Фрезерный автоматизированный станок: Токарно-фрезерный автоматический станок с ЧПУ M1320 купить в Москве, Санкт-Петербурге, Казани и других городах России
Содержание
Для чего нужен фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ применяется для обработки материалов различного назначения фрезой — металлическим резаком, который имеет одну или несколько режущих кромок. В зависимости от назначения их производят в разных формах: с различным типом крепления, диаметром, числом кромок. Фреза разных типов может быть использована для следующих работ:
- нарезка резьбы;
- сверление;
- изготовление пазов;
- распиловочные и отрезные работы;
- рельефная обработка.
Возможности современного фрезерного оборудования с ЧПУ этим не ограничиваются. Промышленный комплекс с автоматизированным управлением, предназначенный для фрезерной обработки, способен без вмешательства оператора осуществлять полный рабочий цикл по многим типам работ, в том числе замену инструмента.
Типы фрезеровщиков с ЧПУ
Фрезерное оборудование является универсальным, и включает в себя несколько систем, которые различаются типом подачи, размещением головки, конструкцией станины, назначением. На сегодняшний день наиболее распространены следующие виды:
На сегодняшний день наиболее распространены следующие виды:
- вертикальные — рабочий стол расположен под фрезой;
- горизонтальные — ось неподвижно закреплена сбоку от рабочего стола, который может перемещаться по двум осям;
- продольные — такие станки используют для работы с заготовками больших размеров
- токарно-фрезерные — используется для фрезерования и расточки заготовок самой высокий сложности;
- универсальные — представляет собой комплекс с горизонтально фиксированным шпинделем и поворотным столом, что позволяет фрезеровать поверхности, ориентированные параллельно или перпендикулярно горизонтальной плоскости;
- широкоуниверсальные — следующий этап совершенствования универсальных комплексов, позволяющий обрабатывать заготовки по нескольким плоскостям одновременно. У них предусмотрено несколько шпиндельных головок. Существуют трех-, четырех- и пятиосевые разновидности.
- Настольные — они отличаются компактностью, имеют невысокую производительность, используются для производства штучных изделий.
 Благодаря небольшим габаритам помещаются на столе.
Благодаря небольшим габаритам помещаются на столе.
Практически все фрезерные станки с ЧПУ, представленные на рынке оборудования для обработки материалов, обладают возможностью работать в полуавтоматическом или полностью в автоматическом режиме.
Такую возможность обеспечивает комплектация контроллерами, передающими управляющие команды от компьютера к исполнительным механизмам станка, которыми являются шаговые электродвигатели.
Это позволяет значительно повысить производительность процесса и повысить культуру производства:
- обеспечивается высокое качество реза;
- высокая степень автоматизации позволяет практически исключить брак;
- снижается количество отходов;
- автоматизированные станки безопаснее для персонала.
Для чего нужен ЧПУ Фрезер
Фрезерное ЧПУ оборудование универсально, и позволяет решать самые разнообразные задачи: от массового выпуска однотипной продукции, обеспечивая при этом высокую воспроизводимость результатов, до производства оригинальных изделий штучным тиражом.
Станки с ЧПУ приобретают и промышленные предприятия с большим объемом производства, и владельцы частных мастерских, в большей степени ориентированных на выполнение уникальных изделий по индивидуальным заказам. Фрезерам под силу обрабатывать самый широкий спектр материалов, в том числе металлы, независимо от твердости, древесину, пластик, резину и многое другое, вплоть до бумаги. На ней специальными тонкими фрезами гравируют рисунки, логотипы, надписи.
Благодаря высокой точности и производительности фрезеры используется в следующих областях деятельности:
Деревообработка
В производстве дверей и мебели фрезерный комплекс с ЧПУ является неотъемлемым атрибутом. Используя фрезы разного типа, на одном станке можно распилить материал до нужных размеров, изготовить паз, выполнить сверление, торцевание, выгравировать изображение.
Помимо этого фрезерные станки широко используются для изготовления и обработки плинтусов, балясин, и других изделия из дерева. Разнообразные узоры наносятся с высокой точностью. В некоторых случаях орнамент, изготавливаемый при обработке невозможно воспроизвести вручную.
В некоторых случаях орнамент, изготавливаемый при обработке невозможно воспроизвести вручную.
Обработка металлов
Фрезерные станки с ЧПУ позволяют выполнять любые технологические операции, применяемые в металлообработке, не оглядываясь на прочность металла:
- токарные работы
- гравировка металлических поверхностей
- шлифовка
- изготовление заготовок по заданным размерам
- нарезание резьбы
- расточка
- черновая и финишная обработка
- нанесение рельефных изображений, и многое другое.
Дизайн и архитектура, макетирование
Фрезер с ЧПУ позволяет создавать объемные и плоские логотипы, рекламные и дизайнерские объекты, макеты зданий, элементы уличной архитектуры, барельефы, псевдо 3D-панно. Объекты могут выполняться из различных материалов, в числе которых камень, стекло, древесина и т.д. ювелирная промышленность
Станки с ЧПУ в сфере обработки драгоценных камней не имеют конкурентов. Ручной труд не состоянии обеспечить сопоставимую производительность и точность. Ювелирные фрезерные станки позволяют производить следующие работы:
Ручной труд не состоянии обеспечить сопоставимую производительность и точность. Ювелирные фрезерные станки позволяют производить следующие работы:
- нанесение гравировок;
- создание коллекционных монет;
- производство сувенирных изделий;
- изготовление восковых форм.
Ортопедия
Изготовление стоматологических протезов с использованием фрезерных станков ЧПУ позволяет добиться максимально точного соответствия изделия слепкам, поэтому в области протезирования зубов оборудование подобного типа используется достаточно интенсивно. К изготовленным протезам (мостам, имплантам, коронкам) не требуются длительного привыкания.
Машиностроение
Многие узлы и детали машин обрабатываются на фрезерах. Работы включают в себя изготовление шестерен, втулок, обработку цилиндров, в том числе для двигателей внутреннего сгорания, и тому подобное.
Handmade
Это широкая сфера применения фрезерного оборудования, в которую входит производство подарков, украшений, игрушек, других товаров бытового применения.
Многофункциональность, универсальность, высокая эффективность, точность обработки и высокая воспроизводимость результатов делают фрезерные комплексы с ЧПУ необходимым условием для успешного развития любого производства, а также для изготовления оригинальных, уникальных изделий.
Фрезерный станок ЧПУ 1600*1600
Главная Фрезерные станки с ЧПУ Фрезерные станки с ручной сменой инструмента Фрезерный станок ЧПУ 1600*1600
Рейтинг:
(0 голосов)
547 817
₽
Количество:
Быстрый заказ
Артикул: 1
Размеры зоны обработки по осям X и Y, мм
1600×1600
Частота вращения шпинделя, об/мин
0-18000
Скорость холостого хода, м/мин
15
Скорость рабочего хода, м/мин
12
Мощность шпинделя, Квт
4,5
Тип охлаждения шпинделя
Воздушное
Система управления
RichAuto A11
Тип электродвигателей перемещения
серво-гибриды Leadshine
Все параметры
К сравнению
Поделиться
Предыдущий
Следующий
Фрезерный станок ЧПУ c ручной сменой инструмента K1616H
Сфера использования:
Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при строительстве и декорировании. Станок используется для обработки дерева, алюминия и других схожих материалов.
Станок используется для обработки дерева, алюминия и других схожих материалов.
Отличительные особенности:
Мощный двигатель 4.5 кВт .
Ручная смена инструмента
Серво-гибриды на перемещение по всем осям.
Плоские призматические направляющие.
Косозубые шестерни и рейки на перемещение по осям X и Y
Система управления RichAuto
Рабочий стол с Т-образными пазами по всей ширине .
Высокоточный шпиндель позволяет производить обработку материала в течение длительного времени. Частота вращения шпинделя до 18000 об/мин. | |
Т- образные пазы для механического крепления заготовок. | |
Простая и удобная конструкция с хорошим дизайном, эргономичностью и высокой функциональностью. | |
Выносной пульт пульт RichAuto A11E | |
Надежный высокочастотный преобразователь (инвертер) | |
Драйверы управления приводами Leadshine |
 Встроенная система ЧПУ.
Встроенная система ЧПУ..
ВНИМАНИЕ: Шеф-монтаж и пуско-наладочные работы по отдельному договору за
дополнительную плату.
No. | Наименования | Параметры |
1 | Рабочая область X,Y,Z, мм | 1600x1600x250 |
2 | Размер стола, мм | 1600×1680 |
3 | Точность позиционирования X,Y,Z, мм | ±0. |
4 | Смена инструмента | ручная |
5 | Тип привода X,Y | Профилированная плоская направляющая (Hiwin) и зубчатая рейка |
6 | Тип привода Z | Профилированная плоская направляющая (Hiwin) и ШВП |
7 | Тип двигателей приводов | серво-гибриды Leadshine |
8 | Макс. скорость свободного перемещения, м/мин. | 0-15 |
9 | Макс. | 0-12 |
10 | Шпиндель | 4.5 кВт. |
11 | Обороты шпинделя | 0-18000 об/мин. |
12 | Патрон | ER32 |
13 | Код команд | G код, *uoo, *mmg |
14 | Операционная система | RichAuto 11 |
16 | Внутренняя память | 256M (or Flash drive) |
17 | Разрешение X,Y | <0. |
18 | Поддерживаемое программное обеспечение | Artcam и другие Cad системы |
19 | Рабочее напряжение, В | 380 |
20 | Макс. потребляемая мощность, кВт | 7 |
21 | Габариты станка, мм | 2050х2500х2200 |
22 | Транспортные габариты, м | 2,1×1,9×0,65 стол 2,3×0,7×1,2 портал |
23 | Вес, кг | 600 |
 05
05 скорость фрезерования, м/мин.
скорость фрезерования, м/мин. 05mm
05mm
Размеры зоны обработки по осям X и Y, мм
1600×1600
Перемещение шпинделя по оси Z, мм
250
Частота вращения шпинделя, об/мин
0-18000
Скорость холостого хода, м/мин
15
Скорость рабочего хода, м/мин
12
Мощность шпинделя, Квт
4,5
Тип охлаждения шпинделя
Воздушное
Система управления
RichAuto A11
Тип передачи по осям X, Y
Профилированная плоская направляющая и зубчатая
Тип передачи по оси Z
ШВП
Тип электродвигателей перемещения
серво-гибриды Leadshine
Частота тока, Гц
50
Напряжение
380
Общая установленная мощность, кВт
7
Транспортные габариты
1,8*2,5*2,2 м
Вес, кг
600
Рекомендуемые
HH-504 Кромкооблицовочный автоматический станок
KCT
HH-505R Кромкооблицовочный автоматический станок
KCT
HH-405R Кромкооблицовочный автоматический станок
HH-406R Кромкооблицовочный автоматический станок
Похожие
Фрезерный станок ЧПУ 2100*3000
KCT
Назад
Автоматический станок для изготовления г-образного наличника мод.
 MDZ565 – Yuetong
MDZ565 – Yuetong
- Описание
- Технические характеристики
- Видео
- Техническая документация
Назначение
Станок предназначен для склеивания 2-х реек под углом 90 градусов и последующего их фрезерования в автоматическом режиме.
Область применения
Применяется на средних и крупных дверных производствах. Все операции, включая подачу и выгрузку заготовок, выполняются в автоматическом режиме
Конструктивные преимущества
|
|
Система автоматической подачи заготовок.
|
|
|
Толкатель с пневматическим приводом.
|
|
|
Фрезерный узел для формирования радиуса на рейке.
|
|
|
Узел предварительного фрезерования рейки перед склеиванием с другой рейкой.
|
|
|
Система автоматической подачи второй рейки
|
|
|
Узел клеенанесения
|
|
|
Зона прижима рейки
|
|
|
Фрезерный узел для формирования радиуса на второй рейке (на мод.
|
|
|
Полировальный узел
|
|
|
Узел фрезерования (мод. В,С)
|
|
|
Узел фрезерования паза (мод. С)
|

 A,B,C)
A,B,C)
| Наименование | MDZ565 |
|---|---|
| Толщина заготовки, мм | 8 – 20 |
| Ширина заготовок, мм | Мин. 50 мм, макс. 100 мм (при двойном радиусе) 50 мм, макс. 100 мм (при двойном радиусе) |
| Длина заготовок, мм | 900-2400 |
| Минимальное расстояние между заготовками, мм | 400 |
| Скорость подачи, м/мин | 24 |
| Габаритные размеры, мм | 11500х 1350х 1650 |
| Масса, кг | 2300 |
Типы фрезерных станков — LaserCut
Фрезерный станок — агрегат, который предназначен для работы с различными поверхностями из металла, дерева, пластика, органического стекла.
С их помощью происходит фрезерная обработка заготовок, вращающихся тел, зубчатых колес. Значительное место среди этих станков занимает сверлильный вариант.
Значительное место среди этих станков занимает сверлильный вариант.
Шпиндель – важнейшая деталь фрезерных станков. Этот элемент фрезерных станков представляет собой вал, закрепляющий фрезерно обрабатываемую деталь, а также сверлильные, фрезерные, расточные, режущие инструменты станков. Длина шпинделя регулируется вручную или автоматически.
Все фрезерные станки отличаются по:
- степени автоматизации;
- конструкции;
- назначению.
Фрезерные агрегаты в зависимости от управления можно разделить на следующие группы станков:
- автоматические станки с числовым программным управлением, которые обеспечивают полностью автоматизированный фрезерный процесс;
- полуавтоматические станки, требующие частичного участия работающего с ними человека;
- ручные фрезерные станки нуждающиеся в полном контроле со стороны оператора.
Соответственно, цена на эти виды станков будет отличаться. Это вызвано тем, что автоматический фрезерный станок с ЧПУ будет иметь большую производительность. Фрезерные станки делятся на консольные и бесконсольные модели.
Фрезерные станки делятся на консольные и бесконсольные модели.
Наиболее часто встречаются именно консольные станки.
Такие станки могут быть следующих типов:
- вертикально фрезерный станок с вертикальным шпинделем;
- универсально фрезерный станок;
- широкоуниверсальный фрезерный станок с богатейшим дополнительным оснащением: разного вида тисками, круглыми и угловыми столами, дополнительными шпиндельными головками, наборами режущих, а также сверлильных инструментов;
- горизонтальный фрезерный станок с неповоротным столом;
- маленький фрезерный станок, который хорошо справляется с задачами обработки разных небольших металлических деталей при работах в небольших мастерских.
Вертикальный фрезерный станок
Вертикально фрезерные станки бывают с крестовым столом, а также бесконсольного типа. Вертикальные агрегаты универсальные, поскольку они позволяют фрезерно обрабатывать как небольшие детали из разных материалов, так и большие по размеру тяжелые заготовки в вертикальной плоскости.
Для обработки поверхностей под наклоном и вертикально, а также для изготовления сверлильных пазов внутри деталей крупных габаритов используется вертикально фрезерный станок по металлу, который представляет собой бесконсольный станок.
Именно такой вертикальный фрезерный станок гарантирует более высокую точность, жесткость при работе с большими тяжелыми деталями.
Фрезерный станок такого типа имеет шпиндель, который можно вертикально перемещать по направляющим стойки, а также сдвигать его в осевом направлении. Заказать и купить вертикально фрезерный станок по выгодной цене лучше всего через интернет на сайте компании Lasercut.
