Фрезерный широкоуниверсальный станок сф 676: СФ-676 Станок фрезерный широкоуниверсальный. Паспорт, схемы, характеристики, описание
Содержание
Фрезерный станок 676: технические характеристики, паспорт
Фрезерный станок с широкими возможностями СФ-676 предназначен для обработки деталей горизонтальным и вертикальным шпинделем с применением самых разных типов фрез. Основное преимущество данного оборудования – возможность вертикальной и горизонтальной обработки детали.
Содержание:
- 1 Для чего предназначен универсально-фрезерный СФ-676?
- 2 Общий вид, органы управления
- 3 Особенности конструкции
- 3.1 Коробка скоростей шпинделя
- 3.2 Коробка подач
- 3.3 Суппорт
- 3.4 Шпиндельная бабка
- 3.5 Вертикальная головка
- 3.6 Угловой горизонтальный стол
- 3.7 Тиски
- 3.8 Долбежная головка
- 4 Технические характеристики
- 5 Кинематическая схема
- 6 Принципиальная электрическая схема
- 7 Руководство по эксплуатации
- 8 Паспорт
- 9 Особенности модификаций
- 9.1 676П
- 9.2 40AT5
- 9.3 КМ4
- 9.
 4 КМ4-Ф2
4 КМ4-Ф2 - 9.5 40ATS-Ф2
- 9.6 40Aats Ф3
- 9.7 КМ-4Ф3
- 9.8 Л
- 10 Аналоги
- 11 Отзывы
 4 КМ4-Ф2
4 КМ4-Ф2Для чего предназначен универсально-фрезерный СФ-676?
Данное оборудование относится к многофункциональным и комплектуется вертикальным и горизонтальным шпинделем. При обработке вертикальным шпинделем используются фрезы торцевого и шпоночного типов, а при обработке горизонтальным шпинделем – фасонные, дисковые и цилиндрические аналоги.
В итоге оборудование, благодаря особенностям конструкции выполняет следующие функции:
- обработка внутренних и наружных поверхностей, методом обточки;
- нарезка уступов и пазов;
- обточка шлицев на валах;
- формирование конфигурации зубчатых колес.
Помимо стандартных фрезерных операций станок рассчитан на зенкование, сверление, растачивание. Используется станок СФ-676 в единичном и мелкосерийном производстве.
Читайте также: какие еще широкоуниверсальные фрезерные станки существуют.
Общий вид, органы управления
Станок СФ-676 относится к нормальному классу по точности обработки. Валы, расположенные в обоих плоскостях, находятся в шпиндельной бабке и между собой соединены зубчатой передачей. Направляющие расположены горизонтально, а поверх них расположена диаметральная подача шпиндельной бабки, которая производит поперечное движение.
Скоростной механизм снабжен 16 режимами, которые сообщаются обоим валам. Согласно паспорту к крайней грани бабки легко прикрепить вал вертикального типа. Оборудование снабжено двумя рабочими столами. Основные органы управления станком:
- ручка для зажимания стола в различных положениях: по вертикали и по горизонтали;
- реверс бабки шпинделя;
- ручка для включения скоростей;
- ручка для набора скоростей;
- маховик для управления перемещением шпинделя вручную;
- рукоятка механики шпиндельной бабки;
- кнопка включения-выключения местного освещения;
- пуск и стоп для основного двигателя;
- движение стола по вертикали в ручном режиме.

В основании оборудования расположен электронасос, который осуществляет привод жидкости для охлаждения, а также является емкостью для охлаждающей жидкости.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
При этом масло подается совсем маленькими порциями.
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.
Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
Технические характеристики
Особенности конструкции влияют на основные технические характеристики оборудования:
- показатели вращения горизонтального шпинделя – 50–1630 об/мин;
- параметры движения вертикального шпинделя – 63–2040 об/мин;
- скоростей шпинделя – 16;
- максимальное продвижение вертикального шпинделя по оси – 8 см;
- расстояние от оси горизонтального шпинделя до рабочей поверхности – 8–46 см;
- от торца вертикального шпинделя до рабочей горизонтальной поверхности – 0–38 см;
- максимальный ход стола вдоль – 45 см;
- по вертикали – 38 см.

1 деление лимба равно 0.05 мм. Масса станка чуть больше тонны (1050 кг).
Кинематическая схема
Принципиальная электрическая схема
Читайте также: принципиальная электрическая схема фрезерного станка
Руководство по эксплуатации
В руководстве по эксплуатации станка помимо общих рекомендаций указаны индивидуальные особенности обслуживания данного оборудования. К ним относятся:
- необходимость каждые 10 часов работы смазывать направляющие и ходовые винты;
- раз в 40 часов покрывать машинной смазкой линейные подшипники;
- раз в 400 часов проводить профилактический осмотр, регулировать ремни в коробке подач, а также заменять их при необходимости.
Также следует регулярно осматривать и подтягивать все винты на оборудовании. При износе основных узлов они подлежат замене. Перед первым запуском станка в работу следует проверить надежность всех кожухов и защитных конструкций, очистить стол от смазочных материалов и жидкостей и проверить работу станка на холостом ходу.
Паспорт
Паспорт станка содержит сведения, которые нужны как обслуживающему персоналу, так и непосредственно работнику, связанному с этим оборудованием. В паспорте указаны все схемы, подробное описание основных и дополнительных узлов станка, а также правила эксплуатации, подготовка к первоначальному пуску и основные технические характеристики. Также в паспорте подробно описаны правила смазки всех узлов оборудования и указаны нюансы обслуживания самой смазочной системы.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт широкоуниверсального станка 676П.
Особенности модификаций
На основе данного оборудования были произведены несколько модификаций, которые имели свои особенности и технические характеристики.
676П
Основное отличие данной конструкции от станка СФ 676 – класс точности. По техническим характеристикам отличия незначительны:
- показатели мощности главного электропривода – 2,2 кВт;
- масса – 910 кг;
- расстояние от стола к шпинделю меньше на 1 см.

На данный момент это оборудование можно приобрести только лишь на вторичном рынке.
40AT5
Эта модификация станка снабжена конусом 7:24-40. Все остальные технические характеристики схожи.
КМ4
Еще одна модификация станка, но уже с другим конусом – КМ4.
КМ4-Ф2
Конус у данной конструкции так же, как и в прошлом варианте – КМ4. Дополнительно станок снабжен УЦИ на 2 координаты.
40ATS-Ф2
Модификация снабжена УЦИ на 2 координаты и снабжена конусом 7:24-40.
40Aats Ф3
Эта модификация уже на 3 координаты. Конус на ней также 7:24-40.
КМ-4Ф3
Станок снабжен УЦИ на 3 координаты с конусом КМ-4.
Л
Это облегченная вариация основного агрегата СФ676, которая используется для установки в небольшие или передвижные мастерские.
Аналоги
Аналогичное оборудование производят не только в нашей стране, но и зарубежном. Есть небольшие различия в технических характеристиках, но в основном это полностью аналогичное оборудование:
Есть небольшие различия в технических характеристиках, но в основном это полностью аналогичное оборудование:
- X8132 – консольно-фрезерный станок отлично зарекомендовал себя на предприятиях машиностроительной и приборостроительной промышленности, производится в Тайвани;
- ОММ64S, ОММ67S – производство «Микрон» г. Одесса;
- ВМ 130 – отечественный аналог, произведенный Воткинским машиностроительным заводом.
Также аналогичные агрегаты производятся на Дмитровском заводе фрезерных станков.
Отзывы
Станок пользуется популярностью, как для небольших производств, так и для использования в частных мастерских. По отзывам его основными преимуществами являются:
- понятное и удобное управление основными функциями станка;
- наличие дополнительной головки шпинделя на выдвигающемся хоботе;
- качественная станина из чугуна эффективно поглощает все виды вибрации.

По словам опытных операторов, на данном оборудовании есть возможность подобрать оптимальные системы нарезания, поскольку расширен масштаб циркуляции горизонтального и вертикального шпинделей. Широкоуниверсальный фрезерный станок СФ-676 с успехом используется в условиях единичного и небольшого серийного производства в самых разных отраслях промышленности. Станок используется для обработки деталей из чугуна, стали, а также разных сплавов и цветных металлов. При этом агрегат прост в управлении и отличается надежностью в работе.
Широкоуниверсальные фрезерные станки по металлу СФ-676
Главная
» Фрезерные станки
» Российские
» Станок широкоуниверсальный фрезерный СФ-676
Станок универсальный фрезерный СФ676 применяется для горизонтального и вертикального фрезерования с применением различных фрез под различными углами, а так же для выполнения разнообразных расточных, сверлильных, разметочных и других работ. Фрезерный станок используется в инструментальных и механических цехах мелкосерийного и индивидуального производств.
Основные технические данные:
Габаритный размеры станка, мм
длина 1200
ширина 1240
высота 1780
Масса станка, кг 1050
Расстояние от оси горизонтального шпинделя до рабочей
поверхности углового горизонтального стола, мм:
наименьшее 80
наибольшее 440
Расстояние от торца вертикального шпинделя до рабочей
поверхности углового горизонтального стола, мм
наименьшее 0
наибольшее 350
Расстояние от торца горизонтального шпинделя до оси
вертикального шпинделя, мм 115
Наибольшее расстояние от торца горизонтального
шпинделя до торца серьги, мм 315
Конус горизонтального и вертикального шпинделей 7:24-40 или КМ4
Количество скоростей шпинделей:
горизонтального 16
вертикального 16
Пределы частоты вращения шпинделей, об/мин.
горизонтального 50…1630
вертикального 63…2040
Количество подач стола
продольных 16
вертикальный 16
Пределы подач стола, мм/мин
продольных 13…395.
вертикальный 13…395
Ускоренный ход стола (продольный и вертикальный), мм/мин. 935
Количество подач шпиндельной бабки 16
Пределы подач шпиндельной бабки, мм/мин. 13…395
13…395
Ускоренный ход шпиндельной бабки, мм/мин. 935
Наибольший ход шпиндельной бабки, мм 300
Наибольшее осевое перемещение вертикального шпинделя, мм 80
Наибольший угол поворота вертикального шпинделя
в вертикальной плоскости, град, ±90
Цена деления лимбов, мм 0,05
Цена деления линеек, мм 1
Основной вертикальный стол:
Рабочая поверхность стола, мм: 630
длина 630
ширина 250
Наибольший продольный ход стола, мм 450
Наибольший вертикальный ход стола, мм 380
Число Т-образных пазов 2
Ширина Т-образных пазов, мм 14
Расстояние между Т-образными пазами, мм 80
Масса, кг 72
Стол угловой горизонтальный:
Рабочая поверхность стола, мм
длина 800
ширина 250 (до 300 по запросу)
число Т-образных пазов 4 (3 или 5 на выбор)
ширина Т-образных пазов, мм
-центрального 14
-крайних 14
Расстояние между Т-образными пазами, мм 50
Масса, кг 75
Привод:
Ремень приводной клиновой А-2000Т
количество 3
Цепь приводная роликовая нормальная ПР-12,7-1820-1
количество 2
количество звеньев у одной цепи 78
количество звеньев у одной цепи 72
соединительное звено С-ПР-12,7-1820
количество 2
Характеристика электрооборудования:
Род тока питающей цепи переменный трёхфазный
Частота тока, Гц 50
Напряжение, В 380
Количество двигателей на станке 2
Напряжение силовой сети, В 380
Напряжение цепи управления, В 380
Напряжение цепи освещения, В 24
Двигатель привода АИР 100С4У3
исполнение 1 М 1081
мощность, кВт 3
частота вращения, об/мин. 1500
1500
Электронасос П-0,25.М.10
мощность, кВт 0,12
производительность, л/мин. 22
частота вращения, об/мин. 2800
Суммарная мощность всех электродвигателей, кВт 3,12
Характеристика системы смазки станка:
Марка масла для смазки индустриальное И-30 А
Тип насоса смазки шестерён поршневой
Производительность насоса, см3/ход 6-8
Тип смазочной станции поршневой
Количество точек в питателе 8
Основная спецификация широкоуниверсального фрезерного станка СФ676:
-
Коробка скоростей — 751001 -
Коробка подач — 752001 -
Суппорт — 763001 -
Шпиндельная бабка — 766К001 -
Станина — 767001 -
Электрооборудование — 67690000 -
Комплект инструмента и принадлежностей — 7680000 -
Головка вертикальная (съемный узел) — 764К001. 01-ДЦ -
Стол угловой горизонтальный (съемный узел) — 7681К001.01 (250/4) -
Защита направляющих оси Z; -
Маслостанция типа Y-6(8) с коллектором на 8 дозаторов. -
Освещение LED 24V – 3 светодиода CL. -
УЦИ (для моделей с индексом Ф2,Ф3).
 01-ДЦ
01-ДЦ
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Введите код, указанный на картинке:
Продолжить
СФ-676 станок фрезерный широкоуниверсальный
Наименование параметра | СФ-676 | ФСМ-250/676М | ОММ64S | 676 | 676П |
Основные параметры станка | |||||
Класс точности по ГОСТ 8-82 | Н | Н/П | Н | Н | П |
Размеры горизонтального (углового) стола, мм | 250х800 | 250х620 | 320х800 | 250х800 | 250х800 |
Размеры вертикального стола, мм | 250х630 | 195х703 | 250х1000 | 250х630 | 250х630 |
Максимальная масса обрабатываемой детали, кг | 100 | 80 | 350 | 100 | 100 |
Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80-460 | 100-500 | 80-460 | 80-460 | |
Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0-380 | 13-413 | 0-380 | 0-380 | |
Наибольший вылет оси вертикального шпинделя, мм | 125-375 | 500 | 125-375 | 125-375 | |
Наибольший продольный ход стола (X), мм | 450 | 400 | 400 | 450 | 450 |
Наибольший ход шпиндельной бабки (Y), мм | 300 | 200 | 320 | 300 | 300 |
Наибольший вертикальный ход стола (Z), мм | 380 | 400 | 400 | 300 | 250 |
Цена деления лимбов, мм | 0,05 | 0,025 | 0,05 | 0,05 | |
Горизонтальный и вертикальный шпиндели станка | |||||
Частота вращения горизонтального шпинделя, об/мин | 50-1630 | 35-2670 | 63-3150 | 50-1630 | 50-1630 |
Частота вращения вертикального шпинделя, об/мин | 63-2040 | 35-2670 | 63-3150 | 63-2040 | 63-2040 |
Количество скоростей шпинделей | 16 | б/с | б/с | 16 | 16 |
Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 | 60 | 60 | |
Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±45 | ±90 | ±90 | ±90 |
Конус горизонтального и вертикального шпинделей | 40АТ5 | 30АТ5 | 40АТ5 | 40АТ5 | 40АТ5 |
Пределы подач шпиндельной бабки, мм/мин | 13-395 | 10-1000 | 12-630 | 13-395 | 13-395 |
Количество подач шпиндельной бабки | 16 | б/с | б/с | 16 | 16 |
Стол | |||||
Пределы продольных и поперечных подач стола (X. | 13-395 | 10-1000 | 12-630 | 13-395 | 13-395 |
Ускоренный ход стола, мм/мин | 935 | 1000 | 1000 | 935 | 935 |
Электрооборудование и привод станка | |||||
Мощность двигателя главного привода, кВт | 3 | 5 | 6 | 3 | 2,2 |
Суммарная мощность электродвигателей, кВт | 3,12 | 5,12 | 6,7 | 3,12 | 2,4 |
Габарит и масса станка | |||||
Габариты станка (длина х ширина х высота), мм | 1200 | 1350 | 1400 | 1400 | 1285 |
Масса станка, кг | 1050 | 915 | 1500 | 1110 | 910 |
 Y), мм/мин
Y), мм/минНаписать комментарий
описание, технические характеристики.
 Фрезы по металлу для фрезерного станка
Фрезы по металлу для фрезерного станка
Описание
Многофункциональный фрезерный станок 676 может комплектоваться поворотно-вертикальным шпинделем или его горизонтальным аналогом. Первый вариант позволяет обрабатывать детали при помощи торцовых и шпоночных фрез, а во втором случае используются фасонные фрезы, а также дисковые и цилиндрические аналоги.
Главным отличием рассматриваемого оборудования от аналогичных станков является наличие второй головки шпинделя, которая регулируется в перпендикулярных плоскостях. Рассматриваемый агрегат может задействовать в работе одновременно оба шпинделя. Кроме фрезерования, оборудование рассчитано на проведение сверления, зенкерования и растачивания.
В промышленной сфере универсальный фрезерный станок 676 используется для выполнения ряда операций, а именно:
- Проведения обработки внутренних и наружных поверхностей, в том числе и вращательных тел, способом обточки.
- Нарезания уступов и пазов.
- Обточки шлицев на валах.
- Формирования конфигурации зубчатых колес.

