Хонинговальные головки своими руками: 👉 хонинговальная головка своими руками
Содержание
Хонинговальная головка (инструмент с ручной регулировкой и шарниром)
Данная хонинговальная головка – это ручной инструмент, который состоит из самой хонинговальной головки, колодки для брусков, адаптера и удлинительного стержня. Представленная в 5 моделях хонинговальная головка для ручного хонингования имеет широкий диапазон обработки. Она может применяться с различного рода оборудованием, включая ручные дрели, радиально-сверлильные станки, токарные станки и другие станки общего назначения. Помимо превосходной эффективности обработки наши хоны позволяют снизить стоимость станка. Для получения более подробной информации о хонинговальных головках с ручной регулировкой и шарниром не стесняйтесь обращаться к нам.
Технические параметры
| Диаметр обрабатываемого отверстия | Модель хонинговальной головки |
| 31.8-47.8 | SNJ-10 |
| 43.5-51.5 | SN-75 |
50. 1-66 1-66 | JN-95 |
| 64-178 | AN-112 |
| 64-310 | ANR-275 |
Структура
Примечание
1. Благодаря тому, что данный инструмент может быть оснащен различными колодками для брусков, он имеет более широкий диапазон применения. При необходимости Вам только потребуется заменить хонинговальные бруски.
2. Для хонинговальной головки данной серии доступно несколько видов удлинительных стержней, каждый из которых предназначен для обработки отверстий определенной длины.
3. Специально разработанный адаптер может быть соединен с электродрелью с такими же характеристиками. Вы можете заказать адаптеры, изготовленные в соответствии с Вашими требованиями. Хонинговальная головка также может быть соединена с радиально-сверлильными и другими станками.
AN-112
| Диаметр заготовки (мм) | Модель хонинговальной головки | Модель осёлка, направляющего башмака и держателя | Модель выдвижной штанги | Модель адаптера |
| 64-98 | AN-112 | G25 | AN-241, длина 305 мм AN-242, длина 610 мм AN-244, длина 1220 мм Диаметр∮16 мм | Длина AN-26A: 79. 5 мм. Длина стороны шестигранника: 12.7 мм. 5 мм. Длина стороны шестигранника: 12.7 мм. |
| 69-98 | AN-112 | M27 | ||
| 89-140 | AN-112 | N37 | ||
| 102-154 | AN-112 | W47 | ||
| 112-178 | AN-112 | Y57 |
Примечания
1. Для хонингования заготовок диаметром 64-178 мм необходимо использовать несколько держателей одновременно. Помните о необходимости своевременного ремонта поврежденных держателей.
2. Выдвижные штанги применяются для обработки особо длинных заготовок.
3. Стандартные адаптеры могут быть присоединены к ручной дрели. Адаптеры специальной конструкции могут применяться в радиально-сверлильных и токарных станках. Свяжитесь с нами напрямую, и мы поможем Вам выбрать правильную модель.
ANR-275
| Диаметр заготовки (мм) | Штурвал-адаптер 50.8 | Модель хонинговальной головки | Модель осёлка, направляющего башмака и держателя | Модель выдвижной штанги | Адаптер | Примечания |
| 64-98 | SDJT50.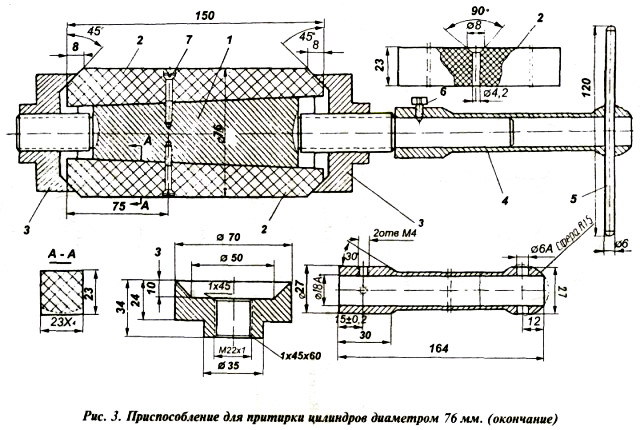 8 8 | MPS-H70 | HNG25 | 01SE-50.8-150 13. 01SE-50.8-200 14. 01SE-50.8-300 15. 01SE-50.8-400 16. 01SE-50.8-500 17. | Свяжитесь с нами напрямую, и мы поможем Вам выбрать оптимальную модель адаптера в соответствии с параметрами имеющегося оборудования. | нет |
| 87-110 | MPS-M2085 | нет | ||||
| 110-150 | MPS-M2110 | нет | ||||
| 150-190 | KMPSH70-150 | |||||
| 190-250 | KMPSH70-190 | |||||
| 250-310 | KMPSH70-250 |
Примечания:
1. Для хонингования заготовок диаметром 64-310 мм необходимо использовать несколько держателей одновременно. Помните о необходимости своевременного ремонта поврежденных держателей.
2. Выдвижные штанги применяются для обработки особо длинных заготовок.
3. Адаптеры специальной конструкции могут применяться в радиально-сверлильных станках. Адаптеры могут быть выполнены с конусом Морзе №3, №4, №5 и т.д. и применяться в других станках вертикального типа. Свяжитесь с нами напрямую, и мы поможем Вам выбрать правильную модель.
Адаптеры могут быть выполнены с конусом Морзе №3, №4, №5 и т.д. и применяться в других станках вертикального типа. Свяжитесь с нами напрямую, и мы поможем Вам выбрать правильную модель.
предыдущий:Хонинговальная головка (однопроходная хонинговальная головка с алмазными брусками)
следующий:Хонинговальная головка (инструмент для вертикально-хонинговальных станков)
Фотогалерея
НАШИ КОНТАКТЫ: E-MAIL: [email protected] г.Самара, | Главная ХОНИНГОВАЛЬНЫЕ ГОЛОВКИ производимые ПРОИЗВОДСТВЕННОЙ ГРУППОЙ «ПРОФХОНИНГ» 1. Принцип работы хонинговальной головки 1. Принцип работы хонинговальной головки 2. Принцип работы хонинговальной головки 2. Принцип работы хонинговальной головки 3. 3. Десяти брусочная хонинговальная головка 4. Двух разжимные х.г. 5-черновых, 5-чистовых брусков. 4. Двух разжимные х.г. 5-черновых, 5-чистовых брусков. 5 Двух разжимная хон. головка, 5-черновых, 5-чистовых брусков. 5 Двух разжимная хон. головка, 5-черновых, 5-чистовых брусков. 6 Хонинговальная головка с шестью брусками. 6 Хонинговальная головка с шестью брусками. 7 Восьми брусочная хонголовка 7 Восьми брусочная хонголовка 8 Восьми брусочные хонинговальные головки 8 Восьми брусочные хонинговальные головки 9 Блок цилиндров после хонингования 9 Блок цилиндров после хонингования Восьми брусочная хонинговальная головка ф 92-105 мм. с ручной подачей брусков. Восьми брусочная хонинговальная головка ф 92-105 мм. с ручной подачей брусков. Ручная регулировка алмазных брусков. Ручная регулировка алмазных брусков. Ручная регулировка и шарнир, для компенсации осевого смещения. Ручная регулировка и шарнир, для компенсации осевого смещения. Хон. головка ф 38 — 47 мм. с ручной регулировкой брусков, длина алмазных брусков 120 мм. Хон. головка ф 38 — 47 мм. с ручной регулировкой брусков, длина алмазных брусков 120 мм. Хонинговальная головка к станку 3К833 Хонинговальная головка к станку 3К833 Хонинговальная головка на восемь брусков Хонинговальная головка на восемь брусков Хонинговальная головка на шесть брусков. Хонинговальная головка на шесть брусков. Хонинговальная головка с ручным механизмом разжима алмазных брусков Хонинговальная головка с ручным механизмом разжима алмазных брусков Хонинговальная головка ф 35-43мм с шарниром, для компенсации осевого смещения. Хонинговальная головка ф 35-43мм с шарниром, для компенсации осевого смещения. Хонинговальная головка ф 38 — 47 мм, длина алмазных брусков 120 мм. Хонинговальная головка ф 38 — 47 мм, длина алмазных брусков 120 мм. Любую из представленных хонинговальных головок, можно заказать с необходимым вам диаметром, в диапазоне от 30 до 120мм. Адаптируем крепление хон.головки под ваш станок.
Перейдя по существующей ниже ссылке «ЗАЯВКА ON-LINE» укажите необходимые Вам параметры хонголовки. Наш менеджер свяжется с Вами для уточнения всех деталей и цены на хонинговальную головку. |

Поставщик инструментов для хонингования цилиндров двигателей для тяжелых условий эксплуатации
Описание
Что такое инструмент для хонингования цилиндров двигателей для тяжелых условий эксплуатации?
Мощный инструмент для хонингования цилиндров двигателя Хонинговальная головка представляет собой инструмент для хонингования цилиндров двигателя, который необходимо использовать в процессе хонингования.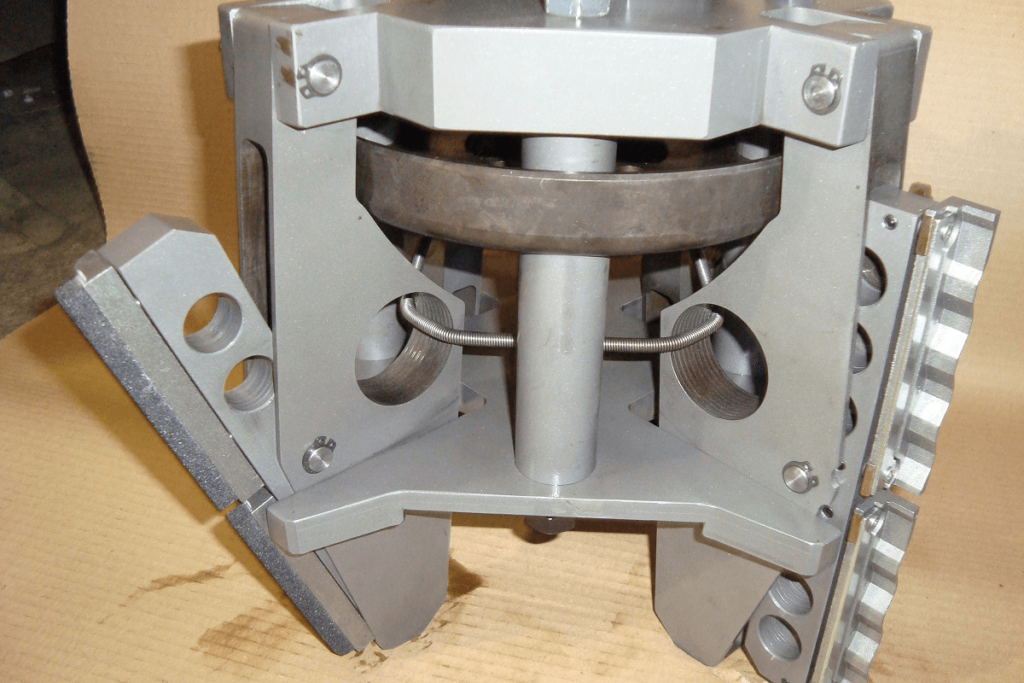 Широко используется для обработки отверстий цилиндров, цилиндров, отверстий клапанов и станков с ЧПУ / токарных станков, особенно для хонинговальных станков.
Широко используется для обработки отверстий цилиндров, цилиндров, отверстий клапанов и станков с ЧПУ / токарных станков, особенно для хонинговальных станков.
Какие существуют типы инструментов для хонингования цилиндров двигателей?
Инструменты для хонингования головок цилиндров двигателя включают горизонтальные хонинговальные оправки для головок цилиндров и вертикальные хонинговальные инструменты для головок цилиндров.
Инструменты для хонингования цилиндров двигателя для тяжелых условий эксплуатации поставляются компанией DGMF Mold Clamps Co., Ltd, производителем зажимов для пресс-форм в Китае, который также поставляет компоненты для литьевых форм, компоненты пресс-форм, станки и крепежные детали на ваш выбор. .
Технические характеристики набора для хонингования цилиндров двигателя
| Specifications | ||||
| Model | Adjustable Range | Type | Support | Weight |
| DGMF-Mold-Clamps-h51B | 42-66mm | Manual | 4-Jaw | 2KG |
| DGMF-Mold-Clamps-H50C | 48-80mm | Manual | 4-Jaw | 2KG |
| DGMF-Mold-Clamps-h201 | 66-140mm | Manual | 4-Jaw | 4KG |
| DGMF-Mold-Clamps-MT40 | 40-62mm | Manual/Motorised | 4-Jaw | 2KG |
| DGMF-Mold-Clamps-MT62 | 62-82mm | Manual/Motorised | 5-Jaw | 4KG |
| DGMF-Mold-Clamps-MT82 | 82-110mm | Manual/Motorised | 5-Jaw | 8KG |
| DGMF-Mold-Clamps- MT110 | 110–17 мм | Manual/Motorised | 5-Jaw | 8KG |
| DGMF-Mold-Clamps-SMT130 | 130-150mm | Manual | 5-Jaw | 8KG |
| DGMF-Mold-Clamps-SMT30 | 30-42 мм | Руководство | 4-чет | 2KG |
Установки: Цилиндр. 0011
0011
Precision Casting
Строгий стандартный дизайн продукта
Long Service Life
Высокая точность
Erasy в использовании
Stable Operation
Stable
Stable
. Clamps Co., Ltd
I. Конструктивные особенности инструмента для хонингования головок цилиндров DGMF-Mold-Clamps-SMT30
станок, способный совершать возвратно-поступательное вращение.
2. Изготовлен из высококачественной стали, имеет хорошую прочность и длительный срок службы; высокая точность обработки, хонинговальная головка может точно регулировать радиальный размер, а допуск обрабатываемого отверстия может достигать GB1800IT5.
3. Конструкция с четырьмя челюстями, стабильная конструкция, универсальное использование, высокая скорость хонингования, спецификация шлифовального бруска 60*5*3 мм, подходит для алмазного или эльборового шлифовального бруска.
4. Диапазон регулировки инструмента для хонингования головки блока цилиндров составляет 30-42 мм. Самое маленькое отверстие можно заточить до 30 мм, а самое большое — до 42 мм. Оснащен 3 наборами держателей шлифовальных брусков низкой, средней и высокой высоты, держателями низких шлифовальных брусков для шлифования отверстий 30-34 мм, держателями шлифовальных брусков среднего размера для шлифования отверстий 34-38 мм, держателями высоких шлифовальных брусков для шлифовки отверстий 38-42 мм.
5. Инструмент для хонингования головки блока цилиндров регулируется вручную с помощью регулировочной гайки, левое вращение предназначено для увеличения, а правое вращение — для уменьшения.
6. Инструмент для хонингования головки блока цилиндров имеет длину 160 мм и общую длину около 290 мм, а также универсальный шатун диаметром 12 мм.
II. Меры предосторожности при использовании инструмента для хонингования головок цилиндров DGMF-Mold-Clamps-SMT30
1. Перед хонингованием следует хорошо отрегулировать возвратно-поступательный ход хонинговальной головки. Это часть абразивной полосы, выступающая из верхнего или нижнего конца заготовки в хонинговальном отверстии, которая составляет около четверти длины абразивной полосы и выбирает подходящую величину подачи.
Это часть абразивной полосы, выступающая из верхнего или нижнего конца заготовки в хонинговальном отверстии, которая составляет около четверти длины абразивной полосы и выбирает подходящую величину подачи.
2. Перед использованием новой шлифовальной ленты ее следует закруглить, т. е. отшлифовать шлифовальную ленту отверстием заготовки. Только когда шлифовальная планка закруглена, можно гарантировать округлость и цилиндричность хонингованного отверстия. Круглость и цилиндричность хонингованного отверстия могут быть гарантированы только в том случае, если шлифовальная планка закруглена.
DGMF-Mold-Clamps-SMT30 Инструмент для хонингования головки цилиндров Используйте меры предосторожности.
1. Перед хонингованием следует хорошо отрегулировать возвратно-поступательный ход хонинговальной головки таким образом, чтобы шлифовальный брусок выступал из верхнего конца заготовки в хонинговальном отверстии или из верхнего конца.
Верхняя или нижняя часть заготовки, выступающая из хонинговального отверстия, составляет около четверти длины шлифовальной планки.
Четверть длины хонинговального бруска и выберите подходящую величину подачи.
2. Перед использованием новой шлифовальной ленты ее следует закруглить. Шлифовальная полоса должна быть отшлифована вместе с отверстием заготовки.
Только при закруглении шлифовальной планки можно гарантировать округлость и цилиндричность хонингованного отверстия.
Круглость и цилиндричность хонингованного отверстия могут быть гарантированы только в том случае, если шлифовальная планка закруглена.
DGMF-Mold-Clamps-h51B (диапазон регулировки 39–66 мм) регулируемая вручную 4-кулачковая хонинговальная головка с держателем абразива из 8 частей
Набор для хонингования цилиндров двигателя MT30 – DGMF Mold Clamps Co., Ltd -Mold-Clamps-H50C (диапазон регулировки 48–80 мм) регулируемая вручную четырехкулачковая хонинговальная головка с восемью шлифовальными брусками
DGMF-Mold-Clamps-h201 (регулируемый диапазон 66–140 мм) регулируемая вручную четырехкулачковая хонинговальная головка головка с восемью держателями для песка
Инструмент для хонингования головок цилиндров h201 – DGMF Mold Clamps Co. , Ltd
, Ltd
Инструмент для хонингования головок цилиндров DGMF-Mold-Clamps-h201 представляет собой регулируемую вручную хонинговальную головку.
Диапазон регулировки диаметра хонинговального отверстия 66-140 мм, четырехкулачковая конструкция, алюминиевый сплав.
Подходит для хонингования небольших партий
Может устанавливаться на хонинговальные станки и коромысла.
Все высококачественные стальные хонинговальные оправки для головок цилиндров обычно доступны в следующих размерах: (другие размеры могут быть изготовлены по индивидуальному заказу)
DGMF-Mold-Clamps-h51B
DGMF-Mold-Clamps-H50C
DGMF-Mold-Clamps-h201
DGMF-Mold-Clamps-MT40, регулируемый вручную диапазон 40–6 мм2, моторизованный 40–6 мм2 хонинговальная головка
DGMF-Mold-Clamps-MT62, регулируемый диапазон 62–82 мм, ручная или моторизованная, пятикулачковая хонинговальная головка Хонинговальная головка DGMF-Mold-Clamps-MT62 представляет собой регулируемую вручную хонинговальную головку с диапазоном хонингования 62-82, пятикулачковой конструкции, полностью из стали, для периодического хонингования и может использоваться на простых хонинговальных станках и коромыслах. сверла.
сверла.
DGMF-Mold-Clamps-MT82, регулируемый диапазон 82–110 мм, ручная или моторизованная пятикулачковая хонинговальная головка Инструмент Хонинговальная головка DGMF-Mold-Clamps-MT82 является точным и прочным хонинговальным инструментом благодаря своей конструкции, тонкому производству и использованию высококачественной стали.
DGMF-Mold-Clamps-MT110, регулируемый диапазон 110–170 мм, ручное или моторизованное 5-кулачковое хонингование
Все стальные хонинговальные головки обычно доступны в следующих размерах: (другие размеры могут быть изменены по индивидуальному заказу)
DGMF-Mold-Clamps-MT40
DGMF-Mold-Clamps-MT62
DGMF-Mold-Clamps-MT82
DGMF-Mold-Clamps-MT110
Инструмент для хонингования цилиндров двигателя DMT90 для хонинговального станка M4215 — DGMF Mold Clamps Co,. Ltd
Особенности конструкции хонинговальной головки DGMF-Mold-Clamps-DMT90
1. Подходит только для хонинговального станка Dahe M4215, соединенного с шатуном ML2, диаметр интерфейса 52 мм
2. Изготовлен из высококачественной стали, подходит для высокопрочного хонингования
Изготовлен из высококачественной стали, подходит для высокопрочного хонингования
3. Конструкция с пятью захватами, соответствующий размер абразивного бруска 120*12*12 мм
4. Диапазон хонингования 90-122 мм, с 4 различными держатели шлифовальных брусков по высоте
Хонинговальная головка DMT90 Engine Cylinder Hone Kit содержит все элементы
1. Один корпус хонинговальной головки (один набор из одного конуса)
2. 10 верхних штифтов
3. 20 держателей шлифовальных брусков
6
5. 4 пружины
Что такое хонингование?
Хонингование, также известное как растачивание, представляет собой чистовую обработку поверхности с помощью масляного бруска (также известного как хонинговальный брусок/цилиндрический хонинговальный камень), вставленного в хонинговальную головку.
Хонингование используется вместе с шлифовальным масляным бруском. Это может значительно повысить точность обработки и производительность деталей с высокой точностью и измеримостью. Он может выполнять общий процесс хонингования и технологию хонингования платформы и т. д.
Он может выполнять общий процесс хонингования и технологию хонингования платформы и т. д.
Спецификации продукта варьируются от φ15 до φ1000, а также могут быть изготовлены различные нестандартные спецификации в соответствии с требованиями пользователя.
Хонинговальная головка для глубоких отверстий подходит для вертикальных головок цилиндров или головок цилиндров с глубокими отверстиями. Мы можем использовать хонинговальную головку цилиндра для обработки всех видов заготовок с глубокими отверстиями. То же самое маленькое поле, когда инструмент использует процесс расточки.
Что такое хонингование?
Заготовка крепится на хонинговальном столе или в зажиме при хонинговании. Хонинговальная головка с несколькими цилиндрическими хонинговальными брусками вставляется в обрабатываемое отверстие, приводимая в движение шпинделем станка для вращения и совершения осевых возвратно-поступательных движений.
Полосы масляного бруска/цилиндрического хонинговального бруска приводятся в контакт со стенкой отверстия с определенным давлением, чтобы срезать очень тонкий слой металла. Хонинговальная головка инструмента для хонингования цилиндров двигателя обычно соединяется со шпинделем плавающим соединением.
Хонинговальная головка инструмента для хонингования цилиндров двигателя обычно соединяется со шпинделем плавающим соединением.
Существует несколько типов хонинговальных головок для цилиндров двигателей: механические, пневматические или гидравлические с автоматическим регулированием давления.
Инструмент для хонингования цилиндров двигателя с регулированием гидравлического давления в основном используется в производстве.
Каковы характеристики процесса хонингования?
① Хонингование — это эффективный метод обработки, обеспечивающий высокую точность обработки поверхности заготовки, высокое качество поверхности и длительный срок службы, что может эффективно повысить точность размеров, точность формы и уменьшить значение Ra, но не может улучшить точность позиционирования отверстие и другие поверхности.
② Может обрабатывать детали из чугуна, детали из закаленной и незакаленной стали и детали из бронзы, но не подходит для обработки деталей из прочных цветных металлов.
③ Хонингование в основном используется для обработки отверстий. Исходный центр отверстия для обработки используется для руководства в процессе хонингования отверстия. Диапазон диаметров обрабатываемых отверстий составляет φ5 ~ φ500, а отношение глубины к диаметру может достигать 10.
④ Хонингование широко используется в массовом производстве для обработки отверстий цилиндров, стволов цилиндров, отверстий клапанов и различных стволов оружия. Его также можно использовать в мелкосерийном производстве штучных изделий.
⑤ Соосность не может быть определена при хонинговании.
⑥ По сравнению со шлифованием хонингование снижает физический труд рабочих, повышает производительность и упрощает автоматизацию.
Для чего применяется хонингование?
Хонингование в основном используется для обработки различных цилиндрических отверстий с отверстием от 5 до 500 мм и более, таких как стволы цилиндров, отверстия под клапаны, отверстия под шатуны и коробчатые отверстия и т. д. Отношение глубины отверстия к отверстию может составлять до 10 или даже больше.
д. Отношение глубины отверстия к отверстию может составлять до 10 или даже больше.
При определенных условиях хонингование может также обрабатывать внешние окружности, плоские поверхности, сферические поверхности, поверхности зубьев и т. д. Цилиндрическое хонингование с шероховатостью поверхности обычно до Ra0,32 ~ 0,08 мкм, тонкое хонингование до Ra0,04 мкм или меньше и может улучшить геометрическую точность небольшого количества, точность обработки до IT7-4.
Качество поверхности плоского хонингования несколько хуже.
Как работает хонинговальный станок?
Хонингование обычно выполняется на хонинговальном станке. Шпиндель станка и хонинговальная головка цилиндра двигателя обычно имеют плавающее соединение; однако для улучшения возможности корректировки геометрии заготовки можно использовать и жесткую муфту.
