Характеристики сварочного инвертора: Технические характеристики Сварочный аппарат Зубр СА-220, описание и инструкция в интернет-магазине Корпорация «Центр»
Содержание
Сварочный инвертор, вольт-амперная характеристика, дуга
Дата Автор ElectricianКомментироватьПросмотров: 19 889
Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ).
Ниже показана вольт – амперная характеристика дуги в общем виде:
Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
Приблизительный график ВАХ инвертора должен выглядеть примерно так:
Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится.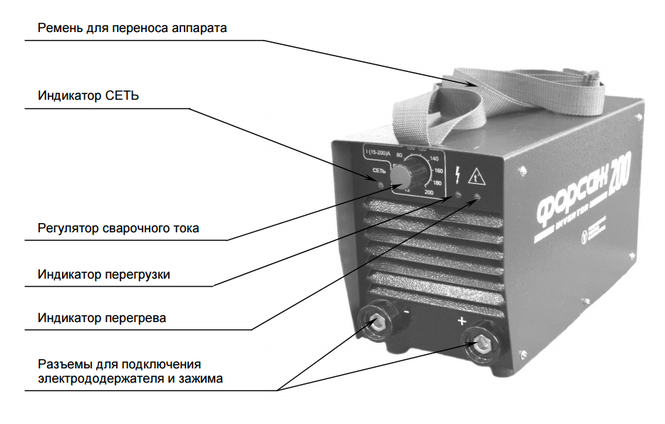
Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины.
Величину данного напряжения можно вычислить по формуле:
Где: UД – напряжение, В;
а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В;
b –напряжение среднее на единицу длины, В/мм;
L – длина дуги, мм;
Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно:
U=10+2*4=18 В
При атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В.
Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей.
На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон. Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ. И это будет третье требование к сварочным инверторам.
Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ. И это будет третье требование к сварочным инверторам.
Также нужно обратить внимание на такие виды защит как:
- Безопасность сварщика. Он не должен попасть под опасное для жизни напряжение;
- Защита от длительного КЗ и перегрева силовых частей инвертора;
- Защиту от попадания влаги и пыли в устройство;
- Система стабилизации горения дуги и поджига;
Posted in Электрика в быту
Инвертор сварочный Champion IW-120 IW-120
Инвертор сварочный Champion IW-120 – это источник питания сварочной дуги, который должен обеспечивать её стабильное горение и лёгкий поджиг. Сварочный инвертор незаменим при строительных и ремонтных работах, во время которых необходима сварка. Он подходит как для бытового, так и для профессионального использования. Сварочный инвертор IW-120 работает даже при пониженном или повышенном напряжении сети. Его рабочий диапазон: 160 — 250 В. Такая особенность позволяет его на разных объектах, в том числе, и на объектах с нестабильным напряжением.
Его рабочий диапазон: 160 — 250 В. Такая особенность позволяет его на разных объектах, в том числе, и на объектах с нестабильным напряжением.
У сварочного инвертора IW-120 есть функция Hot Start, которая отвечает за быстрое зажигание дуги. Это сильно облегчает начало сварки, так как повышает сварочный ток. Функция Anti Stick предотвращает прилипание электрода. Перед сваркой необходимо произвести поджиг дуги, из-за чего электрод может залипнуть. Функция Anti Stick снижает напряжение сварочного тока, поэтому залипший электрод легко восстановить. После этого система продолжает работать в исходном режиме. Функция форсирования дуги (Arc Force) тоже включена в этот прибор. Она позволяет делать более глубокую сварку за счёт изменения параметра жесткости дуги. В процессе от электрода может отделиться частица металла, которая значительно сократит сварочную дугу и приведёт к тому, что электрод приварится к устройству. Именно функция форсирования дуги предотвращает это и увеличивает величину сварочного тока. Сниженный массогабаритные характеристики сварочного инвертора IW-120 позволяют использовать его в разных помещениях. Размер всего устройства составляет 245/100/150 мм (измерения длин/ширины/высоты). Его легко перевозить, так как он обладает небольшим весом. Сварочный инвертор также обладает высоким КПД – 80%. В комплект к сварочному инвертору входят два длинных провода: для заземления и работы.
