- сварные;
- бесшовные.
- калибровки в вальцах;
- механической обработке – шлифование поверхности;
- химической обработке – травление.
- Заготовка прогревается до нужной температуры в специальных печах.
- На прошивочном стане создается будущая труба.
- В трубу вводится оправка и происходит ее передача на непрерывный стан для прокатки до требуемой толщины стенок.
- По окончании работ гильза вынимается и выполняется обрезка задней конца трубы.
- Выполняется калибровка на вальцах. Овальность трубы убирается при помощи специальных станков.
- После полного остывания происходит нарезка требуемой длины.
- холоднодеформированные или холоднокатаные;
- теплодеформированные;
- горячедеформированные или горячекатаные.
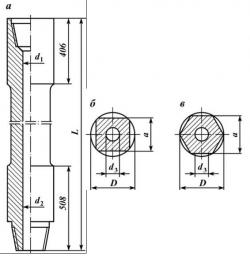
- ГОСТ 9940-81 определяет свойства, параметры горячедеформированных труб диаметром в диапазоне от 57 мм до 325 мм с толщиной стенкой от 3,5 мм до 32 мм.Трубы по длине бывают немерные, их длина колеблется от 1,5 м до 10 м. Трубы мерной длины отличаются отклонением в пределах 15 мм от требуемого размера.Если мерные трубы изготавливаются одним куском, то на каждый отрез допускается припуск в размере 50 мм.
- ГОСТ 9941-81 предназначен для бесшовных труб, полученных методом холодного или теплого деформирования. Согласно стандарту диаметр таких труб устанавливается в пределах от 5 мм до 273 мм при толщине стенок от 0,2 мм до 22 мм. Заключительная стадия производства включает термообработку.
- высокая коррозийная стойкость;
- способность выдерживать действие кислот, щелочей и солей;
- высокая устойчивость к перепадам температур позволяет использовать трубопроводы при температуре от -1960С до +6000С;
- возможность сохранять свое назначение в агрессивной среде при температуре до 3500С.
- сварные;
- бесшовные.
- калибровки в вальцах;
- механической обработке – шлифование поверхности;
- химической обработке – травление.
- Заготовка прогревается до нужной температуры в специальных печах.
- На прошивочном стане создается будущая труба.
- В трубу вводится оправка и происходит ее передача на непрерывный стан для прокатки до требуемой толщины стенок.
- По окончании работ гильза вынимается и выполняется обрезка задней конца трубы.
- Выполняется калибровка на вальцах. Овальность трубы убирается при помощи специальных станков.
- После полного остывания происходит нарезка требуемой длины.
- холоднодеформированные или холоднокатаные;
- теплодеформированные;
- горячедеформированные или горячекатаные.
- ГОСТ 9940-81 определяет свойства, параметры горячедеформированных труб диаметром в диапазоне от 57 мм до 325 мм с толщиной стенкой от 3,5 мм до 32 мм.Трубы по длине бывают немерные, их длина колеблется от 1,5 м до 10 м. Трубы мерной длины отличаются отклонением в пределах 15 мм от требуемого размера.Если мерные трубы изготавливаются одним куском, то на каждый отрез допускается припуск в размере 50 мм.
- ГОСТ 9941-81 предназначен для бесшовных труб, полученных методом холодного или теплого деформирования. Согласно стандарту диаметр таких труб устанавливается в пределах от 5 мм до 273 мм при толщине стенок от 0,2 мм до 22 мм. Заключительная стадия производства включает термообработку.
- высокая коррозийная стойкость;
- способность выдерживать действие кислот, щелочей и солей;
- высокая устойчивость к перепадам температур позволяет использовать трубопроводы при температуре от -1960С до +6000С;
- возможность сохранять свое назначение в агрессивной среде при температуре до 3500С.
- В качестве заготовки используется круглый, прямоугольный или многогранный брусок из стали соответствующей марки. Также могут применяться катаные заготовки и изделия из других сплавов: именно дополнительными компонентами, обеспечивающими твердость и стойкость к коррозии, во многом определяется цена готового изделия.