Шпиндельная бабка
Шпиндельная бабка 676П
Данный элемент конструкции также представлен отдельным корпусом, в котором находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется при помощи специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, которые необходимы для фиксации мерной плитки.
В заключение отметим, что фрезерный станок 676п подходит для выполнения мелкосерийный работ по обработке металла путем фрезерования или выполнения иной операции. Модель сконструирована так, что есть возможность провести установку дополнительного оборудования. Примером назовем переходные втулки, поворотные тески, оправки и многой другой оснастки. Максимальный ход долбяка составляет 80 метров, вес устанавливаемой головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, производство которых налажено в Чехии.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность – около 65%.
Рассматриваемое оборудование используется в единичном и мелкосерийном производстве, преимущественно на машиностроительных предприятиях и инструментальных комбинатах. На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
На популярность фрезерного станка 676 влияет ряд преимуществ по сравнению с конкурентами:
- Остов оборудования выполнен из чугуна, имеет большую массу, обеспечивающую надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малоразмерными заготовками и деталями длиной до 0,8 м при ширине – 0,25 м.
- Агрегат может комплектоваться долбежным наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты станка дают возможность его размещения даже в обычном гараже.
- Многоуровневый спектр вращения шпиндельных головок способствует оптимальному подбору режимов отделки металлов, в зависимости от их твердости.
Особенности модификаций
Особенности и технические характеристики станка 6м12п
На основе данного оборудования были произведены несколько модификаций, которые имели свои особенности и технические характеристики.
676П
Основное отличие данной конструкции от станка СФ 676 – класс точности. По техническим характеристикам отличия незначительны:
- показатели мощности главного электропривода – 2,2 кВт;
- масса – 910 кг;
- расстояние от стола к шпинделю меньше на 1 см.
На данный момент это оборудование можно приобрести только лишь на вторичном рынке.
Л
Это облегченная вариация основного агрегата СФ676, которая используется для установки в небольшие или передвижные мастерские.
Фрезерный станок 676: технические характеристики
Ниже представлены технические параметры рассматриваемого оборудования:
- Размер горизонтального/вертикального рабочего стола – 250*800/250*630 мм.
- Предельная масса устанавливаемой для обработки заготовки – 100 кг.
- Осевое расстояние от шпинделя до стола – 80-450 мм.
- Вынос шпинделя – 125-375 мм.
- Ход шпиндельной бабки по осям X/Y (максимальный) – 300/380 мм.
- Оборотистость шпинделя (горизонталь/вертикаль) – 1630/2040 оборотов в минуту.
- Число скоростей – 16 штук.
- Габаритные размеры – 1200/1240/1005 мм.
- Масса – 1000 кг.
- Мощность электропривода – 3 кВт.

Кроме того, универсальный фрезерный станок 676 оснащается вспомогательной системой подачи СОЖ с мотором, от которого активируется электронасос производительностью 23 литра в минуту.
Широкоуниверсальный фрезерный станок СФ-676 (675)
- Российский широкоуниверсальный фрезерный станок СФ-676 (675) предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами.
- Станок предназначен для использования в инструментальных, и экспериментальных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
- Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счет применения высоких режимов резания и сокращения вспомогательного времени.
- На станке СФ676 возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью, которую можно достигнуть, если станок установлен в помещении с постоянной температурой + 20° + 2° С и влажностью воздуха 65+5% и если вблизи станка нет источников тепла.
- Станок СФ-676 является аналогом производимых ранее станков 675, 675П, 676П и позволяет выполнять след. операции:

- Фрезерование
- Сверление
- Развертывание
- Растачивание
- Зенкерование
- Долбежка
Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Преимущества конструкции
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей.
- Фрезерование небольших деталей длиной до 800мм, шириной 250мм и более.
- Использование станка в инструментальных и механических цехах индивидуального производства.
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки).
- Удобное классическое управление станком.
- Не большие габариты станка позволяют разместить его практически любом помещении, в том числе и гараже.
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания.
- Подача СОЖ осуществляется от электронасоса. Производительность электрического насоса 22л/мин.
- Имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом +-90 градусов в двух взаимно перпендикулярных плоскостях.
- Возможно одновременно работать и вертикальным и горизонтальным шпинделями. На поворотную головку, для большей универсальности станка, монтируют накладную фрезерную головку, которая позволяет производить на данном станке не только фрезерные операции, но и операции сверления, зенкерования, растачивания и т.д.
Станок СФ-676 идеален в использованиии при мелком производстве, в ремонтных цехах, инструментальном производстве и различных мастерских.
| Размер стола, мм — съемного углового- вертикального | 250х800250х630 |
| Конус гор. и верт. шпинделя Морзе | Морзе 40АТ5 ГОСТ15945 |
| Наибольшее перемещение стола, мм: — продольное — вертикальное | 450380 |
| Класс точности ГОСТ-8-82 | Н |
| Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм | 80-460 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | 380 |
| Наибольшее осевое перемещение вертикального шпинделя, мм: | 80 |
| Кол-во скоростей каждого шпинделя | 16 |
| Частота вращения, об/мин — горизонтального шпинделя- вертикального шпинделя | 50-163063-2040 |
| Пределы подач стола и шпиндельной бабки | 13…395 мм/мин |
| Скорость (ускоренная) перемещения стола и бабки | 935 мм/мин |
Мощность двигателя гл. привода, кВт привода, кВт | 3 |
| Габариты станка, мм, не более | 1200х1240х1780 |
| Масса СФ-676 (675) станка в упаковке, кг, не более | 1050 |
| Габариты станка, мм, не более | 1700х1450х2200 |
| Масса СФ-676 (675) станка в упаковке, кг, не более | 1560 |
Технологическая оснастка
В комплект станка входит:
- Вертикальная шпиндельная головка
- Хобот с серьгой
- Стол угловой горизонтальный
- Патрон цанговый с комплектом цанг (ф4, ф5, ф6, ф8,ф10)
- Оправка фрезерная ф27мм
- Набор инструмента
Отличия между моделями 676П и СФ-676
Модификация 676П от СФ-676 отличается незначительно:
- Имеет расстояние по оси от стола к шпинделю на 10 мм меньше.
- Перемещение бабки шпинделя по вертикали составляет 250 мм.
- Показатель мощности основного электропривода – 2,2 кВт.
- Масса – 910 кг.
- Габариты – 1260/1210/1780 мм.

