Горизонтальный расточной станок: Горизонтально-расточные станки купить по выгодной цене с доставкой в Москве, по всей России и СНГ
Содержание
▷ Горизонтально расточной станок дешево бу оборудование на аукционе Surplex
- Все станки
- Металл
- Расточные станки
- Горизонтально-расточные станки с подвижным столом
Станки с ручным управлением и ЧПУ для сверления больших деталей 5
Позиции
Категории
Фильтр
Подписаться на поиск
сортировать по:
- вид:
Горизонтально-расточный станок с подвижным столом MIKROMILL HBM 5 T Горизонтально-расточные станки с подвижным столом
Отличное предложение
Отличное предложение
| Pазмеры, примерно | 5 300 x 5 300 x 4 600 мм |
| Год выпуска | 2009 |
| Приблизительный вес | 40 000 кг |
| Товар можно забрать | mid of November 2022, by arrangement |
| условия поставки | EXW Saffig, товар со склада продавца |
Сделать ставку
Подробнее
UNION BFT 90/2 Horizontal Boring Mill Горизонтально-расточные станки с подвижным столом
Отличное предложение
Отличное предложение
| Pазмеры, примерно | 5 500 x 3 200 x 2 900 мм |
| Год выпуска | 1976 |
| Приблизительный вес | 12 000 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Schwäbisch Gmünd, погрузка на грузовик |
Сделать ставку
Подробнее
воспроизвести видео
Горизонтально-расточный станок с подвижным столом TOSHIBA BP-130. R22 Горизонтально-расточные станки с подвижным столом
R22 Горизонтально-расточные станки с подвижным столом
| Pазмеры, примерно | 7 620 x 10 210 x 5 215 мм |
| Год выпуска | 2008 |
| Приблизительный вес | 44 000 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Deinze, погрузка на грузовик |
Запросить предложение
Подробнее
KEARNS-RICHARDS SH 75 Table Type Horizontal Borer Горизонтально-расточные станки с подвижным столом
| Pазмеры, примерно | 4 200 x 2 440 x 2 950 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 7 700 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Coatbridge, погрузка на грузовик |
Запросить предложение
Подробнее
Горизонтально-расточный станок с подвижным столом CERUTI AB 55 Горизонтально-расточные станки с подвижным столом
Отличное предложение
Отличное предложение
| Pазмеры, примерно | 3 000 x 800 x 2 000 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 3 500 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Belfast, погрузка на грузовик |
Подробнее
Не нашли то, что искали?
Подпишитесь на результаты поиска с текущими фильтрами и получайте информацию о новых поступлениях по электронной почте.
Подписаться на поиск
Подписка на текущий поисковой запрос успешно выполнена
- Определение, описание станка
- История, развитие, особенности горизонтально-расточного станка с подвижным столом
- Сфера применения, примеры использования
Определение, описание станка
Горизонтально-расточный станок с подвижным столом, относится к классу металлообрабатывающего оборудования, которое используется для обработки крупногабаритных корпусных деталей. Станки данного вида также используются для черновой и чистовой обработки деталей, а также заготовок среднего размера. С помощью такого оборудования проводят не только расточные работы. Данная техника позволяет получать отверстия различных диаметров, наружную и внутреннюю резьбу. Горизонтально-расточный станок с подвижным столом используют и для обработки цилиндрических, конических поверхностей, а также для фрезерования торцов и зенкования.
- универсальное оборудование
- используют в мелкосерийном и в серийном пр-ве
- отличается надежностью, долговечностью
Качество Большой выбор Инд. подход Главными характеристиками, определяющими рабочие свойства горизонтально-расточного станка с подвижным столом, являются: диаметр шпинделя, размеры поворотного стола (длина, ширина, высота, общая площадь), максимальная нагрузка на стол, скорость подачи материала, мощность двигателя шпинделя и общая масса станка. Современные станки отличаются надежностью, долговечностью и высокой производительностью. Некоторые модели оборудования могут быть оснащены устройством цифровой индикации. УЦИ позволяет оператору станка выбрать необходимые координаты, по которым происходит автоматическое высокоточное позиционирования рабочего шпинделя.
История, развитие, особенности горизонтально-расточного станка с подвижным столом
С развитием машиностроения, появилась необходимость в надежном и безопасном в эксплуатации оборудовании, которое позволило бы быстро и качественно обрабатывать большие корпусные детали. Горизонтально-расточные станки с подвижными столами сегодня представлены различными моделями оборудования, которое отличается конструктивными решениями и компоновкой электрических двигателей. TOS Вертикальный сверлильный станок Основными рабочими элементами станков данного вида, являются: электромеханические зажимы, предназначенные для закрепления узлов по горизонтальным и вертикальным осям, а также привод подачи подвижных узлов, выдвижные шпиндели и бабка. Направляющие узлов изготовлены из специальной закаленной стали, покрытой ударопрочным пластиком по основным несущим граням. Для того чтобы обеспечить максимальную жесткость горизонтально-расточного станка, производитель использует высококачественный фундамент повышенной прочности.
Горизонтально-расточные станки с подвижными столами сегодня представлены различными моделями оборудования, которое отличается конструктивными решениями и компоновкой электрических двигателей. TOS Вертикальный сверлильный станок Основными рабочими элементами станков данного вида, являются: электромеханические зажимы, предназначенные для закрепления узлов по горизонтальным и вертикальным осям, а также привод подачи подвижных узлов, выдвижные шпиндели и бабка. Направляющие узлов изготовлены из специальной закаленной стали, покрытой ударопрочным пластиком по основным несущим граням. Для того чтобы обеспечить максимальную жесткость горизонтально-расточного станка, производитель использует высококачественный фундамент повышенной прочности.
Сфера применения, примеры использования
Горизонтально-расточный станок с подвижным столом широко используется в машиностроении, судостроении и станкостроении. С помощью данного оборудования изготавливают и обрабатывают корпусные детали, изготовленные из различных видов металла. В зависимости от разновидности расточного станка его могут использовать в единичном или мелкосерийном выпуске. Оборудование с числовым программным управлением используют в серийном производстве.
В зависимости от разновидности расточного станка его могут использовать в единичном или мелкосерийном выпуске. Оборудование с числовым программным управлением используют в серийном производстве.
Глубина, на которой производится обработка, регулируется с помощью лимба. После чего производится включение сверла, электродвигателей и подача охлаждающей жидкости. Охлаждающая жидкость подается с помощью специального шланга, который подключается к электронасосу. С его помощью смазываются узлы сверлильной головки. Остальные элементы приходится смазывать вручную. Инструмент обрабатывает деталь, после чего остается снять ее со стола и убрать стружку. Обработка производится с помощью перемещения детали относительно рабочего инструмента, и в этом главная особенность техники.Вертикальный сверлильный станок используют в серийном, массовом и единичном производстве. Купить качественные расточные станки можно на сайте Surplex. Компания предлагает надежное, универсальное оборудование от ведущих европейских производителей. Покупатели могут найти как поддержанные, так и новые станки по самым выгодным ценам. Компания Surplex гарантирует качество и надежность представленного на аукционах оборудования. Перед началом продажи оно подвергается тщательному осмотру и объективной оценке, со стороны независимых экспертов Surplex.
Покупатели могут найти как поддержанные, так и новые станки по самым выгодным ценам. Компания Surplex гарантирует качество и надежность представленного на аукционах оборудования. Перед началом продажи оно подвергается тщательному осмотру и объективной оценке, со стороны независимых экспертов Surplex.
Позиции, которое вы недавно просматривали Показать все ранее просмотренные позиции
Для этого лота была установлена резервная цена, т.е. минимальная цена, за которую продавец согласен продать товар. Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно.
После окончания аукциона продавец получает информацию о наибольшем полученном ценовом предложении и решит, продавать ли ему товар по этой цене или нет. В течение 2 рабочих дней после окончания аукциона Surplex сообщит потенциальному покупателю, который предложил самую высокую цену, о том, выиграл ли он аукцион. До этого момента ценовое предложение клиента считается обязательным к исполнению.
Для этого лота была установлена резервная цена, т.е. минимальная цена, за которую продавец согласен продать товар. Если эта цена не будет достигнута в ходе данного аукциона, то победа на этом аукционе будет присуждаться условно.
После окончания аукциона продавец получает информацию о наибольшем полученном ценовом предложении и решит, продавать ли ему товар по этой цене или нет. В течение 2 рабочих дней после окончания аукциона Surplex сообщит потенциальному покупателю, который предложил самую высокую цену, о том, выиграл ли он аукцион. До этого момента ценовое предложение клиента считается обязательным к исполнению.
Другой участник торгов поставил такую же ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Оцените эти отличные предложения аукциона Surplex:
Горизонтально-расточные станки с подвижным столом б/у
Копировать ссылку
Объект удален. Вернуть
Вернуть
Станки горизонтально-расточные в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Станок горизонтально-расточной 2А622Ф4
Доставка по Украине
380 000 грн
Купить
Предприятие «Инпром»
СТАНОК ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ 2622ВФ1
Доставка из г. Никополь
170 000 грн
Купить
NMZ
СТАНОК ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ 2А622-1
Доставка из г. Никополь
200 000 грн
Купить
NMZ
Станок горизонтально-расточной 2637ГФ1
Доставка по Украине
Цену уточняйте
ООО «Фирма СИАТ-ЛТД»
Горизонтально-расточной станок 2622В, Dшп.110, стол 1120х1250
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Модернизация горизонтально-расточных станков 2а622,2а637,2А656
Доставка по Украине
от 100 000 грн
Купить
ФОП Горбань
Мобильный расточно-наплавочный комплекс Pro S5500 (5000 Вт 50-150 мм) Расточной Станок
На складе в г. Киев
Киев
Доставка по Украине
169 999 грн
164 999 грн
Купить
… TOP MASTER …
Горизонтально-расточной станок SKODA W160H
Доставка по Украине
Цену уточняйте
ТзОВ ІНТЕР ФОРВАРД
Горизонтально-расточной станок Union BFT 105 с ЧПУ
Заканчивается
Доставка по Украине
1 600 000 грн
Купить
ТзОВ ІНТЕР ФОРВАРД
Горизонтально-расточной станок TOS WHN 9
Заканчивается
Доставка по Украине
Цену уточняйте
ТзОВ ІНТЕР ФОРВАРД
Горизонтально расточной станок SKODA W200 NC
Доставка по Украине
3 510 000 грн
Купить
ТзОВ ІНТЕР ФОРВАРД
Горизонтально расточной станок Union TC 130
Доставка по Украине
7 300 000 грн
Купить
ТзОВ ІНТЕР ФОРВАРД
Горизонтально-расточной станок 2Б660Ф2 TOS VARNSDORF
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Горизонтально-расточной станок для расточки подшипников ROBBI модель R2000/C Spec (Италия)
Под заказ
Доставка по Украине
1 750 500 грн
Купить
Международное моторное бюро
Горизонтально-расточной станок для расточки подшипников ROBBI модель R2000/B (Италия)
Под заказ
Доставка по Украине
1 497 900 грн
Купить
Международное моторное бюро
Смотрите также
Горизонтально-расточной станок для расточки подшипников ROBBI модель R2000/C (Италия)
Под заказ
Доставка по Украине
1 630 600 грн
Купить
Международное моторное бюро
Горизонтально-расточный станок CARMEC HBM 810 для расточки подшипников головок и блоков цилиндров (Словения)
Под заказ
Доставка по Украине
474 300 грн
Купить
Международное моторное бюро
Горизонтально-расточной станок MANEK линии Linebore-2400 (Индия)
Под заказ
Доставка по Украине
973 100 грн
Купить
Международное моторное бюро
Линейки измерительные к горизонтально расточному станку 2620В (2А620) 6 шт.
Доставка по Украине
5 000 грн/комплект
Купить
ООО «АМЕТПРОМ»
Шарико-винтовая пара ШВП, 2А622.231.001 к горизонтально расточному станку 2А622.
Доставка по Украине
15 700 грн
Купить
Жевелев Г.И., Рубинович Б.Х., Тув А.М. Тяжелые горизонтально-расточные и продольно-строгальные станки. Опыт
Доставка по Украине
308 грн
Купить
MaxBook
Горизонтально-расточной станок MANEK модель Linebore-1545 (Индия)
Под заказ
Доставка по Украине
709 400 грн
Купить
Международное моторное бюро
Горизонтально-расточной станок MANEK модель Linebore-1800 (Индия)
Под заказ
Доставка по Украине
810 700 грн
Купить
Международное моторное бюро
Координатно-расточной станок HAUSER, тип ОР-2
Доставка по Украине
Цену уточняйте
Предприятие «Инпром»
Координатно-расточной станок 2Е450АФ30 (630х1120) с ЧПУ фирмы «West Labs», LTD
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт. ім.Горького)
ім.Горького)
Расточной станок TPX6113
Под заказ
Доставка по Украине
Цену уточняйте
Стан-Комплект
2В440А Координатно-расточной станок
Доставка из г. Гайворон
120 000 грн
Купить
ФОП «Телятников Анатолий
Тиски для расточных станков Holzmann M 100
Под заказ
Доставка по Украине
2 540 — 2 710 грн
от 3 продавцов
2 540 грн
Купить
Интернет-магазин «Megainstrument»
Тиски для расточных станков Holzmann M 150
Под заказ
Доставка по Украине
4 140 грн
Купить
Интернет-магазин «Megainstrument»
2.3. Горизонтально-расточные станки
Станки
считаются универсальными и применяются
в условиях единичного и серийного
производства для обработки деталей
крупных размеров, в основном корпусных
деталей. На
горизонтально-расточных станках можно
растачивать, сверлить, зенкеровать
отверстия, подрезать торцы резцами,
нарезать резьбу метчиками и резцами,
фрезеровать плоскости и пазы и другие
работы. Компоновка станка представлена
Компоновка станка представлена
на рис.2.6.
Рис. 2.6. Компоновка
горизонтально-расточного станка
На горизонтально-расточных
станках справа на станине 1 установлена
передняя стойка 2, по вертикальным
направляющим которой перемещается
шпиндельная бабка 4. В ней смонтированы
привод главного движения и привод подач.
Главное вращательное движение V
сообщается от электродвигателя 7 через
коробку скоростей шпинделю 4 или планшайбе
5. От привода подач шпиндель 5 получает
осевое перемещение Sо,
а шпиндельная бабка 3 — вертикальное
перемещение Sв.
На планшайбе располагается радиальный
суппорт 6, которому сообщается радиальная
подача Sр.