Сниженный массогабаритные характеристики сварочного инвертора IW-120 позволяют использовать его в разных помещениях. Размер всего устройства составляет 245/100/150 мм (измерения длин/ширины/высоты). Его легко перевозить, так как он обладает небольшим весом. Сварочный инвертор также обладает высоким КПД – 80%. В комплект к сварочному инвертору входят два длинных провода: для заземления и работы.
Преимущества:
- Мощность 3650 Вт;
- Максимальный сварочный ток – 120 А;
- Дуговая сварка, электродом, ММА;
- Защита от пыли и влаги IP 215;
- Инверторная технология.
| Характеристики | |
| Вес, кг | 2,6 |
| Габариты, длина /ширина/высота, мм | 245x100x150 |
| Диаметр электродов MMA, мм | 1,6-3,2 |
| Диапазон рабочего напряжения сети, В | 160-250 |
| Класс нагревостойкости изоляции | F |
| Количество фаз/напряжение сети, В/Гц | 1/230/50 |
| Коэффициент полезного действия, % | 80 |
Макс. эффективный ток питания I1eff, А эффективный ток питания I1eff, А | 17,1 |
| Номин. макс. потребляемая мощность, кВА | 5 |
| Номин. напряжение без нагрузки U0, В | 60 |
| Номин. рабочее напряжение MMA, В | 21,2-24,8 |
| Сила номин. макс. сварочного тока MMA I2max, А | 120 |
| Сила номин. мин. сварочного тока MMA I2min, А | 30 |
| Степень защиты корпуса | IP21S |
| Уровень звукового давления, дБ | 40 |
| Ф-ция зажигания дуги HOT START | есть |
| Ф-ция предотвращ. прилипания электрода ANTI STICK | есть |
| Ф-ция форсирования дуги ARC FORCE | есть |
| Фактор мощности, cosɸ | 0,73 |
Плюсы
Хороший сварочный агрегат. На рынке найти что-то дешевле практически невозможно. Если ищите сварку за небольшие деньги, то идеальный выбор.
На рынке найти что-то дешевле практически невозможно. Если ищите сварку за небольшие деньги, то идеальный выбор.
Минусы
Пользуюсь недолго, но пока всем доволен.
Отзыв
Я совершенно не разбираюсь в сварочном деле. Но решил, что пора осваивать это нелегкое дело, чтобы поставить на даче хороший забор.
Выбрал эту, так как она самая дешевая. В итоге, все работает замечательно. У меня получаются ровные швы, хоть я совсем не профессионал. Кроме того, сделано все из хорошего чугуна, так что сломать её не получится. Руки у меня дырявые, роняю все. Так что, для меня, это существенный плюс.
Написать отзыв
Ваше имя:
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Защита от роботов
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Дуговая сварка постоянным током
Источник питания является наиболее важной частью оборудования для дуговой сварки. Во всех процессах дуговой сварки обычно используются два типа источников питания, с точки зрения вольт-амперных выходных характеристик. Один тип постоянного тока, второй тип постоянного напряжения. В этой статье кратко описаны источники питания постоянного тока в следующих параграфах. Источник питания постоянного напряжения, как обсуждалось в другой статье.
Характеристическая кривая обоих типов источников питания показана на рисунке ниже. Такие кривые называются статическими кривыми выходной характеристики, что означает, что они построены путем измерения выходного тока и напряжения машины в условиях статической нагрузки.
Особенности сварки постоянным током
Одиночное управление и двойное управление
Единая машина управления
Машины с двойным управлением
Вольт-амперные характеристики машины с двойным управлением
Какие машины поставляются с двойным управлением?
