Как подключить правильно сварочный аппарат: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как подключить сварочный аппарат: практическое руководство
Аппараты с показателем сварочного тока до 140 А можно подключать к бытовой электророзетке на 16 А
Купленный полуавтомат успешно распакован, колеса и рукоятки для перемещения, если они есть, установлены. Самое время запускать технику в работу. Как же правильно подключить провода к инверторному сварочному аппарату и как вести себя, чтобы избежать неприятностей в виде возгорания или удара током?
Прежде чем начать:
- Убедитесь, что агрегат расположен в подходящем месте. Ничто не должно мешать притоку воздуха к отверстиям, а в непосредственной близости не должно быть пыли, влажных и агрессивных паров.
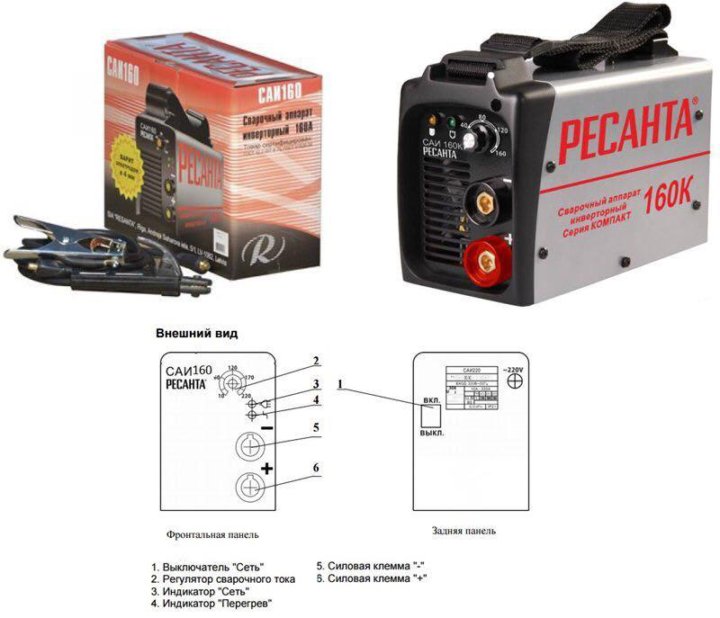
- Узнайте, соответствуют ли частота и напряжение, обозначенные на корпусе прибора, показателям электросети. Если ваша модель позволяет, зафиксируйте переключатель при помощи блокирующего винта в нужном положении – 220 или 380 В.

- Проверьте целостность и изоляцию кабелей – гибких и стационарных. На них не должно быть скруток или трещин, так как они будут вызывать перегрев.
- Подготовьте розетку с плавким предохранителем или автовыключателем.

Розетки «старого образца», рассчитанные на ток в 10 А, зачастую не подходят для сварки
Тонкости подключения
Для инверторных полуавтоматов используют провода «фаза» или две «фазы» в сочетании с «нулем», а также зеленый или желтый проводники – для заземления. Питание происходит посредством штепсельной вилки, соответствующей нормативам термопропускной способности. Обратный кабель присоединяют к клемме заземления. Чтобы улучшить контакт и избежать потерь напряжения, к последней припаивают специальные наконечники.
В аппаратах, эксплуатируемых от трехфазной сети, первый провод пускает на «фазу» питающего автомата, второй – на нейтральный выход, а третий – на защитный «ноль». Перед тем как подключить бытовой сварочный аппарат к трехфазной сети на 380 В, определите, где находятся тонкие входные, а где – толстые выходные питающие концы. Затем подсоедините два из них к любым двум «фазам», третий – к защитному «нулевому» проводу.
Перед тем как подключить бытовой сварочный аппарат к трехфазной сети на 380 В, определите, где находятся тонкие входные, а где – толстые выходные питающие концы. Затем подсоедините два из них к любым двум «фазам», третий – к защитному «нулевому» проводу.
Что нужно знать о кабеле
Так выглядит многожильный кабель для подключения инверторных полуавтоматов
Для эффективной работы необходимо подобрать гибкие кабели правильного сечения и оптимальной длины. Их характеристики должны быть такими, чтобы напряжение во время сварки падало не более, чем на 2 В.
Оптимальное решение – медные многожильные кабели круглого сечения, облегчающие работу за счет гибкости. Их основу составляет токоведущая жила до 95 мм2, в составе которой – много проволок диаметром 0,18-0,2 мм. Именно такая модификация, в отличие от одножильной, подходит и для подключения питания, и для заземления.
Величина сечения подбирается в зависимости от мощности инвертора и сварочного тока. К примеру, показателя в 16 мм2 достаточно для 189 А, в то время как аналог на 95 мм2 рассчитан на эксплуатацию вплоть до 522 А. Оптимальным считается значение 35 мм2, ориентированное на бытовые модели до 140 А.
К примеру, показателя в 16 мм2 достаточно для 189 А, в то время как аналог на 95 мм2 рассчитан на эксплуатацию вплоть до 522 А. Оптимальным считается значение 35 мм2, ориентированное на бытовые модели до 140 А.