Заготовка устанавливается на поворотный
стол 12, имеющий Т-образные пазы. Поперечные
салазки 11 сообщают заготовке поперечную
подачу Sп,
а продольные салазки 10 — продольную
подачу Sпр
по горизонтальным направляющим станины.
Для сообщения рабочим органом подачи
предназначен электродвигатель 13. На
На
левом конце станины установлена задняя
стойка 8 с люнетом 9 для поддержания
борштанги с инструментами, предназначенными
для расточки 2-х и более отверстий
одновременно. Внешний вид станка показан
на рис. 2.7.
Рис. 2.7. Общий вид горизонтально-расточного
станка
Выбор подачи
рабочего органа станка зависит от
характера обрабатываемой поверхности.
На рисунке 2.8 приведены основные операции,
выполняемые на горизонтально-расточных
станках. На рис. 2.8, а-в, д для обработки
используется продольная подача стола
с заготовкой, на рис. 2.8,г, ж – осевая
подача инструмента, на рис. 2.8, е –
радиальная подача суппорта, а на рис.
2.8, з – вертикальная подача шпиндельной
бабки.
Рис. 2.8. Схемы
обработки на горизонтально-расточных
станках.
Горизонтально-расточные
станки с ЧПУ имеют различные компоновочные
схемы: с неподвижной передней стойкой
и крестовым поворотным столом, с поперечно
подвижной стойкой, выдвижной бабкой и
поворотным столом, с продольно подвижной
стойкой и поперечно подвижным поворотным
столом и др. Как правило, эти станки не
Как правило, эти станки не
имеют задней стойки (рис. 2.9). Системы
ЧПУ обеспечивают управляемые перемещения
по пяти координатам.
Рис. 2.9. Горизонтально-расточной станок
с ЧПУ.
Алмазно-расточные
станки применяются для тонкого
растачивания отверстий. Отклонение
отверстия от круглости составляет 3-5
мкм, а шероховатость поверхности – Ra
0,16-0,63 мкм. Алмазное растачивание в ряде
случаев заменяет шлифование. Станки
эффективны в условиях крупносерийного
и массового производства. Обработка
выполняется алмазным и твердосплавным
инструментом. Процесс тонкого растачивания
характеризуется высокими скоростями
резания (до 1000 м/мин), малыми подачей
(0,01-0,1 мм/об) и глубиной резания (0,05-0,5
мм).
По компоновке
станки могут быть вертикальными и
горизонтальными. Наиболее широко
распространены горизонтальные
алмазно-расточные станки. Они могут
быть одно- и двухсторонние, одно- и
многошпиндельные.
На рис. 2.14 представлена
2.14 представлена
схема двухстороннего станка, который
предназначен для обработки детали с
двух сторон. На основании 1 с двух сторон
установлены мостики 2 , на которых
крепятся расточные головки 3. Шпиндели
4 получают вращение от регулируемых
электродвигателей 5 через ременные
передачи 6. Заготовка устанавливается
на стол 7, подача которого обеспечивается
также регулируемым электродвигателем.
При обработке стол 7 подводит заготовку
сначала к одной расточной головке. После
обработки детали с одной стороны она
перемещается к другой расточной головке
и обрабатывается отверстие с другой
стороны.
Рис. 2.14. Компоновка двухстороннего
горизонтального алмазно-расточного
станка
На рис. 2.15. изображен
вид горизонтального алмазно-расточного
станка модели 2706.
Рис. 2.15. Горизонтальный алмазно-расточной
станок модели 2706
Вертикальные
станки (рис. 2.16) целесообразно применять
для обработки глубоких отверстий, оси
которых перпендикулярны базовой
плоскости. К примеру, такие станки
К примеру, такие станки
используются для растачивания блоков
цилиндров двигателей. На основании 1
установлена стойка 2, по вертикальным
направляющим которой перемещается
шпиндельная бабка 3. Вертикальная подача
шпиндельной бабки настраивается коробкой
подач, вмонтированной в стойку. На бабку
устанавливается сменный шпиндель 4 с
инструментом и получает вращение от
коробки скоростей. Заготовка крепится
на столе 6 станка. Стол 6 и салазки 5 имеют
возможность перемещаться в двух
направлениях, совершая установочное
движение.
Рис. 2.16. Вертикальный алмазно-расточной
станок модели 2А78Н
Сменные шпиндели
(рис. 2.17) отличаются диаметрами резцовых
головок для обработки отверстий разных
диаметров.
Рис. 2.17. Сменные шпиндели к алмазно-расточным
станкам
Горизонтальные сверлильно-фрезерные-расточные станки
|
|
 Нижний Новгород,
Нижний Новгород, Это максимально удобное и надёжное в работе устройство. Рабочий стол оборудован оптическим устройством позиционирования 4×90°, что обеспечивает высокую точность обработки.
Это максимально удобное и надёжное в работе устройство. Рабочий стол оборудован оптическим устройством позиционирования 4×90°, что обеспечивает высокую точность обработки. В качестве горизонтального сверлильно-фрезерного станка, данный фрезерный станок оснащен сферической цифровой системой считывания Newall, он хорошо подходит для обработки отверстий моделей с большими деталями, если координаты будут точными.
В качестве горизонтального сверлильно-фрезерного станка, данный фрезерный станок оснащен сферической цифровой системой считывания Newall, он хорошо подходит для обработки отверстий моделей с большими деталями, если координаты будут точными. Эти горизонтальные сверлильно-фрезерно-расточные станки были спроектированы в блочной конструкции, что позволяет устанавливать различные ЧПУ управления, возможности и точности обработки.
Эти горизонтальные сверлильно-фрезерно-расточные станки были спроектированы в блочной конструкции, что позволяет устанавливать различные ЧПУ управления, возможности и точности обработки.

Горизонтально расточной станок курсовая по технологии | Дипломная Материаловедение и технологии материалов
Скачай Горизонтально расточной станок курсовая по технологии и еще Дипломная в формате PDF Материаловедение и технологии материалов только на Docsity! Федеральное агентство по образованию УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ – УПИ Оценка работы: Члены комиссии: Горизонтально-расточной станок модели 2620В Курсовая работа по курсу «Оборудование машиностроения» Руководитель В. В. Алыбин канд. техн. наук, доцент Н. контр. В. В. Алыбин канд. техн. наук, доцент Студент гр. М-34052 А. С. Сорокин Екатеринбург 2006 Содержание: Введение…………………………………………………………………………….3 1. Классификация станков сверлильно-расточной группы………………………4 2. Инструмент для растачивания………..……….………………………………….7 3. Виды работ, выполняемые на расточных станках………………………………10 1 4. Компоновка горизонтально-расточных станков ………………………….…….11 5. Горизонтально-расточной станок мод. 2620В………………………………….13 Заключение………………………………………………………………..………..21 Список литературы………………………………….………………………………27 Введение Машиностроение является основой научно-технического прогресса в различных отраслях народного хозяйства. Непрерывное совершенствование и развитие машиностроения связано с прогрессом станкостроения, поскольку металлорежущие станки вместе с некоторыми другими видами технологических машин обеспечивают изготовление любых новых видов оборудования. 2 автоматической смены инструментов В зависимости от расположения шпинделей различают станки горизонтальных, вертикальных, наклонных и комбинированных компоновок (например, вертикально- и 0 0 1 Fгоризонтально-сверлиль ные, вертикально- и горизонтально-расточные станки). Под 0 0 1 Fкомпоновкой станка понимают объединение и увязку от дельных сборочных единиц и 0 0 1 Fмеханизмов в единое целое. Располо жить основные сборочные единицы станка необходимо так, чтобы обеспечить удобное управление и наблюдение за работой станка при выполнении заданного технологического процесса с учетом физических возможностей рабочего (рост, сила, утомляемость и др.
Горизонтально-расточной станок мод. 2620В………………………………….13 Заключение………………………………………………………………..………..21 Список литературы………………………………….………………………………27 Введение Машиностроение является основой научно-технического прогресса в различных отраслях народного хозяйства. Непрерывное совершенствование и развитие машиностроения связано с прогрессом станкостроения, поскольку металлорежущие станки вместе с некоторыми другими видами технологических машин обеспечивают изготовление любых новых видов оборудования. 2 автоматической смены инструментов В зависимости от расположения шпинделей различают станки горизонтальных, вертикальных, наклонных и комбинированных компоновок (например, вертикально- и 0 0 1 Fгоризонтально-сверлиль ные, вертикально- и горизонтально-расточные станки). Под 0 0 1 Fкомпоновкой станка понимают объединение и увязку от дельных сборочных единиц и 0 0 1 Fмеханизмов в единое целое. Располо жить основные сборочные единицы станка необходимо так, чтобы обеспечить удобное управление и наблюдение за работой станка при выполнении заданного технологического процесса с учетом физических возможностей рабочего (рост, сила, утомляемость и др. ). 0 0 1 F 0 0 1 F Компоно вочные решения существенно влияют на эксплуатационные каче ства станков 0 0 1 F(удобство расположения органов управления, доступ ность к местам смазки и регулирования, возможность быстрой и удобной разборки станка для ремонта или замены износившихся деталей, вопросы техники безопасности и технической эстетики). В данной курсовой работе рассматривается расточной станок с горизонтальной компоновкой, поэтому подробнее следует остановиться именно на этом типе станков. В табл. 1.2 описаны основные типы горизонтально-расточных станков и показаны их схемы. Таблица 1.2 2. Инструмент для растачивания. Предварительно просверленные отверстия или отверстия в заготовках, полученных литьем или ковкой, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и малой шероховатости. Растачивание менее производительно, чем сверление, но позволяет получить точные отверстия диаметральный допуск размера до 0,02 мм (шестой класс шероховатости поверхности) и исправить положение оси отверстия.
). 0 0 1 F 0 0 1 F Компоно вочные решения существенно влияют на эксплуатационные каче ства станков 0 0 1 F(удобство расположения органов управления, доступ ность к местам смазки и регулирования, возможность быстрой и удобной разборки станка для ремонта или замены износившихся деталей, вопросы техники безопасности и технической эстетики). В данной курсовой работе рассматривается расточной станок с горизонтальной компоновкой, поэтому подробнее следует остановиться именно на этом типе станков. В табл. 1.2 описаны основные типы горизонтально-расточных станков и показаны их схемы. Таблица 1.2 2. Инструмент для растачивания. Предварительно просверленные отверстия или отверстия в заготовках, полученных литьем или ковкой, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и малой шероховатости. Растачивание менее производительно, чем сверление, но позволяет получить точные отверстия диаметральный допуск размера до 0,02 мм (шестой класс шероховатости поверхности) и исправить положение оси отверстия. На рис.2.1 приведен технологический процесс обработки втулки при высоких требованиях к соосности отверстия и наружной поверхности и с точностью отверстия по 3-му классу: вначале отверстие сверлят, затем рассверливают и после этого растачивают. Растачивание является наиболее универсальным способом обработки отверстий на токарном станке. 5 Рис.2.1 Расточные резцы. Расточные резцы бывают проходные для сквозных отверстий и упорные для глухих отверстий (рис. 2.2). Рис. 2.2 Расточный резец закрепляют в резцедержателе параллельно оси заготовки. Чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения. Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе. У стандартных расточных резцов режущая кромка расположена на уровне верхней образующей цилиндрической державки и поэтому резец устанавливают ниже центра заготовки. Это вынуждает применять расточные резцы с державкой значительно меньшего диаметра, чем диаметр растачиваемого отверстия.
На рис.2.1 приведен технологический процесс обработки втулки при высоких требованиях к соосности отверстия и наружной поверхности и с точностью отверстия по 3-му классу: вначале отверстие сверлят, затем рассверливают и после этого растачивают. Растачивание является наиболее универсальным способом обработки отверстий на токарном станке. 5 Рис.2.1 Расточные резцы. Расточные резцы бывают проходные для сквозных отверстий и упорные для глухих отверстий (рис. 2.2). Рис. 2.2 Расточный резец закрепляют в резцедержателе параллельно оси заготовки. Чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения. Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе. У стандартных расточных резцов режущая кромка расположена на уровне верхней образующей цилиндрической державки и поэтому резец устанавливают ниже центра заготовки. Это вынуждает применять расточные резцы с державкой значительно меньшего диаметра, чем диаметр растачиваемого отверстия. Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемою отверстия, поэтому может быть большего сечения, что устраняет 0 0 1 Fопасность отжима резца и появления конусности обрабаты ваемого отверстия. Применяют также расточные резцы, оснащенные твердосплавной коронкой «улиткой». Переточку «улитки» выполняют по передней поверхности. 0 0 1 FНекоторый отжим резца при растачивании при водит к конусообразности обработанного 0 0 1 Fотверстия, которую приходится выводить повтор ными проходами без врезания. Для 0 0 1 Fпредотвра щения конусообразности, а также для растачивания на повышенных режимах применяют расточные резцы В. К. Семинского с державкой квадратного сечения. Резец Семинского крепится в призмах, вылет резца регулируют выдвижением из призм. Расточные оправки (борштанги). 0 0 1 FОт верстия 80—100 мм и более обычно растачивают расточными резцами, которые 0 0 1 Fзакрепля ют в оправках. Резец в оправке зажимается винтом с торца или с наружной поверхности оправки (рис.
Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемою отверстия, поэтому может быть большего сечения, что устраняет 0 0 1 Fопасность отжима резца и появления конусности обрабаты ваемого отверстия. Применяют также расточные резцы, оснащенные твердосплавной коронкой «улиткой». Переточку «улитки» выполняют по передней поверхности. 0 0 1 FНекоторый отжим резца при растачивании при водит к конусообразности обработанного 0 0 1 Fотверстия, которую приходится выводить повтор ными проходами без врезания. Для 0 0 1 Fпредотвра щения конусообразности, а также для растачивания на повышенных режимах применяют расточные резцы В. К. Семинского с державкой квадратного сечения. Резец Семинского крепится в призмах, вылет резца регулируют выдвижением из призм. Расточные оправки (борштанги). 0 0 1 FОт верстия 80—100 мм и более обычно растачивают расточными резцами, которые 0 0 1 Fзакрепля ют в оправках. Резец в оправке зажимается винтом с торца или с наружной поверхности оправки (рис. 2.3). Рис. 2.3 Многие токари применяют универсальную расточную оправку с регулируемым вылетом. 0 0 1 FОправку закрепляют в дополнительной державке, установленной в резцедер жателе. В оправке можно крепить как резцы, так и пластины. На оправке выфрезерована канавка, по которой охлаждающая жидкость поступает непосредственно на резец. Канавка 0 01 Fслу жит и 0 0 1 Fдля стопорения болтами. Универсаль ную расточную оправку используют также для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ. Мерные расточные пластины («ножи»). Расточная пластина (нож) имеет размер, соответствующий размеру растачиваемого отверстия. Растачивание пластиной обеспечивает получение отверстия правильной цилиндрической формы за один проход, так как действующие с двух сторон на пластину усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и налайные, оснащенные пластинками твердого сплава. Расточную пластину закрепляют в пазу расточной оправки. Приемы растачивания.