При хонинговании отверстия головка хонинговального шпинделя цилиндра двигателя обычно устанавливается с 2–10 масленками/цилиндрическими хонинговальными брусками по внешней окружности, приводимыми в движение шпинделем станка для вращения в отверстии и совершения линейного возвратно-поступательного движения в в то же время, что является основным движением.
В то же время, с помощью инструмента для хонингования цилиндров двигателя в пружине или контроле гидравлического давления, масляный камень равномерно выходит наружу для обработки стенки отверстия для радиальной подачи.
Хонинговальный инструмент — delapena Honing
В delapena мы разрабатываем, производим и поставляем широкий ассортимент хонинговального инструмента для наших собственных хонинговальных станков, а также специальные приспособления для станков многих других производителей.
Мы также производим ряд ручных инструментов для использования на месте.
- Оправки и горизонтальные
- Вертикальные
- Тяжелые
- Специальные
- Тандемная линия
. Если не указано иное, все оправки поставляются с распорным клином для работы с открытым отверстием и, если не указано иное, могут быть модифицированы для работы с глухим отверстием.
Оправки диаметром от 12 мм и выше можно использовать вручную в электроинструменте или на станке, таком как PowerHone, с помощью адаптера CG100
Тип HS – Диапазон Ø3,05 – 25,91 мм
Ассортимент оправок из закаленной стали, доступных в различных вариантах рабочей длины: короткой и длинной серии, для обычного хонингования и необходимых для хонингования абразивных и твердых материалов. Оправки до Ø6,22 мм имеют полностью круглую рабочую головку. Свыше этого диаметра уникальная трехточечная конструкция рабочей головки устраняет вибрацию и обеспечивает быстрое исправление ошибок круглости.
Оправки до Ø6,22 мм имеют полностью круглую рабочую головку. Свыше этого диаметра уникальная трехточечная конструкция рабочей головки устраняет вибрацию и обеспечивает быстрое исправление ошибок круглости.
Тип PT – диапазон Ø15,62 – 79,4 мм
Ассортимент хонинговальных оправок с уникальной трехточечной рабочей головкой, состоящих из несъемного корпуса оправки со сменным направляющим башмаком.
Когда обувь изнашивается, ее просто снимают и надевают новую. Используется для применений, аналогичных типу B, и для всех отверстий диаметром более 25,4 мм. Доступны короткие, длинные и сверхдлинные серии. Если для работы с глухими отверстиями требуются оправки диаметром более 25,4 мм, это должно быть указано при заказе.
HS615 4NDCCS050 J0
Тип CCS – диапазон Ø1,14–3,05 мм
Трубчатая хонинговальная оправка, предназначенная для использования с цанговым адаптером 1651. Весь корпус оправки покрыт твердым хромом для увеличения срока службы. Эти оправки НЕ поставляются с клиньями, их необходимо заказывать отдельно. Оправки CCS НЕ подходят для обработки глухих отверстий. Примечание: на оправках типа CCS 9 можно использовать только «суперабразив».0009
Оправки CCS НЕ подходят для обработки глухих отверстий. Примечание: на оправках типа CCS 9 можно использовать только «суперабразив».0009
Тип PTK – Диапазон Ø15,62 – 66,68 мм
Ряд корпусов оправок постоянного типа, имеющих те же конструктивные особенности, что и тип HSK, и оснащенных сменными чугунными башмаками, которые должны быть обработаны до определенного диаметра для хонингования. Эти оправки доступны с короткой, длинной и сверхдлинной рабочей длиной и НЕ подходят для работы с глухими отверстиями.
Тип HSK – диапазон Ø6,22–25,91 мм
Ассортимент оправок из закаленной стали, специально предназначенных для хонингования отверстий, содержащих стандартные шпоночные пазы ISO. На основе конструкции типа HS, но с двумя или более абразивными стержнями, установленными рядом на держателе бруска, что дает общую ширину бруска примерно в два раза больше, чем шпоночный паз. Эти оправки доступны только в коротких сериях с рабочей длиной и НЕ подходят для обработки глухих отверстий.
Система особенно подходит для линейки хонинговальных станков delapena, которые обладают мощностью и производительностью для точного хонингования отверстий диаметром до 762 мм. Простая взаимозаменяемость хонинговальных головок обеспечивает универсальность применения и эффективность производства. Система вертикального хонингования также может использоваться с различным оборудованием, включая трубчатые хонинговальные станки, буровые станки, радиальные или столбчатые сверла и переносные электроинструменты.
Блок фрикционной подачи
Блок фрикционной подачи облегчает сжатие и расширение хонинговальных брусков во время их вращения в отверстии, что устраняет необходимость останавливать процесс для регулировки давления хонингования. Контроль давления камня обеспечивает повышенную точность и постоянство процесса хонингования.
Приводные валы доступны в широком диапазоне длин как для фрикционной подачи, так и для ручной регулировки. Стандартные ручные карданные валы имеют шестигранный привод.
Хонинговальные головки
В трех меньших хонинговальных головках используется двухконусный расширительный механизм. Эти головки подходят для наборов камней, установленных непосредственно на головке, и подходят для отверстий диаметром до 68,3 мм. В трех больших хонинговальных головках используется реечный механизм расширения.
Наборы камней
Если не указано иное, стандартные наборы камней поставляются следующим образом:
- MIDGET: набор из четырех камней
- MINOR: опция; — два набора камней и две направляющие или — четыре набора камней
- JUNIOR: на выбор; — два набора камней и две направляющие или — четыре набора камней
- СТАНДАРТ: опция; — два набора камней и две направляющие или — четыре набора камней
- MAJOR: используются два «стандартных» набора камней
Если необходимо исправить неровности отверстия, такие как овальность, всегда следует указывать два камня и две направляющие.
Камневозы
Для меньших диаметров в пределах стандартного диапазона головок наборы брусков устанавливаются непосредственно на головку хонинговального станка. Для стандартных головок диаметром более 92,25 мм, а также для всех крупных и гигантских головок требуются держатели камней. В эти многоразовые блоки входят сменные наборы вставных камней, которые являются взаимозаменяемыми, чтобы гарантировать, что небольшой ассортимент камней подходит для широкого спектра применений.
Для стандартных головок диаметром более 92,25 мм, а также для всех крупных и гигантских головок требуются держатели камней. В эти многоразовые блоки входят сменные наборы вставных камней, которые являются взаимозаменяемыми, чтобы гарантировать, что небольшой ассортимент камней подходит для широкого спектра применений.
Опоры для камней
Для отверстий диаметром более 158,75 мм дополнительная жесткость узла хонинговальной головки обеспечивается за счет включения опоры для камней. Опора для брусков удерживает держатели брусков и бруски, обеспечивая стабильное качество заточки.
Переходник CG100
Там, где требуется хонингование деталей меньшего диаметра, чем 25,4 мм, и невозможно использовать ручную горизонтальную хонинговальную машину, например, когда деталь слишком тяжелая или громоздкая, чтобы ее можно было держать вручную или для хонингования отверстий in situ можно использовать адаптер delapena CG100.
Универсальная модульная инструментальная система, позволяющая клиентам выбирать комбинации держателей брусков и держателей брусков, чтобы обеспечить оптимальное решение для хонингования любого диаметра отверстия (и типа материала) для хонингования широкого диапазона размеров деталей с минимальным временем настройки.
 Эта надежная инструментальная система разработана для обеспечения эффективности и долговечности и опирается на традиции качества delapena.
Эта надежная инструментальная система разработана для обеспечения эффективности и долговечности и опирается на традиции качества delapena.
Доступна в версиях с одним (коротким), двумя (стандартными) или тремя (длинными) камнями, а также с двумя камнями и двумя направляющими (HD2) или четырьмя камнями (HD4), эта система подходит для большинства применений.
Совместим с хонинговальными станками большинства марок и заменяет модульные инструментальные системы конкурентов.
- Возможность расширения от 108 до 1222 мм
- Используются стандартные камни и направляющие delapena H70
- Доступны версии с одним, двумя или тремя камнями по длине
- Доступны наборы из двух камней и двух направляющих или четырех камней
- Доступны держатели суперабразивных брусков
- Совместимы с большинством марок хонинговальных станков
- Быстрая разборка для очистки и обслуживания
- Может быть адаптирована для стандартных вертикальных инструментов delapena
Хонинговальная головка
приводной вал и включает в себя универсальный шарнир и вращающуюся систему расширения. Доступны модели с 1, 2 или 3 камнями (101,6, 203,2 и 304,8 мм). Доступны адаптеры
Доступны модели с 1, 2 или 3 камнями (101,6, 203,2 и 304,8 мм). Доступны адаптеры
для установки на приводные валы других производителей.
Наборы камней
Наборы камней доступны с двумя камнями и двумя направляющими (HD2) или четырьмя камнями (HD4) и легко крепятся/снимаются с держателя адаптера с помощью монтажного инструмента HD. Каменная платформа вмещает 2 точильных бруска.
Если необходимо исправить неровности отверстия, такие как овальность, всегда следует указывать два камня и две направляющие.
Платформы для суперабразивных камней доступны с одинарным (SHD2) или двойным (SHD4) камнем. Наборы брусков delapena для тяжелых условий эксплуатации можно использовать со стандартными (1208) и большими (1210) вертикальными хонинговальными головками delapena.
Держатели камней
Наборы камней и направляющие устанавливаются на держатели. Держатели устанавливаются в хонинговальную головку и расширяются/сжимаются с помощью вращающейся системы расширения.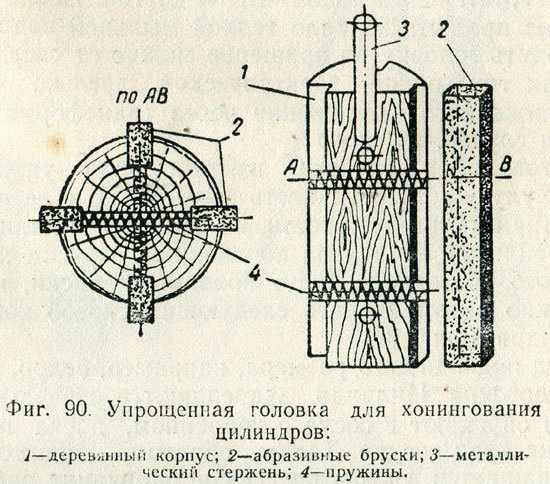 Каждый набор держателей охватывает определенный диапазон диаметров.
Каждый набор держателей охватывает определенный диапазон диаметров.
Несущие опоры
Для отверстий диаметром более 195 мм дополнительная жесткость узла хонинговальной головки обеспечивается за счет включения несущей опоры. Несущая опора стабилизирует держатели камней и камни для обеспечения стабильной работы. Как и в случае с держателями для камней, опоры для камней охватывают тот же диапазон диаметров, что и держатели для камней.
Масло для хонингования для тяжелых условий эксплуатации
В дополнение к инструментальной системе delapena для тяжелых условий эксплуатации доступно специально разработанное масло для хонингования HD для удаления тяжелых припусков.
Приводные валы
Приводные валы доступны по специальному заказу в соответствии с конкретными требованиями заказчика по длине и типу соединения, чтобы соответствовать другим хонинговальным станкам, таким как Gehring и Sunnen.
Для каждой машины делапена делает свой инструмент.
 Не только для специальных модификаций стандартных инструментов, но и для еще не изобретенных инструментов. Объем наших инструментов не имеет границ, а наш опыт соответствует качеству наших услуг.
Не только для специальных модификаций стандартных инструментов, но и для еще не изобретенных инструментов. Объем наших инструментов не имеет границ, а наш опыт соответствует качеству наших услуг.
Наш подход к специальным инструментам заключается не только в том, чтобы создать лучший инструмент для работы, выполнить задание, уложиться в бюджет и выполнить заказ, но и выйти за рамки этого, чтобы точно понять требуемое решение и поддержать наших клиентов в их удовлетворении. что нужно. Мы работаем не только в сфере поставок инструмента и с готовностью делимся своим опытом в качестве специализированных консультантов в машиностроительной отрасли.
Наше предложение специальных инструментов начинается с модификаций стандартных инструментов, доступных для наших собственных станков. Мы также предлагаем специальные инструменты для станков других производителей. Не только для замены или улучшения существующих специальных инструментов, но и для решения проблем с инструментами, которые еще предстоит решить.
«Проще говоря, если у вас возникла проблема с приложением для заточки, которое требует чего-то инновационного, обращайтесь к нам. Мы сделаем все, что угодно!»
Дэвид Артур, председатель группы delapena
Вертикальные инструментальные головки delapena адаптированы для использования на горизонтальных хонинговальных станках. Это дает пользователю альтернативный вариант хонингования на меньших диаметрах (25–79 мм) и возможность хонингования отверстий, превышающих диапазон инструмента для оправки делапена (>79 мм).мм).
GHA281
Midget — GHA-281
Диапазон диаметров 25,4–38,1 мм (1,00–1,50 дюйма)
Головка располагается в носовой части шпинделя, а механизм линейной подачи расширяет камни. 4 — 31,7 мм (1,00 — 1,25 дюйма)
27 — Ø31,7 — 38,1 мм (1,25 — 1,50 дюйма)
Малый — GHA-283
Диапазон диаметров 38,1 — 55,8 мм (1,50 — 2,20 дюйма)
Головка находится в нос шпинделя и механизм линейной подачи расширяют камни.
Типы камней
28 — Ø38,1–44,4 мм (1,50–1,75 дюйма)
29 — Ø44,4–50,8 мм (1,75–2,00 дюйма)
30 — Ø50,8–55,8 мм (2,00–2,20 дюйма)
Junior — GHA-285
Диапазон диаметров 50,8 — 68,3 мм (2,00 — 2,69 дюйма)
Головка располагается в носовой части шпинделя, а механизм линейной подачи расширяет камни.
Типы камней
T – Ø50,8–55,8 мм (2,00–2,20 дюйма)
U – Ø55,5–60,9 мм (2,20–2,40 дюйма)
V – Ø60,9–68,3 мм (2,40–2,69 дюйма) )
Стандарт — GHA-287
Диапазон диаметров > 65,0 мм (> 2,56 дюйма) #
Головка располагается в носовой части шпинделя, а механизм линейной подачи преобразуется с помощью винтового адаптера во вращательное движение подачи в хонинговальной головке для расширения брусков. При установке нового бруска устанавливается квадратный хонинговальный корпус должен быть удален из сборки. обратите внимание, что максимальный диаметр заточки зависит от области применения. 0520
0520
delapena Инструмент для тандемного хонингования
delapena производит хонинговальный инструмент для тандемного выравнивания для общих требований аэрокосмической отрасли, а также специальный инструмент для всех требований выравнивания.
Example Setup
| MT58133/170 | MT19002/170 | Gear Rib/MLG |
| MT58133/191/1 | MT19003/191/1 | Side Stay |
| MT58133/347/1 | MT19033/347/1 | Side Stay |
| MT58133/244 | MT58254 | Gear Rib/MLG |
| 1207 Standard Head | MT19065 | Retract Jack |
| MT58133/244 | MT58254 | Gear RIB/MLG |
| MT58133/355 | MT19033/355 | STATE |




Изображение 2 |
Цель хонингования
При окончательной обработке хонингованием возможно не только получение отверстий или цилиндров с желаемыми диаметрами и качеством внутренней поверхности. Также погрешности в геометрии отверстий, возникшие при предыдущей обработке, которые, соотв., не смогли быть устранены, могут быть исправлены. Ниже представлены наиболее частые погрешности формы и поверхности.
Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL® первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL® представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSIL®c рисунком шероховатости.
На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSIL®c рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL® следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL®-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Требования к хонинговальному инструменту и обрабатывающим брускам
Хонинговальные инструменты
При обработке алюминия хонингование, а также процесс раскрытия должны производиться с помощью так называемых многобрусковых хонинговальных инструментов. Для достижения точной геометрии отверстий требуется от 5 до 8 расположенных по периметру обрабатывающих брусков (изобр. 1). Установка режущих брусков достигается у многобрусковых хонинговальных головок посредством центральной конической раздвижки с гидравлическим или электромеханическим приводом (изобр.3). Наиболее подходящими являются станки, у которых установка хонинговальных брусков происходит гидравлически, и таким образом возможно очень точное регулирование давления и установки.
Механические устройства установки брусков от руки как у вышеназванной головки с зубчатой рейкой (изобр. 2) не позволяют установку с требуемой точностью. Особенно выдерживаемые при обработке алюминия низкие давления резания едва ли возможно при ручной установке правильно дозировать и устанавливать.
Поэтому стандартные хонинговальные инструменты с двумя или 4-мя хонинговальными брусками, раздвигаемые механически при помощи зубчатой рейки, непригодны для обработки алюминия. Требуемые качества поверхности и геометрии отверстия этим достичь невозможно. Кроме того, при хонинговании алюминия нельзя работать с направляющими планками.
Изображение 1
Изображение 2 |
Изображение 3
1. Карданный шарнир
2. Хонинговальный инструмент
3. Кольцевая пружина
4. Хонинговальный брусок
5. Хонинговальная головка
6. Установочный конус
Хонинговальные бруски
По причине особых требований при хонинговании алюминиевых рабочих поверхностей цилиндров применимы только абразивные бруски с алмазами на пластмассовой связке. Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Бруски являются и при мягком материале, как алюминий, самозатачивающимися, т. е., связка алмазов достаточно прочна для удержания алмазов в процессе хонингования, в то же время достаточно мягка, чтобы затупившиеся алмазные зёрна смогли бы вывалиться. Выдерживание параметров обработки препятствует разрушению, а также выламыванию интегрированных кристаллов кремния, и поверхность оптимально подготавливается к последующей операции раскрытия. KS-алмазные абразивные бруски (см. главу «3.8 KS — инструменты для обработки алюминия») разрабатывались и согласовывались специально для обработки ALUSIL®, LOKASIL® и сравнимых алюминиево-кремниевых материалов.
Изображение 4 |
Указание
Керамические хонинговальные бруски, в том виде как они многие годы при ремонте двигателей применяются и рекомендуются, не располагают требуемыми сегодня свойствами по обработке, а также требуемой технологической надёжностью. Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Связка абразивных зёрен керамических хонинговальных брусков слишком тверда для обработки алюминиевых рабочих поверхностей цилиндров. Эффект самозатачивания у керамических хонинговальных брусков, как он проявляется при хонинговании серого чугуна вырыванием или откалыванием затупившихся режущих зёрен, при хонинговании алюминия не наступает. Тупые режущие зёрна остаются в бруске, что ведёт к возрастанию давления резания. Интегрированные в стенке цилиндра кристаллы кремния, составляющие необходимую пару скольжения для поршневых колец, не могут выдержать такого слишком высокого давления резания, вырываются и разрушаются. Далее, из-за избыточной смазки хонинговальных брусков алюминием, дело часто доходит до разрушения почти полностью обработанной поверхности цилиндра. Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования. Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Параметры обработки при хонинговании
В противоположность хонингованию серого чугуна, хонингование алюминия производится при более высоких оборотах и более медленной подаче. Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу «3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра»). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр.
Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу «3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра»). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр. 2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
Изображение 2 |
Операция хонингования KS-алмазными хонинговальными брусками должна длиться, как минимум, по 90 секунд на каждое отверстие цилиндра. Меньшее время обработки указывает на слишком высокое давление нажатия брусков вкупе с более высоким их износом.
Указание!
Отверстия цилиндров от хонингования нагреваются. Из-за связанного с этим теплового расширения блока цилиндров проверка (замер) диаметров цилиндров должен быть произведён только после их охлаждения до температуры помещения.
Важно!
Для предотвращения замазывания брусков и улучшения смазки следует процесс хонингования прерывать на короткое время каждые 30 секунд обработки. Контакт бруска со стенкой цилиндра должен быть прерван. Обработка должна быть продолжена только тогда, если режущие поверхности вновь хорошо снабжены хонинговальным маслом и промыты. Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
Параметры обработки при хонинговании Значение | ||
Рекомендуемое число оборотов при хонинговании | 250-350 1 /мин | |
Минимальное число оборотов при хонинговании | 200 1 /мин | |
Максимальное число оборотов при хонинговании | 400 1 /мин | |
Скорость подачи хонинговальной головки относительно числа оборотов | 1/мин | т/мин |
400 | 16 | |
350 | 14 | |
300 | 12 | |
200 8 | ||
Угол хонингования (произведение числа оборотов и скорости подачи) | 15-20° | |
Потребная величина снятия материала, относительно диаметра цилиндра | от 0,06 до 0,1 мм | |
Рекомендуемое давление нажатия брусков | 30 Н/см2 | |
Максимальное давление нажатия брусков | 40 Н/см2 | |
Общее время обработки отверстия цилиндра (приблизительное значение) | > = 90 s | |
Желаемая шероховатость поверхности (R2) | от 0,06 до 0,10 мм | |
Перебег хонинговальным бруском верхней и нижней мёртвых точек, относительно длины бруска | = 30% | |
Желаемая степень разрушения кристаллов кремния | 5-10% | |
Максимально допустимая степень разрушения кристаллов кремния | макс. | |
Допускаемая некруглость отверстия цилиндра (технологический допуск) | +/-6 um | |
 30%
30%Краткая информация о 3 типах часто используемых хонинговальных головок 2019 – Алмазные шлифовальные инструменты
Краткая информация о 3 типах часто используемых хонинговальных головок 2019
Краткое описание
1 Общий тип
Одиночный камень
2 Тип маленького отверстия
Тип
2.2 Противоположная втулка Тип
2.3 Регулируемый тип
3 Специальный тип
3.1 Тип с коротким отверстием
3.2 Тип с коническим отверстием
3.3 Тип с большим отверстием
3.3.1 Тип выпуклого кольца с большим отверстием
3.3.2 Регулируемый тип с большим отверстием
Краткое описание
Хонинговальная головка является важной частью хонинговального станка. Структура головки оказывает большое влияние на качество обработки и эффективность производства. Требования заключаются в том, что хонинговальный камень может равномерно подниматься и сжиматься в радиальном направлении, а также может регулировать давление на обрабатываемую поверхность и поддерживать давление в определенном диапазоне.
Требования заключаются в том, что хонинговальный камень может равномерно подниматься и сжиматься в радиальном направлении, а также может регулировать давление на обрабатываемую поверхность и поддерживать давление в определенном диапазоне.
Основание камня имеет определенную жесткость, когда ошибка формы обрабатываемого отверстия увеличивает давление камня, камень не может смещаться и перекашиваться в направлении радиуса. При хонинговании до конечного размера камень может быстро втягиваться, а хонинговальная головка может возвращаться из отверстия.
Хонинговальные головки можно разделить на три типа в зависимости от объектов обработки.
1 Общая хонинговальная головка
Обычно используется для обработки средней апертуры. Он состоит из корпуса шлифовальной головки, точильного бруска, основания бруска, направляющей планки, пружины и конического распорного сердечника. Когда конус ядра расширения движется, камень может расширяться или сжиматься.
Хонинговальная головка представляет собой призматический цилиндр, а количество точильных брусков обычно нечетное. Каменное основание прямое с расширяющимся конусом подачи, посередине нет фиксированного штифта и переходной пластины. Структура проста, а система подачи жесткая.
Внешний диаметр головки должен исходить из диаметра обрабатываемого отверстия. Когда камень сжимается, внешний диаметр головки должен быть меньше диаметра обрабатываемого отверстия, чтобы головка могла входить или выходить из отверстия заготовки. Когда камень находится в максимально расширяющемся положении, внешний диаметр головки должен быть как минимум равен конечному требуемому размеру отверстия, добавляющему предельный износ камня.
Если используется активное измерение, необходима направляющая планка, расположенная вместе с камнями. Когда хонинговальная головка входит в отверстие заготовки, она действует как центрирующая. Кроме того,
позволяет избежать эксцентриситета головки, вызванного неравномерным износом камня. Внешний диаметр направляющих стержней по окружности должен быть на 0,1-0,5 мм меньше диаметра обрабатываемого отверстия, но больше диаметра камня, когда он сжимается и соосен с окружностью камня.
Внешний диаметр направляющих стержней по окружности должен быть на 0,1-0,5 мм меньше диаметра обрабатываемого отверстия, но больше диаметра камня, когда он сжимается и соосен с окружностью камня.
2 Тип хонингования с малым отверстием
При хонинговании малого отверстия диаметром 2-30 мм хонинговальная головка и основание представляют собой единое целое, благодаря чему расширяющийся сердечник и корпус головки соприкасаются друг с другом. по всей длине и повысить жесткость.