Широкоуниверсальный фрезерный станок 676П относится к устаревшим модификациям, и сейчас не выпускается. Приобрести его можно только на вторичном рынке.
Модификации универсального фрезерного станка СФ 676.
- 40АТ5;
- КМ4;
- КМ4 – Ф2, содержащий2 – координатную УЦИ и конусКМ4;
- 40АТ5 – Ф2,содержащий2 – координатную УЦИ и конус 7:24 – 40;
- 40АТ5 – Ф3,содержащий3 – координатную УЦИ и конус 7:24 – 40;
- КМ4 – Ф3, содержащий 3 – координатную УЦИ и конус КМ4;
- Л – облегченный, разработан для передвижных мастерских.
Кроме того, самой компактной для использования моделью рассматриваемого станка будет 676П. Данная модель отличается чуть меньшей массой самого станка и более низкой мощностью двигателя. Однако, данные особенности никак не отразились на функциональных характеристиках, а также производительности.
Устройство
Станина станка 676 изготовлена из чугуна, служит несущим основанием с закрепленными на нем основными конструктивными элементами. На левой стороне станины установлен блок скоростей и короб подачи. На верхней поверхности остова перемещается бабка с установленным горизонтальным шпинделем. На этом элементе, при необходимости, устанавливается вертикальное шпинделное устройство.
На левой стороне станины установлен блок скоростей и короб подачи. На верхней поверхности остова перемещается бабка с установленным горизонтальным шпинделем. На этом элементе, при необходимости, устанавливается вертикальное шпинделное устройство.
Суппорт смонтирован на вертикальных направляющих, стол – на горизонтальных элементах. Станок оборудован основным горизонтальным столом и дополнительным вертикальным аналогом. На основном верстаке фиксируются заготовки размером до 800 мм по длине и 250 мм по ширине.
Электропривод агрегата находится в нижней части остова, размещен на опоре в виде плиты, внутри которой предусмотрена емкость для охлаждающей жидкости. Все электрическая начинка станка расположена под крышкой станины в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
Главными функциональными деталями фрезерного станка является суппорт и шпиндельная головка. Предназначение суппорта – удержание и перемещение рабочего стола в поперечно-продольной плоскости. В действие элемент приводится при помощи ходового вала, передающего крутящий момент от силового агрегата к подающей коробке.
В действие элемент приводится при помощи ходового вала, передающего крутящий момент от силового агрегата к подающей коробке.
Шпиндельная бабка агрегирует с коробкой подач через барабанные шестеренки, сам шпиндель смонтирован на радиальных и шариковых подшипниках. Точность его перемещения обеспечивает индикаторный держатель.
Руководство по эксплуатации
Сегодня найти запчасти для фрезерного станка 676п достаточно сложно, так как его технические характеристики несколько уступают параметрам современных моделей станков фрезеровального типа. Однако еще совсем недавно рассматриваемое оборудование устанавливалось во многих цехах, где проводилось мелкосерийное и единичное производство. Руководство по эксплуатации предусматривает установку дополнительной оснастки, к примеру, для выполнения долбежных операций. Этим и обуславливается универсальность оборудования.Другие особенности модели заключатся в возможности поворота шпиндельной головки на определенный градус в установленном пределе. Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Инструкция по эксплуатации предусматривает использование нескольких маховиков ручного перемещения для подвода стола к режущему инструменты и поворот шпиндельной бабки.
Основные элементы конструкции
Кинематическая схема станка 676П
Конструкция 676п универсального фрезерного станка представлена следующими основными элементами:
- Выключатель сети и электронасоса. Электрическая схема предусматривает полное обесточивание при необходимости. В данном случае электросхема выполнена в классическом стиле, когда управление всем питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые используются для управления столом, шпинделем и бабкой.
- Паспорт определяет присутствие довольно большого количества рукояток, которые отвечают за управление основными элементами во время проведения обработки деталей.
- Основная часть конструкции представлена вертикальной станиной, по сторонам которой расположены органы управления. В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
 В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.
В верхней части расположена бабка с коробкой скоростей и подачи шпинделя, с фронтальной части имеется стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко фиксировать при помощи болтов.Электрическая схема станка 676П
В целом можно сказать, что конструкция данной модели несущественно отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевая особенность 676п заключается в возможности поворота шпинделя.
Техническое обслуживание
Широкоуниверсальный станок СФ-676 требует регулярного техобслуживания. Необходимо:
- Проводить через 10 часов работы смазку специальным машинным маслом направляющих и ходовых винтов.
- Покрывать машинной смазкой линейные подшипники каждые 40 часов.
- Через 400 отработанных часов осматривать и регулировать ремни в подающей коробке, а также подтягивать винтовые узлы.
Перед первым рабочим пуском станка необходимо проверить надежность фиксации предохранительных кожухов, очистить рабочий стол от жидкостей и смазочных материалов, включить агрегат и проверить его работу на холостых оборотах.
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.
После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.
Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
Конструкция и описание компонентов станка
Внешний вид
Все фрезерные станки этого класса предназначены для обработки металлических изделий по внутренней, наружной или фасонной поверхности. С их помощью можно формировать канавки различной конфигурации, шлицы на валах, изготавливаются зубья для шестерен. Благодаря своей универсальной конструкции, характеристикам и многофункциональности станок успешно справляется с возложенными на него функциями.
Станок характеризуется продуманной компоновкой элементов. На чугунной основе установлена станина, на которой закреплены шпиндели, силовая установка, коробка передач и рабочий стол. На последнем есть монтажные пазы для фиксации деталей. В нижней части оборудования установлена выемка для сбора стружки. Дополнительно есть системы подачи СОЖ и охлаждающей жидкости.
Конструктивные особенности и характеристики широкоуниверсальных станков серии 676П:
- наличие двух шпиндельных головок для установки фрез. Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;
- разнообразие режимов работы. В первую очередь это относится к количеству оборотов шпинделей и подач. Для обработки конкретной заготовки можно выбрать оптимальный режим;
- наличие маховика с вертикальным перемещением. Он положительным образом сказывается на эргономике оборудования, а также повышает его технологические возможности.
 Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;
Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;Дополнительно предусмотрена возможность установки компонентов, не входящих в стандартную комплектацию. Таким образом, увеличивается перечень выполняемых операций, уменьшается время обработки одной заготовки.
Широкоуниверсальный фрезерный станок сф 676
Товар добавлен в корзину
Фрезерный широкоуниверсальный инструментальный станок Сф676 используется для работы в двух плоскостях, осуществляет горизонтальное фрезерование и вертикальное фрезерование при помощи соответствующего инструмента, под разными углами. Наиболее часто данный станок встречается в ремонтных мастерских различных учреждений и крупных машиностроительных заводов. Идеальный вариант для учебных мастерских, подходящий вариант для импортозамещения. Фрезерный станок СФ-676 выпускался с советских времен и по наши дни, широкую известность и массу положительных отзывов приобрел за счет своей надежности и простоты в эксплуатации. Литая, высокопрочная чугунная станина идеально поглощает вибрации, что идеально сказывается на качестве обрабатываемых на станке деталей. Фрезеровка небольших деталей длиной до 800мм, шириной 250мм.
Наиболее часто данный станок встречается в ремонтных мастерских различных учреждений и крупных машиностроительных заводов. Идеальный вариант для учебных мастерских, подходящий вариант для импортозамещения. Фрезерный станок СФ-676 выпускался с советских времен и по наши дни, широкую известность и массу положительных отзывов приобрел за счет своей надежности и простоты в эксплуатации. Литая, высокопрочная чугунная станина идеально поглощает вибрации, что идеально сказывается на качестве обрабатываемых на станке деталей. Фрезеровка небольших деталей длиной до 800мм, шириной 250мм.
На сегодняшний день выпускается несколько моделей данного станка:
СФ-676 – базовая комплектация
СФ-676-Ф2 – с Индикацией на 2 координаты
СФ-676-Ф3 – с Индикацией на 3 координаты
СФ-676Л – для передвижных мастерских
- ul>li, #GalleryPager ul>li’ data- >
- ul>li, #GalleryPager ul>li’ data- >
- ul>li, #GalleryPager ul>li’ data- >
- ul>li, #GalleryPager ul>li’ data- >
- ul>li, #GalleryPager ul>li’ data- >
- ul>li, #GalleryPager ul>li’ data- >
При разработке конструкции фрезерного станка СФ676 ставилась цель обеспечить выполнение максимального количества фрезерных и подобных им операций, производимых вращающимся режущим инструментом. В результате, с помощью этой модели можно выполнять все виды фрезерования, сверление, растачивание и другие виды обработки отверстий, а при оснащении специальной головкой – долбежные операции.
В результате, с помощью этой модели можно выполнять все виды фрезерования, сверление, растачивание и другие виды обработки отверстий, а при оснащении специальной головкой – долбежные операции.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Использование станка СФ676, как и другого широкоуниверсального оборудования, наиболее эффективно на предприятиях с единичным и мелкосерийным типом производства, в экспериментальных, инструментальных, ремонтных цехах и мастерских.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Возможность обработки поверхностей самой сложной формы и ориентации достигается за счет придания режущему инструменту и заготовке необходимого взаимного расположения и траектории перемещения в пространстве, которые обеспечиваются агрегатами и механизмами станка.
Для этого он оснащен двумя шпиндельными валами, один из которых (горизонтальный) размещен в бабке, перемещающейся по направляющим в верхней части станины, а второй – в вертикальной фрезерной головке, устанавливаемой на торец бабки. Вертикальный шпиндель имеет возможность перемещения в осевом направлении, а также поворота на угол ±90° в вертикальной плоскости. Кроме этого, позиционирование и перемещение обрабатываемой детали в пространстве осуществляется с помощью механизмов подачи рабочего стола в вертикальном и горизонтальном направлении, а также применением специальной оснастки и приспособлений, обеспечивающих ее установку и закрепление на плоскости стола в заданном положении.
Кроме этого, позиционирование и перемещение обрабатываемой детали в пространстве осуществляется с помощью механизмов подачи рабочего стола в вертикальном и горизонтальном направлении, а также применением специальной оснастки и приспособлений, обеспечивающих ее установку и закрепление на плоскости стола в заданном положении.
Перемещение режущего инструмента вместе со шпиндельной бабкой и движение рабочего стола может производиться как вручную, так и механизмами подач, приводимыми в действие электродвигателем через коробку передач и ходовые винты.
При работе с режущим инструментом горизонтального вращения используется вал шпиндельной бабки и выполняются операции горизонтального фрезерования. В случае вертикального фрезерования, сверления устанавливается головка с вертикальным шпиндельным валом.
Установка фрез, сверл, и другого инструмента производится напрямую либо через оправки в конические гнезда 7:24 шпиндельных валов с фиксацией с помощью шомпола.
Все механизмы управления движением инструмента и рабочего стола оборудованы устройствами индикации линейных и угловых параметров, позволяющими выполнять настройку на заданные размеры и производить обработку с высокой точностью. Широкий диапазон регулирования частоты вращения инструмента и скоростей подач дает возможность получить наилучшее качество поверхности.
Широкий диапазон регулирования частоты вращения инструмента и скоростей подач дает возможность получить наилучшее качество поверхности.
Набор технологических возможностей, дополняемый применением специальной оснастки и приспособлений, наделил фрезерный станок СФ676 достоинствами высокоэффективного многофункционального оборудования. Свои положительные качества и превосходные характеристики он заслужил многолетним опытом работы в металлообрабатывающих производствах всех отраслей машиностроения.
Фото отдельных узлов станка СФ676
| Горизонтальная оправка СФ676 ” href=”assets/mgr/images/otdelnye-chasti-SF676/gorizontalnaya-opravka-sf676.jpg” > | Горизонтальный хобот с серьгой СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/gorizontalnij-hobot-s-sergoj-sf676.jpg’ > | Освещение станка СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/osveshhenie-stanka-sf676.jpg’ > |
| Горизонтальная оправка СФ676 | Горизонтальный хобот с серьгой СФ676 | Освещение станка СФ676 |
Серьга СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/serga-sf676. jpg’ > jpg’ > | Шпиндельная бабка СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/shpindelnaya-babka-sf676.jpg’ > | Система охлаждения СОЖ СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/sistema-ohlazhdeniya-sozh-sf676.jpg’ > |
| Серьга СФ676 | Шпиндельная бабка СФ676 | Система охлаждения СОЖ СФ676 |
| Вертикальная головка СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/vertikalnaya-golovka-sf676.jpg’ > | Защитный экран СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/zashhitnij-ekran-sf676.jpg’ > | Основание станка СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/osnovanie-stanka-sf676.jpg’ > |
| Вертикальная головка СФ676 | Защитный экран СФ676 | Основание станка СФ676 |
| Коробка скоростей и коробка подач СФ676 » href=’assets/mgr/images/otdelnye-chasti-SF676/korobka-skorostej-i-korobka-podach-sf676.jpg’ > | ||
| Коробка скоростей и коробка подач СФ676 |
Технические характеристики на фрезерный станок СФ 676
| Размеры поверхности углового горизонтального стола, мм: | 800×250 | |
| Размеры поверхности вертикального стола, мм: | 630×250 | |
| Перемещения стола, мм: | продольное | 450 |
| вертикальное | 380 | |
| Расстояния от оси горизонтального шпинделя до плоскости съемного углового стола, MIN/MAX, мм | 80/460 | |
| Максимальное расстояние от торца вертикального шпинделя до плоскости углового съемного стола, мм | 380 | |
| Наибольшее перемещение шпиндельной бабки, мм | 300 | |
| Длина перемещения шпинделя вертикальной головки, мм | 80 | |
Наибольший угол поворота вертикальной головки, град. : : | ±90 | |
| Конус вертикального и горизонтального шпинделей | 40 (КМ4)* | |
| Число скоростей шпинделей | 16 | |
| Пределы частоты вращения шпинделей, об/мин | горизонтального | 50-1630 |
| вертикального | 63-2040 | |
| Число рабочих подач стола и бабки | 16 | |
| Пределы рабочих подач стола и бабки, мм/мин: | 13-395 | |
| Скорость ускоренных перемещений стола и бабки, мм/мин | 935 | |
| Мощность двигателя, кВт: | 3,0 | |
| Габаритные размеры, мм: | 1200x1240x1780 | |
| Масса станка, кг: | 1050 | |
* – шпиндель КМ4 -изготавливается по специальному заказу
Список дополнительной станочной оснастки для СФ676
Делительная головка мод. УДГ с комплектом дополнительных принадлежностей (задняя бабка, гитара для дифференциального деления, люнет, центр упорный, поводок, комплект колес зубчатых -11шт., болты крепежные), (max Ø детали):
УДГ с комплектом дополнительных принадлежностей (задняя бабка, гитара для дифференциального деления, люнет, центр упорный, поводок, комплект колес зубчатых -11шт., болты крепежные), (max Ø детали):
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Универсальный фрезерный станок СФ 676 | 676П | Технические характеристики
Фрезерный станок СФ 676, 676П характеризуется широкой универсальностью, возможностью вести обработку как горизонтальным, так и вертикальным поворотным шпинделем для фрезерования, сверления, и выполнения других операций под углом.
Высокая точность и универсальность
Высокая точность станка, при условии выполнения рекомендаций по эксплуатации, способствует его эффективной эксплуатации на инструментальном производстве. Долбёжные работы, изготовление различных пазов, шлицев, позволяет с успехом применять фрезерный станок СФ 676, 676П на ремонтных участках. Для получения возможности выполнения долбёжных операций необходима установка долбёжной головки, не входящей с стандартную комплектацию и приобретаемую отдельно.
Долбёжные работы, изготовление различных пазов, шлицев, позволяет с успехом применять фрезерный станок СФ 676, 676П на ремонтных участках. Для получения возможности выполнения долбёжных операций необходима установка долбёжной головки, не входящей с стандартную комплектацию и приобретаемую отдельно.
Широкие возможности
Фрезерный станок СФ 676, 676П имеет широкий диапазон скоростей шпинделя и множество фиксированных значений рабочих подач, в зависимости от выполняемой операции и используемого шпинделя позволяет применять цилиндрические, дисковые, шпоночные, концевые и фрезы других типоразмеров с максимальной эффективностью. Фрезерный станок СФ 676, 676П успешно эксплуатируется как на мелкосерийном, единичном производстве, так и на инструментальных, ремонтных, механообрабатывающих участках крупных промышленных предприятий.
| Технические характеристики | Параметры |
| Размеры поверхности углового горизонтального стола, мм | 800 х 250 |
| Размеры поверхности вертикального стола, мм | 630 х 250 |
| Наибольшее продольное перемещение стола, мм | 450 |
| Наибольшее вертикальное перемещение стола, мм | 380 |
| Наибольшее вертикальное перемещение стола, мм | 360 |
| Расстояния от оси горизонтального шпинделя до плоскости стола, мм | 80 — 460 |
| Расстояние от торца вертикального шпинделя до плоскости стола, мм | 380 |
| Наибольшее перемещение шпиндельной бабки, мм | 300 |
| Длина перемещения шпинделя вертикальной головки, мм | 80 |
| Наибольший угол поворота вертикальной головки, градусов | ±90 |
| Конус вертикального и горизонтального шпинделей | ISO 40 |
Число скоростей шпинделе, шт. | 16 |
| Пределы частот вращения горизонтального шпинделя, мин -1 | 50 — 1630 |
| Пределы частот вращения вертикального шпинделя, мин -1 | 63 — 2040 |
| Число рабочих подач стола и бабки, шт. | 16 |
| Пределы рабочих подач стола и бабки, мм/мин | 13 — 395 |
| Скорость ускоренных перемещений стола и бабки, мм/мин | 935 |
| Мощность двигателя, кВт | 3,0 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Габаритные размеры станка (Д х Ш х В), мм | 1200 x 1240 x 1780 |
| Масса станка с электрооборудованием, кг | 1050 |
Принадлежности
Фрезерный станок СФ 676, 676П комплектуется принадлежностями, необходимыми для работы и обслуживания станка. Это вертикальная шпиндельная головка, хобот с серьгой, угловой горизонтальный стол, тиски, патрон цанговый с цангами, оправка и набор инструмента.
Технологическая оснастка
Фрезерный станок СФ 676, 676П может комплектоваться технологической оснасткой представленной ниже в таблице.
- Делительная головка. Высота центров — 100 мм. Наибольшее расстояние от торца шпинделя до центра задней бабки — 190 мм. Масса делительной головки — 66 кг.
- Патрон цанговый с комплектом цанг (Ø3-Ø25).
- Втулки переходные (кМ4, кМ3, кМ2, кМ1).
- Тиски станочные поворотные, с шириной губок 125 мм.
- Оправки фрезерные Ø16, Ø22, Ø27 мм с набором колец и гайкой.
- Стол поворотный фрезерный. Диаметр рабочей поверхности — 250 мм. Передаточное число червячной пары — 180. Масса стола 34 кг.
- Расточной патрон для растачивания отверстий диаметром от 3 до 160 мм.
- Долбежная головка. Максимальный ход долбяка 80мм. Масса долбёжной головки 30кг.
Для чего предназначен универсально-фрезерный СФ-676?
Данное оборудование относится к многофункциональным и комплектуется вертикальным и горизонтальным шпинделем. При обработке вертикальным шпинделем используются фрезы торцевого и шпоночного типов, а при обработке горизонтальным шпинделем – фасонные, дисковые и цилиндрические аналоги.
В итоге оборудование, благодаря особенностям конструкции выполняет следующие функции:
- обработка внутренних и наружных поверхностей, методом обточки;
- нарезка уступов и пазов;
- обточка шлицев на валах;
- формирование конфигурации зубчатых колес.
Помимо стандартных фрезерных операций станок рассчитан на зенкование, сверление, растачивание. Используется станок СФ-676 в единичном и мелкосерийном производстве.
Особенности
Фрезерный станок 676 причисляется к категории высокоточных фрезеров (класса Н). Максимальная точность обработки достигается, если во время работы рядом с агрегатом отсутствуют источники вибрации, температура окружающего воздуха находится в пределах 20 °C, влажность – около 65%.
Станок фрезерныйSf 676 комплект поставки.
 Универсальный фрезерный станок СФ676. Стол угловой горизонтальный
Универсальный фрезерный станок СФ676. Стол угловой горизонтальный
Станок фрезерный модели СФ 676 предназначен для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими резцами; и вертикальное фрезерование торцевыми, торцевыми, шпоночными и другими фрезами под разными углами.
Станок предназначен для использования в инструментальных* и опытных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
Наличие широкого диапазона оборотов, механической и быстрой подачи обеспечивает экономичную обработку различных деталей за счет использования высоких режимов резания и сокращения вспомогательного времени.
Станок может выполнять различные сверлильные, сверлильные, разметочные и другие операции с высокой точностью, что может быть достигнуто, если станок установить в помещении с постоянной температурой +20°+2°С и влажностью воздуха 65+ 5% и если рядом с машиной нет источников тепла.
Не устанавливайте станок в одном помещении со станками, работающими с абразивными инструментами.
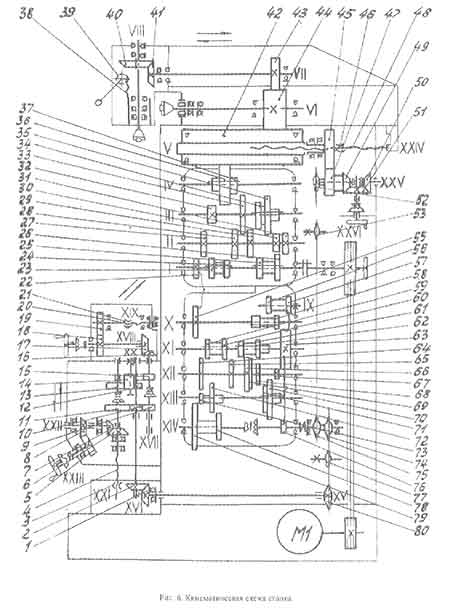
Кинематическая схема
Кинематическая схема состоит из цепи главного движения и цепи подачи.
станина
К основанию (1) на кронштейне (2) крепится электродвигатель привода цепи главного движения и цепи подачи. Передача вращения от двигателя к редуктору осуществляется тремя клиновидными ремнями, передача вращения от редуктора — подачами к механизмам суппорта и передней бабки двумя цепными передачами (звездочки 4, 6, 10, 11, 13.14).
Для защиты от перегрузки механизма подачи суппорта и передней бабки имеется предохранительная кулачковая муфта (8).
Включение механической подачи бабки производится рукояткой, сидящей на валу (16), направление движения бабки соответствует положению рукоятки. Механическая подача передней бабки может автоматически отключаться установленными на ней упорами.
Все трущиеся поверхности шаровых масленок с помощью шприца смазывают смазкой ЦИАТИМ-201.
Редуктор
Редуктор зубчатый собран в специальном корпусе, который прифланцован к боковой части рамы, сообщает горизонтальным и вертикальным шпинделям 16 различных скоростей путем выборочного набора.
Переключение скоростей производится механизмом переключения, расположенным на передней стенке корпуса коробки, следующим образом: рукоятка переключения скоростей (4) должна быть поднята вверх. При этом разводятся диски (6), имеющие ряд отверстий. При вращении диска быстрого набора (1) и связанных с ним дисков положение отверстий диска относительно штифтов (7) изменяется. Это подготовка к переключению передач.
Перемещение рычага переключения передач вниз возвращает диски в исходное положение. При этом пальцы, двигаясь, с помощью рычагов переводят раздаточные шестерни коробки передач.
При переключении возможны случаи совпадения концов зубьев шестерен с зацеплением. При этом диски не уменьшаются. При этом необходимо провернуть вал 1 с маховиком (см. рис. 6).
Во избежание поломки шестерни переключение передач под нагрузкой запрещено.
Коробка передач
Коробка подачи сообщает суппорту и передней бабке 16 различных подач и быстрых перемещений.
Валы коробки подач получают вращение от 1 вала редуктора (см. рис. 6). Последний (ведомый) вал редуктора соединен с валиком, на котором размещены две звездочки (10, 11) (см. рис. 10), передающие движение суппорту и шпиндельным зубчатым механизмам.
Изменение подач производится так же, как и изменение коробки передач (см. описание механизма передачи в узле *Коробка передач»).
При переключении подач необходимо следить за тем, чтобы * поперечная рукоятка суппорта находилась в нейтральном положении.
Быстрое перемещение осуществляется нажатием на ручку (7). Когда рукоятка отпущена, режущая подача продолжается.
Для реализации постоянного направления вращения шестерен коробки подач при реверсе редуктора шестерня (9), который автоматически поддерживает направление вращения.
Поршневой насос (5) используется для смазки шестерен коробки передач, коробки подачи и передней бабки. Поршень (4) насоса приводится в возвратно-поступательное движение от эксцентрика шестерни (9). При возвратно-поступательном движении поршня насоса масло всасывается из бачка и разбрызгивается. Образуется масляный туман, который смазывает все шестерни. Для наблюдения за работой насоса на фланце подающей коробки установлен прозрачный глазок (6), в котором видна пульсация масла.
При возвратно-поступательном движении поршня насоса масло всасывается из бачка и разбрызгивается. Образуется масляный туман, который смазывает все шестерни. Для наблюдения за работой насоса на фланце подающей коробки установлен прозрачный глазок (6), в котором видна пульсация масла.
суппорт
Суппорт несет основной стол (9) станка с вертикальной рабочей плоскостью и перемещает его в вертикальном и горизонтальном направлениях.
Суппорт состоит из корпуса (5) с вертикальными направляющими в виде ласточкиного хвоста
Перемещаясь по направляющим станины, суппорт осуществляет вертикальную подачу стола. Продольная подача производится перемещением стола по горизонтальным направляющим суппорта.
В корпусе подставки расположен механизм управления подачей стола. Механизм упражнений приводится в движение ходовым валом (4), который получает вращение от коробки подач и передает вращение на вертикальный (3) и горизонтальный (12) ходовые винты.
Подачи контролируются поперечной рукояткой (17). Направление движения совпадает с направлением движения поперечной рукоятки.
Направление движения совпадает с направлением движения поперечной рукоятки.
Помимо механической подачи, стол можно перемещать вручную; в вертикальном направлении маховиком (15), в горизонтальном направлении — маховиком (14).
Перемещения стола отсчитывают с помощью миллиметровых линеек, лимбов (по вертикали — лимба (16), по горизонтали — лимба (13) с ценой деления 0,005 мм), концевых мер и индикаторов с точным делением 0,01 мм.
Штангенциркуль имеет механизмы автоматического отключения подач. В горизонтальном направлении для этого используются сквозной и концевой упоры (25). Для автоматического отключения вертикальной подачи используются сквозной и концевой упоры (3) (см. рис. 5), установленные на раме. Ограничители тяги перемещаются в Т-образных пазах и могут быть установлены на требуемый ход.
Механизмы суппорта смазываются через смазочную станцию. Совершив несколько взмахов рукояткой станции смазки, масло из бачка станции подается через питающую и распределительную трубки к механизмам суппорта. Смазывать (качанием рукоятки) только в крайнем левом положении углового горизонтального стола (или салазок).
Смазывать (качанием рукоятки) только в крайнем левом положении углового горизонтального стола (или салазок).
Ручки зажима штангенциркуля доступны в вертикальном (24) и горизонтальном (22) направлениях (см. рис. 5).
Передняя бабка
Горизонтальный шпиндель (1) установлен в специальном корпусе (12), который перемещается по направляющим станины, тем самым осуществляя поперечную подачу станка.
Шпиндель получает вращение от редуктора через шестерню промежуточного барабана (18) (см. рис. 11), установленную в станине, и шестерню (9), сидящую на шпинделе.
Передняя опора горизонтального шпинделя представляет собой двухрядный роликоподшипник (4) с коническим отверстием. Осевые нагрузки воспринимаются упорными шарикоподшипниками (5). Средние и задние подшипники горизонтального шпинделя представляют собой радиальные шарикоподшипники (8.10), которые одновременно служат подшипниками шестерни (9).
Верхние направляющие передней бабки предназначены для крепления вертикальной головки (рис. 15) и туловища (11). Серьга (17) прикреплена к стволу для поддержки оправок. Зажим вертикальной головки, ствола и серьги осуществляется сухарями при завинчивании шурупов (10) (см. рис. 5) с внутренним шестигранником.
15) и туловища (11). Серьга (17) прикреплена к стволу для поддержки оправок. Зажим вертикальной головки, ствола и серьги осуществляется сухарями при завинчивании шурупов (10) (см. рис. 5) с внутренним шестигранником.
Зажим инструмента в горизонтальном шпинделе осуществляется шомполом (13).
Величина механического перемещения передней бабки задается промежуточными упорами (16).
Передняя бабка перемещается с помощью жестко соединенного с ней винта (14) и вращающейся гайки (17) (см. рис. 10), закрепленной в раме.
Конструкция станка обеспечивает возможность точных движений шпиндельной бабки при координатно-расточных работах. Для этого на переднюю бабку устанавливается индикаторный держатель (18), а на раму крепится плитодержатель, на который устанавливаются параллельные измерительные плитки.
Головка вертикальная
Вертикальный шпиндель смонтирован в специальной головке со стволом для установки в верхних направляющих передней бабки. При необходимости головку можно повернуть на планшайбе ствола (18) на ±90° от вертикали. Пристрелка в вертикальное положение фиксируется двумя коническими штифтами с рукояткой. Крепление головки к планшайбе ствола производится болтами с внутренним шестигранником.
Пристрелка в вертикальное положение фиксируется двумя коническими штифтами с рукояткой. Крепление головки к планшайбе ствола производится болтами с внутренним шестигранником.
Вертикальный шпиндель (23) установлен во втулке (5), которая вручную перемещается в корпусе (6) с помощью ролика-шестерни (24).
Втулка зажимается звездообразной рукояткой (25), имеющей шестигранник для более надежного зажима.
Вес шпинделя уравновешивается винтовой листовой пружиной, один конец которой соединен с шестерней ролика. другой с вертикальным корпусом головы.
Конические шестерни головки поддерживаются двойными радиальными подшипниками (10,17). Вращение хвостовика шпинделя от вертикальной конической шестерни (9) передается шлицами. Горизонтальная коническая шестерня (19) получает вращение через шлицы от горизонтального вала (20).
Нижняя опора вертикального шпинделя — двухрядный роликоподшипник (3) с коническим отверстием.
Верхняя опора вертикального шпинделя — два радиально-упорных подшипника (7), которые также воспринимают осевые нагрузки.
Вертикальная головка ежедневно смазывается с помощью пресс-масленок (8.11). Лабиринтные уплотнения (1.13) защищают от утечки смазки и загрязнения.
Схема подключения
При включении автоматического выключателя В1 напряжение подается на силовую цепь и цепь управления. Электродвигатель включается кнопкой SB2, при этом электродвигатель М1 подключается к сети через контакты магнитного пускателя, кнопка «пуск» блокируется вспомогательным контактом магнитного пускателя. Микропереключатель коробки передач В5 отключает электродвигатель при включении скоростей. Отключение двигателя кнопкой SB1
Реверс шпинделя осуществляется реверсированием электродвигателя через пакетный переключатель ВЗ. При подключении станка к сети проверьте, чтобы направление вращения шпинделя соответствовало указанному на этикетках реверсивного пакетного переключателя.
Охлаждающий насос включается и выключается пакетным выключателем B2.
Включение и выключение местного освещения осуществляется выключателем В4.
Защита электрооборудования машины от токов короткого замыкания и тепловая защита электродвигателя осуществляется автоматическим выключателем. Нулевая защита электродвигателя и электронасоса — магнитный пускатель К.
Электрооборудование изготовлено в соответствии с установленными требованиями и прошло испытания в соответствии с «Инструкцией по электрооборудованию металлорежущих станков» предприятия. предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими резцами, так и для вертикального фрезерования торцевыми, торцевыми, шпоночными и другими резцами под различными углами
Станок предназначен для использования в инструментальных и опытных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
Наличие широкого диапазона оборотов, механических и ускоренных подач обеспечивает экономичную обработку различных деталей за счет использования высоких режимов резания и сокращения вспомогательного времени.
На станке СФ676 возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью, что может быть достигнуто, если станок установить в помещении с постоянной температурой +20°+2°С и влажности воздуха 65+5% и при отсутствии вблизи машины источников тепла.
Станок СФ-676 является аналогом ранее выпускавшихся станков 675, 675П, 676П и позволяет выполнять следующее. операции:
- Фрезерование
- Сверление
- Развертывание
- Растачивание
- Зенкование
- Рывок
Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Преимущества конструкции
- Литая массивная станина из чугуна поглощает вибрации и позволяет сохранить качество обрабатываемых деталей.
- Фрезерование мелких деталей длиной до 800мм, шириной 250мм и более.
- Применение станка в инструментальных и механических мастерских индивидуального производства.
- Реализована возможность выполнения долбежных операций (при покупке долбежной головки за дополнительную плату).
- Удобное классическое управление станком.
- Небольшие габариты машины позволяют разместить ее практически в любом помещении, в том числе и в гараже.
- Широкий диапазон вращения горизонтального и вертикального шпинделя позволяет выбрать наиболее подходящие условия резания.
- Подача охлаждающей жидкости осуществляется от электронасоса. Производительность электронасоса 22л/мин.
- Имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном стволе, который может поворачиваться на угол +-90 градусов в двух взаимно перпендикулярных плоскостях.
- Возможна одновременная работа как с вертикальным, так и с горизонтальным шпинделем. Для большей универсальности станка на поворотной головке установлена накладная фрезерная головка, что позволяет выполнять на данном станке не только фрезерные операции, но и сверление, зенкерование, растачивание и т. д.