Стандартной длины провода 1,8-2,5 м, как правило, бывает недостаточно. Для удлинителя важно подобрать и правильный материал. К примеру, сечение 1,5 мм2 рассчитано на максимальный ток 16 А, а для розеток на 25 А понадобится аналог 2,5 мм2. Тенденция такова: чем меньше промежуточных соединений, тем надежнее и безопаснее сварка.
Как бороться с неполадками в сети
Клемма заземления с наконечником
Чтобы обезопасить полуавтомат от выхода из строя из-за скачков напряжения, многие используют в качестве источника питания бензогенераторы. Однако мощности таких устройств зачастую оказывается недостаточно для работы.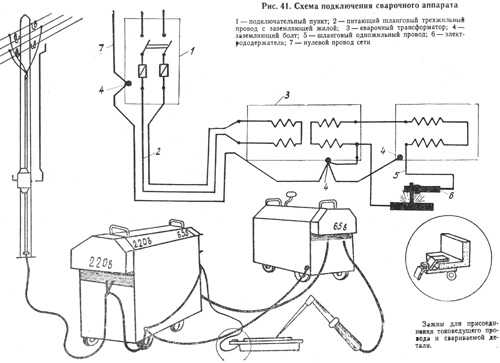 Вместо этого можно подключить сварочный аппарат через сетевой фильтр, защищающий от импульсных помех, перегрузок и короткого замыкания, или прибегнуть к стабилизатору напряжения. При выборе последнего важно ориентироваться, какой ввод на электрощитке – одно- или трехфазный, а также учесть выходную мощность полуавтомата и диапазон изменений входных напряжений в сети.
Вместо этого можно подключить сварочный аппарат через сетевой фильтр, защищающий от импульсных помех, перегрузок и короткого замыкания, или прибегнуть к стабилизатору напряжения. При выборе последнего важно ориентироваться, какой ввод на электрощитке – одно- или трехфазный, а также учесть выходную мощность полуавтомата и диапазон изменений входных напряжений в сети.
И напоследок совет. Не присоединяйте остальные составляющие инверторного полуавтомата – газовый баллон, катушку с проволокой – при включенном питании. Нажимайте кнопку «Пуск», только когда полный комплект оборудования будет готов к работе!
Как подключить сварочный аппарат — Ковка, сварка, кузнечное дело
Подключение сварочного аппарата
До того, как подключить сварочный аппарат, необходимо расположить его в таком месте, где ничто не будет препятствовать притоку воздуха к специальным отверстиям. Можно усилить охлаждение, установив за ним вентилятор, который обеспечит подачу воздуха. При этом важно следить за тем, чтобы никакие агрессивные или влажные пары и пыль не достигли прибора.
При этом важно следить за тем, чтобы никакие агрессивные или влажные пары и пыль не достигли прибора.
- 1. В первую очередь, стоит удостовериться, что напряжение и частота, обозначенные на корпусе аппарата, совпадают с теми же показателям в сети. Подключение производится при помощи следующих проводов: это могут быть две фазы либо фаза в сочетании с нейтралью, и еще один – заземление, как правило, он желтый или зеленый.
- 2. Если модель сварочного аппарата позволяет произвольно выбирать значение напряжения в электросети, нужно зафиксировать переключатель блокирующим винтом в положении, соответствующем напряжению в цепи.
- 3. Необходимо использовать штепсельную вилку, которая соответствует нормативам термопропускной способности. На ней непременно должен быть наконечник, который обеспечивает заземление сварочного аппарата, к нему-то и будет подключен соответствующий кабель. Естественно, розетка для такой вилки нужна не обычная: у нее должен иметься плавкий предохранитель, также подойдет автовыключатель.

- 4. Обратный кабель «земля» присоединяется к соответственной клемме в рабочем месте на минимальном расстоянии от прогнозируемого шва. Кабель-держатель крепится к выдающемуся фрагменту электрода при помощи специального предусмотренного зажима.
- 5. Перед подключением непосредственно к сети, нужно еще раз проверить, насколько хорошо укреплены штепсели. Плохой контакт спровоцирует скорый износ аппарата и малую эффективность его работы.
Если не соблюдать все эти правила, то при работе возможны травмы и другие неприятные последствия. Нарушение системы безопасности прибора может спровоцировать удары током или возгорание. В случае, когда какой-то из питающих кабелей был поврежден или вышел из строя по каким-либо причинам, его замену нужно доверять исключительно специалистам. Всегда нужно помнить: начинать профилактические или ремонтные работы по аппарату нельзя, не убедившись, что он отключен от электропитания.
Смотрите также:
Клумбы из камня— хороший выбор для создания особого настроения в саду. Успех заключается в грамотном выборе и непосредственно укладке камня. Для создания личного сада используют камни, который схожи по структуре и происхождению. Не стоит также забывать об основных характеристиках камней и их взаимодействии с растительной средой.
Успех заключается в грамотном выборе и непосредственно укладке камня. Для создания личного сада используют камни, который схожи по структуре и происхождению. Не стоит также забывать об основных характеристиках камней и их взаимодействии с растительной средой.