2.3). Рис. 2.3 Многие токари применяют универсальную расточную оправку с регулируемым вылетом. 0 0 1 FОправку закрепляют в дополнительной державке, установленной в резцедер жателе. В оправке можно крепить как резцы, так и пластины. На оправке выфрезерована канавка, по которой охлаждающая жидкость поступает непосредственно на резец. Канавка 0 01 Fслу жит и 0 0 1 Fдля стопорения болтами. Универсаль ную расточную оправку используют также для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ. Мерные расточные пластины («ножи»). Расточная пластина (нож) имеет размер, соответствующий размеру растачиваемого отверстия. Растачивание пластиной обеспечивает получение отверстия правильной цилиндрической формы за один проход, так как действующие с двух сторон на пластину усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и налайные, оснащенные пластинками твердого сплава. Расточную пластину закрепляют в пазу расточной оправки. Приемы растачивания. Заданную глубину отверстия обеспечивают в процессе растачивания измерением линейкой, штанген-глубиномером, шаблоном или настройкой при помощи лимба продольной подачи. Для облегчения обработки на резце наносят риску, соответствующую заданной глубине отверстия. Опытные токари закрепляют в резцедержателе металлическую планку (плоский упор). Когда планка при автоматической подаче 0 0 1 Fсуп порта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу 6 выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором могут служить державки с роликом (роликовый упор). Точность диаметра растачиваемого отверстия обеспечивается так же, как и при наружном точении: пробными проходами с замером штангенциркулем, настройкой по лимбу 0 0 1 Fпоперечной подачи, по линейке поперечных салазок суппор та, при помощи индикатора, по поперечному упору. Подрезание внутренних торцов и уступов. 0 0 1 FВнутренние торцы и уступы подрезают расточным упорным резцом пода чей к центру, 0 0 1 Fдля этого расточный резец должен иметь главный угол в плане более 90° (напри мер, 95° ), тогда при подрезании торца отверстия фактический главный угол в плане составит 5′.
Заданную глубину отверстия обеспечивают в процессе растачивания измерением линейкой, штанген-глубиномером, шаблоном или настройкой при помощи лимба продольной подачи. Для облегчения обработки на резце наносят риску, соответствующую заданной глубине отверстия. Опытные токари закрепляют в резцедержателе металлическую планку (плоский упор). Когда планка при автоматической подаче 0 0 1 Fсуп порта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу 6 выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором могут служить державки с роликом (роликовый упор). Точность диаметра растачиваемого отверстия обеспечивается так же, как и при наружном точении: пробными проходами с замером штангенциркулем, настройкой по лимбу 0 0 1 Fпоперечной подачи, по линейке поперечных салазок суппор та, при помощи индикатора, по поперечному упору. Подрезание внутренних торцов и уступов. 0 0 1 FВнутренние торцы и уступы подрезают расточным упорным резцом пода чей к центру, 0 0 1 Fдля этого расточный резец должен иметь главный угол в плане более 90° (напри мер, 95° ), тогда при подрезании торца отверстия фактический главный угол в плане составит 5′. Точность осевых размеров ступенчатого отверстия в процессе растачивания выдерживается с помощью лимба продольной подачи или упора с длинноограничителями, 0 0 1 Fкак при обра ботке ступенчатых валов. Растачивание внутренних канавок. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как и у прорезных наружных резцов (рис. 2.4, а, б). Рис. 2.4 Резцы для внутренних канавок бывают цельные и вставные (справочные). Так как при вытачивании канавки токарю не видна зона обработки, особенно важно пользоваться лимбами продольных и поперечных подач, а также упорами. Широкую внутреннюю канавку обрабатывают последовательным врезанием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки продольной подачей. Ширину канавки в отверстии и расстояние от торца заготовки до канавки контролируют штангенциркулем (рис. 2.5, а, 6) и шаблоном (рис. 2.5, в). Рис. 2.5 3. Виды работ, выполняемые на расточных станках. Расточные станки предназначены для обработки крупных и громоздких деталей в 0 0 1 Fусловиях индивидуального и се рийного производства, которым трудно сообщить вращательное главное движение.
Точность осевых размеров ступенчатого отверстия в процессе растачивания выдерживается с помощью лимба продольной подачи или упора с длинноограничителями, 0 0 1 Fкак при обра ботке ступенчатых валов. Растачивание внутренних канавок. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как и у прорезных наружных резцов (рис. 2.4, а, б). Рис. 2.4 Резцы для внутренних канавок бывают цельные и вставные (справочные). Так как при вытачивании канавки токарю не видна зона обработки, особенно важно пользоваться лимбами продольных и поперечных подач, а также упорами. Широкую внутреннюю канавку обрабатывают последовательным врезанием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки продольной подачей. Ширину канавки в отверстии и расстояние от торца заготовки до канавки контролируют штангенциркулем (рис. 2.5, а, 6) и шаблоном (рис. 2.5, в). Рис. 2.5 3. Виды работ, выполняемые на расточных станках. Расточные станки предназначены для обработки крупных и громоздких деталей в 0 0 1 Fусловиях индивидуального и се рийного производства, которым трудно сообщить вращательное главное движение. Обрабатываемую деталь закрепляют на столе станка или на плите. На рис. 3.1 приведены основные технологические операции, выполняемые на расточных станках. Это широкоуниверсальные станки, на которых возможно осуществлять черновое и чистовое растачивание отверстий, фрезерование плоскостей, сверление, зенкерование, 0 0 1 Fразвертывание отверстий, нарезание наружной и внут ренней резьбы и другие 0 0 1 Fтехнологические операции. Такое разно образие видов обработки, выполняемых на расточных станках, дает возможность производить полную обработку деталей без 0 0 1 Fпере становки ее на другие станки. На станке осуществляется вращение шпинделя при выполнении всех основных видов 0 0 1 Fработ и вращение планшайбы при обтачива нии торцов радиальным суппортом. При сверлении, зенкеровании, развертывании и растачивании выдвижному шпинделю 0 01 Fпода чи (или столу) сообщают движение в продольном направлении. При растачивании отверстия резец устанавливают в борштанге, один конец которой закреплен в шпинделе, а другой 0 0 1 Fвращается в под шипнике люнета стойки.
Обрабатываемую деталь закрепляют на столе станка или на плите. На рис. 3.1 приведены основные технологические операции, выполняемые на расточных станках. Это широкоуниверсальные станки, на которых возможно осуществлять черновое и чистовое растачивание отверстий, фрезерование плоскостей, сверление, зенкерование, 0 0 1 Fразвертывание отверстий, нарезание наружной и внут ренней резьбы и другие 0 0 1 Fтехнологические операции. Такое разно образие видов обработки, выполняемых на расточных станках, дает возможность производить полную обработку деталей без 0 0 1 Fпере становки ее на другие станки. На станке осуществляется вращение шпинделя при выполнении всех основных видов 0 0 1 Fработ и вращение планшайбы при обтачива нии торцов радиальным суппортом. При сверлении, зенкеровании, развертывании и растачивании выдвижному шпинделю 0 01 Fпода чи (или столу) сообщают движение в продольном направлении. При растачивании отверстия резец устанавливают в борштанге, один конец которой закреплен в шпинделе, а другой 0 0 1 Fвращается в под шипнике люнета стойки. При фрезеровании плоскостей 0 0 1 Fосущест вляют подачу выдвижного шпинделя, несущего фрезу, или стол получает перемещение в 7 0 0 1 FШпиндельная бабка снабжена план шайбой 10, через которую проходит выдвижной шпиндель 11. На рис. 5.1, б схематично показана планшайба с радиальным суппортом 12. По направляющим планшайбы типа ласточкина хвоста может перемещаться радиальный 0 0 1 Fсуппорт, имеющий про долговатое отверстие для выдвижного шпинделя. На радиальном суппорте устанавливают приспособление для закрепления в нем режущего инструмента (резца). Радиальный суппорт может работать одновременно с выдвижным шпинделем. Размеры рабочей поверхности стола для закрепления 0 01 Fобрабатыва емой заготовки 1120×1300 мм (ширина Х длина). Управление станком производят с основного 0 0 1 Fи переносного пультов без при ложения больших усилий, что повышает производительность труда, снижает утомляемость и сокращает вспомогательное время. 0 0 1 FНа рис. 5.2 приведена кинематическая схема горизонтально-рас точного станка мод.
При фрезеровании плоскостей 0 0 1 Fосущест вляют подачу выдвижного шпинделя, несущего фрезу, или стол получает перемещение в 7 0 0 1 FШпиндельная бабка снабжена план шайбой 10, через которую проходит выдвижной шпиндель 11. На рис. 5.1, б схематично показана планшайба с радиальным суппортом 12. По направляющим планшайбы типа ласточкина хвоста может перемещаться радиальный 0 0 1 Fсуппорт, имеющий про долговатое отверстие для выдвижного шпинделя. На радиальном суппорте устанавливают приспособление для закрепления в нем режущего инструмента (резца). Радиальный суппорт может работать одновременно с выдвижным шпинделем. Размеры рабочей поверхности стола для закрепления 0 01 Fобрабатыва емой заготовки 1120×1300 мм (ширина Х длина). Управление станком производят с основного 0 0 1 Fи переносного пультов без при ложения больших усилий, что повышает производительность труда, снижает утомляемость и сокращает вспомогательное время. 0 0 1 FНа рис. 5.2 приведена кинематическая схема горизонтально-рас точного станка мод. 2620В. Рис. 5.2. 0 01 FКинематическая схема горизонтально-рас точного станка мод. 2620В: 1 — станина; 2 — задняя стойка; 3 — люнет: 4 — стол; 5 — передняя стойка; 6 — шпиндельная бабка; 7— передний конец шпинделя; 8 — планшайба; 9 — резцедержатель 0 0 1 Fра диального суппорта 0 0 1 FОна состоит из нескольких кинематиче ских цепей, которые обеспечивают главные движения выдвижного шпинделя и планшайбы, вращающейся независимо от 0 0 1 F 0 0 1 Fвыдвиж ного шпинделя, подачи и перемещения. К числу подач и пере мещений относят перемещение выдвижного шпинделя в осевом направлении при расточных работах; 0 0 1 Fперемещение выдвижного шпин деля при нарезании резьбы; вертикальное перемещение 0 0 1 Fшпин дельной бабки; продольное перемещение стола; поперечное 0 0 1 Fпере мещение стола; 0 0 1 Fповорот стола; радиальное перемещение суппор та; ускоренные и ручные перемещения. 0 0 1 FГлавное движение двухскоростного асинхронного электродви гателя М1 (N = 8,5/10 кВт, n = 1440/2880 об/мин) передается на вал I, затем через передачи 18/77,22/68, 26/64 на вал II.
2620В. Рис. 5.2. 0 01 FКинематическая схема горизонтально-рас точного станка мод. 2620В: 1 — станина; 2 — задняя стойка; 3 — люнет: 4 — стол; 5 — передняя стойка; 6 — шпиндельная бабка; 7— передний конец шпинделя; 8 — планшайба; 9 — резцедержатель 0 0 1 Fра диального суппорта 0 0 1 FОна состоит из нескольких кинематиче ских цепей, которые обеспечивают главные движения выдвижного шпинделя и планшайбы, вращающейся независимо от 0 0 1 F 0 0 1 Fвыдвиж ного шпинделя, подачи и перемещения. К числу подач и пере мещений относят перемещение выдвижного шпинделя в осевом направлении при расточных работах; 0 0 1 Fперемещение выдвижного шпин деля при нарезании резьбы; вертикальное перемещение 0 0 1 Fшпин дельной бабки; продольное перемещение стола; поперечное 0 0 1 Fпере мещение стола; 0 0 1 Fповорот стола; радиальное перемещение суппор та; ускоренные и ручные перемещения. 0 0 1 FГлавное движение двухскоростного асинхронного электродви гателя М1 (N = 8,5/10 кВт, n = 1440/2880 об/мин) передается на вал I, затем через передачи 18/77,22/68, 26/64 на вал II. С вала II на вал III движение передается через передачи 19/60 или 44/35. С вала III на вал IV движение передается с помощью передач 19/61 или 60/48. С вала IV на вал V 0 0 1 F(шпиндель) движения передачи передается через пе редачи 30/86 или 47/41. Колеса 41 и 86 сидят на втулке VI 0 01 F, которая сое динена со шпинделем скользящей шпонкой. Шпиндель имеет 36 скоростей, 13 из которых совпадают. Коробка скоростей шпинделя имеет широкий диапазон частот вращения от 12,5 до 2000 об/мин. Порядок получения частот вращения шпинделя можно проследить по графику частот вращения (рис. 5.3). 0 0 1 FМинимальная частота вращения шпинделя можно записать, исполь зуя график частот вращения: Вращение планшайбе с радиальным суппортом передается с вала IV, имеющего 18 скоростей, посредством передач 21/92 . Колесо 92 и планшайба расположены на полом валу VII 0 01 F на шпон ках. Запишем минимальную частоту вращения планшайбы: 0 0 1 F 0 0 1 FПланшайба имеет 18 ча стот вращения, также распо ложенных по геометрическому ряду со знаменателем φ=1,26 0 01 Fот 8 до 400 об/мин.