 д.
д.Станок СФ-676 идеален для использования в мелкосерийном производстве, ремонтных мастерских, инструментальном производстве и различных мастерских.
Технические характеристики станка фрезерного СФ-676 | |
|---|---|
| Характеристика | Значение |
| Размер стола, мм — уголок съемный — вертикальный | 250х800 250х630 |
| Горный конус. и верт. Шпиндель Морзе | Морзе 40АТ5 ГОСТ15945 |
| Наибольшее перемещение стола, мм: — продольное — вертикальное | 450 380 |
| Класс точности ГОСТ-8-82 | Н |
| Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм | 80-460 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | 380 |
| Наибольшее осевое перемещение вертикального шпинделя, мм: | 80 |
| Количество скоростей каждого шпинделя | 16 |
| Частота вращения, об/мин — горизонтальный шпиндель — вертикальный шпиндель | 50-1630 63-2040 |
| Пределы подачи стола и передней бабки | 13. ..395 мм/мин ..395 мм/мин |
| Скорость (ускоренная) перемещения стола и шпиндельной бабки | 935 мм/мин |
| Мощность двигателя гл. привод, кВт | 3 |
| 1200x1240x1780 | |
| Вес SF-676 (675) | 1050 |
| Габаритные размеры станка, мм, не более | 1700х1450х2200 |
| Масса СФ-676 (675) машины в упаковке, кг, не более | 1560 |
Технологическое оборудование
В комплект станка входят:
- Вертикальная шпиндельная головка
- Хобот с серьгой
- Стол угловой горизонтальный
- Цанговый патрон с набором цанг (f4, f19, f80, f5)
- Фрезерная оправка f27 мм
- Набор инструментов
- Характеристики
- Выбор модификации
- Спецификация и оборудование
- Техническая документация
- государственная гарантия
- Приемка, доставка, ввод в эксплуатацию
Преимущества и краткое описание
Широкий универсальный фрезерный станок SF676 — универсальный станок с широкой областью применения.