Наши менеджеры с инженерным образованием помогут выбрать наиболее подходящий вертикальный фрезерный станок в соответствии с конкретными потребностями заказчика. Интернет-магазин фирмы Lasercut предлагает вертикально фрезерные станки разных типов, назначения, цен и конструкций: вертикальный, сверлильный станок фрезерный, универсальные фрезерные вертикальные станки.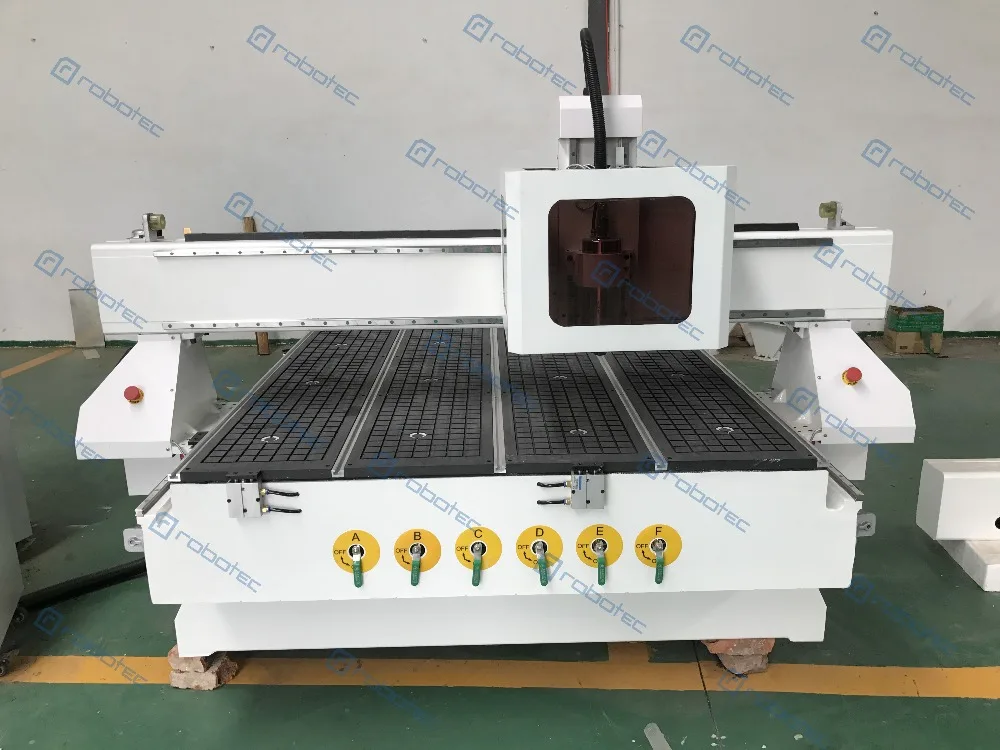
Универсальный фрезерный станок по металлу
Для обработки разнообразных поверхностей в условиях небольшого производства наиболее подойдут универсальные фрезерные станки. При их использовании можно решать разнообразные задачи с помощью, применяя сверлильные, угловые, торцовые, фасонные, дисковые фрезы.
Универсально фрезерный станок позволяет работать вертикально, горизонтально, а также обрабатывать углы, пазы, винтовые поверхности. Он работает эффективно в разных плоскостях.
Купить универсально мини фрезерный станок легко через интернет на сайте компании Lasercut. Наши специалисты подробно опишут возможности того или другого агрегата, наглядно демонстрируя преимущества определенных станков. Цена порадует самого притязательного клиента, поскольку в цену входит гарантийное обслуживание специалистов, а также возможная доставка.
Многоцелевые фрезерные станки
Многоцелевой универсально фрезерный станок отличается дополнительной шпиндельной головкой, которая может поворачиваться вертикально, а также горизонтально под любым углом. При этом возможна раздельная или одновременная работа двумя шпинделями.
При этом возможна раздельная или одновременная работа двумя шпинделями.
Универсально фрезерный станок эффективно выполняет сверлильные, фрезеровальные работы, а также растачивание и зенкерование.
Фрезерный многоцелевой агрегат универсальный и применяется в инструментальных и экспериментальных цехах для изготовления широкого перечня разнообразных деталей.
Получить исчерпывающую информацию об оборудовании от менеджеров с инженерным образованием лучше на сайте компании Lasercut. Заказать и приобрести станки фрезерные различных конфигураций легко в нашем интернет-магазине. При этом цена будет доступной для разных категорий клиентов, которые нуждаются в подобном оборудовании.
Сверлильно-фрезерные станки по металлу
Сверлильный фрезерный станок необходим для продуктивной работы в ремонтных мастерских, а также на предприятиях разного уровня по обработке металла. Сверлильные работы занимают значительное место среди разных фрезерных способов обработки металла.
Поэтому именно сверлильный фрезерный станок представляет наиболее универсальный вариант для любой фирмы и предприятия независимо от его масштаба. С другой стороны, при покупке такого сверлильного оборудования можно выбрать более выгодную стоимость среди широкого перечня цен.
С другой стороны, при покупке такого сверлильного оборудования можно выбрать более выгодную стоимость среди широкого перечня цен.
С одной стороны, универсальный фрезерный станок, вертикальный фрезерный станок стоят дороже, чем сверлильно-фрезерный станок. С другой стороны, наиболее приятную обоснованную цену предложат на сайте компании Lasercut.
Именно здесь на основе всесторонней информации о фрезерных возможностях станков любой конкретный клиент сделает правильный выбор и необходимое именно ему приобретение.
Автоматические циклы фрезерных станков
- Настройка станков на работу по автоматическому циклу
- Механизмы управления автоматическим циклом работы станка
- Работа механизмов стола консольно-фрезерного станка
- Механизм включения продольной подачи стола
- Механизм автоматического цикла
- Настройка станка на автоматические циклы
- Устройства управления фрезерным консольно-фрезерным станком
- История производства станков Горьковским станкостроительным заводом, ГЗФС
Содержание
Управление продольным движением стола с помощью кулачков для простейшей автоматизации процесса обработки появились на самых первых серийных моделях фрезерных станков Горьковского завода фрезерных станков, основанного в 1931 году.
Все серии консольно-фрезерных станков (6Н, 6М, 6Р и 6Т) имеют возможность использовать полуавтоматический (скачкообразный) и автоматический (маятниковый) циклы обработки, что дает возможность использовать универсальные фрезерные станки на отдельных операциях в серийном производстве.
Работу по полуавтоматическому (скачкообразному) циклу целесообразно вести при фрезеровании деталей, у которых обрабатываемые поверхности (например, бобышки) расположены на значительном расстоянии друг от друга.
При автоматическом (маятниковом) цикле обрабатываемые детали устанавливаются поочередно то на правой, то на левой стороне стола. Во время обработки детали, расположенной на одной стороне стола, фрезеровщик снимает обработанную деталь на другой его стороне и устанавливает новую. Стол станка в этом случае непрерывно совершает замкнутый цикл движения: быстро вправо — подача вправо — быстро влево — подача влево и т. д.
Настройка станков на работу по автоматическому циклу
Современные консольно-фрезерные станки снабжены устройством, с помощью которого управление продольным движением стола может осуществляться по автоматическому циклу.
Различают два таких цикла:
- скачкообразный (полуавтоматический)
- маятниковый (автоматический)
Управление этими циклами осуществляется с помощью специальных кулачков, устанавливаемых в боковом Т-образном пазу стола. Кулачки, расположенные в заданной последовательности и на требуемом расстоянии, воздействуют на звездочку управления быстрыми и рабочими продольными перемещениями стола, а также на рукоятку переключения продольной подачи, что позволяет управлять рабочими движениями стола автоматически.
Установка кулачков в боковом Т-образном пазу стола
Установка кулачков в боковом Т-образном пазу стола. Смотреть в увеличенном масштабе
Установка кулачков в боковом Т-образном пазу стола
Установка кулачков в боковом Т-образном пазу стола. Смотреть в увеличенном масштабе
- Кулачки № 1—4 (рис. 25) различаются между собой конструктивно.
- Кулачки № 1 и 2 предназначены для остановки движения стола.
 При движении стола вправо кулачок № 1, а при движении влево кулачок № 2, воздействуя на выступы рукоятки переключения продольной подачи, ставят ее в среднее положение и тем самым обеспечивают остановку стола.
При движении стола вправо кулачок № 1, а при движении влево кулачок № 2, воздействуя на выступы рукоятки переключения продольной подачи, ставят ее в среднее положение и тем самым обеспечивают остановку стола. - Кулачки № 1 и 2 никогда не должны сниматься со станка, так как они ограничивают продольный ход стола влево и вправо в допустимых пределах. В случаях, когда требуется производить остановку стола не в крайних положениях (например, при движении по полуавтоматическому скачкообразному или автоматическому циклу), эти кулачки устанавливаются и закрепляются в тех точках, где это необходимо в соответствии с циклом.
- Кулачки № 3 и 4 предназначены для переключения движения стола с быстрого хода на рабочую подачу или с рабочей подачи на быстрый ход, при этом кулачком № 3 указанные переключения производятся при движении стола вправо, а кулачком № 4 — при движении стола влево. Эти кулачки различаются между собой лишь положением поворотного рычажка а, который при необходимости можно переставлять в другую сторону, превращая, таким образом, кулачок № 3 в кулачок № 4, и наоборот.

Изменение направления движения стола (реверсирование) с одновременным переключением его с рабочей подачи на быстрый ход производится либо совместно работающими кулачками № 1 и 3 (при движении стола вправо), либо кулачками № 2 и 4 (при движении стола влево). Так как в точках реверса кулачки № 1 и 3 и №2 и 4 работают одновременно, их следует устанавливать вплотную друг к другу, в противном случае реверсирования движения стола может не получиться.
Переключение с рабочей подачи на быстрый ход или с быстрого хода на рабочую подачу и реверсирование движения могут быть осуществлены в любом месте хода и при любом направлении движения стола и ограничиваются лишь возможностью установки соответствующих кулачков в требуемых точках.
На рис. 25 приведены схемы установки кулачков и соответствующие им схемы (циклограммы) движений стола. Так, при установке кулачков для работы по скачкообразному циклу вправо стол станка получает движения, которые можно проследить по схеме на рис. 25, а: от начала цикла — быстро вправо до момента подхода обрабатываемой детали к инструменту (фрезе), когда кулачок № 3, воздействуя на звездочку управления, произведет переключение с быстрого хода вправо на рабочую подачу в том же направлении. По окончании обработки, когда фреза выйдет из контакта с заготовкой, кулачок № 1 воздействует на рукоятку переключения продольной подачи, а кулачок № 3 — на звездочку управления, при этом стол станка получит быстрое перемещение в обратном направлении.
25, а: от начала цикла — быстро вправо до момента подхода обрабатываемой детали к инструменту (фрезе), когда кулачок № 3, воздействуя на звездочку управления, произведет переключение с быстрого хода вправо на рабочую подачу в том же направлении. По окончании обработки, когда фреза выйдет из контакта с заготовкой, кулачок № 1 воздействует на рукоятку переключения продольной подачи, а кулачок № 3 — на звездочку управления, при этом стол станка получит быстрое перемещение в обратном направлении.
В конце быстрого хода стола влево на выступ рукоятки переключения продольной подачи воздействует кулачок № 2. Он поставит рукоятку в среднее положение, при котором прекратится движение стола.
После остановки стола (деталь при этом отведена от вращающейся фрезы) фрезеровщик снимает деталь, устанавливает на ее место новую заготовку и затем включает станок, давая этим импульс для повторения цикла.
На рис. 25, б показана аналогичная схема, при которой стол с закрепленной на нем деталью получает движения: быстро влево— подача влево — быстро вправо — стоп. В этом случае вместо кулачков № 3 устанавливаются кулачки № 4.
В этом случае вместо кулачков № 3 устанавливаются кулачки № 4.
Таким образом, получается тот же цикл движений, но в противоположном направлении.
Работу по полуавтоматическому скачкообразному циклу (схемы на рис. 25, а и б) целесообразно вести при фрезеровании деталей, у которых обрабатываемые поверхности (например, бобышки) расположены на значительном расстоянии друг от друга.
При автоматическом маятниковом цикле обрабатываемые детали устанавливаются поочередно то на правой, то на левой стороне стола. Во время обработки детали, расположенной на одной стороне стола, фрезеровщик снимает обработанную деталь на другой его стороне и устанавливает новую. Стол станка в этом случае непрерывно совершает замкнутый цикл движения: быстро вправо — подача вправо — быстро влево — подача влево и т. д.
Как видно из рис. 25, в, в этом случае справа устанавливаются два кулачка № 4, а слева — два кулачка № 3.
Механизмы управления автоматическим циклом работы станка
Схема установки кулачков
Схема установки кулачков для автоматических циклов станка. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Настройка фрезерного станка на автоматический цикл работы предполагает движение узлов станка в определенной последовательности с определенной скоростью в требуемом направлении на необходимое расстояние. Так, например, стол вертикально-фрезерного станка мод. 6Р12 может быть настроен на следующие циклы работ: полуавтоматический — быстро вперед — рабочая подача — быстро назад или вперед — стоп; автоматический маятниковый — быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо и т. д.
Тот или иной цикл работы обеспечивают соответствующей установкой на столе станка (см. рис. 45) кулачков 21, 22, 25 и 26, один из которых, воздействуя на выступы рукоятки 24 переключения продольного хода, реверсируют движение стола, другие, поворачивая звездочку 23, включают быстрый ход стола. Кулачки в конечном итоге через рукоятку и звездочку воздействуют на конечные электрические выключатели, которые переключают направление вращения двигателя подачи или включают электромагнит в механизме управления быстрым ходом стола (см. рис, 49).
рис, 49).
На рис. 51 даны схемы установки кулачков для различных циклов работ фрезерного станка.
Для полуавтоматического цикла работы расстановка кулачков на столе станка приведена на рис. 51,а. При включении станка стол движется быстро вправо до тех пор, пока кулачок 3 не повернет звездочку 4, в результате чего стол будет продолжать движение в ту же сторону, но уже с медленной рабочей подачей. В конце хода стола кулачки 1 и 2, поворачивая одновременно соответственно звездочку 4 и рукоятку 5, включают быстрое обратное движение стола. В конце обратного хода стола кулачок 6 устанавливает рукоятку в среднее положение, и стол останавливается. Для повторения цикла работы станка необходимо снова нажать кнопку «Пуск». Кулачок 7 играет роль предохранителя.
Автоматический маятниковый цикл работы станка обеспечивают расстановкой кулачков по схеме рис. 51,б. При включении станка стол движется, быстро вправо до тех пор, пока кулачок 3 не подойдет к звездочке и не повернет ее. После этого устанавливается медленная рабочая подача стола в ту же сторону. В конце хода стола кулачки 1 и 2, воздействуя одновременно на рукоятку и звездочку, реверсируют направление движения стола и включают ускоренное перемещение. При обратном движении стола сначала кулачок 8 поворотом звездочки устанавливает медленную рабочую подачу стола, а в конце хода кулачки 6 и 9 реверсируют движение стола и включают ускоренное его перемещение. Далее цикл повторяется, прервать его можно нажатием кнопки «Стоп».
В конце хода стола кулачки 1 и 2, воздействуя одновременно на рукоятку и звездочку, реверсируют направление движения стола и включают ускоренное перемещение. При обратном движении стола сначала кулачок 8 поворотом звездочки устанавливает медленную рабочую подачу стола, а в конце хода кулачки 6 и 9 реверсируют движение стола и включают ускоренное его перемещение. Далее цикл повторяется, прервать его можно нажатием кнопки «Стоп».
Схемы передачи движения от рукоятки 5 и звездочки 4 до соответствующих конечных выключателей приведена на рис. 51, в, г.
Рукоятка 5 (рис. 51, в), отклоняясь от среднего (нейтрального) положения, через тягу 14 и палец 13 качает рычаг 12, который нажимает на конечные выключатели 10 или 11, замыкая одни и размыкая другие их контакты. В результате осуществляется реверс электродвигателя подачи, а значит, и стола.
Звездочка 4 (рис. 51, г) связана с дисковым кулачком 15. Кулачок по окружности имеет четыре глубокие и четыре неглубокие впадины, которые чередуются. Шток 16, попадая при повороте кулачка в глубокую впадину или на наружную поверхность кулачка, замыкает контакты конечного выключателя 17, в результате срабатывает электромагнит 1 (см. рис. 50) и стол получает ускоренное перемещение. При моменте нахождения штока в неглубокой впадине контакты конечного выключателя разомкнуты и стол перемещается с рабочей подачей.
Шток 16, попадая при повороте кулачка в глубокую впадину или на наружную поверхность кулачка, замыкает контакты конечного выключателя 17, в результате срабатывает электромагнит 1 (см. рис. 50) и стол получает ускоренное перемещение. При моменте нахождения штока в неглубокой впадине контакты конечного выключателя разомкнуты и стол перемещается с рабочей подачей.