Истинные характеристики постоянного тока
Сварка импульсным током
Особенности сварки постоянным током
Сварка постоянным током, как следует из названия, выполняется при постоянном токе.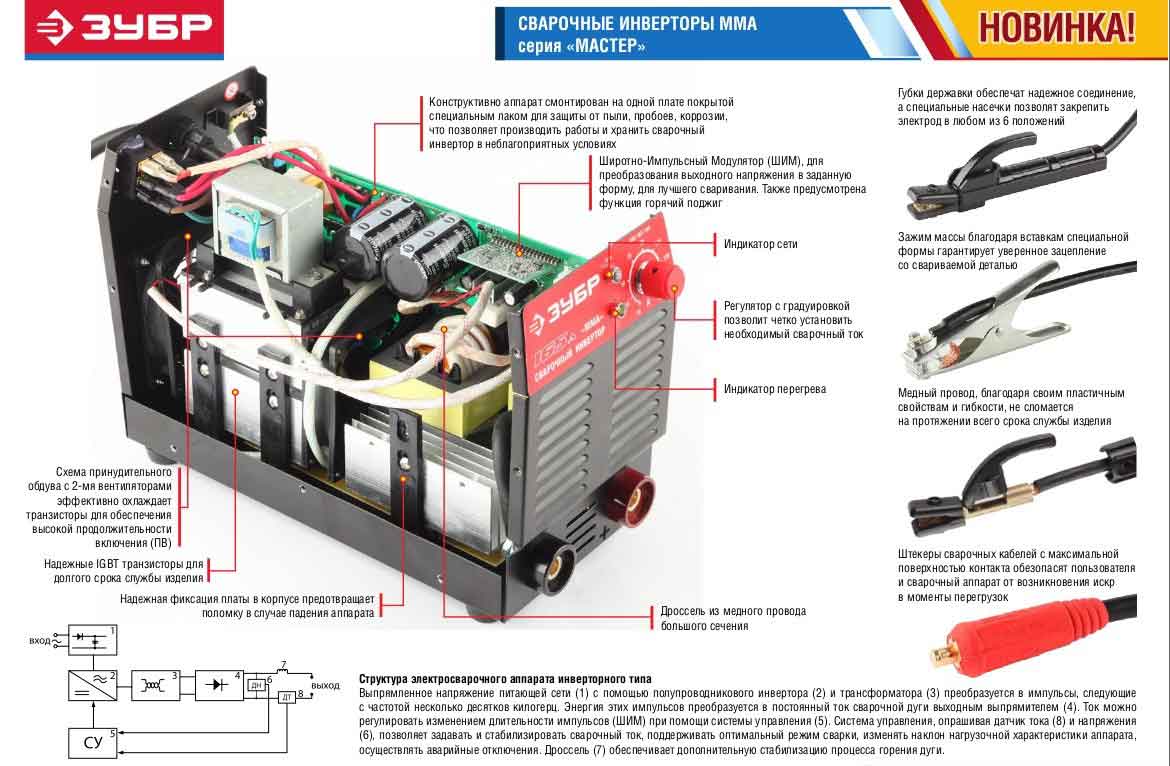 Напряжение претерпевает заметные изменения при изменении тока. Как видно на рисунке 1 выше, характеристическая кривая быстро «падает» по мере увеличения тока. Вот почему эту кривую также называют падающей характеристикой.
Напряжение претерпевает заметные изменения при изменении тока. Как видно на рисунке 1 выше, характеристическая кривая быстро «падает» по мере увеличения тока. Вот почему эту кривую также называют падающей характеристикой.
В машинах постоянного тока элементы управления предусмотрены только для изменения тока. Предусмотрена ручка, которую можно вращать по часовой стрелке, чтобы увеличить ток, и против часовой стрелки, чтобы уменьшить текущий параметр на машине. С помощью этой ручки сварщик может установить нужный ему ток. Другими словами, на машине нет кнопки или ручки для изменения напряжения. Машины CC обычно используются в процессах, в которых используется электрод, удерживаемый вручную, таких как SMAW, PAW, CAW, GTAW, приварка шпилек и т. д.
В соответствии со своим названием, машина постоянного тока производит постоянный ток относительно . Следует отметить, что ток не является абсолютно постоянным. При изменении напряжения ток меняется незначительно.