2.1 Хонингование одним бруском
Подходит для обработки отверстий с высокой прямолинейностью и апертурой 2-30 мм.
Подходит для обработки отверстий с высокой прямолинейностью и апертурой 2-30 мм. Хонинговальная головка состоит из двух направляющих брусков и бруска. Два направляющих стержня распределены асимметрично.
Широкая направляющая шина используется для восприятия результирующей радиальной и тангенциальной силы, создаваемой камнем, чтобы избежать деформации хонинговальной головки. Узкий направляющий стержень служит вспомогательной опорой для стабилизации состояния контакта между хонинговальной головкой и отверстием, повышая точность обработки. Эта хонинговальная головка используется в горизонтальном хонинговальном станке
Узкий направляющий стержень служит вспомогательной опорой для стабилизации состояния контакта между хонинговальной головкой и отверстием, повышая точность обработки. Эта хонинговальная головка используется в горизонтальном хонинговальном станке
. Материал направляющей шины — карбид или синтетический алмаз. Направляющая планка может быть выполнена в виде мозаики или покрыта алмазным порошком на поверхности головки с помощью гальванического покрытия или покрыта крупнозернистым алмазом в зависимости от отверстия. Затем используйте шлифовальный круг из CBN или хонинговальный камень, чтобы затупить направляющую шину и лишить ее режущей способности.
2.2 Хонинговальная головка с противоположной втулкой
Состоит из 2 полукруглых втулок, подходит для отверстий с прерывистой поверхностью и высокими требованиями к прямолинейности.
Радиальная разжимная подача хонинговальной головки осуществляется клиновым разжимным сердечником, который воздействует на наклонную поверхность 2 полукруглых втулок. Усадка происходит за счет силы упругости двух уплотнительных колец на обоих концах оси. Его можно приклеить к поверхности головы обычным абразивным камнем или приварить к поверхности головы несколько солдатиков с низкой температурой плавления.
Усадка происходит за счет силы упругости двух уплотнительных колец на обоих концах оси. Его можно приклеить к поверхности головы обычным абразивным камнем или приварить к поверхности головы несколько солдатиков с низкой температурой плавления.
Длина бруска в два раза больше длины бруска, выбранного общей хонинговальной головкой. Головка используется на шлифовальном станке для обработки режущей поверхности со стабильной точностью обработки, эффективностью резания примерно на 10% по сравнению с хонингованием одним камнем и длительным сроком службы. Эта хонинговальная головка используется в вертикальном хонинговальном станке.
2.3 Регулируемая хонинговальная головка
Используется для объемной обработки высокоточных отверстий. Погрешность формы отверстий может быть менее 0,5 мкм, а погрешность размера можно контролировать в пределах 2-3 мкм, а шероховатость поверхности может достигать Ra0,2 мкм.
Корпус хонинговальной головки представляет собой цельную втулку с 2 осесимметричными канавками с обеих сторон. используйте однопроходные хонинговальные инструменты, нанесите на его поверхность алмазное зерно толщиной 0,3-0,5 мм, а внутреннее отверстие головки представляет собой коническое отверстие. Конический расширительный сердечник в коническом отверстии может привести к упругой деформации всего корпуса головки и отрегулировать головку до заданного размера.
используйте однопроходные хонинговальные инструменты, нанесите на его поверхность алмазное зерно толщиной 0,3-0,5 мм, а внутреннее отверстие головки представляет собой коническое отверстие. Конический расширительный сердечник в коническом отверстии может привести к упругой деформации всего корпуса головки и отрегулировать головку до заданного размера.
Станки с такой хонинговальной головкой обычно представляют собой вертикальные многоосевые и многопозиционные хонинговальные станки. Головка жестко связана со шпинделем. Крепление заготовки выполнено по плавающему типу.
Движение этой головы отличается от обычного. С одной стороны головка вращается, с другой стороны она приближается к заготовке радиально и быстро, а скорость подачи составляет 1-1,5м/мин, и быстро возвращается. Один рабочий цикл может быть завершен.
3 Специальная хонинговальная головка
3.1 Хонинговальная головка для коротких отверстий
Головка и хонинговальная оправка могут быть выполнены в одном корпусе и жестко соединены. Направляющая планка из карбида встроена в хонинговальную головку, которая обеспечивает измерительную насадку для активного измерения хонингования и обеспечивает стабильную работу хонинговальной головки.
Направляющая планка из карбида встроена в хонинговальную головку, которая обеспечивает измерительную насадку для активного измерения хонингования и обеспечивает стабильную работу хонинговальной головки.
Передняя выпуклая часть является вводной направляющей, а передний конец является фиксированной направляющей в плавающем приспособлении при работе головки, чтобы обеспечить перпендикулярность оси хонинговального отверстия и торца.
Поскольку камень короткий, расширительный сердечник подачи представляет собой длинное тело одного позвонка для повышения жесткости и точности системы подачи.
3.2 Хонинговальная головка с коническим отверстием
Коническая ось и корпус головки вращаются вместе с помощью шпонок, а корпус хонинговальной головки также приводит в движение основание камня и камень для вращения и движения вперед-назад (коническая ось не вращается возвратно-поступательное движение).
Поскольку основание и камень перемещаются по конической поверхности конической оправки, а коническая оправка не перемещается в осевом направлении, точность конусности отверстия в заготовке зависит от точности конической оправки.
3.3 Хонинговальная головка с большим отверстием
3.3.1 Головка с выпуклым кольцом с большим отверстием
Внешний диаметр выпуклого кольца близок к хонинговальному отверстию, чтобы поддерживать основание бруска и выдерживать режущее усилие хонингования. . Обладает хорошей жесткостью. Поперечный штифт на основании камня находится близко к внутреннему концу выпуклого кольца, размещает камень в осевом направлении и воспринимает осевую силу во время хонингования.
3.3.2 Регулируемое хонингование большого отверстия
Поворот центральной маленькой шестерни может заставить стойку расширяться и сжиматься, а также хонинговать отверстие определенного диаметра без замены хонинговальной головки. Если хонинговать отверстие большего диаметра, нужно только заменить стойку.
В дополнение к поставке хонинговальной головки, наша компания также может изготовить на заказ алмазный и CBN хонинговальный брусок (палку), хонинговальную оправку и т. д. алмазный хонинговальный инструмент. Он может соответствовать маркам хонинговальных станков SUNNEN, NAGEL, GEHRING, KADIA, FUJI, NISSIN.
Хонингование — журнал Engine Builder Magazine
Блоки двигателей с годами стали тверже, переходя от серого чугуна к более твердым материалам, таким как чугун с уплотненным графитом (CGI). Эти изменения сделали более важным понимание того, как удерживание масла работает вместе с кольцевым уплотнением при хонинговании. Даже эталон измерения Ra (среднее арифметическое значение шероховатости) устарел, заменив его тремя более эффективными эталонами: Rpk (пиковая шероховатость), Rk (шероховатость ядра) и Rvk (шероховатость долины, находящаяся ниже шероховатости ядра).
Нажмите здесь, чтобы узнать больше
Эд Киблер из Rottler Manufacturing говорит, что геометрия отверстия, наряду с чистотой поверхности, является наиболее важным аспектом хонингования. «Слишком много операторов предполагают, что они делают круглые цилиндры.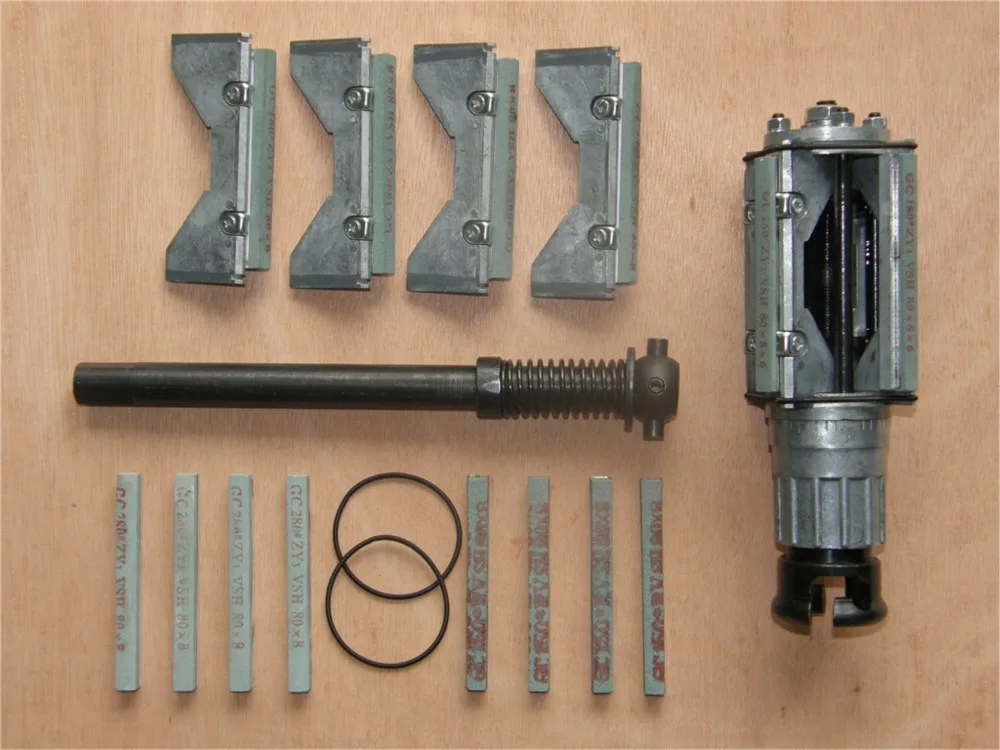 Большинство операторов постоянно проверяют прямолинейность, но многие не поворачивают нутромером на 90 градусов от того места, где они сделали первое измерение, чтобы убедиться, что цилиндр имеет тот же размер».
Большинство операторов постоянно проверяют прямолинейность, но многие не поворачивают нутромером на 90 градусов от того места, где они сделали первое измерение, чтобы убедиться, что цилиндр имеет тот же размер».
Киблер говорит, что существует прямая зависимость между давлением резания и количеством камней на хонинговальную головку. «Хонинговальные головки с шестью брусками справляются лучше, чем с четырьмя брусками, и намного лучше, чем с двумя брусками. Новые параметры шероховатости помогают определить правильную шероховатость, а именно RpK, Rk и RvK, а также Mr1 и Mr2. Ра на самом деле значит очень мало».
Ваш процесс хонингования определяется требуемыми значениями RpK и Rvk, согласно Kiebler. «Числа Rpk определяются камнем плато. Номера RvK определяются базовым финишем, а также временем, затраченным на плато с финишными камнями».
Перед хонингованием необходимо принять во внимание материал поршневого кольца и блока. «Применение и материал кольца важнее, чем материал блока», — говорит Киблер. «Но твердость материала блока может и будет изменять ваш процесс, определяя размер зернистости алмаза для базовой отделки».
«Но твердость материала блока может и будет изменять ваш процесс, определяя размер зернистости алмаза для базовой отделки».
Ключ к хонингованию заключается в том, чтобы кольца плотно прилегали к стенке цилиндра, делая впадины достаточной глубины. Но зайдите слишком глубоко, и вы удержите больше масла и создадите больше трения. Если глубина впадины слишком мала, кольца могут скользить по впадинам и терять герметичность.
По словам Киблера, вы действительно больше не можете приблизиться к чистоте поверхности. Он говорит, что они стали очень специфичными для таких приложений, как драг-рейсинг, гонки на серийных автомобилях или добавление таких вещей, как закись азота или турбонаддув и нагнетатели. «Мы разработали процедуру, которая позволяет большинству мастерских производить надлежащую отделку для всех этих применений всего с двумя размерами зерна. Это алмазы зернистостью 170 и CBN зернистостью 600 в различных количествах».
Kiebler говорит, что их новые хонинговальные станки намного проще в эксплуатации, чем старые ручные, потому что они имеют режим плоского хонингования. «На большинстве станков вы либо должны подавать камни вручную, либо хонинговальная головка вращается во время подачи камней. Это создает эффект вытирания, и шероховатость вашей поверхности будет отличаться от шероховатости нижней части цилиндра, что очень важно при попытке получить гладкую поверхность».
«На большинстве станков вы либо должны подавать камни вручную, либо хонинговальная головка вращается во время подачи камней. Это создает эффект вытирания, и шероховатость вашей поверхности будет отличаться от шероховатости нижней части цилиндра, что очень важно при попытке получить гладкую поверхность».
Киблер также отмечает, что камни сегодня просто лучше. «Внедрение абразивов CBN — это огромный шаг вперед. Эти абразивы действуют как стандартный стекловидный абразив, который является острым и чисто режет, но выдерживает тысячи цилиндров, в отличие от стандартных абразивов. Их необходимо использовать после алмазного хонингования, чтобы очистить весь порванный и фрагментированный металл с поверхности и получить ровную поверхность, необходимую для современных гоночных двигателей».
Более тонкие кольца, состав колец, более тонкие цилиндры, поскольку производители пытаются уменьшить вес, создают новые проблемы, подчеркивает Киблер. «Хотя кольца тоньше и могут лучше прилегать, они также имеют гораздо меньшее натяжение, поэтому, если у вас есть проблемы с геометрией отверстия из-за неправильной хонинговальной головки, слишком большого давления и т. д., они не смогут изнашивать кольца в отверстии и уплотнении. вверх. Вам нужно больше двух брусков в хонинговальной головке и станок, который может автоматически регулировать давление, чтобы не допустить чрезмерного давления резания на цилиндры, что приведет к их деформации».
д., они не смогут изнашивать кольца в отверстии и уплотнении. вверх. Вам нужно больше двух брусков в хонинговальной головке и станок, который может автоматически регулировать давление, чтобы не допустить чрезмерного давления резания на цилиндры, что приведет к их деформации».
По словам Боба Долдера из Sunnen, появление колец с низким натяжением приводит к тому, что хонингование становится более точным. «Возвращаясь к моей ранней истории с восстановлением двигателей, вы знаете, как мы проверяли чистоту поверхности? С миниатюрой. Это все, о чем вам нужно было беспокоиться с чугунными цилиндрами. Тогда не было колец низкого напряжения. Все это было очень напряжённо, вот как они изнашивались».
Тогда не нужно было шлифовать плоскость, замечает Долдер. «Ребята ломали двигатель, более или менее сбивая пики, ведя машину по автостраде, меняя скорость. Вот как вы их взломали. С тех пор мы прошли долгий путь.
Опытный хонинговщик может справиться со старым станком, если обновить головку, говорит Долдер. «Одна из ключевых особенностей CV616 или старого CK10 заключается в том, что вы действительно можете купить для него алмазную хонинговальную головку и заставить ее работать. Он не будет работать так же хорошо, как новый материал, но он будет работать. Это даст вам лучшую геометрию и хорошее качество поверхности. Проверяя чистоту поверхности и используя подходящие абразивы, вы можете заставить ее работать».
«Одна из ключевых особенностей CV616 или старого CK10 заключается в том, что вы действительно можете купить для него алмазную хонинговальную головку и заставить ее работать. Он не будет работать так же хорошо, как новый материал, но он будет работать. Это даст вам лучшую геометрию и хорошее качество поверхности. Проверяя чистоту поверхности и используя подходящие абразивы, вы можете заставить ее работать».
Одна из областей, которая может сбить с толку некоторых производителей двигателей, заключается в том, что некоторые думают, что эти компьютеризированные хонинговальные станки могут измерять геометрию отверстия, но это неверно, говорит Долдер. «Вот где машина говорит вам, что канал ствола тугой, и вам нужно это исправить».
«Что мы делаем, когда проверяем отверстие — будь то двигатель внутреннего сгорания или топливная форсунка диаметром всего 180 тысячных — мы проверяем геометрию отверстия. Но Долдер объясняет, что инструменты для проверки этого недосягаемы для большинства производителей двигателей. «Вы не можете сделать это ничем, кроме прицела, манометра или манометра. Для большинства магазинов они слишком дороги».
«Вы не можете сделать это ничем, кроме прицела, манометра или манометра. Для большинства магазинов они слишком дороги».
Что могут сделать магазины, если у них есть старая машина, в которой еще есть жизнь? «Мастерские все еще могут неплохо работать с тем, что у них есть, если они хотят обновить инструменты», — говорит Долдер. «Одна из самых больших проблем, с которыми мы сталкиваемся сегодня со старым оборудованием, заключается в том, что магазины учитывают тот факт, что инструмент изнашивается… машина изнашивается. Головные подшипники могут нуждаться в обновлении. Когда держатели изнашиваются, а сам корпус изнашивается, вы получаете суммирование [допуска]. Как только вы начнете складывать одну проблему поверх другой, у вас получится беспорядок».
Что касается того, какой тип абразива и зернистости моторостроители должны использовать для хонингования, это старый ответ: по-разному. Долдер говорит, что строители должны составить свою собственную книгу рецептов того, что подходит именно вам. «Во-первых, вам нужно знать, насколько твердый блок или, по крайней мере, какой блок вы затачиваете. И вам нужно это, чтобы поместить эту информацию в книгу рецептов. Следующее, что вам нужно сделать, это придумать решение для этого приложения, какое кольцо я выберу? Какие поршни я буду использовать? А то где мне нужны мои номера профилометра. Некоторые производители колец могут предоставить вам эту информацию. А иногда и нет. Я дам вам некоторые цифры, но суть в том, что вам нужно посмотреть на это. Вам нужно разобраться в этом приложении. Нужно ли использовать черновой абразив? И как долго мне нужно использовать его, прежде чем я добавлю финишный абразив или, может быть, что-то среднее между ними? Это может быть двухэтапный процесс или трехэтапный процесс, чтобы добраться туда, где вы должны быть».
«Во-первых, вам нужно знать, насколько твердый блок или, по крайней мере, какой блок вы затачиваете. И вам нужно это, чтобы поместить эту информацию в книгу рецептов. Следующее, что вам нужно сделать, это придумать решение для этого приложения, какое кольцо я выберу? Какие поршни я буду использовать? А то где мне нужны мои номера профилометра. Некоторые производители колец могут предоставить вам эту информацию. А иногда и нет. Я дам вам некоторые цифры, но суть в том, что вам нужно посмотреть на это. Вам нужно разобраться в этом приложении. Нужно ли использовать черновой абразив? И как долго мне нужно использовать его, прежде чем я добавлю финишный абразив или, может быть, что-то среднее между ними? Это может быть двухэтапный процесс или трехэтапный процесс, чтобы добраться туда, где вы должны быть».
Помимо самого хонинговального станка, ведутся споры о том, следует ли использовать охлаждающую жидкость на водной или минеральной основе. Это имеет значение? «Мы предпочитаем охлаждающую жидкость на водной основе из-за охлаждающего эффекта», — объясняет Киблер из Rottler. «При использовании алмазов они, как правило, выделяют большое количество тепла. Охлаждающие жидкости на водной основе отводят тепло от стенок цилиндров, как это делает антифриз при работающем двигателе. Охлаждающая жидкость или масла на минеральной основе действуют как теплоизолятор. Поэтому вы должны дать блоку остыть в течение часа, прежде чем проверять окончательный размер, поскольку цилиндры имеют тенденцию сжиматься при использовании масла в качестве охлаждающей жидкости».
«При использовании алмазов они, как правило, выделяют большое количество тепла. Охлаждающие жидкости на водной основе отводят тепло от стенок цилиндров, как это делает антифриз при работающем двигателе. Охлаждающая жидкость или масла на минеральной основе действуют как теплоизолятор. Поэтому вы должны дать блоку остыть в течение часа, прежде чем проверять окончательный размер, поскольку цилиндры имеют тенденцию сжиматься при использовании масла в качестве охлаждающей жидкости».
Киблер говорит, что вы можете использовать масляную или водную основу, так как алмазы будут работать и с тем, и с другим, но водная основа значительно дешевле и ее легче утилизировать, несмотря на то, что она не так долговечна, как масло. Водная основа требует немного больше ухода, так как вам нужно будет проверять уровень концентрации раз в неделю и, скорее всего, добавлять дополнительную воду из-за испарения.
Долдер из Sunnen говорит, что у обоих есть свои плюсы и минусы. «Плюс охлаждающей жидкости в том, что когда вы закончите, вы сможете ее проверить, и вам не придется перепроверять ее после того, как она остынет.

Хонинговальные головки своими руками: ✅ Хонинговальная головка своими руками
Содержание
Хонинговальная головка своими руками — Мастерок
Привет всем кулибиным. Есть ли у кого чертежи для хон головки от 76-100мм. Хочу сделать под привод от дрели!
На дрель видел в магазине инструментов зачем делать, сейчас не помню но ценик был не большой.
тот что на 3 лапы?китайский? Мне не подходит
Чем же её регулировать если под дрель ? Там же конусный валик в ней и на станках когда всё настраивается на хонингование специальной рукояткой с делительной шкалой регулируется подача самих алмазных брусков на вылет по диаметру .
Хонингование применяется после растачивания, развертывания и шлифования. Преимущественно для отделки отверстий с целью повышения точности его формы и размера. Для уменьшения шероховатости, а также для создания специфического микропрофиля обработанной поверхности. Обработка производится с помощью абразивных или алмазных брусков, закрепленных в хонинговальной головке (хоне).
Хонингование, конструкции хонов с разными способами крепления в шпинделе станка, хонингование при отделке наружных поверхностей шеек коленчатых валов.
Хонингование с жестким креплением хона в шпиндель станка при двух степенях свободы детали применяется для обработки деталей с параллельными верхней и нижней плоскостями и перпендикулярной к ним осью отверстия. В случае обработки мелких и среднегабаритных деталей применяется схема с жесткой связью хона и шпинделя станка при четырех степенях свободы детали.
Если несоосность шпинделя и обрабатываемого отверстия менее 0,05 мм, то применяют одношарнирное крепление хона. Если несоосность более 0,05 мм — то двухшарнирное, а детали придают четыре степени свободы.
Хон, как правило, совершает три движения:
— Вращательное (главное) движение D1.
— Возвратно-поступательное движение D2.
— Радиальное движение подачи брусков.
Способы крепления хона при разном числе степеней свободы детали.
Совокупность этих трех движений создает условия срезания микростружки и самозатачивания инструмента. На обработанной поверхности остаются характерные следы траектории движения зерна в виде сетки. Характер траектории зависит от сочетания величины скоростей поступательного и вращательного перемещения и угла а наклона вектора скорости резания. Конкретные значения скоростей резания определяются размерами детали и условиями обработки.
Характер траектории зависит от сочетания величины скоростей поступательного и вращательного перемещения и угла а наклона вектора скорости резания. Конкретные значения скоростей резания определяются размерами детали и условиями обработки.
Диапазон размеров хонингуемых отверстий:
— По диаметру 2,5-1 000 мм.
— По длине 5-25 000 мм.
Разновидностью обычного хонингования является вибрационное хонингование. При нем хону или детали придается дополнительное круговое или возвратно-поступательное движение с малой амплитудой (1-4 мкм) и частотой до 20 дв. х./мин.
Скорость главного движения D1:
— Для обработки стали составляет 45-60 м/мин.
— Чугуна — 60-75 м/мин.
Соотношение скоростей движений D1 и D2 равно 1,5-10,0. Производительность вибрационного хонингования значительно выше обычного хонингования. А в ряде случаев приближается к производительности шлифования.
На рисунке ниже показаны траектории движения абразивного бруска при обычном и вибрационном хонинговании. Крайнее верхнее 1 и нижнее 3 положения абразивных брусков устанавливают с перебегом Д2, необходимым для точной обработки отверстия. Минимальные отклонения формы получаются при перебеге, равном 0,33 длины бруска, и при длине бруска, равной 0,50-0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 2, т. е. смещаются на величину перекрытия А.
Крайнее верхнее 1 и нижнее 3 положения абразивных брусков устанавливают с перебегом Д2, необходимым для точной обработки отверстия. Минимальные отклонения формы получаются при перебеге, равном 0,33 длины бруска, и при длине бруска, равной 0,50-0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 2, т. е. смещаются на величину перекрытия А.
Вибрационное хонингование изменяет вид сетки, что обусловлено размахом колебаний бруска 2А, продольной подачей S бруска на один оборот и углом сетки а. Как показывает схема движения абразивных зерен, при вибрационном хонинговании резко уменьшается длина стружки, снимаемой зерном. А короткая стружка сравнительно легко удаляется из зоны резания. Это позволяет применять более твердые бруски, которые выдерживают большие давления без затупления или налипания металла.