Работа механизмов стола консольно-фрезерного станка
Профиль направляющих стола выполнен в виде ласточкина хвоста. Концевые кронштейны стола, поддерживающие винт, устанавливаются по фактическому расположению винта и фиксируются с помощью контрольных штифтов.
Радиальные подшипники ходового винта выполнены в виде втулок из чугуна марки Ц-2, запрессованных в кронштейны.
Эти втулки должны каждую смену смазываться.
Упорные подшипники смонтированы на разных концах винта, что устраняет возможность работы ходового винта на продольный изгиб. Практически важно иметь предварительный натяг ходового винта гайками с усилием 100—125 кг, на что необходимо обращать внимание при повторном монтаже.
Если станок работает с тяжелыми, часто повторяющимися нагрузками, то возникает необходимость подтяжки винта.
Разрез по ходовому винту консольно-фрезерного станка
Разрез по ходовому винту консольно-фрезерного станка. Смотреть в увеличенном масштабе
Для осуществления привода шпинделя делительной головки шейка ходового винта с правой стороны имеет шпонку. Эта шейка обычно закрыта съемным колпачком (рис. 39).
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 7, смонтированной во втулках 4 и 8.
Гильза имеет наружные шлицы, через которые ее вращает кулачковая муфта б; последняя получает вращение при сцеплении с торцовыми кулачками муфты 5, жестко связанной с коническим зубчатым колесом. Кулачковая муфта 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола, поставляемого по особому заказу потребителя.
Блок конических зубчатых колес 9 имеет верхнее зубчатое колесо со спиральным зубом типа Клингельнберг с передаточным отношением 1:1. При повторном монтаже необходимо обращать внимание на правильную установку компенсаторов.
При повторном монтаже необходимо обращать внимание на правильную установку компенсаторов.
Правая из двух гаек ходового винта (гайка 3) неподвижна и зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую, при повороте ее червяком выбирает люфт в винтовой передаче.
Зажим салазок на консоли происходит за счет подтягивания планки 10 эксцентриком, имеющим эксцентриситет 1 мм. Подтяжка гайки по месту дает возможность компенсировать износ и устанавливать зажим соответственно наиболее удобному угловому положению рукоятки.
Механизм включения продольной подачи стола
Устройства управления консольно-фрезерным станком
Устройства управления консольно-фрезерным станком. Смотреть в увеличенном масштабе
Рукоятка продольного хода жестко соединена с осью 5 (рис. 40).
Ось поворачивается в игольчатом подшипнике 6 и втулке 1 и поворачивает вместе с собой копир 8. Копир 8 находится в контакте с роликом, который в процессе переключения катится по его кривой. При выключенном положении рукоятки ролик находится в глубокой средней впадине копира, при включенных положениях — в одной из боковых малых впадин.
При выключенном положении рукоятки ролик находится в глубокой средней впадине копира, при включенных положениях — в одной из боковых малых впадин.
Движение ролика через рычаг 14 передается штоку 5 и через зубчатое колесо 4 — рейке 8 и вилке, ведущей кулачковую муфту (рис. 41).
Пружина 1, регулируемая пробкой 9, постоянно нажимает на шток 3.
Внутри штока 5 имеется пружина 2, которая обеспечивает возможность включения рукоятки при попадании зуба на зуб в кулачковой муфте.
Регулирование пружины 2 производится винтом 10 при помощи ключа, который вставляется через отверстие пробки 9.
Следует помнить, что чрезмерное сжатие пружины 1 ослабляет действие пружины 2.
В случае прощелкивания муфты при включении быстрого хода рекомендуется подтянуть пружину 2.
На одной оси с рычагом 14 сидит рычаг 12, который служит для выключения кулачковой муфты кулачком 11.
Кулачок 11 приклепан к тяге, соединяющей основную рукоятку продольного хода с дублирующей.
Включение и реверсирование электродвигателя подач происходит при помощи конечных выключателей 20, на которые через пальцы 13 воздействует своими скосами кулачок 11.
Отключение двигателя происходит после выключения кулачковой муфты благодаря скосам кулачка 11.
Для автоматической остановки стола на ступице рукоятки продольного хода со стороны, обращенной к столу, имеются два выступа, расположенные на разной высоте, на которые воздействуют кулачки 1 и 2 (см. рис. 36).
Сняв крышку 15 (см. рис. 41), можно проверить работу контактов конечных выключателей, а в случае необходимости очистить их от пригара.
На переднем торце салазок, с правой стороны, на валике, крепится второй маховичок ручного перемещения стола. Маховичок через коническую и цилиндрическую передачи связан с кулачковой муфтой. При включении кулачковой муфты маховичок отключается. Цилиндрическое зубчатое колесо 7 подпружинено на случай попадания зуба на зуб.
Механизм автоматического цикла
На оси рукоятки продольного хода смонтированы звездочки включения быстрого хода, работающие только при автоматическом цикле (см. рис. 40). Звездочка 7 получает вращение от возвратного пружинного кулачка, укрепляемого в пазу стола, и передает его нижней звездочке 2. Нижняя звездочка, как это видно из рис. 41, имеет различную глубину впадин, что при повороте ее на 45° дает разный ход штоку 18, который воздействует на конечный выключатель 19 и при замыкании его контактов через магнитный пускатель включает электромагнит быстрого хода.
Нижняя звездочка, как это видно из рис. 41, имеет различную глубину впадин, что при повороте ее на 45° дает разный ход штоку 18, который воздействует на конечный выключатель 19 и при замыкании его контактов через магнитный пускатель включает электромагнит быстрого хода.
Конечный выключатель имеет две пары контактов, обеспечивающих получение автоматического переключения с быстрого хода на подачу и наоборот.
При быстром ходе шток 18 входит своим концом в глубокие впадины нижней звездочки, осуществляя фиксацию обеих звездочек и обеспечивая замыкание контактов конечного выключателя.
При воздействии кулачка на верхнюю звездочку последняя вместе с нижней звездочкой поворачивается, в результате чего шток выходит на участок постоянной кривизны нижней звездочки. В этот момент замыкается вторая пара контактов. После этого шток заскакивает в более мелкие впадины, фиксируя обе звездочки в новом положении.
В этом положении оба контакта должны быть разомкнуты (положение рабочей подачи).
Установка рукоятки продольного хода в положение «стоп» (среднее положение рукоятки) дает выключение подачи или быстрого хода во всех случаях, независимо от настройки станка на автоматический цикл или ручное управление, за исключением момента поворота звездочки 7 (см. рис. 40), сидящей на оси рукоятки продольного хода 5, кулачком автоматического цикла. В этот момент стол можно остановить только кнопкой «Стоп». Перед включением стола после такой остановки необходимо проверить, зафиксирована ли звездочка. Для получения автоматических реверсов стола имеется механизм запирания муфты.
Разрез этого механизма показан на рис. 42.
Для запирания муфты необходимо при помощи ключа нажать на валик-шестерню 1 и повернуть его до фиксации в положении «Автоматическое управление столом».
При нажатии на валик-шестерню рейка 4 расцепляется с зубчатым колесом 5 и сцепляется с валиком-шестерней 1. Поворотом валика-шестерни кулачковая муфта 6 (см. рис. 41) перемещается и входит в зацепление с кулачковым зубчатым колесом 5.
С этого момента муфта уже не может быть выключена рукояткой продольного хода.
Механизм запирания муфты сблокирован с рукояткой продольного хода таким образом, что переключение можно произвести только в среднем (нейтральном) положении рукоятки. Это достигается за счет Т-образного паза в зубчатом колесе 5 и штифта 6, установленного в корпусе салазок (см. рис. 42).
При нажатии на валик-шестерню 1 при помощи конуса 2 и пальца 3 размыкаются контакты конечного выключателя, блокирующего цепь включения поперечной и вертикальной подач. Это необходимо для того, чтобы при запертой муфте не произошло включения одновременно двух движений — стола и салазок или стола и консоли, что может привести к поломке (см. рис. 41 и 42).
Настройка станка на автоматические циклы
Стол может настраиваться на следующие автоматизированные циклы работ:
- Полуавтоматический скачкообразный цикл: быстро вправо — подача вправо — быстро назад (влево) — стоп. Указанный цикл при желании может быть установлен в левую сторону.

- Автоматический маятниковый цикл: быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо и т. д.
При настройке на автоматический цикл надо иметь в виду следующее:
Переключение с подачи на быстрый ход или с быстрого хода на подачу осуществимо в любом месте хода и при любом направлении движения и ограничивается лишь возможностью установки кулачков в данной точке.
Для того чтобы настроить станок на автоматическую работу, необходимо отключить его, поставить средний переключатель на дверке правого электрошкафа, а переключатель на переднем торце салазок—в положение «автоматическое управление столом», подключить станок к сети и после этого начать установку кулачков согласно вышеприведенным схемам.
Установка переключателя на переднем торце салазок производится при среднем положении рукоятки продольного хода. При установке может оказаться, что попадает зуб на зуб в кулачковой муфте продольного хода стола, вследствие чего переключатель не фиксируется. В этом случае необходимо несколько повернуть винт стола за маховичок, находящийся на торце стола.
В этом случае необходимо несколько повернуть винт стола за маховичок, находящийся на торце стола.
На все станки завод поставляет кулачки для работы по циклу: быстро вправо — подача вправо — быстро назад (влево) — стоп.
Настройка на автоматические циклы
Настройка на автоматические циклы станка. Смотреть в увеличенном масштабе
Указанный цикл при желании может быть установлен в левую сторону (всего четыре кулачка — № 1, 2, 3 и 4 согласно рис. 43).
Для случаев, когда возвращать обработанное изделие под фрезой нежелательно, можно рекомендовать незамкнутый цикл по схеме: быстро — подача — быстро — стоп.
Остановка движения стола вправо или влево производится кулачками № 1 и 2 в соответствии с таблицей, помещенной на передней крышке салазок. Эти кулачки воздействуют на выступы рукоятки переключения продольного хода. Кулачки № 1 и 2 никогда не должны сниматься со станка, так как они ограничивают крайние положения стола.
Переключение с подачи на быстрый ход или с быстрого хода на подачу (при движении стола вправо или влево) согласно таблице, помещенной на крышке спереди салазок, производится кулачками № 3 и 4, воздействующими на звездочку быстрого хода.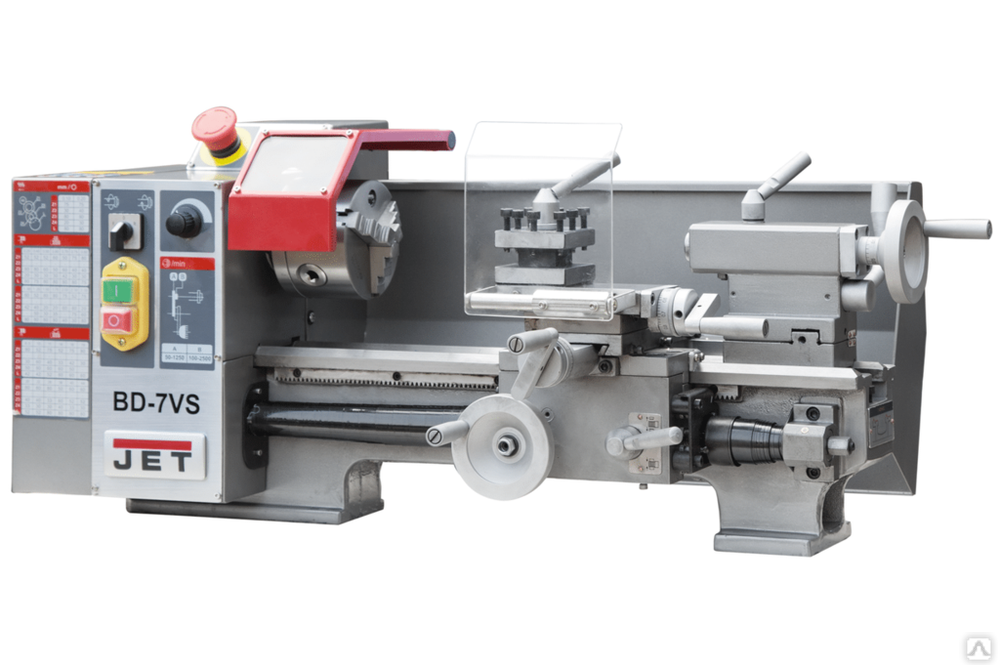 Правый и левый кулачки различаются между собой лишь положением рычага. При необходимости рычаг можно переставить в другую сторону.
Правый и левый кулачки различаются между собой лишь положением рычага. При необходимости рычаг можно переставить в другую сторону.
Кулачки, воздействующие на звездочку, работают только в том случае, если рукоятка на правой дверке электрошкафа находится в положении «автоматический цикл». При работе с ручным управлением рекомендуется эти кулачки переставить на неработающую часть стола или снять.
По особому заказу завод поставляет кулачки № 3 и 4 в дополнительном количестве для обеспечения работы на автоматическом маятниковом цикле.
В точках реверса кулачки № 1 и 3, 2 и 4 работают одновременно, поэтому их нужно устанавливать так, чтобы получить согласованный разворот рукоятки и звездочки.
Устройства управления фрезерным консольно-фрезерным станком 6Р12
Устройства управления рассмотрим на примере фрезерного станка серии Р (Устройства управления станков серий Н и М построены аналогично и отличаются только конструкцией некоторых элементов) На рис. 92, а показано расположение рукояток и панелей управления станком мод. 6Р12, а на рис. 92, б — связь этих рукояток с механизмами управления.
6Р12, а на рис. 92, б — связь этих рукояток с механизмами управления.
Для управления электродвигателями станка служат основные 22—23, дублирующие 6—8 и вспомогательные пульты. Для включения главного движения («Пуск шпинделя») нажимают кнопку 23 или 7, а для остановки — кнопку «Стоп» (22 или 8). Кнопки 24 и 6 служат для включения быстрого хода стола. На вспомогательном пульте размещены кнопки, которыми пользуются реже. Это переключатели ввода «Включено-выключено» 14, насоса охлаждения 13, направления вращения шпинделя 12.
Хорошо видны знакомые нам грибок — указатель частот вращений шпинделя 5 и рукоятка переключения частоты вращения шпинделя 9, грибок с фиксатором 17 для переключения подач и указатель подач. Чтобы при переключениях облегчить ввод в зацепление зубчатых колес, нажимают кнопку 4 «Импульс шпинделя».
Переключатель 32 для перехода с ручного на автоматическое управление и для включения привода круглого станка размещен с другой стороны станка (рис. 92, в). Для включения продольной подачи служат рукоятка 21 и дублирующая рукоятка 11, имеющие три фиксированных положения: среднее, левое — подача стола влево, правое — подача стола вправо. Здесь, так же как и для включения подачи салазок и консоли, применено мнемоническое управление: направление поворота рукоятки соответствует направлению подачи. Подача салазок и консоли включается рукояткой 16 (или дублирующей 15), имеющей четыре положения: вперед-назад, вверх-вниз.
Здесь, так же как и для включения подачи салазок и консоли, применено мнемоническое управление: направление поворота рукоятки соответствует направлению подачи. Подача салазок и консоли включается рукояткой 16 (или дублирующей 15), имеющей четыре положения: вперед-назад, вверх-вниз.
Устройства управления фрезерным консольно-фрезерным станком 6Р12
Устройства управления фрезерным консольно-фрезерным станком 6Р12. Смотреть в увеличенном масштабе
Разберем теперь схему взаимодействия устройств управления (см. рис. 92, б).
Управление продольной подачей электромеханическое. Рукоятка 21 (или 11) при повороте влево или вправо сектором 42 действует на рычаг 38, заставляя его повернуться против часовой стрелки и сместить влево шток 33, правый конец которого представляет собой рейку, находящуюся в зацеплении с зубчатым колесом 36. Зубчатое колесо 36 сцеплено со второй рейкой 39, соединенной с вилкой 35 включения муфты М1 продольной подачи. Обратим внимание на то, что поворот рукоятки продольной подачи как влево, так и вправо приводит непосредственно только к включению муфты продольной подачи, а направление продольной подачи изменяется с помощью электрических конечных выключателей КВ1 и КВ2, предназначенных для включения и реверсирования электродвигателя подач. Тот или другой выключатель срабатывает при повороте коромысла 41 пальцем 40, закрепленным на тяге 37. Отметим, что управление продольной подачей при работе станка на автоматическом цикле электрическое. Поэтому систему управления продольной подачей называют комбинированной электромеханической системой.
