Резьбовые заклепки и прочие приемы клепочного соединения. Трубчатые заклепки
Резьбовые заклепки – сравнение с другими типами, инструкции + видео
Резьбовые заклепки являются одним из многочисленных видов крепежей, для которых не нужен клей, гаечный ключ и прочие приспособления. Заклепочное соединение сегодня становится универсальнее за счет роста количества методов его организации. Чтобы не быть голословными, разберем самые распространенные типы.
Типы заклепок и применимость такого крепежа сегодня
Такой способ крепления деталей является неразъемным, составляет конкуренцию самым распространенным методам соединения металлических деталей – сварке и склеиванию частей. Ведь зачастую эти два подхода неуместны, потому что поверхности не могут выдержать высокие температуры или должны остаться подвижными, либо деталь не должна претерпевать структурные метаморфозы, как это происходит под пламенем горелки. Особенно это критично, если скрепляемые части из разных материалов, их поведение может быть непредсказуемо в условиях сварки.
Само соединение может выглядеть по-разному, причем влияют на это не только виды заклепок, но и будущие условия эксплуатации изделия. Просто прочное крепление будет выдерживать силовые нагрузки (удары, вибрации), но при этом не обременяется герметичностью, а вот плотные клепочные соединения не должны пропускать воду и воздух, правда, это их свойство имеет пределы, возможно это только при невысоких давлениях. На качество шва влияет и его рядность, довольно часто прибегают к многорядовым расположениям заклепок, причем разместить их можно цепным или шахматным образом.
Работу по сборке можно производить вручную, так делалось раньше, а можно использовать специальные приспособления. Сегодня выбор их довольно велик, начиная от ручных, заканчивая электрическими заклепочниками. Но все сводится к одному алгоритму: проделывается отверстие в деталях, туда продевается заклепка, и производится фиксация определенным приемом. Последняя стадия как раз и является основанием для классификации заклепок, которая сегодня все еще расширяется.
Преимуществами заклепочного соединения являются неагрессивность, как механическая, так и химическая, способность крепления разнородных материалов, причем разных не только по природе, но и по толщине, не провоцирование механических напряжений в конструкции. Но многих смущает трудоемкость, которая даже с использованием спец.инструмента для заклепок требует предварительного проделывания отверстий, также дополнительной головной болью становятся последующие заботы о герметизации полученных швов. А в массовом производстве такой способ крепления сопровождается сильным продолжительным шумом, отрицательно влияющим на здоровье трудового коллектива.
Двухсторонние виды заклепок
Несмотря на все особенности, областей, в которых этот способ крепления популярен, довольно много, не зря типы заклепок настолько разнообразны, именно с ними мы и будем сейчас знакомиться. Конечно, можно много писать о внешнем виде предлагаемых деталей, от формы головки зависит очень многое, в том числе эксплуатационные характеристики и долговечность. Например, то, какая будет головка у вашей заклепки, выпуклая или потайная (гладкая), влияет на качество общей поверхности шва. Также на надежности будущей детали отражается и материал. Бывают заклепки алюминиевые, стальные и из комбинаций этих вариантов. Это также влияет и на сам процесс установки, сталь расплющить намного сложнее, но она прочнее в эксплуатации.
Однако самым интересным критерием для классификации является способ крепежа. Первым делом уделим внимание самому традиционному способу – ручному, где всю работу придется делать самостоятельно, используя молоток. Самый распространенный ранее недостаток – потребность в двухстороннем доступе к скрепляемым поверхностям, тут сохраняется, поэтому метод постепенно отходит в небытие, тем более он еще и самый трудоемкий. В перечне таких заклепок можно встретить даже медные варианты. Как поставить заклепку такого вида, понять не сложно. Делается отверстие в двух частях детали, продевается в него наше изделие, с одной стороны упирается в какое-нибудь углубление, а со второй – расплющивается молотком. Расплющенную часть нужно обжать, а то выглядит она не очень привлекательно после такой жестокой обработки.
Трубчатые и пистонные заклепки также требуют доступа с двух сторон, к тому же, имея полую структуру, способны выдерживать лишь небольшие нагрузки, следовательно, сфера их применения значительно сужается. Строение их выглядит, как трубка, полая с одной стороны, и со шляпкой – с другой. Пистонные заклепки вовсе состоят из очень тонких трубок, поэтому увидеть их в металлических деталях почти невозможно, это скорее атрибут галантереи. Использование заключается в проделывании все того же отверстия, продевания в него заклепки, затем с полой стороны она заглушается пуансоном.
Более современные способы создания таких креплений не требуют двухстороннего доступа и используют более прочные изделия, это закладные, резьбовые, вытяжные заклепки.
Закладные, вытяжные и резьбовые заклепки
Эти виды отличны тем, что могут применяться в местах, где доступ к изделию имеется только с одной стороны. Закладные изделия полые, но в них вставляется пуансон со стержнем, который внутри трубки и остается после фиксации. Применим только для толстостенных изделий, так как при монтаже потребует осевых усилий, что может повредить тонкие стенки детали. Как всегда, нам следует проделать отверстие, вставить туда одну часть заклепки, продеть в нее стержень с пуансоном и расплющить материал, создавая шляпку.
Винтовые заклепки (резьбовые) многофункциональны, они полые и внутри содержат резьбу. Установив их, мы получаем прочное крепление двух частей детали по клепочному механизму и дополнительную возможность в них еще что-нибудь вкрутить, сформировав еще одно соединение. Установка возможна только с помощью специального пистолета, где на рабочей головке имеется такая же резьба, чтобы держать заклепку. Суть процесса такова: проделывается отверстие в детали, пистолет с деталью располагается в нем, рычагом инструмент приводится в действие и затягивает заклепку, формируя шляпку и плотно прижав ее к изделию с двух сторон, потом он просто выворачивается из установленной детали. Головка в таких клепках может быть потайной, что еще больше расширяет сферу применения таких типов соединений.