В процессах, в которых используется неплавящийся электрод, изменение напряжения может происходить из-за изменения длины дуги. Некоторые вариации могут возникать из-за того, что руку нельзя держать совершенно неподвижно, и она имеет тенденцию немного дрожать. Иногда сварщик намеренно увеличивает или уменьшает длину дуги, чтобы повлиять на размер сварочной ванны.
Некоторые вариации могут возникать из-за того, что руку нельзя держать совершенно неподвижно, и она имеет тенденцию немного дрожать. Иногда сварщик намеренно увеличивает или уменьшает длину дуги, чтобы повлиять на размер сварочной ванны.
В процессах, в которых используется расходуемый электрод, изменение напряжения может происходить из-за изменения профиля работы. Изменение также зависит от скорости подачи электрода в дугу.
Как упоминалось в предыдущих параграфах, обычно используется аппарат постоянного тока, в котором электроды удерживаются вручную. В некоторых процессах, в которых используется электрод, удерживаемый вручную, используется расходуемый электрод ; Одним из примеров является процесс дуговой сварки металлическим электродом в среде защитного газа (SMAW).
В то время как некоторые процессы, в которых используется электрод, удерживаемый вручную, имеют нерасходуемый электрод; несколько примеров — дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и плазменная дуговая сварка (PAW). В ответ на небольшие изменения напряжения, происходящие из-за изменения длины дуги, машина реагирует таким образом, что поддерживается постоянная подача тока на дугу.
В ответ на небольшие изменения напряжения, происходящие из-за изменения длины дуги, машина реагирует таким образом, что поддерживается постоянная подача тока на дугу.
Одинарное и двойное управление
Машины постоянного тока бывают двух типов, в зависимости от типов управления, предусмотренных на машине: машина с одним управлением и машина с двойным управлением. В следующих абзацах кратко поясняется это.
Машина с одним управлением
Это широко используемая разновидность машин постоянного тока. В этом есть только одна ручка, которая может быть использована для изменения тока от низкого до высокого по желанию сварщика.
Характеристика этой машины показана на рисунке ниже. Различные кривые показывают графики зависимости тока от напряжения при статической нагрузке машины при различных настройках тока. При разных настройках машины получаются разные кривые.
Однако следует отметить, что дуга может зажигаться только при определенных напряжениях на этой кривой. Если напряжение на конце электрода и на изделии ниже или выше этого диапазона, дуга не зажжется.
Если напряжение на конце электрода и на изделии ниже или выше этого диапазона, дуга не зажжется.
Этот диапазон напряжения, при котором дуга остается зажженной, несмотря на изменение длины дуги, показан заштрихованной областью на рис. 2 ниже. Другими словами, если длина дуги слишком мала, так что напряжение на конце электрода и заготовке ниже этого диапазона, дуга не зажжется.
Аналогичным образом, если длина дуги будет слишком большой (преднамеренно или непреднамеренно), дуга не останется зажженной и погаснет. Диапазон напряжения, при котором можно увидеть дугу, показан на рисунке ниже.
Различные кривые на рисунке ниже соответствуют различным регуляторам тока. Если используется метчик или вставная машина, количество кривых соответствует количеству метчиков или вставных комбинаций, доступных на машине.
Большинство имеющихся на рынке трансформаторных и трансформаторно-выпрямительных машин представляют собой машины с одним управлением.
Машины с двойным управлением
Машины с двойным управлением обычно используются в тех источниках питания, которые приводятся в действие генератором. Эти аппараты предлагают сварщику больший контроль, чтобы импровизировать характеристики дуги в соответствии с требованиями применения.
Эти аппараты предлагают сварщику больший контроль, чтобы импровизировать характеристики дуги в соответствии с требованиями применения.
В этих машинах доступны два элемента управления. Один из них называется груботочным управлением, другой называется точным регулированием. Ручка грубой регулировки тока выполняет ту же функцию, что и ручка регулировки тока в машинах с одинарным управлением.