Тот или другой выключатель срабатывает при повороте коромысла 41 пальцем 40, закрепленным на тяге 37. Отметим, что управление продольной подачей при работе станка на автоматическом цикле электрическое. Поэтому систему управления продольной подачей называют комбинированной электромеханической системой.
Электромеханическая система служит и для переключения подач салазок и консоли. Рукоятка 11 находится в гнезде фигурного барабана 51. С помощью рукоятки можно повернуть барабан или переместить его вдоль оси, при этом коромысло 52, опирающееся на фигурные выступы барабана, поворачивается и с помощью тяги и рычага включает муфту подачи салазок М2 или консоли М3. Одновременно скошенная часть барабана действует на конечный выключатель КВ5 или КВ6 и включается прямое или обратное вращение двигателя коробки подач. Для включения фрикционной муфты быстрого хода (при любом направлении подачи) имеется еще одна система рычагов. При включении электромагнита 49 нажатием кнопки 24 «Быстро стол» его сердечник втягивается и тяга 45 через пружину 48 поворачивает рычаги 44 и 47. Рычаг 47 сжимает диски фрикционной муфты 50, и включается быстрый ход.
Рычаг 47 сжимает диски фрикционной муфты 50, и включается быстрый ход.
Работа станка на автоматическом цикле
Работа станка на автоматическом цикле позволяет управлять движениями стола с помощью кулачков и конечных выключателей без участия рабочего. Для этого включают и оставляют включенной муфты продольной подачи. Включение выполняют не рукояткой продольной подачи, а с помощью механизма запирания муфты.
Механизм состоит из вала-шестерни 43, который своим концом входит в отверстие зубчатого колеса 36 и служит для него осью вращения. Нажимая на передний конец вала-шестерни 43, смещают его и зубчатое колесо 36 вперед таким образом, что рейка 39 выходит из зацепления с зубчатым колесом 36 и сцепляется с валом-шестерней 43. Поворачивая теперь вал-шестерню 43 отверткой, перемещают влево рейку 39 до момента включения муфты М1. Теперь продольная подача уже не может быть выключена рукояткой 21 (хотя поворот рукоятки и возможен). Важно уяснить такую особенность работы механизма запирания муфты: перемещение зубчатого колеса 36 в осевом направлении (см. рис. 92, б) возможно только тогда, когда ее продольный паз П находится против фиксатора 53.
рис. 92, б) возможно только тогда, когда ее продольный паз П находится против фиксатора 53.
Это положение зубчатое колесо занимает, когда рукоятка 21 продольной подачи находится в среднем положении. Следовательно, перед запиранием муфты необходимо поставить рукоятку продольной подачи в среднее положение. При ручном управлении фиксатор 53 не мешает повороту зубчатого колеса 36 рукояткой 21, так как зубчатое колесо выходит из зацепления с ним.
Механизм запирания муфты выполняет еще одну роль. При смещении вперед вала-шестерни 43 (см. рис. 92, б) конус К нажимает на конечный выключатель КВЗ, который блокирует электрическую цепь включения поперечной и вертикальной подач. Этим исключается возможность включения при запертой кулачковой муфте продольной подачи одновременно двух движений — стола и салазок или стола и консоли.
Для автоматического изменения направления и скорости направления хода стола станка служат специальные кулачки, устанавливаемые в пазу стола (см. рис. 92, а). Изменение направления хода стола происходит в тот момент, когда кулачок-упор поворачивает рукоятку продольной подачи, а последняя включит один из выключателей КВ1, КВ2 (см. рис. 92, б). При повороте рукоятки повернется и связанное с ней зубчатое колесо 43. Фиксатор 53 не будет мешать повороту, так как будет находиться в кольцевом пазу Ш зубчатого колеса 36.
Изменение направления хода стола происходит в тот момент, когда кулачок-упор поворачивает рукоятку продольной подачи, а последняя включит один из выключателей КВ1, КВ2 (см. рис. 92, б). При повороте рукоятки повернется и связанное с ней зубчатое колесо 43. Фиксатор 53 не будет мешать повороту, так как будет находиться в кольцевом пазу Ш зубчатого колеса 36.
Для переключения скорости движения стола с рабочей подачи на быстрый ход служат переключатель КВ4 и другие кулачки, действующие на звездочку 34 (см. рис. 92, а и б). Звездочка 34 соединена с кулачком 46, но может свободно поворачиваться на оси рукоятки.
Расставляя в нужных местах паза стола кулачки, можно получать различные циклы движений: полуавтоматический вправо и влево (Ц1 и Ц2), автоматический маятниковый (Ц3) и др.
Рубикон, 2019
Читайте также: Заводы производители фрезерных станков в России
Связанные ссылки. Дополнительная информация
ам необходимо знать о Автоматизированный Фрезерный Станок от производителя, поставщика, оптовика, дистрибьютора и фабрики Автоматизированный Фрезерный Станок.

Please type search text…
Language
Choose
Language:
- English
- Français
- Deutsch
- Русский
- Português
- Italiano
- हिन्दी
- Español
- Nederlandse
- العربية
- Tiếng Việt
- ภาษาไทย
- Bahasa Indonesia
- বাঙ্গালী
- Türk
- 繁體中文
Yih Kuan Ent Co. , Ltd. — ориентированная на экспорт компания, поставляющая Автоматизированный Фрезерный Станок на мировой рынок. У нас есть собственный завод, расположенный в Taiwan. Мы можем поставлять клиенту виды продукции с конкурентоспособной ценой и хорошим качеством. Наша компания занимается бизнесом в этой отрасли.
, Ltd. — ориентированная на экспорт компания, поставляющая Автоматизированный Фрезерный Станок на мировой рынок. У нас есть собственный завод, расположенный в Taiwan. Мы можем поставлять клиенту виды продукции с конкурентоспособной ценой и хорошим качеством. Наша компания занимается бизнесом в этой отрасли.
Мы передовые производства оборудования из
Автоматизированный Фрезерный Станок
и хорошее качество изготовления и постепенно изучить некоторые новый дизайн. Все зарубежные партнеры приветствуются вести переговоры и сотрудничать с нами.
Автоматизированный Фрезерный Станок
модель — IK-N90
Вспомогательная фрезерная головка/90̊Угловая головка
IK-Характеристики N90
- Здесь используются прецизионные шлифовальные шестерни японского производства..Может использоваться для обработки с высокой скоростью.(2000 RMP)
- Он всегда связан с традиционным плоско-фрезерным станком,портальная машина,Фрезерный станок с ЧПУ и специальные функции&хеллип;так далее.

- Это обрабатывающий аксессуар для машиностроения.,формы,аэрокосмический,энергия,автомобили,мотоциклы и другие отрасли.
- Головки с углом обработки 90 градусов подходят для всех типов фрезерных головок и могут изменять угол и направление обработки..Это поможет вам сэкономить инвестиционные затраты на оборудование.
- Есть 2 модели серии IK Angle Head с обработкой под углом 90 градусов.. (другой — IK-A90)
Помимо этих характеристик.IK-N90 можно использовать с ИК-Полуавтомат N95-автоматический гидравлический стол.IK-N90+IK-N95 применяются для авто-вращающийся мульти-угловая обработка.
(Вспомогательная фрезерная головка/Полу-Автоматическая угловая головка)
IK-Угловая головка N90–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Диаметр отверстия шпинделя:NT50
- Соотношение скоростей:1:1
- Максимальный диаметр фрезы:150 мм
- Максимальная скорость:2000 об / мин
- Место происхождения:Тайвань
- Масса(Приблизительно) :88 кг
- Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления. .
.
Yih Kuan Ent Co., Ltd.
IK-N90
none
999999999
http://schema.org/InStock
USD
2020-12-31
https://www.milling-head.com/ru/automated-milling-machine.html
Yih Kuan Ent Co., Ltd.
90out of
100based on
100user ratings
Enquiry Now
Продукция список
View Detail
90 Градусное Фрезерование
IK-D90/IK-D90-L
Yih Kuan Ent Co., Ltd.
Чтобы найти и купить лучший Автоматизированный Фрезерный Станок, вам нужно знать о самом высоком качестве производителя Автоматизированный Фрезерный Станок, поставщика, оптовика, дистрибьютора, OEM и ODM из фабрика в Taiwan
IK-D90/IK-D90-L
none
999999999
http://schema.org/InStock
USD
2020-12-31
https://www.milling-head.com/90-degree-milling.html
Yih Kuan Ent Co. , Ltd.
, Ltd.
90out of
100based on
100user ratings
Вспомогательная фрезерная головка/90̊Глубокая голова
IK-D90&IK-D90-L характеристики(800/2000):
90∘Глубокая головка используется для увеличения хода обработки(505/675 мм).Он принадлежит обрабатывающему центру и портальному обрабатывающему станку.
Глубокая головка 800 об / мин изготавливается прецизионными шлифовальными шестернями, произведенными в Тайване.,может использоваться для обработки с высоким крутящим моментом.Он используется для”Металлическая модель” ,как POM,S45C…для тяжелой резки и сверления.
Глубокая головка 2000 об / мин изготовлена прецизионными шлифовальными шестернями японского производства.,его можно использовать для обработки с высокой скоростью и высокой-прецизионная обработка.Он используется для”Металлическая модель” ,как алюминий для легкой резки и сверления.
Помимо этих характеристик.IK-D90&усилитель;IK-D90-L может использоваться с IK-Полуавтомат N95-автоматический гидравлический стол. IK-D90+IK-N95 применяются для авто-вращающийся мульти-угловая обработка.
IK-D90+IK-N95 применяются для авто-вращающийся мульти-угловая обработка.
(Вспомогательная фрезерная головка/Полу-Автоматическая угловая головка)
IK-D90 Глубокая голова–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1
Максимальный диаметр фрезы:150 мм
Максимальная скорость:800/2000 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :98кг
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления..
IK-D90-L глубокая голова–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1
Максимальный диаметр фрезы:150 мм
Максимальная скорость:800/2000 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :142 кг
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления. .
.
View Detail
Фрезерный Станок Вертикальный
IK-A90
Yih Kuan Ent Co., Ltd.
Чтобы найти и купить лучший Автоматизированный Фрезерный Станок, вам нужно знать о самом высоком качестве производителя Автоматизированный Фрезерный Станок, поставщика, оптовика, дистрибьютора, OEM и ODM из фабрика в Taiwan
IK-A90
none
999999999
http://schema.org/InStock
USD
2020-12-31
https://www.milling-head.com/angular-milling-head.html
Yih Kuan Ent Co., Ltd.
90out of
100based on
100user ratings
Вспомогательная фрезерная головка/90̊Угловая головка
IK-Характеристики A90
Здесь используются прецизионные шлифовальные шестерни производства Тайваня..Может использоваться для обработки с высоким крутящим моментом..(800 об / мин)
Он всегда связан с вертикальным обрабатывающим центром,портальная машина,сверлильно-фрезерный станок и вертикально-токарный станок.
Широкий спектр станков и обрабатывающих областей, таких как автомобили,формы,аэрокосмический,энергия…так далее.
90-градусная головка позволяет обрабатывать большие заготовки сбоку без поворота или повторной загрузки и выгрузки,что повышает эффективность обработки.
Есть 2 модели серии IK Angle Head с обработкой под углом 90 градусов..(другой — IK-N90)
IK-Угловая головка A90–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1.64
Максимальный диаметр фрезы:150 мм
Максимальная скорость:800 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :83 кг
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления..
View Detail
Угловая Фреза
IK-E93A
Yih Kuan Ent Co., Ltd.
Чтобы найти и купить лучший Автоматизированный Фрезерный Станок, вам нужно знать о самом высоком качестве производителя Автоматизированный Фрезерный Станок, поставщика, оптовика, дистрибьютора, OEM и ODM из фабрика в Taiwan
IK-E93A
none
999999999
http://schema. org/InStock
org/InStock
USD
2020-12-31
https://www.milling-head.com/right-angle-mill.html
Yih Kuan Ent Co., Ltd.
90out of
100based on
100user ratings
Вспомогательная фрезерная головка/Вытянуть голову
IK-E93A 2000 характеристики
Вытянуть голову,его функция — удлинить шпиндель и увеличить жесткость.Рабочий ход увеличен.
Выдвижная головка используется для продления процесса обработки на 305 мм..
Используется на портальных фрезерных станках,специальная машина,Фрезерный станок с ЧПУ,его нужно комбинировать с фланцем.(Фланец не является обязательным)
Используется для плесени,как алюминий для легкой резки и сверления.
IK-E93A Выдвижная головка–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1
Максимальный диаметр фрезы:150 мм
Максимальная скорость:2000 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :75 кг
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления. .
.
View Detail
Угловая Насадка Для Фрезерования
IK-E95A
Yih Kuan Ent Co., Ltd.
Чтобы найти и купить лучший Автоматизированный Фрезерный Станок, вам нужно знать о самом высоком качестве производителя Автоматизированный Фрезерный Станок, поставщика, оптовика, дистрибьютора, OEM и ODM из фабрика в Taiwan
IK-E95A
none
999999999
http://schema.org/InStock
USD
2020-12-31
https://www.milling-head.com/right-angle-milling-attachment.html
Yih Kuan Ent Co., Ltd.
90out of
100based on
100user ratings
Вспомогательная фрезерная головка/Вытянуть голову
IK-E95A 2000 характеристики
Удлиненная головка используется для увеличения диапазона обработки.Если вы не’не хочу переместить или поднять заготовку,вы можете использовать удлиненную фрезерную головку.
Выдвижная головка используется для продления процесса обработки на 505 мм..
Он всегда связан с портальным фрезерным станком,Обрабатывающий центр с ЧПУ,скучная и специальная машина.Это необходимо в сочетании с настраиваемым фланцем.(Настроить фланец необязательно)
Используется для плесени,как алюминий для легкой резки и сверления.
IK-E95A Выдвижная головка–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1
Максимальный диаметр фрезы:150 мм
Максимальная скорость:2000 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :107 кг
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления..
View Detail
Бриджпорт ВЕртикаль
IK-N90+N95
Yih Kuan Ent Co., Ltd.
Чтобы найти и купить лучший Автоматизированный Фрезерный Станок, вам нужно знать о самом высоком качестве производителя Автоматизированный Фрезерный Станок, поставщика, оптовика, дистрибьютора, OEM и ODM из фабрика в Taiwan
IK-N90+N95
none
999999999
http://schema. org/InStock
org/InStock
USD
2020-12-31
https://www.milling-head.com/bridgeport-vertical.html
Yih Kuan Ent Co., Ltd.
90out of
100based on
100user ratings
Вспомогательная фрезерная головка/Полу-Автоматическая угловая головка+Положение передней звезды 90̊Угловая головка
IK-N90+Характеристики N95
Полуавтоматическая угловая головка обработки может изменять угол и направление обработки.Он также подходит для всех типов фрезерных головок..
IK-N90+N95 использует японское зубошлифование.Скорость шпинделя может достигать 2000 об / мин, а также может обеспечить мощный и высокий-преимущества качественной резки для станка.
Этот продукт предлагает два типа ручного или полуавтоматического для вашего дополнительного.
Этот продукт предлагает одну или пять степеней для вашего дополнительного.
IK-N90+N95 был применен через патенты на структуру,номер патента M446037 и ZL 2012 2 0450246. 5.
5.
IK-Угловая головка N90–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1
Максимальный диаметр фрезы:150 мм
Максимальная скорость:2000 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :88 кг
Гарантия:1 год(не искусственная ошибка)
IK-Позиционная передняя звезда N95–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Нос шпинделя:90/191мм(с острием шпинделя)
Место происхождения:Тайвань
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления..
View Detail
Ручная Фрезерная Головка
IK-U45
Yih Kuan Ent Co., Ltd.