- Болванка нагревается до температуры деформации, после чего очищается от окалины и разрезается на отдельные фрагменты.
- В нагретом бруске или цилиндре с помощью специального инструмента – прошивки – проделывается стартовое отверстие. При этом образуется полая гильза со стенками достаточно большой толщины.
- Дальнейшие действия зависят от конкретной технологической схемы. В одном случае гильзу последовательно протягивают через калибровочные фильеры разного диаметра (процесс экструзии). В другом случае утончение стенок и формирование внутреннего просвета осуществляется на прокатном стане.
- После завершения этих работ труба попадает на участок холодной калибровки для приведения ее параметров к единому стандарту.
- На последнем этапе выполняется обрезка детали в размер и выравнивание краев.
- 12х18Н10Т – производится из аустенитной (легированной хромом и марганцем) стали. Материал включает в себя добавки никеля, молибдена и титана.
- 10х23Н18 – делается из высоколегированных стальных заготовок, может применяться в условиях повышенной температуры (до 1100 0С).
- Для изготовления функциональных элементов муфельных печей.
- При производстве теплообменного оборудования.
- В качестве основного элемента искровых электродов и свечей зажигания.
- Для прокладки трубопроводов горячего и холодного водоснабжения, а также в отопительных системах (включая внутреннее оборудование котельных). Основным плюсом в данном случае является минимальное влияние на состав воды даже при длительном контакте. (См. также статью Однотрубная система отопления: особенности.)
- При изготовлении декоративных элементов: мебели, ограждений и т.д.
- Трубы задействуют в химической и нефтехимической промышленности для прокладки топливопроводов.
- Также элементы используют в изготовлении камер сгорания печей и другого оборудования, испытывающего повышенные температурные нагрузки.
- Во-первых, отсутствие сварного шва обеспечивает конструкции максимальный запас прочности. Труба за счет монолитной структуры стенок выдерживает без деформаций и разрывов куда большее внутренне давление.
- Во-вторых, бесшовные стенки имеют ровные края, что обеспечивает значительно более надежное сварное соединение.
- Следующий плюс обеспечивается за счет самого состава материал. Включение в сталь различных добавок позволяет использовать трубопроводы в самых агрессивных средах в течение длительного времени, не опасаясь коррозии и разрушения.
- Титановые и молибденовые добавки существенно повышают термостойкость трубы. При сильном нагреве конструкция не только не разрушается, но и не теряет прочности, сохраняя герметичность соединений.
- Кроме того, вода при контакте с металлом не изменяет свой состав, что немаловажно в водоснабжении и пищевой промышленности.
- Наконец, такие изделия просто прекрасно выглядят, особенно при соответствующей обработке наружных поверхностей.
Сварные и бесшовные нержавеющие трубы. Производство нержавеющих бесшовных труб
Сварные и бесшовные нержавеющие трубы
Нержавеющая сталь – это легированная сталь, устойчивая к коррозии и с высокой прочностью.
Трубы из нержавеющей стали в зависимости от метода производства можно разделить на два основных вида:
Технологический процесс изготовления сварных труб
")
")
")
При производстве используется металлический лист, имеющий плоскую поверхность и большую длину, который сворачивается в трубочку. После этого происходит сварка металла по шву. Источником генератора тепла являются микроволны, плазма, лазер или пучок электронов.
Качество наружной и внутренней поверхности достигается путем:
После финишной обработке готовая сварная труба режется на отдельные элементы требуемых размеров.
Главный недостаток такой технологии – трудность сгиба толстолистового металла. Поэтому толщина электросварных труб составляет не более 4,0 мм.
Технологический процесс производства бесшовных труб
")
В основе толстостенных труб, способных выдерживать высокие давления и работать с агрессивными веществами, лежат бесшовные нержавеющие трубы.
Технологический процесс позволяет получать требуемую форму трубы, которая при помощи вальцов вытягивается до нужного диаметра и проходит калибровку. Процесс гибки здесь отсутствует. Это позволяет изготавливать трубы, стенки диаметра которых достигают 32 мм. Однако такие трубы из нержавеющей стали получаются намного дороже из-за технологии производства. Поэтому для домашнего водопровода или устройства декоративных перил подойдут сварные трубы.