С вала II на вал III движение передается через передачи 19/60 или 44/35. С вала III на вал IV движение передается с помощью передач 19/61 или 60/48. С вала IV на вал V 0 0 1 F(шпиндель) движения передачи передается через пе редачи 30/86 или 47/41. Колеса 41 и 86 сидят на втулке VI 0 01 F, которая сое динена со шпинделем скользящей шпонкой. Шпиндель имеет 36 скоростей, 13 из которых совпадают. Коробка скоростей шпинделя имеет широкий диапазон частот вращения от 12,5 до 2000 об/мин. Порядок получения частот вращения шпинделя можно проследить по графику частот вращения (рис. 5.3). 0 0 1 FМинимальная частота вращения шпинделя можно записать, исполь зуя график частот вращения: Вращение планшайбе с радиальным суппортом передается с вала IV, имеющего 18 скоростей, посредством передач 21/92 . Колесо 92 и планшайба расположены на полом валу VII 0 01 F на шпон ках. Запишем минимальную частоту вращения планшайбы: 0 0 1 F 0 0 1 FПланшайба имеет 18 ча стот вращения, также распо ложенных по геометрическому ряду со знаменателем φ=1,26 0 01 Fот 8 до 400 об/мин. Три пос ледние частоты вращения 0 0 1 F 0 0 1 Fпланшайбы включать не раз решается, следовательно, ча стоты вращения планшайбы 0 0 1 Fможно использовать в преде лах от 8 до 200 об/мин. Рис.5.3 График частот вращения горизонтально-расточного станка мод. 2620В 0 0 1 FНаправление вращения изменяют реверсированием электродвигателя. Для повы шения 0 0 1 F 0 0 1 Fжесткости, виброустой чивости и длительного сохра нения прочности выдвижной шпиндель азотируют, он перемешается в стальных закаленных втулках большой’ длины. 10 0 0 1 FПривод рабочих подач и вспомогательных установочных пере мещений осуществляют от электродвигателя М2 постоянного тока (N= 2,1 кВт, п = 1500/3750 об/мин), работающего в 0 0 1 F 0 0 1 Fсистеме ге нератор — двигатель. В качестве генератора принят электро машинный усилитель типа ЭМУ-50АЗ = С мощностью 4 кВт, о частотой вращения 2920 об/мин. Перемещение выдвижного шпинделя в осевом направлении. От электродвигателя М2 движение через постоянную передачу 18/75 передается через муфты М3 и М4 на вал IХ, через пару колес 60/48 на вал X, через червячную передачу 4/29, вал XI, через муфты М8 и М7 на вал VII, через передачу 44/31 на ходовой винт с шагом Р = 20 мм.
Три пос ледние частоты вращения 0 0 1 F 0 0 1 Fпланшайбы включать не раз решается, следовательно, ча стоты вращения планшайбы 0 0 1 Fможно использовать в преде лах от 8 до 200 об/мин. Рис.5.3 График частот вращения горизонтально-расточного станка мод. 2620В 0 0 1 FНаправление вращения изменяют реверсированием электродвигателя. Для повы шения 0 0 1 F 0 0 1 Fжесткости, виброустой чивости и длительного сохра нения прочности выдвижной шпиндель азотируют, он перемешается в стальных закаленных втулках большой’ длины. 10 0 0 1 FПривод рабочих подач и вспомогательных установочных пере мещений осуществляют от электродвигателя М2 постоянного тока (N= 2,1 кВт, п = 1500/3750 об/мин), работающего в 0 0 1 F 0 0 1 Fсистеме ге нератор — двигатель. В качестве генератора принят электро машинный усилитель типа ЭМУ-50АЗ = С мощностью 4 кВт, о частотой вращения 2920 об/мин. Перемещение выдвижного шпинделя в осевом направлении. От электродвигателя М2 движение через постоянную передачу 18/75 передается через муфты М3 и М4 на вал IХ, через пару колес 60/48 на вал X, через червячную передачу 4/29, вал XI, через муфты М8 и М7 на вал VII, через передачу 44/31 на ходовой винт с шагом Р = 20 мм. 0 0 1 FЗапишем наибольшую величину перемещения выдвижного шпин деля в осевом направлении: 0 0 1 FНаименьшая величина перемещения выдвижного шпинделя полу чается за счет изменения частоты вращения электродвигателя и равна 2,2 мм/мин. Вертикальное перемещение шпиндельной бабки. От электродвигателя М2, через колеса 18/75, движение передается на вал IX. После включения муфты М3, через конические колеса 62/62, движение передается на вал VIII, коническими колесами 18/96 приводят во вращение вертикальный двухзаходный ходовой винт с шагом Р = 8 мм. Найдем наибольшую величину вертикального перемещения шпиндельной бабки: Минимальную величину вертикального перемещения, равную 1,4 мм/мин, получают за 0 0 1 Fсчет изменения частоты вращения элект родвигателя М2. Продольное перемещение стола. От электродвигателя М2, через колеса 18/75, включением муфт М3 и M4 приводят во вращение вал IX, через колеса 26/65 и 16/40 приводят во вращение горизонтальный двухзаходный ходовой винт с шагом P = 10 мм. Найдем наибольшую величину продольного перемещения стола Sпр: Минимальную величину продольного перемещения, равную 1,4 мм/мин, получают за счет 0 0 1 Fизменения частоты вращения электро двигателя М2.
0 0 1 FЗапишем наибольшую величину перемещения выдвижного шпин деля в осевом направлении: 0 0 1 FНаименьшая величина перемещения выдвижного шпинделя полу чается за счет изменения частоты вращения электродвигателя и равна 2,2 мм/мин. Вертикальное перемещение шпиндельной бабки. От электродвигателя М2, через колеса 18/75, движение передается на вал IX. После включения муфты М3, через конические колеса 62/62, движение передается на вал VIII, коническими колесами 18/96 приводят во вращение вертикальный двухзаходный ходовой винт с шагом Р = 8 мм. Найдем наибольшую величину вертикального перемещения шпиндельной бабки: Минимальную величину вертикального перемещения, равную 1,4 мм/мин, получают за 0 0 1 Fсчет изменения частоты вращения элект родвигателя М2. Продольное перемещение стола. От электродвигателя М2, через колеса 18/75, включением муфт М3 и M4 приводят во вращение вал IX, через колеса 26/65 и 16/40 приводят во вращение горизонтальный двухзаходный ходовой винт с шагом P = 10 мм. Найдем наибольшую величину продольного перемещения стола Sпр: Минимальную величину продольного перемещения, равную 1,4 мм/мин, получают за счет 0 0 1 Fизменения частоты вращения электро двигателя М2. 0 0 1 FВеличину продольного перемещения стола регулируют бессту пенчато в пределах от 1,4 до 1150 мм/мин. Поперечное перемещение верхней части стола. От электродвигателя М2, через колеса 18/75, включением муфт М3—М5 приводят во вращение вал IX; через колеса 34/50; 42/65 и конические 16/36 приводят во вращение двухзаходный ходовой винт поперечного стола с шагом Р = 8 мм. Величина осевого перемещения выдвижного шпинделя изменяется бесступенчато в пределах от 2,2 до 1760 мм/мин. Нарезание резьбы. 0 0 1 FНарезание резьбы осуществляют при осе вом перемещении выдвижного шпинделя, в передний конец которого устанавливают приспособление с резьбовым резцом. На рис. 5.4, 0 0 1 Fа показано нарезание наружной резьбы, а на рис. 5.4, б — внутрен ней. Установку на 0 0 1 Fглубины резания производят вручную с по мощью маховичка резцедержателя. Обеспечение заданного шага нарезаемой резьбы осуществляют сменными зубчатыми колесами а, b, с, d 0 01 F (рис. 5.2). При подборе чисел зубьев зубчатых колес не обходимо выполнение условия: за время одного оборота шпинделя он должен переместиться на величину шага нарезаемой резьбы.
0 0 1 FВеличину продольного перемещения стола регулируют бессту пенчато в пределах от 1,4 до 1150 мм/мин. Поперечное перемещение верхней части стола. От электродвигателя М2, через колеса 18/75, включением муфт М3—М5 приводят во вращение вал IX; через колеса 34/50; 42/65 и конические 16/36 приводят во вращение двухзаходный ходовой винт поперечного стола с шагом Р = 8 мм. Величина осевого перемещения выдвижного шпинделя изменяется бесступенчато в пределах от 2,2 до 1760 мм/мин. Нарезание резьбы. 0 0 1 FНарезание резьбы осуществляют при осе вом перемещении выдвижного шпинделя, в передний конец которого устанавливают приспособление с резьбовым резцом. На рис. 5.4, 0 0 1 Fа показано нарезание наружной резьбы, а на рис. 5.4, б — внутрен ней. Установку на 0 0 1 Fглубины резания производят вручную с по мощью маховичка резцедержателя. Обеспечение заданного шага нарезаемой резьбы осуществляют сменными зубчатыми колесами а, b, с, d 0 01 F (рис. 5.2). При подборе чисел зубьев зубчатых колес не обходимо выполнение условия: за время одного оборота шпинделя он должен переместиться на величину шага нарезаемой резьбы.![]() Запишем уравнение для определения передаточного отношения сменных зубчатых колес (движение резца передается с вала VI): откуда Рис. 5.4 Нарезание резьбы: а—наружной; б — внутренней 11 0 0 1 FДля того, чтобы исключить погрешность шага нарезаемой резь бы, муфты М8 и М7 не должны допускать проскальзывания, т. е. одна половина муфты по отношению к другой 0 0 1 Fдолжна быть жест ко зафиксирована. 0 0 1 FК станку прилагают набор из 13 сменных зубчатых колес, имею щих число зубьев 18, 20, 0 0 1 F21, 24, 27, 28, 30, 33, 36, 40, 42, 48 и 57. С по мощью этого набора колес можно нарезать 0 0 1 F16 стандартных мет рических резьб с шагом Р = 1 ÷ 10 мм и 14 дюймовых резьб — 4— 20 ниток на длине дюйма. При нарезании дюймовой резьбы необходимо ее шаг выразить в миллиметрах, так как ходовой винт станка имеет метрический шаг (шаг дюймовой резьбы— число п ниток на 0 0 1 Fдлине одного дюй ма). Известно, что дюйм равен 25,4 мм. Обычно величину 25,4 0 0 1 Fпред ставляют в виде дробей: 127/5 или 1600/63. Шаг нарезаемой дюймовой резьбы (мм) Р=1600/63.
Запишем уравнение для определения передаточного отношения сменных зубчатых колес (движение резца передается с вала VI): откуда Рис. 5.4 Нарезание резьбы: а—наружной; б — внутренней 11 0 0 1 FДля того, чтобы исключить погрешность шага нарезаемой резь бы, муфты М8 и М7 не должны допускать проскальзывания, т. е. одна половина муфты по отношению к другой 0 0 1 Fдолжна быть жест ко зафиксирована. 0 0 1 FК станку прилагают набор из 13 сменных зубчатых колес, имею щих число зубьев 18, 20, 0 0 1 F21, 24, 27, 28, 30, 33, 36, 40, 42, 48 и 57. С по мощью этого набора колес можно нарезать 0 0 1 F16 стандартных мет рических резьб с шагом Р = 1 ÷ 10 мм и 14 дюймовых резьб — 4— 20 ниток на длине дюйма. При нарезании дюймовой резьбы необходимо ее шаг выразить в миллиметрах, так как ходовой винт станка имеет метрический шаг (шаг дюймовой резьбы— число п ниток на 0 0 1 Fдлине одного дюй ма). Известно, что дюйм равен 25,4 мм. Обычно величину 25,4 0 0 1 Fпред ставляют в виде дробей: 127/5 или 1600/63. Шаг нарезаемой дюймовой резьбы (мм) Р=1600/63. Тогда Найдем наибольшую величину поперечного перемещения верхней части стола: Минимальную величину поперечного перемещения верхней пасти стола, равную 1,4 мм/ 0 0 1 Fмин, получают за счет изменения часто ты вращения электродвигателя М2. 0 0 1 FПоперечная подача стола регулируется бесступенчато в пре делах от 1,4 до 1110 мм/мин. Поворот стола. 0 0 1 FДля поворота стола применен отдельный элек тродвигатель МЗ (N = 2,0 кВт, n = 1300 об/ мин), с помощью которого через ременную передачу 75/150, червячную передачу 2/35 и зубчатую передачу 13/188 приводится во вращение стол. Найдем частоту вращения стола: Радиальное перемещение суппорта по планшайбе. Радиальное перемещение суппорта по вращающейся планшайбе осуществляют с 0 0 1 Fпомощью электродвигателя М2 (см. рис. 5.2) Для этого в кине матической схеме станка 0 0 1 Fпредусмотрена планетарная пере дача (рис. 5.5). Рассмотрим ее работу. От гильзы, на которой жестко установлено колесо z = 92, движение передается на колесо 2 — 21, 0 0 1 Fзакрепленное на удлиненной втулке барабана 2.
Тогда Найдем наибольшую величину поперечного перемещения верхней части стола: Минимальную величину поперечного перемещения верхней пасти стола, равную 1,4 мм/ 0 0 1 Fмин, получают за счет изменения часто ты вращения электродвигателя М2. 0 0 1 FПоперечная подача стола регулируется бесступенчато в пре делах от 1,4 до 1110 мм/мин. Поворот стола. 0 0 1 FДля поворота стола применен отдельный элек тродвигатель МЗ (N = 2,0 кВт, n = 1300 об/ мин), с помощью которого через ременную передачу 75/150, червячную передачу 2/35 и зубчатую передачу 13/188 приводится во вращение стол. Найдем частоту вращения стола: Радиальное перемещение суппорта по планшайбе. Радиальное перемещение суппорта по вращающейся планшайбе осуществляют с 0 0 1 Fпомощью электродвигателя М2 (см. рис. 5.2) Для этого в кине матической схеме станка 0 0 1 Fпредусмотрена планетарная пере дача (рис. 5.5). Рассмотрим ее работу. От гильзы, на которой жестко установлено колесо z = 92, движение передается на колесо 2 — 21, 0 0 1 Fзакрепленное на удлиненной втулке барабана 2. В бара бане расположены зубчатые колеса с числом зубьев 23—16, 32— 16. Последнее колесо z = 16 жестко сидит на валу 1. Вращаясь, колесо z = 21 передает вращение на барабан 2, колесо которого z = 32 катится по колесу z = 16 как по неподвижному, и ведомый вал 3, несущий колесо z = 35, приводит во вращение зубчатое колесо z = 100, свободно сидящее на втулке планшайбы. Найдем передаточное отношение планетарной передачи по табл. 2, Отметим, что вал 1 и несущее колесо z =16 — неподвижное звено; барабан 2 — ведущее звено планетарной передачи; вал 5, на котором жестко укреплено колесо z = 35, — ведомое звено. Табл. 5.1 0 0 1 Fслужит для определения передаточного отношения плане тарной передачи. Таблица 5.1 В первом частном движении (см. табл. 5.1) всем звеньям системы сообщено по одному 0 0 1 Fобороту, но звено 1 неподвижно, следователь но, сообщим ему один оборот в обратную 0 0 1 Fсторону (—1) и рассмот рим планетарную передачу как простую зубчатую. Передаточное отношение планетарной передачи равно отношению числа оборотов вала ведомого к ведущему.