Холодная ковка своими руками – это очень выгодный бизнес. Чтоб организовать маленькую мастерскую и делать изделия из металла не потребуется вкладывать большое состояние.
Если изготовить кузнечное оборудование своими руками, то можно сэкономить немало денег.
В такой мастерской должна быть сделана кузня своими руками, что тоже сбережет ваши средства. Имея такую мастерскую, можно изготавливать ворота из металла. И украшать их ковкой.
А как сделать горн для кузнечных работ можно найти на нашем сайте kovka-svarka.net.
Сделанная своими руками кузня будет не дорогой в плане вложений, что актуально и для самостоятельно выполненном контуре заземления. Для выполнения сварочных работ при монтаже кованных металлических изделий неплохим выбором будет сварочный аппарат САТ-1.
NASD — Безопасность дуговой сварки
ВВЕДЕНИЕ
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов.
единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном
Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые
используются для изготовления, ремонта и/или образовательных программ.
Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергаться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловая нагрузка.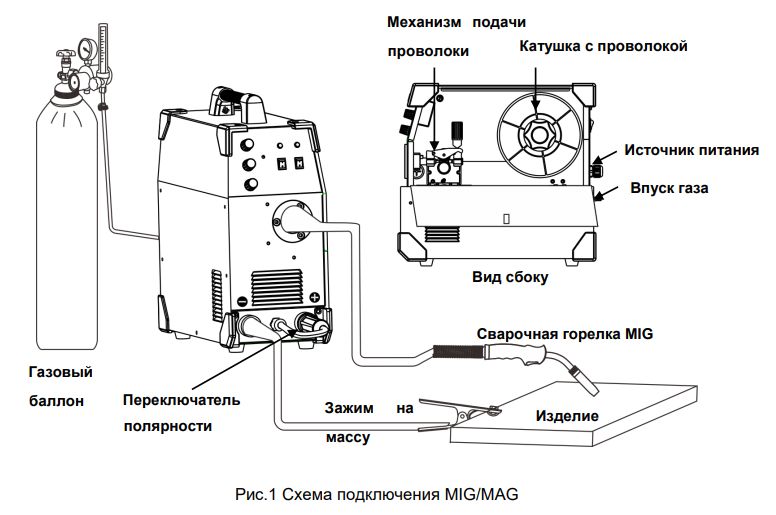 Любая из этих опасностей может
Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
ВЫБОР ДУГИ
СВАРЩИК
Когда
приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции
если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии
(NEMA) или стандарты безопасности для дуговых сварщиков, как
определяется Underwriters Laboratories (UL). Будьте уверены, что
приобретаемый вами сварочный аппарат имеет печать одобрения одного
этих организаций.
УСТАНОВКА
ДУГОВАЯ СВАРОЧНАЯ МАШИНА
Перед установкой дугового сварочного аппарата вы должны определить,
Существующая электрическая система адекватна повышенному
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Несоблюдение этого может
привести к пожару, замыканию на землю или отказу оборудования. Следующий
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- рама или корпус сварочного аппарата должны быть должным образом заземлены.
- А
предохранительный разъединитель или контроллер должны быть
рядом с машиной (см. рис. 1). - сварщик или сварщики должны быть защищены
плавкий предохранитель или автоматический выключатель на независимой цепи.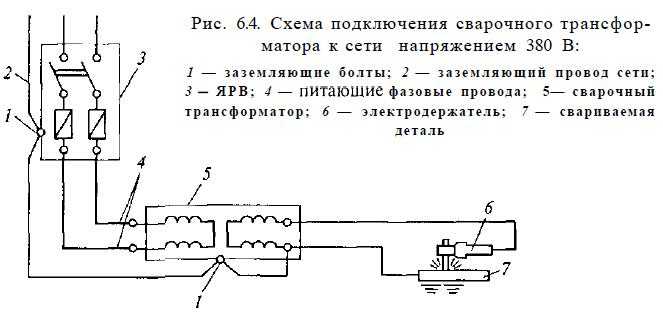
ВЕНТИЛЯЦИЯ
сварочный аппарат должен находиться в помещении с достаточной вентиляцией.
Как правило, при сварке металлов не учитывают
опасная, система вентиляции, которая будет перемещать как минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным.
Однако многие материалы считаются очень опасными и должны
производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить
накопление токсичных материалов или для устранения возможного кислорода
недостаток не только для оператора, но и для других в непосредственной близости
окрестности. Такая вентиляция должна обеспечиваться вытяжкой.
система расположена как можно ближе к рабочему месту (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, отнесенные к особо опасным
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
ПРОТИВОПОЖАРНАЯ
дуговая сварка способна создавать температуры, превышающие
10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место
сделать пожаробезопасным. Этого можно добиться, используя металлические листы.
Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
средства пожаротушения, такие как ведра с песком или
сухой химический огнетушитель типа АВС должен быть легко
доступный. Огнетушитель должен быть достаточно большим для
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Очень важно, чтобы оператор и помощники были должным образом одеты.
