- а – разметка отвода;
- б – участок трубопровода.
- а – построена для изготовления шаблона;
- б – шаблон.
- 1 – упор;
- 2 – угломер;
- 3 – гайка;
- 4 – осевая стойка;
- 5 – мерная линейка;
- 6 – ползун;
- 7 – штанга – чертилка;
- 8 — натяжное устройство.
Приспособление для разметки труб. Расчет и изготовление шаблона. Расчет заготовки трубы для гибки
Расчет развертки трубы при гибке.
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы. 4.43/5 (88.57%) проголосовало 7

При определении общей длины развертки необходимо трубу разбить на прямые и гнутые участки. Для определения границы прямых и гнутых участков трубы из центров окружностей согнутых участков проводятся радиусы r1; r2; r3; r4 в точку их сопряжения с прямой. Тогда общая длина развертки гнутой трубы (рис. 1) будет:
L общее = l + s,
Где:
l — сумма длин прямых участков трубы;
s — сумма длин согнутых по радиусу участков трубы.
На рис. 1 видно, что:
l = l1 + l2 + l3.
Длина развертки согнутой трубы рассчитывается по средней линии. За среднюю линию принимается ось симметрии трубы. Поэтому длина согнутых частей трубы рассчитывается по радиусам:
R1 = r1 + d/2;
R2 = r2 + d/2;
R3 = r3 + d/2;
R4 = r4 + d/2;
Где:
r1; r2; r3; r4 – внутренние радиусы гибки трубы;
d — наружный диаметр трубы.
Длина развертки гнутой трубы в соответствии с правилами геометрии равняется:
s = (2·π·R·α)/360,
Где:
R — радиус средней линии трубы;
α —угол загиба гнутой трубы.
Для угла в 180° s = π·R;
Для угла в 90° s = (π·R)/2.
Сумма длин гнутых частей трубы в данном случае равняется:
s = s1 + s2 + s3 + s4,
Где:
s1 = π·R1;
s2 = π·R2;
s3 = π·R3;
s4 = (2π·R4·150)/360 = 5/6·π·R4.
Отсюда:
s1 = π·(R1 + R2 + R3 + 5/6·R4),
L общее = (l1 + l2 + l3) + π·(R1 + R2 + R3 + 5/6·R4).
Точно так же производится расчет разверток металла кругового профиля.
mechanicinfo.ru
Программа расчета длины развертки в Excel
Опубликовано 09 Июн 2013Рубрика: Механика | 67 комментариев
 Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и...
Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и...
...квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
На рисунке, представленном ниже, изображен согнутый из листа толщиной s и шириной b уголок. Необходимо найти длину развертки.

Расчет развертки выполним в программе MS Excel.
В чертеже детали заданы: величина внутреннего радиуса R, угол a и длина прямолинейных участков L1 и L2. Вроде все просто – элементарная геометрия и арифметика. В процессе изгиба заготовки происходит пластическая деформация материала. Наружные (относительно пуансона) волокна металла растягиваются, а внутренние сжимаются. В середине сечения – нейтральная поверхность…
Но вся проблема в том, что нейтральный слой располагается не в середине сечения металла! Для справки: нейтральный слой – поверхность расположения условных волокон металла, не растягивающихся и не сжимающихся при изгибе. Более того – эта поверхность (вроде как) не является поверхностью кругового цилиндра. Некоторые источники предполагают, что это параболический цилиндр…
Я более склонен доверять классическим теориям. Для сечения прямоугольной формы по классическому сопромату нейтральный слой располагается на поверхности кругового цилиндра с радиусом r.
r = s/ln(1+s/R)
На базе этой формулы и создана программа расчета развертки листовых деталей из сталей марок Ст3 и 10…20 в Excel.
В ячейках со светло-зеленой и бирюзовой заливкой пишем исходные данные. В ячейке со светло-желтой заливкой считываем результат расчета.

