Как работает плазменная резка: Плазменная резка металла: принцип работы плазмореза
Содержание
принцип работы и особенности технологии, устройство ручного резака
Плазменная резка – новая великолепная технология, позволяющая разрезать металлы солидной толщины и любой природы, даже самой капризной. В качестве режущего предмета выступает не нож, а плотная струя плазмы, которая позволяет формировать идеально точный рисунок реза в единицу заданного времени.
Этот способ работы с содержит множество достоинств, которые мы разберем ниже. А сейчас начнем с физики – нужно разобраться с сутью процесса.
Содержание
- Физика плазмы
- Классификация видов плазменной резки
- Простой
- С применением защитного газа
- С водой вместо воздуха
- Преимущества резки плазмой
- Недостатки плазморезки
- Советы и нюансы
- Как работать плазморезкой?
- Выбор аппарата для плазменной резки
- Выбор плазменного резака по мощности
- Выбор резака по времени и скорости разрезания материала
- Пара слов о горелке
Физика плазмы
Технология плазменной резки металла отдает главную женскую роль нашей любимой электрической дуге. Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Начало процесса – включение источника электрического питания и подача тока высокой частоты в . Источник питания включается автоматически после нажатия тумблера розжига в аппарате.
Сначала формируется так называемая промежуточная дуга – она имеет временный характер и соединяет электрод с наконечником сопла резака. Нагревается эта дежурная дуга до уровня температуры около 8000°С.
Это важный момент общего процесса плазменной резки – нужно помнить, что настоящая дуга между электродом и металлом образуется не сразу, а через ее промежуточный вариант.
Следующий этап процесса – поступление воздуха из компрессора, который обычно прилагается к аппарату резки металла. Компрессор подает воздух в сжатом виде. Этот воздух поступает в камеру плазмотрона, в котором находится и уже раскалена временная электрическая дуга.
Дуга нагревает сжатый воздух, объем которого при нагреве увеличивается во много раз. Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Малый диаметр сопла дает возможность разгонять поток этой раскаленной плазмы до огромных скоростей, с которыми струя вылетает из аппарата. Скорость потока может достигать трех метров в секунду.
Схема работы плазменной резки.
Температура воздуха – запредельная, вплоть до 30 000°С. При этих условиях электрическая проводимость воздуха – плазмы практически равна проводимости разрезаемого металла.
Настоящая конечная дуга появляется мгновенно, как только поток плазмы достигает и касается поверхности металла. Временная дуга, в свою очередь, автоматически выключается. Металл начинает плавится точно в месте среза.
Жидкие металлические капли сразу же сдуваются струей сжатого воздуха. Это и есть принцип плазменной резки. Как видите, все просто, логично и понятно.
Классификация видов плазменной резки
Виды плазменной резки будут зависеть от среды, в которой проводятся работы по металлу:
Простой
Главное отличие способа – ограниченность электрической дуги. Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
При этом способе толщина металлов не должна превышать 10-ти мм. Способ отлично работает для низколегированных сплавов стали и других мягких металлов. Режущим элементом выступает кислород, из которого формируется сжатая струя, превращающаяся в итоге в плазму.
В разрезах получаются очень ровные кромки, не требующие дальнейшей доработки.
С применением защитного газа
При этом способе вместо воздуха используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. Качество срезов в данном случае значительно повышается благодаря отличной защите процесса от воздействия окружающей среды.
Газ для плазменной резки не представляет из себя ничего необычного: это может быть водород или аргон – «газовая классика».
С водой вместо воздуха
Отличны способ со многими преимуществами, одно из которых – отсутствие необходимости в дорогостоящей и громоздкой системе охлаждения.
Существуют и другие критерии классификации плазменной резки. К примеру, виды резки бывают разделительными и поверхностными. Первый из них используется чаще.
Еще один параметр – способ резки. Один вид — резка дугой, в котором разрезаемый металл выступает в качестве элемента электрической цепи. Другой вид – резка струей, когда электрическая дуга соединяет электроды, а не металлическую заготовку.
Плазменные резаки представлены на рынке в самых разнообразных вариантах, так что их можно классифицировать по маркам, производителям и многим другим техническим и торговым параметрам.
Есть, например, ручная плазменная резка – самый демократичный способ и по цене, и по простоте исполнения. Есть машинные автоматические технологии, устройства для которых намного дороже и сложнее.
Преимущества резки плазмой
Принцип работы плазменной резки.
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам.
- нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.

- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.
Ни один способ обработки металлов не обходится без недостатков, и плазменная резка здесь не исключение.