и защищены от жары, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рис. 3). Для защиты тела
пара огнезащитных комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами,
или изношенные места, так как они легко воспламеняются от искр. Рукава
и воротники должны быть застегнуты. Руки должны быть защищены
в кожаных перчатках. Пара высоких кожаных ботинок,
желательно защитную обувь, это хорошая защита для ног. Если
надеты низкие туфли, лодыжки должны быть защищены огнестойкими
леггинсы. Глаза должны быть защищены прозрачными очками, если
человек носит очки по рецепту или защитные очки, если нет.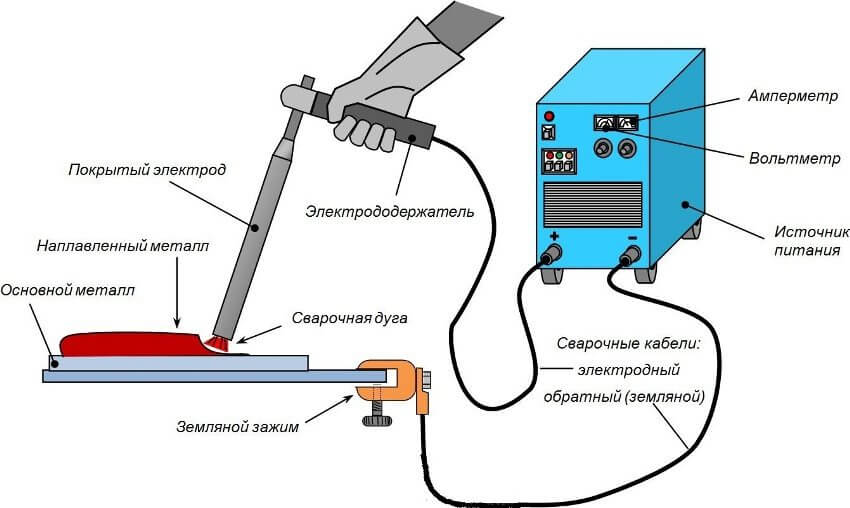
Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Пластик
одноразовые зажигалки очень опасны при жаре
и пламя. Очень важно, чтобы они не попали в
карманы во время сварки. Всегда обеспечивайте защиту окружающих
или других рабочих путем сварки внутри должным образом экранированной зоны,
если возможно. Если невозможно работать внутри экранированной зоны,
Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ
СВАРЩИКА
Он
Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован
по безопасному использованию квалифицированным учителем или сварщиком.
Потому что
из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем
запрещается производить сварку, резку или горячую обработку использованных
бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно,
свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича
на удобной высоте. Сварка никогда не должна выполняться напрямую
Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Электрический
сварщики могут умереть от удара током. Если операция сварки
должно быть сделано на стали или другом проводящем материале изоляционном
мат должен использоваться под оператором. Если зона сварки
мокрый или влажный или оператор сильно потеет, то он/она
под сварочные перчатки следует надевать резиновые перчатки.
Это
легче и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда должен быть тщательно
Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя.
Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
- Всегда
работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель
выхлоп прямо на улицу. - Никогда
заправляйте двигатель во время работы или при наличии открытого
пламя. - Протирка
немедленно вылить пролитое топливо и дождаться рассеивания паров
перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе
крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить
обварить себя. - Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба. Система зажигания должна быть отключена, чтобы предотвратить
Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя. - Хранить
все охранники и щиты на месте. - Хранить
руки, волосы и одежду вдали от движущихся частей.
СКОРАЯ ПОМОЩЬ
место сварки всегда должно быть оборудовано противопожарным покрывалом и
хорошо укомплектованная аптечка. Желательно, чтобы один человек
пройти обучение по оказанию первой помощи при легких травмах, которые могут
происходить. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезными, если их не лечит должным образом обученный медицинский персонал.
- Быть
Убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда
сварка без надлежащей вентиляции. - Взять
надлежащие меры предосторожности для предотвращения пожаров. - Защита
все ваше тело с огнезащитной одеждой, обувью и
перчатки. - Износ
защита глаз в любое время. - Сварка
только в пожаробезопасной зоне. - Никогда
выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках,
резервуары или другие емкости. - Знак
металл «ГОРЯЧИЙ» с мыльным камнем. - Сохранить
под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ
находится отдельно от
серия из Cooperative Extension, Университет
Аризона, Тусон, AZ 85719.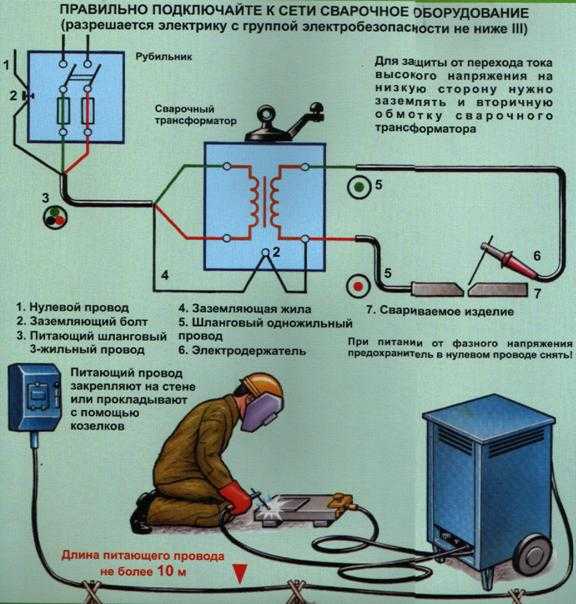 Дата публикации: май 1989 г.