1. Записываем толщину листовой заготовки s в миллиметрах
в ячейку D3: 5,0
2. Длину первого прямого участка L1 в миллиметрах вводим
в ячейку D4: 40,0
3. Внутренний радиус сгиба первого участка R1 в миллиметрах записываем
в ячейку D5: 5,0
4. Угол сгиба первого участка a1 в градусах пишем
в ячейку D6: 90,0
5. Длину второго прямого участка детали L2 в миллиметрах вводим
в ячейку D7: 40,0
6. Все, результат расчета — длина развертки детали L в миллиметрах
в ячейке D17: =D4+ЕСЛИ(D5=0;0;ПИ()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+ЕСЛИ(D8=0;0;ПИ()/180*D9*D3/LN ((D8+D3)/D8))+D10+ +ЕСЛИ(D11=0;0;ПИ()/180*D12*D3/LN ((D11+D3)/D11))+D13+ +ЕСЛИ(D14=0;0;ПИ()/180*D15*D3/LN ((D14+D3)/D14))+D16=91.33
L = ∑(Li+3.14/180*ai*s/ln((Ri+s)/Ri)+L(i+1))
Используя предложенную программу, можно рассчитать длину развертки для деталей с одним сгибом – уголков, с двумя сгибами – швеллеров и Z-профилей, с тремя и четырьмя сгибами. Если необходимо выполнить расчет развертки детали с большим числом сгибов, то программу очень легко доработать, расширив возможности.
Важным преимуществом предложенной программы (в отличие от многих аналогичных) является возможность задания на каждом шаге различных углов и радиусов гибки.
А «правильные» ли результаты выдает программа? Давайте, сравним полученный результат с результатами расчетов по методике изложенной в «Справочнике конструктора-машиностроителя» В.И. Анурьева и в «Справочнике конструктора штампов» Л.И. Рудмана. Причем в расчет возьмем только криволинейный участок, так как прямолинейные участки все, надеюсь, считают одинаково.
Проверим рассмотренный выше пример.
«По программе»: 11,33 мм – 100,0%
«По Анурьеву»: 10,60 мм – 93,6%
«По Рудману»: 11,20 мм – 98,9%
Увеличим в нашем примере радиус гибки R1 в два раза — до 10 мм. Еще раз произведем расчет по трем методикам.
«По программе»: 19,37 мм – 100,0%
«По Анурьеву»: 18,65 мм – 96,3%
«По Рудману»: 19,30 мм – 99,6%
Таким образом, предложенная методика расчетов выдает результаты на 0,4%…1,1% больше, чем «по Рудману» и на 6.4%…3,7% больше, чем «по Анурьеву». Понятно, что погрешность существенно уменьшится, когда мы добавим прямолинейные участки.
«По программе»: 99,37 мм – 100,0%
«По Анурьеву»: 98,65 мм – 99,3%
«По Рудману»: 99,30 мм – 99,9%
Возможно Рудман составлял свои таблицы по этой же формуле, которую использую я, но с погрешностью логарифмической линейки… Конечно, сегодня «на дворе» двадцать первый век, и рыскать по таблицам как-то не с руки!
В заключение добавлю «ложку дегтя». Длина развертки — это очень важный и «тонкий» момент! Если конструктор гнутой детали (особенно высокоточной (0,1 мм)) надеется расчетом точно и с первого раза определить ее, то он зря надеется. На практике в процесс гибки вмешается масса факторов – направление проката, допуск на толщину металла, утонение сечения в месте изгиба, «трапециевидность сечения», температура материала и оснастки, наличие или отсутствие смазки в зоне гибки, настроение гибщика… Короче, если партия деталей большая и дорого стоит – уточните практическими опытами длину развертки на нескольких образцах. И только после получения годной детали рубите заготовки на всю партию. А для изготовления заготовок для этих образцов, точности, которую обеспечивает программа расчета развертки, хватит с лихвой!
Программы расчета «по Анурьеву» и «по Рудману» в Excel можете найти в Сети.
Жду ваших комментариев, коллеги.
Для УВАЖАЮЩИХ труд автора — скачать файл можно ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ (подписная форма — чуть ниже и наверху страницы).
Для ОСТАЛЬНЫХ — можно скачать просто так...
Ссылка на скачивание файла: raschet-dliny-razvertki (xls 36,5KB).
Продолжение темы — в статье о К-факторе.
О расчете развертки при гибке труб и прутков читайте здесь.
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
al-vo.ru
ТЕХНОКОМ | Калькулятор усилия гибки онлайн
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж. Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам. Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.Легенда
F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гибаS (толщина), мм - толщина материала (листа) для гибкиV (открытие), мм - открытие матрицыh (длина полки), мм - минимальная необходимая длина для прямой остаточной полки детали после гибкиL (длина гибки), мм - основная длина гибки детали (параллельна ширине листогибочного пресса)R (радиус), мм - внутренний радиус гибаTS (предел прочности) - предел прочности материала детали для гибкиОсновная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V Внутренний радиус R = (5 x V) / 32 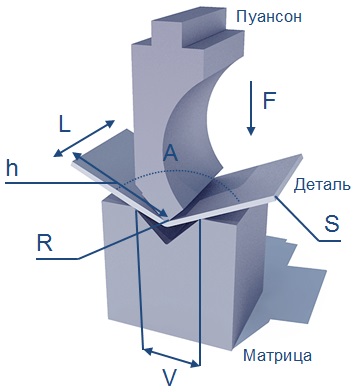 | Для не целых значений используйте точку, а не запятую |
Внимание!
