Загнуть трубу: Как согнуть трубу из нержавейки руками и на станке
Содержание
Как согнуть трубу из нержавейки с трубогибом и без него
С целью придания нержавеющей стали определённых технических характеристик (устойчивости к коррозии, высоким
температурам, механической прочности) выполняется её легирование хромом, никелем, титаном, медью и др. Это
существенно улучшает её технические характеристики, однако делает более сложным, трудоемким процесс обработки.
Поэтому гибка нержавеющих труб, особенно в домашних условиях, может вызвать затруднения. Для её осуществления
необходимо применять специализированный инструмент с механическим или электроприводом. Использование первого требует
приложения физических усилий, второго – наличие подключения к сети в месте выполнения работ. Также важно
учитывать, что после деформации труба нержавеющая
несколько изменит характеристики:
- наружная стенка, на которую приходится основное давление потока рабочей среды, истончится;
- на внутренней образуются неровности, заломы, которые впоследствии могут стать причиной коррозии;
- форма сечения овализируется, что может отрицательно сказаться на пропускной способности.


Чтобы по возможности минимизировать негативные последствия, вопрос, как согнуть трубу из нержавейки, необходимо
детально изучить.
Выполнение этого вида работ предполагает применение двух способов, которые если не предотвращают полностью, но
уменьшают растяжения и деформации материала.
- Использование внутреннего ограничителя. Для этого может применяться замёрзшая вода, просеянный песок, не
содержащий крупных включений, смолы, резина или специальная пробка – дорн. Твердые наполнители позволяют
лучше сохранить форму сечения, эластичные – уменьшают растяжение внешней стенки. Чтобы избежать
образования царапин на внутренних поверхностях, прежде чем согнуть трубу, её необходимо смазать изнутри машинным
маслом или мыльной эмульсией. - Использование наружного ограничителя. В этом качестве выступают специальные металлические ролики.
Практика показывает, что максимальный эффект дает сочетание двух способов защиты.
Методы гибки
В зависимости от толщины стенки, величины сечения, прочих особенностей изделия могут задействоваться промышленные или
ручные технологии. Первые предполагают использование специальных станков, механизмов, вторые – различных
Первые предполагают использование специальных станков, механизмов, вторые – различных
трубогибов, иных инструментов. Так как гнуть нержавеющие трубы – довольно сложный процесс, некоторые неопытные
мастера делают это при помощи горелки. Важно понимать, что горячие методы обработки данного материала недопустимы.
Промышленные технологии гибки нержавеющей трубы
- Волочение. Подходит для тонкостенных бесшовных изделий. Предполагает изготовление шаблона большего размера,
нежели сама заготовка. Он продевается в фильеру, через которую затем протаскивается обрабатываемое изделие.
Нужная форма придаётся за счёт вращения шаблона. - Вальцовка. Для выполнения этой операции задействуется станок со специальными роликами, где можно согнуть трубу в
спираль, кольцо или иную сложную конфигурацию. - Обкатка. Применяется для толстостенных изделий диаметром до 15 см. Заготовка фиксируется на статичном ролике,
воздействие осуществляется подвижным роликом. - Растяжение.
 Одна из наиболее эффективных методик, позволяющая свести к минимуму деформации. В этом случае деталь
Одна из наиболее эффективных методик, позволяющая свести к минимуму деформации. В этом случае деталь
фиксируется с обоих концов и придание угла изгиба осуществляется одновременно с растяжением. - Воздействие гидростатическим давлением. Здесь гибка труб из нержавейки осуществляется за счёт сопротивления
воды, которая нагнетается внутрь. Это создаёт значительное напряжение металла, способствующее увеличению
показателей пластичности. Благодаря этому ему можно придавать нужную форму с минимальными усилиями. - Проталкивание. Допустимо для изделий малого диаметра (до 3 дюймов). Для реализации метода задействуются две
матрицы: подвижная и статичная. Смещаясь относительно друг друга они могут согнуть заготовку в нескольких местах
под разными углами и в противоположных направлениях.
Ручные способы гибки нержавеющей трубы
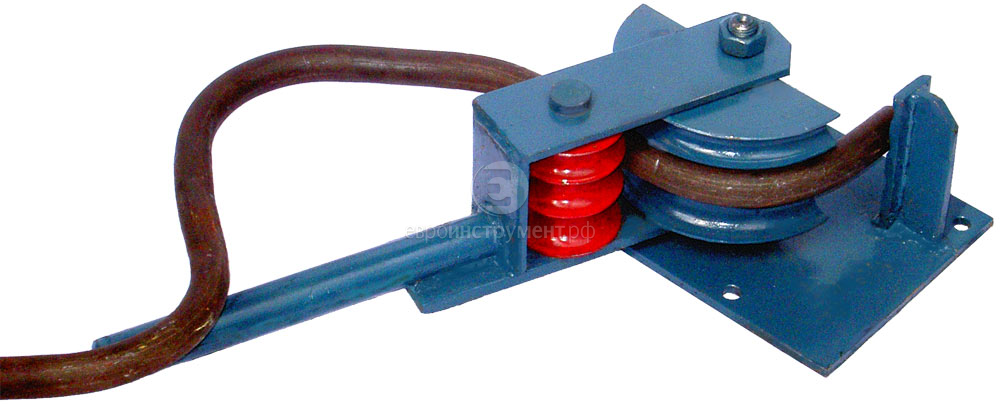
Выясняя, как согнуть трубы без трубогиба, стоит обратить внимание на станок Вольнова. Он создаёт необходимый угол с
применением простейшей схемы, в которой задействованы три элемента:
- упор – статичный фиксатор одного конца детали;
- радиусное основание, размер которого соответствует углу изгиба;
- подвижный элемент, осуществляющий давление на второй конец детали.

С этим станком имеется возможность создавать любой угол за счёт смены размеров статичных и вращающихся элементов.
Чаще всего, чтобы согнуть трубу из нержавейки в домашних условиях, используются трубогибы. Они могут иметь
механические, гидравлические, электрические приводы, предполагающие возможность применения различного уровня силы.
Поэтому для обработки с помощью такого инструмента можно купить
нержавейку значительной толщины, диаметра.
Необходима отвечающая высоким требованиям сталь?
Выбирайте материал с подходящими свойствами на нашем сайте и оставляйте заказ!
В нашем ассортименте представлен материал самого разнообразного назначения!
Различают несколько типов трубогибов:
- Рычажный. Предполагает применение механического усилия. К его достоинствам можно отнести простоту эксплуатации
за счёт наличия большого плеча рычага, компактность, возможность создания угла до 180 градусов, удобную
регулировку для адаптации под размеры заготовок до 18 мм.
- Арбалетный. Так как согнуть трубу большого диаметра с применением физической силы всё же сложно, используется
гидравлический привод. Этот инструмент предполагает фиксацию концов детали с последующим воздействием на её
середину при помощи штока. Он перемещается под действием винтового или гидравлического домкрата и позволяет
работать с заготовками до 351 мм в диаметре. - Электрический. Это лёгкий, предельно удобный в эксплуатации инструмент для обработки изделий практически любого
размера. Отличается мощностью, высокой скоростью при минимальной деформации стенок и сечения.
Самой доступной является гибка труб нержавейки с применением рычажного инструмента, так как он недорого стоит. Цена
электрических трубогибов на порядок выше, однако для выполнения разовых работ их можно взять напрокат.
Как правильно согнуть профильную трубу?
- Основные свойства профильных труб
- Гибка профильной трубы: особенности процесса
- Холодные способы сгибания труб
- Горячие способы изгиба
Существует несколько факторов, которые характеризуют профильную трубу, как универсальный, практичный и доступный металлопрокат. Один из них – гибкость, то есть возможность изменения формы изделия без нарушения эксплуатационных характеристик. Поэтому согнутые под углом трубы широко используются не только в нефтяной, химической отраслях, машино- и аппаратостроении, но и в частном хозяйстве. Чтобы пластическая деформация профтрубы не вызвала разрушения, нужно четко выполнять технологию гибки, рассчитать правильно усилия и радиусы кривизны.
Один из них – гибкость, то есть возможность изменения формы изделия без нарушения эксплуатационных характеристик. Поэтому согнутые под углом трубы широко используются не только в нефтяной, химической отраслях, машино- и аппаратостроении, но и в частном хозяйстве. Чтобы пластическая деформация профтрубы не вызвала разрушения, нужно четко выполнять технологию гибки, рассчитать правильно усилия и радиусы кривизны.
Основные свойства профильных труб
Трубный профиль за счет ребер жесткости более устойчив к некоторым видам нагрузок. Универсален и прост при выполнении различных соединений – болтовых, заклепочных, сварных, на других крепежных элементах. Из него можно создавать изделия любой формы, гнуть профильную трубу и ковать при разогреве. Активно используется как элемент несущей системы. При качественной сборке, должном уходе, правильном выборе среды эксплуатации труба профильная металлическая достаточно долговечна.
Сечение
Изделие характеризуется формой, геометрическими параметрами сечения (ширина, высота, длина, толщина стенки и пр. ), а также маркой стали и уровнем механических свойств. Оно бывает квадратной, прямоугольной, треугольной, овальной, плоскоовальной, шестигранной или другой более сложной конфигурации. Получается такой продукт в процессе горячей обработки или при изменении холодным способом формы сечения электросварной прямошовной круглой трубы.
), а также маркой стали и уровнем механических свойств. Оно бывает квадратной, прямоугольной, треугольной, овальной, плоскоовальной, шестигранной или другой более сложной конфигурации. Получается такой продукт в процессе горячей обработки или при изменении холодным способом формы сечения электросварной прямошовной круглой трубы.
Особым спросом пользуются профили прямоугольного или квадратного сечения.
Материал
Если знать, как согнуть профиль без применения дорогостоящего специального оборудования, выбрать правильно материал, грамотно рассчитать предполагаемые нагрузки, можно самостоятельно, быстро и качественно соорудить несложные конструкции для домашнего пользования.
Основными материалами из которых изготовляются стальные трубы считаются:
|
Виды стали
|
Краткая характеристика
|
Марки
|
|
Углеродистая
|
Твердость, прочность, достаточная пластичность
|
08кп, 10, Ст2, 20, 35, Ст4сп, 08пс, Ст1пс, Ст3пс, S235JRH, S275J0H, S355J2H, S275NH, S275NLH, S355NH и S355NLH
|
|
Легированная
|
Повышенная устойчивость к атмосферной коррозии, прочность, улучшенные эксплуатационные характеристики
|
09Г2С, 17Г1С,10ХСНД,30ХГСА, 10Г2, S420M, S460NH, S460NLH, S275MH, S460MH, S275MLH, S460MLH
|
|
Нержавеющая
|
Содержит молибден, никель, хром.
|
AISI 201, AISI 304, AISI 430, AISI 439, 04Х18Н9, 08Х18Н10, 12Х17, 12Х15Г9НД
|
 Обладает высокой прочностью на изгиб и коррозионной стойкостью, может использоваться в агрессивных средах (пар, кислота, щелочи и т.д.)