По статистическим данным основными потребителями станка являются предприятия отечественного ВПК, которые используют станок как в серийном производстве деталей, так и в инструментальных, опытных, вспомогательных, ремонтных подразделениях; а также предприятий обрабатывающей промышленности, в основном для целей ремонта и технического обслуживания.
Станок СФ676 позволяет выполнять различные операции: фрезерование плоских и фасонных плоскостей, сверление, нарезание резьбы, центровку, зенкерование, растачивание, долбление, разметку и другие виды работ. Станок может обрабатывать детали самой сложной конфигурации из различных материалов и с высокой точностью. На станке можно использовать огромное разнообразие инструментов и приспособлений.
Используя станок CF676, вы максимально минимизируете непроизводственное время, обрабатываете детали экономично и эффективно.
Преимущества станка SF676
- В станке использовано оригинальное конструктивное решение VFG, основанное на принципе «ДВОЙНОЙ ЦИЛИНДР», который можно поворачивать на угол ±90 градусов. Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушения, а также позволяет осуществлять силовое фрезерование.
- В машине используется промышленное светодиодное освещение, есть возможность установки дополнительного, более мощного, герметичного освещения.
- На машине установлены узлы УЦИ производства СКБ ИС и производства ГИВИ-Электроника. Блок УЦИ снабжен системой прямого отсчета, отображающей фактическое положение или перемещение рабочего органа в пространстве, а не вращение винта привода оси.
- Потребитель вправе выбрать тип преобразователей линейных перемещений, исходя из собственных условий эксплуатации.
- Литая массивная станина из чугуна поглощает вибрации и позволяет сохранить качество деталей, обрабатываемых на станке. Направляющие станины защищены специальным гофрированным кожухом, предохраняющим станину от преждевременного разрушения.
- Возможна фрезеровка как мелких деталей, так и деталей длиной до 800 мм, шириной 300 мм и более.
- Реализована возможность выполнения долбежных операций (ФОТО или чертеж долбежной головки)
- Удобное (интуитивное) классическое управление станком
- Небольшие габариты машины позволяют разместить ее практически в любом помещении.
- Широкий диапазон вращения горизонтального и вертикального шпинделя позволяет выбрать наиболее подходящие условия резания. Подача СОЖ в зону резания осуществляется по модульно-шарнирной трубе.
- Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества приспособлений к станку, делает его универсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструментов, штампов и другие продукты.
- Широкий диапазон скоростей и подач шпинделя, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей на оптимальных режимах.
 Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушения, а также позволяет осуществлять силовое фрезерование.
Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушения, а также позволяет осуществлять силовое фрезерование.
Эскизы рабочих поверхностей и серийных шпинделей
Расположение органов управления консольно-фрезерным станком СФ676
- Выключатель электронасоса
- Сетевой коммутатор
- Упоры для отключения механической вертикальной подачи
- Маховик для ручного перемещения стола в вертикальном направлении
- Маховик для ручного перемещения стола в горизонтальном направлении
- Рукоятка для быстрого перемещения суппорта и передней бабки
- Ручка включения горизонтальной и вертикальной механической подачи стола
- Быстрый набор
- Рукоятка ручной подачи с вертикальным шпинделем
- Зажимные винты ствола передней бабки и ствола вертикального шпинделя
- Держатель инструмента квадратный в горизонтальном шпинделе
- Рукоятка зажима трубки охлаждающей жидкости
- Выключатель света
- Механические ограничители поперечной подачи
- Маховик шпинделя
- Кнопки управления «Пуск» и «Стоп»
- Ручки включения скоростей
- Ручка включения подачи
- Диск набора подачи
- Реверс двигателя
- Механические ограничители отклонения продольной подачи
- Ручка зажима стола в горизонтальном направлении
- Зажимная рукоятка для втулки вертикального шпинделя
- Ручка зажима вертикального штангенциркуля
- Маховик с ручной подачей передней бабки
- Ручка зажима передней бабки
- Установка вертикальной головки в нулевое положение
- Рукоятка включения механической подачи передней бабки
- Ограничитель смещения вертикального шпинделя
- Зажимной угольник с конусом инструмента в вертикальном шпинделе
Характеристики
Краткие характеристики
| № | Индикатор | Блок рев. | Значение |
|---|---|---|---|
| 1. | Габаритные размеры (длина х ширина х высота) | мм. | 1200x1240x1780 |
| 2. | Стандартный вес машины | кг. | 1050 |
| 3. | Размеры рабочей поверхности углового горизонтального стола стандарт (ширина х длина) / количество Т-образных пазов | мм. | 250х800/4 — стандарт, 3 по запросу |
| 4. | Размеры рабочей поверхности углового горизонтального стола увеличены (ширина х длина)) / количество Т-образных пазов | мм. | 300х800 / 5 |
| 5. | Размеры рабочей поверхности вертикального стола (ширина х длина) | мм. | 250×630 |
| 6. | Перемещение по осям X,Y,Z | мм. | 450x300x380 |
| 7. | Конус горизонтального и горизонтального шпинделя | х | 7:24-40 или конус Морзе4 |
8. | Ограничения скорости горизонтального/вертикального шпинделя (16 скоростей) | об/мин | 50-1630/63-2040 |
| 9. | Пределы рабочих подач (16 подач) / быстрая подача | мм/мин | 13-395/935 |
| 10. | Мощность двигателя главного привода/насоса охлаждающей жидкости | кВт. | 3,0/0,12 |
| 11. | Класс точности по ГОСТ8-82 | х | Х |
ПОЛНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Технологические и эксплуатационные
| № | Индикатор | Блок рев. | Значение |
|---|---|---|---|
| 12. | Тип измерительной системы (для станков с УЦИ, СППУ, ЧПУ) | х | Прямой |
| 13. | Принцип работы преобразователей линейных перемещений | х | оптический или магнитный |
14. | Количество отображаемых/запрограммированных координат | х | 2 или 3/2 (SPPU) 3 (для ЧПУ) |
| 15. | Дискретность линейных преобразователей | Мкм | 1 |
| 16. | Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, наименьшее/наибольшее | мм. | 80-440(80-460 с открытым кожухом) |
| 17. | Расстояние от конца вертикального шпинделя до рабочей поверхности углового горизонтального стола, наименьшее/наибольшее | мм. | 0-350 |
| 18. | Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя | мм. | 115 |
| 19. | Наибольшее расстояние от конца горизонтального шпинделя до конца серьги | мм. | 315 |
| 20. | Наибольшее осевое перемещение вертикального шпинделя (ход пиноли) | мм. | 80 |
| 21. | Наибольший угол поворота вертикального шпинделя в вертикальной плоскости | град | ±90 |
| 22. | Цена разделительных линеек/линеек | мм. | 0,05/1 |
| 23. | Наибольшее допустимое усилие резания // Механизм ограничения подачи | кг | 550/600 |
| 24. | Допустимое значение осевой составляющей силы резания, действующей на вертикальный шпиндель, не более | кг | 130 |
| 25. | Ограничения машинного шума | дБа | 93 |
| 26. | Наибольшее усилие на рукоятках, органах управления/маховике, перемещающих ручки по осям/подъеме суппорта вверх | кг | 4/4/8 (4/5/10 для ПХГ 300×800 мм) |
| 27. | Приводной ремень, тип/кол-во | х | А2000Т/3 |
28. | Приводная цепь, тип/количество/количество звеньев | х | ПР-12.7-1820-1/2/78+72 |
| 29. | Система смазки | х | двойной контур |
| 30. | Первичный объем смазочного материала | Л. | 4,5 |
| 31. | Используемая смазка | х | И-30/ЦИАТИМ |
| 32. | Тип климатического исполнения по ГОСТ 15150 | х | УХЛ-4.1 |
электрооборудование
| № | Индикатор | Блок рев. | Значение |
|---|---|---|---|
| 33. | Тип питающего тока | х | регулируемый трехфазный |
| 34. | Текущая частота | Гц | 50 |
| 35 | Напряжение | В | 380 |
36. | Количество двигателей на машине | шт. | 2 |
| 37. | Напряжение сети | В | 380 |
| 38. | Напряжение цепи управления | В | 380 |
| 39. | Напряжение цепи освещения | В | 24 |
| 40. | Приводной двигатель | х | ВОЗДУХ 100S4U3 |
| 41. | производительность | х | 1 М 1081 |
| 42. | мощность | кВт | 3 |
| 43. | частота вращения | об/мин | 1500 |
| 44. | Электрический насос | х | П-0.25.М.10 |
| 45. | мощность | кВт | 0,12 |
| 46. | производительность | л/мин | 22 |
47. | частота вращения | об/мин | 2800 |
| 48. | Суммарная мощность всех электродвигателей | кВт | 3,12 |
| 49. | Двигатель подачи (для станков с СПУУ и ЧПУ) шпиндельная головка/салазки/суппорт | кВт | 0,8/0,8/1 |
| 50. | Суммарная мощность всех электродвигателей (для станков с СППУ и ЧПУ) | кВт | 5,8 |
| 51. | Номинальный ток машины | НО | 7 |
| 52. | Номинальный рабочий ток автоматического выключателя | НО | 10 |
Допустимые параметры геометрической точности (основные из 28 контролируемых параметров)
| № | Индикатор | Блок рев. | Значение |
|---|---|---|---|
| 53. | Точность позиционирования осей по ГОСТ27843-2006 (для станков с СППУ и ЧПУ) | Мкм | 20 |
54. | Повторяемость позиционирования осей по ГОСТ 27843-2006 (для станков с СППУ и ЧПУ) | Мкм | 15 |
| 55. | Осевое биение горизонтальных/вертикальных шпинделей, не более | Мкм | 15/10 |
| 56. | Радиальное биение конической поверхности горизонтального/вертикального шпинделей, не более | Мкм | 10/10 |
| 57. | Плоскостность рабочих поверхностей вертикальных и угловых горизонтальных столов при длине 500 мм, не более | Мкм | 20 |
| 58. | Взаимная перпендикулярность осей X,Y,Z, не более | Мкм | 20 |
| 59. | Параллельность рабочих поверхностей направлению движения по осям, не более | Мкм | 20 |
| 60. | Параллельность осей вращения шпинделей направлению движения оси, не более | Мкм | 20 |
61. | Перпендикулярность осей вращения шпинделей к направлению движения оси, не более | Мкм | 30 |
| 62. | Параллельность пазов основания направлению движения оси, не более | Мкм | 20 |
Выбор модификации
Условное обозначение
SF676-A-B-C-D-E
SF676 — обозначение условной базовой модели. Фрезерный станок 676 (широкофрезерный станок СФ676). Неизменно при заказе.
Для определения необходимой модификации необходимо последовательно определить значение переменных. A, B, C, D, E — переменные обозначения при заказе.
А — Размеры и количество пазов стола углового горизонтального (далее — извещение УГС).
250/4 — серийное обычное УГС размером 250х800мм, 4 тавра по ГОСТ 1574-91. 2 средних паза 14х8, остальные 14х22.
300/5 — серийное укрупненное УГС размером 300х800мм, 5 Т-образных пазов по ГОСТ 1574-91. Средний паз 14Х8, остальные 14х22.
250/3 — серийное обычное УГС размером 250х800мм, 3 тавра по ГОСТ 1574-91. Средний паз 14Х8, остальные 14х22.
С — снят с производства. УГС изготавливает по требованиям Заказчика.
B — Применимые конусы горизонтального и вертикального шпинделя.
40AT5 — Серийный. Конус вертикального и горизонтального шпинделей 7:24-40 по ГОСТ15945-82.
КМ4 — Серийный. Конусы вертикального и горизонтального шпинделей КОНУС МОРЗЕ 4 по ГОСТ 25557-2006.
C — Вне серии. Станки с конусами вертикального и горизонтального шпинделя изготавливаются по требованиям Заказчика.
С — Принцип работы измерительной системы для цифровых устройств индикации (далее — извещения УЦИ).
М — Серийный номер. Магнитный принцип измерительной системы. Аксессуары GIVI-ELECTRONICS (ИТАЛИЯ).
О — последовательно. Оптический принцип измерительной системы. Комплектующие АО «СКБ ИС» СТ. САНКТ-ПЕТЕРБУРГ, РФ.
D — количество отображаемых координат на блоке УЦИ
0 — Серийный. ДРО не установлено.
ДРО не установлено.
F2 — серийный номер. Отображение координат осей X,Y.
F3 — серийный номер. Отображение координат осей X,Y,Z.
FS — Вне серии. Тип и количество отображаемых координат по требованиям Заказчика.
E — профиль резьбы для приводных винтов осей X, Y, Z
TR — Серийный. Зубчатые колеса трапециевидные (размеры, профиль, допуски по ГОСТ 24737-81, 24738-81, 9484-81, 9562-81).
ШВП — серийный номер. ШВП качения (размеры, профиль, допуски по ГОСТ 25329-82, ОСТ 2 РЗ1-5-89, ОСТ 2 РЗ1-4-88)
Примеры условных обозначений
- СФ676-300/5-КМ4-М-Ф3 -Универсальный фрезерный станок ШВП СФ676. УГС увеличенного размера 300х800мм, 5 канавок по ГОСТ1574-91, конусы шпинделя Морзе 4 по ГОСТ25557-2006, магнитная измерительная система, выводятся 3 координаты, установлены ШВП.
- Станок фрезерный модель СФ 676 ТУ 3816-001-67559892-2016. Модификация по АИ №2 от 01.07.2017. — станок универсальный фрезерный СФ676-250/4-40АТ5-0-0-ТР СФ676. Размер УГС 250х800мм, 4 канавки по ГОСТ1574-91, конусность шпинделя 7:24-40 по ГОСТ 15945-82, УЦИ не установлено, установлены трапециевидные шестерни.
 Размер УГС 250х800мм, 4 канавки по ГОСТ1574-91, конусность шпинделя 7:24-40 по ГОСТ 15945-82, УЦИ не установлено, установлены трапециевидные шестерни.
Размер УГС 250х800мм, 4 канавки по ГОСТ1574-91, конусность шпинделя 7:24-40 по ГОСТ 15945-82, УЦИ не установлено, установлены трапециевидные шестерни.Спецификация и комплектация
Спецификация станка универсально-фрезерного СФ676 представляет собой перечень его основных элементов, а также перечень инструментов, приспособлений и приспособлений, в том числе дополнительных.
Основные характеристики универсально-фрезерного станка SF676
- Коробка передач — 751001
- Коробка подачи — 752001
- Суппорт — 763001
- Передняя бабка — 766K001
- Кровать — 767001
- Электрооборудование — 676
- Набор инструментов и принадлежностей — 7680000
- Головка вертикальная по принципу «ДВОЙНОЙ ЦИЛИНДР» (съемный узел) — 764К001.01-ДЦ
- Стол угловой горизонтальный (съемный) — 7681К001.01 (250/4)
- Защита направляющих оси Z;
- Маслостанция типа Y-6(8) с коллектором на 8 раздаточных колонок.
- Освещение LED 24В – 3 светодиода CL.
- УЦИ с линейными преобразователями ОАО СКБ ИС или ГИВИ-Электроника (для моделей с индексом Ф2, Ф3).
- Комплектующие СППУ АО «СКБ ИС»
- ЧПУ по выбору заказчика