Дата публикации: май 1989 г.
Копье
Флюгель, координатор по безопасности, и Брэдли Рейн, инженер
Специалист сельскохозяйственного колледжа Университета г.
Аризона, Тусон, AZ 85719.
Отказ от ответственности и информация о воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация, включенная в
NASD появляется с разрешения автора и/или правообладателя.
Более
Поиск и устранение неисправностей системы подачи проволоки
Перейти к содержимому
Сварка
MIG (GMAW) и сварка с флюсовой проволокой (FCAW), обычно называемая «сваркой проволокой», предлагает потенциал для значительного повышения производительности по сравнению со сваркой электродом. Однако система подачи проволоки использует более сложную механическую систему, чем другие, для подачи сварочной проволоки в сварочную ванну и подачи тока к проволоке, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.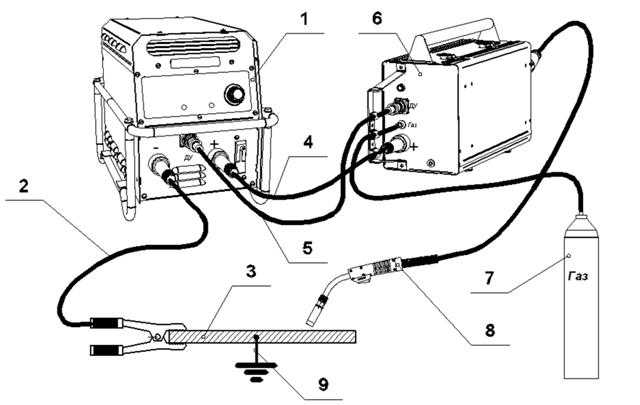
Точное устранение этих проблем при их возникновении или, что еще лучше, предотвращение их до того, как они возникнут, имеет решающее значение для получения максимальных преимуществ, которые предлагают эти процессы.
В целях устранения неполадок системы для сварки проволоки можно разделить на три отдельные категории в зависимости от функций: подача проволоки, подача газа и передача электроэнергии. Отказ в любой из этих систем приведет к неоптимальным характеристикам сварки, включая снижение производительности и увеличение времени простоя для доработки плохих сварных швов.
ПОДАЧА ПРОВОЛОКИ
Независимо от того, используете ли вы однофунтовые катушки, большие барабаны или большие бухты проволоки, механическая подача проволоки играет важную роль в определении качества дуги и свариваемости. Вы должны начать устранение неполадок в системе, убедившись, что проволока не заблокирована нигде на пути от натяжения катушки до контактного наконечника и везде между ними.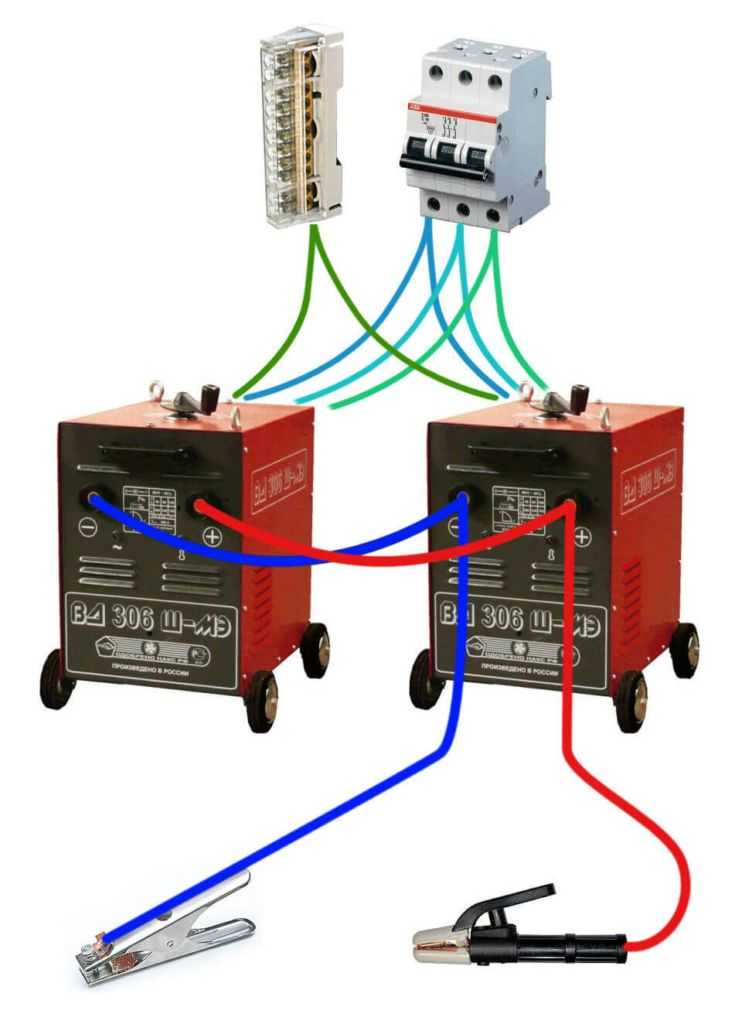
Натяжение втулки
Важно не перетянуть натяжение втулки, что позволяет катушке с проволокой вращаться. На большом барабане с проволокой эту функцию может выполнять механизм, перемещающийся по катушке. Натяжение ступицы — это просто средство предотвращения разматывания проволоки с катушки при остановке подачи проволоки. Этого должно быть достаточно, чтобы проволока не разматывалась, когда вы прекращаете подачу полной катушки на максимальной скорости подачи проволоки. Чрезмерная затяжка заставит приводной двигатель работать с большей нагрузкой только для того, чтобы снять проволоку с катушки, что приведет к проблемам со сваркой.