Обладает высокой прочностью на изгиб и коррозионной стойкостью, может использоваться в агрессивных средах (пар, кислота, щелочи и т.д.)Хорошим потребительским спросом также пользуется оцинкованный трубный профиль, характеризующийся антикоррозионным свойством длительного действия и меньшей в сравнении с нержавеющим аналогом ценой.
Гибка профильной трубы: особенности процесса
Как согнуть профильную трубу правильно, чтобы не нарушить ее целостность, сохранить прочность и надежность? Если придать необходимую конфигурацию заготовке большого сечения можно лишь в промышленных условиях, то для изделий малых размеров в быту это делается ручным способом, но при соблюдении определенных требований. Одно из них – ограничение по внутреннему радиусу, минимальное значение которого рассчитывается в зависимости от размера диаметра профиля и толщины стенки.
Как правильно сгибать профильные трубы?
Перед тем, как гнуть трубы, требуется определиться с методом. Для этого нужно ориентироваться в физических процессах, протекающих в ходе сгибания. На профильную трубу действуют разные по направлению и значению силы, сплющивающие ее:
- изнутри – сила сжатия;
- снаружи – растяжения.
Разнонаправленность векторов этих сил приводит к напряжениям, возникающим при изменении конфигурации продукта. Чем больше силы сплющивания, тем значительнее вытягивается труба в перпендикулярном им направлении.
Поэтому гнуть трубу нужно так, чтобы не нарушилась соосность ее участков, целостность растягивающейся стенки. Стараться работать с короткими образцами, избегать образования складок на внутренней поверхности сгибаемой заготовки. Брать во внимание, что после деформирования трубному профилю свойственно «отпружинивание» и возвращение в первоначальное состояние. Во избежание этого, готовые изделия снова подгоняются по шаблону.
Влияние материала на изгиб
Существует ряд способов, как согнуть трубу. Если небольшой медный или латунный фрагмент тонкостенной полой заготовки можно согнуть вручную без чрезмерных усилий, то при гибке стальных изделий технология сложнее. Опять же, латунная или медная профтруба предварительно отжигается в зоне загиба.
Стенки металлических профилей при изгибе подвергаются упругим и упругопластическим деформациям. Это меняет физико-механические свойства материала. В результате возникающих напряжений утончается внешняя и утолщается внутренняя стенка, что приводит к ослаблению оболочки. С утончением внешней части в зоне гиба увеличивается твердость и снижается пластичность металла. Поэтому вид материала труб непосредственно влияет на выбор способа деформации.
Основные ошибки при сгибании труб
Чтобы избежать огрехов, выполняя работы с профилем, нужно четко следовать выбранной технологии. Только зная, как согнуть профильную трубу в домашних условиях правильно, можно избежать дополнительных финансовых расходов и брака при изготовлении конструкций. Повреждения профтрубы возникают при таких нарушениях:
Повреждения профтрубы возникают при таких нарушениях:
- многократное изменение радиуса гиба в разогретом состоянии заготовки;
- резкое и чрезмерное приложение силы для достижения нужной криволинейной формы;
- нарушение технологии процесса в части выбранных температур нагрева, усилий и пр.;
- резкий нагрев или перегрев заготовки – поднимать температуру нагрева стального профиля нужно постепенно до ярко-красного цвета.
Холодные способы сгибания труб
Если изделие имеет небольшие размеры, гибка профильной трубы своими руками может выполняться без нагрева. При этом усилия прикладываются в нарастающем темпе с постепенным увеличением нагрузки. При холодном методе деформация изделия может производиться с наполнителем или без него.
Изделия, высота профиля которых составляет 40 мм и выше, гнут горячим методом. Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку.
Профилегибочный станок
Самое приемлемое и простое решение для изготовления арочных и других конструкций – использовать простейшее приспособление для гибки труб своими руками. Для этих целей лучше всего подойдет профилегиб ручного, гидравлического или электрического типа. Он придает нужную конфигурацию заготовке, изгибая металл между валами под высоким давлением. Общий алгоритм работы приспособления такой:
- установить станок и зафиксировать его анкерными болтами;
- выполнить заземление;
- удостовериться в целостности конструкции;
- в течение получаса на холостом ходу убедиться в отсутствии неисправностей в работе;
- при прохождении заготовки между валами отрегулировать кривизну гиба с помощью поднятия/опускания верхнего вала.
Ручная модель станка – лучшее решение для небольшого объема работ. Имея детальный чертеж, совсем несложно собрать такой агрегат самостоятельно.
Оправка или гибочная плита
Этот способ применяется для труб с высотой профиля до 10 мм небольших размеров с целью получения незначительных радиусов изгиба. Используется горизонтально расположенная плита с отверстиями под жестко фиксированные штыри (упоры). Нужный радиус гиба корректируется сменным шаблоном из фанеры, плотного картона или металлического уголка. Упоры устанавливаются в отверстия по заданному радиусу. Между ними располагают заготовку и, прилагая определенные усилия, сгибают ее, начиная с середины и постепенно двигаясь к краям.
Используется горизонтально расположенная плита с отверстиями под жестко фиксированные штыри (упоры). Нужный радиус гиба корректируется сменным шаблоном из фанеры, плотного картона или металлического уголка. Упоры устанавливаются в отверстия по заданному радиусу. Между ними располагают заготовку и, прилагая определенные усилия, сгибают ее, начиная с середины и постепенно двигаясь к краям.
Наполнители
Чтобы согнуть профильную трубу без заломов и складок, придать нужный радиус тонкостенной детали небольшого размера, используются наполнители. Они способствуют равномерной деформации сегмента на участке проведения работ и в месте фиксации трубы тисками. Наполнителем может быть свинец, канифоль (для латунных или медных труб), машинное масло, сухая просеянная песчаная смесь или стальная пружина, сделанная из проволоки толщиной в 2 мм и плотно входящая в отверстие трубы.
Использование песка и деревянных заглушек пробок – самый простой и доступный способ согнуть трубу без трубогиба. Для этого достаточно вбить заглушку из деревянного клина в полое отверстие трубы с одного конца, засыпать в полость песок и заглушить противоположное отверстие другой деревянной пробкой. Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Для этого достаточно вбить заглушку из деревянного клина в полое отверстие трубы с одного конца, засыпать в полость песок и заглушить противоположное отверстие другой деревянной пробкой. Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Станок Вольнова
Это приспособление для гибки труб диаметром 1/2 и 3/4″ в холодном состоянии относится к ручному механизму. Методика заключается в изгибе заготовки вокруг статического ролика. Его радиус определяет кривизну изгиба. Труба крепко фиксируется одним (длинным) концом между роликами хомутом. Потребуется совместить метку на трубе (начало гибки) с насечкой на боковой и верхней поверхности неподвижного ролика. Путем поворота скобы вокруг него достигается нужный радиус заготовки. Затем скоба возвращается в исходное положение, труба вынимается. Набивать профиль наполнителем в данном случае не требуется.
Изгиб с помощью физической силы
Если сгибаемый трубный профиль небольшого сечения, достаточно пластичный, ему можно придать нужную кривизну с помощью обыкновенной воды без применения дополнительной оснастки. Обычно это квадратный трубный прокат сечением 10×10 мм или прямоугольный 10×20 мм. Гибка профильной трубы таким методом актуальна зимой при отрицательных температурах. Достаточно только:
- закупорить надежно один конец от возможных протечек;
- залить в трубу воду;
- дождаться, пока она замерзнет – лед не дает трубе мяться под давлением;
- приложить некоторые физические усилия и начать гиб трубы в нужном направлении;
- измерить положение заготовки по осям и по шаблону.
Горячие способы изгиба
Изменение формы металлопрофиля при высоте более 40 мм осуществляется только после его предварительного разогрева. Поскольку многократно эту операцию выполнять не рекомендуется из-за возможного порыва детали, нужно знать, как согнуть профильную трубу своими руками, используя различные доступные способы. Вначале прокат отжигается, затем размягчается при закупоренных пробками концах. Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Вначале прокат отжигается, затем размягчается при закупоренных пробками концах. Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Как гнуть профильную трубу с помощью паяльной лампы и пружины?
Воспользоваться паяльной лампой и пружиной можно для получения кривизны поверхности с минимальным радиусом, но это не касается оцинкованной трубы. Прочная пружина внутри профиля предотвращает продавливание стенок во время процесса изгибания, формирует аккуратную и ровную конфигурацию поверхности. Заготовка одним концом жестко крепится в тисках. Длина участка нагрева должна быть тождественна шести диаметрам трубы.
По предварительной разметке в зоне сгиба проводится, вначале, разогрев металла лампой до темно-вишневого цвета, а затем – гибка. При неоднократном нагревании заготовки внутри скапливаются газы. Сделанные заранее небольшие отверстия в трубе (до 3мм) помогут избавиться от них.
Как согнуть профиль при помощи сварочного аппарата?
Вначале рассчитывают радиус изгиба и определяются с величиной деформируемого отрезка. Углошлифовальным ручным электрическим станком через равные промежутки делаются пропилы на внутренней стороне трубы. Чем их больше, тем изгиб получится более плавным. В результате место работ приобретает вид ломаной линии с острыми углами у наружной стенки профиля. Зажав один торец в тисках, его сгибают, придав заготовке нужную кривизну. Стыки провариваются сварочным аппаратом, упрочняются. После полного остывания швы зачищаются.
Углошлифовальным ручным электрическим станком через равные промежутки делаются пропилы на внутренней стороне трубы. Чем их больше, тем изгиб получится более плавным. В результате место работ приобретает вид ломаной линии с острыми углами у наружной стенки профиля. Зажав один торец в тисках, его сгибают, придав заготовке нужную кривизну. Стыки провариваются сварочным аппаратом, упрочняются. После полного остывания швы зачищаются.
Как видите, сортамент трубного профиля достаточно разнообразен. Всегда можно найти нужный вариант под реализацию конкретного проекта. Мы производим стальной прокат в большом ассортименте и предлагаем купить профильную трубу с гарантированным точным весом по максимально выгодным ценам.
Поставляем в любом объеме только сертифицированную продукцию, пригодную к дальнейшей обработке, в том числе и изгибу горячим или холодным способом. Если возникли затруднения с выбором труб, расчетом их количества, или нужна консультация по другим техническим вопросам, обращайтесь к нашим специалистам. В рабочее время отвечаем моментально.
В рабочее время отвечаем моментально.
Способы согнуть трубу, не имея специального инструмента
Добавить в закладки ● Сборка-1 Нажмите «Ctrl + D» чтобы сохраните сайт в браузере
При установке системы автономного водоснабжения, отопления или орошения, строительстве беседки, изготовлении садовой мебели и других случаях может возникнуть необходимость в гибке труб различного сечения и из разных материалов. Приобретение специального трубогибочного агрегата не рационально, если эти работы выполняются разово или «для себя».