Недостатки плазменной резки следующие:
- Дороговизна всего модельного ряда аппаратов для плазменной резки, включая даже самые простые ручные варианты.
- Пределы толщины металла для резки плазмой: предельная толщина всего 100 миллиметров.
- Это шумный способ работы, потому что сжатый воздух или газ подаются с огромной скоростью.
- Оборудование непростое, дорогое и требующее грамотного и постоянного технического обслуживания.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
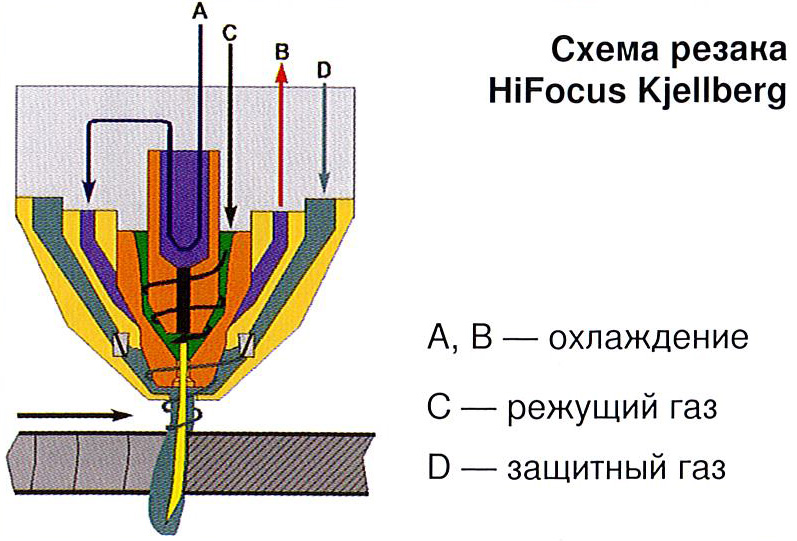
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
Плазменная дуга и струя.
начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т. д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Как работать плазморезкой?
Электрическая схема плазменного генератора.
Резка металлов с помощью плазменного потока — слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки. Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями.
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. с режущей дугой нужно вести по материалу ровно и медленно.
Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
После завершения работы резак нужно наклонить. Воздух будет выходить и после выключения аппарата – непродолжительное время.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
Открытая и закрытая плазменная струя.
Если вам нужен компактный для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
Устройство плазменного резака.
Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать , выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Принцип работы плазмореза, для чего он нужен и как работает технология
05Дек
Содержание статьи
- Что это за метод
- Разновидности плазморезов
- Виды и принцип плазменных резаков
- Устройство плазменной резки
- Схема работы плазмореза
- Особенности технологии
- Виды и технологии плазменной резк
- Как выбрать плазменный резак
- Трансформаторные и инверторные аппараты
- Как работает аппарат водно-плазменной резки в отличие от воздушной
- Контактный и бесконтактный плазморез: для чего нужен и как он работает
- Параметры резака
- Оборудование своими руками
- Типы плазмотронов
- Как работает плазменная резка металла автомат
- Какие газы используются
- Преимущества и недостатки
- Возможности
В области металлообработки имеет весомое значение плазморез, о нем мы и расскажем: что это такое – воздушно плазменная резка металла, принцип работы, дополнительно покажем видео и фото действия агрегата.
Что это за метод
Его отличие в скорости разреза. Если классическое пламя, основанное на пропане и кислороде, с невысокой температурой горения. Указанный способ работает по принципу усиления электродуги под высоким давлением. В результате тепло не успевает распределиться по всей заготовке, а она – деформироваться.
Особенность – дуга плазмотрона является не только резаком. Она позволяет и производить сварочные работы, если будет использована присадочная проволока.
Разновидности плазморезов
Отличия разных типов – в способе розжига дуги и ее поддержания. В классическом варианте она образуется между соплом и деталью. Но если материал не имеет способности проводить ток, то ионизированная электродуга возникает между катодом и анодом и держится на постоянной основе. Отдельно стоят приспособления, использующие пар от жидкости (она находится в резервуаре), который усиливает давление и заменяет эффект ионизирующего вещества.
Виды и принцип плазменных резаков
В основном выбор зависит от сферы использования – какие металлы предстоит разрезать, ширина заготовок, требования к срезу, теплопроводность материала и прочие параметры. Разновидности:
- Инструменты, которые работают в среде инертных газов, – они являются восстановителями.
- Дополняются окислительными парами и насыщены кислородом.
- Технологии, работающие на основании смесей.
- Работа происходит в среде газожидкостных веществ.
- Водная или магнитная стабилизация – редко используется.