В бара бане расположены зубчатые колеса с числом зубьев 23—16, 32— 16. Последнее колесо z = 16 жестко сидит на валу 1. Вращаясь, колесо z = 21 передает вращение на барабан 2, колесо которого z = 32 катится по колесу z = 16 как по неподвижному, и ведомый вал 3, несущий колесо z = 35, приводит во вращение зубчатое колесо z = 100, свободно сидящее на втулке планшайбы. Найдем передаточное отношение планетарной передачи по табл. 2, Отметим, что вал 1 и несущее колесо z =16 — неподвижное звено; барабан 2 — ведущее звено планетарной передачи; вал 5, на котором жестко укреплено колесо z = 35, — ведомое звено. Табл. 5.1 0 0 1 Fслужит для определения передаточного отношения плане тарной передачи. Таблица 5.1 В первом частном движении (см. табл. 5.1) всем звеньям системы сообщено по одному 0 0 1 Fобороту, но звено 1 неподвижно, следователь но, сообщим ему один оборот в обратную 0 0 1 Fсторону (—1) и рассмот рим планетарную передачу как простую зубчатую. Передаточное отношение планетарной передачи равно отношению числа оборотов вала ведомого к ведущему. Для разбираемого случая передаточное отношение равно 15/23. Рассмотрим случай, при котором не возникает радиальное перемещение суппорта по вращающейся планшайбе. При этом колесо z = 92, жестко сидящее на гильзе, вращается 0 0 1 Fс одинаковой часто той вращения с колесом z =100, сидящим свободно на втулке 0 0 1 Fплан шайбы. Допустим, что колесо z = 92 сделало один оборот, найдем частоту 0 0 1 Fвращения коле са z = 100 по уравнению Следовательно, в этом случае колеса z = 92 и z 0 01 F 0 0 1 F 0 0 1 F =100 вра щаются о одинаковыми ско ростями, поэтому и не возни кает радиального 0 0 1 F 0 0 1 Fперемеще ния суппорта по вращаю щейся планшайбе. 12
Для разбираемого случая передаточное отношение равно 15/23. Рассмотрим случай, при котором не возникает радиальное перемещение суппорта по вращающейся планшайбе. При этом колесо z = 92, жестко сидящее на гильзе, вращается 0 0 1 Fс одинаковой часто той вращения с колесом z =100, сидящим свободно на втулке 0 0 1 Fплан шайбы. Допустим, что колесо z = 92 сделало один оборот, найдем частоту 0 0 1 Fвращения коле са z = 100 по уравнению Следовательно, в этом случае колеса z = 92 и z 0 01 F 0 0 1 F 0 0 1 F =100 вра щаются о одинаковыми ско ростями, поэтому и не возни кает радиального 0 0 1 F 0 0 1 Fперемеще ния суппорта по вращаю щейся планшайбе. 12
2620В горизонтально расточной станок. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка 2620В
Производителем горизонтально-расточных станков моделей 2620В Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
- 2А636
— станок горизонтально-расточной Ø 125, - 2А636Ф1
— станок горизонтально-расточной с УЦИØ 125 - 2А637
— станок горизонтально-расточной Ø 160 - 2М58
— станок радиально-сверлильный Ø 100 - 2611Ф2
— станок горизонтально-расточной с ЧПУ Ø 80 - 2620В
— станок горизонтально-расточной Ø 90 - 2622В
— станок горизонтально-расточной Ø 110 - — электрооборудование горизонтально-расточных станков 2622В
,
2622В
— станок горизонтально-расточной Ø 125,
— станок многоцелевой фрезерный горизонтальный с ЧПУ 320 х 320
— станок многоцелевой фрезерный горизонтальный 500 х 500
— станок многоцелевой фрезерный горизонтальный 800 х 800
— станок многоцелевой фрезерный горизонтальный 500 х 500
— станок многоцелевой фрезерный горизонтальный 800 х 800
Технологическое оборудование машиностроительных производств
СТАНКИ СВЕРЛ ИЛ ЬНО-РАСТОЧНОЙ ГРУППЫ С ЧПУ
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел. /email +38 050 4571330 / Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
/email +38 050 4571330 / Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
Повышение эффективности производства
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …
2620В станок горизонтально-расточный универсальный. Назначение и область применения
Начало серийного производства станка 1973 год. В настоящее время станок не производится.
Станок универсальный горизонтально-расточный 2620В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола.
Особенности конструкции станка 2620В
Станок модели 2620В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения.
Управление станком осуществляется с центрального пульта, жестко закрепленного на станине, и вспомогательного переносного пульта управления. Центральный ручной привод используется для тонких установочных перемещений всех подвижных органов и быстрого осевого перемещения шпинделя. Привод подач широкого диапазона 1 :800 от электродвигателя постоянного тока позволяет изменять подачу во всем диапазоне без переключения каких-либо муфт или зубчатых колес. Величина и направление подачи регулируются переключениями с пульта при помощи электромагнитных муфт.
При работе на тяжелых обдирочных режимах стол и бабка, фиксируются однорукояточными зажимами. При чистовой обработке фиксация стола и бабки, а также точное их перемещение по направляющим осуществляется специальными упругими устройствами, исключающими необходимость применения зажимов. Координаты перемещений шпиндельной бабки, люнета, задней стойки и стола в поперечном направлении, а также при повороте стола на 90° отсчитываются при помощи навесных оптических устройств с ценой деления 0,01 мм и точностью установки координат. ±0,025 мм на длине 100 мм и ±0,07 мм на длине 1000 мм. Применение оптических устройств значительно повышает точность установки подвижных органов, уменьшает утомляемость зрения рабочего и сокращает вспомогательное время.
±0,025 мм на длине 100 мм и ±0,07 мм на длине 1000 мм. Применение оптических устройств значительно повышает точность установки подвижных органов, уменьшает утомляемость зрения рабочего и сокращает вспомогательное время.
За отдельную плату со станком потребителю поставляются: устройство для повторной установки по координатам, резьбонарезное приспособление и вращающаяся опора люнета.
Точность обработки изделий на горизонтально-расточном станке 2620В:
- Некруглость отверстия диаметром 150 мм, расточенного чистовым резцом, закрепленным в шпинделе, 0,02 мм
- Нецилиндричность отверстия диаметром 150мм — 0,02 мм на длине 200 мм и 0,03 мм на длине 300 мм
- Непараллельность осей отверстий, расточенных при подаче шпинделя 0,03 мм на длине 300 мм
- Погрешность установки координат при перемещении на 100 мм — 0,05 мм, на 1000 мм — 0,08 мм
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Модификации горизонтально-расточного станка 2620В
- 2620В — имеет радиальный суппорт на встроенной планшайбе и нормальный выдвижной шпиндель диаметром 90 мм и отличается большей универсальностью.
 Он, преимущественно, предназначается для работ, требующих применения радиального суппорта при обтачивании торцовых поверхностей и при консольном растачивании отверстий больших диаметров.
Он, преимущественно, предназначается для работ, требующих применения радиального суппорта при обтачивании торцовых поверхностей и при консольном растачивании отверстий больших диаметров. - 2620Е — имеет основные данные такие же, как и станок модели 2620В. Станок модели 2620Е предназначен для работ, выполняемых преимущественно с применением радиального суппорта. Использование планшайбы позволяет обтачивать торцы, и наружные поверхности, растачивать большие отверстия, нарезать резьбу шпинделем. На станке можно также нарезать резьбу радиальным суппортом с подачей стола.
- 2622В — имеет усиленный выдвижной шпиндель диаметром 110 мм и конус отверстия шпинделя — Морзе № 6. Частота вращения выдвижного шпинделя в минуту 12,54..1600. Масса станка 12250 кг. Остальные элементы характеристики станка 2622В одинаковы со станком 2620В.
- 2622Г — выполняется без задней стойки с укороченной станиной, благодаря этому уменьшаются габариты и масса станка.

- 2622Д — предназначен для обработки крупногабаритных деталей массой до 4000 кг. Размеры рабочей поверхности стола 1250X1600 мм. Наибольшее продольное и поперечное перемещения стола 1250 мм.
- 2622К — предназначен для обработки особо крупных неподвижно установленных чугунных и стальных корпусных деталей. Станок имеет устройство, позволяющее быстро и надежно осуществлять транспортировку и установку станка относительно детали. Дополнительно к расточному шпинделю диаметром 110 мм станок имеет полый фрезерный шпиндель с наружным диаметром 175 мм и снабжен навесной планшайбой диаметром 350 мм. Наибольшее продольное перемещение стойки вместе со шпиндельной бабкой 400 мм. Наибольшее вертикальное перемещение шпиндельной бабки 1800 мм, перемещение стойки по станине 2000 мм. Поворот стойки относительно вертикальной оси ±20°.
- 2622П — обладает повышенной точностью, жесткостью и виброустойчивостью шпиндельной системы. Применяется для расточных работ, не требующих применения радиального суппорта и фрезерных работ.
 На станке можно также нарезать резьбу подачей шпинделя.
На станке можно также нарезать резьбу подачей шпинделя.
Производители горизонтально-расточного станка 2620
- 2620В, 2620Г, 2620ВФ1, 2620ВФ11, 2620ГФ1 — горизонтально-расточные станки производства Ивановского завода тяжелого станкостроения ИЗТС
- 2620, 2620А, 2620Е, 2620Д, 2А620-1, 2А620ф1, 2А620Ф11, 2А620Ф2, 2А620Ф2-1 — горизонтально-расточные станки производства станкостроительного
- 2А620-2, 2А620Ф1-2, 2А620Ф20-2 — горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
Правила эксплуатации
При работе на горизонтально-фрезерном станке нужно соблюдать паспортные режимы и правила техники безопасности. Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Чтобы станок служил долго и исправно, нужно изучить его предельные характеристики. Их ни в коем случае нельзя превышать, так как это чревато не только порчей оборудования, но и травмой оператора. Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека. Запрещено работать на станке без индивидуальных средств защиты и защитных экранов.
Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека. Запрещено работать на станке без индивидуальных средств защиты и защитных экранов.
Фото горизонтально-расточного станка 2620В
Фото горизонтально-расточного станка 2620в
Фото горизонтально-расточного станка 2620в
Фото горизонтально-расточного станка 2620в
Расположение составных частей горизонтально-расточного станка 2620В
Расположение составных частей расточного станка 2620в
Перечень составных частей горизонтально-расточного станка 2620В
- задняя стойка
- люнет
- станина
- продольные салазки стола
- поперечные салазки стола
- поворотный стол
- планшайба
- радиальный суппорт
- шпиндельная бабка
- передняя стойка
- шкаф электрооборудования
- электромашинный агрегат
Об особенностях в конструктивном плане
Особенности конструкции и использованные заготовки позволяют выделить установка специального, универсального назначения.
Горизонтально-расточные станки 2620 бывают:
- Алмазно-расточными.
- Координатно-расточными.
- Горизонтального вида.
Станок горизонтально располагающийся имеет исполнение трех вариантов:
- с двумя направлениями перемещения;
- с движением по одному направлению;
- отсутствие движений.
Шпиндель движется – значит, осуществляется начало работы, формообразование, когда проводится обработка заготовок при помощи горизонтально-расточного станка 2620. Подаваться может как сам инструмент, так и заготовка. Конкретный вариант определяется используемой технологией. Обработка не обходится без дополнительных движений:
- Использование направляющих при движении люнета.
- Соединение люнета и задней стойки.
- Движение стола поперек или вдоль.
- Шпиндельная бабка, идущая по вертикали. У конструкций 2620В тоже есть такая возможность. Это делает технические характеристики высокими, и относительно варианта 2620а.

Поворотным столом снабжается большая часть станков, со шпинделями 125-миллиметрового диаметра. Столы двигаются как поперечно, так и вдоль. Среди важных дополнений – передние стойки, без движений.
При 125-миллиметровом диаметре шпинделей стойки без проблем двигаются в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с неподвижными составляющими.
Технические характеристики горизонтально-расточных станков 2620В
| Наименование параметра | 2620 | 2620В | 2622В |
| Основные параметры станка | |||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 320 | ||
| Наибольший диаметр расточки суппортом планшайбы, мм | 600 | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | 550 | — | |
| Наибольший диаметр сверла (по конусу), мм | 65 | ||
| Стол | |||
| Рабочая поверхность стола, мм | 900 х 1120 | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 3000 | 3000 |
| Наибольшее продольное перемещение встроенного стола, мм | 1150 | 1120 | 1120 |
| Наибольшее поперечное перемещение встроенного стола, мм | 1000 | 1000 | 1000 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,4… 1110 | 1,4… 1110 | 1,4… 1110 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | ||
| Деление шкалы лимба поворота стола, град | 0,5 | 1 | 1 |
| Выключающие упоры | есть | ||
| Скорость быстрых перемещений, м/мин | 2,2 | ||
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | ||
Шпиндель. Шпиндельная бабка Шпиндельная бабка | |||
| Наибольшее горизонтальное (осевое) перемещение выдвижного шпинделя, мм | 710 | 710 | 710 |
| Частота вращения шпинделя, об/мин | 12,5… 2000 | 12,5… 1600 | 12,5… 1250 |
| Количество скоростей шпинделя | 23 | 22 | 21 |
| Пределы рабочих подач шпинделя, мм/мин | 2,2… 1760 | 2,2… 1760 | 2,2… 1760 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,88… 700 | 0,88… 700 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4… 1110 | 1,4… 1110 | 1,4… 1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 | 1000 |
| Конус шпинделя | Морзе 5 | Морзе 5 | Морзе 6 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 2,2 | ||
| Скорость быстрых перемещений шпинделя, м/мин | 3,48 | ||
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | — | |
| Наибольший крутящий момент на шпинделе, кгс*м | 495 | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 780 | 250 | — |
| Наибольшее усиление подачи шпинделя, кгс | 1500 | 1500 | 1500 |
| Наибольшее усиление подачи суппорта, кгс | 700 | ||
| Наибольшее усиление подачи бабки, кгс | 2000 | 2000 | 2000 |
| Нарезаемая метрическая резьба, мм | 1… 10 | 1… 10 | 1… 10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4… 20 | 4… 20 | 4… 20 |
| Планшайба | |||
| Наибольшее радиальное перемещение суппорта встроенной планшайбы, мм | 170 | 160 | — |
| Скорость вращения планшайбы, об/мин | 8… 200 | 8… 200 | — |
| Количество скоростей планшайбы | 15 | 15 | — |
| Возможность отключения вращения планшайбы | есть | есть | — |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть | — |
| Диапазон бесступенчатых подач радиального суппорта, мм/мин | 0,88… 700 | — | |
| Привод | |||
| Количество электродвигателей на станке | |||
| Электродвигатель привода главного движения, кВт | 10 | 8,5/ 10 | 8,5/ 10 |
| Электродвигатель привода подачи шпинделя, кВт | 1,52 | 2,1 | 2,1 |
| Привод поворота стола, кВт | 1,7 | 2,0 | 2,0 |
| Привод насоса смазки шпиндельной бабки, кВт | 0,75 | 0,75 | |
| Привод насоса смазки механизма распределения подач, кВт | 0,12 | 0,12 | |
| Электромашинный усилитель, кВт | 4 | 4 | |
| Габариты и масса станка | |||
| Габариты станка, включая ход стола и салазок, мм | 5510 х 3200 х 3012 | 5700 х 3400 х 3000 | 5700 х 3400 х 3000 |
| Масса станка, кг | 12000 | 12500 | 12200 |
- Горизонтально-расточные станки 2620В, 2622В, 2620Г, 2622Г.