Поэтому мы собрали «народные» способы гибки труб в домашних условиях. Методы сгибания труб были проверены и опробованы умельцами, которые привыкли все делать своими руками. Но даже они признают, что часть работ в строительстве утеплении загородного дома следует доверять профессионалам.
Необходимые инструменты и приспособления для сгибания трубы под нужным углом
Для изгиба трубы из разных материалов вам потребуется:
- Прокаленный песок или другой сыпучий материал.

- Деревянные заглушки (чопики).
- Ацетиленовая горелка, паяльная лампа или строительный фен.
- Слесарные тиски или металлические рамки.
- Деревянный молоток или резиновая киянка.
- Деревянная доска с радиусной поверхностью, ширина которой равна двойному радиусу изгиба. С ее помощью проще выполнить максимально корректную и точную гибку трубы.
Способы изгиба трубы в зависимости от материала
Прежде чем начать гнуть трубу, необходимо знать механические свойства материала, из которого она изготовлена. Трубы из алюминия или меди, а также тонкостенные стальные трубы вы сможете согнуть, зажав их в слесарные тиски или вручную.
Песок и чопики понадобятся, чтобы сохранить размеры и форму сечения на полученном сгибе. Трубу нужно плотно заполнить песком и забить с краев деревянными чопиками.
Для получения нужного угла изгиба трубы из твердого материала вам понадобится труба большего диаметра. Вкопав изгибаемую трубу в землю и используя трубу большего диаметра в качестве рычага, вы сможете достигнуть желаемого результата.
Вкопав изгибаемую трубу в землю и используя трубу большего диаметра в качестве рычага, вы сможете достигнуть желаемого результата.
Для гибки стальных труб понадобится газовая горелка или паяльная лампа. Нагревая ее в месте изгиба до ярко-красного цвета, вы сможете максимально снизить необходимое для получения нужного изгиба трубы усилие.
Если потребуется нагревать алюминиевую трубу, то готовность к сгибанию (степень нужного нагрева) проверяют клочком бумаги – от нагретого места он должен задымиться или воспламениться.
При нагреве и работе с нагретой трубой необходимо соблюдать осторожность и использовать толстые матерчатые перчатки или другой теплоизолирующий материал. Это связано с тем, что даже «черная» труба может нагреться до такой степени, что вы получите серьезный ожог.
Внимание! Использование газовой горелки или паяльной лампы при гибке оцинкованных труб недопустимо, т.к. это приведет к выгоранию защитного покрытия и резкому снижению срока службы коммуникаций.
Для сохранения формы профильной трубы поместите внутрь нее пружину и добивайтесь необходимого угла гибки с помощью киянки. Для облегчения удаления пружины после получения необходимой формы, привяжите к одному из концов (3 – 5 виток) пружины веревку, крепкий шнурок.
Если в вашем распоряжении есть болгарка (угловая шлифовальная машина) и сварочный аппарат, то вы можете нанести надрезы с внутренней стороны изгиба, который потом придется заваривать. Снижение прочности трубы за счет надрезов позволят уменьшить усилия для сгиба трубы.
Как самостоятельно согнуть полимерную трубу
При обустройстве системы Теплый пол мастера используют трубогиб, но если и теплый пол вы делаете своими руками, без набора специальных инструментов, то и в этой области уже появились свои «народные хитрости».
Гибка полимерных труб имеет некоторые отличия от гибки труб из металлических сплавов. Во-первых, при работе с ними лучше добиваться нужной формы постепенно. Во-вторых, при гибке полипропиленовой или пластиковой трубы необходимо строго контролировать температуру нагрева (≈150 °C) и использовать деревянный шаблон.
Во-вторых, при гибке полипропиленовой или пластиковой трубы необходимо строго контролировать температуру нагрева (≈150 °C) и использовать деревянный шаблон.
После нагрева трубы строительным феном (надеюсь про открытый огонь никто не подумал?) и получения нужного изгиба, труба фиксируется на шаблоне до полного остывания и сохранения заданного угла.
Без нагрева, методом холодной гибки, полимерную трубу тоже можно согнуть, но лишь до радиуса, равного восьми диаметрам.
Металлопластиковые трубы поддаются сгибанию руками. Делать это надо осторожно, не допуская резких перегибов. Для получения ровного угла изгиба используйте куски проволоки, помещенные внутрь.
Наша строительная компания оказывает широкий спектр услуг в сфере строительства, ремонта, утепления помещений. Обустройство участка, помощь в аудите строения перед приемкой, покупкой дома. Бесплатные и выездные консультации, продажа, доставка утеплителя Эковата от производителя.
Как избежать деформации труб при гибке?
Что происходит с трубой при гибке?
При изгибе трубы разные ее части испытывают нагрузки разного типа. Та часть трубы, что находится снаружи изгиба, растягивается. Часть трубы, находящаяся на внутренней части гиба, наоборот, сжимается. Чем меньше радиус изгиба (чем компактнее изгиб), тем сильнее должен деформироваться каждый из участков трубы.
Та часть трубы, что находится снаружи изгиба, растягивается. Часть трубы, находящаяся на внутренней части гиба, наоборот, сжимается. Чем меньше радиус изгиба (чем компактнее изгиб), тем сильнее должен деформироваться каждый из участков трубы.
Растягиваясь, внешняя часть трубы стремится стать плоской. Стенки трубы начинают терять форму, и наружная стенка как бы «проваливается» внутрь трубы, и она в сечении стремится принять форму овала. Силы, действующие на стенки трубы на внутренней части гиба, сжимают металл, и поскольку он не может сжиматься бесконечно, то в какой-то момент начитает собираться в «гармошку».
В случае с арбалетным трубогибом ситуация усугубляется тем, что основное усилие при гибке прикладывается к трубе в одной очень узкой зоне — по центру гиба. В ней и возникает основная масса деффектов. И если труба ломается, то перелом тоже возникает в этой зоне.
Силы, возникающие в месте изгиба трубы, стремятся оторвать трубу от оснастки, чтобы металлу было «удобно» деформироваться.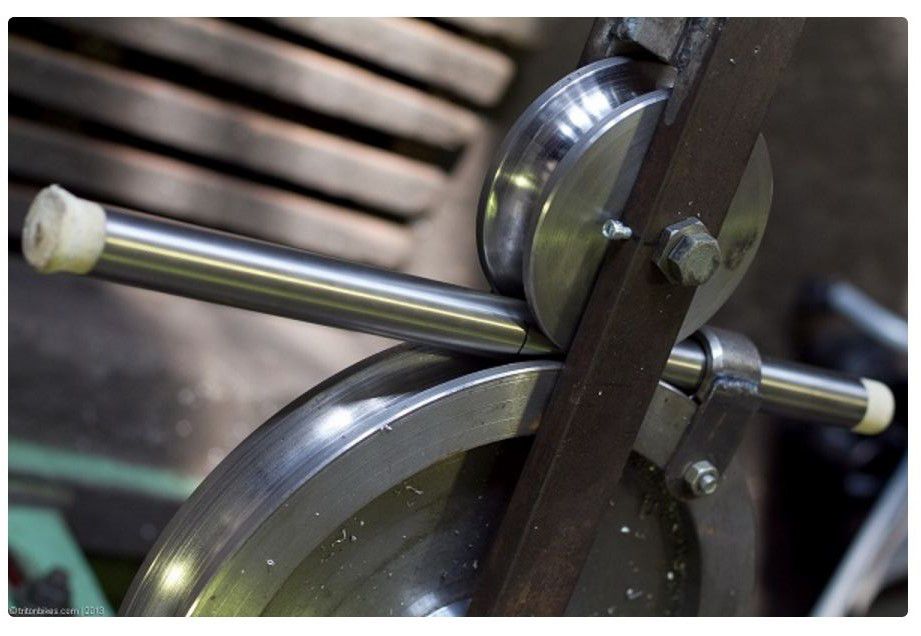 Металл на внешней части гиба растягивается, на внутренней — сжимается. Под действием этих сил стенки трубы стремятся разойтись в стороны, и тем самым как бы выдавливают ее наружу, прочь из желоба на пуансоне. Поскольку на арбалетном трубогибе труба ничем не удерживается на оснастке в точке перегиба, ничто не препятствует этому процессу, и это приводит возникновению вредных деформаций. Если труба имеет достаточно толстую стенку, то они будут почти незаметными — труба получит небольшую овальность, но в основном сохранит свою форму. Если стенка тоньше, чем позволяют условия, труба получит овальность, гофру на внутренней стороне или сломается.
Металл на внешней части гиба растягивается, на внутренней — сжимается. Под действием этих сил стенки трубы стремятся разойтись в стороны, и тем самым как бы выдавливают ее наружу, прочь из желоба на пуансоне. Поскольку на арбалетном трубогибе труба ничем не удерживается на оснастке в точке перегиба, ничто не препятствует этому процессу, и это приводит возникновению вредных деформаций. Если труба имеет достаточно толстую стенку, то они будут почти незаметными — труба получит небольшую овальность, но в основном сохранит свою форму. Если стенка тоньше, чем позволяют условия, труба получит овальность, гофру на внутренней стороне или сломается.
По сути, процесс гибки на арбалетном трубогибе можно сравнить с переламыванием трубы об колено. Только это «колено» железное и имеет желоб, в который помещается труба. Желоб не столько способствует сохранению формы трубы, сколько не дает ей соскочить с пуансона. Труба подвергается достаточно варварскому воздействию, и если ее стенки недостаточно мощные, она портится.
Почему песок и нагрев не решают проблему вредной деформации?
Песок, набиваемый внутрь трубы, призван поддерживать ее стенки изнутри при гибке и препятствовать «проваливанию» внешней стороны гиба. Однако, как бы тщательно не был утрамбован песок внутри трубы, плотность такой набивки не может соперничать с плотностью металла. Да, песок до какой-то степени удерживает внешнюю стенку от уплощения, а внутреннюю — от образования «гармошки». Но его плотность слишком мала, он сыпучий, а потому стремится «приспособиться» к изменяющейся форме трубы, вместо того, чтобы жестко держать форму. Поддерживающий эффект от песка не достаточен для тонкостенных труб при гибке с тем радиусом, который задан пуансоном арбалетного трубогиба. Поэтому в большинстве случаев это ухищрение не помогает.