Лидером в монтажном деле сегодня являются вытяжные заклепки. Внешне мы увидим гильзу со стержнем, который вытягивается специальным инструментом и формирует шляпку, а остаток стержня обрезается прямо в пистолете. Такие изделия наиболее практичны, а установка практически не доставит неудобств, а с правильно подобранным пистолетом вообще работа может затянуться без надоедливой усталости. Заклепка крепится в пистолете, он вставляет ее в отверстие в деталях, нажимается рычаг, стержень вытягивается, обрывается, и клепка готова. Скорость создания такого крепежа высокая, он довольно прочный, хоть и простой. На таких заклепках предусмотрен бортик, чтобы исключить деформацию соединяемых деталей, он может быть широким, небольшим, а также потайным.
Оцените статью: Поделитесь с друзьями!remoskop.ru
ГОСТ 26805-86 «Заклепка трубчатая для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26805-86
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
Р. А. Каграманов, канд. техн. наук; Ю. К, Жебелев, канд. техн. наук; В. В. Иванников, канд. техн. наук; В. В. Баконин
ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
Директор Е. А. Долгинин
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ Технические условия Tubular rivet for one-sided riveting of thin-sheet construction metalworks. Specifications |
ГОСТ 26805-86 |
Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250 срок введения установлен
с 01.01.87
Настоящий стандарт распространяется на трубчатые алюминиевые заклепки для односторонней клепки защитных оболочек из алюминиевых сплавов для тепловой изоляции трубопроводов и резервуаров.
1.1. Заклепки должны изготовляться в соответствии с требованиями настоящего стандарта.
1.2. Размеры заклепок должны соответствовать указанным на черт. 1 и в таблице.
1 - головка; 2 - стержень; 3 - отверстие; 4 - конусная часть стержня
Черт. 1
|
Обозначение |
Размеры, мм |
Масса 1000 шт., кг |
||
|
L |
l |
h |
||
|
ТЗ-4´5(1) |
|
|
1 |
0,202 |
|
ТЗ-4´5(2) |
6,5 |
5,0 |
2 |
0,180 |
|
ТЗ-4´5(3) |
|
|
3 |
0,175 |
|
ТЗ-4´6,5(1) |
|
|
1 |
0,220 |
|
ТЗ-4´6,5(2) |
8,0 |
6,5 |
2 |
0,205 |
|
ТЗ-4´6,5(3) |
|
|
3 |
0,195 |
Пример условного обозначения трубчатой заклепки ТЗ диаметром 4 мм, длиной 5 мм, длиной конусной части стержня 2 мм:
ТЗ-4´5 (2) ГОСТ 26805-86
1.3. Заклепки должны изготовляться методом холодной высадки из проволоки диаметром 3,8-4,0 мм из алюминия и алюминиевых сплавов по ГОСТ 14838-78.
1.4. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей и раковин.
1.5. Предельные отклонения размеров и формы заклепок - по ГОСТ 10304-80, класс точности С.
1.6. Номинальный диаметр отверстий под заклепки - 4,1 мм.
1.7. При расчете несущей способности заклепки на срез расчетное сопротивление срезу принимать по ГОСТ 14838-78.
1.8. В комплект поставки входит партия заклепок в количестве не менее 500 шт.
2.1 Правила приемки заклепок - по ГОСТ 17769-83.
3.1. Поверхность заклепок проверяют визуально - методом сравнения их с образцами-эталонами.
3.2. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными приборами.
3.3. Несущую способность заклепок контролируют на разрывной машине путем испытания образцов, представляющих собой однозаклепочное соединение двух пластин (черт. 2). Толщины пластин выбирают по справочному приложению.
Черт. 2
4.1. Упаковка заклепок и маркировка тары - по ГОСТ 18160-72.
4.2. К каждой упаковке должна быть прикреплена этикетка по ГОСТ 2.601-68.
4.3. Каждая партия заклепок должна быть снабжена паспортом, в котором указывают:
номер и дату заполнения документа;
наименование и адрес изготовителя;
наименование и условное обозначение продукции;
номер партии;
массу партии нетто;
марку материала заклепки, расчетное сопротивление заклепки срезу и результаты испытаний;
дату проведения испытаний.
Примечание. Допускается вкладывать паспорт в тару.
4.4. Хранение заклепок - по группе условий хранения С ГОСТ 15150-69.
5.1. Заклепки устанавливают на стержне, имеющем развальцовочный наконечник (черт. 3а).
5.2. Заклепку вместе со стержнем вставляют в отверстие склепываемых листов с плотным прижатием головки заклепки к лицевому листу (черт. 3б), затем стержень с развальцовочным наконечником протягивают сквозь отверстие в теле заклепки, в результате чего формируется головка заклепки с тыльной стороны соединения (черт. 3в).