Скорость резания при обычном хонинговании является геометрической суммой скорости вращения и скорости поступательного перемещения хона. С изменением угла а изменяется сетка рисок и царапин, образуемых абразивными зернами при относительном движении хона.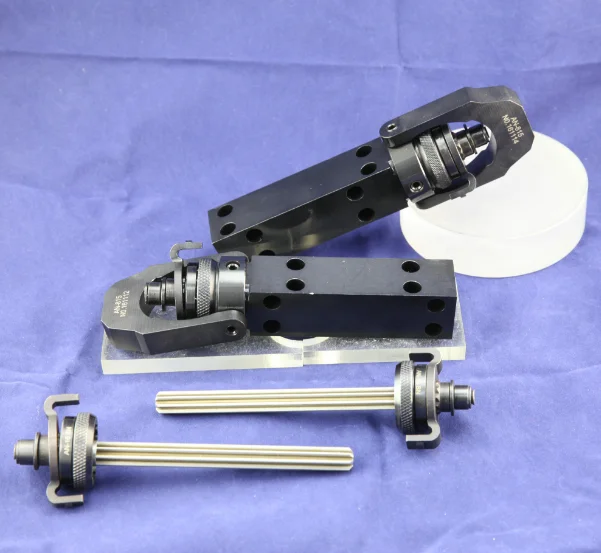
Траектория движения абразивного бруска при обычном и вибрационном хонинговании.
При малых углах а абразивное зерно может снимать более длинную стружку. Это затрудняет ее удаление из зоны резания. Минимальная длина стружки получается при угле 45 градусов. То есть при равенстве скоростей вращения и продольного перемещения хона. Поэтому для обеспечения оптимальных условий стружкообразования необходимо использовать достаточно высокие скорости поступательного движения хона.
Однако реверсивный характер этого движения в период изменения направления перемещения хона вызывает большие инерционные нагрузки в системах станка. Результаты хонингования и протекание самого процесса обработки зависят от его цикличности. Существенным фактором, влияющим на цикличность, является исходная шероховатость поверхности детали.
В начале обработки осуществляется интенсивный съем металла, что ведет и к интенсивному износу брусков. С уменьшением шероховатости обрабатываемой поверхности поверхность брусков сглаживается и интенсивность съема металла снижается.
Первоначальная режущая способность брусков и высокая интенсивность резания восстанавливаются в начале обработки следующей детали с исходной шероховатостью поверхности. Поэтому целесообразно выбирать наименьшее время хонингования.
Хонингование с нормированной радиальной подачей брусков.
В последнее время широкое распространение получает хонингование с нормированной радиальной подачей брусков. Величина подачи составляет 2-5 мкм/дв. х. хона. Для такой обработки целесообразно использовать алмазные и эльборовые бруски. Их износ за время обработки одной детали очень мал. Применение обычных абразивных брусков, кроме съема припуска требует компенсации износа брусков, который на протяжении цикла обработки меняется.
Поэтому подача должна быть переменной, что значительно усложняет конструкцию станка. В отличие от других способов отделочной обработки при хонинговании определяющее влияние на точность и шероховатость поверхности оказывает хон, который проектируется для конкретного случая обработки определенной детали.
Конструкции хонов с разными способами крепления в шпинделе станка.
Корпус 5 типового хона с двухшарнирным креплением имеет равномерно расположенные по окружности пазы, в которых размещаются державки 4 с напаянными на них алмазными брусками. В центральном отверстии корпуса перемещаются конусы 3, на которых лежат опорные поверхности державок 4. Радиальная подача державкам с брусками сообщается продольным перемещением конусов 3.
При входе в отверстие детали хон направляется планками с радиусной поверхностью. Хон шарнирно соединен с полой штангой 8, имеющей в нижней части шаровой наконечник 6. Внутри штанги движется шток 7, сообщающий осевое перемещение конусам 3 головки от гидромеханизма подачи станка. Шток 7 связан с конусами головки с помощью сферического шарнира через шток 13, промежуточный стержень 9, детали 12 компенсации износа брусков и штифт 10.
Подача станка действует лишь в одну сторону (вниз). Отвод конусов 3 и всех передаточных звеньев в верхнее положение происходит под действием пружины 11. При подъеме конусов алмазные бруски убираются внутрь корпуса хона с помощью кольцевых пружин 2. Обычно станок настраивают на определенную длину хода штока. Для быстрого снятия и установки хона предусмотрен байонетный замок.
При подъеме конусов алмазные бруски убираются внутрь корпуса хона с помощью кольцевых пружин 2. Обычно станок настраивают на определенную длину хода штока. Для быстрого снятия и установки хона предусмотрен байонетный замок.
Штанга со штифтом 14 входит в патрон, который запирается поворотом кольца. Хон подвешен на двух шарнирах, с помощью которых он самоустанавливается по обрабатываемому отверстию. Более упрощенную конструкцию имеют хоны с одношарнирным креплением и с жестким креплением.
По характеру крепления брусков в хоне различают:
— Хоны с подпружиненными брусками. При обработке отверстий не исправляются такие погрешности формы, как непрямолинейность оси отверстия.
— Хоны с жестким креплением брусков. При обработке происходит исправление всех погрешностей формы с потерей точности обработки.
Для обеспечения базирования хона по обрабатываемой поверхности число брусков в нем должно быть кратным трем. Процесс хонингования обычно осуществляется при обильном охлаждении, необходимом для удаления микрочастиц срезаемого металла и отходов абразивных брусков, снижения трения и предотвращения адгезионного схватывания абразивных частиц с обрабатываемым металлом.
Так как процесс проходит при невысоких температурах (50-100 градусов), то охлаждающие свойства жидкости (СОЖ) здесь не так важны, как при шлифовании. Состав СОЖ выбирают с учетом характеристик обрабатываемого материала и абразивных брусков, требований к качеству поверхности и производительности труда. Чаще всего используется СОЖ на основе керосина с добавлением минерального масла, олеиновой кислоты или скипидара.
При обработке чугуна в качестве СОЖ обычно используют чистый керосин или керосин с добавкой 10-20 % масла индустриального И-20А. Подробно выбор СОЖ при хонинговании описан в технической литературе.
Хонингование при отделке наружных поверхностей шеек коленчатых валов.
В практике хонингование применяется и при отделке наружных поверхностей тел вращения, в частности шеек коленчатых валов. Хонинговальное устройство в этом случае состоит из разжимных скоб 4 и 5 и инструмента — абразивной головки (разрезанного полого цилиндра), колодок 3 и 6, вдоль образующих которых укреплены абразивные бруски 1, 2, 7 и 8.
Хонинговальное устройство для отделки шеек коленчатых валов.
При вращении коленчатого вала обрабатываемая поверхность охватывается разжимными скобами, которые прижимают колодки с брусками к шейкам вала, осуществляя тем самым их обработку. При хонинговании применяются бруски из электрокорунда, карбида кремния или синтетических алмазов. Зернистость абразива от 8 до М20. Для алмазных брусков зернистость от 400 до 14.
По материалам книги «Технологические процессы ремонта автомобилей».
В. М. Виноградов.
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.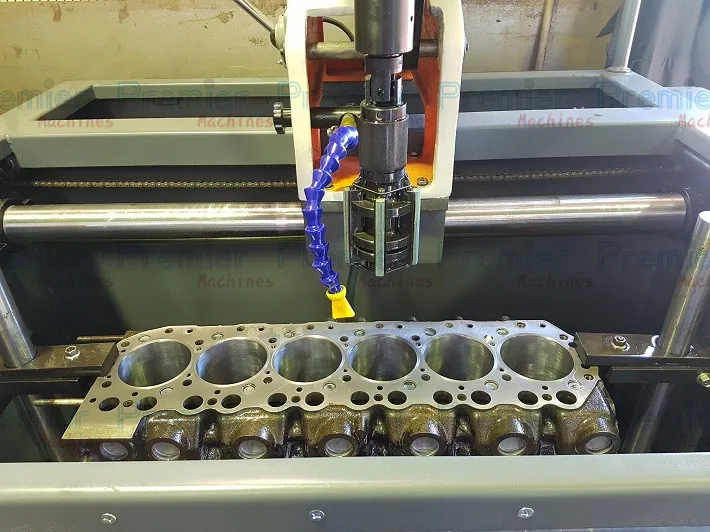
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.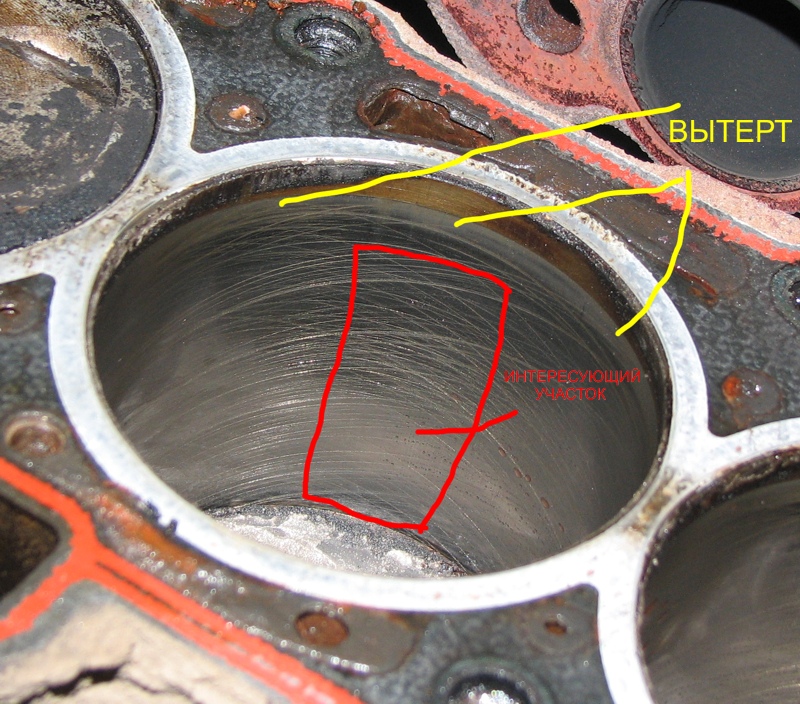
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
что это такое, для чего нужна хонинговка и расточка (видео). Хон или зеркало? Как сделать хонинговку своими руками? Инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ.
 Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни.
 Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Насадка для хонингования цилиндров — Домострой
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы.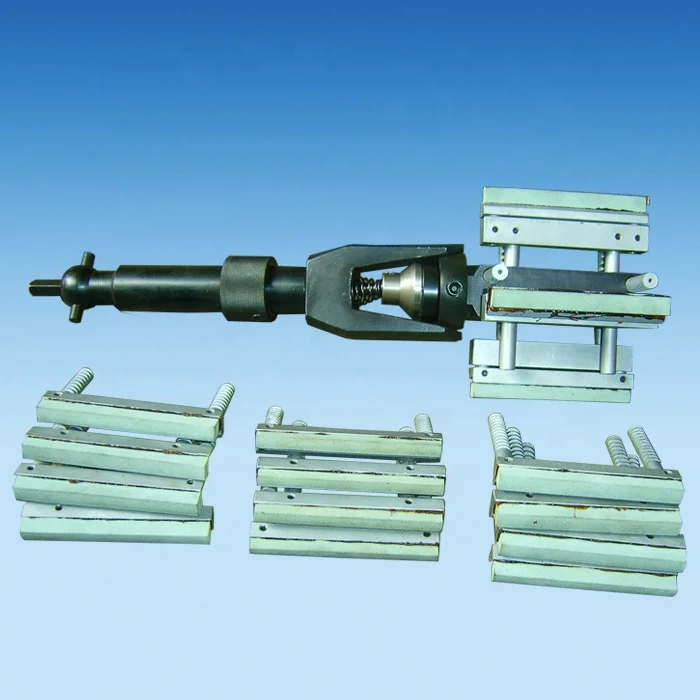 График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски.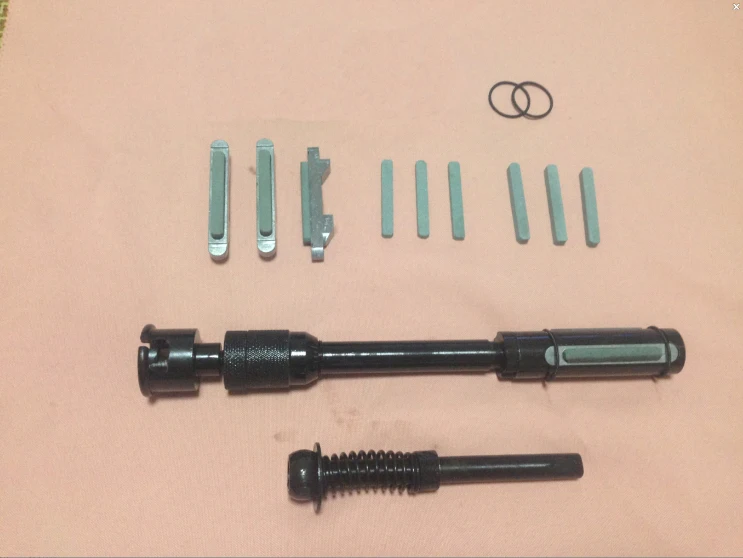 Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни.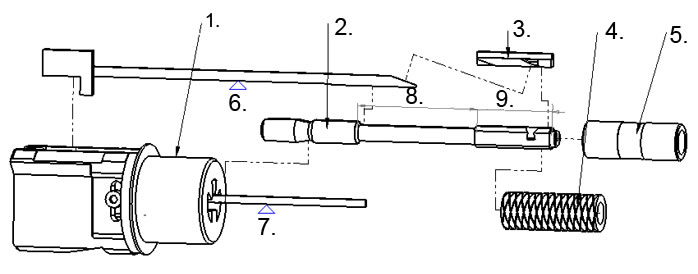 Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Компания «Механика» производит универсальные широкодиапазонные хонинговальные головки. Инструмент позволяет обрабатывать отверстия диаметром от 74 до 125 мм.
Применение универсальной хонинговальной головки существенно расширит возможности и повысит качество работы любого хонинговального станка или приспособления. Инструмент можно использовать на механических (3Г833), гидравлических (3К833), компактных (СС701), советских, российских, импортных, трофейных, репарационных и антикварных хонинговальных станках. И во всех случаях головка позволяет обеспечить точность и качество обработки.
Точность обработки и отклонения от геометрической формы обеспечиваются в пределах 0. 01мм.
01мм.
Головка позволяет использовать хонинговальные бруски всех основных производителей: SUNNEN, DELAPENA, RIGERS, GOODSON. Возможно использование отечественных алмазных хонинговальных брусков и специальных карцовочных щёток для платохонингования. Основные детали головки так же являются взаимозаменяемыми с инструментом указанных производителей.
Хонинговальная головка за счет особой геометрии и упругости опорных брусков автоматически исправляет эллипсность, восстанавливает геометрию отверстия и позволяет обрабатывать цилиндры сразу в ремонтный размер без предварительной расточки.
Допустимо использовать инструмент в «полевых условиях», с приводом от низкооборотной дрели или компактным приспособлением типа ГАРО (см картинку).
Дополнительно может комплектоваться штурвалом-адаптером. Штурвал-адаптер позволяет удобно и дозированно разжимать хонинговальные бруски головки независимо от основной системы разжима станка. Этим обеспечивается полная универсальность инструмента, возможность его легкого монтажа и удобного использования на станках любых типов.
Ознакомьтесь с техническими характеристиками устройства.
Обязательно уточняйте у продавца наличие товара в магазине перед посещением. Телефон магазина: 8(495)532-43-90
К оплате принимаем
Назначение: Применяется для финишной обработки рабочих поверхностей цилиндров двигателей внутреннего сгорания, тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости Для цилиндров диаметром от 32 до 89 мм Размер . →
Назначение:
- Применяется для финишной обработки рабочих поверхностей цилиндров двигателей внутреннего сгорания, тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости
- Для цилиндров диаметром от 32 до 89 мм
- Размер зернистости хонов: 220 (комплект сменных хонов «камней» поставляется также отдельно)
- Цилиндрический хвостовик с гибким удлинителем
- Подпружиненный механизм подвода хонов
- Гайка регулировки жёсткости пружины
- Вес: 0.
 149 кг
149 кг
Станок для расточки блока цилиндров
Главная » Станок » Станок для расточки блока цилиндров
№16 расточка и хонингование блока цилиндров своими руками — бортжурнал Honda Integra детка 1998 года на DRIVE2
1 Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка блока цилиндров может быть проведена только на специализированном оборудовании.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.2 Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров. Удачи вам при проведении расточки и хонингования цилиндров.
www.drive2.ru
Расточка блока цилиндров. Зачем нужно двигателю и можно ли сделать своими руками + подробное видео
Ко мне на блог часто приходят вопросы касательно силового агрегата, а именно его расточки. Новичкам не совсем понятно — зачем вообще происходит этот процесс, что он дает и сколько раз можно делать. Лично я, когда то сам лично перебирал мотор, нам приходилось точить блок и после этого «гильзовать», все это было на моем МОСКВИЧЕ 2140. В современных же реалиях при совершенно другом уровне смазывающих и охлаждающих жидкостей, такие ремонты ОЧЕНЬ редки, сейчас это делается больше для тюнинга, однако все по порядку …
СОДЕРЖАНИЕ СТАТЬИ
Для начала небольшое определение
Расточка блока – это процесс физической проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной (почти идеальной) геометрической формы.
Делается при капитальных ремонтах мотора, либо для тюнинга в основном для увеличения мощности.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Это первые звоночки.
Справедливости ради, иногда залегают компрессионные кольца, тут также упадет компрессия и повалит дым, однозначно нужно будет вскрывать мотор и разбираться
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.
ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Как происходит процесс растачивания
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
Если процесс расточки выполняется для ремонта, то есть присутствует большой износ (образовался эллипс), тогда производится ряд измерений, при помощи микрометрических стрелочных приборов — сколько нужно снимать со стенок. И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».
Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.
Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.
И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.
И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.
Гильзы как способ ремонта
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.
Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.
Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
Для начала разберем технологию изготовления современных блоков:
- При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
- Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.

- Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.
«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
avto-blogger. ru
ru
3. Конструкторская часть
3.1 Сравнительная техническая характеристика технологического оборудования для ремонта гбц.
Станок для расточки блока цилиндров АС 80
Параметр | Значение |
Развиваемое усилие, т | 4 |
Привод | Ручной гидронасос |
Ход штока L, мм | 120 |
Рабочий диапазон F, мм | 0-330 |
Вес нетто, кг | 30.5 |
Габариты, мм | 550×450×670 |
Данный станок был разработан для быстрой и эффективной расточки маленьких блоков цилиндров. Его основной характеристикой является сила шпинделя, прочность рамы и точное центрирование, дающее отличный результат.- Регулируемая скорость шпинделя.- Автоматическая остановка поперечного хода стола.- Быстрая установка резца.- Широкий спектр аксессуаров для восстановления всех видов цилиндров.
2.Станок для расточки блока цилиндров Артикул ас 70
AC170это станок для расточки блоков цилиндров, предназначенный для работы с блоками легковых и грузовых автомобилей с диапазоном диаметров цилиндров от 30 до 170мм.
Отличное качество и точность обработки обеспечиваются хорошо отлаженной механической частью станка в сочетании с современной управляющей электроникой.
Основные технические данные
Диапазон допустимого диаметра расточки, мм | 30-170 |
Диапазон вертикального перемещения резца, мм | 650 |
MAX расстояние от резца до стола, мм | 1020 |
Длина шпинделя, мм | 280 |
Диапазон скорости вращения шпинделя, мм | 150-500 |
Скорость подачи резца, об/мин | 0,12 |
Размер стола, мм | 1030х370 |
MAX продольное перемещение стола, мм | 850 |
MAX поперечное перемещение стола, мм | 120 |
Мощность электродвигателя шпинделя, кВт | 1,5 |
Мощность электродвигателя подачи резца, кВт | 0,75 |
Размеры (ДхШхВ), мм | 1030х1020х2000 |
Вес, кг | 1150 |
3.
 Станок для расточки блока цилиндров т8560
Станок для расточки блока цилиндров т8560
Станок для расточки блока цилиндров Т 8560 -Это специальное оборудование для восстановления и расточки отверстий седел клапанов цилиндров двигателя. Основной корпус расточки и основной вал обладают поступательной флотацией, что обеспечивает данному станку высокую точность и надежность ремонта и расточки, удобство управления и высокую операционную эффективность Станок также может обрабатывать различные головки блоков цилиндров и отверстия клапанов фиксатора седла., расположенные под высоким углом.
Преимущества 1 Станок для расточки блока цилиндров имеет способность плавного движения основного корпуса расточки, быстрого вращения основного шпинделя, быстрое и точное позиционирование 2 Оснащенный вращательными зажимами, станок имеет возможность пневматического закрытия и отличается удобством в управлении 3 Станок также имеет многофункциональный резец и регулировочный шпиндель, поэтому область использования станка широка 4 станок оснащен системой вакуумного обнаружения для быстрой демодуляции 5 станок имеет специальный заточный механизм,что улучшает работу переточенного резца.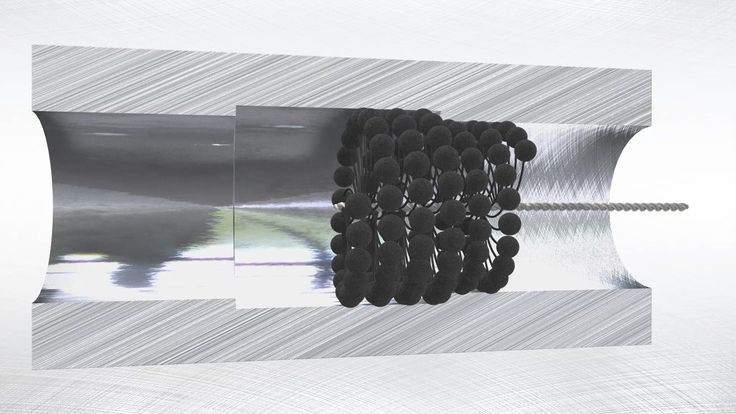 6 После установки сверла и развертки , станок способен выполнить трансформацию отверстий кабелепровода
6 После установки сверла и развертки , станок способен выполнить трансформацию отверстий кабелепровода
studfiles.net
4. Станок для расточки блока цилиндров см 2500v
Cm 2500v
Мощный двигатель (4 кВт) с переменной скоростью вращения шпинделя
Частота вращения шпинделя до 1200 об/мин
Двигатель для переменной подачи при резании
Быстрое (1500 мм/мин) выведение шпинделя из цилиндра
Переменная скорость движения стола 0-1200 мм/мин
Сверхпрочная конструкция
Станки AMC-SCHOU для расточки блоков цилиндров и фрезеровки плоскостей оборудованы новым мощным двигателем для вращения шпинделя и специальными твердосплавными вставками для держателей инструмента, что позволяет чрезвычайно быстро растачивать цилиндры до 350 мм. Все машины оборудованы автоматическим центральным смазыванием. Шпиндели, имеющие размеры для пожизненного качественного обслуживания, и чрезвычайно высокая прочность машины — ваша гарантия отличной работы на много лет.
3.3 Техника безопасности
Производство в металлообрабатывающих цехах требует одновременной работы различных станков на относительно небольшой производственной территории. Для комплексного производства нужно последовательно выполнять различные операции. Поэтому часто в станочном парке одного предприятия находятся токарные, сверлильные, фрезерные и другие станки. Например, горизонтально-фрезерный станок 6Р82. Обеспечение безопасности работы на них требует качественного заземления, как самих электродвигателей, так и металлических частей, которые даже теоретически могут находиться под напряжением. Открытые движущиеся и вращающиеся части в целях безопасности закрываются защитными кожухами. А сами эти кожуха должны надежно и прочно крепиться к неподвижным частям станков или конструкциям зданий. В случае применения для передачи движения на станки ременных или зубчатых передач, для них защитные кожухи устанавливаются съемной или откидной конструкции. В соответствии с правилами техники безопасности к работам на таких станках могут быть допущены только лица, прошедшие специальное обучение и инструктаж по технике безопасности. Еще до начала работы станочник должен привести в порядок свою одежду с целью исключения возможности захвата манжет рукавов, галстуков или других частей одежды движущимися частями станков и механизмов. Так же еще до начала работы требуется проверить работу и надежность предохранительных устройств. Если во время работы каких-либо станков образуются искры, опилки или стружка, то рабочее пространство таких станков должно быть защищено прозрачным защитным экраном, а рабочий должен находиться на рабочем месте в защитных очках. В качестве примера такого оборудования можно привести точильно-шлифовальный станок ТШ-4. Также станки подобного типа должны быть укомплектованы специальным местным светильником. Для удаления острой металлической стружки должны применяться специальные щетки из металла или крючки. Выполнение работы на фрезерном или сверлильном станке начинается только после набора полной частоты вращения шпинделя. Для обеспечения безопасной работы подачу сверла или фрезы рабочий должен осуществлять равномерно, без перекосов или рывков.