Нагрев и вовсе только ухудшает ситуацию с вредными деформациями. Нагретый металл гораздо пластичнее холодного и он легче гнется. Но и вредные деформации в нагретой трубе возникают проще. Нагрев трубы не отменяет законов, по которым деформируются стенки, он лишь делает металл более пластичным. Для того, чтобы аккуратно согнуть трубу, нужно греть лишь маленький ее участок, после чего гнуть это место на небольшую величину. Затем греют следующий участок, и подгибают уже его. И так по все длине гиба. Такая техника позволяет получать неплохие результаты, но она исключительно трудоемка. И на арбалетном трубогибе ее не применить, т.к. трубу не получится прогреть равномерно (с внутренней части гиба она закрыта пуансоном). Да и долговременный контакт трубогиба с нагретой докрасна трубой не пойдет инструменту на пользу.
Нагрев трубы не отменяет законов, по которым деформируются стенки, он лишь делает металл более пластичным. Для того, чтобы аккуратно согнуть трубу, нужно греть лишь маленький ее участок, после чего гнуть это место на небольшую величину. Затем греют следующий участок, и подгибают уже его. И так по все длине гиба. Такая техника позволяет получать неплохие результаты, но она исключительно трудоемка. И на арбалетном трубогибе ее не применить, т.к. трубу не получится прогреть равномерно (с внутренней части гиба она закрыта пуансоном). Да и долговременный контакт трубогиба с нагретой докрасна трубой не пойдет инструменту на пользу.
Что нужно сделать, чтобы труба не портилась при гибке?
Помните правило: чем тоньше стенка трубы, тем больше радиус загиба В исключительных случая можно прогреть место гиба
Для повышения качества гиба нужно обеспечить минимум три условия:
- Равномерное приложение усилия к трубе по всей длине гиба
- Плотное прилегание к оснастке в точке перегиба
- Создание препятствий для расхождение стенок трубы в стороны под действием возникающих внутри сил
Все это выполняется при гибке трубы методом намотки на оснастку. Упрощенно это выглядит так: труба наматывается на ролик с желобом, а в точке перегиба прижимается к нему ответной частью оснастки, также имеющей полукруглый вырез. По мере того, как труба наматывается на оснастку, точка перегиба плавно смещается вдоль изгибаемой трубы от начала к концу. Это обеспечивает равномерное приложение усилия. Дополнительный прижим выполняет две функции: не дает трубе оторваться от ролика и препятствует расхождению стенок трубы в стороны.
Упрощенно это выглядит так: труба наматывается на ролик с желобом, а в точке перегиба прижимается к нему ответной частью оснастки, также имеющей полукруглый вырез. По мере того, как труба наматывается на оснастку, точка перегиба плавно смещается вдоль изгибаемой трубы от начала к концу. Это обеспечивает равномерное приложение усилия. Дополнительный прижим выполняет две функции: не дает трубе оторваться от ролика и препятствует расхождению стенок трубы в стороны.
Гибочный ролик достаточного размера с помощью данной технологии можно гнуть трубы со стенкой малой толщины без повреждений и каждый раз гарантированно получать детали с одинаковыми размерами (что недостижимо при использовании арбалетного трубогиба). Становится возможным гнуть без повреждений, не набивая песком, даже ту трубу, которая раньше портилась. А применив песочную набивку можно чисто согнуть трубы со стенкой на 0.5-1 тоньше, чем без него. Кроме того, становится возможным гнуть детали сложной формы, в том числе и выполнять трехмерную гибку.
Мы рекомендуем использовать трубогибы с данной функцией, например трубогибы с намоткой https://kovkapro.com/metalloobrabotka/gibka-i-shtampovka/trubogiby-2/?features_hash=2902-36388
Как согнуть профильную трубу своими руками
17.03.2021
790
Строительство
Можно ли согнуть вручную профильную трубу без применения специальных инструментов? Попробуем разобраться, как это возможно сделать.
Такие трубы необходимы для создания каркасов строительных объектов. Благодаря им можно легко и быстро возвести беседку, теплицу и т. д. Однако сложности могут возникнуть именно в момент гибки трубы. Ее согнуть возможно только при помощи дорогого оборудования, которое есть у специалистов, но для домашней работы оно неуместно.
Итак, как же согнуть трубу без инструментов собственными руками?
Что представляет собой профиль
Так называют трубу, у которой сечение не круглое, а других форм. Они могут быть:
Они могут быть:
- овальными;
- квадратными;
- прямоугольными;
- шестиугольными.
Изделие отличается большой прочностью благодаря имеющимся ребрам жесткости. Благодаря этим качествам их и используют в металлокаркасах. Они могут применяться для создания лестниц, перил, а также арок, заменять железные брусья в каркасах. Изделия могут иметь различия в толщине и высоте.
Умение согнуть подобную трубу в условиях дома пригодится всем, кто хочет самостоятельно привести в порядок участок за городом.
Возникающие сложности
Что такое гибка трубы? Это процесс, в котором ей придают изогнутую плавную конфигурацию. Сделать это возможно под давлением, потому что металл – повышенной прочности. Чтобы применить меньше усилий и силы давления, стоит нагреть изгибаемый фрагмент.
Операция только со стороны кажется простой, однако придать элементу необходимый изгиб не так-то легко. Нередко возникают сложности. Наиболее часто встречающимися проблемами при гибке трубы считаются следующие:
Наиболее часто встречающимися проблемами при гибке трубы считаются следующие:
- Внутренняя часть трубы в месте гибки покрывается складками. Если операция проведена правильно, то металл там должен аккуратно и равномерно сократиться.
- Наружная стенка изделия может разорваться, при правильной же гибке она просто растягивается. Под сильным воздействием она способна лопнуть.
- При гибке труба может потерять соосность, то есть ее детали будут находиться не в одной плоскости.
Все подобные сложности возникают в результате ошибок и использования неверного способа гибки. А чтобы верно подобрать способ, важно учитывать пластические свойства изделия, которые зависят от таких параметров, как:
- форма сечения;
- толщина стенок;
- размеры.
Используя эти данные, возможно узнать наименьший допустимый радиус закругления и не выходить за рамки дозволенного.
Способы гибки
Есть два основных:
- горячий подразумевает нагрев, который повышает пластичность изделия, облегчая весь процесс;
- холодный не использует температурное воздействие.
Никаких нормативов для обоих методов нет, они имеются лишь для круглых профилей. По правилам, горячая гибка нужна для изделий, имеющих диаметр от 100 мм.
Для разовой работы лучше просто арендовать требуемое оборудование, достаточно будет обычного гидравлического трубогиба, имеющего ручной привод.
Трубы, которые имеют высоту профиля до 10 мм, лучше сгибать холодным методом, а те, у которых от 40 мм, лучше гнуть горячим.
Каждый исполнитель сам должен для себя решить, как ему изгибать трубу, которая имеет высоту профиля до 40 мм. Чтобы не совершить ошибки, сначала стоит потренироваться на ненужном изделии. Один край необходимо зажать в тисках, а на противоположный – надеть более широкую трубу. С помощью давления попытаться согнуть. Если получилось – отлично, если нет, нужно сгибать горячим методом.
Горячая гибка
Сначала изгибаемый фрагмент детали нагревают. Лучше делать это единожды, потому что любой разогрев негативно влияет на свойства металла. Если он остыл до светло-вишневого оттенка, то может произойти разрыв. Этот метод подойдет для единоразового сгиба. Если же вы собираетесь создавать арку, то делать это нужно очень осторожно, так как придется многократно нагревать.
Если он остыл до светло-вишневого оттенка, то может произойти разрыв. Этот метод подойдет для единоразового сгиба. Если же вы собираетесь создавать арку, то делать это нужно очень осторожно, так как придется многократно нагревать.
Чтобы изгиб произошел правильно, используйте наполнитель, тогда деталь не будет мяться. Сюда лучше всего подойдет песок, лучше брать строительный средней зернистости. Если такого под рукой нет, то спасет детская песочница, взятый оттуда материал следует предварительно очистить от примесей. Для этого его достаточно просеять через сито. Это важный момент, так как если в песке окажется камень, то он может создать ненужный рельеф при гибке. Так мелкие частички тоже нежелательны (при нагреве они могут спекаться), по этой причине песок повторно просеивается с помощью мелкого сита. Далее его необходимо прокалить.
Теперь надо прожечь трубу в месте будущего изгиба. Далее можно начать изготавливать заглушки – они нужны, чтобы предотвратить высыпание песка с концов трубы. Их нужно сделать из дерева, другие материалы недопустимы! Заглушки должны иметь форму удлиненной пирамиды. Основание ее должно быть намного шире диаметра трубы. На изделиях нужно высечь пазы, через которые будет выходить возникший в результате нагрева газ. Далее устанавливаем одну из них в отверстие, засыпаем песком, простукиваем для его равномерного распределения и плотности (это важно сделать, чтобы получилась качественная гибка) и вставляем вторую заглушку.
Их нужно сделать из дерева, другие материалы недопустимы! Заглушки должны иметь форму удлиненной пирамиды. Основание ее должно быть намного шире диаметра трубы. На изделиях нужно высечь пазы, через которые будет выходить возникший в результате нагрева газ. Далее устанавливаем одну из них в отверстие, засыпаем песком, простукиваем для его равномерного распределения и плотности (это важно сделать, чтобы получилась качественная гибка) и вставляем вторую заглушку.
Границы для сгиба очерчиваются мелом. Они должны в 6 раз превышать по длине основу заготовки. Изделие закрепляют в тисках. Если есть шов, то он должен находиться снаружи изгиба. В противном случае есть риск, что труба лопнет в этом месте.
Далее равномерно разогреваем трубу горелкой или паяльной лампой, пока не получится красно-вишневый оттенок. Далее на конец надевают трубу большего размера, она должна доходить почти до изгиба. Теперь можно приступить к сгибанию и приданию изделию нужной формы. Делается это единым движением. Полученный результат следует проверить по шаблону. Дальше нужно дать трубе остыть в таком состоянии и снова сверить с шаблоном. Если все в порядке, заглушки можно выбить, нередко это бывает нелегко, в таком случае их выжигают.
Полученный результат следует проверить по шаблону. Дальше нужно дать трубе остыть в таком состоянии и снова сверить с шаблоном. Если все в порядке, заглушки можно выбить, нередко это бывает нелегко, в таком случае их выжигают.
Холодная гибка
Можно сгибать профили, не прогревая их. Лучше использовать специальные инструменты и профилегибочные станки. Но возможно сделать это и вручную. Нужно иметь простые приспособления, например, гибочную плиту, оправку. Их несложно соорудить из подручных материалов. Профили с малым диаметром наполнять необязательно, это важно только для изделий с большим диаметром. Может использоваться тот же песок, крепкая стальная пружина, она должна иметь такой размер, чтобы плотно сидеть в трубе и поддерживать ее стенки. Остальное делается по тому же принципу, который описан выше.
Зная все особенности и тонкости гибки профиля, технологию выполнения, можно легко справиться с подобной работой, не имея под рукой специализированные инструменты и оборудование.
Популярные статьи
19583
Когда подорожает металлолом в 2022 году?
Когда подорожает металлолом в 2022 году? Прогнозы, текущая ситуация, динамика цен на черный и цветной лом.