Черт. 3
5.3. Размеры заклепок, соответствующие толщине пакета склепываемых листов, выбирают по справочному приложению.
|
Толщина склепываемого пакета листов |
Длина стержня заклепки l |
Длина конусной части стержня заклепки h |
|
До 1,0 включ. |
5,0 |
3,0 |
|
Св. 1,0 до 1,5 |
5,0 |
2,0 |
|
» 1,5 » 2,0 » |
5,0 |
1,0 |
|
» 2,0 » 2,5 » |
6,5 |
3,0 |
|
» 2,5 » 3,0 » |
6,5 |
2,0 |
|
» 3,0 » 4,0 » |
6,5 |
1,0 |
files.stroyinf.ru
Заклепки трубчатые - Энциклопедия по машиностроению XXL
Клепаные соединения. Применяют заклепки трубчатые, полу-трубчатые и со сплошным стержнем. Материал заклепок - сталь, латунь, медь и алюминиевые сплавы. [c.953]ГОСТ 26805-86 Заклепки трубчатые АЛЯ односторонней клепки [c.822]
Заклепки с полукруглой головкой. . Заклепки с потайной головкой. . . Заклепки с плоской головкой. . . . Заклепка трубчатая с потайной головкой. ............. [c.12]
Заклепка трубчатая с потайной головкой [c.214]
Заклепки с полукруглой головкой. . . . Заклепки трубчатые с полукруглой головкой. ............... [c.14]
Заклепки трубчатые с потайной головкой Заклепки разводные с полукруглой низкой головкой. ............ [c.14]Заклепки трубчатые с полукруглой головкой [c.219]
ЗАКЛЕПКИ ТРУБЧАТЫЕ С ПОТАЙНОЙ ГОЛОВКОЙ [c.321]
Трубчатые заклепки применяют для склепывания соединений, несущих небольшие нагрузки. [c.209]
Трубчатые заклепки можно усилить запрессовкой стержней. Стержни фиксируют с помощью рифтов (вид е), кольцевых выточек, а также запеканкой торцов. [c.210]
Некоторые виды заклепочных соединений в узлах машин показаны на рис. 227. Более распространены заклепки со сплошным стержнем (рис. 228, а, б, в), трубчатые (рис. 228, г) и полу-трубчатые (рис. 228, д)-, материал заклепок — сталь, медь, латунь и алюминиевые сплавы. [c.286]
Для склепывания применяют заклепки стандартные с головками различного вида (ГОСТ 1187-62 и 1195-62) и специальные (пустотелые, трубчатые). Клепку в труднодоступных местах ведут посредством взрывных заклепок или заклепок, постановку которых можно производить с одной (доступной сборщику) стороны. [c.399]
Поскольку полимерные материалы имеют невысокую удельную ударную вязкость, то для уменьшения нагрузки, возникающей при клепке и действующей на соединяемые элементы, обычно используют не сплошные заклепки, а полые (трубчатые) из мягкой стали, а также алюминиевые, латунные, медные и из сплава монель. Для распределения нагрузки на большую площадь полимерного материала применяют полые заклепки с увеличенной головкой или сплошные заклепки с шайбой, подкладываемой под головку заклепки. Диаметр головки заклепки или шайбы должен быть тем большим, чем ниже прочность полимерного материала на сжатие. На фиг. УП. 1, а—в изображены полые (трубчатые) заклепки, соединяющие элементы из полимерных материалов. Отверстия для заклепок глубиной до 2 мм пробивают, а большей глубины — сверлят. [c.132]
Л68 67 46 130 кольца для крепления стекол, шайбы, винты, болты, трубчатые пружины, заклепки [c.336]
В зависимости от конструкции соединения применяют различные типы заклепок, геометрические размеры которых стандартизованы. Основные типы заклепок изображены на рис. 2.2 (а — с полукруглой головкой 6 — полупотайная в — потайная г — трубчатая). Если нет доступа к замыкающей головке (например, пустотелое крыло самолета), то применяют заклепки для односторонней клепки. Например, на рис. 2.2, д замыкающая головка образуется при протягивании конической оправки через коническое отверстие заклепки и на рис. 2.2, е — взрывом заряда 1. [c.62]
В промышленности находят применение также стальные, медные и другие трубчатые заклепки, гак называемые пистоны (рис. 5), идущие для соединений, работающих с незначительной нагрузкой. [c.40]
Процесс клепки пистонов состоит в образовании замыкающей головки путем развальцовки свободного конца трубчатой заклепки. [c.40]
Наиболее ходовые размеры трубчатых заклепок (по наружному диамегру) 4—20 мм при длине 3—76 мм. Толщина стенок 0,25— 1,5 мм. Трубчатые заклепки (пистоны) применяются в приборостроении и самолетостроении. [c.41]
Как мы уже упоминали (стр. 174), Журавский вскрыл и нерациональность принятого в трубчатых мостах расположения заклепок. Владея своей теорией касательных напряжений в балках, он не встретил больше никаких трудностей в назначении правильного расстояния между заклепками для каждого частного случая. [c.196]