Проверка давления приводного ролика
Давление приводного ролика является очень распространенной проблемой при сварке проволокой. Слишком свободно, и у вас нет провода, входящего в лужу. Если слишком туго, можно раздавить проволоку и отслоить покрытие, деформировать проволоку, изнашивать ролики и повредить двигатель.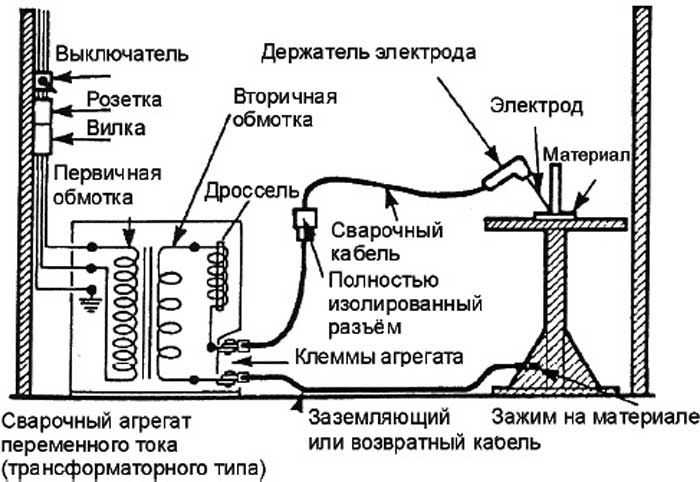
Чешуйчатое покрытие приведет к попаданию этих мелких чешуек во втулку, что еще больше ограничит возможность простой подачи проволоки в ванну. Деформированная проволока изнашивает канавки на контактном наконечнике, ограничивая электропроводность и ухудшая подачу. Износ рифленых поверхностей роликов приводит к плохому трению для правильной подачи проволоки. Чрезмерное натяжение приводного ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на приводной вал, которое может привести к износу редуктора или приводного двигателя из-за его смещения.
Однозначного ответа на вопрос о точном давлении, необходимом для обеспечения надлежащего давления приводного ролика, не существует. Натяжение приводного ролика должно быть отрегулировано так, чтобы оно было не слишком тугим, но и не слишком слабым. Начните с очень слабого давления приводного ролика. Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника. Используйте плоскогубцы или деревянный брусок, чтобы попытаться остановить подачу проволоки. Пройдите примерно пол-оборота за эту точку. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Используйте плоскогубцы или деревянный брусок, чтобы попытаться остановить подачу проволоки. Пройдите примерно пол-оборота за эту точку. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Проверка выравнивания приводных роликов
Приводные ролики можно отрегулировать из стороны в сторону, чтобы убедиться, что они находятся на одной линии с входной направляющей пистолета GMAW.
Проверьте входные направляющие
Входные направляющие должны иметь размер, соответствующий используемому проводу. На них не должно быть канавок, часто возникающих из-за несоосности или неправильного размера.