17690
Цены на металл во втором полугодии 2022 года
Цены на металл во втором полугодии 2022 года: прогнозы и мнения. Что ждет металлургических гигантов в России.
17294
Особенности выбора арматуры
Стальная арматура лишь на первый взгляд кажется простым изделием. На самом деле существует несколько технологических процессов производства арматурного проката.
15603
ТОП-30 производителей металлочерепицы
Металлочерепица является одним из лучших кровельных материалов. Мы составили рейтинг лучших производителей металлической черепицы по объему производства и продаж.
10395
Падение цен на металл -50% летом 2022
Снижение цен на металл в России 2022. Все предпосылки, текущая ситуация, прогнозы.
7884
ТОП-30 арматурных заводов России
На территории нашей страны десятки предприятий специализируются на выпуске стальной продукции. Представим список лучших арматурных заводов России.
Представим список лучших арматурных заводов России.
7057
Швеллер ГОСТ
Швеллер, независимо от вида, изготавливается по ГОСТу. В контролирующих документах указывается сортамент, марки стали и допустимые отклонения от норм.
6966
Что будет с ценами на металл в 2022 году
Рост цен на металл влечёт за собой подорожание автомобилей, бытовой техники и других востребованных товаров.
6685
Когда подорожает металл в 2022 году?
Подорожание металла в 2022 году остается спорным вопросом. У экспертов нет единого мнения. Закрываться или повышать цены — у металлургов нет выбора.
5794
ТОП-30 металлургических заводов России
Металлургическая промышленность показывает большие темпы развития. Обуславливается это высоким спросом на стальное сырье. Учитывая объемы производства и численность работников, мы определили 30 лучших металлургических завода и комбината страны.
Вам будет интересно
97
Цены на цинк вторая половина 2022 и 2023 гг
Цены на цинк вторая половина 2022 и 2023 гг. Динамика и прогнозы, причины и факторы роста или падения цен.
Динамика и прогнозы, причины и факторы роста или падения цен.
99
Промышленный туризм — полный список предприятий России
Промышленный туризм в России: полный перечень предприятий, перспективы развития. Список российских предприятий можно посещать в рамках промышленного туризма.
95
Экспорт и импорт металлолома в России в 2022 году
О введении запрета Россией в 2022 году на ввоз, вывоз лома металла в разных странах.
147
Металл в военной технике
Какой металл используют в броне танков, пулях, бронежилетах, самолетах и кораблях. Все марки стали для металлопроката при судостроении, производстве авиационной техники, СИЗ и боеприпасов.
101
ПЗЦМ
Как возник Приокский завод цветных металлов? Кто является его руководителем? Какую продукцию выпускает
108
ООО Завод точного литья
Обзор компании ООО “Завод точного литья”. История предприятия, его продукция, структура производства и услуги. Инвестиции, перспективы, достижения.
102
АО ПОЛЕМА
АО ПОЛЕМА Тула: история завода, финансовые отчетные показатели, руководство завода, подробное описание выпускаемой продукции, финансовая отчётность.
180
Цены на свинец в 2022 году
Цены на свинец во второй половине 2022 года. Чего ждать от мировых бирж, как будет «вести» себя тяжелый металл. Тенденции, мнения, прогнозы.
Как согнуть трубу без трубогиба своими руками, видео
Время от времени в быту приходится деформировать металлические трубы различной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его приобрести, или стационарно установить? Тем не менее, существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами изогнуть металлическую (алюминиевую, медную и даже стальную) трубу своими руками, причём не только круглого поперечного сечения, но даже и профильную.
Почему не стоит получать такие изделия при помощи обычного молотка и наковальни
Чаще всего гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети в доме. Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Обычная гибка труб при помощи молотка (либо кувалды – если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. Дело в том, что при сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр никаким силовым фактором не уравновешивается. В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
Таким образом, для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации создастся объёмное напряжённое состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Содержание
Гибка труб, круглых в плане
При отсутствии трубогиба деформацию можно выполнять двумя методами:
- Механическим, приложением необходимого изгибающего момента;
- Термическим, путём снижения предела текучести материала.
Механические методы, в свою очередь, подразделяются на гибку с применением профилированного инструмента, и с использованием промежуточных рабочих сред.
Для осуществления гибки по контуру вполне пригодны металлические ролики, имеющие канавки под установку резиновых колец. Имея набор из таких роликов, можно обрабатывать трубы широкой номенклатуры. Ролики с квадратными канавками позволят согнуть и профильную трубу.
Схема гибки при помощи рычага-удлинителя
Необходимо отметить, что описанные далее приёмы не потребуются, если предстоит гибка на небольшой (до 15 — 20°) угол, а также при радиусах, более чем в 6 — 10 раз превышающих толщину стенки (меньшие значения касаются более пластичных материалов).
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Гибка с применением промежуточной рабочей среды
Данный метод является одним из наиболее качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине детали. Последовательность реализации процесса следующая:
- В подлежащую гибке заготовку засыпают доверху мелкий (это важно!) песок.

- Нижнюю часть заглушают деревянным чопиком.
- В противоположный торец вливают воду, чтобы увлажнить песок, и повысить его сплошность.
- Заготовку периодически встряхивают, чтобы снизить до минимума пустоты.
- Когда труба полностью заполнена, её заглушают.
- Опирают изделие на толстостенную трубу с подходящими размерами.
- Выполняют изгиб своими руками до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную – до угла, превышающего необходимое значение на 5 — 7°).
- Выжигают чопики, и тщательно очищают конструкцию.
Основы гибки труб | PRO-TOOLS
Чтобы приступить к гибке труб в вашей мастерской, компания Pro-Tools собрала воедино эти основные термины по изготовлению металлоконструкций, чтобы сделать ваш первый опыт гибки максимально простым.
 Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Радиус центральной линии (CLR)
Говоря о радиусе матрицы, мы имеем в виду радиус центральной линии (CLR), полученный в результате изгиба. CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
При выборе штампа факторы, влияющие на выбранный вами CLR, включают тип и сорт материала для гибки, толщину стенки, внешний диаметр, применение или дизайн конечного продукта и требуемый внешний вид. Все трубогибы и трубогибы Pro-Tools способны сгибать CLR диаметром до 7 дюймов; самый плотный CLR, который вы можете сгибать, составляет 2 дюйма (в зависимости от вашего материала) с использованием трубогибов Pro-Tools 105 Standard Duty или Heavy Duty.
Достигнутый радиус центральной линии (достигнутый CLR):
Это значение представляет собой радиус, который вы получаете при гибке штампом. На штампах Pro-Tools есть надпись CLR. Материал пружинит или растягивается после того, как его согнули; подумайте о том, чтобы намотать проволоку на карандаш — отпустите проволоку, и она упадет с карандаша. Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Калиброванный радиус центральной линии (калиброванный CLR):
При использовании программного обеспечения Bend-Tech это значение используется для указания степени растяжения и сжатия при каждом изгибе. Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные растяжения/сжатия для правильного расчета количества материала в каждом изгибе, а также для правильного расположения изгиба. Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Внешний диаметр (OD):
Внешний диаметр (OD) – это расстояние по крайним внешним размерам трубы или трубы. Вы можете купить на веб-сайте Pro-Tools гибочные станки и штампы, которые гнут наружный диаметр до 2-1/2 дюйма. звоните по телефону +1 (813) 986-9000.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки — это расстояние между внешним и внутренним диаметрами трубы, измеренное в тысячных долях дюйма. Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа. В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
Степень изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинирование:
Причиной пружинения является неравномерное растяжение материала при изгибе. Материал центральной линии пытается вернуться к своей первоначальной форме, но его сдерживает неуступчивый материал с обеих сторон. Эффект заметен, когда материал вынимается из гибочного станка.
Упругость необходимо компенсировать путем добавления коэффициента упругости (количество градусов, на которое материал пружинит) к желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив пробные изгибы. Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Пример:
Если вы хотите согнуть кусок трубы до 90 градусов, и вы определили в своих тестовых изгибах, что материал будет пружинить на 7 градусов, вы должны согнуть трубку на 7 градусов после 90 (97 градусов), чтобы получить желаемый изгиб на 90 градусов, когда вы снимаете трубку с трубогиба.
Труба и труба:
Когда речь идет о трубе и трубе, вам действительно нужно знать одну вещь: трубка 1-1/2 дюйма — это не то же самое, что труба NPS 1-1/2. Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1,9.00”. Это относится ко всем размерам труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Таблица 40 Размеры труб | |||
| Номинальный размер трубы (NPS) | Внешний диаметр | Внутренний диаметр | Номинальная толщина стенки |
| 1/8 | 0,405 дюйма | 0,269 дюйма | 0,068 дюйма |
| 1/4 | 0,540 дюйма | 0,364 дюйма | 0,088” |
| 3/8 | 0,675 дюйма | 0,493 дюйма | 0,091 дюйма |
| 1/2 | 0,840 дюйма | 0,622 дюйма | 0,109 дюйма |
| 3/4 | 1,050 дюйма | 0,824 дюйма | 0,113 дюйма |
| 1 | 1,315 дюйма | 1,049” | 0,133 дюйма |
| 1-1/4 | 1,660 дюйма | 1,380” | 0,140” |
| 1-1/2 | 1900” | 1,610 дюйма | 0,145 дюйма |
| 2 | 2,375 дюйма | 2,067” | 0,154 дюйма |
| 2-1/2 | 2,875 дюйма | 2,469 дюйма | 0,203 дюйма |
| 3 | 3. 500” 500” | 3,068” | 0,216 дюйма |
| 3-1/2 | 4000” | 3,548 дюйма | 0,226 дюйма |
| 4 | 4.500” | 4,026 дюйма | 0,237 дюйма |
| 5 | 5,563 дюйма | 5,047” | 0,258 дюйма |
| 6 | 6,625 дюйма | 6,065” | 0,280 дюйма |
| 8 | 8,625 дюйма | 7,981 дюйма | 0,322 дюйма |
| 10 | 10,750 дюйма | 10,020” | 0,365 дюйма |
| 12 | 12,750 дюйма | 11,938” | 0,406 дюйма |
| 14 | 14 000 дюймов | 13,125 дюйма | 0,437 дюйма |
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Размер трубы указывается двумя безразмерными числами: a номинальный размер трубы (NPS) для диаметра, основанного на дюймах и спецификации (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Труба иногда используется в конструкциях, таких как поручни, но ее предполагаемое использование заключается в транспортировке веществ, которые могут течь (т. е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стены. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стены. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
(1) При центробежном литье постоянная литейная форма непрерывно вращается вокруг своей оси с высокой скоростью по мере заливки расплавленного металла. Расплавленный металл центробежно отбрасывается к внутренней стенке формы, где он затвердевает после охлаждения. (2) сварная труба изготавливается как труба ВПВ и (3) бесшовная труба изготавливается как бесшовная труба.