Для получения правильной головки трубчатой заклепки необходимо, чтобы длина стержня под головку составляла V.-i d. [c.231]
Для соединения неметаллических деталей, а также в мало-нагруженных узлах с ограниченным весом применяют трубчатые заклепки. Замыкающую головку этих заклепок получают обжатием или развальцовыванием. [c.505]
Магнитный держатель (фиг. 123, а) имеет трубчатый магнит 1, напрессованный на стержень отвертки 2. Винт 3 вводится шлицем на лезвие отвертки и удерживается в выточке магнита. Отвертка (фиг. 123, б), служащая для предварительного завертывания винтов., имеет лезвие из двух плоских пружин 1, закрепленных заклепками 2 в стержне 3. Сжимая пружины, их заводят в шлиц винта 4. Толщина пружин должна быть на 0,1—0,15 мм меньше ширины шлица. Окончательно винт затягивают обычной,отверткой. [c.172]
Для склепывания применяют заклепки стандартные с головками различного вида и специальные (пустотелые, трубчатые). Клепку 230 [c.230]
Заклепки трубчатые для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия Соедиисиия шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов [c.483]
Новые фрикционные диски устанавливают после удаления изношенных дисков и заклепок. Для прикрепления новых дисков применяют заклепки трубчатого типа, так как при использовании сплошных заклепок диски часто трескаются. При отсутствии трубчатых заклепок их можно выточить из прутка красной меди по размеру отверстия в диске. При постановке заклепки ее головку упирают на зажатый в тисках бородок, а трубчатый конец раздают керном, затем вторым бородком или оправкой обжимают заклепку. Нужно иметь в виду, что при осаживании заклепок ударами молотка на фрикционном диске могут появиться трещины. [c.67]
Заклепки трубчатая, типа II, и специальные применяются для уединения деталей в тех случаях, когда образование головки эычным путем невозможно. Что же касается пустотелых заклепок, к называемых пистонов, имеющих форму цилиндрической трубки, зубки с фланцем или трубки с овальной головкой (фиг. 37), то об-асть применения их ограничивается непрочными материалами. [c.129]
Все виды трубчатых заклепок поддаются дополнительному уплотшнию изнутри для увеличения плотности прилегания стержня заклепки к стенкам отверстия и тем самым повышения прочности соединения на срез [c.209]
Если невозможно подвести клепальный инструмент для формиро-в ания замыкающей головки (например, у заклепок, входящих во внутренние полости), то применяют закладные заклепки, устанавливаемью II замыкаемые с одной стороны. Обычно это трубчатые заклепки, прю-пшваемые пуансоном. На конце стержня предусматривают перемычку (рис. 214, я) или коническую ступеньку (вид в). При прошивании пуансон раздает металл, образуя замыкающую головку (виды б, г). [c.211]
Заклеики изготовляют на высадочных автоматах из прутков малоуглеродистых сталей Ст2, СтЗ, 10КП, из сплавов цветных металлов и др. Трубчатые заклепки применяют в слабоиагружен-ных металлических соединениях, а также в соединениях неметаллических материалов (фибра, текстолит, резина и др.). [c.444]
| Фиг. VII. 1. Полые (трубчатые) заклепки, соединяющие элементы из нолимерпых материалов | 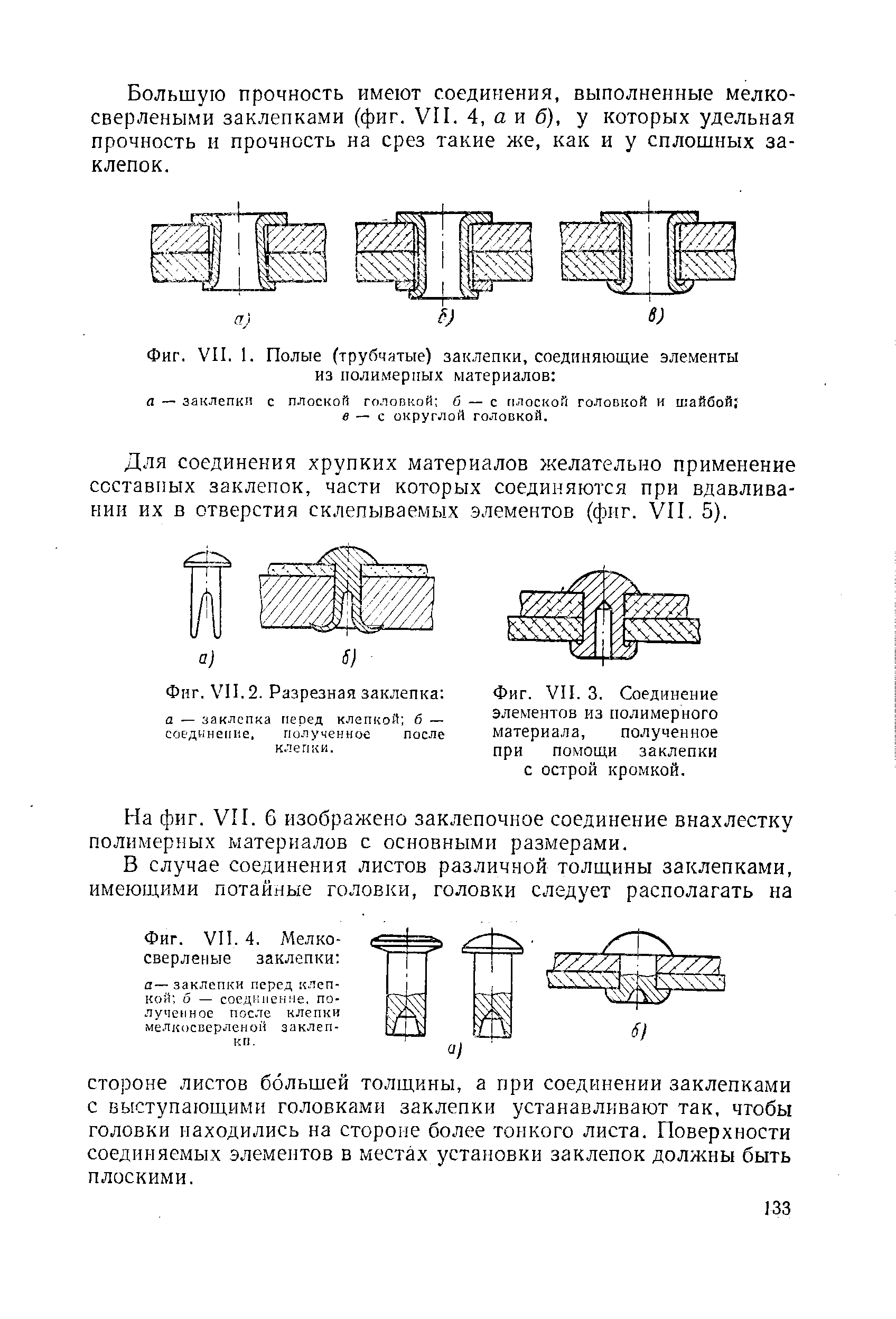 |
Кроме заклепок со сплошным стержнШ в некоторых случаях, например для приклепывания лент к торйозным колодкам автомобиля, применяют трубчатые заклепки, так называемые пистоны. Пистоны изготовляют в виде трубочек с фланцами или с загнутыми бортами (фиг. 123,е). [c.179]
mash-xxl.info
Трубчатая заклепка - Большая Энциклопедия Нефти и Газа, статья, страница 3
Трубчатая заклепка
Cтраница 3
Лепестки 3 штампуют из листовой латуни и закрепляют трубчатыми заклепками на двух изоляционных планках /; изоляционные планки крепят на стойках 2, устанавливаемых на шасси 4 с помощью винтов. Для облегчения монтажа концы лепестков имеют отверстия или вырезы различной формы, которые при пайке облуживают. [31]
Щипцы для скрепления листов предназначены для прочного скрепления деловых бумаг трубчатыми заклепками. Имеют два паза: верхний - для пробивки в листе отверстия диаметром 5 мм и нижний - для зажатия заклепок, вставленных в пробитые отверстия листов вручную. Щипцы обеспечивают сшивание стопки бумажных листов толщиной до 4 мм. [32]