 Руководство по эксплуатации 2620В.00.000 РЭ
Руководство по эксплуатации 2620В.00.000 РЭ - Горизонтально-расточные станки 2620В, 2622В, 2620Г, 2622Г. Руководство по эксплуатации электрооборудования 2620В.00.000 РЭ1
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.
 Ф. Справочник токаря-расточника,1969
Ф. Справочник токаря-расточника,1969 - Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
- Регулировка фрезерных станков
- Технология ремонта фрезерных станков
- Регулирование токарно-винторезного станка 1К62
- Обозначения кинематических схем металлорежущих станков
- Методика проверки и испытания токарно-винторезных станков на точность
- Методика проверки и испытания вертикально-сверлильных станков на точность и жесткость
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод.  Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
Извините… введенный вами адрес недоступен. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: Тип ошибки: 404 Меня интересует ………. Ресурсы Главная Видео – Знак Книжный магазин Пиломатериалы/древесина/разное Калькуляторы О WOODWEB Связаться с WOODWEB Пользовательское соглашение и условия Ссылка на Стать Каталог продукции Каталог продукции Работа Ламинирование и наплавка Пиломатериалы Машины -ЧПУ -Дверь -Снаряжение -Производство дюбелей -Разное Молдинги Электроинструменты Планы и публикации Завод Распиловка Поставщики Инструменты Шпон Токарная обработка дерева Галереи Проект Форумы Последние сообщения со всех форумов 313 -й Weordnetwork 313131313131313 Недавние . — Job-Gram — Lumber-Gram — Machinery-Gram База знаний База знаний: Поиск или просмотр — Клейки и связы Архитектурный — Пользовательские — Двери — Полы — Общие — Столярные работы — Токарный станок — Погонаж — Столярные работы — Лестницы — Запас Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование Пиломатериалы Обработка Основной Дерево |

Горизонтально-сверлильный станок | Обрабатывающий центр для вставки дюбелей
h59 – Горизонтальное отверстие и вставка дюбеля
H59 – это обрабатывающий центр с горизонтальным отверстием и вставкой дюбеля.
Он предназначен для ЧПУ позиционирования шпинделя, просверливания отверстия, затем ЧПУ позиционирования устройства для вставки, подачи клея или воды (для предварительно приклеенных дюбелей) и вжигания дюбеля в отверстие.
Деталь помещается в рабочую зону относительно заднего и бокового ограждений. Зеленая ладонь нажимается, и зажимы фиксируют деталь на месте. Теперь обработка готова к началу в рабочей зоне. В базовой модели H-49 стандартно предусмотрено 2 зоны, что позволяет выполнять маятниковую обработку. Пока одна деталь обрабатывается, другая зона может быть загружена и поставлена в очередь на обработку.
Позвоните нам по телефону 801-965-1900 для заказа или
ОТПРАВИТЬ СООБЩЕНИЕ
СКАЧАТЬ БРОШЮРУ
СКАЧАТЬ FOOTPRINT
СКАЧАТЬ БРОШЮРУ / FOOTPRINT
Категория: Машины для установки дюбелей
- Описание
Описание продукта
Станок h59 выполняет следующие функции:
- Горизонтальное растачивание
- Вставка для клея
- Вставка дюбеля
Стандартные характеристики:
- ЧПУ по оси X для позиционирования
- 4 зажима
- Цифровые механические датчики высоты и глубины
- Наша стандартная герметичная система впрыска клея впрыскивает клей или воду практически без обслуживания
- Небольшие размеры для экономии места на полу
- Высокочастотный шпиндель с прямым приводом, 18 000 об/мин, 1 л.
 с.
с. - 2 зоны
- Прочное основание 1600 фунтов
- Промышленный ПК с цветным сенсорным экраном 10 дюймов для программирования и запуска программ
- Рабочее поле 49″
- Механически обработанная алюминиевая рабочая поверхность толщиной 1/2″
Преимущества модели h59:
- Устранение сложной настройки станка
- Быстрая и точная сборка
- Сокращение времени производства на фрезерных станках с ЧПУ и точечные точки за счет переноса растачивания и рассверливания на программное обеспечение H-49 h59
h59 Программное обеспечение:
- Экранная графика интерфейса оператора позволяет быстро программировать на машине. Как правило, программы могут быть написаны и вызваны менее чем за одну минуту. Интерфейс представляет собой открытую архитектуру, позволяющую интегрировать его с программным обеспечением для проектирования, которое может указать расположение отверстий в виде файла .
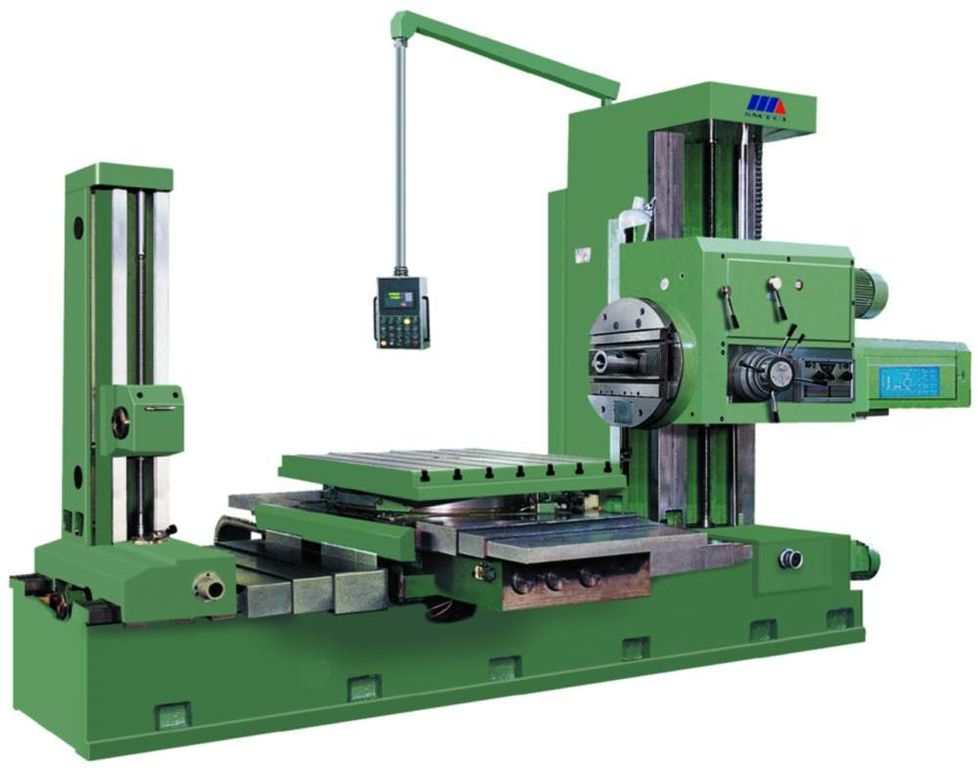 xml или штрих-кода (при покупке считывателя штрих-кода).
xml или штрих-кода (при покупке считывателя штрих-кода).
- Экранная графика интерфейса оператора позволяет быстро программировать на машине. Как правило, программы могут быть написаны и вызваны менее чем за одну минуту. Интерфейс представляет собой открытую архитектуру, позволяющую интегрировать его с программным обеспечением для проектирования, которое может указать расположение отверстий в виде файла .
H59 в действии
Снимок программирования
. толщины и еще вставить дюбель 6 мм.
Монтаж каретки h59:
Все станки H-49 5-го поколения сконструированы таким образом, что сверлильный двигатель, устройство для установки и т. д. устанавливаются над обрабатываемой поверхностью. При установке над столом вся каретка будет защищена от грязи и мусора.
Конфигурация шпинделя:
Станок h59 оснащен высокочастотным шпинделем с прямым приводом мощностью 18 000 об/мин, установленным на 1/2-дюймовой алюминиевой инструментальной пластине. Вся проводка к каретке проходит по закрытому Е-образному каналу, чтобы предотвратить повреждение важных компонентов.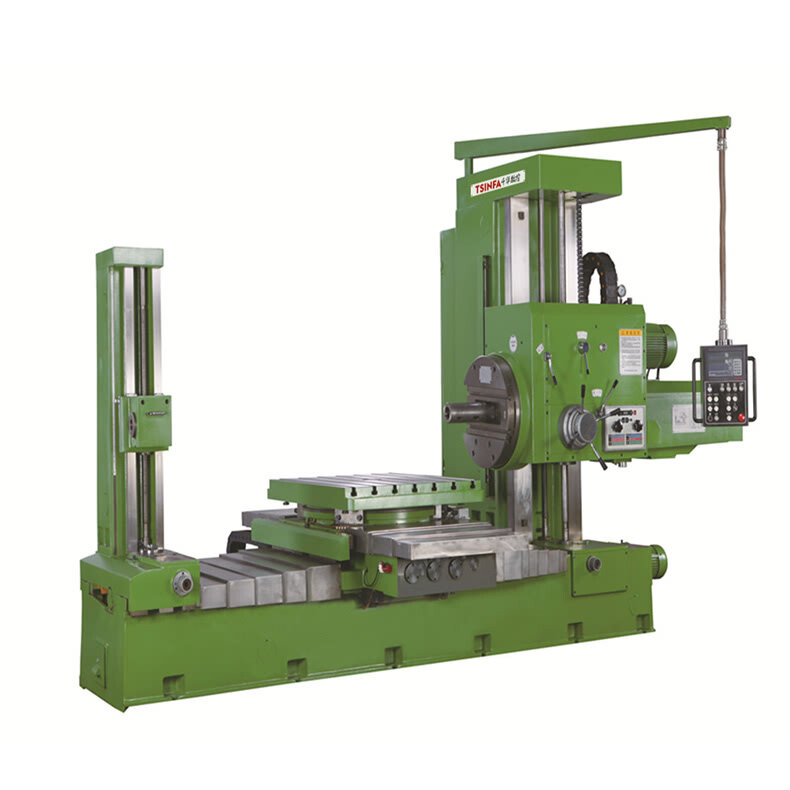 Скорость вращения шпинделя 18 000 об/мин гарантирует концентричность сверла, обеспечивая точный размер отверстия для максимального контакта клея. Высокая частота вращения также позволяет выполнять быстрое врезное растачивание без потери целостности поверхности растачивания. Можно использовать предварительно приклеенные дюбели благодаря точности и целостности отверстия.
Скорость вращения шпинделя 18 000 об/мин гарантирует концентричность сверла, обеспечивая точный размер отверстия для максимального контакта клея. Высокая частота вращения также позволяет выполнять быстрое врезное растачивание без потери целостности поверхности растачивания. Можно использовать предварительно приклеенные дюбели благодаря точности и целостности отверстия.
Устройство для установки дюбелей:
Наша запатентованная система установки дюбелей имеет простую конструкцию. Доказано, что он надежно вставляет дюбели без необходимости повторного выравнивания. Глубина дюбеля устанавливается с помощью механического цифрового индикатора, расположенного на задней части машины, и легко регулируется для дюбелей разной длины. «Система прямого отбраковки» автоматически обнаруживает дюбель неподходящего размера и уведомляет оператора через интерфейс оператора об удалении дюбеля. Заслонка для отбраковки дюбелей открывается, дюбель извлекается, после чего возобновляется нормальная работа. Осечка дюбеля обычно происходит из-за дюбеля неправильного размера, либо по диаметру, либо по длине. Когда дюбель не зажигается, HPJ завершает цикл растачивания, тем самым защищая и обеспечивая стабильную исходную точку отсчета. Поскольку штифт не сработал должным образом, цилиндр разделителя не дошел до концевого выключателя хода, и сработал датчик штифта. Через экранную подсказку оператор получает уведомление о том, что нужно удалить застрявший дюбель. Штифт извлекается путем открытия ползуна отбраковки дюбеля, извлечения дюбеля и последующей замены ползуна отбраковки дюбеля. Теперь можно возобновить нормальную работу. Все отсутствующие дюбели затем вставляются вручную. Примечание. Стандартный диаметр дюбеля, поставляемого с машиной, составляет 8 мм, другие диаметры доступны по запросу.
Осечка дюбеля обычно происходит из-за дюбеля неправильного размера, либо по диаметру, либо по длине. Когда дюбель не зажигается, HPJ завершает цикл растачивания, тем самым защищая и обеспечивая стабильную исходную точку отсчета. Поскольку штифт не сработал должным образом, цилиндр разделителя не дошел до концевого выключателя хода, и сработал датчик штифта. Через экранную подсказку оператор получает уведомление о том, что нужно удалить застрявший дюбель. Штифт извлекается путем открытия ползуна отбраковки дюбеля, извлечения дюбеля и последующей замены ползуна отбраковки дюбеля. Теперь можно возобновить нормальную работу. Все отсутствующие дюбели затем вставляются вручную. Примечание. Стандартный диаметр дюбеля, поставляемого с машиной, составляет 8 мм, другие диаметры доступны по запросу.