Отвод трубы Ø32 — 90°
Можно ли транспортировать пищевые и фармацевтические продукты с помощью вакуумных конвейеров?
Определенно могут. См. наши историй успеха .
Можно ли использовать вакуумные конвейеры Piab для транспортировки таблеток, капсул и т. д.?
Да. Piab имеет опыт транспортировки большого количества таблеток и капсул без повреждений. Пожалуйста, свяжитесь с нами для получения подробной информации.
Можно ли использовать вакуумный конвейер для дозирования материала?
Нет, нельзя. Обычной процедурой является дозирование до или после транспортировки.
Вы можете перевозить жидкости?
Нет, мы не можем. Чрезвычайно сложно контролировать количество жидкости, поступающей в вакуумный конвейер.
Можете ли вы передать материал вертикально?
Да, до 8-10 метров без принадлежностей/решения для опорожнения труб. С раствором для опорожнения труб до 25 метров.
Можете ли вы предоставить документацию IQ/OQ с помощью вакуумного конвейера?
Для piFLOW®p мы можем предоставить эту документацию. Это шаблон, который должен быть заполнен во время запуска и с помощью руководства, поставляемого с поставкой.
Используете ли вы электричество на вакуумных конвейерах?
Нет, вакуумные конвейеры используют только сжатый воздух. Даже наши системы управления пневматические.
Есть ли у Piab гарантия на устройство?
Piab предлагает гарантию дистрибьюторам, интеграторам и пользователям продуктов Piab по всему миру в соответствии со следующими определениями:
- Пятилетняя гарантия действительна для комплектных вакуумных конвейеров, за исключением электромеханических насосов и элементов управления.
- Пятилетняя гарантия распространяется на вакуумные насосы, за исключением электромеханических насосов, принадлежностей и элементов управления.
- На электромеханические насосы распространяется двухлетняя гарантия.
- На другие товары распространяется годовая гарантия.
Общие принципы гарантии:
- Piab гарантирует отсутствие дефектов изготовления и материалов при нормальном использовании в надлежащих условиях при соблюдении инструкций по уходу, техническому обслуживанию и контролю, описанных в соответствующем руководстве Piab.
- Piab бесплатно заменяет или ремонтирует неисправные изделия при условии, что они возвращены в Piab и на них распространяется гарантия.
- Piab решает, следует ли отправить неисправный продукт обратно в Piab для замены или ремонт должен быть произведен на месте за счет Piab.
- Настоящая гарантия не распространяется на изнашиваемые детали, такие как фильтрующие элементы, уплотнения, шланги, фитинги, отводы труб, пережимные клапаны (на линии с транспортируемым материалом), переходники и т. д.
- Настоящая гарантия не распространяется на последующие повреждения, вызванные дефектными продуктами.
Как устранить неполадки?
В руководстве по эксплуатации вашего вакуумного конвейера есть раздел, посвященный поиску и устранению неисправностей. Вы также можете обратиться за дополнительной помощью в ближайший офис Piab.
Сколько метров можно транспортировать порошок?
0 – 50 метров, если длина транспортировки не включает вертикальный подъем более 5 м и плотность продукта составляет от 0,5 до 1,0 кг.
Как избежать разделения материала?
Благодаря правильному сочетанию воздуха и транспортируемого продукта. Это достигается с того места, где вакуумный конвейер Piab вытягивает материал с помощью наших аксессуаров для точек подачи. Пожалуйста, прочтите также нашу белую книгу о сегрегации и свяжитесь с любой компанией Piab для получения дополнительной информации.
Выдерживает ли вакуумный конвейер Piab избыточное давление?
Нет, только под давлением.
Есть ли риск взрыва пыли?
Нет, если соблюдаются инструкции в руководстве. Все вакуумные конвейеры Piab имеют точку заземления и могут поставляться с сертификатом ATEX для пыли.
Подскажите пожалуйста как разобрать вакуумный конвейер
Инструменты для сборки/разборки на самом деле не нужны. Более подробную информацию можно найти в руководстве к вашему вакуумному конвейеру или на нашем канале YouTube.
Подскажите пожалуйста примерный объем перевозки порошка
От примерно 0,1 т/ч до примерно 15 т/ч.
Подскажите пожалуйста способ подбора вакуумного конвейера
Используйте конфигуратор приложений . Вы также можете связаться с Piab или партнером Piab для получения подробной информации.
Что может пойти не так с агрегатом?
При регулярном обслуживании вакуумный конвейер прослужит долгие годы.
Если сжатый воздух загрязнен/имеет в себе жидкость, фильтр может быть засорен, а также эжекторы и таймеры. Наличие воды в воздушной линии не является оптимальным.
Обратитесь к руководству по устранению неполадок, если вы обнаружите что-то необычное.
Что входит в комплект поставки вакуумного конвейера?
Вакуумный конвейер, фильтр-регулятор (соединение 1″).
Руководство.
Руководство по устранению неполадок.
Чертежи.
Декларация(и) о соответствии.
Какой материал используется для корпуса вакуумных конвейеров?
piFLOW®p изготовлен из нержавеющей стали 316L.
piFLOW®i и f изготовлены из нержавеющей стали 304.
Какой сертификат вы можете предоставить для ваших вакуумных конвейеров?
Для большого количества вакуумных конвейеров Piab мы можем предложить сертификаты FDA, ATEX Dust and Gas, 2.2.
Какие аксессуары может предоставить Piab?
Трубки для кормления из нержавеющей стали, алюминия или полиэтилена с аспирацией и без аспирации.
Адаптер подачи с фланцевым соединением или без него.
Станция подачи/бункер.
Гибкий вакуумный шланг.
Клапан дистанционного пуска/останова.
Датчик уровня.
Контейнеры.
Переход от агрегата к последующему оборудованию.
Какой тип фильтра доступен для этого устройства?
Гофрированный стержень — класс фильтрации 0,5 мкм. Жесткий стержневой фильтр из полиэтилена и полиуретана с мембраной из ПТФЭ. Выпускается в черно-белой версии.
Гофрированный — степень фильтрации 0,5 мкм. Жесткий фильтр из полиэстера и полиуретана с мембраной из ПТФЭ. Серый цвет. 9№ 0005
Жесткий фильтр из полиэстера и полиуретана с мембраной из ПТФЭ. Серый цвет. 9№ 0005
Текстиль — фильтрующий мешок 5,0 мкм из полиэстера с мембраной из вспененного политетрафторэтилена. Светло-серый цвет.
Какие утилиты мне нужны?
Воздух сжатый с нормальным промышленным давлением 0,4-0,6 МПа.
При транспортировке гранул гранулы ломаются или повреждаются?
Зависит от физических свойств гранул. Компания Piab имеет опыт транспортировки большого количества гранул, таблеток и капсул без повреждений. Пожалуйста, свяжитесь с нами для получения подробной информации.
4 Типы методов гибки труб
Какие существуют типы методов гибки труб?
- Сжатие Гибка
- Ротационная гибка
- Роликовая гибка
- Гибка труб на оправке
Гибка труб или гибка труб просто относится к процессу модификации труб для достижения определенного угла или направления. Различные типы методов гибки труб могут отличаться от используемой машины, а также основного механизма для получения изогнутой формы. Но важно понимать, что эти процессы являются постоянными и предназначены для того, чтобы сделать исходный материал трубопровода идеальным для использования в сантехнике, системах HVAC-R, перекачке жидкости и многом другом.
Но важно понимать, что эти процессы являются постоянными и предназначены для того, чтобы сделать исходный материал трубопровода идеальным для использования в сантехнике, системах HVAC-R, перекачке жидкости и многом другом.
Обычно существует четыре (4) различных метода гибки труб, которые также можно классифицировать по сложности. Вы столкнетесь со следующим: гибка сжатием, гибка с вращательным вытягиванием, гибка валком и гибка трубы на оправке. Каждый из этих процессов обеспечивает прецизионный изгиб, чтобы сделать трубу пригодной для использования в зависимости от цели. Продолжайте читать, чтобы узнать больше.
Гибка сжатием
Как следует из названия, метод гибки сжатием основан на выталкивающей силе для получения желаемой деформации материала трубы. Это одна из самых простых форм гибки труб, которая обычно используется при изготовлении труб для электропроводки, требующих только простых форм гибки.
Гибка под давлением — или, как ее часто называют, гибка под прессом — обычно состоит из следующих материалов: гибочная матрица, зажимная матрица, пресс-матрица, зачистная матрица и оправка.
Матрица для гибки или инструментальный компонент — это основная часть, которая оказывает давление на образец трубы для его формования. Точно так же зажимной штамп поддерживает образец при его изготовлении на месте, в то время как зачистной штамп отвечает за предотвращение появления дефектов на материале во время процесса. Хотя оправка может быть частью компрессионной гибочной машины, она гораздо более распространена в процессе гибки труб на оправке, о котором вы узнаете позже.
Компрессионно-гибочная машина имеет множество преимуществ, которыми могут воспользоваться как производители, так и конечные пользователи. Во-первых, этот метод довольно прост и не требует большого количества сложных инструментов. Он также способен с легкостью выполнять точные контуры и изгибы.
Как всегда, у этой техники есть некоторые недостатки. Из-за своей простоты он не может создавать сложные образования. Время выполнения также занимает слишком много времени, что делает его почти непрактичным в некоторых случаях.
Ротационная гибка
Задача этих методов гибки труб состоит в том, чтобы обеспечить постоянный диаметр трубы на протяжении всего процесса. Это применимо, особенно если труба должна использоваться в функциях, требующих, чтобы она выдерживала постоянный поток давления от жидкостей.
Как упоминалось ранее, машина для гибки с нажимом/сжатием не всегда способна выполнять сложные гибки. Также существует риск образования необратимых деформаций на образце, которые может быть трудно исправить.
В таких случаях используется ротационная гибочная машина. Этот метод обеспечивает большую точность для трубной части, поскольку машина поддерживается зажимами, которые позволяют вытягивать трубу до определенной формы, которая также имеет тот же радиус, что и труба.
Имея это в виду, труба может иметь острые изгибы, при этом обеспечивая высокий уровень точности и постоянства. Техника гибки с вращающимся вытягиванием часто применяется к деталям труб, которые используются для машин и структурных каркасов, таких как каркасы безопасности, перила, велосипедные рули и т. п.
п.
Гибка валков
Наиболее отличительной особенностью гибочного станка являются компоненты валков, которые непрерывно движутся в процессе. Этот метод используется не только для труб, так как он также может быть применим к листовым металлам или экструдированным листам, имеющим форму сечения.
Для процесса гибки валков в основном используется машина, называемая угловым валком. Поскольку он может использоваться в самых разных целях, производители часто модифицируют машину, чтобы сделать ее пригодной для гибки листов.