Регулятор точного тока выполняет функцию контроля напряжения холостого хода. Изменяя это, OCV (напряжение холостого хода) может быть увеличено или уменьшено в заданном диапазоне.
Кривые характеристик, полученные при разных OCV, имеют разный наклон. Это видно на рисунке 3 ниже. При OCV 85 вольт кривые имеют более крутой наклон, а при OCV 60 вольт – более пологий наклон.
Более крутой наклон означает, что изменение тока будет меньше при заданном изменении напряжения (помните, что изменение напряжения зависит от длины дуги). Более пологий наклон означает, что при заданном изменении напряжения изменение тока, подаваемого машиной, будет больше. Различные приложения имеют разные требования к сварке, для некоторых требуется более короткая дуга, для некоторых требуется более длинная дуга. Наличие такого двойного управления дает сварщику больше контроля над установкой желаемых настроек на машине.
Различные приложения имеют разные требования к сварке, для некоторых требуется более короткая дуга, для некоторых требуется более длинная дуга. Наличие такого двойного управления дает сварщику больше контроля над установкой желаемых настроек на машине.
В этих машинах с двойным управлением OCV можно немного изменить, но только в пределах диапазона. В большинстве машин оно может варьироваться от 55 до 85 вольт. Аппарат не позволяет снизить напряжение OCV ниже 55 вольт, так как при таком низком значении OCV будет трудно зажечь дугу.
Изменение OCV не изменяет диапазон напряжения, в котором дуга остается зажженной. Как видно, заштрихованная область на рисунке ниже одинакова для обоих OCV. Изменение OCV влияет только на наклон характеристической кривой.
Вольтамперные характеристики машины с двойным управлением
Наклон характеристической кривой играет важную роль в качестве сварного шва. Давайте посмотрим, как.
В зависимости от необходимости сварщик выбирает подходящий метод сварки. Это может включать метод короткой дуги или метод длинной дуги. Более короткая дуга всегда имеет меньшую разность напряжений на дуге и более высокий ток, протекающий через электрод.
Это может включать метод короткой дуги или метод длинной дуги. Более короткая дуга всегда имеет меньшую разность напряжений на дуге и более высокий ток, протекающий через электрод.
Более длинная дуга имеет более высокую разность напряжений на дуге и меньший ток, протекающий через электрод. Разница между этим более низким и более высоким значением тока (в зависимости от длины дуги) определяет наклон кривой.
Для некоторых приложений более крутой наклон лучше, а для некоторых — более пологий. Рассмотрим рисунок 4 ниже. Три горизонтальные линии сверху вниз, как показано на рисунке, показывают разность напряжений на дуге при использовании длинной дуги, при использовании обычной дуги и при использовании короткой дуги соответственно. Эта заштрихованная область представляет собой напряжение, при котором дуга будет видна.
Пересечение характеристической кривой и диапазона дуги называется рабочей точкой. Рабочая точка непрерывно изменяется во время сварки. Когда длина дуги короткая, рабочая точка находится на самой нижней горизонтальной линии (на рисунке ниже), которая представляет короткую длину дуги.
Когда длина дуги большая, ток, потребляемый от источника питания, меньше, напряжение немного выше, а рабочая точка лежит на верхней горизонтальной линии (на рисунке ниже), которая представляет большую длину дуги. Во все остальные моменты рабочая точка перемещается между этими двумя линиями.
Когда сварщик намеренно удлиняет дугу, разница напряжений увеличивается, а сила тока немного уменьшается. Уменьшение тока вызывает уменьшение размера лужи. Меньшее тепловложение означает более высокую скорость охлаждения. Поэтому лужа быстро замерзает. Другими словами, небольшое отведение электрода (тем самым удлиняя дугу) позволяет сварщику контролировать размер сварочной ванны. Это дает сварщику больший контроль, особенно при сварке в потолочном, вертикальном и горизонтальном положениях..
В машине с двойным управлением характеристические кривые, полученные от разных OCV, имеют разный наклон. OCV машины можно изменить с помощью ручки точного управления. Другими словами, сварщик имеет больше контроля в своих руках.