Комплект оборудования
SF 676.00.000.
Запасные части
Инструмент
| Обозначение | Имя | шт. | Примечание |
|---|---|---|---|
| 7811-0022 НР 1 | Ключ ГОСТ 2839 14х17 | 1 | |
| 7811-0024 НР 1 | Ключ ГОСТ 2839 19х22 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7811-0025 УВ 1 | Ключ ГОСТ 2839 22х24 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7811-0041 HC1 | Ключ ГОСТ 2839 27х30 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7811-0043 НР 1 | Ключ ГОСТ 2839 32х36 | 1 | Прилагается отдельной деталью в общей упаковке |
| 7812-0375 | Ключ ГОСТ Р50123 6 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7812-0376 | Ключ ГОСТ Р50123 8 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7812-0379 | Ключ ГОСТ Р50123 14 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7811-0318 1 | Ключ ГОСТ 16984 55х60 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7810-0308 ЗВ1 | Отвертка ГОСТ17199 0,6х4х155 | 1 | Прилагается как отдельная деталь в общей упаковке |
| 7810-0928 ЗВ1 | Отвертка ГОСТ17199 1х6,5х190 | 1 | Прилагается как отдельная деталь в общей упаковке |
Аксессуары
| Обозначение | Имя | шт. | Примечание |
|---|---|---|---|
| 764К001.01-ДЦ | Головка вертикального съемного узла | 1 | Установлен на машине |
| 676.60.001 | Щит | 1 | Установлен на машине |
| 676.60.001 | Щит | 1 | Установлен на машине |
| 7681К001.01 (250/4) | Стандартный съемный угловой стол | 1 | То же |
| 766K012 | Съемный узел горизонтального ствола | 1 | Прилагается как отдельная деталь в общей упаковке |
| 766K013 | Серьга с разъемным узлом | 1 | Прилагается как отдельная деталь в общей упаковке |
| хххх-315 | Оправка f. 27 со стопорными кольцами и втулкой | 1 | Прилагается как отдельная деталь в общей упаковке |
| 676.83.000 | Рычаг | 1 | Прилагается как отдельная деталь в общей упаковке |
| б/о | головка шомпола | 1 | Прилагается как отдельная деталь в общей упаковке |
| б/о | Шомпол передней бабки | 1 | Прилагается отдельной деталью в общей упаковке |
| ICH-10 класс 1 | Индикатор часового типа | 1 | Прилагается как отдельная деталь в общей упаковке |
| б/о | Набор зажимов (50 или 58 шт. ) ) | 1 | Прилагается как отдельная деталь в общей упаковке |
| ххх/ER32 (ER40) | Цанговый патрон с набором цанг ER32 или ER40 (6 шт.) | 1 | Прилагается отдельной деталью в общей упаковке |
| б/о | Система охлаждения | 1 | Установлен на машине |
Техническая документация
Техническая документация:
- Сертификат SF676
- Транспортировка и распаковка машины
- Фонд. Установка машины.
- Технические характеристики
Приемка, сдача, ввод в эксплуатацию
Полисом Вятского станкостроительного завода утверждены следующие работы, включаемые в стоимость оборудования:
- Предварительная приемка станка СФ676 по месту нахождения ООО «ВСЗ». На данном этапе Покупатель принимает участие в процедуре итогового контроля оборудования по всем параметрам, поставленным на контроль. По договоренности возможна предварительная приемка посредством передачи данных.
- Перевозка оборудования Покупателю по утвержденным тарифам (см. ниже). Перевозка осуществляется транспортной компанией или выделенным подвижным составом.
- Страхование оборудования на полную стоимость, но не более 1 800 000,00 рублей за штуку, в том числе НДС-20%. ООО «ВСЗ» выбирает страховую компанию самостоятельно. Страхование груза защищает Покупателя от риска утраты и/или повреждения оборудования в пути.
- Пусконаладочные работы (ПН) на месте установки оборудования. Пусконаладочные работы проводятся в соответствии с документом СФ676.00.00.000АП от 01.10.2017. Документ СФ676.00.00.000АП регламентирует процесс приемки-передачи станка широкофрезерного модели СФ676 во всех модификациях.
 По договоренности возможна предварительная приемка посредством передачи данных.
По договоренности возможна предварительная приемка посредством передачи данных.Процесс приемки-передачи от поставщика к потребителю осуществляется строго по методике.
Процесс разделен на 3 компонента:
- Общие проверки оборудования;
- Проверка геометрической точности станка;
- Проверка машины в работе.