Однако существуют некоторые ограничения вместимости машины — возможно, она не сможет обрабатывать трубы с более толстыми стенками. Это также может быть ограничено только для деталей из нержавеющей стали, алюминия и других обрабатываемых деталей.
Некоторые распространенные области применения вальцегибочного станка включают в себя велосипеды, мотоциклы, автомобильные диски, а также другие круглые металлические детали.
Гибка труб на оправке
При гибке труб на оправке оправка или стержень сначала вставляется в трубу по мере ее формирования. Часть оправки представляет собой гибкую область, которая удобно повторяет форму контура. Это позволяет ротационной гибочной машине непрерывно достигать направленного изгиба материала, не разрушая трубу.
Оправка предназначена для поддержки трубы и часто используется не только вместе с ротационной гибочной машиной, но и с другими типами машин. Хотя он может быть самым дорогим по сравнению с обычным гибочным станком, он имеет гораздо более короткое время выполнения заказа и может использоваться повторно без потери качества процесса.
Ключевые выводы
С помощью этого руководства вы познакомились с различными методами гибки труб, такими как гибка сжатием, гибка с вращательным вытягиванием, гибка вальцами и гибка труб на оправке.
Большинство этих методов различаются по своим возможностям — т.е. по достижению высокой точности гибки. Также они отличаются сроками изготовления, сложностью эксплуатации и практическим применением.
Также они отличаются сроками изготовления, сложностью эксплуатации и практическим применением.
Важно учитывать эти соображения, когда вы подвергаете какой-либо материал трубопровода воздействию этих методов. Это делается для того, чтобы вы могли убедиться в его качестве, функциональности и долговечности.
Примечание автора: Эта запись была оптимизирована лучшим агентством SEO-услуг на Филиппинах — SEO Hacker.
Факты о гибке труб и труб из нержавеющей стали на оправке
Факты о гибке труб и труб из нержавеющей стали оправкой — High Purity Systems, Inc.
Поиск
Что такое изгиб оправки?
Гибка на оправке – это метод гибки с вращательным вытягиванием, при котором – оправка, сплошной стержень оправки, содержащий до пяти сегментированных кольцевидных шариков, размер которых лишь немного меньше внутреннего диаметра изгибаемой трубы – вставляется в трубу/трубу для обеспечения внутренней поддержки во время изгиба. Установка оправки внутри трубы предотвращает такие повреждения, как деформация, смятие, волнистость и сплющивание, и дает техническому специалисту больший контроль над овальностью или округлостью трубы/трубы.
Установка оправки внутри трубы предотвращает такие повреждения, как деформация, смятие, волнистость и сплющивание, и дает техническому специалисту больший контроль над овальностью или округлостью трубы/трубы.
Этот вариант гибки труб полезен для сложных работ, требующих тугих изгибов и изгибов большого радиуса, нескольких радиусов, высокой точности и повторяемости при минимальной деформации. Помимо повышения качества проекта, гибка на оправке может сэкономить более 50 % затрат по сравнению с резкой и сваркой, поскольку она сокращает время изготовления, материалы и затраты на контроль сварных швов.
Мифы и факты о гибке на оправке
Существует множество неправильных представлений о предполагаемых рисках гибки нержавеющей стали на оправке по сравнению с фактическими преимуществами. На самом деле гибка на оправке является одним из самых точных и экономичных процессов обработки металлов давлением.
- Миф : Изгиб не так прочен, как сварка.

Факт : Все фитинги либо литые, либо гнутые, и нет никаких доказательств того, что один из них слабее другого. На самом деле, при сгибании некоторые материалы на самом деле упрочняются и становятся прочнее. - Миф : После гибки труб из нержавеющей стали требуется термообработка.
Факт : Аустенитная нержавеющая сталь относится к основному металлу P-No 8, который изгибается в холодном состоянии в соответствии с кодом ASME без какой-либо термообработки после гибки. - Миф : изгибы не обеспечивают постоянного диаметра, как готовые колена.
Факт : Изгибы оправки выполняются в пределах тех же спецификаций ASME по толщине стенки и овальности, которых придерживаются производители фитингов. С помощью оправки, поддерживающей внутреннюю часть трубы, у техников действительно больше контроля над выполнением точных повторяемых изгибов. - Миф : Гибка труб и труб из нержавеющей стали не может быть выполнена до точного угла.

Факт : Изгиб нержавеющей стали на самом деле более точен, чем сварка из-за искривления сварного шва и подгонки сварного шва. Гибка с помощью оправки, в частности, предотвращает повреждение трубы, такое как волнистость, сплющивание и разрушение во время процесса.
Как только конечные пользователи и производители избавятся от мифов о гибке на оправке, они смогут воспользоваться преимуществами экономии времени, материалов и затрат, которые обеспечивает этот метод обработки металлов давлением.
Производственный процесс
Для крупносерийных заказов, длинных труб, сложной геометрии или множества углов все более популярным методом изготовления становится гибка на оправке. Для традиционных инструментов требуется гибочная матрица для определенного радиуса, хотя современные станки оснащены штабелируемыми матрицами для создания деталей с несколькими радиусами изгиба. Некоторые станки позволяют гибочному рычагу переворачиваться, что позволяет создавать симметричные детали на одном и том же инструменте.
Помимо простого управления сложными деталями, гибка на оправке имеет ряд преимуществ по сравнению со сваркой, в том числе:
- Экономия времени — При сравнении сварки под углом 90° с трубой, согнутой под тем же углом, гибка на оправке снижает количество часов изготовления, а также время, необходимое для проверки готовой детали. Используя гибочные станки с ЧПУ, производители могут сэкономить до 75% времени, затрачиваемого на ручное выполнение каждого сварного шва.
- Экономия затрат — Можно сэкономить более 50 % затрат за счет гибки нержавеющей стали вместо ее сварки, особенно из-за утомительного визуального осмотра, которого требуют определенные правила сварки. По завершении процесса сварки, если требуется неразрушающий контроль, сварные швы должны быть подвергнуты рентгеновскому излучению, стоимость одного рентгеновского снимка составляет сотни долларов. Для трубы с несколькими сварными швами затраты на контроль быстро увеличиваются.

- Затраты на материалы и экономия места — Гибка не только снижает потери материала, поскольку для этого требуются только оригинальные заготовки, но также экономит драгоценное пространство в вашем цеху, поскольку нет необходимости хранить какие-либо сварочные материалы, кроме труб или сама трубка.
- Экономия труда — Внедрение технологии гибки позволяет значительно сократить трудозатраты на монтаж трубопроводной системы на месте, что значительно снижает риск безопасности и/или производственных проблем на месте для владельца/ГХ.
- Точность — Гибка труб облегчает создание нестандартных неизометрических углов и дает инженерам повышенную гибкость при построении сложных геометрических фигур. Гибочное оборудование обеспечивает высокую точность и воспроизводимость результатов, а оправка поддерживает трубу для устранения деформации. Изгиб также более последователен и уменьшит любые дефекты, которые часто встречаются в процессе сварки.

В то время как характер гибки на оправке снижает затраты и обеспечивает высокое качество и воспроизводимость результатов, принятие дополнительных мер в процессе заказа может помочь обеспечить достижение этих преимуществ. По возможности используйте стандартные размеры и толщину трубных материалов, чтобы ограничить затраты и время выполнения заказов. Выбор стандартного радиуса также сэкономит вам время и деньги, поскольку для необычных размеров требуются штампы, изготовленные по индивидуальному заказу, на приобретение которых требуется время.
Подходит ли оправка для гибки труб из нержавеющей стали для вашей работы?
В следующем контрольном списке перечислены факторы, указывающие на возможность экономии затрат и возможности добавления стоимости для вашего бизнеса и услуг. Вы можете обратиться к специалисту по гибке на оправке, если:
- У вас есть приложение, требующее полной дренажной способности, когда на внутреннем диаметре трубы или трубопроводной системы нет областей захвата.

- Расход имеет значение — если ваша труба или система трубопроводов нуждаются в максимальном расходе с минимальными ограничениями
- Вам необходимо отполировать внутренний диаметр вашей системы труб/трубопроводов до определенной степени
- Для вашей системы требуются нестандартные углы, которых нет в стандартных фитингах
- Вам необходимо стабильное качество трубопроводных систем без возможности возникновения дефектов сварки
- Ваше приложение требует неразрушающего контроля после сварки соединений трубы/трубы, что является дорогостоящим
Если ваш бизнес соответствует любому из вышеперечисленных критериев, вы можете рассмотреть возможность сотрудничества со специалистом по гибке на оправке.
О компании HPS
Обладая более чем 30-летним опытом, компания High Purity Systems понимает высокие ставки в отраслях, которые мы обслуживаем; во многих случаях безопасность человека зависит от точности сварки и чистоты системы. Работая с нашими клиентами, мы обязуемся предоставлять услуги высочайшего качества в соответствии со строгими требованиями вашей среды.
Работая с нашими клиентами, мы обязуемся предоставлять услуги высочайшего качества в соответствии со строгими требованиями вашей среды.
Для получения дополнительной информации о том, как компания HPS может помочь вам в реализации вашего следующего индивидуального проекта по гибке труб, свяжитесь с нашей командой сегодня.
Отвод стальной трубы / 3D, 5D отвод (отличия от колена)
Отвод стальной трубы представляет собой гибку трубы, которая используется для изменения направления трубопровода. Изгиб радиуса общего использования в 3D-изгибе и 5D-изгибе. Он похож на колено трубы, но в отличие от колена трубы длиннее, чем колено, и обычно изготавливается для конкретных нужд.
Таким образом, зависит от разного радиуса изгиба (R), чтобы различать изгиб и изгиб.
Если радиус изгиба более чем в 2 раза превышает D (диаметр), это изгиб трубы. Например, изгиб 3D, изгиб 5D, изгиб трубы 6D, изгиб трубы 8D.
В случае радиуса изгиба 1D или 1,5D это колено. (колено короткого радиуса 1D и колено длинного радиуса 1,5D).
(колено короткого радиуса 1D и колено длинного радиуса 1,5D).
Радиус изгиба трубы: 3D-изгиб, 5D-изгиб, 6D, 8D и по индивидуальному заказу
Градусы изгиба: 15°, 22,5°, 30°, 45°, 60°, 90°, 180° и по индивидуальному заказу
3D-, 5D-изгиб для трубы — Изгибы общего назначения в трубопроводах
Изгибы 3D и 5D чаще всего используются в длинных трубопроводах, поскольку они обеспечивают лучшую эффективность при изменении направления. После этого идет изгиб 6D и 8D в качестве компенсации для завершения небольшого изменения степени.
Изгиб 3D
Радиус изгиба 3D в 3D означает, что радиус изгиба в 3 раза больше наружного диаметра трубы. Например, если трехмерный изгиб используется в 10-дюймовом трубопроводе, радиус изгиба составит 30 дюймов.