Рассмотрим снова рисунок 4 выше. Имеются два набора характеристических кривых. Один набор исходит от напряжения холостого хода 80 вольт, другой исходит от 60 вольт. Видно, что кривые OCV при 80 В имеют более крутой наклон. Когда длина дуги изменяется от 25 вольт до 35 вольт, ток, подаваемый машиной, уменьшается. Это уменьшение происходит без необходимости прикосновения сварщика к элементам управления аппарата.
Когда OCV был установлен на 60 вольт путем поворота ручки точного управления, такое же изменение напряжения дуги (как в предыдущем абзаце) приводит к большему уменьшению тока. Это большее уменьшение изменяет характеристики дуги. Глубина проникновения мала, размер валика меньше, скорость охлаждения выше и т. д.
Эти два примера относятся к OCV на 80 и 60 вольт. Поворачивая ручку точного управления, OCV можно установить на любое значение между этими двумя значениями. Такая регулировка возможна только на машине с двойным управлением и невозможна на машине с одним управлением.
Какие машины оснащены двойным управлением?
Функция двойного управления обычно поставляется с генераторной сварочной машиной. Это дает сварщику больший контроль. В частности, при сварке труб сварщик хотел бы наплавить валики с более глубоким проплавлением в корне. В последующих проходах подойдет менее проникающая дуга. Машина с двойным управлением делает это возможным.
Трансформаторно-выпрямительные машины обычно не поставляются с этим управлением. Хотя эти машины не так универсальны, как машины с двойным управлением, их можно удовлетворительно использовать для таких процессов, как машина для дуговой сварки в среде защитного газа, где требуется постоянный ток. Наклон кривой статической характеристики в таких машинах находится где-то посередине между минимумом и максимумом машины с двойным управлением.
Когда требуется переменный ток, он обычно подается от источника питания трансформаторного типа. Кривая статической характеристики для источника питания переменного тока выглядит так же, как показано на рисунке выше. Иногда эти машины также поставляются с ручками грубой и точной регулировки, но их нельзя назвать машинами с двойным управлением, если только OCV не изменится заметно.
Иногда эти машины также поставляются с ручками грубой и точной регулировки, но их нельзя назвать машинами с двойным управлением, если только OCV не изменится заметно.
В цепь введено реактивное сопротивление. Это гарантирует наличие разности фаз между током и напряжением в любой момент времени. Это помогает поддерживать горение дуги. Ток проходит через нуль от 100 до 120 раз в секунду в переменном токе. Когда ток равен нулю, дуга обычно гаснет. Однако он остается зажженным из-за разности напряжений, которая все еще существует в этот момент из-за разности фаз.
При использовании переменного тока в покрытие электродов включают стабилизаторы дуги. Такие электроды специально разработаны для сварки на переменном токе. Эти стабилизаторы дуги помогают в ионизации дуги. Эта ионизация помогает поддерживать зажигание дуги в те моменты, когда ток проходит через ноль.
Машины постоянного тока обычно не используются для процессов, в которых используется автоматическая подача проволоки.
Истинные характеристики постоянного тока
Более новые машины способны обеспечивать истинные статические характеристики постоянного тока. Характеристическая кривая такой машины показана на рисунке ниже. В такой машине ток, подаваемый машиной, не изменяется независимо от изменения длины дуги.
Это нормально для такого процесса, как GTAW, где возможности изменения длины дуги ограничены. Однако, как мы видели в предыдущих абзацах, такая функция нежелательна при дуговой сварке в защитных газах. В SMAW сварщик должен иметь возможность изменять силу тока (что приведет к изменению размера сварочной ванны) путем изменения длины дуги.
Сварка импульсным током
Сварка в некоторых случаях дает наилучшие результаты, когда источник питания может изменять ток в определенные моменты времени. То есть в течение нескольких миллисекунд должен подаваться большой ток, а затем несколько миллисекунд слабого тока. Для этой цели были разработаны импульсно-дуговые машины.