Якорные пластины и находящиеся между ними пружины стянуты в середине двумя трубчатыми заклепками из нержавеющей стали. [33]
Металлические лепестки штампуют из листовой латуни и крепят к платам с помощью трубчатых заклепок. На концах лепестков предусматривают отверстия или вырезы для удобства механического крепления и пайки к ним проводников. Расшивочные панели крепят к шасси обычно с помощью винтов и гаек с использованием изоляционных втулок. [34]
Процесс клепки пистонов состоит в образовании замыкающей головки путем развальцовки свободного конца трубчатой заклепки. [35]
Для соединения неметаллических деталей, а также в м-ало-нагруженных узлах с ограниченным весом применяют трубчатые заклепки. Замыкающую головку этих заклепок получают обжатием или развальцовыванием. [36]
Для соединения неметаллических деталей, а также в малонагруженных сборочных единицах с ограниченной массой применяют трубчатые заклепки. Замыкающую головку этих заклепок получают обжатием или развальцовыванием. [37]
Для соединения неметаллических деталей, а также в мало нагруженных узлах с ограниченным весом применяют трубчатые заклепки. Замыкающую головку этих заклепок получают обжатием или развальцовыванием. [38]
Армирсвка типа рис. 2 - 10 6 хорошо работает в эксплуатации только в том случае, если трубчатая заклепка имеет достаточно большое сечение с хорошо отбортованными и поэтому широкими головками, хорошо сжимающими арми-ровку. [39]
Секторы, изготовляемые фирмой Симонакко ( Италия), состоят по толщине из двух половин, соединенных трубчатыми заклепками. Между внутренними стенками половин сектора образуется полость. Половины сектора прессуются из фенольной смолы с наполнителем из жесткой натронной целлюлозы. [40]
Инструмент для ручной клепки; а - прямая поддержка, закрепленная в тисках; б - обжимка для расклепывания трубчатых заклепок; в - натяжка. [41]
Кроме указанных стандартных заклепок со сплошным стержнем в машиностроении, например самолетостроении, точных механизмах, и некоторых других областях применяют трубчатые заклепки, или пистоны, изготовляемые из стальных, медных, латунных и других металлических тонкостенных трубок. [42]
Кроме указанных стандартных заклепок со сплошным стержнем в машиностроении, например в самолетостроении, точных механизмах, и в некоторых других областях применяют трубчатые заклепки, или пистоны, изготовляемые из стальных, медных, латунных и других металлических тонкостенных трубок. Пистоны применяют для ненагруженных или весьма мало нагруженных соединений и соединений, не требующих плотности. [43]
Трубчатые заклепки ( пистоны) применяются в приборостроении и самолетостроении. [45]
Страницы: 1 2 3 4 5
www.ngpedia.ru
ГОСТ 26805-86 Заклепка трубчатая для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26805-86
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
Р. А. Каграманов, канд. техн. наук; Ю. К, Жебелев, канд. техн. наук; В. В. Иванников, канд. техн. наук; В. В. Баконин
ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
Директор Е. А. Долгинин
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ Технические условия Tubular rivet for one-sided riveting of thin-sheet construction metalworks. Specifications |
ГОСТ 26805-86 |
Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250 срок введения установлен
с 01.01.87
Настоящий стандарт распространяется на трубчатые алюминиевые заклепки для односторонней клепки защитных оболочек из алюминиевых сплавов для тепловой изоляции трубопроводов и резервуаров.
1.1. Заклепки должны изготовляться в соответствии с требованиями настоящего стандарта.
1.2. Размеры заклепок должны соответствовать указанным на черт. 1 и в таблице.
1 - головка; 2 - стержень; 3 - отверстие; 4 - конусная часть стержня
Черт. 1
|
Обозначение |
Размеры, мм |
Масса 1000 шт., кг |
||
|
L |
l |
h |
||
|
ТЗ-4 ´ 5(1) |
1 |
0,202 |
||
|
ТЗ-4 ´ 5(2) |
6,5 |
5,0 |
2 |
0,180 |
|
ТЗ-4 ´ 5(3) |
3 |
0,175 |
||
|
ТЗ-4 ´ 6,5(1) |
1 |
0,220 |
||
|
ТЗ-4 ´ 6,5(2) |
8,0 |
6,5 |
2 |
0,205 |
|
ТЗ-4 ´ 6,5(3) |
3 |
0,195 |
||
Пример условного обозначения трубчатой заклепки ТЗ диаметром 4 мм, длиной 5 мм, длиной конусной части стержня 2 мм:
ТЗ-4 ´ 5 (2) ГОСТ 26805-86
1.3. Заклепки должны изготовляться методом холодной высадки из проволоки диаметром 3,8-4,0 мм из алюминия и алюминиевых сплавов по ГОСТ 14838-78.