Технологические этапы создания бесшовных труб:
В зависимости от вида производства бесшовные нержавеющие трубы делятся на:
Основной регламент бесшовных труб
")
Бесшовные трубы регламентируются двумя ГОСТ.
Направления использования нержавеющих труб
Трубы из нержавеющей стали востребованы в нефтегазовой, химической и энергетической отрасли. Они используются как декоративный элемент перил и основа дымоходных труб, так и при создании систем охлаждения ядерных реакторов.
В химической промышленности предпочтение отдают конструкционной стали марки 12Х18Н10Т благодаря ее химическим и физическим свойствам:
Трубы небольшого диаметра – основа водопроводных систем и парового отопления. Высокая стойкость к воздействию химических элементов и размножению бактерий не позволит воздействовать качество продукта. Поэтому их широко используют в пищевой промышленности.
Бесшовные трубы диаметром от 15 мм и выше формируют водопроводную систему в жилых помещениях. Такие трубы не подвержены коррозии и имеют длительный срок службы. К недостаткам можно отнести сложность и трудоемкость выполнения монтажных работ. Ведь для нарезки резьбы понадобятся специальные твердосплавные инструменты. Поэтому если температура в трубах не превышает 1000С, более разумно использовать более дешевый материал – армированный стекловолоконный полипропилен.
Хотите купить нержавеющие трубы? Обратитесь на сайт http://metallcity.su/
stroylab.su
Сварные и бесшовные нержавеющие трубы
![трубы-4[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2016/03/trubyi-41.jpg)
Нержавеющая сталь – это легированная сталь, устойчивая к коррозии и с высокой прочностью.
Трубы из нержавеющей стали в зависимости от метода производства можно разделить на два основных вида:
Технологический процесс изготовления сварных труб
![image004[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2016/03/image0041.jpg)
При производстве используется металлический лист, имеющий плоскую поверхность и большую длину, который сворачивается в трубочку. После этого происходит сварка металла по шву. Источником генератора тепла являются микроволны, плазма, лазер или пучок электронов.
Качество наружной и внутренней поверхности достигается путем:
После финишной обработке готовая сварная труба режется на отдельные элементы требуемых размеров.
Главный недостаток такой технологии – трудность сгиба толстолистового металла. Поэтому толщина электросварных труб составляет не более 4,0 мм.
Технологический процесс производства бесшовных труб
![primenenie-svarnyx-nerzhaveyushhix-trub-v-pishhevoj-promyshlennosti3[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2016/03/primenenie-svarnyx-nerzhaveyushhix-trub-v-pishhevoj-promyshlennosti31.jpg)
В основе толстостенных труб, способных выдерживать высокие давления и работать с агрессивными веществами, лежат бесшовные нержавеющие трубы.
Технологический процесс позволяет получать требуемую форму трубы, которая при помощи вальцов вытягивается до нужного диаметра и проходит калибровку. Процесс гибки здесь отсутствует. Это позволяет изготавливать трубы, стенки диаметра которых достигают 32 мм. Однако такие трубы из нержавеющей стали получаются намного дороже из-за технологии производства. Поэтому для домашнего водопровода или устройства декоративных перил подойдут сварные трубы.
Технологические этапы создания бесшовных труб:
В зависимости от вида производства бесшовные нержавеющие трубы делятся на:
Основной регламент бесшовных труб
![стальные_трубы5454[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2016/03/stalnyie_trubyi54541.jpg)
Бесшовные трубы регламентируются двумя ГОСТ.
Направления использования нержавеющих труб
Трубы из нержавеющей стали востребованы в нефтегазовой, химической и энергетической отрасли. Они используются как декоративный элемент перил и основа дымоходных труб, так и при создании систем охлаждения ядерных реакторов.