Акт заполняется представителями изготовителя на месте эксплуатации машины по результатам измерений в присутствии представителей потребителя. Заполнение акта осуществляется лицом, имеющим удостоверение сервисного инженера ООО «Вятский станкостроительный завод», либо иным лицом, имеющим соответствующее удостоверение, выданное ООО «Вятский станкостроительный завод».
Успешное выполнение работ и проверок по настоящему акту означает выполнение поставщиком своих обязательств по пуско-наладке и приемке-передаче в объеме, предусмотренном регламентом изготовителя, а также в объеме, необходимом для получения гарантийных обязательств, согласно » купон «государственная гарантия». Иные проверки при вводе в эксплуатацию и передаче станка от поставщика потребителю документацией ООО «Вятский станкостроительный завод» не предусмотрены. По согласованию с потребителем допускается частичная (неполная) из следующих проверок.
По требованию потребителя и за вознаграждение ООО «Вятский станкостроительный завод» выдает дубликат акта изготовления станка.
| Регион | Город | Расстояние | Цена |
|---|---|---|---|
| Республика Башкортостан | Уфа | 760км | 27000 руб. |
| Республика Карелия | Петрозаводск | 1420км | 35000 руб. |
| Республика Коми | Сыктывкар | 430км | 22000 руб. |
| Республика Марий Эл | Йошкар-Ола | 300км | 22000 руб. |
| Республика Мордовия | Саранск | 730км | 28000 руб. |
| Республика Татарстан | Казань | 400км | 22000 руб. |
| Нижнекамск | 520км | 22000 руб. | |
| Удмуртская республика | Ижевск | 400км | 22000 руб. |
| Чувашская Республика | Чебоксары | 390км | 22000 руб. |
| Камчатский край | Петропавловск-Камчатский | 150000 руб. | |
| Краснодарский край | Краснодар | 2060км | 39000 руб. |
| Красноярский край | Красноярск | 3300км | 45000 руб. |
| Пермский край | Пермь | 510км | 25000 руб. |
| Приморский край | Владивосток | 8350км | 125000 руб. |
| Ставропольский край | Ставрополь | 2020км | 38000 руб. |
| Хабаровский край | Хабаровск | 7620км | 76000 руб. |
| Амурская область | Тында | 6160км | 79000 руб. |
| Архангельская область | Архангельск | 1170км | 30000 руб. |
| Астраханская область | Астрахань | 1880км | 35000 руб. |
| Белгородская область | Белгород | 1640км | 38000 руб. |
| Брянская область | Брянск | 1360км | 38000 руб. |
| Владимирская область | Владимир | 800км | 28000 руб. |
| Волгоградская область | Волгоград | 1450км | 33000 руб. |
| Вологодская область | Череповец | 950км | 27000 руб. |
| Вологда | 850км | 27000 руб. | |
| Великий Устюг | 590км | 27000 руб. | |
| Воронежская область | Воронеж | 1350км | 33000 руб. |
| Ивановская область | Иваново | 680км | 27000 руб. |
| Иркутская область | Иркутск | 4370км | 65000 руб. |
| Братск | 4200км | 88000 руб. | |
| Калининградская область | Калининград | 2180км | 78000 руб. |
| Калужская область | Калуга | 1150км | 27000 руб. |
| Костромская область | Кострома | 610км | 24000 руб. |
| Курганская область | Курган | 1270км | 33000 руб. |
| Курская область | Курск | 1490км | 33000 руб. |
| Ленинградская область | Санкт-Петербург | 1510км | 30000 руб. |
| Липецкая область | Липецк | 1170км | 33000 руб. |
| Московская область | Москва | 940км | 27000 руб. |
| Мурманская область | Мурманск | 2290км | 60000 руб. |
| Нижегородская область | Нижний Новгород | 560км | 22000 руб. |
| Новгородская область | Великий Новгород | 1300км | 30000 руб. |
| Новосибирская область | Новосибирск | 2520км | 40000 руб. |
| Куйбышев | 2230км | 37000 руб. | |
| Омская область | Омск | 1850км | 35000 руб. |
| Оренбургская область | Оренбург | 1040км | 30000 руб. |
| Орловская область | Орел | 1320км | 32000 руб. |
| Пензенская область | Пенза | 870км | 27000 руб. |
| Псковская область | Псков | 1500км | 33000 руб. |
| Ростовская область | Ростов-на-Дону | 1790км | 35000 руб. |
| Волгодонск | 1680км | 35000 руб. | |
| Рязанская область | Рязань | 990км | 27000 руб. |
| Самарская область | Самара | 780км | 27000 руб. |
| Саратовская область | Саратов | 1060км | 30000 руб. |
| Сахалинская область | Сахалин | 95000 руб. | |
| Свердловская область | Екатеринбург | 890км | 27000 руб. |
| Смоленская область | Смоленск | 1360км | 30000 руб. |
| Вязьма | 1200км | 30000 руб. | |
| Тамбовская область | Тамбов | 1110км | 27000 руб. |
| Тверская область | Тверь | 990км | 27000 руб. |
| Томская область | Томск | 2790км | 44000 руб. |
| Тульская область | Тула | 1120км | 27000 руб. |
| Тюменская область | Тюмень | 1220км | 30000 руб. |
| Ульяновская область | Ульяновск | 630км | 27000 руб. |
| Челябинская область | Челябинск | 1100км | 30000 руб. |
| Ярославская область | Ярославль | 690км | 27000 руб. |
| Ненецкий автономный округ | Нарьян-Мар | 140000 руб. | |
| Ханты-Мансийский автономный округ | Ханты-Мансийск | 1890км | 65000 руб. |
| Сургут | 2000км | 65000 руб. | |
| Ямало-Ненецкий автономный округ | Лабытнанги | 123000 руб. | |
| Камчатский край | Камчатка | 165000 руб. |
Информация о мошенниках, подделках и прочих «производителях»
Возможны предложения некачественных (восстановленных и ремонтированных) станков СФ-676. Предположительно такие машины могут предложить предприятия Кировской области и РФ, не имеющие ресурсов для создания оборудования.
Будьте осторожны!
Более подробная информация об организациях может быть предоставлена по запросу.
Приглашаем всех потенциальных потребителей в г.Киров для ознакомления с процессом производства станков SF676.
УВАЖАЕМЫЕ ПОТЕНЦИАЛЬНЫЕ КЛИЕНТЫ!
Во избежание покупки подделок станков СФ676, восстановленных станков СФ676, китайских станков под СФ676, во всех процедурах просим указывать следующее наименование и требование к качеству продукции, а именно:
«ФРЕЗЕРНЫЙ СТАНОК
модели SF676 TU-3816-001-67559892-2012 «
Регулирование TU-3816-001-67559892-2012 устанавливает требования, которые имеют только конструкции машин SF676, вы можете получить познание.
 НЕСТАНДАРТНЫЙ УВЕЛИЧЕННЫЙ ГОРИЗОНТАЛЬНЫЙ СТОЛ 7681К001-02(300/5) РАЗМЕРОМ 300Х800ММ, КОТОРЫЙ СРАЗУ УДАЛИТ НЕДОСТУПНЫХ ПРОИЗВОДИТЕЛЕЙ, ТАК КАК СВОЮ ЛИТЕЙНУЮ БАЗУ ИМЕЕТ ТОЛЬКО ООО «ВЗЗ». организаторы торговых процедур
НЕСТАНДАРТНЫЙ УВЕЛИЧЕННЫЙ ГОРИЗОНТАЛЬНЫЙ СТОЛ 7681К001-02(300/5) РАЗМЕРОМ 300Х800ММ, КОТОРЫЙ СРАЗУ УДАЛИТ НЕДОСТУПНЫХ ПРОИЗВОДИТЕЛЕЙ, ТАК КАК СВОЮ ЛИТЕЙНУЮ БАЗУ ИМЕЕТ ТОЛЬКО ООО «ВЗЗ». организаторы торговых процедур
Данный раздел предназначен в помощь юридическим лицам, решившим приобрести оборудование производства Вятского станкостроительного завода по номенклатуре СФ676 в любой выбранной модификации.
Представленная информация носит справочный характер и описывает потенциальный предмет торговой процедуры, выбранную модификацию машины SF676 в стандартной комплектации с .
При необходимости снабжения машины дополнительным оборудованием и/или дополнительными работами (например: электроснабжение, спецгарантия, дополнительные строительные работы при монтаже оборудования и т.п.) разрабатываются дополнительные разделы. техническое задание, примеры которого приведены ниже.
Вариант 1
«Положение о закупке» — допускается
Вариант 2
При наличии у Заказчика/Покупателя внутреннего документа — «Положения о закупке» — НЕ допускается ссылаться на документы, стандартизирующие готовую продукцию.
Внимание! В связи с участившимися случаями мошенничества при поставках станков, просим провести совместную работу отдела закупок заказчика и производственно-коммерческого отдела ООО «ВЗЗ» при подготовке торговых процедур.
Фрезерный станок СФ676 представляет собой универсальное оборудование, способное быстро и качественно выполнять ряд сопутствующих операций, связанных с металлообработкой.
Станок фрезерный СФ676 — цена и назначение
Универсальный фрезерный станок СФ676 имеет невысокую цену и славится высокими показателями окупаемости. Предлагаем купить фрезерный станок СФ676 в Москве по цене от 650 тысяч рублей. С одной стороны, это немаленькая сумма, но если проанализировать широкие возможности устройства, становится понятно, что выгода от его приобретения очевидна.
Кроме того, речь идет об одной из самых низких цен на рынке, так как универсальный профессиональный фрезер сам по себе не может стоить дешево.
Итак, фрезерный станок СФ676 имеет следующее назначение:
- Модель может выполнять фрезерование, сверление, растачивание, развертывание, зенкерование и нарезку канавок.
- Фрезерный станок способен выполнять как вертикально, так и горизонтально, а также под различными углами.
- Оборудование может обрабатывать заготовки горизонтально дисковыми, цилиндрическими, фасонными и другими фрезами, и вертикально торцевыми, шпоночными, концевыми и другими фрезами.
- Станок может работать одновременно с горизонтальным и вертикальным шпинделем.
- В работу принимают мелкие детали длиной до 0,8 м и шириной до 0,25 м, причем при определенном оборудовании и больших размеров.
- Станок способен обрабатывать детали из любых металлов, сплавов, а также других твердых материалов.
- Прибор находит свое применение в механических цехах, а также в инструментальных, ремонтных и опытных мастерских.
- Станок СФ676 покупать рекомендуется для среднесерийного, мелкосерийного и индивидуального производства.

Высокая функциональность модели позволяет говорить о том, что при правильной нагрузке фрезерный станок СФ676 с указанной ценой может быстро окупиться и начать приносить ощутимую прибыль своим владельцам.
Станок фрезерный СФ676 — преимущества
Покупка станка фрезерного СФ676 по нашей цене означает получение универсального вида специализированного оборудования со следующими преимуществами:
- Фрезерные, сверлильные и другие операции на устройстве выполняются с повышенной точностью (класс Н ) и высоким уровнем качества.
- Различные режимы резания позволяют выбрать наиболее оптимальный вариант для конкретной операции.
- Производительность электронасоса, от которого подается теплоноситель, высокая.
- Установка обеспечивает экономичную обработку деталей с точки зрения времени и усилий.
- Эксплуатация машины удобна, проста и безопасна.
- Модель не занимает много места, поэтому для работы требует совсем немного места.
- Машина не требует длительного и сложного обслуживания.
- Прибор надежен в работе, редко выходит из строя, имеет длительный срок безупречной службы.
ООО «СТК» предлагает купить станок фрезерный СФ676 в Москве. Доставляем по всей России. Наши консультанты всегда готовы помочь с выбором модели, наиболее подходящей для вашего производства.
Доставляем по всей России. Наши консультанты всегда готовы помочь с выбором модели, наиболее подходящей для вашего производства.
Также могут объяснить, как лучше организовать работу оборудования, чтобы добиться максимально быстрой окупаемости. Кроме того, наши специалисты готовы установить фрезерный станок СФ676 на месте и провести обучение ваших сотрудников работе на станке.
Фрезерный станок широкого назначения 676р когда-то был востребован во многих отраслях промышленности, где выполнялись фрезерные, сверлильные и другие операции. В инструкции по эксплуатации фрезерного станка 676р также была предусмотрена возможность обработки под углом.
Высокая точность и универсальность в использовании
Универсально-фрезерный станок 676р имеет очень высокую точность, что обусловило его применение в различных областях. По принятым стандартам модель имеет класс точности П. Универсальность оборудования характеризуется тем, что при его использовании возможно выполнение долбежных операций. Запчасти к фрезерному станку, включая долбежную головку, можно приобрести отдельно.
Запчасти к фрезерному станку, включая долбежную головку, можно приобрести отдельно.
Технические характеристики
Принимая во внимание технические характеристики фрезерного станка 676p, следует обратить внимание на следующие моменты:
- Универсальный фрезерный станок 676p имеет 16 скоростей вращения шпинделя.
- Горизонтальный шпиндель станка 676р может иметь скорость от 50 до 1630 об/мин. Вертикальный шпиндель имеет этот показатель в пределах от 63 до 2040 об/мин.
- В спецификациях также указано, что количество подач равно 16. Оператор может выбрать значение подачи в диапазоне от 13 до 39.5 мм/мин.
- В техпаспорте фрезерного станка 676р указано, что мощность электродвигателя составляет 3 кВт.
- Размеры уголка горизонтального стального: 800 х 250 мм; вертикальная стальная поверхность 630 х 250 мм; габариты всей машины: 1200 х 1240 х 1780 мм.
- Рассматривая технический паспорт станка 676п, можно отметить, что шпиндель может поворачиваться до 90 0 .