Еще до начала работы станочник должен привести в порядок свою одежду с целью исключения возможности захвата манжет рукавов, галстуков или других частей одежды движущимися частями станков и механизмов. Так же еще до начала работы требуется проверить работу и надежность предохранительных устройств. Если во время работы каких-либо станков образуются искры, опилки или стружка, то рабочее пространство таких станков должно быть защищено прозрачным защитным экраном, а рабочий должен находиться на рабочем месте в защитных очках. В качестве примера такого оборудования можно привести точильно-шлифовальный станок ТШ-4. Также станки подобного типа должны быть укомплектованы специальным местным светильником. Для удаления острой металлической стружки должны применяться специальные щетки из металла или крючки. Выполнение работы на фрезерном или сверлильном станке начинается только после набора полной частоты вращения шпинделя. Для обеспечения безопасной работы подачу сверла или фрезы рабочий должен осуществлять равномерно, без перекосов или рывков.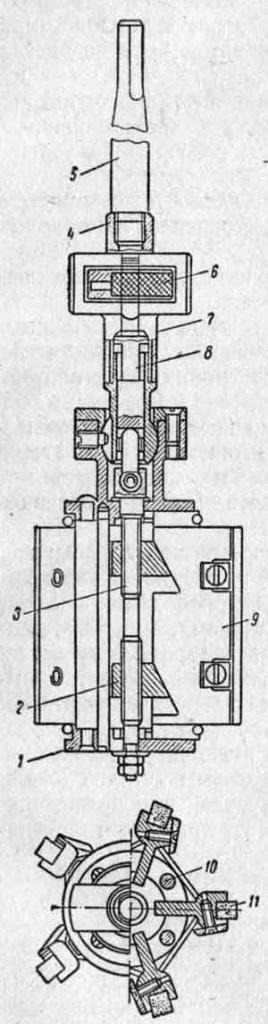 Измерение размеров заготовок или изделий может проводиться только после полной остановки движущихся частей станка. При работе на прессовом оборудовании еще до начала работы проверяется исправность пусковой педали. Эта педаль должна быть оборудована специальным предохранительным устройством, чтобы исключить возможность несанкционированного включения пресса в работу.
Измерение размеров заготовок или изделий может проводиться только после полной остановки движущихся частей станка. При работе на прессовом оборудовании еще до начала работы проверяется исправность пусковой педали. Эта педаль должна быть оборудована специальным предохранительным устройством, чтобы исключить возможность несанкционированного включения пресса в работу.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
studfiles.net
Хонингование блока цилиндров
Что понимают под хонингованием?
Хонингование — это одна из форм тонкой обработки резанием для достижения точно круглых отверстий при выдерживании определённого качества поверхности. Речь идёт о разнообразно применяемом в промышленности методе окончательной обработки отверстий и цилиндров. В зависимости от случая обработки, хонингование служит для достижения точно определённых шероховатостей, структур поверхности, а также для достижения супергладких поверхностей (последнее — не для рабочих поверхностей цилиндров двигателей внутреннего сгорания).
Речь идёт о разнообразно применяемом в промышленности методе окончательной обработки отверстий и цилиндров. В зависимости от случая обработки, хонингование служит для достижения точно определённых шероховатостей, структур поверхности, а также для достижения супергладких поверхностей (последнее — не для рабочих поверхностей цилиндров двигателей внутреннего сгорания).
Процесс хонингования происходит при постоянном соприкосновении поверхностей инструмента и заготовки. Снятие материала происходит при геометрически неопределённом резании благодаря собранным в хонинговальных брусках шлифовальным средствам (связанное зерно). Хонинговальные бруски помещены в хонинговальных головках, которые можно через зубчатые рейки или конусные механизмы устанавливать радиально и плоскопараллельно; тем самым достигается давление прижима. Хонинговальный инструмент движется при хонинговании одновременно в радиальном и осевом направлениях. Тем самым возникает характерная для хонингования перекрёстная сетка шлифовочных штрихов. Поэтому хонингование именуется также перекрёстным шлифованием. В зависимости от соотношения скорости вращения и скорости подачи получаются более или менее крутые углы хонингования. Для смазки, охлаждения, отвода снимаемого металла и шлифовальных зёрен в процессе хонингования подаётся в больших количествах хонинговальное масло или при обработке серого чугуна — водо-масляная эмульсия.
Поэтому хонингование именуется также перекрёстным шлифованием. В зависимости от соотношения скорости вращения и скорости подачи получаются более или менее крутые углы хонингования. Для смазки, охлаждения, отвода снимаемого металла и шлифовальных зёрен в процессе хонингования подаётся в больших количествах хонинговальное масло или при обработке серого чугуна — водо-масляная эмульсия.
Изображение 2 |
Цель хонингования
При окончательной обработке хонингованием возможно не только получение отверстий или цилиндров с желаемыми диаметрами и качеством внутренней поверхности. Также погрешности в геометрии отверстий, возникшие при предыдущей обработке, которые, соотв., не смогли быть устранены, могут быть исправлены. Ниже представлены наиболее частые погрешности формы и поверхности.
Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL® первичных кристаллов кремния и глубины их раскрытия
Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL® первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL® представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSIL®c рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL® следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL®-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Требования к хонинговальному инструменту и обрабатывающим брускам
Хонинговальные инструменты
При обработке алюминия хонингование, а также процесс раскрытия должны производиться с помощью так называемых многобрусковых хонинговальных инструментов. Для достижения точной геометрии отверстий требуется от 5 до 8 расположенных по периметру обрабатывающих брусков (изобр. 1). Установка режущих брусков достигается у многобрусковых хонинговальных головок посредством центральной конической раздвижки с гидравлическим или электромеханическим приводом (изобр.3). Наиболее подходящими являются станки, у которых установка хонинговальных брусков происходит гидравлически, и таким образом возможно очень точное регулирование давления и установки.
Механические устройства установки брусков от руки как у вышеназванной головки с зубчатой рейкой (изобр. 2) не позволяют установку с требуемой точностью. Особенно выдерживаемые при обработке алюминия низкие давления резания едва ли возможно при ручной установке правильно дозировать и устанавливать.
Поэтому стандартные хонинговальные инструменты с двумя или 4-мя хонинговальными брусками, раздвигаемые механически при помощи зубчатой рейки, непригодны для обработки алюминия. Требуемые качества поверхности и геометрии отверстия этим достичь невозможно. Кроме того, при хонинговании алюминия нельзя работать с направляющими планками.
Изображение 1
Изображение 2 |
Изображение 3
1. Карданный шарнир
2. Хонинговальный инструмент
3. Кольцевая пружина
4. Хонинговальный брусок
5. Хонинговальная головка
6. Установочный конус
Хонинговальные бруски
По причине особых требований при хонинговании алюминиевых рабочих поверхностей цилиндров применимы только абразивные бруски с алмазами на пластмассовой связке. Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Бруски являются и при мягком материале, как алюминий, самозатачивающимися, т. е., связка алмазов достаточно прочна для удержания алмазов в процессе хонингования, в то же время достаточно мягка, чтобы затупившиеся алмазные зёрна смогли бы вывалиться. Выдерживание параметров обработки препятствует разрушению, а также выламыванию интегрированных кристаллов кремния, и поверхность оптимально подготавливается к последующей операции раскрытия. KS-алмазные абразивные бруски (см. главу «3.8 KS — инструменты для обработки алюминия») разрабатывались и согласовывались специально для обработки ALUSIL®, LOKASIL® и сравнимых алюминиево-кремниевых материалов.
Изображение 4 |
Указание
Керамические хонинговальные бруски, в том виде как они многие годы при ремонте двигателей применяются и рекомендуются, не располагают требуемыми сегодня свойствами по обработке, а также требуемой технологической надёжностью. Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Связка абразивных зёрен керамических хонинговальных брусков слишком тверда для обработки алюминиевых рабочих поверхностей цилиндров. Эффект самозатачивания у керамических хонинговальных брусков, как он проявляется при хонинговании серого чугуна вырыванием или откалыванием затупившихся режущих зёрен, при хонинговании алюминия не наступает. Тупые режущие зёрна остаются в бруске, что ведёт к возрастанию давления резания. Интегрированные в стенке цилиндра кристаллы кремния, составляющие необходимую пару скольжения для поршневых колец, не могут выдержать такого слишком высокого давления резания, вырываются и разрушаются. Далее, из-за избыточной смазки хонинговальных брусков алюминием, дело часто доходит до разрушения почти полностью обработанной поверхности цилиндра. Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования. Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Параметры обработки при хонинговании
В противоположность хонингованию серого чугуна, хонингование алюминия производится при более высоких оборотах и более медленной подаче. Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу «3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра»). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр.
Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу «3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра»). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр. 2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
Изображение 2 |
Операция хонингования KS-алмазными хонинговальными брусками должна длиться, как минимум, по 90 секунд на каждое отверстие цилиндра. Меньшее время обработки указывает на слишком высокое давление нажатия брусков вкупе с более высоким их износом.
Указание!
Отверстия цилиндров от хонингования нагреваются. Из-за связанного с этим теплового расширения блока цилиндров проверка (замер) диаметров цилиндров должен быть произведён только после их охлаждения до температуры помещения.
Важно!
Для предотвращения замазывания брусков и улучшения смазки следует процесс хонингования прерывать на короткое время каждые 30 секунд обработки. Контакт бруска со стенкой цилиндра должен быть прерван. Обработка должна быть продолжена только тогда, если режущие поверхности вновь хорошо снабжены хонинговальным маслом и промыты. Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
Параметры обработки при хонинговании Значение | ||
Рекомендуемое число оборотов при хонинговании | 250-350 1 /мин | |
Минимальное число оборотов при хонинговании | 200 1 /мин | |
Максимальное число оборотов при хонинговании | 400 1 /мин | |
Скорость подачи хонинговальной головки относительно числа оборотов | 1/мин | т/мин |
400 | 16 | |
350 | 14 | |
300 | 12 | |
200 8 | ||
Угол хонингования (произведение числа оборотов и скорости подачи) | 15-20° | |
Потребная величина снятия материала, относительно диаметра цилиндра | от 0,06 до 0,1 мм | |
Рекомендуемое давление нажатия брусков | 30 Н/см2 | |
Максимальное давление нажатия брусков | 40 Н/см2 | |
Общее время обработки отверстия цилиндра (приблизительное значение) | > = 90 s | |
Желаемая шероховатость поверхности (R2) | от 0,06 до 0,10 мм | |
Перебег хонинговальным бруском верхней и нижней мёртвых точек, относительно длины бруска | = 30% | |
Желаемая степень разрушения кристаллов кремния | 5-10% | |
Максимально допустимая степень разрушения кристаллов кремния | макс. | |
Допускаемая некруглость отверстия цилиндра (технологический допуск) | +/-6 um | |
 30%
30%Хонинговальные станки с ЧПУ для обработки точных отверстий
Горизонтально-хонинговальные станки используются для хонингования длинных заготовок типа «труба». Длина обработки до 10 000 мм, наружный диаметр детали до 1000 мм. Как правило, эти детали представляют из себя тела вращения, при этом точная их обработка на обычных токарных станках затруднительна из-за высокого соотношения длины и диаметра.
Фотография станка по одному из реализованных проектов по обработки деталей длиной до 3 метров:
Типовое применение: изготовление хонингованных труб для гидроцилиндров и пневмоцилиндров.
Для того чтобы выбрать хонинговальный станок для той или иной обработки, необходимо учесть основные характеристики каждого из них. К таковым относятся:
- Классы точности. Всего их есть пять – от Н (нормальная точность) до С (сверхвысокая точность).
 Многие модели хонинговальных станков выпускают Н и В (нормальной и высокой) точности.
Многие модели хонинговальных станков выпускают Н и В (нормальной и высокой) точности. - Размеры обработки. В данном случае – это максимальный и минимальный диаметр обрабатываемого отверстия.
- Длина обработки. Данная характеристика учитывается только в том случае, если предполагаемые обрабатываемые отверстия слишком длинные.
- Максимальный ход шпинделя. Как и в предыдущем случае, учитывается лишь тогда, когда длина обрабатываемого отверстия слишком велика.
- Размеры рабочей поверхности стола. Данная характеристика учитывается только в том случае, если заготовка имеет большой размер.
- Скорость вращения шпинделя. Такую характеристику следует учитывать, когда необходимо обработать отверстие с высокими технологическими требованиями. Ведь от скорости вращения шпинделя будет зависеть итоговая точность поверхности.
- Мощность двигателя. Для более крепких материалов заготовок необходим хонинговальный станок с большой мощностью двигателя.
- Другие технические характеристики.
 Например, расстояние от инструмента (хона) до поверхности стола и заготовки, мощность охладительной системы, наличие числового программного управления.
Например, расстояние от инструмента (хона) до поверхности стола и заготовки, мощность охладительной системы, наличие числового программного управления.
Вертикально-хонинговальные станки
Вертикально-хонинговальные станки используются для обработки деталей с вертикальным расположением отверстий, а также для деталей с небольшой глубиной отверстия или небольшим диаметром, которые удобно расположить вертикально.
Такие станки хорошо подходят для крупносерийного и массового производства, потому что их легко встроить в автоматизированную линию.
Фотография одношпиндельного вертикально-хонинговального станка по проекту крупносерийного изготовления деталей:
Для массового изготовления деталей можно использовать однопроходное хонингование. При применении такой технологии станок оснащается несколькими шпинделями, их количество как правило составляет 4-6 шпинделей на станок. Компоновка станка: шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями на нем. При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
Технология обработки представлена на видео:
В отличие от стандартной технологии, при однопроходном хонинговании используется инструмент, который не регулируется в процессе обработки:
Применение таких станков ограничивается серийностью и номенклатурой обрабатываемых деталей: чем шире номенклатура и меньше серийность, тем менее оправдано применение таких станков. С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
Типовые детали для применения однопроходных хонинговальных станков
Компоненты подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны и многие другие.
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
За выпуск благодарим пользователя SergStar!
В представленном издании не рассмотрены варианты эксплуатируемой кровли.
В справочном пособии приведены сведения о процессе хонингования, характеристики брусков и режимы обработки для получения заданной точности детали и шероховатости поверхности. Рассмотрены основные типы хонинговальных головок, системы разжима брусков, методы контроля размеров, зажимные приспособления и характеристики хонинговальных станков. Даны сведения о хонинговании с дополнительным осциллирующим движением, о сухом, электрохимическом и охватывающем (наружном) хонинговании, а также о новых методах доводки точных отверстий. Приведены рекомендации по наладке и обслуживанию хонинговальных станков, выбору схем обработки, организации рабочего места и технике безопасности.
Пособие предназначено для технологов, мастеров, наладчиков и рабочих машиностроительных заводов.
ЛИТЕРАТУРА:
5. Бабичев А. П. Хонингование при повышенных припусках. «Станки и инструмент», 1962, №3.
«Станки и инструмент», 1962, №3.
6. Бакуль В. Н., Сагарда А. А., Чеповецкий И. Х. Алмазное хонингование Киев. «Техника», 1966.
7. Бабичев А П. Хонингование. М., «Машиностроение», 1965.
8. Гораецкий Н. И. Пути повышения эффективности хонингования «Станки и инструмент», 1960, №11
9. Гусев Н. М. Электрохонингование. В сб «Электрические и ультразвуковые методы обработки материалов». Под ред. И. Г. Космачева. Л., 1958
10. Кедров С. М. Экспериментальное исследование хонингования отверстий цилиндров «Станки и инструмент», 1949, №5
11. Корзинкин В. И., Свиридов А. П., Тарамыкин Ю. П. Устройства для хонингования зубьев зубчатых колес. «Станки и инструмент», 1965, № 8
13. Куликов С. И., Ризванов Ф. Ф. Анализ схемы шпиндельных бабок хонинговальных станков. «Станки и инструмент», 1968, №2.
14. Куликов С. И., Романчук В. А. К вопросу точности измерения отверстий калибром-пробкой в устройствах активного контроля при хонинговании. «Автомобильная промышленность», 1969, №6
15. Куликов С. И., Романчук В. А., Ризванов Ф. Ф. Системы управления циклом работы хонинговального станка. «Машиностроитель», 1968, №1
Куликов С. И., Романчук В. А., Ризванов Ф. Ф. Системы управления циклом работы хонинговального станка. «Машиностроитель», 1968, №1
16. Лурье Г. Б Методы отделки деталей абразивными инструментами. М., Трудрезервиздат, 1958
17. Минков М. А. Технология изготовления глубоких точных отверстий. М.—Л., «Машиностроение», 1965.
18. Муллагулов М. Х. Точность выверки осей шпинделя станка и хонингуемого отверстия. «Станки и инструмент», 1966, № 5.
19. Муллагулов М. Х, Романчук В. А. Исследование работы шарниров хонинговальных головок и выбор рациональной их конструкции. «Автомобильная промышленность», 1966, № 5.
20. Обработка машиностроительных материалов алмазным инструментом (Сборник статей). М., «Наука», 1966.
21. Рациональная эксплуатация алмазного инструмента. Под ред С. А. Попова. М . «Машиностроение», 1965. Авт.: Каминский М. Е., Наерман М. С., Петросян Л. К., Попов С. А.
22. Рекомендации по технологии хонингования чугунных и стальных деталей алмазным инструментом. Изд. НИИАвтопрома, М., 1967
Изд. НИИАвтопрома, М., 1967
23. Редько С. Г., Бердичевский Е. Г., Филимонова Е. А. Применение высококонцентрированных эмульсий при хонинговании закаленных сталей. «Станки и инструмент», 1965, № 12.
24. Романчук В. А. Механический программатор для хонинговальных станков. «Станки и инструмент», 1965, № 12.
25. Серебренник Ю. Б., Вайнштейн Б. Н. Алмазное хонингование деформируемых алюминиевых сплавов. «Станки и инструмент», 1969, № 1.
26. Соколов С. П. Тонкое шлифование и доводка. Серия 9, М.— Л., Машгиз, 1961.
27. Соколов С. П. Хонингование отверстий в деталях из алюминиевых сплавов. «Станки и инструмент», 1965, № 1.
28. Соколов С. П., Кремень Э. И. Обработка деталей абразивными брусками. Л., «Машиностроение», 1967.
29. Справочная книга по отделочным операциям в машиностроении. Под ред. И. Г. Космачева. Лениздат, 1966.
30. Фрагин И. Е., Сафронов В. Г. Исследование процесса хонингования. Изд. НИИМАШа, Серия С. Х-4. Технология механосборочного производства. М., 1965.
М., 1965.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Как обрабатывают отверстия не круглой формы
Характерной особенностью хонинговальных станков является их способность обрабатывать любые поверхности. Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Также обработке поддаются конические элементы и некруглые отверстия.
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Хонингование в домашних условиях
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
После окончания работы деталь промывается в мыльном растворе, просушивается и покрывается маслом. Оно необходимо в качестве антикоррозийной защиты.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
Возможно, у читателей этой статьи имеются автомобили, которые требовали капитального ремонта. При его выполнении хонингование является обязательной операцией. Может, вы знаете какие-то нюансы в проведении такого процесса? Поделитесь ими в комментариях к этой статье.
Краткая информация о 3 типах часто используемых хонинговальных головок 2019 – Алмазные шлифовальные инструменты
Краткая информация о 3 типах часто используемых хонинговальных головок 2019
Краткое описание
1 Общий тип
Одиночный камень
2 Тип маленького отверстия
Тип
2.2 Противоположная втулка Тип
2.3 Регулируемый тип
3 Специальный тип
3.1 Тип с коротким отверстием
3.2 Тип с коническим отверстием
3.3 Тип с большим отверстием
3.3.1 Тип выпуклого кольца с большим отверстием
3.3.2 Регулируемый тип с большим отверстием
Краткое описание
Хонинговальная головка является важной частью хонинговального станка. Структура головки оказывает большое влияние на качество обработки и эффективность производства. Требования заключаются в том, что хонинговальный камень может равномерно подниматься и сжиматься в радиальном направлении, а также может регулировать давление на обрабатываемую поверхность и поддерживать давление в определенном диапазоне.
Структура головки оказывает большое влияние на качество обработки и эффективность производства. Требования заключаются в том, что хонинговальный камень может равномерно подниматься и сжиматься в радиальном направлении, а также может регулировать давление на обрабатываемую поверхность и поддерживать давление в определенном диапазоне.
Основание камня имеет определенную жесткость, когда ошибка формы обрабатываемого отверстия приводит к увеличению давления камня, камень не может смещаться и перекашиваться в направлении радиуса. При хонинговании до конечного размера камень может быстро втягиваться, а хонинговальная головка может возвращаться из отверстия.
Хонинговальные головки можно разделить на три типа в зависимости от объектов обработки.
1 Общая хонинговальная головка
Обычно используется для обработки средней апертуры. Он состоит из корпуса шлифовальной головки, точильного бруска, основания бруска, направляющей планки, пружины и конического распорного сердечника. Когда конус ядра расширения движется, камень может расширяться или сжиматься.
Когда конус ядра расширения движется, камень может расширяться или сжиматься.
Хонинговальная головка представляет собой призматический цилиндр, а количество точильных брусков обычно нечетное. Каменное основание прямое с расширяющимся конусом подачи, посередине нет фиксированного штифта и переходной пластины. Структура проста, а система подачи жесткая.
Внешний диаметр головки должен исходить из диаметра обрабатываемого отверстия. Когда камень сжимается, внешний диаметр головки должен быть меньше диаметра обрабатываемого отверстия, чтобы головка могла входить или выходить из отверстия заготовки. Когда камень находится в максимально расширяющемся положении, внешний диаметр головки должен быть как минимум равен конечному требуемому размеру отверстия, добавляющему предельный износ камня.
Если используется активное измерение, необходима направляющая планка, расположенная вместе с камнями. Когда хонинговальная головка входит в отверстие заготовки, она действует как центрирующая. Кроме того,
Кроме того,
позволяет избежать эксцентриситета головки, вызванного неравномерным износом камня. Внешний диаметр направляющих стержней по окружности должен быть на 0,1-0,5 мм меньше диаметра обрабатываемого отверстия, но больше диаметра камня, когда он сжимается и соосен с окружностью камня.
2 Тип хонингования с малым отверстием
При хонинговании малого отверстия диаметром 2-30 мм хонинговальная головка и основание представляют собой единое целое, благодаря чему расширяющийся сердечник и корпус головки соприкасаются друг с другом. по всей длине и повысить жесткость.
2.1 Хонингование одним бруском
Подходит для обработки отверстий с высокой прямолинейностью и апертурой 2-30 мм.
Подходит для обработки отверстий с высокой прямолинейностью и апертурой 2-30 мм. Хонинговальная головка состоит из двух направляющих брусков и бруска. Два направляющих стержня распределены асимметрично.
Широкая направляющая шина используется для восприятия результирующей радиальной и тангенциальной силы, создаваемой камнем, чтобы избежать деформации хонинговальной головки. Узкий направляющий стержень служит вспомогательной опорой для стабилизации состояния контакта между хонинговальной головкой и отверстием, повышая точность обработки. Эта хонинговальная головка используется в горизонтальном хонинговальном станке
. Материал направляющей шины — карбид или синтетический алмаз. Направляющая планка может быть выполнена в виде мозаики или покрыта алмазным порошком на поверхности головки с помощью гальванического покрытия или покрыта крупнозернистым алмазом в зависимости от отверстия. Затем используйте шлифовальный круг из CBN или хонинговальный камень, чтобы затупить направляющую шину и лишить ее режущей способности.
2.2 Хонинговальная головка с противоположной втулкой
Состоит из 2 полукруглых втулок, подходит для отверстий с прерывистой поверхностью и высокими требованиями к прямолинейности.
Радиальная разжимная подача хонинговальной головки осуществляется клиновым разжимным сердечником, который воздействует на наклонную поверхность 2 полукруглых втулок. Усадка происходит за счет силы упругости двух уплотнительных колец на обоих концах оси. Его можно приклеить к поверхности головы обычным абразивным камнем или приварить к поверхности головы несколько солдатиков с низкой температурой плавления.
Длина бруска в два раза больше длины бруска, выбранного общей хонинговальной головкой. Головка используется на шлифовальном станке для обработки режущей поверхности со стабильной точностью обработки, эффективностью резания примерно на 10% по сравнению с хонингованием одним камнем и длительным сроком службы. Эта хонинговальная головка используется в вертикальном хонинговальном станке.