Чтобы найти и купить лучший Автоматизированный Фрезерный Станок, вам нужно знать о самом высоком качестве производителя Автоматизированный Фрезерный Станок, поставщика, оптовика, дистрибьютора, OEM и ODM из фабрика в Taiwan
IK-U45
none
999999999
http://schema. org/InStock
org/InStock
USD
2020-12-31
https://www.milling-head.com/manual-milling-head.html
Yih Kuan Ent Co., Ltd.
90out of
100based on
100user ratings
Вспомогательная фрезерная головка/45̊Универсальная голова
IK-Характеристики U45
Универсальные угловые головки подходят для всех типов фрезерных головок..Его конструкция в основном предназначена для обработки вертикальных и горизонтальных углов..
IK-U45 использует японское зубошлифование,Таким образом, скорость шпинделя может достигать 2000 об / мин, а также может обеспечить мощный и высокий-преимущества качественной резки для станка.
Его структура прочная,подходит для тяжелой резки.
IK-Универсальная головка U45–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1
Максимальный диаметр фрезы:150 мм
Максимальная скорость:1200 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :100 г
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления. .
.
View Detail
Вертикальную Фрезерную Головку
IK-U90
Yih Kuan Ent Co., Ltd.
Чтобы найти и купить лучший Автоматизированный Фрезерный Станок, вам нужно знать о самом высоком качестве производителя Автоматизированный Фрезерный Станок, поставщика, оптовика, дистрибьютора, OEM и ODM из фабрика в Taiwan
IK-U90
none
999999999
http://schema.org/InStock
USD
2020-12-31
https://www.milling-head.com/milling-angle-head.html
Yih Kuan Ent Co., Ltd.
90out of
100based on
100user ratings
Вспомогательная фрезерная головка/90̊Универсальная голова
IK-Характеристики U90
Здесь используются прецизионные шлифовальные шестерни производства Тайваня..Может использоваться для обработки с высоким крутящим моментом..(800 об / мин)
Он всегда связан с традиционным плоско-фрезерным станком,портальная машина,Фрезерный станок с ЧПУ и фрезерный станок со специальными функциями&хеллип;так далее. Универсальная фрезерная головка — часто используемый аксессуар станков.,и одна из основных частей станков с высочайшим техническим содержанием.
Универсальная фрезерная головка — часто используемый аксессуар станков.,и одна из основных частей станков с высочайшим техническим содержанием.
Широко используется в высоких-скорость обработки при производстве пресс-форм,Авиационная индустрия&хеллип;так далее.
Универсальная фрезерная головка относится к фрезерной головке, выходная ось которой станка может вращаться как в горизонтальной, так и в вертикальной плоскостях..
Есть 2 модели серии IK Angle Head с обработкой под углом 90 градусов..(другой — IK-N90)
IK-U90Универсальная головка–ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр отверстия шпинделя:NT50
Соотношение скоростей:1:1
Максимальный диаметр фрезы:150 мм
Максимальная скорость:800/2000 об / мин
Место происхождения:Тайвань
Масса(Приблизительно) :118 кг
Гарантия:1 год(не искусственная ошибка)
※Мы оставляем за собой право вносить изменения в конструкцию и технические характеристики без предварительного уведомления. .
.
советов по покупке вашего первого фрезерного станка
Если вы интересуетесь изготовлением вещей (а поскольку вы читаете это, мы предполагаем, что вы заинтересованы), вы почти наверняка испытывали желание делать металлические детали. 3D-принтеры великолепны, но имеют много недостатков: ограниченный выбор материалов, отсутствие точности и длительное время печати. Если вам нужны металлические детали, которые соответствуют даже умеренно жестким допускам, фрезерный станок — ваш единственный практичный вариант. В конце концов, есть очень веская причина, по которой они необходимы для производства.
Однако любителю, не имеющему опыта обработки, может быть трудно понять, с чего начать. Какой фрезерный станок выбрать? Стоит ли покупать новый или б/у? Что, черт возьми, такое трехфазное питание, и можно ли его получить? Эти вопросы, наряду со многими другими, могут быть ошеломляющими для непосвященных. К счастью, мы — ваши друзья из Hackaday — готовы помочь вам в этом. Итак, если вы готовы учиться, то читайте дальше! Уже эксперт? Оставляйте свои советы в комментариях!
Итак, если вы готовы учиться, то читайте дальше! Уже эксперт? Оставляйте свои советы в комментариях!
Какой фрезерный станок вам нужен?
Это вертикальный фрезерный станок с головкой, которая вращается, наклоняется и поворачивается (фото любезно предоставлено Википедией) что в этом руководстве мы будем говорить только о ручных фрезерных станках . Фрезерные станки с ЧПУ — это совершенно другой зверь, и они получат руководство для себя. Ручные фрезерные станки и фрезерные станки с ЧПУ имеют много общего (фрезерные станки с ЧПУ часто представляют собой просто переделанные ручные фрезерные станки), но к фрезерным станкам с ЧПУ предъявляются дополнительные требования, которые усложнили бы эту статью. Итак, в этом посте мы просто рассматриваем ручные машины.
Современные фрезерные станки делятся на два основных типа: горизонтальные и вертикальные. Это определяет, движется ли ось шпинделя станка вверх и вниз или из стороны в сторону. Оба типа машин часто имеют головки, колонны и столы, которые можно наклонять или поворачивать, а это означает, что оба типа могут использоваться для множества одних и тех же задач. Однако некоторые задачи будут выполняться на одной машине проще, чем на другой.
Однако некоторые задачи будут выполняться на одной машине проще, чем на другой.
На практике разница между машинами более заметна, чем просто то, как они ориентированы. На вертикальном станке стол будет установлен перпендикулярно нулевому положению шпинделя, а на горизонтальном станке шпиндель будет установлен параллельно плоскости стола. Это вносит принципиальную разницу в том, какие виды работ практически применимы на каждом типе машин.
Обратите внимание, как верхний рычаг горизонтально-фрезерного станка поддерживает шпиндель с обеих сторон (фото любезно предоставлено Kent USA)
Основной силой горизонтально-фрезерного станка является консоль, которая сдерживает вращающийся вал с двух сторон. Это придает ему невероятную жесткость и позволяет оператору выполнять очень тяжелые пропилы, которые создают большую боковую нагрузку, чем может выдержать вертикальный станок. Прочность настолько высока, что вполне возможно (и распространено) поставить несколько фрез на оправку, чтобы разрезать, например, плоский стол с прорезями за один проход. Это делает его хорошо подходящим для наплавки, вырезания канавок и пазов и подобных задач, когда деталь плоская по одной оси.
Это делает его хорошо подходящим для наплавки, вырезания канавок и пазов и подобных задач, когда деталь плоская по одной оси.
Обратной стороной, конечно, является то, что гораздо более громоздко (а иногда и невозможно) делать детали, имеющие вырезы по всем осям. Вот в чем преимущество вертикально-фрезерного станка: в универсальности. Вам будет трудно найти работу, которую не может выполнить вертикальный фрезерный станок, хотя иногда он требует гораздо больше времени, чем горизонтальный фрезерный станок, в зависимости от геометрии детали.
Теперь, когда вы знаете разницу, вы, вероятно, уже знаете, какой из них вам нужен. Но, на всякий случай, скажем, что вы почти наверняка хотите вертикальную фрезу. Горизонтальные мельницы отлично подходят для небольшой части задач, но это также задачи, которые большинство любителей не часто выполняют. Универсальность вертикальной мельницы хорошо подходит для разнообразных и разнообразных задач, к которым склоняются любители, в отличие от специальных производственных работ, для которых обычно используются горизонтальные мельницы.
Особенности вертикальной мельницы, которые имеют значение
Надеюсь, вы решили, что вертикальная мельница — лучший выбор для вас, иначе этот раздел не будет очень полезным. Предполагая, что вы выбрали вертикальную мельницу, вам, вероятно, интересно, какие функции искать, и вам интересно, что на самом деле имеет значение. Освещение каждой детали по этому вопросу заняло бы целую книгу, но мы собираемся рассмотреть некоторые из наиболее важных вещей, которые следует учитывать.
Стоит ли покупать бренд?
Этот вопрос определяет многие решения о покупке, и фрезерные станки не исключение. Итак, имеет ли это значение? Да и нет. Фрезерные станки существуют уже долгих лет, и когда дело доходит до их конструкции, на самом деле не существует никаких коммерческих секретов. Хорошо известно, что делает машину хорошей, а что нет. Теоретически любой производитель может следовать этим принципам проектирования и создавать высококачественные машины.
Реальность, к сожалению, не соответствует этому обещанию. На это есть две причины: качество изготовления и стоимость. Чтобы снизить затраты, многие производители экономят. Они могут использовать материалы низкого качества, двигатели с недостаточной мощностью и так далее. Даже если производитель намеренно не срезает углы, вполне возможно, что он просто не в состоянии обеспечить высокое качество производства. Плохо изготовленные ходовые винты, неточная обработка и несоблюдение допусков могут привести к тому, что вам будет неудобно пользоваться фрезой, которая не может обеспечить приемлемую точность.
На это есть две причины: качество изготовления и стоимость. Чтобы снизить затраты, многие производители экономят. Они могут использовать материалы низкого качества, двигатели с недостаточной мощностью и так далее. Даже если производитель намеренно не срезает углы, вполне возможно, что он просто не в состоянии обеспечить высокое качество производства. Плохо изготовленные ходовые винты, неточная обработка и несоблюдение допусков могут привести к тому, что вам будет неудобно пользоваться фрезой, которая не может обеспечить приемлемую точность.
Поэтому лучше купить проверенную машину. Обычно это означает использование уважаемого бренда. Но некоторые менее дорогие бренды по-прежнему производят качественные машины (часто клоны более дорогих моделей). У них может быть меньше функций или менее надежные двигатели, но их может быть достаточно для ваших нужд. Просто не забудьте прочитать несколько отзывов от людей, которые действительно работают с ними.
Размер имеет значение
Маленькие настольные фрезерные станки могут показаться заманчивыми, но лучше их избегать, если вы планируете фрезеровать металл. Вспомните, когда вам в последний раз приходилось просверливать отверстие в стали или отрезать кусок ножовкой. Это сложная работа, и она требует много сил. Ваш фрезерный станок должен иметь возможность применять такое усилие, не изгибаясь вообще — даже небольшое изгибание лишает шансов фрезеровать деталь с приемлемыми допусками.
Вспомните, когда вам в последний раз приходилось просверливать отверстие в стали или отрезать кусок ножовкой. Это сложная работа, и она требует много сил. Ваш фрезерный станок должен иметь возможность применять такое усилие, не изгибаясь вообще — даже небольшое изгибание лишает шансов фрезеровать деталь с приемлемыми допусками.
По этой причине рама мельницы должна быть максимально тяжелой и жесткой. Небольшой настольный станок почти наверняка не сможет фрезеровать что-либо тверже алюминия, и даже в этом случае он будет неточным. Самый мудрый выбор, если вам нужна хотя бы умеренная точность, — это купить мельницу, настолько большую и тяжелую, насколько у вас есть место.
УЦИ и силовая подача
УЦИ (цифровое считывание) — это модуль, который можно добавить к каждой оси фрезерного станка. Некоторые машины поставляются с ними, другие доступны в виде пакетов обновления. Комплекты часто доступны для модернизации заводов, которые изначально не имели их в качестве опции. УЦИ дает вам дисплей, показывающий, насколько далеко вы переместили стол (или перо), что значительно упрощает практически любую операцию.
УЦИ дает вам дисплей, показывающий, насколько далеко вы переместили стол (или перо), что значительно упрощает практически любую операцию.
3-осевой дисплей УЦИ и панель управления (фото любезно предоставлено Википедией)
Использование УЦИ не является строго обязательным, так как все мельницы имеют циферблаты для измерения перемещения. Однако их чтение может быть трудоемким и трудоемким. Это особенно верно, когда вы учитываете люфт (люфт в винтах), который легко компенсировать, когда у вас есть УЦИ, поскольку он показывает только, насколько стол фактически сдвинулся, а не насколько сдвинулась рукоятка.
Как и DRO, силовая подача может быть добавлена к каждой оси, и многие фрезерные станки поставляются с завода. Это позволяет вам переключать небольшой двигатель, который перемещает стол за вас, так что вам не нужно самостоятельно поворачивать ручку. Это может значительно снизить утомляемость, но также может улучшить качество поверхности вашего реза, поскольку скорость остается постоянной на протяжении всего реза.
Мощность двигателя шпинделя
Как и автолюбители, машинисты придают большое значение мощности. И это не совсем необоснованно — последнее, что вам нужно, — это остановка двигателя посреди реза. Тем не менее, практически все мельницы будут каким-то образом понижать передачу двигателя, чтобы получить крутящий момент за счет скорости. Фрезерование стали требует высокого крутящего момента и низкой скорости, в то время как для алюминия требуется обратное.
Таким образом, вы, безусловно, можете компенсировать двигатель без тонны мощности. Это может быть хорошей идеей, так как мощность двигателя имеет огромное значение, когда речь идет о стоимости. Тем не менее, вам, вероятно, следует избегать мельниц с мощностью менее 1 HP. Также трудно найти электродвигатели высокой мощности, которые не являются трехфазными.
3 фазы? Хм?
У нас нет места, чтобы разобраться, как работает многофазное питание, каковы его преимущества и недостатки. Но, достаточно сказать, что у вас дома почти наверняка нет 3-х фазного питания. Если у вас есть промышленное помещение, у вас может быть трехфазное питание, но даже в этом случае его может и не быть. Дело в том, что многие промышленные инструменты имеют трехфазные двигатели, которые не могут работать от стандартной бытовой однофазной сети сами по себе.
Если у вас есть промышленное помещение, у вас может быть трехфазное питание, но даже в этом случае его может и не быть. Дело в том, что многие промышленные инструменты имеют трехфазные двигатели, которые не могут работать от стандартной бытовой однофазной сети сами по себе.
Это означает, что большинство из вас будут ограничены мельницами с однофазными двигателями. Однако это часто позволяет найти трехфазное оборудование значительно дешевле, чем однофазное. Если вы найдете такой станок, который вам понравится, то можно заменить шпиндельный двигатель на однофазный или купить или построить фазопреобразователь.
А как насчет фрезерно-сверлильного станка?
Фрезерно-сверлильный станок представляет собой сверлильный станок, к которому прикреплен двухосевой стол. Они значительно дешевле, чем настоящие фрезерные станки, но это не просто так. У них действительно нет жесткости, необходимой для настоящего фрезерования, и они действительно хороши только для точного сверления отверстий и очень легкого фрезерования. Кроме небольшой экономии денег, нет причин покупать его, так как настоящий фрезерный станок, безусловно, тоже может сверлить.
Кроме небольшой экономии денег, нет причин покупать его, так как настоящий фрезерный станок, безусловно, тоже может сверлить.
Покупка мельницы
К этому моменту вы уже должны хорошо понимать, что важно во фрезерном станке. Теперь пришло время погрузиться в то, как вы должны его покупать.
Новый или бывший в употреблении?
Вам следует серьезно подумать о покупке подержанного. Качественные мельницы — это машины, рассчитанные на то, чтобы десятилетиями выдерживать серьезные нагрузки, и вы можете значительно сэкономить, покупая бывшие в употреблении. Местные промышленные аукционы и Craigslist — хорошие места для поиска. Осмотр подержанной техники похож на осмотр подержанного автомобиля: убедитесь, что все работает, нет чрезмерного износа и видно, что о нем позаботились.
Грязь и сажа — это нормально, их можно очистить, если важные детали чистые, смазанные и не слишком изношенные. Убедитесь, что шпиндель вращается плавно, без люфта (измерьте биение, если возможно) и звучит хорошо. Возьмитесь за стол и покачайте его изо всех сил, убедитесь, что вы не чувствуете никакого люфта. Взгляните на винты, чтобы убедиться, что они чистые и не повреждены. Убедитесь, что направляющие (гладкий металл, по которому скользит стол) чистые, смазанные и не имеют зазубрин. Если все эти вещи в порядке, и вы не замечаете никаких других красных флажков, таких как треснутые отливки, машина, вероятно, надежна и полностью пригодна для использования. Возраст обычно не считается проблемой, пока он поддерживается и обслуживается.