1.4. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей и раковин.
1.5. Предельные отклонения размеров и формы заклепок - по ГОСТ 10304-80, класс точности С.
1.6. Номинальный диаметр отверстий под заклепки - 4,1 мм.
1.7. При расчете несущей способности заклепки на срез расчетное сопротивление срезу принимать по ГОСТ 14838-78.
1.8. В комплект поставки входит партия заклепок в количестве не менее 500 шт.
2.1 Правила приемки заклепок - по ГОСТ 17769-83.
3.1. Поверхность заклепок проверяют визуально - методом сравнения их с образцами-эталонами.
3.2. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными приборами.
3.3. Несущую способность заклепок контролируют на разрывной машине путем испытания образцов, представляющих собой однозаклепочное соединение двух пластин (черт. 2). Толщины пластин выбирают по справочному приложению.
Черт. 2
4.1. Упаковка заклепок и маркировка тары - по ГОСТ 18160-72.
4.2. К каждой упаковке должна быть прикреплена этикетка по ГОСТ 2.601-68.
4.3. Каждая партия заклепок должна быть снабжена паспортом, в котором указывают:
номер и дату заполнения документа;
наименование и адрес изготовителя;
наименование и условное обозначение продукции;
номер партии;
массу партии нетто;
марку материала заклепки, расчетное сопротивление заклепки срезу и результаты испытаний;
дату проведения испытаний.
Примечание. Допускается вкладывать паспорт в тару.
4.4. Хранение заклепок - по группе условий хранения С ГОСТ 15150-69.
5.1. Заклепки устанавливают на стержне, имеющем развальцовочный наконечник (черт. 3а).
5.2. Заклепку вместе со стержнем вставляют в отверстие склепываемых листов с плотным прижатием головки заклепки к лицевому листу (черт. 3б), затем стержень с развальцовочным наконечником протягивают сквозь отверстие в теле заклепки, в результате чего формируется головка заклепки с тыльной стороны соединения (черт. 3в).
Черт. 3
5.3. Размеры заклепок, соответствующие толщине пакета склепываемых листов, выбирают по справочному приложению.
|
Толщина склепываемого пакета листов |
Длина стержня заклепки l |
Длина конусной части стержня заклепки h |
|
До 1,0 включ. |
5,0 |
3,0 |
|
Св. 1,0 до 1,5 |
5,0 |
2,0 |
|
» 1,5 » 2,0 » |
5,0 |
1,0 |
|
» 2,0 » 2,5 » |
6,5 |
3,0 |
|
» 2,5 » 3,0 » |
6,5 |
2,0 |
|
» 3,0 » 4,0 » |
6,5 |
1,0 |
Похожие документы
znaytovar.ru
Заклепка трубчатая для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26805-86
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
Р. А. Каграманов, канд. техн. наук; Ю. К, Жебелев, канд. техн. наук; В. В. Иванников, канд. техн. наук; В. В. Баконин
ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
Директор Е. А. Долгинин
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ Технические условия Tubular rivet for one-sided riveting of thin-sheet construction metalworks. Specifications |
ГОСТ 26805-86 |
Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250 срок введения установлен
с 01.01.87
Настоящий стандарт распространяется на трубчатые алюминиевые заклепки для односторонней клепки защитных оболочек из алюминиевых сплавов для тепловой изоляции трубопроводов и резервуаров.
1.1. Заклепки должны изготовляться в соответствии с требованиями настоящего стандарта.
1.2. Размеры заклепок должны соответствовать указанным на черт. 1 и в таблице.

1 - головка; 2 - стержень; 3 - отверстие; 4 - конусная часть стержня
Черт. 1
|
Обозначение |
Размеры, мм |
Масса 1000 шт., кг |
||
|
L |
l |
h |
||
|
ТЗ-4´5(1) |
|
|
1 |
0,202 |
|
ТЗ-4´5(2) |
6,5 |
5,0 |
2 |
0,180 |
|
ТЗ-4´5(3) |
|
|
3 |
0,175 |
|
ТЗ-4´6,5(1) |
|
|
1 |
0,220 |
|
ТЗ-4´6,5(2) |
8,0 |
6,5 |
2 |
0,205 |
|
ТЗ-4´6,5(3) |
|
|
3 |
0,195 |
Пример условного обозначения трубчатой заклепки ТЗ диаметром 4 мм, длиной 5 мм, длиной конусной части стержня 2 мм:
ТЗ-4´5 (2) ГОСТ 26805-86
1.3. Заклепки должны изготовляться методом холодной высадки из проволоки диаметром 3,8-4,0 мм из алюминия и алюминиевых сплавов по ГОСТ 14838-78.
1.4. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей и раковин.
1.5. Предельные отклонения размеров и формы заклепок - по ГОСТ 10304-80, класс точности С.
1.6. Номинальный диаметр отверстий под заклепки - 4,1 мм.
1.7. При расчете несущей способности заклепки на срез расчетное сопротивление срезу принимать по ГОСТ 14838-78.
1.8. В комплект поставки входит партия заклепок в количестве не менее 500 шт.
2.1 Правила приемки заклепок - по ГОСТ 17769-83.