Как следует из названия, эти машины подают ток «импульсами». Машина подавала ток двух уровней — сильного тока и слабого тока (также называемого фоновым током). Время подачи каждого контролируется программой. Машина многократно обеспечивает один и тот же цикл, переключаясь с высокого тока на низкий ток и обратно на высокий ток.
Импульсный ток показан на рисунке ниже. Время появления сильных и слабых токов, продолжительность каждого из них, величину каждого и т. д. можно отрегулировать и ввести в программу машины. Это помогает точно настроить программу для удовлетворения потребностей приложения. Сварка импульсным током широко используется вместе с дуговой сваркой вольфрамовым электродом в среде защитного газа.
Итак, это что-то про дуговую сварку на постоянном токе. Пожалуйста, оставьте свои мысли в разделе комментариев ниже.
На что обратить внимание при покупке сварочного аппарата?
Этот пост также доступен на: Suomi
Когда срок службы сварочного аппарата подходит к концу или компания расширяет свою деятельность, самое время найти нового лучшего друга для сварщика. На рынке представлен широкий ассортимент сварочных аппаратов, и во многих случаях сравнение различных марок и моделей затруднительно. На что обратить внимание при покупке сварочного аппарата?
На рынке представлен широкий ассортимент сварочных аппаратов, и во многих случаях сравнение различных марок и моделей затруднительно. На что обратить внимание при покупке сварочного аппарата?
Хороший сварочный аппарат — это покупка на длительный срок, а зачастую и значительная инвестиция. Разумно потратить некоторое время на сравнение характеристик машины с вашими потребностями и требованиями. В лучшем случае производительность вашей компании и удовлетворенность работой ваших сварщиков выйдут на новый уровень при правильном оборудовании.
Вот некоторые важные моменты, которые необходимо учитывать при принятии решения о покупке.
Что вы свариваете?
Первое, что нужно сделать, это очень просто: для каких целей будет использоваться сварочный аппарат и почему приобретается новый аппарат. Сварочный процесс (MMA, TIG, MIG/MAG) уже ведет нас вперед и часто сужает выбор моделей. Покупка нового сварочного оборудования также является подходящим моментом, чтобы проверить, можно ли заменить существующие процессы сварки или дополнительно усовершенствовать их, внедрив специальные процессы .
Основные материалы играют ключевую роль при рассмотрении технических характеристик сварочного аппарата. При сварке MIG/MAG рекомендуется учитывать толщину листа и длину сварных швов. Чем толще пластины и длиннее сварные швы, тем выше также требуемая мощность и рабочий цикл источника питания. При сварке МИГ, если основным материалом является алюминий, единственно правильным вариантом является аппарат для импульсной сварки. С другой стороны, для сварки TIG всегда требуется сварочный аппарат переменного/постоянного тока. Эти критерии, в свою очередь, влияют на цену как новой машины, так и доступных моделей.
Также стоит подумать о том, подходит ли вам машина, специализирующаяся на конкретном сварочном процессе, или одна многофункциональная сварочная машина может делать то же самое? Это особенно зависит от роли сварки и ее критичности в операциях.
Какова роль сварки?
Роль сварки в компании и различные области применения определяют характеристики нового сварочного аппарата. Когда сварка является второстепенной вспомогательной работой, даже доступный сварочный аппарат может удовлетворить потребности. Однако дешевое редко является синонимом хорошего: чем лучше сварочный аппарат, тем лучше его характеристики дуги . Высококачественная дуга без брызг гарантирует, что нет необходимости тратить время на последующую обработку. Функциональность и надежность сварочного аппарата – это, безусловно, всегда важные характеристики – тогда не будут тратиться время и деньги на дополнительное обслуживание и заказ запчастей.
Когда сварка является второстепенной вспомогательной работой, даже доступный сварочный аппарат может удовлетворить потребности. Однако дешевое редко является синонимом хорошего: чем лучше сварочный аппарат, тем лучше его характеристики дуги . Высококачественная дуга без брызг гарантирует, что нет необходимости тратить время на последующую обработку. Функциональность и надежность сварочного аппарата – это, безусловно, всегда важные характеристики – тогда не будут тратиться время и деньги на дополнительное обслуживание и заказ запчастей.