Возьмитесь за стол и покачайте его изо всех сил, убедитесь, что вы не чувствуете никакого люфта. Взгляните на винты, чтобы убедиться, что они чистые и не повреждены. Убедитесь, что направляющие (гладкий металл, по которому скользит стол) чистые, смазанные и не имеют зазубрин. Если все эти вещи в порядке, и вы не замечаете никаких других красных флажков, таких как треснутые отливки, машина, вероятно, надежна и полностью пригодна для использования. Возраст обычно не считается проблемой, пока он поддерживается и обслуживается.
Доставка домой
Фрезерные станки тяжелые; они могут составлять от нескольких сотен фунтов на легкой стороне до нескольких тысяч фунтов на тяжелой стороне. Доставить его домой или в магазин — нетривиальная задача. Если вы перевозите его самостоятельно, убедитесь, что ваш грузовик или прицеп могут выдержать нагрузку и что он надежно закреплен. Вам также понадобится вилочный погрузчик с обеих сторон доставки (для погрузки и разгрузки машины).
Если у вас, как и у большинства любителей, нет тяжелого бортового грузовика и собственного вилочного погрузчика, вы можете нанять такелажников, которые перевезут машину за вас. Будьте готовы заплатить как минимум несколько сотен долларов (а иногда и намного больше) за его перемещение, даже на небольшое расстояние. Если вы знаете кого-нибудь, у кого есть такое оборудование, определенно стоит попросить о помощи — вам понадобятся эти деньги для инструментов.
Будьте готовы заплатить как минимум несколько сотен долларов (а иногда и намного больше) за его перемещение, даже на небольшое расстояние. Если вы знаете кого-нибудь, у кого есть такое оборудование, определенно стоит попросить о помощи — вам понадобятся эти деньги для инструментов.
Принадлежности и инструменты для покупки
После того, как фрезерный станок будет у вас дома, вам еще предстоит сделать ряд покупок. Прежде всего, вам понадобятся хорошие слесарные тиски. Вам не обязательно тратить сотни долларов на тиски Kurt, но вам понадобится что-то хорошо обработанное и не расшатающееся. Поворотное крепление приятно иметь, но не является необходимостью.
Далее вам понадобится способ удержания концевых фрез. Для этого вам понадобятся цанги или держатели концевых фрез, которые соответствуют оправке вашей фрезы (эта информация должна быть легко доступна в спецификациях). Вы, вероятно, захотите начать с двух или трех из них разных размеров, чтобы вы могли использовать концевые фрезы с разными размерами хвостовика.
Набор цанг R8 для различных диаметров хвостовика (фото предоставлено Enco). Вы можете дешево купить их оптом через eBay, что является хорошей идеей, когда вы только начинаете. Купите карбид и несколько разных размеров. Убедитесь, что размеры хвостовика соответствуют купленным вами цангам/держателям концевых фрез. Как правило, для алюминия рекомендуются 2 канавки, а для стали — 4 канавки. Если вы не уверены, что будете резать, вы можете приобрести по несколько фрез каждого типа или в качестве компромисса приобрести концевые фрезы с 3 канавками. Будьте готовы платить 10 долларов и выше за концевую фрезу (да, инструменты становятся дорогими).
Наконец, вы можете подумать о системе охлаждения. Они бывают нескольких различных вариаций, но, как правило, проще всего установить охлаждающую жидкость. Несмотря на название, охлаждающая жидкость делает гораздо больше, чем просто охлаждает; он также смазывает и смывает стружку. Системы охлаждения можно легко добавить к любому фрезерному станку, и многие из них поставляются с заводом.
Начать фрезерование!
Наконец-то начинается самое интересное! Вначале вам захочется много экспериментировать. Изучите подачи и скорости (и получите для них достойный калькулятор), для чего подходят разные концевые фрезы и как выполнять определенные виды операций. Не расстраивайтесь, если вы сломаете концевую фрезу, поэтому вы купили дополнительные. Практикуйтесь, практикуйтесь, практикуйтесь, и вскоре вы будете придумывать оправдания для изготовления прецизионных металлических деталей для всех ваших проектов.
Фрезерные станки DMG MORI
Пожалуйста, обновите ваш браузер:
Ваш веб-браузер Internet Explorer 11 устарел и больше не поддерживается.
Отображение контента и функциональности не гарантируется.
Дом
Продукция
Машины
Фрезерование
Обзор
Серия CMX V
СМХ 600 В
СМХ 800 В
СМХ 1100 В
Серия ДМВ
ДМВ 115
ДМВ 145
Серия DMC V
ДМС 650 В
ДМС 850 В
ДМС 1850 В
Серия NVX
NVX 5060 2 nd Поколение
NVX 5080 2 nd Поколение
NVX 5100 2 nd Поколение
NVX 7000
Серия НВ/НВД
НВ 4000 DCG
НВД 4000 ДКГ
НВД 5000 α1А
НВД 6000 ДКГ
Серия i (вертикальный МС)
я 30 В
Серия ДМП
ДМП 35
ДМП 70
Серия NHX
НХХ 4000
НХХ 5000
NHX 5500
НХХ 6300
НХХ 8000
НХХ 10000
Серия NH
НХ 4000 DCG
НХ 5000 DCG
НХ 6300 DCGII
i-серия
я 50
Серия DMC H linear
DMC 60 H линейный
DMC 80 H линейный
DMU / DMC H monoBLOCK Серия
DMU 65 H моноБЛОК
DMU 85 H моноБЛОК
DMC 65 H моноБЛОК
DMC 85 H моноБЛОК
Серия CMX U
СМХ 50 ЕВ
СМХ 70 ЕВ
Серия DMU
ДМУ 50
DMU 50 3 rd Поколение
Серия НМВ
НМВ 3000 DCG
НМВ 5000 DCG
DMU monoBLOCK Серия
ДМУ 65 моноБЛОК
ДМУ 75 моноБЛОК
ДМУ 85 моноБЛОК
ДМУ 95 моноБЛОК
ДМУ 105 моноБЛОК
ДМУ 125 моноБЛОК
Серия DMC monoBLOCK
DMC 65 моноБЛОК
DMC 85 моноБЛОК
DMU серии eVo
DMU 40 eVo линейный
DMU 60 eVo линейный
DMU 80 eVo линейный
Серия HSC
HSC 20 линейный
Серия ДМФ
ДМФ 180 линейный
DMF 200|8 линейный
DMF 260|7 линейный
DMF 260|11 линейный
DMF 300|8 линейный
ДМФ 360 линейный
DMU duoBLOCK Серия
DMU 80 P duoBLOCK
DMU 90 P duoBLOCK
DMU 100 P duoBLOCK
DMU 125 P duoBLOCK
DMU 160 P duoBlock
Серия DMC duoBLOCK
DMC 80 U дуоБЛОК
DMC 90 U дуоБЛОК
DMC 100 U дуоБЛОК
DMC 125 U дуоБЛОК
DMC 160 U дуоБЛОК
Портальная серия DMU
Портальный DMU 200
Портальный DMU 340
Портальный DMU 600 линейный
Серия порталов DMU
ДМУ 210 Р
ДМУ 270 Р
ДМУ 340 Р
ДМУ 600 Р
Серия порталов DMC
ДМС 210 У
ДМС 270 ЕВ
ДМС 340 У
Фрезерные станки незаменимы в промышленном производстве. У DMG MORI, ведущего мирового производителя станков, вы найдете не только фрезерные станки, изготовленные по индивидуальному заказу, но и комплексное решение, разработанное для удовлетворения ваших потребностей, а также широкий спектр услуг — для всего жизненного цикла вашего оборудования. машина. Наши фрезерные станки гарантируют высочайший уровень технологий. Повысьте производительность с помощью станков от DMG MORI.
У DMG MORI, ведущего мирового производителя станков, вы найдете не только фрезерные станки, изготовленные по индивидуальному заказу, но и комплексное решение, разработанное для удовлетворения ваших потребностей, а также широкий спектр услуг — для всего жизненного цикла вашего оборудования. машина. Наши фрезерные станки гарантируют высочайший уровень технологий. Повысьте производительность с помощью станков от DMG MORI.
Наши фрезерные станки – преимущества для вас
- Полный спектр фрезерных станков с ЧПУ, от 3-х до 5-ти осевой обработки
- Уникальная конструкция monoBLOCK / duoBLOCK
- Станки с подвижной колонной, портальные и портальные модели
- Фрезерные головки и сменные головки доступны в вертикальном, осевом A, B или угловом форматах
- Пути осей X, Y и Z до 236,2 дюйма для заготовок до 132 т
- Пространство -экономия
- Высокопроизводительные шпиндели MASTER с 3-летней гарантией
- Совместимы с рабочими материалами любой степени твердости
- Линейные приводы с 5-летней гарантией для оптимальной производительности, высочайшего качества отделки и максимальной долговременной точности
- Optimal доступность и видимость рабочей зоны
Получить больше информации
Наши вертикальные обрабатывающие станции делают все возможное, чтобы удовлетворить ваши требования, независимо от того, какие заготовки вы хотите обработать на фрезерном станке. Это возможно благодаря нашим высокопроизводительным фрезерным шпинделям, инновационным системам охлаждения и инструментам всех типоразмеров, а также системам быстрой смены инструмента для фрезерных инструментов. Высокотехнологичные системы управления от SIEMENS, HEIDENHAIN, MITSUBISHI и FANUC обеспечивают точное выполнение сложных задач. Выбирая фрезерные станки DMG MORI, вы выбираете производственное решение самого высокого уровня.
Это возможно благодаря нашим высокопроизводительным фрезерным шпинделям, инновационным системам охлаждения и инструментам всех типоразмеров, а также системам быстрой смены инструмента для фрезерных инструментов. Высокотехнологичные системы управления от SIEMENS, HEIDENHAIN, MITSUBISHI и FANUC обеспечивают точное выполнение сложных задач. Выбирая фрезерные станки DMG MORI, вы выбираете производственное решение самого высокого уровня.
СЕРИЯ ВЕРТИКАЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
- CMX V
- DMC V
- NVX
- NV/NVD
- i-Series
Вам нужен универсальный фрезерный станок для различных количеств? Используете ли вы высокоавтоматизированное серийное производство для изготовления своих компонентов? Вам нужно высокоскоростное решение с динамическими линейными приводами? Или вы предпочитаете использовать модель для тяжелых грузов с приводным шпинделем 1180 ft lbs? Независимо от вашей производственной специализации, с горизонтальными обрабатывающими станциями от DMG MORI вы всегда найдете подходящий фрезерный станок для ваших индивидуальных требований. Мы являемся специалистами в области горизонтальной обработки с ЧПУ.
Мы являемся специалистами в области горизонтальной обработки с ЧПУ.
СЕРИЯ ГОРИЗОНТАЛЬНЫХ ФРЕЗЕРНЫХ СТАНКОВ
- NHX
- NH
- i-Series
- DMC H linear
В качестве мирового лидера на рынке фрезерных станков мы предлагаем весь ассортимент фрезерных станков . Объемная точность с точностью до 15 мкм, заготовки весом до 132 тонн или траектории обработки до 19,7 футов – с нашими 5-осевыми фрезерными станками возможно все. Наши универсальные обрабатывающие станции с автоматизированными функциями, такими как устройство смены поддонов или система управления заготовками, сочетают в себе максимальную универсальность, высокую производительность, динамическую точность резки и оптимальную доступность. От автоматизированной 5-сторонней обработки до сложного одновременного 5-осевого фрезерования — с 5-осевыми фрезерными станками от DMG MORI вы в надежных руках.
SERIES OF 5-AXIS MILLING MACHINES
- CMX U
- DMU
- NMV
- DMU monoBLOCK
- DMC monoBLOCK
- DMU eVO
- HSC linear
- DMF
- DMU duoBLOCK
- DMC duoBLOCK
- Портал DMU
- Портал DMC
- Портал DMU
Видеоролики, демонстрирующие наши фрезерные станки
DMG MORI — ваш партнер по фрезерным станкам
Наш ассортимент включает в себя токарные и фрезерные станки, а также передовые технологии, такие как ULTRASONIC, LASERTEC и АДДИТИВНОЕ ПРОИЗВОДСТВО, а также автоматизированные и интегрированные технологические решения. Среди наших многочисленных клиентов мы работаем с предприятиями из аэрокосмической, автомобильной, штамповочной и медицинской отраслей.
Среди наших многочисленных клиентов мы работаем с предприятиями из аэрокосмической, автомобильной, штамповочной и медицинской отраслей.
Мы работаем по всему миру и предлагаем вам все из одних рук: новые и старые станки, программы обучения, аксессуары, техническое обслуживание, сервис и уникальные программные решения.
- Круглосуточная горячая линия, 24 часа в сутки, 7 дней в неделю
- Профессиональный осмотр нашими высококвалифицированными специалистами по обслуживанию DMG MORI
- Полное обслуживание через регулярные промежутки времени с помощью контрольного списка
Вертикальные мельницы и фрезерные станки | Фрезерные станки по металлу
Вертикальные мельницы и фрезерные станки | Фрезерные станки по металлу | Бейли Индастриал
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
У Baileigh есть фрезерный станок по металлу, соответствующий вашим потребностям и бюджету, независимо от того, работаете ли вы в своем гараже или в большом промышленном цеху. Мы предлагаем 2 линии вертикальных мельниц: экономичные модели E и производственные мельницы, которые служат десятилетиями.
Зачем покупать фрезерный станок Baileigh, а не конкурирующий бренд?
- Широкий выбор – В нашем ассортименте обязательно найдется модель, подходящая для ваших проектов фрезерования, сверления, нарезания резьбы, растачивания и развертывания.
- Жесткая конструкция – Цельнолитые основания и закаленные отшлифованные столы помогают предотвратить вибрации, благодаря чему фрезерные станки остаются точными и надежными в течение многих лет непрерывной эксплуатации.
- Запасные части в наличии – Вы можете заказать запчасти напрямую у нас. Мы быстро отправим их вам из нашей штаб-квартиры в Висконсине.

- Пожизненная техническая поддержка по телефону . Наша команда опытных слесарей готова предоставить консультации по проекту, ответить на ваши вопросы и решить любые проблемы.
Есть вопросы об этих вертикальных мельницах? Не знаете, какой вертикально-фрезерный станок подойдет именно вам? Позвоните нам по телефону 1-920-684-4990 и поговорите со специалистом по Бейли.
ПодробнееПодробнее
6 779,00 $
$В наличии
- Рабочий стол 6 x 26 дюймов
- Может быть установлен на столе
- Включает усиленную подставку
- Конус шпинделя R8
- 9 скоростей
- Рабочий фонарь
- 110 В
$9 689,00
$Позвоните, чтобы узнать о наличии
- Стол 8 x 36 дюймов
- Шпиндель R8
- Система охлаждения
- Рабочий фонарь
- 110 В
$10 539,00
$В наличии
- Стол 9″ x 42″
- R8 Конус шпинделя
- Цифровой считыватель
- Рабочая лампа
- 220 В, однофазный
$13 259,00
$В наличии
- 9″ x 49″ Таблица
- Регулируемая скорость от 60 до 4200 об/мин
- Шпиндель R8 и дышло
- УЦИ для осей X и Y
- Мощная подача по оси X с быстрой скоростью
- 220 В, однофазный
$17 029,00
$Запрос на доступность
- Стол 10″ x 54″
- Переменная скорость
- Пневматическая тяга
- Мощность по осям X, Y и Z
- Цифровой считыватель
- 220 В, 3 фазы
Обычная цена:
$22,919.
 00
00Специальная цена
20 627,10 долларов США
В наличии
Трехфазный вертикальный фрезерный станок с регулируемой скоростью, 220 В. 9 «x 49» Стол. Инвертор Яскава. NT40 Конус шпинделя. Силовая подача по осям X, Y и Z. Mitutoyo DRO на X и Y. Включает пневматическую тягу
20 749,00 долларов США
$В наличии
Однофазный вертикальный фрезерный станок с регулируемой скоростью, 220 В. 9 «x 42» Стол. NT40 Конус шпинделя. Силовая подача по осям X, Y и Z. Цифровое считывание по осям X, Y и Z. Включает тяговую штангу, направляющую крышку и рабочую лампу. Ключ работает
Обычная цена:
23 439,00 долларов США
Специальная цена
21 095,10 долларов США
В наличии
Однофазный вертикальный фрезерный станок с регулируемой скоростью, 220 В.