3.1. Поверхность заклепок проверяют визуально - методом сравнения их с образцами-эталонами.
3.2. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными приборами.
3.3. Несущую способность заклепок контролируют на разрывной машине путем испытания образцов, представляющих собой однозаклепочное соединение двух пластин (черт. 2). Толщины пластин выбирают по справочному приложению.

Черт. 2
4.1. Упаковка заклепок и маркировка тары - по ГОСТ 18160-72.
4.2. К каждой упаковке должна быть прикреплена этикетка по ГОСТ 2.601-68.
4.3. Каждая партия заклепок должна быть снабжена паспортом, в котором указывают:
номер и дату заполнения документа;
наименование и адрес изготовителя;
наименование и условное обозначение продукции;
номер партии;
массу партии нетто;
марку материала заклепки, расчетное сопротивление заклепки срезу и результаты испытаний;
дату проведения испытаний.
Примечание. Допускается вкладывать паспорт в тару.
4.4. Хранение заклепок - по группе условий хранения С ГОСТ 15150-69.
5.1. Заклепки устанавливают на стержне, имеющем развальцовочный наконечник (черт. 3а).
5.2. Заклепку вместе со стержнем вставляют в отверстие склепываемых листов с плотным прижатием головки заклепки к лицевому листу (черт. 3б), затем стержень с развальцовочным наконечником протягивают сквозь отверстие в теле заклепки, в результате чего формируется головка заклепки с тыльной стороны соединения (черт. 3в).

Черт. 3
5.3. Размеры заклепок, соответствующие толщине пакета склепываемых листов, выбирают по справочному приложению.
|
Толщина склепываемого пакета листов |
Длина стержня заклепки l |
Длина конусной части стержня заклепки h |
|
До 1,0 включ. |
5,0 |
3,0 |
|
Св. 1,0 до 1,5 |
5,0 |
2,0 |
|
» 1,5 » 2,0 » |
5,0 |
1,0 |
|
» 2,0 » 2,5 » |
6,5 |
3,0 |
|
» 2,5 » 3,0 » |
6,5 |
2,0 |
|
» 3,0 » 4,0 » |
6,5 |
1,0 |
aquagroup.ru
Способ установки трубчатой заклепки
374860
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
И ПАТЕНТУ
Союз Советских
Социалистических
Республик
Зависимый от патента №
М. Кл. F 16b 19/10
Заявлено 23.VI 1.1970 (№ 1458701/25-27) Приоритет 28ХП.19б9, ¹ 37б89/б9, Великобритания
Комитет по лелем изобретений и открытий при Совете Министров
СССР
Опубликовано 20.111.1373. Бюллетень № 15
Дата опубликования описания 28Х.1973
УДК 621.884(088.8) Автор изобретения
Иностранец
Гарви Филип Джил (Великобритания) Иностранная фирма
«Аерпат A. Г.» (Швейцария) Заявитель
СПОСОБ УСТАНОВКИ ТРУБЧАТОЙ ЗАКЛЕПКИ
Изобретение относится к области общего машиностроения.
Известен способ установки трубчатой заклепки, согласно которому оправку с головкой вставляют в отверстие заклепки, но не протягивают через все отверстие, а только расширяют хвостовую часть заклепки, затем стержень оправки отламывают. В результате этого головка оправки и часть стержня остаются в отверстии заклепки и закупоривают его.
Оправка должна составлять часть образованного соединения и поэтому для каждой заклепки требуется своя оправка, что значительно усложняет технологию установки заклепки.
Цель изобретения — повышение надежности соединения.
Это достигается тем, что оправку протягивают через отверстие заклепки насквозь, при этом хвостовик головки заклепки расширяют до образования глухой головки, а корпус заклепки сокращают в осевом направлении.
Кроме того, применяют оправку с цилиндрической головкой и конусным концом, а заклеп ку — с увеличенным наружным диаметром хвостовика.
На фиг. 1 — 9 показаны последовательные этапы установки глухой трубчатой заклепки путем протягивания через нее оправки; на фиг. 10 — измененная форма заклепки; на фиг. 11 — 19 — последовательные этапы установки глухой трубчатой заклепки путем протягивания через нее оправки с относительно неб ольши м з азор ом.
Заклепка включает тело 1 с радиально расширяющейся головкой 2 на одном конце (головной конец) и просверленным сквозным от1О верстием а. Участок б тела заклепки, примыкающий к головке, имеет расширяющуюся наружную в и внутреннюю г конические поверхности. Угол, образованный внутренней и наружной коническими поверхностями равен
15 примерно 40 . Толщина стенки конического участка б тела заклепки постоянна вдоль его длины и равна толщине стенки основной части тела заклепки. Внутренняя коническая поверхность г переходит в кольцевую кромку 3.
Нижняя кромка головки заклепки имеет кольцевую выемку д, окруженную кольцевой плоской кромкой 4.
Наружная коническая поверхность в тела заклепки имеет выемку, граничащую с кром25 кой 4.
Внутренняя коническая поверхность г пересекается с концевой кромкой 5 головки заклепки.
374860
60
3
Внутренняя коническая поверхность г отверстия а заклепки переходит в участок е одинакового диаметра, простирающийся от узкого конца этой поверхности вдоль его хвостового конца. Основная длина тела 1 заклепки (в направлении к коническому участку б) — участок ж, имеющий одинаковую толщину.
Хвостовой участок з тела заклепки имеет самый большой наружный диаметр, поэтому толщина его стенок увеличена.
Наружная поверхность этого хвостового участка включает цилиндрический участок и одинакового диаметра, сочленяющий конец хвостовой кромки б тела заклепки, которая расположена перпендикулярно оси заклепки.