Проверка состояния вкладыша
Вкладыш пистолета должен соответствовать размеру используемой проволоки, а также должен быть чистым, без пыли и мусора. Перетянутая проволока будет отслаиваться и попадать во втулку излишними частицами, забивая ее. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «мокрой», и пыль может скапливаться на проволоке, затягивая ее во втулку.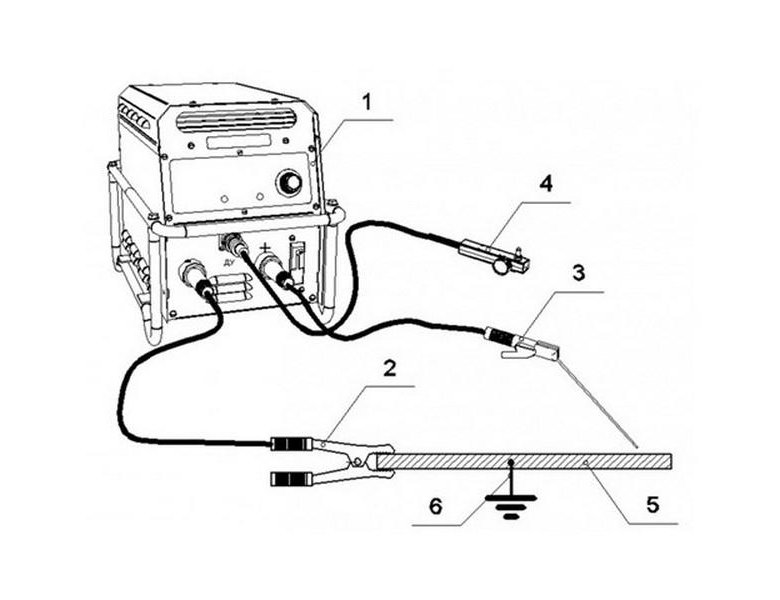
Производители проволоки уже должным образом подготовили поверхность проволоки для максимальной подачи и добавления или даже вычитания, которые могут повлиять на качество сварки. Если вы настаиваете на использовании чего-либо для «смазывания» или «вытирания» провода перед тем, как он попадет в систему, лучше всего подойдет хлопчатобумажная ткань с прищепкой, чтобы не было загрязнения провода и пыль не могла собираться на проводе. «мокрая» поверхность. Вкладыши являются изнашиваемыми элементами и должны регулярно заменяться.
Состояние контактного наконечника
Во многих случаях проблемы с подачей можно решить, заменив контактный наконечник. Контактный наконечник может засориться из-за брызг или прикосновения к сварочной ванне. Если проволока изнашивается на контактном наконечнике, вам необходимо проверить натяжение приводного ролика.
ПОДАЧА ГАЗА
При сварке MIG и дуговой сварке в защитных газах с флюсовой проволокой может возникнуть ряд проблем, которые мешают подаче защитного газа в сварочную ванну, что приводит к пористости, избыточному разбрызгиванию, нестабильности дуги и другим дефекты.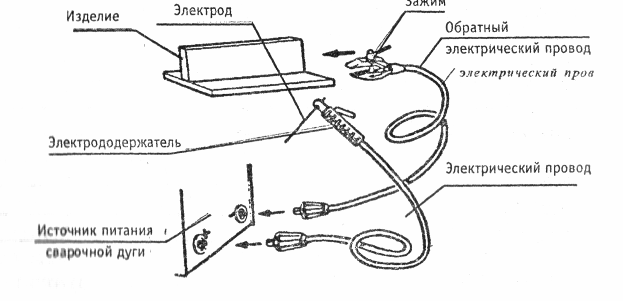 Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые следует предпринять для устранения возможных проблем с защитным газом:
Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые следует предпринять для устранения возможных проблем с защитным газом:
Проверка регулятора/расходомера
Расходомер со стеклянной трубкой и шариком можно использовать в качестве индикатора утечек газа. Если шарик не опускается на дно манометра, когда сварка не ведется, это указывает на то, что газ все еще течет, что указывает на утечку. Если используется регулятор/расходомер циферблатного типа, утечку можно обнаружить путем нанесения мыльного раствора на все шланги и соединения. Выходящий газ вызовет образование пузырьков в мыльном растворе в месте утечки.
Помните, что газовые соединения и шланги после газового клапана необходимо проверять при наличии газа. Используйте функцию очистки во время этого процесса. Кроме того, выключение цилиндра и медленное падение стороны высокого давления также указывает на утечку в системе.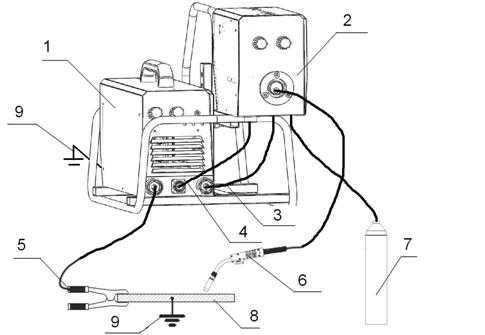
Проверка расхода газа
Здесь больше не значит лучше. Скорость потока газа обычно составляет от 30 до 50 CFH (кубических футов в час). Скорость потока ниже этой может обеспечить неадекватную защиту, что приведет к пористости. Более высокие скорости потока могут вызвать проблемы, когда окружающая атмосфера может втягиваться в защитный газ, обеспечивая подачу загрязненного защитного газа, что также приводит к пористости.
Проверьте состояние горелки
Проверьте уплотнительные кольца на конце сварочной горелки, где она крепится к направляющей механизма подачи проволоки. Если одно или оба уплотнительных кольца отсутствуют, имеют трещины, выемки или изношены, защитный газ может вытекать или всасываться атмосфера, что в обоих случаях приводит к снижению производительности сварки.
Проверьте газовые порты, находящиеся в диффузоре, а на расходных материалах некоторых марок — в сопле. Эти отверстия также могут забиваться брызгами и ограничивать поток защитного газа в сварочную ванну. Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на проблему с защитным газом.
Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на проблему с защитным газом.