Эти параметры определяют, что фрезерование может выполняться с фиксированной скоростью и подачей. Особенности шпинделя позволяют устанавливать самые разнообразные фрезы и некоторые другие режущие инструменты.
Конструкция универсально-фрезерного станка 676р представлена следующими основными элементами:
- Сетевой и электрический выключатель насоса. Электрическая схема предусматривает полное обесточивание при необходимости. При этом электрическая схема выполнена в классическом стиле, когда все управление питанием проходит через кнопки «пуск» и «стоп».
- Управление представлено маховиками, которые служат для управления столом, шпинделем и шпиндельной бабкой.
- Паспорт определяет наличие достаточно большого количества ручек, отвечающих за управление основными элементами при обработке деталей.
- Основная часть конструкции представлена вертикальной рамой, по бокам которой расположены органы управления. В верхней части расположена передняя бабка с редуктором и шпиндельной подачей, спереди — стол с несколькими органами управления и механизмом подачи. Конструкция имеет основание, которое при необходимости можно жестко закрепить болтами.
 Конструкция имеет основание, которое при необходимости можно жестко закрепить болтами.
Конструкция имеет основание, которое при необходимости можно жестко закрепить болтами.В целом можно сказать, что конструкция данной модели существенно не отличается от конструкции многих других моделей вертикально-фрезерной группы. Ключевой особенностью 676p является возможность вращения шпинделя.
Редуктор
Учитывая особенности фрезерного станка, следует также обратить внимание на редуктор шпинделя:
- Конструкция представлена шестернями, которые изготовлены из высокопрочной стали. Паспорт фрезерного станка 676р определяет возможность проведения ремонтно-профилактических работ путем вскрытия корпуса и демонтажа редуктора. Тело крепится сбоку.
- Во время переключения возможно совмещение зубьев и зацепление шестерен, когда диски не могут быть уменьшены. В паспорте есть информация о рекомендациях применения, где запрещается переключать передачи в момент работы фрезерного станка 676р под нагрузкой. Такое действие может привести к поломке шестерни.

В описании данного фрезерного станка 676p также указано, что управление скоростью осуществляется переключением положения соответствующей рукоятки.
Коробка передач
Для ускоренного движения установлена коробка подач. Для использования этой функции рекомендуется установить поперечную рукоятку в нейтральное положение. Это исключает возможность довольно большого количества проблем с шестернями.
Значительно продлевает срок службы конструкции поршневого насоса. Его предназначение (назначение) — подача смазывающей жидкости, способствующей уменьшению силы трения. Конструкция поршня совершает возвратно-поступательное движение, за счет чего смазочная жидкость всасывается и подается в зону трения. Для контроля степени смазывания фрезерный станок 676р имеет прозрачное окошко, через которое контролируется процесс образования масляного тумана в зоне трения шестерни.
Передняя бабка
Этот элемент конструкции также представлен отдельным корпусом, в котором расположены шестерни. Конструкция может двигаться по установленным направляющим, что является поперечной подачей. Расшифровка названия станка определяет его принадлежность к группе вертикально-фрезерных за счет вертикального расположения самого шпинделя. Инструмент зажимается с помощью специального шомпола. Промежуточные упоры устанавливаются в качестве ограничителя. Особенности конструкции позволяют координировать расточные работы. Для этого были установлены индикаторный держатель и плитодержатель, необходимые для фиксации измерительной плитки.
Конструкция может двигаться по установленным направляющим, что является поперечной подачей. Расшифровка названия станка определяет его принадлежность к группе вертикально-фрезерных за счет вертикального расположения самого шпинделя. Инструмент зажимается с помощью специального шомпола. Промежуточные упоры устанавливаются в качестве ограничителя. Особенности конструкции позволяют координировать расточные работы. Для этого были установлены индикаторный держатель и плитодержатель, необходимые для фиксации измерительной плитки.
В заключение отметим, что станок фрезерный 676р подходит для выполнения мелкосерийных работ по обработке металла путем фрезерования или выполнения другой операции. Модель сконструирована таким образом, что есть возможность установки дополнительного оборудования. Примером могут служить переходные втулки, поворотные тройники, оправки и многое другое оборудование. Максимальный ход фрезы 80 метров, вес установленной головки 30 кг. Современными аналогами модели можно назвать станки TOS Olomuc, которые производятся в Чехии.
Станок широкоуниверсальный фрезерный СФ-676 для сверления резьбонарезание центрирование зачеканка растачивание долбление маркировочные фрезерные станки
Краткие сведения
- Перемещение стола (X) (мм):
450
- Перемещение стола (Y) (мм):
300
- Перемещение стола (Z) (мм):
380
- Количество осей:
3
- Мощность обработки:
Легкий
- Конус шпинделя:
7:24-40
- Диапазон скорости вращения шпинделя (об/мин):
1630 — 2040 об/мин
- Условие:
Новый
- Место происхождения:
Кировская область, Российская Федерация
- Имя бренда:
СФ-676
- Номер модели:
СФ-676
- Год:
2020
- Тип:
Широкий универсальный
- Мощность двигателя шпинделя (кВт):
3,0/0,12
- Вольтаж:
380
- Размер(Д*Ш*В):
1200*1240*1780
- Сертификация:
ГОСТ 8-82
- Вес (кг):
1050
- Гарантия:
1 год
- Предоставленное послепродажное обслуживание:
Онлайн-поддержка
- Ключевые пункты продажи:
Широкий универсальный
- Послегарантийное обслуживание:
Онлайн-поддержка
- Применимые отрасли:
Магазины стройматериалов, Строительные работы, Предприятия перерабатывающей промышленности
- Местоположение местной службы:
Россия
- Расположение выставочного зала:
Россия
- Тип маркетинга:
Обычный продукт
- Отчет об испытаниях оборудования:
Предоставляется
- Видео выездного осмотра:
Предоставляется
- Гарантия на основные компоненты:
1 год
- Основные компоненты:
Подшипник, двигатель, насос, шестерня, ПЛК, сосуд высокого давления, двигатель, коробка передач
Возможность снабжения
- Возможность поставки:
- 10 штук в месяц
Упаковка и доставка
- Детали упаковки
- Индивидуальная упаковка
- Порт
- Санкт-Петербург
описание, технические характеристики.
 Фрезы по металлу для фрезерного станка
Фрезы по металлу для фрезерного станка
Фрезерный станок 676 является универсальным оборудованием, используемым для фрезерования различных деталей. Агрегат может работать со шпоночными, торцевыми, дисковыми и другими типами фрез. Конфигурация станка позволяет фрезеровать заготовки горизонтально и вертикально, что значительно расширяет возможности станка.
Описание
Многофункциональный фрезерный станок 676 может быть оснащен поворотно-вертикальным шпинделем или его горизонтальным аналогом. Первый вариант позволяет обрабатывать детали с помощью торцевых и шпоночных фрез, а во втором случае используются фасонные фрезы, а также дисковые и цилиндрические аналоги.
Основным отличием рассматриваемого оборудования от аналогичных станков является наличие второй шпиндельной бабки, регулируемой в перпендикулярных плоскостях. Рассматриваемый станок может использовать оба шпинделя одновременно. Помимо фрезерования, оборудование предназначено для сверления, развертывания и растачивания.
В производственной сфере универсально-фрезерный станок 676 применяется для выполнения ряда операций, а именно:
- Обработка внутренних и наружных поверхностей, в том числе тел вращения, точением.
- Резка кромок и пазов.
- Пазы на валах.
- Формирование конфигурации шестерен.
Характеристики
Фрезерный станок 676 относится к категории прецизионных фрезерных станков (класс H). Максимальная точность обработки достигается при отсутствии вблизи агрегата источников вибрации, температуре окружающего воздуха в пределах 20°С, влажности около 65%.
Рассматриваемое оборудование используется в индивидуальном и мелкосерийном производстве, в основном на предприятиях машиностроения и инструментальных заводах. На популярность фрезерного станка 676 влияет ряд преимуществ перед конкурентами:
- Каркас оборудования выполнен из чугуна, имеет большую массу, что обеспечивает надежную устойчивость без возникновения вибраций, что гарантирует высокоточную обработку.
- Универсальность оборудования позволяет работать с малогабаритными заготовками и деталями длиной до 0,8 м и шириной до 0,25 м.
- Агрегат может быть оснащен щелевым наконечником, с возможностью выполнения соответствующих операций.
- Относительно небольшие габариты машины позволяют разместить ее даже в обычном гараже.
- Многоступенчатый диапазон вращения шпиндельной бабки способствует оптимальному подбору режимов чистовой обработки металлов в зависимости от их твердости.

Фрезерный станок 676: технические характеристики
Ниже приведены технические параметры рассматриваемого оборудования:
- Размер рабочего стола по горизонтали/вертикали 250*800/250*630 мм.
- Максимальный вес устанавливаемой детали 100 кг.
- Осевое расстояние от шпинделя до стола 80-450 мм.
- Вынос шпинделя 125-375 мм.
- Ход шпиндельной бабки по осям X/Y (максимальный) 300/380 мм.
- Скорость шпинделя (горизонтальная/вертикальная) 1630/2040 об/мин.
- Количество скоростей — 16 шт.
- Габаритные размеры 1200/1240/1005 мм.
- Масса — 1000 кг.
- Мощность электропривода 3 кВт.

Кроме того, универсально-фрезерный станок 676 оснащен вспомогательной системой подачи СОЖ с двигателем, от которого приводится в действие электронасос производительностью 23 литра в минуту.
Различия между моделями 676P и SF-676
Модификация 676P от SF-676 отличается незначительно:
- Имеет осевое расстояние от стола до шпинделя на 10 мм меньше.
- Перемещение шпиндельной бабки по вертикали 250 мм.
- Номинальная мощность главного электропривода 2,2 кВт.
- Вес — 910 кг.
- Размеры — 1260/1210/1780 мм.
Станок фрезерный широкоуниверсальный 676Р относится к устаревшим модификациям и в настоящее время не выпускается. Купить его можно только на вторичном рынке.
Устройство
Станина станка 676 изготовлена из чугуна, служит несущим основанием с закрепленными на нем основными элементами конструкции. С левой стороны рамы расположены скоростной узел и коробка подач. По верхней поверхности каркаса перемещается головка с установленным горизонтальным шпинделем. На этот элемент при необходимости устанавливается вертикальное шпиндельное устройство.
С левой стороны рамы расположены скоростной узел и коробка подач. По верхней поверхности каркаса перемещается головка с установленным горизонтальным шпинделем. На этот элемент при необходимости устанавливается вертикальное шпиндельное устройство.
Опора устанавливается на вертикальные направляющие, стол на горизонтальные элементы. Станок оснащен основным горизонтальным столом и дополнительным вертикальным аналогом. Основной верстак фиксирует заготовки длиной до 800 мм и шириной до 250 мм.
Электропривод агрегата расположен в нижней части, размещен на опоре в виде плиты, внутри которой предусмотрен резервуар для охлаждающей жидкости. Вся электрическая начинка машины расположена под крышкой рамы в верхней части. Такая конструкция не затрудняет доступ к узлам для ремонта или обслуживания.
Основными функциональными частями фрезерного станка являются суппорт и шпиндельная головка. Назначение суппорта — удержание и перемещение рабочего стола в поперечно-продольной плоскости. Элемент приводится в действие посредством приводного вала, передающего крутящий момент от силового агрегата на нагнетательную коробку.
Элемент приводится в действие посредством приводного вала, передающего крутящий момент от силового агрегата на нагнетательную коробку.
Шпиндельная головка агрегируется с коробкой подачи через шестерни барабана, сам шпиндель установлен на радиальных и шариковых подшипниках. Точность его движения обеспечивает держатель индикатора.
Техническое обслуживание
Широкоуниверсальная машина СФ-676 требует регулярного технического обслуживания. Необходимо:
- Провести через 10 часов работы смазку специальным моторным маслом направляющих и резьбовых винтов.
- Наносите покрытие на подшипники двигателя и линейные подшипники каждые 40 часов.
- После 400 часов работы осмотрите и отрегулируйте ремни в коробке поставки, а также затяните резьбовые соединения.
Перед первым рабочим пуском машины проверьте надежность крепления предохранительных кожухов, очистите рабочий стол от жидкостей и смазок, включите агрегат и проверьте его работу на холостом ходу.
Функциональное тестирование
Этот процесс начинается с минимальной скорости, постепенно увеличивая ее до максимальной скорости. На главной передаче рабочего вращения станок должен работать не менее двух часов, при этом шпиндельные опоры нельзя нагревать выше 50 градусов.
После проверки агрегата на холостом ходу он подвергся нагрузке. Фреза должна работать на предельной силе резания в режиме кратковременной перегрузки 25%. При нормальной работе в этом режиме вибрации не возникает и сохраняется высокая точность обработки.
Фрезы по металлу для фрезерного станка
Разнообразие конфигураций фрез позволяет производить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает необходимые размеры и очертания.
Фрезы классифицируют по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Фрезы дисковые предназначены для обрезки заготовок, выборки канавок, металла, снятия фаски.