Участок и заканчивается конической поверхностью к с относительно тупым образующим углом, равным примерно 75 .
Длина по оси утолщенного участка з приблизительно равна двойной толщине стенки внутреннего участка ж тела заклепки. Наруж ный диаметр утолщенного участка, т. е, диаметр цилиндрической поверхности участка и, равен диаметру окружности кольцевой кромки 8.
Удлиненный стержень 7 оправки имеет такой диаметр, который дает ему возможность свободно проходить внутри расточенного отверстия а заклепки. Выполненная заодно с этим стержнем головка 8 включает конический участок л с относительно тупым образующим углом (60 ), узкий конец которого соединяется с наружной поверхностью стержня 7.
Головка 8 оправки включает также участок м такого. же ди а метр а.
Конец головки имеет плоскую кромку 9, расположенную перпендикулярно оси стержня
7 и соединенную с цилиндрическим участком м при помощи конического участка и.
Диаметр участка м гораздо больше, чем внутренний диаметр расточенного отверстия а.
Концы наконечников 10 и 11 с расширяющейся носовой частью пневматического клепального молотка имеют выемку о, сопряженную с поверхностью головки 2 заклепки для образования опорной стенки заклепки.
На чертежах 1 — 9 показано соединение металлических листов 12, 18, имеющих концентричные отверстия n, p. Диаметры этих отверстий выбираются такой величины, чтобы утолщенный хвостовой участок з заклепки мог пройти через них.
Листы 12 и 18 отделяются друг от друга небольшим зазором с. Для скрепления этих листов форма заготовки выбирается такой, чтобы расстояние по оси от кольцевой плоской кромки 4 на нижней стороне головки заклепки по конической поверхности к утолщенного конца заклепки была не менее общей толщины между наружной кромкой 14 листа 12 и противоположной наружной кромкой 15 листа 18.
Хвостовой конец заклепки (см. фиг. 1) с головкой 8 оправки, выступающей за заклепку, вводится с помощью пневматического кле4 пального молотка через отверстия и, р до тех пор, пока головка 2 заклепки не вступит в контакт с наружной поверхностью участка 14 листа 12.
Конец т отверстия и по кромке 14 листа 12 соприкасается по окружности с головкой 2 тела заклепки.
Направляющий конический участок,г (см. фиг. 2) головки оправки входит в утолщенный участок з на хвосте заклепки. Этот конический участок на головке оправки образует сопряженную коническую поверхность у внутри хвостовой части заклепки. Кольцевая конечная кромка б хвостовой части заклепки отклоняется наружу, и цилиндрический учаРгок и хвостового конца заклепки деформи,руется в небольшой конус. Первоначальная коническая поверхность к участка з хвостовой части заклепки также деформируется в конус с еще более тупым образующим углом.
Затем (см. фиг. 3) головка оправки еще дальше входит в хвостовую часть заклепки.
При этом коническая поверхность у внутри хвостового конца просверленного отверсгия заклепки, образованная коническим участком л головки оправки, выступает за самый широкий конец этого конического участка, охватывая направляющий конец цилиндричес кой поверхности м головки оправки. Самая широкая часть стержня 7 в хвостовой части заклепки гораздо шире по своему диаметру, чем самая широкая часть конического участка л на головке оправки.
Направляющая кромка 1б заклепки перемещается вперед в направлении к головке заклепки.
На фиг. 4 показано, что часть тела заклепки повернулась вокруг контактной поверхности ф благодаря давлению направляющего конического участка л головки оправки.
На фиг. 5 тело заклепки в направлении к хвостовой части заметно увеличивается, образуя утолщение 17.
Утолщение 18 той части заклепки, которая расположена с противоположной стороны конического участка л головки оправки, находится в контакте со стенкой отверстия р на тыльном листе 18.
На фиг. 6 — 8 деформированная наружная поверхность тела заклепки сильно прижимается к стенкам отверстий п, р по всей комбинированной длине отверстий от наружной кромки 14 до наружной кромки 15. На фиг. 9 показана оправка, полностью вытянутая из расточенного отверстия установленной заклепки.
На фиг. 11 — 19 показаны последовательные этапы установки аналогичной заклепки при помощи инструмента, устанавливающего заклепки в листах металла, общая толщина которых значительно меньше толщины листов, изображенных на фиг. 1 — 9.
Преимущество предложенного заклепочного соединения состоит в том, что оно имеет большее предварительное напряжение и надежно скрепляет соединяемые листы.
374860
Ю
12
2
Фиг.5
Фиг, 1
Фиг. 4
Фиг. 2
Предмет изобретения
1. Способ установки трубчатой заклепки с глухой головкой и хвостовиком путем притягивания через нее в направлении головки оправки с направляющим конусным концом, имеющим угол конусности не менее 45, отличающийся тем, что, с целью повышения надежности соединения, оправку протягивают через отверстие заклепки насквозь, при этом
6 хвостовпк головки "àêëåïêè расширяют до образования глухой головки, а корпус заклепки сокращают в осевом направлении.
2. Способ по п. 1, отличающийся тем, что применяют оправку с цилиндрической головкой и конусным концом.
3. Способ по п. 1, отличающийся тем, что применяют заклепку, выполненную с увели10 ченным наружным диаметром хвостовика.,374860
Фиг. 19
Составитель В, Холодкова
Техред T. Ускова
Корректор Г. Запорожец
Редактор Т. Загребельная
Заказ 1516/4 Изд. № 405 Тираж 826 Подписное
ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Я-35, Раушская наб., д. 4j5
Типография, пр. Сапунова, 2







www.findpatent.ru