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
www.technocom-rus.ru
Глубина прогиба ведущим валом - расчет онлайн калькулятором. Холодная гибка труб.
Данный калькулятор можно разбить на 2 калькулятора. Первый рассчитывает
параметры сегмента по хорде и высоте, второй - глубину прогиба ведущим валом.
The field is not filled.
'%1' is not a valid e-mail address.
Please fill in this field.
The field must contain at least% 1 characters.
The value must not be longer than% 1 characters.
Field value does not coincide with the field '%1'
An invalid character. Valid characters:'%1'.
Expected number.
It is expected a positive number.
Expected integer.
It is expected a positive integer.
The value should be in the range of [%1 .. %2]
The '% 1' is already present in the set of valid characters.
The field must be less than 1%.
The first character must be a letter of the Latin alphabet.
Su
Mo
Tu
We
Th
Fr
Sa
January
February
March
April
May
June
July
August
September
October
November
December
century
B.C.
%1 century
An error occurred while importing data on line% 1. Value: '%2'. Error: %3
Unable to determine the field separator. To separate fields, you can use the following characters: Tab, semicolon (;) or comma (,).
%3.%2.%1%4
%3.%2.%1%4 %6:%7
s.sh.
u.sh.
v.d.
z.d.
yes
no
Wrong file format. Only the following formats: %1
Please leave your phone number and / or email.
hostciti.net
Приспособление для разметки труб. Расчет и изготовление шаблона — Оборудование
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; [S – скид, мм (табл. 5)].
 Рисунок 1. Разметка трубы для изгиба
Рисунок 1. Разметка трубы для изгибаПри пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
 Рис. 5. Разметка пересечения двух труб
Рис. 5. Разметка пересечения двух трубТаблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм)гнутья и углов гиба
| Длина изогнутой части трубы 1. мм | 0,6981 | 0,7854 | 1,0472 | 1,1781 | 1,2915 | 1,5708 |
| Скид S, мм | 0,364 | 0,4141 | 0,5774 | 0,6663 | 0,7673 | 1 |
| Угол гнутья а. град | 40 | 45 | 60 | 57 30′ | 75 | 90 |
| Длина изогнутой части трубы 1, мм | 0,1745 | 0,2618 | 0,3491 | 0,3927 | 0,5236 | 0,6545 |
| Скид S, мм | 0,0875 | 0,1316 | 0,1763 | 0,199 | 0,2679 | 0,3396 |
| Угол гнутья а. град | 10 | 15 | 20 | 22 30′ | 30 | 37 30′ |
| Длина изогнутой части трубы , мм | 0,0087 | 0,0175 | 0,0349 | 0,0524 | 0,0698 | 0,0873 |
| Скид 5. мм | 0,0045 | 0,0087 | 0,0175 | 0,0261 | 0,0349 | 0,0436 |
| Угол гнутья а. град | 30′ | 1 | 2 | 3 | 4 | 5 |
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм).
2. Величину скидов и длину изогнутой части для углов, не указанных в таблице, определяют путем сложения. Например, скид для угла 53е равен сумме скидов для углов 45 + 5 +3° и т. д.
Изготовление шаблона
Для построения линии развертки на листе плотной бумаги проводят прямую линию длиной πd и делят на 6 частей. В точках деления проводят перпендикуляры, на которых откладывают величины 1–1, 2–2, 3–3, 4–4, 5–5. Полученные точки соединяют плавной кривой. Легко заметить, что линия развертки симметрична. Вторую половину получают, согнув лист по перпендикуляру в точке 6. Изготовив шаблон, его переносят на трубу, намечая линию реза чертилкой или мелом.
 Рисунок 3. Универсальный циркуль
Рисунок 3. Универсальный циркульДля разметки отверстий в трубах под врезку можно пользоваться универсальным циркулем (рис. 3.). Циркуль закрепляют на трубе и поворотом на 360° штанги-чертилки, установленной на определенном делении мерной линейки, очерчивают контур вырезаемого отверстия. Вырезку отверстий в трубах и резку врезаемых патрубков в небольших мастерских и на монтажной площадке проводят газопламенным методом.
arxipedia.ru