 9 «x 49» Стол. Инвертор Яскава. NT40 Конус шпинделя. Силовая подача по осям X, Y и Z. Mitutoyo DRO на X и Y. Включает пневматическую тягу
9 «x 49» Стол. Инвертор Яскава. NT40 Конус шпинделя. Силовая подача по осям X, Y и Z. Mitutoyo DRO на X и Y. Включает пневматическую тягу29 339,00 $
$В наличии
Вертикально-фрезерный станок с регулируемой скоростью, 220 В, 3 фазы, с жесткой головкой. Стол размером 10 x 54 дюйма. Инвертор Яскава. NT40 Конус шпинделя. Силовая подача по осям X, Y и Z. Mitutoyo DRO на X и Y. Включает пневматическую тягу
43 089,00 $
$В наличии
Вертикально-фрезерный станок с регулируемой скоростью, 220 В, 3 фазы, с жесткой головкой.
 Стол размером 12 x 58 дюймов. Инвертор Яскава. NT40 Конус шпинделя. Силовая подача по осям X, Y и Z. Mitutoyo DRO на X и Y. Включает пневматическую тягу, квадратные направляющие, шариковые винты X и Y
Стол размером 12 x 58 дюймов. Инвертор Яскава. NT40 Конус шпинделя. Силовая подача по осям X, Y и Z. Mitutoyo DRO на X и Y. Включает пневматическую тягу, квадратные направляющие, шариковые винты X и Y
- Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
Терминология фрезерных станков — Sherline Products
Части мельницы и их функции
Функции вертикально-фрезерных станков
Фрезерный станок — это рабочая лошадка механического цеха. По сути, вертикальная мельница похожа на сверлильный станок, за исключением того, что она оснащена прочными подшипниками, способными выдерживать боковые и торцевые нагрузки. Обычно до 85% операций по механической обработке требуют фрезерного, а не токарного станка. В отличие от токарного станка, который вращает материал, фрезерный станок прочно удерживает материал, пока деталь перемещается по вращающемуся инструменту или вращающийся инструмент вдавливается в деталь. Деталь перемещается очень точно с помощью стола, которым можно управлять в двух направлениях (ось X = влево/вправо и ось Y=вход/выход). Третья ось представлена вертикальным шпинделем (ось Z), который перемещается вверх и вниз. Фреза может использоваться для фрезерования пазов, отверстий или карманов, сверления, профилирования, растачивания и наплавки. В большинстве случаев фрезерование выполняется с помощью «концевых фрез», которые очень похожи на сверла, за исключением того, что они способны резать по бокам так же, как и на конце. Они удерживаются в держателе концевой фрезы и могут резать пазы, карманы или плоские поверхности. Сверлильный патрон можно использовать для удержания сверл. Для больших поверхностей используется «насекомое». Это однолезвийный инструмент, который вращается по большой дуге и перемещается по поверхности детали, чтобы сгладить ее.
Деталь перемещается очень точно с помощью стола, которым можно управлять в двух направлениях (ось X = влево/вправо и ось Y=вход/выход). Третья ось представлена вертикальным шпинделем (ось Z), который перемещается вверх и вниз. Фреза может использоваться для фрезерования пазов, отверстий или карманов, сверления, профилирования, растачивания и наплавки. В большинстве случаев фрезерование выполняется с помощью «концевых фрез», которые очень похожи на сверла, за исключением того, что они способны резать по бокам так же, как и на конце. Они удерживаются в держателе концевой фрезы и могут резать пазы, карманы или плоские поверхности. Сверлильный патрон можно использовать для удержания сверл. Для больших поверхностей используется «насекомое». Это однолезвийный инструмент, который вращается по большой дуге и перемещается по поверхности детали, чтобы сгладить ее.
Четвертая ось фрезерного станка — это ось вращения (называемая осью А), которую обеспечивает дополнительный поворотный стол. Мельница с поворотным столом — мощная комбинация. Технически мельница с поворотным столом — это минимальная комбинация инструментов, необходимая для воспроизведения самой себя: то есть для изготовления еще одной мельницы и поворотного стола.
Мельница с поворотным столом — мощная комбинация. Технически мельница с поворотным столом — это минимальная комбинация инструментов, необходимая для воспроизведения самой себя: то есть для изготовления еще одной мельницы и поворотного стола.
Части мельницы и их функции
- Ручка управления переменной скоростью — Регулирует скорость двигателя от 0 до 2800 об/мин
- Передняя бабка — Содержит шпиндель в двух предварительно нагруженных шарикоподшипниках.
- Шпиндель — Шпиндель находится внутри передней бабки и приводится в движение ремнем, идущим от шкива двигателя к шкиву на заднем конце вала шпинделя. Нос шпинделя имеет резьбу снаружи для установки патронов и конусность внутри для установки других принадлежностей.
- Сверлильный патрон — Используется для удержания сверл при сверлении отверстий. (Не использовать для фиксации концевых фрез!)
- Фрезерный стол — Детали крепятся к столу с помощью тисков, патрона или зажимов и перемещаются под фрезу с помощью маховиков по осям X и Y.

- Седло мельницы — Седло мельницы скользит внутрь и наружу (ось Y) на основании мельницы. Фрезерный стол перемещается влево и вправо (ось X) поверх седла.
- Седло передней бабки — Седло на вертикальной колонне, которое перемещает переднюю бабку (ось Z) вверх и вниз с помощью ходового винта и маховика.
- Мельничная колонна —Стальная колонна типа «ласточкин хвост», которая крепится к основанию мельницы и поддерживает седло оси Z и переднюю бабку.
- Ходовой винт — Винты с резьбой, которые перемещают стол влево/вправо и внутрь/наружу, а также по вертикальной оси вверх и вниз. Они приводятся в действие маховиками с шагом 0,001 дюйма или 0,01 мм.
- Фиксирующий рычаг ходового винта — Расположенный на задней стороне вертикальной колонны, этот стопорный рычаг блокирует седельную гайку для предотвращения нежелательного перемещения оси Z во время операций обработки.
 Машины с ручным управлением оснащены стандартным рычагом блокировки включения/выключения. Станки с ЧПУ оснащены регулируемым стопорным рычагом, который можно использовать для контроля люфта по оси Z. Эта функция доступна в качестве опции на любой ручной мельнице. (P/N 4017U, дюймовый или 4117U, метрический)
Машины с ручным управлением оснащены стандартным рычагом блокировки включения/выключения. Станки с ЧПУ оснащены регулируемым стопорным рычагом, который можно использовать для контроля люфта по оси Z. Эта функция доступна в качестве опции на любой ручной мельнице. (P/N 4017U, дюймовый или 4117U, метрический) - Распорки — Конические пластмассовые распорки используются на каждой оси, выполненной в форме ласточкиного хвоста, чтобы компенсировать износ по мере его возникновения. Они имеют слегка клиновидную форму. По мере того, как на оси образуется поперечный «люфт», замок клинка ослабляется, и клин немного проталкивается в зазор, компенсируя люфт. Это позволяет машине всегда оставаться настолько плотной, насколько этого хочет оператор. Если или когда они изнашиваются, их очень недорого заменить.
- Основание мельницы — Твердое основание, имеющее ласточкин хвост для седла, на котором можно двигаться внутрь и наружу, и к которому прикреплена колонна мельницы.

- Стяжной болт — Проходит через отверстие в шпинделе для втягивания патронов и других принадлежностей в конус передней бабки внутри шпинделя. Специальная шайба располагается по центру в отверстии шпинделя.
- #1 Оправка Морзе — Оправка вкручивается в заднюю часть сверлильного патрона, поэтому ее можно использовать в передней бабке. Он удерживается на месте конусом Морзе № 1 стяжным болтом.
- Стержни Tommy Bars — Круглые стальные стержни, используемые для затягивания и ослабления патронов и других принадлежностей шпинделя. Иногда их называют «шпиндельными стержнями».
- Стопорный винт оси Y — винт с накатанной головкой на боковой стороне основания, который предотвращает перемещение седла внутрь и наружу при затягивании.
- Стопорный винт оси X — Винт, который проходит через цилиндрический замок на передней части седла, чтобы зафиксировать стол на месте во время операций обработки, когда движение не требуется или нежелательно.

- Замки с обратным зазором — Блокировка работает как затяжка двух гаек друг против друга на резьбовом валу, чтобы уменьшить люфт в резьбе. Люфт – это пауза в движении при изменении направления вращения любого резьбового экипажа. Поскольку обе стороны резьбы не трутся о гайку одновременно (они быстро изнашиваются), одна поверхность тянет или толкает гайку при вращении винта. Когда вы останавливаетесь и меняете направление, винт немного поворачивается, в то время как резьба захватывает другую сторону и начинает перемещать гайку в другом направлении. Чем свободнее посадка нитей, тем больше возникает «люфт». По сути, это величина, на которую вы можете повернуть маховик в обратном направлении, прежде чем произойдет движение по оси. По осям X и Y предусмотрена регулировка для уменьшения люфта ходового винта. Люфт — это не «вина» машины; это просто физическая реальность, которую необходимо учитывать при обработке. Вы регулируете известную или приемлемую величину с помощью замков, а затем удаляете ее из операции обработки, всегда приближаясь к резу с одного и того же направления с уже устраненным люфтом до начала резания.

- Ключ для выравнивания — Прецизионный шлифованный ключ, который вставляется в прорезь в опоре колонны, чтобы удерживать переднюю бабку в вертикальном положении вверх и вниз. Также предусмотрен второй паз для размещения передней бабки под углом 90° для горизонтального фрезерования. Удаление этого ключа и вращение передней бабки позволяет резать фаски под любым углом. Приблизительная угловая шкала выгравирована лазером на седле для справки.
- Блок распорки передней бабки — Перемещает переднюю бабку на 1,25 дюйма дальше от суппорта, чтобы увеличить расстояние «горловины» (расстояние между фрезой и колонной). Он не является обязательным для мельниц серии 5000, является стандартным для мельниц серии 5400 и не требуется для мельниц серии 2000, поскольку для регулировки этого расстояния можно использовать ползун.
- Клиновой ремень — усиленный кевларом уретановый ремень, который приводит в движение шпиндель через шкивы.

- 2-позиционный шкив — В нормальном (заднем) положении двигатель понижается примерно в 2:1, обеспечивая максимальную скорость около 2800 об/мин. Положение «Высокий крутящий момент» (ближайшее к передней бабке) обеспечивает передаточное отношение примерно 4:1 для более низкой скорости, но больший крутящий момент, когда это необходимо для тяжелых резов.
Прочие термины для фрезерования и обработки
- Ползунок колонны — На мельницах серии 2000 добавлен «ползун», который позволяет перемещать всю колонну внутрь и наружу, а также поворачивать ее из стороны в сторону. Он разработан на основе движений рабочей лошадки механического цеха — мельницы Bridgeport®.
- Насадка для поворотной колонны — Эта функция позволяет вращать вертикальную колонну из стороны в сторону для выполнения углового фрезерования или сверления. Он входит в конструкцию мельниц серии 2000 или может быть добавлен в качестве опции (P/N 3700) к мельницам серии 5000/5400.

- Регулируемые «нулевые» маховики — На станках базовой модели используются простые маховики. На них нанесена лазерная гравировка с 50 отметками (в дюймах) или 100 отметками (в метрических единицах) и номерами для справки. Регулируемые нулевые маховики позволяют остановиться в любой заданной точке, ослабить рифленое колесо в центре маховика и повернуть кольцо с лазерной гравировкой обратно к нулевой отметке перед началом следующего прохода, не меняя положения маховика. Это означает, что каждый раз вы начинаете с нуля, а не со случайного числа, что упрощает расчеты глубины и резания. В конечном итоге это означает меньше ошибок. Токарные станки серий 4400 и 4500 и фрезерные станки серий 5400 и 2000 включают эти модернизированные маховики в качестве стандартного оборудования.
- DRO — расшифровывается как «Цифровое считывание». Цифровые показания включают в себя электронный блок с экраном, который считывает числа, а не смотрит на градуировку на маховиках, чтобы определить движение.
 Он предлагает два преимущества: для людей с плохим зрением его легче читать, чем маленькие метки на маховике, и 2) он отслеживает накопленное расстояние, поэтому вам не нужно считать обороты маховика при выполнении более длинных движений. Это помогает устранить распространенный источник ошибок. Любой токарный или фрезерный станок Sherline можно заказать с УЦИ или добавить его позже. Также в показания встроены датчик и индикатор оборотов шпинделя, чтобы исключить догадки относительно скорости шпинделя.
Он предлагает два преимущества: для людей с плохим зрением его легче читать, чем маленькие метки на маховике, и 2) он отслеживает накопленное расстояние, поэтому вам не нужно считать обороты маховика при выполнении более длинных движений. Это помогает устранить распространенный источник ошибок. Любой токарный или фрезерный станок Sherline можно заказать с УЦИ или добавить его позже. Также в показания встроены датчик и индикатор оборотов шпинделя, чтобы исключить догадки относительно скорости шпинделя. - ЧПУ — расшифровывается как «Числовое компьютерное управление». Вместо того, чтобы вы вращали маховики, компьютер определяет скорость и расстояние и приводит в действие двигатели постоянного тока, называемые «шаговыми двигателями» или «сервоприводами», которые перемещают токарный станок за вас. Любой станок Sherline можно заказать готовым для использования с ЧПУ или как полную систему ЧПУ с шаговыми двигателями, контроллером, компьютером, программным обеспечением и всем остальным.
 Позднее ЧПУ можно установить на любой токарный или фрезерный станок Sherline.
Позднее ЧПУ можно установить на любой токарный или фрезерный станок Sherline. - 4-я ось — При фрезеровании, в дополнение к осям X, Y и Z, 4-я ось называется осью А или осью вращения и обеспечивается дополнительным поворотным столом. Sherline предлагает ручные (P/N 3700) или ЧПУ (P/N 8700 или 8730) поворотные столы.
- Концевые фрезы — Они выглядят как сверла, но заточены не только по бокам, но и по концам. Удерживаемые в держателе концевой фрезы, они используются для вырезания пазов, карманов или поверхностей. Концевые фрезы обычно плоские, но также доступны фрезы со сферическим концом, которые имеют закругленный конец для оставления радиуса в углу кармана или паза с круглым дном. Концевые фрезы могут иметь две, три или четыре канавки (спиральные насечки) по бокам. Как правило, меньшее количество канавок лучше подходит для более мягких материалов, таких как алюминий, потому что они не так легко забиваются, в то время как большее количество канавок (и более низкая скорость резания) лучше для сталей, которые не допускают столь агрессивного резания и производят меньше стружки за один рез.

- Нахлыстовая фреза — Оправка удерживает фрезу из быстрорежущей стали или карбида с квадратным хвостовиком 1/4 дюйма и вращает ее по большому кругу (около 1–1,5 дюйма). Деталь перемещается под фрезу, что придает ей красивую ровную поверхность. Каждый последующий разрез перекрывает предыдущий примерно на 1/3 разреза, пока поверхность не будет готова.
- Фрезерные тиски — Небольшие тиски, которые крепятся к фрезерному столу и удерживают детали для фрезерования. Они отличаются от более распространенных тисков для сверлильных станков тем, что они затягиваются с помощью функции вытягивания, которая помогает удерживать деталь внизу, а также противодействовать силам фрезерования. Он также точно обработан, поэтому его можно выровнять на станке для точных разрезов.
- Набор прижимов — Ряд регулируемых зажимов, которые используются для крепления деталей к столу фрезерного станка при фрезеровании. Их можно использовать на больших или неровных деталях, таких как отливки.

- Расточная головка — Вращающаяся в передней бабке расточная головка удерживает заточенный инструмент, который вращается вне центра, описывая круг. Его опускают в отверстие отверстия, чтобы увеличить отверстие до заданного размера. Точная регулировка расточной головки позволяет понемногу выдвигать фрезу для увеличения окружности резания. Он используется, когда требуется очень точное отверстие, например, в цилиндре двигателя, или когда большое сверло нужного размера недоступно или нецелесообразно. С помощью расточной головки вы можете делать точные отверстия диаметром до 1,75 дюйма на небольшой фрезе.