2.3 Регулируемая хонинговальная головка
Используется для объемной обработки высокоточных отверстий. Погрешность формы отверстий может быть менее 0,5 мкм, а погрешность размера можно контролировать в пределах 2-3 мкм, а шероховатость поверхности может достигать Ra0,2 мкм.
Корпус хонинговальной головки представляет собой цельную втулку с 2 осесимметричными канавками с обеих сторон. используйте однопроходные хонинговальные инструменты, нанесите на его поверхность алмазное зерно толщиной 0,3-0,5 мм, а внутреннее отверстие головки представляет собой коническое отверстие. Конический расширительный сердечник в коническом отверстии может привести к упругой деформации всего корпуса головки и отрегулировать головку до заданного размера.
Станки с такой хонинговальной головкой обычно представляют собой вертикальные многоосевые и многопозиционные хонинговальные станки. Головка жестко связана со шпинделем. Крепление заготовки выполнено по плавающему типу.
Движение этой головы отличается от обычного. С одной стороны головка вращается, с другой стороны она приближается к заготовке радиально и быстро, а скорость подачи составляет 1-1,5м/мин, и быстро возвращается. Один рабочий цикл может быть завершен.
3 Специальная хонинговальная головка
3. 1 Хонинговальная головка для коротких отверстий
1 Хонинговальная головка для коротких отверстий
Головка и хонинговальная оправка могут быть выполнены в одном корпусе и жестко соединены. Направляющая планка из карбида встроена в хонинговальную головку, которая обеспечивает измерительную насадку для активного измерения хонингования и обеспечивает стабильную работу хонинговальной головки.
Передняя выпуклая часть является вводной направляющей, а передний конец является неподвижной направляющей в плавающем приспособлении при работе головки, чтобы обеспечить перпендикулярность оси хонинговального отверстия и торца.
Поскольку камень короткий, расширительный сердечник подачи представляет собой длинное тело одного позвонка для повышения жесткости и точности системы подачи.
3.2 Хонинговальная головка с коническим отверстием
Коническая ось и корпус головки вращаются вместе с помощью ключей, а корпус хонинговальной головки также приводит в движение основание камня и камень для вращения и движения вперед-назад (коническая ось не вращается возвратно-поступательное движение).
Поскольку основание и камень перемещаются по конической поверхности конической оправки, а коническая оправка не перемещается в осевом направлении, точность конусности отверстия в заготовке зависит от точности конической оправки.
3.3 Хонинговальная головка с большим отверстием
3.3.1 Головка с выпуклым кольцом с большим отверстием
Внешний диаметр выпуклого кольца близок к хонинговальному отверстию, чтобы поддерживать основание бруска и выдерживать силу резания при хонинговании. . Обладает хорошей жесткостью. Поперечный штифт на основании камня находится близко к внутреннему концу выпуклого кольца, размещает камень в осевом направлении и воспринимает осевую силу во время хонингования.
3.3.2 Регулируемое хонингование большого отверстия
Поворот центральной маленькой шестерни может заставить стойку расширяться и сжиматься, а также хонинговать отверстие определенного диаметра без замены хонинговальной головки. Если хонинговать отверстие большего диаметра, нужно только заменить стойку.
Если хонинговать отверстие большего диаметра, нужно только заменить стойку.
В дополнение к поставке хонинговальной головки, наша компания также может изготовить на заказ алмазный и CBN хонинговальный брусок (палку), хонинговальную оправку и т.д. алмазный хонинговальный инструмент. Он может соответствовать маркам хонинговальных станков SUNNEN, NAGEL, GEHRING, KADIA, FUJI, NISSIN.
Хонингование — журнал Engine Builder Magazine
Блоки двигателей с годами стали тверже, переходя от серого чугуна к более твердым материалам, таким как чугун с уплотненным графитом (CGI). Эти изменения сделали более важным понимание того, как удерживание масла работает вместе с кольцевым уплотнением при хонинговании. Даже эталон измерения Ra (среднее арифметическое значение шероховатости) устарел, заменив его тремя более эффективными эталонами: Rpk (пиковая шероховатость), Rk (шероховатость ядра) и Rvk (шероховатость долины, находящаяся ниже шероховатости ядра).
Нажмите здесь, чтобы узнать больше
Эд Киблер из Rottler Manufacturing говорит, что геометрия отверстия, наряду с чистотой поверхности, является наиболее важным аспектом хонингования. «Слишком много операторов предполагают, что они делают круглые цилиндры. Большинство операторов постоянно проверяют прямолинейность, но многие не будут поворачивать нутромером на 90 градусов от того места, где они сделали первое измерение, чтобы убедиться, что цилиндр имеет тот же размер».
«Слишком много операторов предполагают, что они делают круглые цилиндры. Большинство операторов постоянно проверяют прямолинейность, но многие не будут поворачивать нутромером на 90 градусов от того места, где они сделали первое измерение, чтобы убедиться, что цилиндр имеет тот же размер».
Киблер говорит, что существует прямая зависимость между давлением резания и количеством камней на хонинговальную головку. «Хонинговальные головки с шестью брусками справляются лучше, чем с четырьмя брусками, и намного лучше, чем с двумя брусками. Новые параметры шероховатости помогают определить правильную шероховатость, а именно RpK, Rk и RvK, а также Mr1 и Mr2. Ра на самом деле значит очень мало».
Ваш процесс хонингования определяется требуемыми значениями RpK и Rvk, согласно Kiebler. «Числа Rpk определяются камнем плато. Номера RvK определяются базовым финишем, а также временем, затраченным на плато с финишными камнями».
Перед хонингованием необходимо принять во внимание материал поршневого кольца и блока. «Применение и материал кольца важнее, чем материал блока», — говорит Киблер. «Но твердость материала блока может и будет изменять ваш процесс, определяя размер зернистости алмаза для базовой отделки».
«Применение и материал кольца важнее, чем материал блока», — говорит Киблер. «Но твердость материала блока может и будет изменять ваш процесс, определяя размер зернистости алмаза для базовой отделки».
Ключ к хонингованию заключается в том, чтобы кольца плотно прилегали к стенке цилиндра, делая впадины достаточной глубины. Но зайдите слишком глубоко, и вы удержите больше масла и создадите больше трения. Если глубина впадины слишком мала, кольца могут скользить по впадинам и терять герметичность.
По словам Киблера, вы действительно больше не можете приблизиться к чистоте поверхности. Он говорит, что они стали очень специфичными для таких приложений, как драг-рейсинг, гонки на серийных автомобилях или добавление таких вещей, как закись азота или турбонаддув и нагнетатели. «Мы разработали процедуру, которая позволяет большинству мастерских производить надлежащую отделку для всех этих применений всего с двумя размерами зерна. Это алмазы зернистостью 170 и CBN зернистостью 600 в различных количествах».
Kiebler говорит, что их новые хонинговальные станки намного проще в эксплуатации, чем старые ручные, потому что они имеют режим плоского хонингования. «На большинстве станков вы либо должны подавать камни вручную, либо хонинговальная головка вращается во время подачи камней. Это создает эффект вытирания, и шероховатость вашей поверхности будет отличаться от шероховатости нижней части цилиндра, что очень важно при попытке получить гладкую поверхность».
Киблер также отмечает, что камни сегодня просто лучше. «Внедрение абразивов CBN — это огромный шаг вперед. Эти абразивы действуют как стандартный стекловидный абразив, который является острым и чисто режет, но выдерживает тысячи цилиндров, в отличие от стандартных абразивов. Их необходимо использовать после алмазного хонингования, чтобы очистить весь порванный и фрагментированный металл с поверхности и получить ровную поверхность, необходимую для современных гоночных двигателей».
Более тонкие кольца, состав колец, более тонкие цилиндры, поскольку производители пытаются уменьшить вес, создают новые проблемы, подчеркивает Киблер.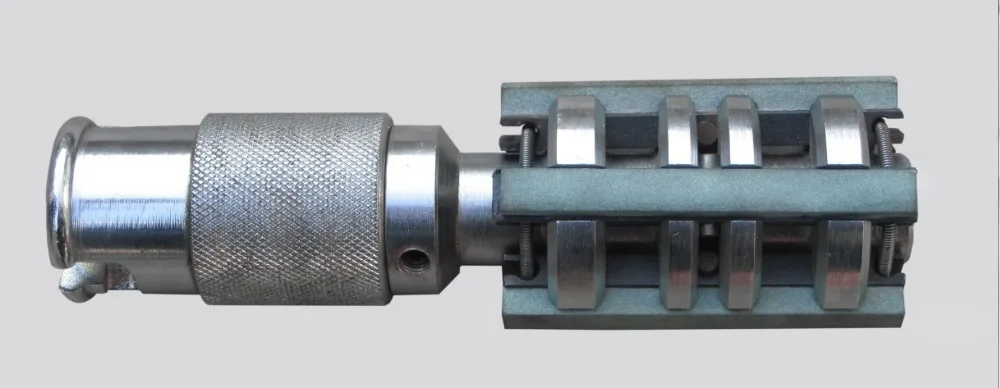 «Хотя кольца тоньше и могут лучше прилегать, они также имеют гораздо меньшее натяжение, поэтому, если у вас есть проблемы с геометрией отверстия из-за неправильной хонинговальной головки, слишком большого давления и т. д., они не смогут изнашивать кольца в отверстии и уплотнении. вверх. Вам нужно больше двух брусков в хонинговальной головке и станок, который может автоматически регулировать давление, чтобы не допустить чрезмерного давления резания на цилиндры, что приведет к их деформации».
«Хотя кольца тоньше и могут лучше прилегать, они также имеют гораздо меньшее натяжение, поэтому, если у вас есть проблемы с геометрией отверстия из-за неправильной хонинговальной головки, слишком большого давления и т. д., они не смогут изнашивать кольца в отверстии и уплотнении. вверх. Вам нужно больше двух брусков в хонинговальной головке и станок, который может автоматически регулировать давление, чтобы не допустить чрезмерного давления резания на цилиндры, что приведет к их деформации».
По словам Боба Долдера из Sunnen, появление колец с низким натяжением приводит к тому, что хонингование становится более точным. «Возвращаясь к моей ранней истории с восстановлением двигателей, вы знаете, как мы проверяли чистоту поверхности? С миниатюрой. Это все, о чем вам нужно было беспокоиться с чугунными цилиндрами. Тогда не было колец низкого напряжения. Все это было очень напряжённо, вот как они изнашивались».
Тогда не нужно было шлифовать плоскость, замечает Долдер. «Ребята ломали двигатель, более или менее сбивая пики, ведя машину по автостраде, меняя скорость.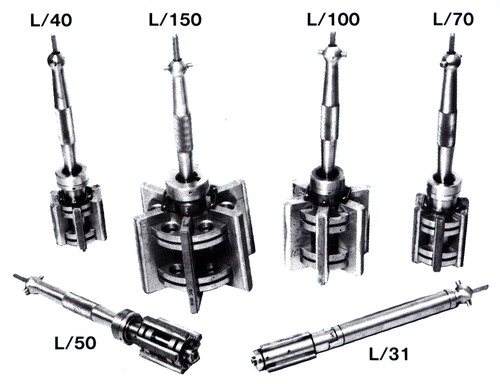 Вот как вы их взломали. С тех пор мы прошли долгий путь.
Вот как вы их взломали. С тех пор мы прошли долгий путь.
Опытный хонинговщик может справиться со старым станком, если обновить головку, говорит Долдер. «Одна из ключевых особенностей CV616 или старого CK10 заключается в том, что вы действительно можете купить для него алмазную хонинговальную головку и заставить ее работать. Он не будет работать так же хорошо, как новый материал, но он будет работать. Это даст вам лучшую геометрию и хорошее качество поверхности. Проверяя чистоту поверхности и используя подходящие абразивы, вы можете заставить ее работать».
Одним из моментов, который может сбить с толку некоторых производителей двигателей, является то, что некоторые считают, что эти компьютеризированные хонинговальные станки могут измерять геометрию отверстия, но это неверно, говорит Долдер. «Вот где машина говорит вам, что канал ствола тугой, и вам нужно это исправить».
«Что мы делаем, когда проверяем отверстие — будь то двигатель внутреннего сгорания или топливная форсунка диаметром всего 180 тысячных — мы проверяем геометрию отверстия. Но Долдер объясняет, что инструменты для проверки этого недосягаемы для большинства производителей двигателей. «Вы не можете сделать это ничем, кроме прицела, манометра или манометра. Для большинства магазинов они слишком дороги».
Но Долдер объясняет, что инструменты для проверки этого недосягаемы для большинства производителей двигателей. «Вы не можете сделать это ничем, кроме прицела, манометра или манометра. Для большинства магазинов они слишком дороги».
Что могут сделать магазины, если у них есть старая машина, в которой еще есть жизнь? «Мастерские все еще могут неплохо работать с тем, что у них есть, если они хотят обновить инструменты», — говорит Долдер. «Одна из самых больших проблем, с которыми мы сталкиваемся сегодня со старым оборудованием, заключается в том, что магазины учитывают тот факт, что инструмент изнашивается… машина изнашивается. Головные подшипники могут нуждаться в обновлении. Когда держатели изнашиваются, а сам корпус изнашивается, вы получаете суммирование [допуска]. Как только вы начнете складывать одну проблему поверх другой, у вас получится беспорядок».
Что касается того, какой тип абразива и зернистости моторостроители должны использовать для хонингования, это старый ответ: по-разному. Долдер говорит, что строители должны составить свою собственную книгу рецептов того, что подходит именно вам. «Во-первых, вам нужно знать, насколько твердый блок или, по крайней мере, какой блок вы затачиваете. И вам нужно это, чтобы поместить эту информацию в книгу рецептов. Следующее, что вам нужно сделать, это придумать решение для этого приложения, какое кольцо я выберу? Какие поршни я буду использовать? А то где мне нужны мои номера профилометра. Некоторые производители колец могут предоставить вам эту информацию. А иногда и нет. Я дам вам некоторые цифры, но суть в том, что вам нужно посмотреть на это. Вам нужно разобраться в этом приложении. Нужно ли использовать черновой абразив? И как долго мне нужно использовать его, прежде чем я добавлю финишный абразив или, может быть, что-то среднее между ними? Это может быть двухэтапный процесс или трехэтапный процесс, чтобы добраться туда, где вы должны быть».
Долдер говорит, что строители должны составить свою собственную книгу рецептов того, что подходит именно вам. «Во-первых, вам нужно знать, насколько твердый блок или, по крайней мере, какой блок вы затачиваете. И вам нужно это, чтобы поместить эту информацию в книгу рецептов. Следующее, что вам нужно сделать, это придумать решение для этого приложения, какое кольцо я выберу? Какие поршни я буду использовать? А то где мне нужны мои номера профилометра. Некоторые производители колец могут предоставить вам эту информацию. А иногда и нет. Я дам вам некоторые цифры, но суть в том, что вам нужно посмотреть на это. Вам нужно разобраться в этом приложении. Нужно ли использовать черновой абразив? И как долго мне нужно использовать его, прежде чем я добавлю финишный абразив или, может быть, что-то среднее между ними? Это может быть двухэтапный процесс или трехэтапный процесс, чтобы добраться туда, где вы должны быть».
Помимо самого хонинговального станка, ведутся споры о том, следует ли использовать охлаждающую жидкость на водной или минеральной основе. Это имеет значение? «Мы предпочитаем охлаждающую жидкость на водной основе из-за охлаждающего эффекта», — объясняет Киблер из Rottler. «При использовании алмазов они, как правило, выделяют большое количество тепла. Охлаждающие жидкости на водной основе отводят тепло от стенок цилиндров, как это делает антифриз при работающем двигателе. Охлаждающая жидкость или масла на минеральной основе действуют как теплоизолятор. Поэтому вы должны дать блоку остыть в течение часа, прежде чем проверять окончательный размер, поскольку цилиндры имеют тенденцию сжиматься при использовании масла в качестве охлаждающей жидкости».
Это имеет значение? «Мы предпочитаем охлаждающую жидкость на водной основе из-за охлаждающего эффекта», — объясняет Киблер из Rottler. «При использовании алмазов они, как правило, выделяют большое количество тепла. Охлаждающие жидкости на водной основе отводят тепло от стенок цилиндров, как это делает антифриз при работающем двигателе. Охлаждающая жидкость или масла на минеральной основе действуют как теплоизолятор. Поэтому вы должны дать блоку остыть в течение часа, прежде чем проверять окончательный размер, поскольку цилиндры имеют тенденцию сжиматься при использовании масла в качестве охлаждающей жидкости».
Киблер говорит, что вы можете использовать масляную или водную основу, так как алмазы будут работать и с тем, и с другим, но водная основа значительно дешевле и ее легче утилизировать, несмотря на то, что она не так долговечна, как масло. Водная основа требует немного больше ухода, так как вам нужно будет проверять уровень концентрации раз в неделю и, скорее всего, добавлять дополнительную воду из-за испарения.
Долдер из Sunnen говорит, что у обоих есть свои плюсы и минусы. «Плюс охлаждающей жидкости в том, что когда вы закончите, вы сможете ее проверить, и вам не придется перепроверять ее после того, как она остынет. Его можно чистить немного легче, но в него также может попасть мусор. В любом случае у вас должна быть очень хорошая система фильтрации. Минус охлаждающей жидкости на водной основе заключается в том, что вы должны убедиться, что числа преломления правильные, потому что, если они неверны, вы потеряете свою смазывающую способность. И вы не можете просто оставить это там; это нужно контролировать. На протяжении многих лет это было 50/50 с клиентами. Некоторые клиенты начнут с охлаждающей жидкости и вернутся к маслу. Другие клиенты начнут с масла и перейдут на охлаждающую жидкость». EB
Двигатели Галлоуэя
«Последний штрих» была опубликована в журнале. В статье подчеркивается важность плоскостной обработки отверстий цилиндров.
ЗАВЕРШИТЕЛЬНЫЙ ШТРИХ
В этой статье мы обсудим важность правильного угла поперечной штриховки и хорошего качества плоскостной обработки отверстий цилиндров.
Блок Chev LS1 хонингуется с использованием процесса моделирования крутящего момента.
| Цилиндры, естественно, должны быть расточены и отшлифованы — оптимально с установленной на месте пластиной крутящего момента, чтобы воспроизвести искажающее воздействие, которое головки цилиндров оказывают на отверстие после того, как они были затянуты на место. Отверстие должно быть цилиндрическим, чтобы кольца могли равномерно уплотняться по окружности, а также должно иметь параллельные стенки, не имеющие конусности сверху вниз, это достигается сочетанием расточки и хонингования. Процесс хонингования следует за растачиванием и осуществляется на автоматическом хонинговальном станке с использованием брусков разного качества для вырезания штриховки на стенках каждого цилиндра | Крупное изображение пластины имитации крутящего момента, используемой для воспроизведения искажения, возникающего при установке головки блока цилиндров, также установлены и натянуты главные крышки. |
Угол поперечной штриховки хонингованного отверстия цилиндра определяет скорость вращения кольца и его способность обеспечивать правильную миграцию масла вверх и вниз по стенке цилиндра. В большинстве общих прикладных блоков используется угол 45 градусов (включительно), который измеряется как половина угла от горизонтальной плоскости. В некоторых приложениях сегодня угол достигает 60 градусов, а в некоторых высококлассных гоночных приложениях угол достигает 30 градусов. Для более длинных отверстий цилиндров с более длинным ходом обычно требуется более крутой угол, так как это способствует перемещению масла к верхней части цилиндра, что, в свою очередь, обеспечивает надлежащую смазку. Более короткие штрихи иногда используют меньший угол. Чаще всего в современных гоночных и высокопроизводительных двигателях можно увидеть температуру в диапазоне 32-45 градусов — в зависимости от конкретного применения. Иногда слишком плоский угол штриховки может привести к тому, что кольца будут вибрировать, проходя по ней, что приведет к потере кольцевого уплотнения. Слишком крутой угол может вызвать чрезмерную миграцию масла, что приведет к совмещению колец и проблемам с расходом масла. Одной из наиболее распространенных проблем, о которых мы слышим сегодня, является то, что производители колец называют укладкой штриховки.
Слишком крутой угол может вызвать чрезмерную миграцию масла, что приведет к совмещению колец и проблемам с расходом масла. Одной из наиболее распространенных проблем, о которых мы слышим сегодня, является то, что производители колец называют укладкой штриховки.
Наложение штриховки происходит, когда угол штриховки значительно изменяется от верха к низу цилиндра. Эти углы должны быть одинаковыми сверху вниз в отверстии цилиндра. Как правило, неравные углы создаются оператором станка, который не соответствует скорости хода. Укладка штриховки также может быть результатом слишком долгого пребывания (без движения вверх или вниз), когда вы пытаетесь сделать отверстие круглым, а затем не возвращаетесь к области, чтобы удалить круглые вырезы, созданные жильем. Визуально кажется, что цилиндр имеет углы, идущие во всех направлениях, многие из которых имеют круговую форму. Вы также увидите узор, наложенный поверх узора, и этот узор кажется нечетким — почти как будто он не в фокусе. Этот тип картины почти всегда приводит к тому, что двигатель горит сизым дымом, так как кольца не могут должным образом удалить излишки масла со стенок цилиндра.
Sunnen CV-616 автоматический цилиндрический хонинговальный станок. | Во время периодов максимального разрежения в двигателе эта ступенчатая структура также может способствовать чрезмерному перемещению масла вверх по стенке цилиндра. Недавно у нас был пример этого с двигателем, который в конечном итоге был доставлен к нам. У владельца двигателя была та самая проблема с непоследовательной штриховкой, и независимо от того, какой тип кольца или натяжение масляного кольца он использовал, проблема не могла быть решена. В то время, когда блок был первоначально обработан, он был отточен на старом ручном хонинговальном станке с гидравлическим приводом. После разборки он прислал мне фотографии цилиндров, и мы все согласились, что у нас есть рисунок цилиндра, точно такой же, как описано выше. Затем он заново отточил отверстия на своем недавно купленном автоматическом хонинговальном станке Sunnen и соединил его с точно такими же кольцами — как он сказал, они выглядели великолепно и не видел в них ничего плохого. После повторной сборки проблема исчезла; двигатель был сухим как кость и немного прибавил в мощности. Дело в том, что надлежащая отделка цилиндра может решить проект двигателя или разрушить его. После повторной сборки проблема исчезла; двигатель был сухим как кость и немного прибавил в мощности. Дело в том, что надлежащая отделка цилиндра может решить проект двигателя или разрушить его. |
Крупный план хонинговальной головки Sunnen с шлифовальными камнями на заключительном этапе. |
Правильная отделка плато также имеет решающее значение. Имейте в виду, что кольца уплотняют масло, удерживаемое стенкой цилиндра. Какую площадь уплотнения и маслоудерживающую способность имеет пинпоинтер? Немного. Плато обеспечивает надлежащую опорную поверхность для уплотнения кольца. Думайте об этом как о подшипнике на коленчатом валу — достаточная подача масла позволяет подшипнику не касаться поверхности кривошипа и позволяет ему правильно выполнять свою работу. Если масла недостаточно, то произойдет контакт металла с металлом, и мы знаем, чем это обернется. Неправильная смазка колец приводит к преждевременному износу колец и отверстий и плохому уплотнению колец.
Кольца по своей природе уплощают цилиндр при нормальной работе — мы часто называем это «посадкой» колец. Плоская отделка происходит после того, как кольца стерли все острые концы и заусенцы на поверхности отверстия, оставив небольшие плоские участки (плато) между более глубокими насечками. В обычном блоке легковых автомобилей с проводкой Бринеля 160-170 посадка происходит довольно быстро, сама по себе, и предоставляет машинисту довольно широкий спектр прощающих отделок, которые можно врезать в стенку цилиндра. Современные гоночные блоки или втулки могут иметь число твердости от 210 до более чем 300 по Бринелю, и хотя кольцо в конечном итоге изнашивает эту поверхность до плато, на это могут уйти тысячи километров или сотни часов, и никто не хочет ждать, пока что. Этот длительный период обкатки приводит к чрезмерному прорыву газов и другим проблемам с контролем масла.