В химической промышленности предпочтение отдают конструкционной стали марки 12Х18Н10Т благодаря ее химическим и физическим свойствам:
Трубы небольшого диаметра – основа водопроводных систем и парового отопления. Высокая стойкость к воздействию химических элементов и размножению бактерий не позволит воздействовать качество продукта. Поэтому их широко используют в пищевой промышленности.
Бесшовные трубы диаметром от 15 мм и выше формируют водопроводную систему в жилых помещениях. Такие трубы не подвержены коррозии и имеют длительный срок службы. К недостаткам можно отнести сложность и трудоемкость выполнения монтажных работ. Ведь для нарезки резьбы понадобятся специальные твердосплавные инструменты. Поэтому если температура в трубах не превышает 1000С, более разумно использовать более дешевый материал – армированный стекловолоконный полипропилен.
Хотите купить нержавеющие трубы? Обратитесь на сайт http://metallcity.su/
postroy-prosto.ru
видео-инструкция по монтажу своими руками, особенности изделий 12х18н10т, ГОСТ 9941 81, цена, фото
При выборе материала для прокладки коммуникаций, к которым выдвигаются повышенные требования по прочности и износостойкости, стоит изучить и такой документ как ГОСТ на бесшовные нержавеющие трубы. В нем описываются основные характеристики таких деталей, и приводится информация по их применению.
Ниже мы рассмотрим технологию производства бесшовных труб из нержавеющей стали, а также уделим внимание их ключевым преимуществам.

Технология позволяет производить трубы разного диаметра
Описание изделий
Методика изготовления
При прокладке самых разных коммуникаций используются стальные трубы, изготовленные из нержавеющего материала. И хоть такая сталь достаточно легко поддается сварке, все же значительную долю всех представленных на рынке изделий составляют произведенные именно по бесшовной технологии.
Обратите внимание!Ассортимент таких элементов весьма широк.Наиболее распространенные диаметры находятся в пределах от 6 до 630 мм при толщине стенки трубы от 0,5 до 30 мм.В прочем, методика позволяет производить и более крупные изделия.
На сегодняшний день существует достаточно большое количество принципиальных схем получения трубчатых заготовок, однако при массовом производстве чаще всего используется либо горячая, либо холодная деформация путем протяжки или прокатки.
Инструкция по изготовления горячекатаной трубы включает в себя такие моменты:

Схема горячей деформации
Обратите внимание!При изготовлении деталей большого диаметра вместо прошивного станка может применяться специальный пресс.
Изготовленные по такой схеме элементы используются при обустройстве систем разводки из труб водоснабжения, водоотведения и отопления, в тепловых установках, в пищевой промышленности ит.д.
Основные разновидности и область применения
Изделия марки 12х18Н10Т
Как мы отмечали выше, ассортимент таких изделий весьма обширен.
И все же чаще всего в промышленности используют две разновидности:
Разновидность во многом определяет сферу применения изделия.
Так, труба 12х18Н10Т по ГОСТу 9941 — 81, отличающаяся высокой устойчивостью к любым коррозионным воздействиям и агрессивным средам, может задействоваться:

Применение в химической промышленности
Спектр применения изделий 10х23Н18 несколько уже:

Фото нержавеющего теплообменника
Кроме вышеназванных, в промышленности применяются также изделия 10х17Н13М2Т (рассчитаны на 600 0С, отличаются легкостью в сварке), 06ХН28МДТ (характеризуется повышенной кислотостойкостью, используется при производстве химических реактивов) и другие, более специфичные детали.
Эксплуатационные преимущества
Анализируя сферу эксплуатации труб бесшовного типа, изготовленных из нержавеющего сырья, можно выделить целый ряд очевидных плюсов:

Сварной шов можно сделать очень надежным
Вывод
Проектируя водопровод или отопительную систему своими руками, очень важно подобрать компоненты, соответствующие уровню эксплуатационных нагрузок. И с этой точки зрения бесшовные трубопроводы можно считать одним из наиболее выигрышных решений: да, стоят они достаточно дорого, но запас прочности и долгий срок службы делает такую покупку вполне оправданным вложением.
Более подробная информация по этой теме представлена на видео в этой статье.
gidroguru.com