Изгиб 5D
Изгиб 5D означает, что радиус изгиба в 5 раз превышает номинальный диаметр трубы. Он обеспечивает лучшую плавность изменения направления трубопровода, чем трехмерный изгиб.
Изгиб 6D
Изгиб 6D как изгиб большого радиуса, радиус изгиба «R» в 6 раз больше диаметра трубы, в случае одинакового градуса он имеет большую длину, чем изгиб 3D или 5D, но меньшую длину, чем изгиб 8D .
Увеличился радиус, увеличилась длина изгиба трубы.
Изгиб 8D
Изгиб 8D обычно имеет самый длинный радиус для общего использования.
Изгиб / гибка труб большого диаметра
Изгиб стальных труб большого диаметра обычно требуется в нефте- и газопроводах, поскольку они имеют лучшую пропускную способность для транспортировки материала, а для длинных трубопроводов потребуются изгибы труб разного радиуса для монтажа. сложные условия.
Отвод стальной трубы большого диаметра по стандарту API 5L X80 с внутренним и внешним покрытием
Полиэтилен с внешним покрытием.
Гибка больших труб после пескоструйной обработки и перед нанесением покрытия
FBE с внутренним покрытием.
Как изгибают стальные трубы?
Отвод трубы изгибается комплектом гибочного оборудования двумя способами: холодная варка и горячее продавливание. (Включая гибку, сжатие, прессование, ковку, механическую обработку и т. д.)
Трубогибочный станок производства Hot Push Manufacturing
Вставьте прямую трубу в трубогибочный станок, нагрейте трубу и используйте рычаг (установленный с пресс-формой другого размера) для гибки труба.
Различия между отводом стальной трубы и отводом
Отвод и отвод трубы для изменения направления трубы, но есть много различий в следующих аспектах:
Радиус изгиба
Производственные процессы
Различная стоимость
Область применения
Радиус изгиба изгиба 3D, 5D, 8D и колена 1D, 1.5D
Как мы говорили выше,
Радиус изгиба стальной трубы: В 2 раза больше D, поэтому есть 2D, 2.5D, 3D, 5D, 6D, 7D или изгиб трубы 8D.
Радиус отвода стальной трубы: R=1D или R=1,5D или 2D. Менее 1,5D – это колено с коротким радиусом, а больше 1,5D, но не более 2D – это колено с длинным радиусом.
R — радиус кривизны; D – диаметр трубы (изгиба или изгиба).
Как показано на рисунке выше, CLR может быть в 1D, 1.5D, 2D, 3D, 5D и т. д.
Различный производственный процесс , в разной степени.
1D, 1,5D Отвод: Должен изготавливаться по стандартным производственным технологиям, с горячей обработкой или горячей гибкой до определенной степени, 45°, 90° или 180°.
Стоимость отличается с отводом и отводом 3D, 5D, 6D, 8D
Таким образом, благодаря простому производственному процессу со стандартными 1,5D или 1D, стоимость отвода стальной трубы ниже, чем отвода. Изгиб трубы в основном требуется с индивидуальным радиусом, таким как 3D, 4D, 5D, 6D, 8D или градусами, поэтому процессы более сложны, чем колено, и стоимость выше.
Различные области применения
Изгиб: Совместим с более медленной жидкостью и более низким давлением.
Колено: Совместимо с высоким давлением и быстрой жидкостью.
Иногда на узких участках необходимо использовать отводы, поскольку радиус кривизны отвода мал, обычно 1,5D, но изгиб трубы может достигать 40D.
Мы поставляем отводы стальных труб следующих диапазонов:
Стандарт производства : AISI B16.49, MSS-SP-75
Материал : Углеродистая сталь, легированная сталь, нержавеющая сталь
Стандарты на материалы: API 5 л класса B, X42, X46, X52, X56, X60, X65, X70, X80 PSL1 и PSL2 и SOUR; ASTM A234 WPB, WPC, WP1, WP5, WP9, WP11, WP22, WP91; ASTM A403 304/304L, 316/316L.
Наружные диаметры : от 1/2 дюйма до 60 дюймов. от DN15 до DN1500
Диапазон радиусов : R=2D, 2,5D, 3D изгиб, 5D изгиб, 6D, 8D изгиб
Диапазон градусов : 45 градусов, 60 градусов, 90 градусов и по индивидуальному заказу.
Толщина стенки : SCH 10, SCH 40, SCH80
Покрытия : Черная краска, оцинкованная, с эпоксидным покрытием, 3PE, FBE
3D, 5D отвод трубы с эпоксидным покрытием из стекловолокна
3D Защита 5D Тип уплотнения трубы
Свяжитесь с нами сейчас для немедленного предложения!
Запрос сейчас!
Стальная труба локоть
Стальная труба Tee
Крышка стальной трубы
Пять способов изгиба труб и труб
/ СМИ / предоставленное заявление для СМИ.
Известно, что гибка труб и труб является менее дорогостоящим методом в металлургической и пластмассовой промышленности по сравнению со сваркой материалов для соединения компонентов. Это процесс постоянной формовки металлических или пластиковых труб различного назначения. В этом процессе используется механическая сила, чтобы согнуть трубу или шланг, чтобы они соответствовали форме штампа. Существует несколько способов сгибания трубы или трубки, и ниже представлены пять из них:
Это процесс постоянной формовки металлических или пластиковых труб различного назначения. В этом процессе используется механическая сила, чтобы согнуть трубу или шланг, чтобы они соответствовали форме штампа. Существует несколько способов сгибания трубы или трубки, и ниже представлены пять из них:
1. Гибка с помощью поршня
Реклама
Гибка с помощью поршневого типа является одним из старейших методов гибки труб, известных сегодня в отрасли. Он широко используется в автомобилестроении для изготовления выхлопных труб и электрических кабелепроводов. Таким образом, вы найдете гибочные станки во многих магазинах глушителей. Этот тип гибки также известен тем, что используется для квадратных труб, поскольку он обычно предотвращает образование складок на материале. Несмотря на то, что гибка поршнем не дает вам большого контроля по сравнению с другими методами, это, безусловно, самый экономичный и самый простой способ гибки труб и трубопроводов.
2. Роликовая гибка
Роликовая гибка
Объявление
Для труб и труб с большой окружностью эффективным методом является кольцевая гибка. В нем используются гибочные станки с трехкольцевыми валками в пирамидальном положении, которые можно регулировать вручную или гидравлически. Этот метод популярен в промышленности, поскольку он позволяет получить почти однородные поперечные сечения с меньшей деформацией. Он регулярно используется для изготовления барабанных валков, корпусов приборов и других округлых материалов большого диаметра. Большинство гибочных станков также используют вальцевание для производства непрерывных витков труб и создания спиралей.
3. Гибка сжатием
Гибка сжатием или прессованием является одним из старейших процессов гибки холодных труб и насосно-компрессорных труб. В нем используется ролик или пресс-форма, а некоторые называют его следящим блоком для сгибания трубы вокруг неподвижной матрицы. Однако может возникнуть некоторая деформация, так как во время процесса трубопровод не имеет внутренней опоры. Этот метод гибки обычно используется при производстве предметов домашнего обихода и коммерческих товаров, таких как вешалки для полотенец, стулья и ножки столов.
Этот метод гибки обычно используется при производстве предметов домашнего обихода и коммерческих товаров, таких как вешалки для полотенец, стулья и ножки столов.
4. Ротационная гибка
Если вам нужны точные измерения диаметра трубы с качественной отделкой, то ротационная гибка будет наиболее подходящим методом. Он обеспечивает высокий процент точности. Кроме того, машины, используемые для вытяжной гибки, могут быть запрограммированы на дублирование сложных процессов гибки на различных работах без ущерба для единообразия и точности. Ротационная гибка используется для гибки поручней, кабелепроводов, рам прицепов, шасси транспортных средств и каркасов безопасности. Для получения эстетически привлекательных результатов при использовании приложения для гибки с вращающейся вытяжкой необходим правильный и полный набор инструментов.
5. Гибка на оправке
Метод гибки на оправке дает точные результаты с очень небольшой деформацией труб. Он также может работать с тонкими материалами без поломок благодаря внутренней опоре, которую он использует во время процесса. Гибкая оправка помещается внутрь стержня трубы, чтобы предотвратить деформацию при формовании материала через гибочную матрицу. Изгиб оправки обычно применяется для создания выхлопных труб, теплообменных и молочных труб.
Он также может работать с тонкими материалами без поломок благодаря внутренней опоре, которую он использует во время процесса. Гибкая оправка помещается внутрь стержня трубы, чтобы предотвратить деформацию при формовании материала через гибочную матрицу. Изгиб оправки обычно применяется для создания выхлопных труб, теплообменных и молочных труб.
Факторы, влияющие на изгиб труб
Есть вещи, которые необходимо учитывать, чтобы добиться наилучших результатов гибки труб. Вот основные факторы, которые могут повлиять на результаты гибки труб и трубок:
Хорошая оснастка
Хорошая настройка оснастки необходима для получения идеального изгиба, особенно когда вы используете гибку с вращающимся вытягиванием. Вы должны принять во внимание твердость оправки. Помните, что вы не можете использовать жесткую оправку на жесткой трубе или мягкую оправку на мягкой трубе. Как правило, вам нужно сочетать твердые и мягкие материалы. Существуют также другие соображения относительно инструментов, которые необходимо учитывать, а именно:
- Радиальный рост
- Качество труб и сварных швов
- Скребок и зажимные матрицы
Коэффициенты смазки
В настоящее время синтетические смазки не на нефтяной основе становятся популярными для работ по гибке труб. Поскольку он часто имеет форму пасты или геля, вы можете разбавить его в соответствии с консистенцией, необходимой для вашей работы по гибке. Помните, что при изгибе в тяжелых условиях потребуется более концентрированная смазка. Вы также должны регулярно смазывать гребенки грязесъемников в точке контакта, чтобы предотвратить их быстрое изнашивание.
Поскольку он часто имеет форму пасты или геля, вы можете разбавить его в соответствии с консистенцией, необходимой для вашей работы по гибке. Помните, что при изгибе в тяжелых условиях потребуется более концентрированная смазка. Вы также должны регулярно смазывать гребенки грязесъемников в точке контакта, чтобы предотвратить их быстрое изнашивание.
Хороший станок
Для достижения наилучших результатов гибки труб и трубопроводов необходимы надлежащие станки. Качество вашего оборудования будет зависеть, среди прочего, от марки материала и толщины стенок. Вы должны знать характеристики своего станка, чтобы определить, подходит ли он для выполнения требований по гибке. Некоторые новейшие и инновационные устройства могут комбинировать процессы. Таким образом, некоторые из них могут выполнять как валковую, так и ротационную гибку.
Для быстрых и недорогих работ по металлу лучшим выбором будет гибка труб и труб. Это позволяет вам работать над крупными объемными проектами точно и с визуально привлекательными результатами.