Клеевой клапан:
Клапан h59 спроектирован и изготовлен для точного дозирования воды или клея в предварительно просверленное отверстие. Количество вводимого клея/воды определяется и измеряется с помощью программируемого электронного управления. Система ввода h59 представляет собой закрытую систему, использующую иглу и седло на клапане, диафрагменный насос с максимальным давлением воздуха 100 фунтов на квадратный дюйм и плавную регулировку всех клапанов. Сопло инжектора h59 изготовлено из делрина, самоуплотняющегося, не допускающего прилипания материала. Сопло Delrin устойчиво к утечкам в широком диапазоне вязкости, что делает его идеальным материалом для веществ с низкой вязкостью, таких как вода, а также для клеев с более высокой вязкостью. В отличие от стали, делрин является антипригарным материалом. Это означает, что клей не может сцепиться с делрином, а затем с иглой, что значительно снижает вероятность закупорки. Pillar Machine также использует систему с 5 уплотнениями для предотвращения просачивания клея/воды обратно через систему в электроклапан. На задней стороне клапана клея/воды находится датчик, который проверяет, что клапан клея открыт и достиг полного хода. Почувствовав, что клеевой клапан полностью открыт, h59точно определяет, действительно ли
Система ввода h59 представляет собой закрытую систему, использующую иглу и седло на клапане, диафрагменный насос с максимальным давлением воздуха 100 фунтов на квадратный дюйм и плавную регулировку всех клапанов. Сопло инжектора h59 изготовлено из делрина, самоуплотняющегося, не допускающего прилипания материала. Сопло Delrin устойчиво к утечкам в широком диапазоне вязкости, что делает его идеальным материалом для веществ с низкой вязкостью, таких как вода, а также для клеев с более высокой вязкостью. В отличие от стали, делрин является антипригарным материалом. Это означает, что клей не может сцепиться с делрином, а затем с иглой, что значительно снижает вероятность закупорки. Pillar Machine также использует систему с 5 уплотнениями для предотвращения просачивания клея/воды обратно через систему в электроклапан. На задней стороне клапана клея/воды находится датчик, который проверяет, что клапан клея открыт и достиг полного хода. Почувствовав, что клеевой клапан полностью открыт, h59точно определяет, действительно ли
клей/вода вышли из клапана.
Опции:
- Длина стола 96″
- большая чаша для дюбеля
- Сканер штрих-кода
- Автономное программирование
- Параметрическое программирование (стандартное или созданное по спецификациям заказчика)
Примечание. Стандартные функции, опции и информация могут быть изменены с предварительным уведомлением или без него.
СДЕЛАНО В США
Все станки для производства колонн производятся на 100 % на нашем заводе в Солт-Лейк-Сити.
Преимущества покупки машины американского производства выходят далеко за рамки простой поддержки «местной» экономики.
Дополнительные преимущества включают в себя.
Все детали поставляются поставщиками в Северной Америке.
Это увеличивает доступность запчастей и обеспечивает честные цены.
Реальная заводская поддержка
Когда требуется техническая помощь, вы часто можете напрямую поговорить с людьми, которые построили, подключили и протестировали вашу машину.

СКАЧАТЬ БРОШЮРУ / FOOTPRINT
Вам также может понравиться…
Самодельный горизонтально-сверлильный станок
Самодельный горизонтально-сверлильный станок
После того, как я построил свой паз с несколькими прорезями
машина, мне не нужна была моя старая самоделка
слот долбежный станок больше. Но скользящий стол XY, который
была основана на слишком полезной части, чтобы оставить ее неиспользованной.
Первоначально я получил стол от продажи излишков. Это полностью предшествующая технология ЧПУ.
Я нашел это как «новый продукт» в 1968 выпуск Popular Mechanics
через поиск книг Google.
У меня также был этот фиксированный узел сверлильного патрона, с которым я столкнулся в какой-то момент, и между сверлом
патрон и стол XY, я решил, что смогу построить довольно приличный горизонтально-расточный станок.
Сборка горизонтально-сверлильного станка
Я хотел привести в действие сверлильный патрон ремнем от асинхронного двигателя рядом с ним.
Чтобы установить двигатель достаточно далеко, чтобы освободить стол и заготовку,
пришлось удлинить диск
вал узла сверлильного патрона немного. Я мог бы просто перевернуть двигатель и установить
он обращен в другую сторону, но это затруднило бы его установку, а также сделало бы
двигатель неловко торчит из задней части машины.
Я не был уверен, что мой метод удлинения вала сработает,
поэтому я временно собрал узел патрона и привод, прежде чем что-либо склеивать для теста.
Я использовал кусок сверла 1/2 дюйма, чтобы удлинить вал. Сверлильный стержень слишком тверд, чтобы его можно было зажать установочными винтами,
поэтому я использовал угловую шлифовальную машину, чтобы выточить шпоночный паз в буровой штанге. Всегда интересно посмотреть
летят искры! Странно, они не поджигают опилки, даже если я их специально стреляю
в опилки. Хотя, чтобы быть осторожным, я всегда
убедитесь, что создание искр не последнее, что я делаю перед тем, как покинуть мастерскую.
Тем не менее, искры от угловой шлифовальной машины определенно могут поджечь вещи на достаточно близком расстоянии.
Узел сверлильного патрона имеет вал 3/4 дюйма, и я сделал деревянную муфту, чтобы соединить его с валом 1/2 дюйма.
буровая штанга. Я подумал, что, возможно, мне нужно сделать эту связь более надежной и, возможно,
выровняйте его резиной, чтобы придать ему большую гибкость, но эта первая попытка соединения все еще держится.
Так что я подожду, пока он сломается, прежде чем сделать лучше.
Вал проходит через шариковый подшипник рядом со шкивом. У меня не было шарикоподшипника с
Отверстие 1/2 дюйма болтается, но у меня был один с отверстием 3/4 дюйма, и я использовал бронзовый подшипник скольжения, который
Пришлось заваляться, чтобы подогнать вал под размер подшипника. пришлось шлифовать подшипник скольжения
совсем немного, чтобы он поместился внутри шарикоподшипника.
Я обнаружил, что бронзовая втулка будет медленно перемещаться по валу в сторону муфты,
и из шарикоподшипника во время его работы.
Поэтому я обмотал вал изолентой, чтобы он оставался на месте. Шариковый подшипник большего размера
также просто удерживается в древесине трением. Отверстие было не совсем подходящего размера, поэтому я
обернул два витка изоленты вокруг него, чтобы он плотно прилегал. однако я был очень осторожен
чтобы центр шарикоподшипника точно совпадал с осью вращения сверла
патрон в сборе.
Сверлильный патрон скользит вверх и вниз по двум стальным валам 5/8 дюйма на бронзовых подшипниках скольжения.
Стальные валы 5/8 дюйма, в свою очередь, прикреплены к вертикальной «стойке», которая прикреплена к основанию.
При бурении могут быть задействованы значительные силы, и все эти силы передаются через этот
вертикальный пост. Так что связь поста с базой очень критична.
Может быть, я немного переборщил, сделав из семи (семи) врезных и шиповых соединений.
Я вырезал несколько пазов своим долбежным станком,
и шипы с моим винтом вперед
зажим для соединения коробок. После того, как он был установлен, сделать семь пазов не составило особых усилий.
Пока бурильная головка перемещается только вверх и вниз в пределах нормального диапазона, ремень
не нуждается в корректировке. Но если голова поднята до упора, ремень
необходимо переместить регулировку натяжения, чтобы предотвратить чрезмерное натяжение ремня.
У меня на этой машине около 15 см диапазона регулировки по вертикали. Не так много, как на
мой слот долбежный станок, но достаточно.
Со ступенчатым шкивом на двигателе и всего одним шкивом на буровой головке,
двигатель должен двигаться вперед и назад, чтобы использовать шкивы разного размера.
Крепление двигателя удерживается параллельно выступом в основании и прорезью в нижней части
опора двигателя.
Я вырезал несколько прорезей в нижней части опоры двигателя, чтобы двигатель
можно сдвигать из стороны в сторону в разных положениях вперед/назад. Туда,
двигатель можно выровнять так, чтобы различные шаги его шкива совпадали с
одиночный шкив на узле бурильной головки. Этот подход сработал достаточно хорошо,
и я повторно использовал подобную схему для крепления шестерни на своем винтовом наступлении
зажим для соединения коробок.
Я проверил соосность, вставив в патрон длинный кусок сверла диаметром 1/2 дюйма.
и проверяя, что он был квадратным и на одном уровне со столом. Изначально было не совсем
уровень. Когда что-то идет не так, всегда нужно выяснить, что именно
часть больше всего приводит к смещению и исправлению этой части.
Интересно, что основным источником вертикального смещения было то, что отверстия в
патрон в сборе не был просверлен точно. Я их не сверлил, а просто
предполагалось, что они были сделаны точно в механическом цехе. Не так, оказалось.
Я закончил тем, что немного подпилил отверстия напильником для бензопилы, чтобы установить его по уровню.
Чтобы закрепить сверлильный патрон и двигатель в сборе на станке, я в итоге прикрепил его к
концы стержней, по которым скользит стол. Это сокращает количество движений вперед и назад.
стол есть, но у меня все еще есть около 15 см хода, что более чем достаточно для моего
целей. Я придумал эту идею расклинивания, чтобы зажать стальные стержни. В форме трапеции
В блоках есть Т-образные гайки, и винты, проходящие через основание, притягивают их к валу.
Вал, ближайший к опоре двигателя, имеет клин только с одной стороны. Другой «клин» является частью
основой и служит ориентиром.
Перейти к части 2 этой статьи
Сверлильные станки для луговых собачек, инструменты для горизонтального сверления
| Горизонтально-сверлильный станок для луговых собачек, модель 140 HW | ||
Луговая собачка модели 140HW с газовым двигателем Горизонтальный буровой инструмент позволяет одному оператору бурить скважины диаметром от 2 до 5 дюймов длиной 50 футов и более. Компактный дизайн позволяет легко использовать его даже в самых маленьких рабочих местах. Универсальность «Prairie Dog» 140HW позволяет работать как над землей, так и под землей, используя стандартные трубопроводы. | Горизонтально-сверлильный станок HW, модель 140 | |
| Горизонтально-сверлильный станок для луговых собачек модели 500 TW | ||
Луговая собачка модели 500 TWHW с газовым двигателем Горизонтальный буровой инструмент позволяет одному оператору бурить скважины диаметром от 2 до 6 дюймов длиной 100 футов и более. Компактный дизайн позволяет легко использовать его даже в самых маленьких рабочих местах. Универсальность «Prairie Dog» 500 TW позволяет вам работать как над, так и под землей, используя стандартные трубопроводы. | Горизонтально-сверлильный станок для луговых собачек, модель 500 TW | |
| Горизонтально-сверлильный станок для луговых собачек модели 500 RTW | ||
Горизонтальный буровой инструмент «Луговая собачка» модели 500, работающий на газе, позволяет одному оператору бурить скважины диаметром от 2 до 6 дюймов длиной 100 футов и более. Модель 500RTW — это универсальный буровой станок, недорогой в эксплуатации и требующий минимального обслуживания. | Горизонтально-сверлильный станок для луговых собачек модели 500 RTW | |
| Горизонтально-сверлильный станок Prairie Dog 900 TW | ||
Горизонтальный буровой инструмент «Луговая собачка» модели 900, работающий на газе, позволяет одному оператору бурить скважины диаметром от 2 до 14 дюймов и длиной 150 футов и более. Модель 900TW — это универсальный буровой станок, недорогой в эксплуатации и требующий минимального обслуживания. Независимо от того, прокладываете ли вы кабели или трубопроводы, рытье траншей через существующие конструкции требует больших затрат времени и денег. | Горизонтально-сверлильный станок Prairie Dog 900 TW | |
| Горизонтально-сверлильный станок Prairie Dog 900 RTW | ||
Горизонтальный буровой инструмент «Луговая собачка» модели 900, работающий на газе, позволяет одному оператору бурить скважины диаметром от 2 до 14 дюймов и длиной 150 футов и более. Модель 900RTW — универсальный сверлильный станок, предназначенный для работ любого размера. Шины с высокой проходимостью облегчают использование даже в очень влажных условиях. Луговая собачка спроектирована так, чтобы быть недорогой в эксплуатации и не требует особого обслуживания. Независимо от того, прокладываете ли вы кабели или трубопроводы, рытье траншей через существующие сооружения требует больших затрат времени и денег. | Горизонтально-сверлильный станок Prairie Dog 900 RTW | |
| Горизонтально-сверлильный станок Prairie Dog 1200 TW | ||
Горизонтальный буровой инструмент «Луговая собачка» модели 1200, работающий на газе, позволяет одному оператору бурить скважины диаметром от 2 до 24 дюймов длиной 200 футов и более. Модель 1200TW — универсальный буровой станок, недорогой в эксплуатации и требующий минимального обслуживания. Независимо от того, устанавливаете ли вы кабели или трубопроводы, рытье траншей через существующие конструкции требует больших затрат времени. Линейка продуктов «Луговые собачки» позволяет легко и экономично бурить скважины под существующими конструкциями. | Горизонтально-сверлильный станок Prairie Dog 1200 TW | |
| Горизонтально-сверлильный станок Prairie Dog 700 TWA | ||
Горизонтальный буровой инструмент «Луговая собачка» модели 700, работающий на газе, позволяет одному оператору бурить скважины диаметром от 2 до 24 дюймов длиной 200 футов и более. | Горизонтально-сверлильный станок Prairie Dog 700 TWA | |
| Горизонтально-сверлильный станок Prairie Dog 1800 TW | ||
Горизонтальный буровой инструмент «Луговая собачка» модели 1800, работающий на газе, позволяет одному оператору бурить скважины диаметром от 3 до 28 дюймов длиной 300 футов и более. | Горизонтально-сверлильный станок Prairie Dog 1800 TW | |
Shopsmith Mark 4 — горизонтально-расточная
ИНЖЕНЕРНАЯ ПОДДЕРЖКА SHOPSMITH
Запишитесь на прием сегодня!
12:00 — 15:00
Понедельник — пятница • Восточное стандартное время
Всего 19,99 долларов США за первые 15 минут и 1 доллар США за минуту после
Записаться на прием | (937) 890-5197 Если наша техническая команда разговаривает по телефону, оставьте сообщение . |
КАК ЭТО РАБОТАЕТ:
| ✓ ГАРАНТИЯ | ✓ БЕЗ ГАРАНТИИ 909:20 |
|---|---|
| Если ваше оборудование находится на гарантии, позвоните в нашу службу поддержки клиентов по телефону (937) 890-5197 бесплатно для вас. | Если ваше оборудование не находится на гарантии или вы приобрели его не у Shopsmith, , обратитесь к техническому эксперту Shopsmith. |
ВЫ ПРОСИЛИ ОБ ЭТОМ, МЫ ДОСТАВЛЯЕМ
Имея более чем 63-летний опыт работы и более 600 000 машин в обращении, наши клиенты просили расширить доступ к службе поддержки инженеров Shopsmith, чтобы:
- Дайте рекомендации по поддержанию оптимальной эффективности вашей машины
- Помощь в выполнении процедуры
- Помощь с исходными материалами, такими как диаграммы, руководства и т.