Фрезерный станок, станина, обрабатывающий центр с ЧПУ, фрезерный центр с ЧПУ, вертикальный обрабатывающий центр, детали машин Бриджпорта, высокоскоростной нарезной центр с ЧПУ
Фрезерный станок, станина, обрабатывающий центр с ЧПУ, фрезерный центр с ЧПУ, Вертикальный обрабатывающий центр,
Запчасти для станков Bridgeport, Центр высокоскоростной нарезки резьбы с ЧПУ
| |||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||
Manford Machinery, Inc. Электронная почта: [email protected] Copyright 2015 Мэнфорд | |||||||||||||||||||||||||||||||||||||||||
 электронный каталог)
электронный каталог)
Объем рынка фрезерных станков, рост
Объем мирового рынка фрезерных станков в 2018 году составил 13,22 млрд долларов США, а к 2026 году, по прогнозам, он достигнет 16,01 млрд долларов США, при среднегодовом темпе роста в 2,4% в течение прогнозируемого периода.
Мы занимаемся обновлением рынка фрезерных станков с учетом воздействия COVID-19.
Образец запроса
Ожидается, что фрезерные станки будут демонстрировать умеренные темпы роста благодаря их функциональной универсальности в различных отраслях промышленности. Некоторые из функций, которые они могут выполнять, включают сверление, снятие фасок, токарную обработку, вырезание пазов, изготовление галтелей и другие. Фрезерные станки являются очень важными инструментами, используемыми при резке металлов. Их способность эффективно и результативно выполнять различные задачи делает их наиболее важными машинами, необходимыми во многих отраслях для различных операций.
Фрезерные станки являются очень важными инструментами, используемыми при резке металлов. Их способность эффективно и результативно выполнять различные задачи делает их наиболее важными машинами, необходимыми во многих отраслях для различных операций.
РЫНОЧНЫЕ ТЕНДЕНЦИИ
Растущий спрос на снижение эксплуатационных расходов и повышение производительности для ускорения роста рынка
Растущий спрос со стороны конечных пользователей заставляет отрасли промышленности расширять свои производственные процессы. С увеличением производственного процесса компании стремятся снизить эксплуатационные расходы, обеспечиваемые этими машинами, что еще больше подпитывает рост рынка фрезерных станков. Фрезерные станки обеспечивают высокое качество продукции при меньшем времени производства, что помогает компаниям снизить затраты и свести к минимуму потери. Кроме того, спрос на простые в установке и многофункциональные машины также будет стимулировать рыночный спрос. Кроме того, основное применение фрезерных станков в промышленном производстве, поскольку они выполняют различные функции, когда это требуется для нескольких целей.
Кроме того, основное применение фрезерных станков в промышленном производстве, поскольку они выполняют различные функции, когда это требуется для нескольких целей.
Запросите бесплатный образец , чтобы узнать больше об этом отчете.
ДВИГАТЕЛИ РЫНКА
Растущий спрос на индивидуальное массовое производство будет способствовать росту рынка
Фрезерные станки производят индивидуальные изделия в больших количествах. Потребительский рынок ищет продукты с дифференциацией и с последними обновлениями в оборудовании и технологиях. Это привело к расширению и непрерывности производственного процесса для различных отраслей, таких как электроника, автомобили, общее производство и т. д. Кроме того, компании стремятся использовать любую возможность, чтобы увеличить долю рынка; следовательно, они стремятся к постоянному совершенствованию своих производственных мощностей для увеличения производительности. Более того, подключенная промышленность, индустрия 4. 0, автоматизация и робототехника подчеркивают, что компании должны иметь автоматизированный производственный процесс, что приводит к спросу на фрезерные станки.
0, автоматизация и робототехника подчеркивают, что компании должны иметь автоматизированный производственный процесс, что приводит к спросу на фрезерные станки.
ОГРАНИЧЕНИЕ РЫНКА
Единая функция и стоимость, связанная с установкой и обслуживанием для ограничения роста
Фрезерные станки являются важным аспектом рынка станков, но обеспечивают ограниченные фрезерные функции, такие как сверло, токарный станок и т. д. Из-за этого ограничения предприятиям необходимо устанавливать и другие машины, что увеличивает требуемые капиталовложения. Кроме того, несколько машин имеют разные графики износа, что приводит к увеличению затрат на техническое обслуживание для компании. С другой стороны, другие типы станков, такие как обрабатывающие центры, выполняют множество функций, в которые также входит фрезерование; следовательно, клиенты склонны выбирать обрабатывающие центры вместо фрезерных станков. Ожидается, что эти факторы будут ограничивать рост рынка.
SEGMENTATION
By Type Analysis
To know how our report can help streamline your business, Speak to Analyst
Vertical Mills Segment to have Moderate Growth Fueled by their Multiple Functions
Based по типу рынок делится на вертикальные мельницы, горизонтальные мельницы и другие. Ожидается, что сегмент вертикальных мельниц будет умеренно расти в течение ожидаемого периода благодаря его множеству функций в различных отраслях. Кроме того, этот тип мельниц можно быстро установить, они обладают высокой энергоэффективностью и превосходной производительностью по сравнению с горизонтальными мельницами. Кроме того, горизонтальные фрезы обеспечивают более качественную обработку поверхности, что ограничивает их использование в точном машиностроении и автомобильной промышленности. Горизонтальные фрезы используются для систематических целей и сложных деталей; следовательно, они имеют сравнительно увеличенный срок службы инструмента. Кроме того, другие типы мельниц, которые включены в объем поставки, включают мельницы с различными вариантами осей, портальные мельницы и т. д. Эти типы мельниц сравнительно компактны по размерам, поэтому их устанавливают и эксплуатируют на малых и средних предприятиях.
Кроме того, другие типы мельниц, которые включены в объем поставки, включают мельницы с различными вариантами осей, портальные мельницы и т. д. Эти типы мельниц сравнительно компактны по размерам, поэтому их устанавливают и эксплуатируют на малых и средних предприятиях.
По анализу применения
Точное машиностроение для демонстрации высокого CAGR при поддержке растущего спроса со стороны стран с развивающейся экономикой
В зависимости от применения рынок делится на автомобилестроение, общее машиностроение, точное машиностроение, транспортное оборудование и другие. Ожидается, что сегмент приложений точного машиностроения будет расти со значительным среднегодовым темпом роста в течение прогнозируемого периода по сравнению с другими приложениями. Это связано с функцией как горизонтальных, так и вертикальных типов мельниц в промышленности. Кроме того, ожидается, что растущий спрос со стороны развивающихся экономик на потребительские товары и инструменты также будет способствовать росту. Ожидается, что сегменты транспортного и общего машиностроения будут иметь низкие темпы роста в течение прогнозируемого периода. Оба приложения имеют постоянные требования к фрезерному станку, но из-за медленных темпов роста отрасли это влияет на рост рынка. Ожидается, что применение фрезерных станков в автомобилестроении будет расти медленными, но неуклонными темпами. Автомобильная промышленность претерпевает изменения, которые также повлияют на спрос на фрезерные станки. Другие приложения включают электротехническое, строительное оборудование, а также электроэнергию, которые составляют незначительную часть рынка.
Ожидается, что сегменты транспортного и общего машиностроения будут иметь низкие темпы роста в течение прогнозируемого периода. Оба приложения имеют постоянные требования к фрезерному станку, но из-за медленных темпов роста отрасли это влияет на рост рынка. Ожидается, что применение фрезерных станков в автомобилестроении будет расти медленными, но неуклонными темпами. Автомобильная промышленность претерпевает изменения, которые также повлияют на спрос на фрезерные станки. Другие приложения включают электротехническое, строительное оборудование, а также электроэнергию, которые составляют незначительную часть рынка.
РЕГИОНАЛЬНЫЙ АНАЛИЗ
Европейский рынок фрезерных станков, 2018 г. (млрд долларов США)
Чтобы получить дополнительную информацию о региональном анализе этого рынка, запросите бесплатный образец , Европа, Азиатско-Тихоокеанский регион, Ближний Восток и Африка, а также Латинская Америка.
Ожидается, что европейский рынок фрезерных станков продемонстрирует значительный рост рынка по сравнению с Северной Америкой, странами Ближнего Востока и Латинской Америки. Регион ориентирован на разработку энергоэффективных фрезерных станков и технологически оснащенной линейки продукции. Более того, повышенный спрос на производство и переработку также подпитывает спрос на европейском рынке. Кроме того, ожидается, что в прогнозируемом периоде Северная Америка продемонстрирует застойный рост из-за принятия этой машины для промышленного применения, где эти машины устанавливаются для эффективного производства компонентов. Производители расширяют направления бизнеса в развивающихся регионах, сосредотачиваясь на своих производственных мощностях, а также на слияниях и поглощениях.
Регион ориентирован на разработку энергоэффективных фрезерных станков и технологически оснащенной линейки продукции. Более того, повышенный спрос на производство и переработку также подпитывает спрос на европейском рынке. Кроме того, ожидается, что в прогнозируемом периоде Северная Америка продемонстрирует застойный рост из-за принятия этой машины для промышленного применения, где эти машины устанавливаются для эффективного производства компонентов. Производители расширяют направления бизнеса в развивающихся регионах, сосредотачиваясь на своих производственных мощностях, а также на слияниях и поглощениях.
Ожидается, что Азиатско-Тихоокеанский регион будет занимать доминирующую долю рынка в течение прогнозируемого периода благодаря наличию различных производственных отраслей в таких странах, как Китай, Япония, Индия, Южная Корея и т. д. Такие факторы, как повышение осведомленности об энергоэффективных производственный процесс, подъем в экономически развивающихся странах и быстрая индустриализация подпитывают рост рынка фрезерных станков. Кроме того, ключевые производители сосредотачиваются на создании своих производственных мощностей в Азиатско-Тихоокеанском регионе, поскольку регион обеспечивает недорогую рабочую силу, землю и расходы. Ожидается, что такие страны, как Индия, Япония и Южная Корея, получат самый высокий доход от рынка фрезерных станков из-за роста спроса на продукцию с высокой производительностью и меньшим временем простоя.
Кроме того, ключевые производители сосредотачиваются на создании своих производственных мощностей в Азиатско-Тихоокеанском регионе, поскольку регион обеспечивает недорогую рабочую силу, землю и расходы. Ожидается, что такие страны, как Индия, Япония и Южная Корея, получат самый высокий доход от рынка фрезерных станков из-за роста спроса на продукцию с высокой производительностью и меньшим временем простоя.
Ожидается, что Ближний Восток, Африка и Латинская Америка будут расти более медленными темпами в течение прогнозируемого периода. Это связано с медленным ростом производственного сектора. Более того, компании сосредоточены на переносе своих производственных мощностей либо в Азиатско-Тихоокеанский регион, либо в Европу.
КЛЮЧЕВЫЕ ИГРОКИ ОТРАСЛИ
Известные производители стремятся укрепить свой существующий рынок с помощью комплексного портфеля продукции
На рынке доминируют такие игроки, как DATRON Dynamics, Inc., Haas Automation, Inc. , YAMAZAKI MAZAK CORPORATION и FANUC CORPORATION. Рост этих компаний объясняется их сильным региональным присутствием, а также обширным ассортиментом продукции. Приблизительно на долю этих производителей машин приходится 27% мирового рынка.
, YAMAZAKI MAZAK CORPORATION и FANUC CORPORATION. Рост этих компаний объясняется их сильным региональным присутствием, а также обширным ассортиментом продукции. Приблизительно на долю этих производителей машин приходится 27% мирового рынка.
Кроме того, эти компании сосредоточены на инвестировании в новые технологии и предоставлении уникальных функций машин, таких как установка нескольких режущих лезвий для быстрой и более высокой производительности.
Список ключевых компаний, профилированных:
- Datron Dynamics, Inc. (Milford, New Hampshire)
- HAAS Automation, Inc. (Oxnard, California)
- Yamazaki MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MAZACI MA
- Amera-Seiki (Хьюстон, Техас)
- FANUC CORPORATION (Яманаси, Япония)
- ANDERSON EUROPE GMBH (Детмольд, Германия)
- Hurco Companies, Inc.
 (Индианаполис 9036, Индиана8)
(Индианаполис 9036, Индиана8) - Okuma Corporation (Aichi, Japan)
- Knuth Werkzeugmaschinen GmbH (Wasbek, Germany)
- Emco Group (Hallein, Австрийская)
. для расширения своей дистрибьюторской сети по всему миру.
Например,
- Январь 2018 г. – UNHInnovation добавила фрезерный станок Datron в свой UNH ECenter. Станок устанавливается для фрезерования дерева, пенопласта, акрила и металла. Это позволит преподавателям и студентам построить реальный рабочий прототип. UNH ECenter — это студенческая организация, расположенная в Дареме, штат Нью-Гемпшир.
- Май 2017 г. — Baker Industries установила на 5-осевой фрезерный станок EcoMill производства группы EMCO. Компания установила его для производства крупногабаритных рам, инструментов для укладки и т. д. к надежной работе, улучшенной отделке, удобству обслуживания и увеличению производственной мощности.
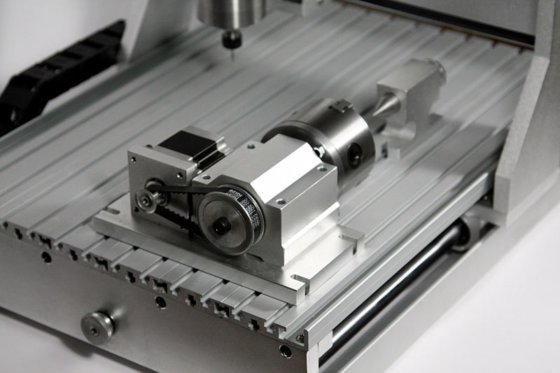
Фрезерные станки выполняют важные функции в различных отраслях промышленности, что делает их важным аспектом производственного процесса. Кроме того, они используют несколько технологий, таких как ручное, полуавтоматическое и ЧПУ, что делает их идеальным решением для различных отраслей промышленности. Ожидается, что в связи с увеличением установки в различных отраслях рынок фрезерных станков будет демонстрировать устойчивый рост в течение прогнозируемого периода. В ближайшем будущем эта машина может стать идеальным решением для фармацевтической промышленности, производства продуктов питания и напитков и других.
ПОКРЫТИЕ ОТЧЕТА
Инфографическое представление рынка фрезерных станков
Просмотреть полную инфографику
Чтобы получить информацию о различных сегментах, поделитесь с нами своими запросами
Отчет о мировом рынке фрезерных станков предлагает качественную и количественную информацию о решениях и услугах, а также подробный анализ размера рынка и темпов роста для всех возможных сегментов рынка.
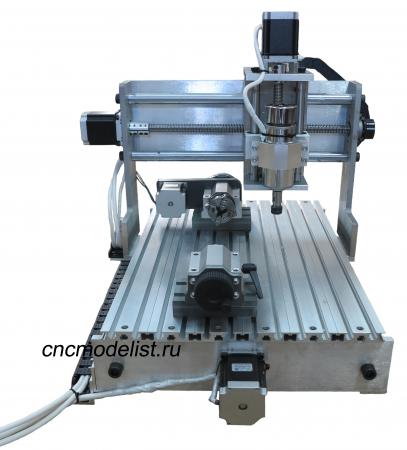
Наряду с этим в отчете о рынке содержится подробный анализ динамики рынка, новых тенденций и конкурентной среды. Ключевые идеи, предлагаемые в отчете, включают тенденции внедрения решений для фрезерных станков отдельными сегментами, последние события в отрасли, такие как партнерские отношения, слияния и поглощения, сводный SWOT-анализ ключевых игроков, анализ пяти сил Портера, бизнес-стратегии ведущих игроков рынка, макроэкономические и микроэкономические показатели и ключевые тенденции отрасли фрезерных станков.
Report Scope & Segmentation
ATTRIBUTE
DETAILS
Study Period
2015
2018
Forecast Period
2019-2026
Historical Period
2015-2017
Ед.

