что наибольшие растягивающие и сжимающие напряжения при гнутье приходятся на центральную часть погиба. Овальность сечения в месте изгиба не должна превышать: для труб диаметром до 19 мм— 15%, для труб диаметром 20 мм и более— 12,5%. Овальность сечения Q в процентах определяют по формуле:
где Dмакс, Dмин, Dном — максимальный, минимальный и номинальный наружные диаметры труб в месте изгиба.
Кроме образования овальности при гнутье, особенно тонкостенных труб, на вогнутой части погиба иногда возникают складки (гофры). Овальность и складкообразование отрицательно сказываются на работе трубопровода, так как они уменьшают проходное сечение, увеличивают гидравлическое сопротивление и являются обычно местом засорения и повышенной коррозии трубопровода.
В соответствии с требованиями Госгортехнадзора радиусы изгиба стальных труб, отводов, компенсаторов и других гнутых элементов трубопроводов должны быть не менее следующих величин:
при гнутье с предварительной набивкой песком и с нагревом — не менее 3,5 DH.
при гнутье на трубогибочных станках в холодном состоянии без набивки песком — не менее 4DH,
при гнутье с полурифлеными складками (с одной стороны) без набивки песком с нагревом газовыми горелками или в специальных печах — не менее 2,5 DH,
для крутоизогнутых отводов, изготовленных методом горячей протяжки или штамповки, — не менее одного DH.
Допускается гнутье труб с радиусом изгиба менее указанных в первых трех пунктах, если способ гнутья гарантирует утонение стенки не более чем на 15% толщины, требующейся по расчету.
На трубозаготовительных базах и заводах, а также монтажных площадках применяются следующие основные способы гнутья труб: гнутье в холодном состоянии на трубогибочных станках и приспособлениях, гнутье в горячем состоянии на трубогибочных станках с нагревом в печах или токами высокой частоты, гнутье со складками, гнутье в горячем состоянии с набивкой песком.
Длину трубы L, необходимую для получения гнутого элемента, определяют по формуле:
L = 0,0175 R α + l,
где R — радиус изгиба трубы, мм;
α— угол изгиба трубы, град;
l — прямой участок длиной 100—300 мм, необходимый для захвата трубы при гнутье (зависит от конструкции оборудования).
1. Назовите допуски на овальность сечения трубы.
2. Как исчисляется овальность в процентах?
3. Какие радиусы изгиба допускаются требованиями Госгортехнадзора при гнутье труб различными способами?
4. Как определить длину трубы для получения гнутого элемента?
Все материалы раздела «Обработка труб» :
● Очистка и правка труб
● Разметка труб
● Резка труб
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Оребрение труб
● Радиусы изгиба труб
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Испытание арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб
shkval-antikor.ru
Гибы труб. Радиусы изгиба труб
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием. Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Стандарты и приспособления
Естественно, для каждой трубы применяют свои стандартные углы. Этот показатель, как уже говорилось, зависит от материала и диаметра. Чаще всего встречаются изделия с поворотами и гибкой при строительстве домов. Для этого применяют специальные приспособления – трубогибы. Рассмотрим самые часто применяемые. Итак, трубогибы бывают:
Ручные трубогибы
Ручной трубогиб применяется при гибке материалов небольшого диаметра. В данном устройстве можно легко из цветных металлов и нержавейки. Принцип работы этого устройства заключается в том, что вставив один конец в специальный зажим, нужно начинать крутить ручку. Проводя эту процедуру, труба будет проходить между вальцами, и таким образом создается нужный поворот. При проведении этой процедуры рекомендуется придерживаться ГОСТ, в котором указано, что минимальные радиусы из чистых цветных металлов и нержавейки обязательно должен составлять:
D – это показатель наружного .
Гидравлические трубогибы
Эти устройства также применяются для сгибания труб небольшого диаметра. Здесь приложение небольшой силы компенсируется за счет специального гидроцилиндра. Использование этого приспособления заключается в определении места сгиба и дальнейшем проведении этой процедуры, предварительно вставив один край в приспособление. Далее при помощи рычага просто нужно выполнять поступательные движения. Здесь также обязательно нужно учитывать минимальный радиус гиба трубы.
Электромеханические трубогибы
Эти приспособления используются в случае, когда трубы имеют разное поперечное сечение. Они отличаются от своих собратьев очень высокой точностью радиуса сгиба и ненадобностью применять физическую силу человека. Данные устройства также отличаются очень высокой стоимостью, что говорит об их профессиональном назначении.
Электромеханические трубогибы могут гнуть изделия больших диаметров, и этот показатель ограничивается лишь размерами самого приспособления, усилием, которое создается при гибке. Радиус гиба стальных труб должен полностью соответствовать стандартам. Соблюдать их можно при помощи специальных шаблонов, которые легко заменить в процессе гибки.
Плоскопараллельные пластины
Очень часто трубы нужно выгнуть «прямо сейчас», а трубогиба под рукой, как назло, нет. В этом случае используются плоскопараллельные пластины. Они представляют собой обычные заготовки из металлических листов, которые вырезаны с таким радиусом, который нам нужен при гибке.
Принцип работы этого приспособления заключается в следующих этапах:
Этот метод гибки довольно примитивный, но надежный. Единственным недостатком плоскопараллельных пластин является небольшая длина труб, которые будут гнуться.
Стальная пружина
Стальную пружину используют при гибке трубопроводных элементов, которые изготовлены из мягких и очень податливых металлов. Они при сгибании могут лопнуть или создать переход внутреннего диаметра к меньшему значению, что значительно снижает пропускную способность.
Принцип работы очень прост: вовнутрь вводится пружина и она гнется. Этим способом достигается максимальный и минимальный радиус гиба металлопластиковых труб, медных и латунных изделий.
Методы гибки труб без приспособлений
Очень часто бывают случаи, когда трубу нужно согнуть именно сейчас и не позже. К сожалению, не в каждом доме найдется трубогиб, и приходится самостоятельно что-то выдумывать.
Главное, при использовании подручных средств не переусердствовать, каждому понятно, что будет, если перегнуть трубу. Это и возможное ее повреждение, лишняя деформация, неправильный поворот и т.д. Итак, рассмотрим некоторые методы «горячей» гибки труб из разных материалов.
Стальные трубы
heatingportal.ru