Рис. 1 — увеличенная схема чистовой обработки после растачивания. Рис. 2 — увеличенная диаграмма после первого этапа хонингования, показывающая создание впадин для удержания масла. Рис. 3 — увеличенная диаграмма после заключительного этапа хонингования, показывающая правильную поверхность плато | Идеальная отделка стенки цилиндра состоит из узора царапин вдоль поверхности отверстия. При увеличении эти царапины образуют серию пиков и впадин. Поршневые кольца движутся вверх и вниз по вершинам, а впадины действуют как масляные резервуары для смазки цилиндра. Традиционные методы хонингования имеют тенденцию формировать острые или изогнутые вершины (см. рис. 1 и 2), что не является идеальным. В процессе «приработки» эти выступы изнашиваются или ломаются и действуют как абразивы в моторном масле, способствуя преждевременному износу цилиндров. Кроме того, точность зазора между поршневым кольцом и отверстием меняется, поскольку кольцо больше не упирается в вершину пика. Сложенный материал также имеет тенденцию скапливаться во впадинах, ограничивая доступное пространство для скопления масла и, следовательно, препятствуя смазке колец. |
При плоском хонинговании получается другая поверхность. Вершины, образующиеся во время начального хонингования, сглаживаются и не имеют острых точек и складок, что исключает поломку (см. рис. 3) и способствует максимальному уплотнению кольца. Это создает чистые желоба для оптимальной смазки. | |

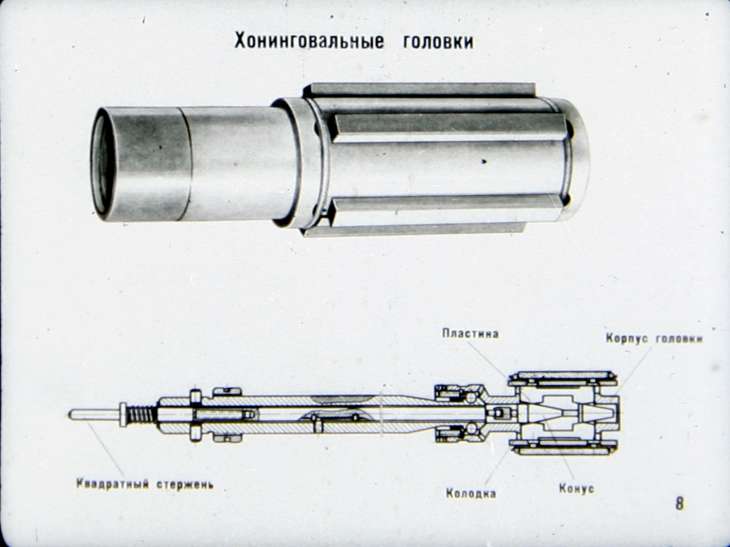
Еще одна вещь, на которую следует обратить внимание, это цвет цилиндра — он должен быть ярким и блестящим, а не темным или тусклым, то есть полированным. Цилиндры, которые были полированы в процессе хонингования, дают очень непостоянные результаты уплотнения. Полировка оставляет очень рваную и складчатую отделку. Микроскопические вершины стенки цилиндра были свернуты, а не срезаны, и создают все виды проблем с уплотнением колец, включая длительное время прилегания седла (если вообще), потерю контроля над маслом и чрезмерные прорывы газов.
Поверхность следует измерить с помощью прибора для измерения шероховатости поверхности, называемого профилометром. Этот инструмент, на мой взгляд, является важным инструментом, и ни один моторный цех не должен обходиться без него. Никто не стал бы шлифовать коленчатый вал без микрометра для измерения шеек, не так ли? Без надлежащих инструментов контроля мы просто предполагаем, и эти предположения, как правило, далеки от фактической текстуры поверхности. Консистенция может быть серьезной проблемой с сегодняшними очень твердыми блоками и втулками, когда используются старые ручные хонинговальные машины и хонинговальные машины с ручным ходом.
Этот инструмент, на мой взгляд, является важным инструментом, и ни один моторный цех не должен обходиться без него. Никто не стал бы шлифовать коленчатый вал без микрометра для измерения шеек, не так ли? Без надлежащих инструментов контроля мы просто предполагаем, и эти предположения, как правило, далеки от фактической текстуры поверхности. Консистенция может быть серьезной проблемой с сегодняшними очень твердыми блоками и втулками, когда используются старые ручные хонинговальные машины и хонинговальные машины с ручным ходом.
| Конечная цель состоит в том, чтобы добиться правильного рисунка и угла поперечной штриховки, а также желаемой поверхности плато, подходящей для каждого отдельного двигателя для достижения оптимальной производительности. Это можно сделать только с помощью правильных инструментов и правильного измерительного оборудования. | Увеличенное изображение реального хонингования, показывающее хорошую штриховку и плато. |

Galloway Engines признательны и благодарны за использование информации в своей статье «Последний штрих».
Что происходит?
МЫ ВЫШЛИ В ФИНАЛ!
Компания Galloway Engines стала финалистом премии Peel CCI за выдающиеся достижения в области бизнеса за 2016 год в категории 5-10 сотрудников.
Мы сталкиваемся с жесткой конкуренцией со всего региона Пил, но…
ПОКАЗАТЬ БОЛЬШЕ
Смотрите нашу галерею
Как узнать, нуждается ли мой двигатель в ремонте?
Контрольными признаками того, что ваш двигатель требует внимания, являются снижение производительности или эффективности, чрезмерное дымление или появление необычного шума. Тем не менее, транспортному средству не обязательно иметь эти симптомы, чтобы использовать отремонтированный двигатель. Полный и всесторонний ремонт вашего двигателя повысит мощность, топливную экономичность и продлит срок службы вашего автомобиля.
Вы снимаете и устанавливаете двигатели?
Galloway Engines — прецизионная мастерская, занимающаяся механической обработкой и ремонтом двигателей. Это гарантирует, что мы являемся специалистами в своей области, и только качественная работа будет доставлена по самым высоким стандартам. Мы можем организовать снятие и установку двигателя или обратиться за этой услугой в ваш обычный сервисный центр.
Это гарантирует, что мы являемся специалистами в своей области, и только качественная работа будет доставлена по самым высоким стандартам. Мы можем организовать снятие и установку двигателя или обратиться за этой услугой в ваш обычный сервисный центр.
Могу ли я поставить свои детали?
Да. Если вы отдаете предпочтение определенной торговой марке, вы можете поставить свои собственные новые детали. Тем не менее, наши цены на запчасти очень конкурентоспособны, а наши высокие стандарты гарантируют, что для любой работы будут установлены только качественные детали. У нас есть связи со многими австралийскими и международными компаниями, что позволяет нам иметь доступ к источникам запчастей по всему миру.
Вы предлагаете гарантию?
На любой надежный продукт распространяется гарантия, подтверждающая его качество. Galloway Engines не исключение. Мы даем полную гарантию на все наши работы. Свяжитесь с нами для получения дополнительной информации об условиях нашей гарантии.
Зачем мне использовать двигатели Galloway?
Компания Galloway Engines поставляет качественный двигатель, который полностью отремонтирован в соответствии с оригинальными спецификациями производителя и соответствует австралийским стандартам AS4182 для бензиновых двигателей и AS4427 для дизельных двигателей. Наше современное оборудование обеспечивает качественную и точную работу, а наша команда специализированных технических специалистов уделяет большое внимание деталям. Это гарантирует, что вы получите наилучшую возможную работу.
Вы можете отремонтировать любой двигатель?
Да. Будь то двигатель Caterpillar от гигантской землеройной машины или небольшой трехцилиндровый двигатель Suzuki, у нас есть оборудование, которое сможет удовлетворить ваши потребности. Свяжитесь с нами, чтобы узнать, как мы можем удовлетворить ваши требования.
Предлагаете ли вы двигатели, совместимые с LPG?
Поскольку свойства сжиженного нефтяного газа отличаются от характеристик неэтилированного топлива, при переводе на сжиженный нефтяной газ у двигателя могут возникнуть проблемы. Мы можем предложить опции, которые могут повысить производительность и надежность двигателя, работающего на сжиженном газе. Компания Galloway Engine Reconditioning также имеет ряд сменных головок, модифицированных для работы на сжиженном нефтяном газе.
Мы можем предложить опции, которые могут повысить производительность и надежность двигателя, работающего на сжиженном газе. Компания Galloway Engine Reconditioning также имеет ряд сменных головок, модифицированных для работы на сжиженном нефтяном газе.
У вас есть EFTPOS?
У нас есть все возможности EFTPOS, и мы можем принимать платежи с помощью кредитной или дебетовой карты.
Шариковый хонинговальный станок – как получить идеальную поверхность для уплотнения поршневых колец
Шариковый хонинговальный станок – как получить идеальную поверхность для уплотнения поршневых колец
Шариковый хонинговальный станок обеспечивает отличное качество поверхности и сделает вашу следующую работу по замене колец успешной!
Инструмент для шлифования шариков отлично подходит, если вы только пытаетесь освежить цилиндр перед повторной проточкой. Потому что это не инструмент для удаления материала.
Задача шарового хонингования заключается в создании последовательной поперечной штриховки на поверхности отверстия.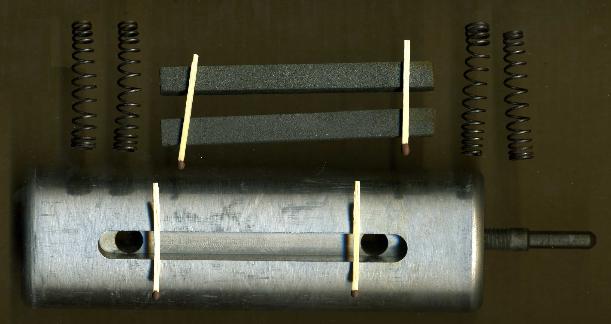 Так что маслу есть за что цепляться. Без этой крестовины масло будет просто утекать, не выполняя свою работу.
Так что маслу есть за что цепляться. Без этой крестовины масло будет просто утекать, не выполняя свою работу.
Итак, в вашем двигателе поршни двигаются вверх и вниз, сохраняя герметичность через поршневые кольца. Но со временем постоянное трение колец о стенку цилиндра может отполировать его до очень гладкой поверхности.
Это создает проблемы двумя способами:
- Во-первых, смазочное масло в двигателе не будет должным образом прилипать к зеркально гладкой поверхности, что приведет к увеличению трения.
- Во-вторых, при притирке вновь установленных поршневых колец между кольцами и стенкой цилиндра должен возникать незначительный износ. Следовательно, для правильной посадки колец и обеспечения газонепроницаемого уплотнения.
Потому что, если стенки цилиндра слишком гладкие, этого износа не будет, а кольца «скользят» по полированной поверхности.
Шариковый точильный станок какого диаметра следует использовать
Шариковые хонинговальные станки имеют увеличенный размер. Итак, вам нужно выбрать размер, исходя из размера вашего цилиндра. Если ваш цилиндр нестандартного размера, выберите следующий по величине размер. Например, для цилиндра, который был обработан до 3-3/8 дюйма, выберите хонинговальный инструмент 3-1/2 дюйма. «Гибкость», встроенная в точилку, приспосабливается к разнице в размерах. Степень завышения создает давление и мягкое режущее действие на стенки цилиндра.
Итак, вам нужно выбрать размер, исходя из размера вашего цилиндра. Если ваш цилиндр нестандартного размера, выберите следующий по величине размер. Например, для цилиндра, который был обработан до 3-3/8 дюйма, выберите хонинговальный инструмент 3-1/2 дюйма. «Гибкость», встроенная в точилку, приспосабливается к разнице в размерах. Степень завышения создает давление и мягкое режущее действие на стенки цилиндра.
Шариковый хонинговальный инструмент с какой зернистостью следует использовать
Отображение размера шарового хонинговального инструмента
Таким образом, чем выше число, тем мельче зернистость. Зернистость, наиболее часто используемая при сборке двигателей, варьируется от 120 до 400. Зернистость для хонингования — одна из тех тем, которые сильно различаются у многих дизайнеров колец. Для простой замены колец просто используйте зернистость, рекомендованную производителем колец, которые вы используете. Они предложат правильную зернистость для используемого вами типа кольца. (Типы колец: железные кольца-хромированные кольца-молибденовые кольца-плазменные кольца)
(Типы колец: железные кольца-хромированные кольца-молибденовые кольца-плазменные кольца)
Рекомендуемые шаги по хонингованию цилиндров под новые кольца
Повторная обработка цилиндров при подготовке к новым кольцам состоит из нескольких шагов. Первым делом, конечно же, нужно снять все подшипники, оставив голый блок двигателя. Металл, полученный в результате хонингования или деглазирования, идет повсюду. Заметьте , что самое худшее в хонинговании — это очистка блока. Таким образом, вы никогда не сможете тратить много времени на чистку своего блока.
С голым двигателем и рассверленным цилиндром (при необходимости) поместите шаровой хонинговальный инструмент в ручную дрель или сверлильный станок. Смажьте цилиндр маслом 10-30wt или маслом для шаровых хонингов (рекомендуется). Распределите смазку по стволу кистью или пальцами. Убедитесь, что цилиндр полностью закрыт.
Цилиндрическое хонингование
При первом использовании нового хонинговального инструмента полностью смажьте его и стенки отверстия несколько раз. Потому что шарик сам по себе впитает часть масла. Будущее хонингование цилиндров не потребует столько масла, как в первом случае с новым шаровым хонингованием. Вставьте смазанный шаровой хонинговальный инструмент, медленно вращая сверло, вставляя его в отверстие. С шаровым хоном в смазанном отверстии запустите дрель на скорости 600-800 об/мин. Причем, энергичными движениями вверх-вниз по каналу ствола на 40-60 ударов.
Насколько энергично движение
По сути, так быстро, как вы можете двигать руками. Вы ищете 45-градусную штриховку в канале ствола. Если вы не получаете хорошую штриховку, вам нужно снизить скорость сверления. Следовательно, для получения ДОЛЖЕН ИМЕТЬ штриховку под углом 45 градусов. Запустите дрель на 40-60 оборотов и протрите канал ствола чистой тряпкой. Осмотрите отверстие.
Если виден тускло-серый цвет (он будет выделяться на свежеотшлифованной поверхности). Затем продолжайте до тех пор, пока отверстие не будет полностью восстановлено. Во время хонингования продолжайте впрыскивать масло в канал ствола, чтобы смыть материал цилиндра. Как только канал ствола тускло-серого цвета не виден, СТОП хонингование.
Во время хонингования продолжайте впрыскивать масло в канал ствола, чтобы смыть материал цилиндра. Как только канал ствола тускло-серого цвета не виден, СТОП хонингование.
Достижение правильного шаблона поперечной штриховки цилиндра
Угол поперечной штриховки
Другой неправильно понятой и широко обсуждаемой темой является угол поперечной штриховки. Результирующий угол поперечной штриховки, создаваемый шаровым хонингованием, строго зависит от частоты хода в зависимости от (об/мин). Большинство OEM-производителей и производителей колец заявляют, что угол царапин на штриховке должен составлять около 27–45 градусов, при этом 45 градусов является оптимальным.
Угол штриховки должен быть одинаковым на всех стенках цилиндра:
- Если угол поперечной штриховки слишком большой, стенки цилиндра не будут удерживать достаточное количество масла, чтобы облегчить процесс посадки колец. Проблема в том, что кольца будут качать масло и кольца будут вращаться слишком быстро. В результате это приводит к ускоренному износу колец и кольцевых канавок.
- Слишком малый угол может вызвать эффект вибрации, так как кольцо проходит по желобу, препятствуя повторному получению надлежащей смазки кольца, что приводит к чрезмерному износу поршневых колец, чрезмерному износу поршневых колец и возможности дымления двигателя без кольцевая посадка.
Чтобы получить желаемую штриховку под углом 45 градусов, запустите сверло на скорости 600–800 об/мин. И энергично водите сверлом вверх и вниз по стволу. Это энергичное движение вашей руки утомительно. Но вам нужно всего лишь запустить инструмент в канал ствола на 10-15 секунд. Затем осмотрите поверхность цилиндра. Если вы видите тускло-серую поверхность, это указывает на то, что шлифовальный круг был неэффективен в этой области. Итак, продолжайте хонингование до тех пор, пока на всем отверстии не появится свежий срез с перекрестной штриховкой.
Самый важный этап после хонингования шаров – это очистка всего
Очистка блока цилиндров
Заключение
Используйте нейлоновую щетку для мытья цилиндров или чистую ткань, смоченную в теплой мыльной воде, и проведите вверх и вниз по каналу ствола. Продолжайте этот процесс, промывая канал ствола теплой мыльной водой. Цель состоит в том, чтобы удалить каждую микроскопическую частицу, застрявшую в канавках стенки цилиндра.
Продолжайте этот процесс, промывая канал ствола теплой мыльной водой. Цель состоит в том, чтобы удалить каждую микроскопическую частицу, застрявшую в канавках стенки цилиндра.
Итак, после тщательной очистки возьмите чистую белую безворсовую ткань, смоченную теплой водой, и с силой протрите вверх и вниз отверстие цилиндра. Далее осмотрите тряпку, если вы видите серость на тряпке, нужно вернуться и прочистить канал ствола еще раз. Повторяйте, пока не увидите, что на белой ткани нет серого. После того, как каждое отверстие станет идеально чистым, покройте каждый цилиндр маслом, чтобы сохранить до установки поршня.
Спасибо!
Хонингование проходит полный цикл | Инжиниринг режущего инструмента
Когда Джозеф Суннен впервые представил себе современный процесс хонингования на рубеже веков, он рассматривал его как операцию по чистовой обработке поверхности. Однако в ходе своего развития хонингование превратилось в процесс удаления материала, используемый машинистами в качестве исправления неадекватного растачивания. Но хонингование, при котором используются абразивные камни, вращающиеся с низкой скоростью внутри отверстия, не обеспечивает эффективного удаления материала. Использование хонингов в качестве инструментов для механической обработки, а не инструментов для чистовой обработки поверхности, может фактически повредить металлическую поверхность.
Заточка щеткой представляет собой возвращение к первоначальной цели затачивания. Как настоящий процесс хонингования, хонингование щеткой может улучшить качество поверхности, не вызывая дополнительных повреждений.
Первые хонингования
Хонингование началось как решение проблем автомобильной промышленности с шероховатыми отверстиями цилиндров. Расточные инструменты и станки начала века оставляли на стенках цилиндра поверхность стиральной доски. Поверхность не будет должным образом уплотняться пакетом поршневых колец, что сделает невозможным адекватную смазку колец и поршней. Эти несоответствия быстро изнашивали первый комплект колец двигателя, который рвался, поскольку они неоднократно сталкивались с неровностями поверхности. Как правило, пакеты колец необходимо заменять после очень короткого периода обкатки.
Как правило, пакеты колец необходимо заменять после очень короткого периода обкатки.
Рис. 1. Выступ на поверхности стенки цилиндра разрывает масляную пленку, что приводит к контакту металла с металлом, когда поршневое кольцо проходит над этой точкой.
Грубо расточенные стенки цилиндров так сильно задирали юбки поршней, что их требовалось зачищать. Повреждение было вызвано металлическим загрязнением кольцевого тракта. Когда поршень совершал возвратно-поступательные движения в отверстии, пакет колец отламывал микроскопические пики неровностей на стенке цилиндра. Эти разрыхленные металлические частицы портили подачу масла, загрязняли кольцевые подшипники, засоряли фильтры и вызывали вертикальные задиры на стенках цилиндров. Это общее загрязнение привело к задирам на юбках поршней. Второй причиной задиров была плохая смазка, вызванная микроскопическими выступами до того, как они были сглажены пакетом колец. Более высокие пики разрушали пленку смазки, покрывавшую стенку цилиндра (рис. 1). Когда поршень сталкивался с этими пустотами в верхней и нижней части своего хода, где скорость кольцевого пути была самой низкой, возникал контакт металла с металлом.
Короткий срок службы колец, задиры на юбке поршня и эрозия отверстия, которые были неизбежными результатами возвратно-поступательного движения поршней внутри шероховатых отверстий, привели к тому, что двигатели потребляли избыточное количество масла и в целом были намного менее эффективными, чем двигатели, производимые сегодня. Ранним владельцам автомобилей приходилось терпеть двигатели, которые сжигали слишком много топлива, производили слишком мало лошадиных сил и в целом работали плохо.
До процесса хонингования Sunnen единственным задокументированным методом, используемым автопроизводителем для сглаживания поверхности стенки цилиндра, была операция, опробованная Winton Motor Co. Машинисты Winton адаптировали технику, которая использовалась для отверстий меньшего диаметра. Чтобы устранить неровности поверхности, машинисты протолкнули стальные шарики из шарикоподшипникового качества через отверстие. Шарики, которые были на 0,002–0,003 дюйма больше диаметра отверстия цилиндра, полировали поверхность при прохождении.
Процесс, известный сегодня как балластировка, до сих пор используется не только для обработки отверстий цилиндров, но и для других целей. Но на заре автомобильной промышленности баллизация оказалась неадекватной. Несоответствия в расточенных цилиндрах приводили к чрезмерному контактному давлению, которое в некоторых случаях было достаточно большим, чтобы расколоть стенки цилиндра. Кроме того, шары
загрязнили стены захваченным материалом, который они измельчили и вдавили в поверхность.
Когда Sunnen предложила более эффективную альтернативу, автомобильная промышленность с энтузиазмом восприняла ее. В процессе хонингования Sunnen использовались абразивные камни, установленные в хонинговальную головку. Головка вращалась внутри ствола с помощью ручного электроинструмента или сверлильного станка, в то время как оператор совершал возвратно-поступательные движения головки вручную.
Хонинговальные инструменты изначально были гибкими. Камни удерживались на заготовке пружинными узлами, которые позволяли абразивам повторять существующую геометрическую форму отверстия. Удаление припуска было минимальным, в диапазоне от 0,0001 дюйма до 0,0020 дюйма. С помощью хонингования машинисты могли добиться шероховатости поверхности около 24 Ra.
Рис. 2. Ранние хонинговальные станки, в которых к жестким брускам применялось лишь легкое давление, не могли предотвратить перемычки брусков через высокие точки на поверхности заготовки.
На тот момент автопроизводители рассматривали технологию хонингования как процесс, позволяющий модифицировать поверхность отверстия без существенного изменения его геометрической формы или размеров. Из-за гибкого крепления абразивных брусков хонинговальный инструмент оказывал небольшое давление в точках контакта брусков со стенкой цилиндра. Легкое прикосновение инструмента позволило ему сгладить поверхность, не причиняя дополнительных повреждений. Однако камни были склонны к перемычкам через углубления на поверхности (рис. 2). В результате текстуры отшлифованной поверхности не были однородными.
Однако камни были склонны к перемычкам через углубления на поверхности (рис. 2). В результате текстуры отшлифованной поверхности не были однородными.
Хонингование становится механической обработкой
По мере развития хонингования автопроизводители увидели возможность расширить его роль в производственном процессе. Поскольку детали затачивались после того, как их расточили, машинисты начали использовать хонингование как способ исправления проблем, возникающих в процессе расточки. Это включало удаление материала, и для этого слесари нуждались в более жестких хонинговальных станках. Хоны были сконструированы с помощью винтов с ручным приводом, чтобы оказывать давление на камни. Эти механизмы были заменены сначала автоматическими механическими системами расширения, а затем гидравлическими системами. На каждом этапе требовались более твердые и более сплоченные камни, которые не разрушились бы при приложении давления.
Этот путь развития превратил хонингование в очень дорогой процесс снятия припуска. Современные хоны представляют собой точные, хорошо спроектированные инструменты высокого давления, в которых используются высокотехнологичные суперабразивные материалы на металлической связке. Эти инструменты варьируются от однопроходных хононов, способных обрабатывать отверстия размером от 0,125 дюйма, до гигантских хононов, которые могут обрабатывать отверстия размером до 36 дюймов.
Однако у этого расширения возможностей есть и обратная сторона. В процессе удаления материала эти инструменты могут нанести значительный ущерб. Относительно низкие скорости скольжения инструментов в сочетании с высоким давлением приводят к образованию рваных и складчатых заготовок и образованию сети микротрещин. Размер и дисперсия этих дефектов зависят от материала. Например, хонингование разрывает чугун на глубину 2 мкм. и складывается по областям размером 4 микродюйма. площадь. Пользователь может несколько контролировать это повреждение, уменьшив давление и включив больше проходов искрового разряда. Камень с более мягким и гибким связующим материалом не будет так сильно разрывать материал, потому что он режется более свободно и удаляет меньше материала. Однако эти корректирующие меры также усложняют контроль над процессом и требуют больше времени.
Камень с более мягким и гибким связующим материалом не будет так сильно разрывать материал, потому что он режется более свободно и удаляет меньше материала. Однако эти корректирующие меры также усложняют контроль над процессом и требуют больше времени.