Внутри кабеля пистолета находится шланг, содержащий как лайнер, так и защитный газ. Этот шланг также может выйти из строя из-за чрезмерного использования, а внутри кабеля могут быть созданы отверстия, через которые может выходить газ, и вы его никогда не увидите. Эта проблема в основном вызвана использованием слишком маленького пистолета для силы тока, используемой для сварки, и постоянным изгибанием пистолета во время использования.
Внутренний диаметр сопла сварочной горелки также может влиять на подачу защитного газа. Если диаметр сопла слишком мал, а расход газа установлен слишком большой, может возникнуть эффект Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло имеет слишком большой диаметр или контактный наконечник выходит слишком далеко от конца сопла, или если расстояние между контактным наконечником и рабочим местом слишком велико, это повлияет на покрытие защитным газом.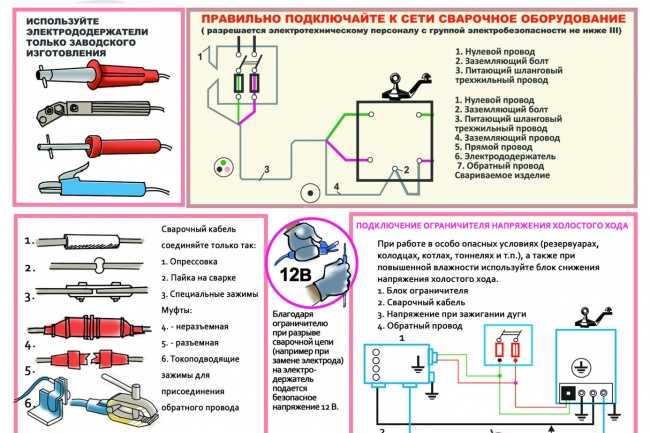
ПЕРЕДАЧА ЭЛЕКТРОЭНЕРГИИ
Без хорошего электрического потока между источником питания, механизмом подачи проволоки, подводящим кабелем и рабочим кабелем могут возникнуть различные проблемы, в том числе дуга распыления, чрезмерное разбрызгивание и сокращение срока службы оборудования. Лучший способ избежать этих проблем или устранить их в случае их возникновения — убедиться, что все электрические соединения между сварочными компонентами затянуты и надежны.
Сопротивление — это «неизвестная» переменная сварки и основная причина несоответствий в любой системе сварки. При обычном использовании горелка MIG постоянно изгибается и скручивается. Это, в сочетании с теплом от сварочного приложения, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, есть проблема с сопротивлением.
Необходимо проверить все электрические соединения сварочных и рабочих кабелей. Все соединения должны быть чистыми и затянутыми. Между медными наконечниками и соединительными поверхностями не должно быть краски, ржавчины или шайб любого типа. Убедитесь, что все обжимные соединения кабеля с наконечником затянуты.
Все соединения должны быть чистыми и затянутыми. Между медными наконечниками и соединительными поверхностями не должно быть краски, ржавчины или шайб любого типа. Убедитесь, что все обжимные соединения кабеля с наконечником затянуты.
Хорошим признаком плохого электрического соединения является нагрев. Через некоторое время после сварки ячейки проверьте все точки соединения и сварочные кабели на нагрев. Если соединения или кабели кажутся горячими, это, вероятно, указывает на слишком большое электрическое сопротивление в цепи. Это может быть вызвано слабыми или неисправными соединениями, кабелями, которые слишком малы для приложения, или внутренним разрывом кабеля. Кабель, который слишком мал для данного приложения, вероятно, будет горячим по всей своей длине, тогда как разрыв кабеля приведет к тому, что определенная точка на кабеле станет горячей.
Контактный наконечник является еще одним распространенным источником прерывания электрического тока. Сварочный ток должен проходить через это соединение в проволоку, поэтому он должен плотно прилегать к диффузору и иметь хороший контакт со сварочной проволокой. На слабое соединение указывает обесцвеченный контактный наконечник в месте соединения с диффузором. В этом случае замените наконечник новым и убедитесь, что он плотно закреплен на диффузоре.
На слабое соединение указывает обесцвеченный контактный наконечник в месте соединения с диффузором. В этом случае замените наконечник новым и убедитесь, что он плотно закреплен на диффузоре.
Хотя потребуется целая книга, чтобы перечислить все проблемы, которые потенциально могут возникнуть при сварке проволокой, и их возможные причины, следуя приведенным выше рекомендациям, вы сможете вновь добиться успеха в сварке.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Fabrisonic переезжает в новое здание площадью 30 000 квадратных футов в Центре Льюиса, штат Огайо,
Рост бизнеса производителя 3D-присадок к металлу привел к потребности в дополнительных площадях для расширения и освобождения места для большего количества людей, машин и расширенного производства деталей.
Tangent Design Engineering подтверждает метрологическое программное обеспечение NextMeasure
Tangent Design Engineering подтверждает метрологическое программное обеспечение NextMeasure
Производитель систем обработки рулонов построит линию поперечной резки для канадского штамповочного станка
В дополнение к размотчику, подающему устройству, выпрямителю и ножницам на линии CTL, система Automation Feed Co.