Сварка производится только на заводе или, например, в небольшом закрытом помещении? Размер , мобильность и расположение машины играют важную роль, когда потребности в сварке являются исключительными. Различные аксессуары (подвески стрелы, длинные соединительные кабели и т. д.) облегчают повседневную работу сварщика. В некоторых заданиях наличие определенных аксессуары достаточно важны, чтобы повлиять на решение о покупке. Хорошей идеей будет обсудить доступные аксессуары с продавцом еще до принятия решения о покупке и купить необходимые аксессуары одновременно с самим сварочным аппаратом.
Хорошей идеей будет обсудить доступные аксессуары с продавцом еще до принятия решения о покупке и купить необходимые аксессуары одновременно с самим сварочным аппаратом.
Сварочный аппарат используется в личных или общих целях?
Сварочный аппарат является не только производственным инструментом компании, но и партнером сварщика. Мнение конечного пользователя часто является решающим фактором при принятии решения о покупке, склоняя чашу весов в определенном направлении.
Когда сварочный аппарат обслуживает только одного пользователя, в игру вступает лояльность удовлетворенного пользователя к бренду. Когда есть несколько пользователей, простота использования, языковые параметры и быстро адаптируемый пользовательский интерфейс имеют большое значение.
В частности, в промышленных условиях сварочные аппараты приобретаются на основе демонстраций и экспериментов . Когда сварщики после демонстрации могут свободно ознакомиться с характеристиками аппарата и им нравится то, что они видят, легче обосновать свой выбор. Убедитесь, что продавец ознакомит вас с функциями машины и что пробный период достаточен для нужд вашего бизнеса. Слушайте также свою сеть – компаний в той же отрасли могут уже иметь опыт работы с интересующим вас сварочным аппаратом.
Убедитесь, что продавец ознакомит вас с функциями машины и что пробный период достаточен для нужд вашего бизнеса. Слушайте также свою сеть – компаний в той же отрасли могут уже иметь опыт работы с интересующим вас сварочным аппаратом.
Доступны ли обслуживание и запасные части?
Каким бы блестящим ни был ваш сварочный аппарат, наступит момент, когда ему потребуется обслуживание или запасные части . Еще до покупки машины узнайте, где находится ближайший сервисный центр, и какое время их реакции. Кроме того, убедитесь, что расходные материалы и запасные части доступны. Когда расходные материалы высокого качества, их жизненный цикл дольше, обеспечивает значительную экономию средств в долгосрочной перспективе. Оригинальные расходные материалы производителя – самый экономичный и безопасный выбор.
Деловые отношения происходят между людьми. Преданный своему делу продавец, который ищет решения для ваших ключевых вопросов, связанных со сваркой, внушает больше доверия, чем безликий интернет-магазин. Профессиональный продавец или производитель незамедлительно ответит на ваши вопросы, даже после заключения сделки. Когда обещания выполняются и продукт соответствует ожиданиям, вполне естественно обратиться к тому же продавцу со своими будущими сварочными потребностями.
Профессиональный продавец или производитель незамедлительно ответит на ваши вопросы, даже после заключения сделки. Когда обещания выполняются и продукт соответствует ожиданиям, вполне естественно обратиться к тому же продавцу со своими будущими сварочными потребностями.
В зависимости от рынка и потребности, может быть хорошей идеей заранее убедиться, что документация для вашего нового сварочного аппарата в порядке и соответствует стандартам и отраслевым требованиям. Опять же, известный производитель с давним присутствием на рынке — хороший и безопасный выбор.
Не забудьте проверить гарантийную политику продукта перед принятием решения о покупке.
Цена имеет значение?
Цена сварочного аппарата, как и любого другого товара, измеряется не только деньгами. В конце концов, цена продукта составляет надежность, качество, жизненный цикл и срок службы , а также доступность запасных частей и ремонтопригодность.