Охлаждающие и смазочные материалы, затачиваемые современными более жесткими камнями, представляют собой еще одну проблему. Скважина должна быть заполнена специально разработанными сульфонированными нефтепродуктами. Без этих жидкостей низкая скорость процесса и постоянный контакт имеют тенденцию нагружать камни. Сера используется из-за ее способности инкапсулировать частицы удаленного материала и предотвращать их связывание с матрицей камня. Хотя эти охлаждающие жидкости и смазочные материалы выполняют свою работу, утилизация опасных химикатов может быть сложной и дорогостоящей. Повторное их воздействие может привести к дерматологическим проблемам у операторов, которым приходится работать с жидкостями изо дня в день. В связи с этими заботами об окружающей среде и безопасности производители охлаждающих жидкостей должны разработать совершенно новое семейство водорастворимых химикатов для удовлетворения потребностей этой конкретной операции.
Хонингование щеткой удовлетворяет потребности
Рис. 3. Надлежащее хонингование удаляет только пики на поверхности заготовки. На этих двух рисунках показана шероховатость поверхности на заданной длине оценки (L) до и после хонингования.
Несмотря на отказ металлообрабатывающей промышленности от хонингования под низким давлением, потребность в этом типе операций сохраняется. Жесткое хонингование типа, разработанного Sunnen, может уменьшить отклонения в размерах, вызванные некачественными предшествующими процессами механической обработки. А хонингование может улучшить качество поверхности, исправив микротрещины, вызванные другими операциями механической обработки. Но хонингование дает эти преимущества только в том случае, если оно не используется в качестве процесса механической обработки. Точилка никогда не должна удалять больше, чем микроскопические пики над средней линией на поверхностной дорожке, и она никогда не должна резать глубже, чем на несколько микродюймов. На рис. 3 показано, как хонингование при правильном выполнении может изменить поверхность, демонстрирующую случайное распределение амплитуды по длине оценки (L). На верхнем рисунке показана необработанная поверхность с шероховатыми и зубчатыми вершинами. На нижнем рисунке показана та же поверхность после того, как хонингование удалило эти выступы. Если бы этот участок со скошенными вершинами поверхности был частью стенки цилиндра, он обеспечил бы больший контакт нагрузки с пакетом колец поршня и способствовал бы лучшему удержанию масла. Когда сравниваются коэффициенты опоры поверхности до и после хонингования щеткой, коэффициент после хонингования показывает большую часть поверхности, близкую к пиковому уровню поверхности. Кривая коэффициента опоры характеризует поверхность путем сравнения длины материала опорной поверхности на заданной глубине профиля с оценочной длиной.
Щеточное хонингование — это процесс, позволяющий улучшить качество поверхности без удаления лишнего материала или повреждения поверхности заготовки.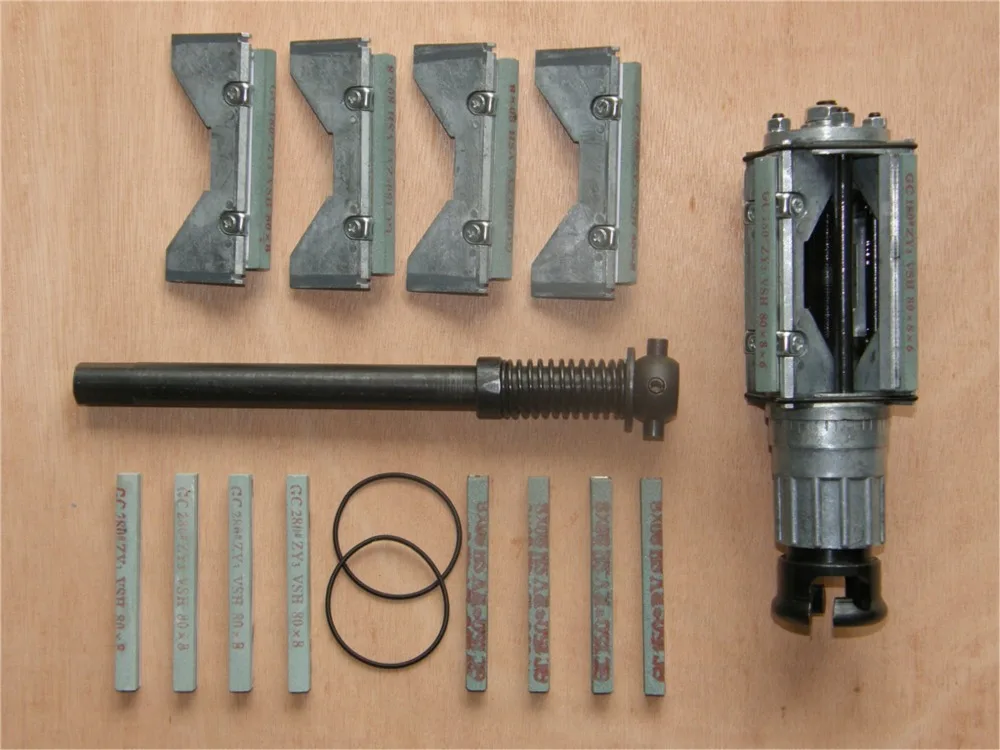 Щеточные хоны напоминают щетки. Их нейлоновые нити удерживают абразив, который составляет до 40% материала хона. Производители щеточных хонингов поставляют инструменты с Al2O3, SiC, CBN или алмазным абразивом, внедренным в нейлоновую матрицу. Щетки обычно продаются в виде вставок для установки в корпус инструмента, аналогичный стандартной расточной головке с несколькими вставками. Пакет вставок позволяет заточить более 20 000 отверстий при использовании инструмента под давлением 40 фунтов на квадратный дюйм.
Щеточные хоны напоминают щетки. Их нейлоновые нити удерживают абразив, который составляет до 40% материала хона. Производители щеточных хонингов поставляют инструменты с Al2O3, SiC, CBN или алмазным абразивом, внедренным в нейлоновую матрицу. Щетки обычно продаются в виде вставок для установки в корпус инструмента, аналогичный стандартной расточной головке с несколькими вставками. Пакет вставок позволяет заточить более 20 000 отверстий при использовании инструмента под давлением 40 фунтов на квадратный дюйм.
Пользователи, привыкшие к стандартному хонингованию под высоким давлением, обнаружат, что процесс хонингования щеткой значительно отличается. Абразив наносится на поверхность в гибкой среде, состоящей из множества дискретных элементов. Инструмент работает при гораздо более низком давлении, хотя потребляемая мощность примерно на 10% выше, чем при хонинговании под высоким давлением. В отличие от обычного точильного бруска элементы щеточного точила могут воздействовать на поверхность независимо друг от друга. Это позволяет избежать перемычек, давая щетке возможность шлифовать поверхность, приспосабливаясь к любым незначительным впадинам и пикам (рис. 4).
Это позволяет избежать перемычек, давая щетке возможность шлифовать поверхность, приспосабливаясь к любым незначительным впадинам и пикам (рис. 4).
Рис. 4. Обычный жесткий точильный брусок не может достигать низких участков поверхности без удаления относительно большого количества материала. Однако гибкие элементы щеточного хонинговального станка могут достигать этих областей и выполнять их хонингование с минимальным съемом припуска.
Щеточное хонингование выполняет задачу, для которой было разработано хонингование. Он уменьшает пики поверхности и удаляет разорванный и складчатый материал, оставшийся после других процессов. Стабильно достигается шлифованная поверхность с шероховатостью от 5 до 6 Ra.
Хотя основными пользователями щеточных хонов являются производители автомобилей и двигателей, эта технология может быть интегрирована в широкий спектр приложений. Гибкие инструменты требуют меньших по размеру и менее жестких машин, чем мундштуки высокого давления. В высокопроизводительных операциях инструменты используются на автоматизированных линиях. Некоторые мастерские могут использовать станки, специально предназначенные для щеточного хонингования, но даже расточные станки можно приспособить для щеточного хонингования с помощью специально разработанных инструментов и держателей.
В высокопроизводительных операциях инструменты используются на автоматизированных линиях. Некоторые мастерские могут использовать станки, специально предназначенные для щеточного хонингования, но даже расточные станки можно приспособить для щеточного хонингования с помощью специально разработанных инструментов и держателей.
Требуется качественное растачивание
Чтобы хонингование щеткой дало удовлетворительные результаты, пользователи должны помнить, что этот процесс не предназначен для исправления недостатков предшествующих процессов. Операторы, контролирующие процесс растачивания, должны понимать основную механику и динамику процесса обработки, чтобы избежать вибрации и производить отверстия с достаточно точными поверхностями, размерами и формой.
|

Процесс бурения характеризуется рядом независимых и зависимых переменных (рис. 5). Чистота поверхности, размер, округлость и цилиндричность отверстия зависят от переменных, которые указывают на состояние процесса и на которые влияют управляющие переменные. Механическая обработка — это, с точки зрения механики, процесс резания, в результате которого образуется стружка. Стружка может быть непрерывной, зубчатой или прерывистой, или на инструменте может быть нарост. Тип микросхемы, которую формирует процесс, часто является хорошим индикатором состояния процесса.
Рисунок 6: Напряжения сжатия и сдвига, возникающие в процессе резания, определяют тип образующейся стружки.
На рис. 6 показана упрощенная ортогональная обработка и напряжения, создаваемые процессом резания. Инструмент, движущийся относительно заготовки, создает сжимающие и касательные напряжения в зонах первичного сдвига (ps) и вторичного сдвига (sz). Эти напряжения приводят к тому, что возникающий сдвиг концентрируется в наклонной (Ø) плоскости сдвига (sp). Они также вызывают стекание стружки вверх по передней поверхности инструмента. Это действие показано на рисунке 6 для инструмента с положительным передним углом (а). Толщина стружки (tc) отличается от DOC (толщина t), измеренного в направлении подачи, из-за сжатия стружки.
Независимые переменные процесса растачивания напрямую влияют на образование стружки. Результирующая сила резания часто описывается ее составляющими, которыми являются тангенциальные силы и силы подачи или нормальные силы и силы трения. Процесс резания приводит к реактивным силам, действующим между инструментом и заготовкой, которые вызывают относительное смещение. Связанная связь между реакцией конструкции станка и условиями резания приводит к механизму обратной связи и модуляции процесса, которые присущи динамическому процессу обработки.
Динамический отклик системы обработки проявляется в виде вибрации. Есть три формы вибрации. Оператор должен уметь определять, какой тип вибрации влияет на процесс, и понимать ее динамику, чтобы правильно корректировать и контролировать размер и форму отверстия.
В качестве простой иллюстрации рассмотрим все компоненты системы обработки — заготовку, приспособление и станок — как жесткие по сравнению с гибкостью расточного инструмента, и представьте, что есть только одна существенная или доминирующая мода вибрации влияет на эту систему.
Свободная вибрация — это один из типов вибрации, которую может испытывать система. Это реакция инструмента на начальные условия, когда он свободен от приложенной извне силы. В нережущий период при прерывистой обработке сила резания устраняется, и инструмент пружинит из отклоненного положения. Аналогичное поведение возникает после внезапного смещения инструмента, когда он подходит к концу прерывания поверхности и снова начинает резать заготовку. Учитывая структурное демпфирование, которое присутствует во всех физических системах, если процесс обработки стабилен, амплитуда вибрации будет уменьшаться со временем, хотя частота или период останутся на собственной частоте системы. Эффекты свободной вибрации можно увидеть во время растачивания двухтактных двигателей, когда инструмент входит и выходит из портов передачи или через впускные и выпускные каналы. Полученные поверхности часто имеют заниженный размер из-за прерываний в направлении обработки, а отверстие имеет некруглую форму.
Еще один тип вибрации — вынужденная вибрация. Это реакция системы на периодическое возбуждение, и оно происходит на той же частоте, что и возбуждение. Амплитуда вынужденной вибрации постоянна (не затухает и не увеличивается) во времени, если предположить, что величина возбуждения остается неизменной. Типичным примером вынужденной вибрации является радиальное смещение инструмента в определенном направлении, которое происходит, когда дисбаланс инструмента приводит к возникновению тряски при вращении инструмента. Этот дисбаланс вызовет периодическую силу, возникающую один раз за оборот. Величина силы будет связана с квадратом скорости вращения. Расточный инструмент, на который действует эта сила, будет демонстрировать максимальное смещение до того, как испытает какие-либо силы резания. Это смещение часто приводит к увеличению площади входа инструмента в отверстие. Эта проблема характеризуется конусностью или раструбом.
Самовозбуждающаяся вибрация может возникать, когда процесс обработки содержит обратную связь. Система с самовозбуждением способна модулировать постоянную входную силу (например, силу резания в высокостабильном процессе обработки, при котором образуется непрерывная стружка) в периодически изменяющуюся реакцию. Амплитуда отклика может уменьшаться (что указывает на стабильную систему), оставаться постоянной (предельно устойчивая система) или увеличиваться (нестабильная система) со временем. Болтовня является примером самовозбуждающейся вибрации. Это часто является проблемой, когда стабильная, хорошо подготовленная операция чернового растачивания отливки внезапно начинает страдать от шума и вибрации. Поскольку ширина резания является основным фактором выигрыша при обработке, когда вибрация является проблемой, появление вибрации во время расточки отливки может быть связано с увеличением радиального DOC из-за угла уклона.
Измеряя вибрационную реакцию системы обработки, оператор или инженер-технолог может установить пределы стабильности процесса, определить причину различных нежелательных условий обработки, указать оптимальные условия резания и, при необходимости, использовать специально настроенные инструменты или амортизаторы. Микротрещиноватость обрабатываемой поверхности, которая также связана с относительным уровнем вибрации, может быть уменьшена за счет достижения высокой стабильности процесса обработки.
Оператор может контролировать силы резания, выбирая геометрию обработки, которая ограничивает деформацию заготовки, особенно если заготовка имеет тонкие стенки. Округлость и прямолинейность отверстия можно улучшить с помощью инструмента, который эффективно сбалансирован с несколькими режущими кромками.
Следует отметить, что на стабильность процесса обработки влияет суммарная ширина реза, суммированная по всем задействованным кромкам. Когда отлаженный процесс начинает давать отклонения в размерах, особое внимание необходимо уделить очень тонким чистовым резкам. По мере того, как DOC уменьшается, становясь малым по сравнению с конечным радиусом инструмента, эффективный передний угол может изменяться от положительного до 0 или даже становиться отрицательным. В результате мертвая зона становится значительной и может привести к наростам на кромках, ухудшению качества поверхности, включающему разорванный и складчатый материал, увеличению усилий вспахивания (отталкивание и деформация детали) и сжатию материала заготовки (частичное упругое расширение на кромке). рельефная поверхность, повышенное трение и изменение размера).
Когда операторы соблюдают правильные принципы обработки, они могут производить расточенные отверстия, которые не нужно исправлять жестким хонингованием под высоким давлением. Например, один производитель алюминиевых цилиндров для двухтактных двигателей смог полностью отказаться от операции хонингования под высоким давлением, точно настроив операцию расточки. Несмотря на то, что стенка цилиндра была прервана впускным, выпускным и передаточным отверстиями, производитель смог изготовить отверстие высокого качества. Благодаря тщательному выбору инструментов и параметров операторы по отверстию скважины произвели цилиндры с максимальным допуском овальности 0,0003 дюйма и Cpk 1,33 перед хонингованием. Типичные значения круглости в области перемещения кольца цилиндра находились в пределах 100 мкдюйм, прямолинейность отверстия приблизилась к пределу контроллера 40 мкдюйм, а шероховатость поверхности колебалась от 9до 20 Ра. Когда-то производитель использовал обычные инструменты для хонингования под высоким давлением, чтобы довести отверстия до нужного размера и формы после того, как они были никелированы. Но с модернизированным процессом растачивания производитель обнаружил, что обычное хонингование стало ненужным. Все, что использовалось, — это хонингование щеткой на нескольких моделях цилиндров.
Об авторе
Гай Кармайкл является президентом Carmichael Enterprises Inc., Olmstead Township, OH. Эллиот Стерн — президент Design & Manufacturing Solutions Inc., Лутц, Флорида.
Как отточить хонингование
Блоки двигателей с годами стали тверже, переходя от серого чугуна к гораздо более твердым материалам, таким как чугун с уплотненным графитом (CGI). Эти изменения сделали более важным понимание того, как удерживание масла работает вместе с кольцевым уплотнением при хонинговании. Даже эталон измерения Ra (среднее арифметическое значение шероховатости) устарел, заменив его тремя более эффективными эталонами: Rpk (пиковая шероховатость), Rk (шероховатость ядра) и Rvk (шероховатость долины, находящаяся ниже шероховатости ядра).
Эд Киблер из Rottler Manufacturing говорит, что геометрия отверстия, наряду с чистотой поверхности, является наиболее важным аспектом хонингования. «Слишком много операторов предполагают, что они делают круглые цилиндры. Большинство операторов постоянно проверяют прямолинейность, но многие не будут поворачивать нутромером на 90 градусов от того места, где они сделали первое измерение, чтобы убедиться, что цилиндр имеет тот же размер».
Киблер говорит, что существует прямая зависимость между давлением резания и количеством камней на хонинговальную головку. «Хонинговальные головки с шестью брусками справляются лучше, чем с четырьмя брусками, и намного лучше, чем с двумя брусками. Новые параметры шероховатости помогают определить правильную шероховатость, а именно RpK, Rk и RvK, а также Mr1 и Mr2. Ра на самом деле значит очень мало».
Ваш процесс хонингования определяется требуемыми значениями RpK и Rvk, согласно Kiebler. «Числа Rpk определяются камнем плато. Номера RvK определяются базовым финишем, а также временем, затраченным на плато с финишными камнями».
Перед хонингованием необходимо принять во внимание материал поршневого кольца и блока. «Применение и материал кольца важнее, чем материал блока», — говорит Киблер. «Но твердость материала блока может и будет изменять ваш процесс, определяя размер зернистости алмаза для базовой отделки».
Ключ к хонингованию заключается в том, чтобы кольца плотно прилегали к стенке цилиндра, делая впадины достаточной глубины. Но зайдите слишком глубоко, и вы удержите больше масла и создадите больше трения. Если глубина впадины слишком мала, кольца могут скользить по впадинам и терять герметичность.
По словам Киблера, вы действительно больше не можете приблизиться к чистоте поверхности. Он говорит, что они стали очень специфичными для таких приложений, как драг-рейсинг, гонки на серийных автомобилях или добавление таких вещей, как закись азота или турбонаддув и нагнетатели. «Мы разработали процедуру, которая позволяет большинству мастерских производить надлежащую отделку для всех этих применений всего с двумя размерами зерна. Это алмазы зернистостью 170 и CBN зернистостью 600 в различных количествах».
Kiebler говорит, что их новые хонинговальные станки намного проще в эксплуатации, чем старые ручные, потому что они имеют режим плоского хонингования. «На большинстве станков вы либо должны подавать камни вручную, либо хонинговальная головка вращается во время подачи камней. Это создает эффект вытирания, и шероховатость вашей поверхности будет отличаться от шероховатости нижней части цилиндра, что очень важно при попытке получить гладкую поверхность».
Киблер также отмечает, что камни сегодня просто лучше. «Внедрение абразивов CBN — это огромный шаг вперед. Эти абразивы действуют как стандартный стекловидный абразив, который является острым и чисто режет, но выдерживает тысячи цилиндров, в отличие от стандартных абразивов. Их необходимо использовать после алмазного хонингования, чтобы очистить весь порванный и фрагментированный металл с поверхности и получить ровную поверхность, необходимую для современных гоночных двигателей».
Более тонкие кольца, состав колец, более тонкие цилиндры, поскольку производители пытаются уменьшить вес, создают новые проблемы, подчеркивает Киблер. «Хотя кольца тоньше и могут лучше прилегать, они также имеют гораздо меньшее натяжение, поэтому, если у вас есть проблемы с геометрией отверстия из-за неправильной хонинговальной головки, слишком большого давления и т. д., они не смогут изнашивать кольца в отверстии и уплотнении. вверх. Вам нужно больше двух брусков в хонинговальной головке и станок, который может автоматически регулировать давление, чтобы не допустить чрезмерного давления резания на цилиндры, что приведет к их деформации».
По словам Боба Долдера из Sunnen, появление колец с низким натяжением приводит к тому, что хонингование становится более точным. «Возвращаясь к моей ранней истории с восстановлением двигателей, вы знаете, как мы проверяли чистоту поверхности? С миниатюрой. Это все, о чем вам нужно было беспокоиться с чугунными цилиндрами. Тогда не было колец низкого напряжения. Все это было очень напряжённо, вот как они изнашивались».
Тогда не нужно было шлифовать плоскость, замечает Долдер. «Ребята ломали двигатель, более или менее сбивая пики, ведя машину по автостраде, меняя скорость. Вот как вы их взломали. С тех пор мы прошли долгий путь.
Опытный хонинговщик может справиться со старым станком, если обновить головку, говорит Долдер. «Одна из ключевых особенностей CV616 или старого CK10 заключается в том, что вы действительно можете купить для него алмазную хонинговальную головку и заставить ее работать. Он не будет работать так же хорошо, как новый материал, но он будет работать. Это даст вам лучшую геометрию и хорошее качество поверхности. Проверяя чистоту поверхности и используя подходящие абразивы, вы можете заставить ее работать».
Одним из моментов, который может сбить с толку некоторых производителей двигателей, является то, что некоторые считают, что эти компьютеризированные хонинговальные станки могут измерять геометрию отверстия, но это неверно, говорит Долдер. «Вот где машина говорит вам, что канал ствола тугой, и вам нужно это исправить».
«Что мы делаем, когда проверяем отверстие — будь то двигатель внутреннего сгорания или топливная форсунка диаметром всего 180 тысячных — мы проверяем геометрию отверстия. Но Долдер объясняет, что инструменты для проверки этого недосягаемы для большинства производителей двигателей. «Вы не можете сделать это ничем, кроме прицела, манометра или манометра. Для большинства магазинов они слишком дороги».
Что могут сделать магазины, если у них есть старая машина, в которой еще есть жизнь? «Мастерские все еще могут неплохо работать с тем, что у них есть, если они хотят обновить инструменты», — говорит Долдер. «Одна из самых больших проблем, с которыми мы сталкиваемся сегодня со старым оборудованием, заключается в том, что магазины учитывают тот факт, что инструмент изнашивается… машина изнашивается. Головные подшипники могут нуждаться в обновлении. Когда держатели изнашиваются, а сам корпус изнашивается, вы получаете суммирование [допуска]. Как только вы начнете складывать одну проблему поверх другой, у вас получится беспорядок».
Что касается того, какой тип абразива и зернистости моторостроители должны использовать для хонингования, это старый ответ: по-разному. Долдер говорит, что строители должны составить свою собственную книгу рецептов того, что подходит именно вам. «Во-первых, вам нужно знать, насколько твердый блок или, по крайней мере, какой блок вы затачиваете. И вам нужно это, чтобы поместить эту информацию в книгу рецептов. Следующее, что вам нужно сделать, это придумать решение для этого приложения, какое кольцо я выберу? Какие поршни я буду использовать? А то где мне нужны мои номера профилометра. Некоторые производители колец могут предоставить вам эту информацию. А иногда и нет. Я дам вам некоторые цифры, но суть в том, что вам нужно посмотреть на это. Вам нужно разобраться в этом приложении. Нужно ли использовать черновой абразив? И как долго мне нужно использовать его, прежде чем я добавлю финишный абразив или, может быть, что-то среднее между ними? Это может быть двухэтапный процесс или трехэтапный процесс, чтобы добраться туда, где вы должны быть».
Помимо самого хонинговального станка, ведутся споры о том, следует ли использовать охлаждающую жидкость на водной или минеральной основе. Это имеет значение? «Мы предпочитаем охлаждающую жидкость на водной основе из-за охлаждающего эффекта», — объясняет Киблер из Rottler. «При использовании алмазов они, как правило, выделяют большое количество тепла. Охлаждающие жидкости на водной основе отводят тепло от стенок цилиндров, как это делает антифриз при работающем двигателе. Охлаждающая жидкость или масла на минеральной основе действуют как теплоизолятор. Поэтому вы должны дать блоку остыть в течение часа, прежде чем проверять окончательный размер, поскольку цилиндры имеют тенденцию сжиматься при использовании масла в качестве охлаждающей жидкости».
Киблер говорит, что вы можете использовать масляную или водную основу, так как алмазы будут работать и с тем, и с другим, но водная основа значительно дешевле и ее легче утилизировать, несмотря на то, что она не так долговечна, как масло.