 д.
д. - Помощь в выборе деталей для решения технической проблемы
- Направляйте вас к богатству материалов «Начало работы»
- Или даже просто рассказать, как начать!
Инженерную группу Shopsmith возглавляет наш инженер Shopsmith, ведущий специалист по обеспечению качества и ветеран Shopsmith со стажем более 40 лет. Если его команда не может помочь, то, скорее всего, никто не сможет.
Хоть мы и хотели бы разливать экспертов по магазинам и иметь неограниченные ресурсы, они просто недоступны.
Поэтому мы создали специальную Линию технической поддержки Shopsmith, специально предназначенную для оборудования.
Больше не на гарантии. (Наше оборудование такого высокого качества, оно длится и длится!)
| # | ЧТО | КАК |
|---|---|---|
| 1 | Назначить встречу | Забронировать онлайн |
| Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы записаться на прием | ||
| 2 | Оплата кредитной картой | Предоставьте информацию о своей кредитной карте для выставления счетов за:
. |
| 3 | Получите максимум от своего звонка! | При самостоятельном онлайн-планировании вы сможете:
|
| Непосредственный вызов инженерной технической поддержки позволит вам получить немедленный ответ, если они доступны и не имеют запланированной встречи, в 12:00 и 15:00, с понедельника по пятницу, по восточному поясному времени. | ||
| Позвонив на нашу общую линию обслуживания клиентов, вы сможете попросить представителей запланировать встречу для технической поддержки Shopsmith, чтобы вам не приходилось этого делать. Они расскажут вам, как предоставить информацию группе технической поддержки Shopsmith. |
Мы с нетерпением ждем возможности поговорить с вами!
ЦЕНТР РЕМОНТНОГО ОБСЛУЖИВАНИЯ КЛИЕНТА
Горизонтально-сверлильный станок
— типы, детали, операции с PDF
В этой статье вы узнаете о горизонтально-сверлильном станке , его деталях, типах, инструментах и операциях .
Горизонтально-расточной станок
Расточной станок является одним из самых универсальных станков, используемых для сверления отверстий в больших и тяжелых деталях, таких как рамы двигателей, цилиндры паровых двигателей, корпуса машин и т. д.
Которые практически невозможно удерживать и вращать на токарном станке или сверлильном станке. Поэтому сверлильный станок разрабатывался в первую очередь для этого. Итак, в этой статье мы обсудим всю информацию о горизонтально-сверлильном станке.
В дополнение к основному назначению сверления диапазон скоростей и подач, обеспечиваемых различными траверсами, позволяет выполнять сверление, фрезерование и торцевание с одинаковой легкостью.
Благодаря установке простых насадок использование станка может быть расширено еще больше, включая нарезку винтов, точение, планетарное шлифование или зубонарезание.
Среди типов расточных станков горизонтально-сверлильный станок является одним из самых полезных и важных станков. Посмотрим, как это работает.
Детали горизонтально-расточного станка
В горизонтально-расточном станке , работа заключается в опоре на стол, который является постоянным, и инструмент поворачивается по горизонтальной оси. Горизонтально-сверлильный станок может выполнять расточку, развертывание, токарную обработку, нарезание резьбы, торцевание, фрезерование, нарезание канавок, прорезку и многие другие операции с помощью подходящих инструментов.
Тяжелые, неравномерные и несбалансированные детали можно удобно удерживать и легко обрабатывать. Разные типы горизонтально-сверлильных станков предназначены для разных целей.
Следующие приведены основные части горизонтальной скучной машины:
- Кровать
- Поддерживающая штанга
- Конечная колонка
- БАРКА
- САДЛЕТА
- . станиной является та часть машины, которая устанавливается на полу цеха и имеет коробчатую отливку.
- Станина поддерживает колонну, столы и другие части станка.
- Стойка обеспечивает поддержку передней бабки и точно направляет ее вверх и вниз по направляющим.
- Колонна с полыми корпусами и сильно ребристыми для придания жесткости.
- Некоторые колонны являются стационарными, другие могут скользить по кровати.
- Концевая опорная колонна, расположенная на другом конце корпуса кровати.
- Опорный блок предназначен для поддержки длинной расточной оправки.
- Колонну можно отрегулировать по направляющим станины по направлению к шпинделю или от него для поддержки расточных оправок разной длины.
- Его можно перемещать под прямым углом к шпинделю, как в случае станка напольного типа.
- Крепление передней бабки на колонне поддерживает, приводит в движение и подает инструмент.
- Шпиндель обеспечивает вращательное движение инструмента, а пиноль может перемещаться в продольном направлении для обеспечения движения подачи буровой фрезы.
- В носовой части шпинделя имеется коническое отверстие для установки конических хвостовиков расточной оправки или любого другого инструмента.
- Передняя бабка может перемещаться вверх и вниз по колонне для настройки инструмента на разную высоту работы.
- Столы поддерживают работу и поэтому имеют Т-образные пазы для удерживания различных устройств.
- Седло позволяет перемещать изделие в продольном направлении на станине. Стол можно перемещать крест-накрест на седле.
- Эти движения могут быть медленными или быстрыми и выполняются рукой или силой.
- Расточная оправка поддерживает фрезу для операций удержания при работе с отверстиями большого диаметра.
- Для коротких отверстий стержень может опираться только на конец шпинделя передней бабки.
- Для длительной работы штанга поддерживается на конце шпинделя и на опорном блоке стойки.
- Горизонтально-сверлильный станок настольного типа.
- Горизонтально-сверлильный станок напольного типа.
- Горизонтально-сверлильный станок планировочного типа.
- Горизонтально-сверлильный станок с несколькими головками.
- Передняя бабка и концевой опорный блок могут перемещаться вверх и вниз.
- Возможно, шпиндель вращается. Шпиндель имеет разные скорости.
- Шпиндель может перемещаться вручную или с помощью привода для подачи.
- Седло и стол могут перемещаться вручную или с помощью привода.
- Колонны могут перемещаться вручную или механически.
- Расточная оправка
- Расточная головка или режущая головка
- Облицовочная головка
2. Опорная стойка передней бабки
3. Концевая опорная колонна
4. Передняя бабка
5. Седло и стол
6. Расточные оправки
Читайте также: Фрезерный станок: основные части и принцип работы
Типы горизонтально-сверлильных станков
Ниже приведены четыре типа горизонтально-сверлильных станков :
1. Горизонтально-сверлильный станок настольного типа
Типы стола являются наиболее распространенными из всех горизонтально-сверлильных станков.
Горизонтально-сверлильный станок назван так потому, что работа осуществляется на регулируемом столе, а подача осуществляется вручную или с усилием, продольно или поперечно относительно станины станка.
Передняя бабка может регулироваться по вертикали на колонне, а шпиндель имеет горизонтальное движение подачи.
Станок состоит из станины, опорной стойки передней бабки, концевой опорной стойки, передней бабки, суппорта и стола, а также расточной оправки. Стол, седло и передняя бабка могут регулироваться ходовыми винтами с микрометрическими циферблатами.
Этот тип станка подходит для работ общего назначения, где помимо сверления требуется выполнение других операций.
2. Горизонтально-сверлильный станок напольного типа
Горизонтально-сверлильный станок напольного типа имеет заметное использование постоянной плиты пола, на которой предусмотрены Т-образные пазы для удержания работы.
Опорная стойка передней бабки и концевая опорная стойка монтируются на направляющие, расположенные под прямым углом к оси шпинделя.
Таким образом, любая поперечная регулировка или движение поперечной подачи обеспечивается самим шпинделем, а не работой.
Предназначен для удержания очень больших и тяжелых заготовок, которые трудно установить и отрегулировать на столе.
3. Горизонтально-сверлильный станок строгального типа
Горизонтально-сверлильный станок строгального типа напоминает настольный, но стол скользит прямо по станине, а не по седлу под углом к шпинделю, как у строгального станка.
Конец опорной стойки и опорной стойки передней бабки можно отрегулировать по направлению к столу или от него, чтобы приспособиться к работам разной ширины.
Этот тип машины подходит для длительной работы.
4. Горизонтально-сверлильный станок с несколькими головками
Станок напоминает строгальный станок с двойным корпусом или плоско-фрезерный станок. Стол опирается на длинную станину, на которой совершает возвратно-поступательные движения.
Две вертикальные колонны с двух сторон кровати, почти посередине кровати. Две колонны соединены перекладиной.
Станок может иметь две, три или четыре передние бабки. Этот тип машины может использоваться как горизонтальная и вертикальная машина.
Операции механической обработки могут выполняться одновременно на разных рабочих поверхностях.
Размер горизонтально-сверлильного станка
Размер горизонтально-сверлильного станка определяется диаметром его шпинделя в мм. Диаметр шпинделя варьируется от 75 до 355 мм.
Чтобы полностью указать расточной станок, другие важные параметры, такие как мощность двигателя шпинделя, высота колонны, размер стола или размер плиты пола, скорость вращения шпинделя, подача и длина подачи, требуемая площадь, вес станка, и т. д. также должны быть указаны.
Читайте также: Что такое строгальный станок и 4 основных типа строгальных станков
Механизм расточной машины
Станок содержит различные элементы управления для перемещения различных частей станка. Станок настольного типа имеет следующие движения:
Все эти движения можно давать независимо или в сочетании с двумя или более движениями.
Поскольку все органы управления расположены в определенном месте машины, оператор может уделять пристальное внимание работе, управляя машиной.
Удерживающие устройства для горизонтального сверления
Заготовка может поддерживаться на столе с помощью обычных удерживающих устройств или специальных приспособлений.
Обычные удерживающие устройства включают Т-образные болты и зажимы, угловые пластины, ступенчатые блоки и т. д. В массовом производстве используются специальные приспособления.
Кондукторы фиксируют заготовку, поддерживают и направляют борштангу.
Операции на горизонтально-расточном станке
При расточке работа остается неподвижной, а инструмент вращается. Отверстия растачиваются с помощью расточных оправок.
Растачивание нескольких отверстий одно за другим путем изменения положения заготовки, каждый раз совмещая ее с расточной оправкой.
Для просверливания отверстия расточная оправка устанавливается на шпиндель, а фреза настраивается в расточной оправке на требуемый размер, после чего выполняется легкий рез.
Измеряется отверстие, настраиваются требуемая скорость и подача, после чего резка завершается.
В сверлильном станке для фрезерных операций к шпинделю может подходить фреза любого типа. Торцовочная фреза используется для обработки плоских вертикальных поверхностей.
При торцевом фрезеровании инструмент или заготовку можно подавать для завершения резания. Концевая фреза используется для изготовления канавок и пазов. На рисунке показано торцевое фрезерование.
Все другие операции, такие как сверление, развертывание, зенковка, нарезание резьбы и точечная обработка, могут выполняться аналогично операциям растачивания. Иллюстрирует операцию бурения.
Крепления расточных инструментов для горизонтального растачивания
Различные типы оборудования для установки фрез на горизонтально-расточном станке:
90 9 90 8702 90.2
Обычные расточные операции выполняются инструментами, установленными на стержне, удерживаемом в шпинделе с отверстием под конус Морзе.
Максимальный диаметр используемого стержня обычно не превышает диаметра шпинделя, а длина такова, что он может достигать опоры концевой стойки.
Расточная оправка должна иметь максимальный диаметр и минимальную длину, чтобы уменьшить изгиб или вибрацию, и она может поддерживать различными способами, подходящими для различных типов заготовок.
1.1 Способы поддержки расточных оправок.
Поддержка шпинделя
Для сверления глухих отверстий стержни используются для поддержки только на конце шпинделя. Этот тип стержня известен как шпилька.
Опирается на шпиндель и концевую стойку
При бурении длинных открытых отверстий расточные оправки опираются на конец шпинделя, а на другой конец — на опорный блок, установленный на концевой опорной стойке.
Этот тип стержня называется линейным стержнем. Он иллюстрирует линейную полосу.
Опирается на заготовку
В некоторых видах работ стержень может поддерживаться в просверленных отверстиях с помощью втулок.
Этот тип суппорта требует много времени на настройку и используется в бессистемных работах, когда обрабатываются только одно или два одинаковых изделия, не требующих изготовления специального приспособления.
Поддерживается расточной оснасткой
расточные приспособления в основном используются в массовом производстве.
Они размещают, направляют и поддерживают стержни в промежуточных точках. На нем показана расточная оправка, поддерживаемая расточной оправкой.
Расточные оправки предназначены для растачивания отверстий меньшего диаметра. Изготовлены из марганцево-хромовой легированной стали, отожженной для снятия внутренних напряжений.
Термообработанные прутки из среднеуглеродистой стали, легированной хромом и марганцем, используются там, где существуют тяжелые условия резания.
Способы крепления фрез на расточных оправках
Существуют различные способы крепления фрез на расточных оправках. По всей длине стержня прорезаются пазы с интервалами, чтобы можно было установить фрезу в требуемом положении.
Разные типы фрез используются для разных видов работ. Наиболее важным типом резака является нахлыст.
Состоит из одноточечного режущего инструмента, который крепится на стержне. Регулировку резака можно производить с помощью микрометрической шкалы.
Двойные фрезы имеют большую ширину при расточке, так как время обработки значительно сокращается по сравнению с одноточечной фрезой.
1. Расточная головка или режущая головка
Расточная головка используется для установки фрез при обработке отверстий большого диаметра, где стандартная расточная оправка не подходит из-за меньшего диаметра или чрезмерного вылета фрезы.
Расточные головки максимально допустимого диаметра.
Это устройство надежно поддерживает инструмент и сокращает время обработки за счет большего количества режущих кромок.
Резцы могут регулироваться микрометрическими шкалами. это иллюстрирует в скучной голове.
2. Торцевая головка
Торцовочная головка крепится на конце шпинделя. Он содержит фланец с направляющей скольжения диаметра, по которой может регулироваться инструмент, несущий скобу.
Кронштейн может подаваться радиально или располагаться и зажиматься в центре для поддержки длинной расточной оправки.