Из вышеперечисленных приборов самой распространенной основой являются инертные газы, например, аргон, водород, азот, гелий. В зависимости от толщины металла используют аппараты на инверторе или трансформаторе. Также они различаются по наличию контакта между резаком и заготовкой или по бесконтактному способу.
Исходя из мощности и предназначения, есть бытовые и промышленные агрегаты. Первые работают от стандартной сети с напряжением в 220 В, а вторые подключаются к 380 В.
Устройство плазменной резки
Уже в названии понятно, что главный элемент, оказывающий воздействие, – это плазма, которая состоит из ионизированного газа под давлением с высокой электропроводностью. Чем выше температура, тем сильнее проводимость, а значит, и скорость процедуры. Конструктивно прибор состоит из нескольких частей, как показано на схеме:
Источник электропитания
Энергию может подавать трансформатор или инвертор. Первый очень надежный, фактически нечувствительный к перепадам тока, а также может применяться по отношению к толстым металлическим брускам до 80 мм. К минусам можно отнести увеличенный вес и большую стоимость, не очень высокий КПД, поэтому прибор сложно назвать экономным. Обычно применяется на производстве при необходимости металлообработки крупных заготовок.
Инвертор имеет лишь один относительный минус – им нельзя резать материал более 40 мм в ширину. Зато есть масса плюсов:
Зато есть масса плюсов:
- стабильное горение электродуги;
- высокая эффективность, на 30% больше экономии;
- легкость;
- компактность и мобильность.
Что такое плазменный резак или плазмотрон
Это основной узел, инструмент, с помощью которого через сопло подается плазма. От диаметра и длины отверстия зависит поток и, как результат, качество среза. Внутри находится электрод, он изготавливается из редких материалов с очень высокой прочностью и температурой плавления – бериллий, гафний или цирконий. Они при нагреве создают тугоплавкий оксид, который защищает целостность режущей кромки. Также есть охладитель с подачей воздуха и колпачок. Подробнее на схеме:
Компрессор
От этого элемента зависит то, как работает плазменный резак, – равномерно или с перебоями. В компрессионном устройстве содержится воздух, который подается в определенном объеме тангенциальной или вихревой струей. Если это не будет сделано, возможен нестабильный розжиг, образование двух электродуг одновременно или полный выход плазмотрона из строя.
Схема работы плазмореза
Инженер нажимает на кнопку запуска, включается подача электричества, автоматически зажигается первая пробная дуга. Она еще не имеет достаточную температуру для соединения. Затем воздух начинает поступать на сопло через компрессор в сжатом виде, ионизироваться, становясь проводником электроэнергии, что в обычных условиях без ионной обработки противоестественно для кислорода.
Через узкое отверстие сопла начинает выходить поток плазмы. Нагрев газа увеличивается до 30 тысяч градусов, поэтому луч начинает проводить электричество также хорошо, как и металл. При соприкосновении дуги с заготовкой происходит разрез, который моментально обдувается для охлаждения.
Принцип работы плазмореза и скорость плазменной резки
Когда термообработанный кислород обогащается ионами и выходит через сопло, его ускорение достигает 2-3 тысяч метров в секунду. Этот параметр справедлив при условии узкого отверстия не более 3 мм. При такой быстроте передвижения веществ молекулы еще сильнее разогреваются. Такого жара хватает для плавки даже тугоплавких металлов. Чем меньше эта характеристика у материала, тем быстрее и с меньшими деформациями происходит процесс.
При такой быстроте передвижения веществ молекулы еще сильнее разогреваются. Такого жара хватает для плавки даже тугоплавких металлов. Чем меньше эта характеристика у материала, тем быстрее и с меньшими деформациями происходит процесс.
Особенности технологии
- Толщина заготовок – до 220 мм.
- Обрабатываются любые металлические вещества.
- Скорость первичного потока при начальной дуге обычно составляет 800 – 1500 м/с.
- Чем уже сопло, тем больше ускорение потока.
- Проплав очень точный, точечный.
- Область возле разреза остается фактически не нагретой.
Есть два подвида процедуры в зависимости от замыкания проводящего контура.
Как работает резка плазменной струей
Металл не является замыкающим элементом, он находится между двумя сторонами – анодом и катодом. Принцип используется в том случае, когда обрабатываются неметаллы и вещества с низкой электропроводностью, то есть диэлектрики. Плазма образуется среди электрода и наконечника, а заготовка просто находится между двумя полюсами.
Плазма образуется среди электрода и наконечника, а заготовка просто находится между двумя полюсами.
Плазменно-дуговая резка
Используется, когда нужно разрезать металлическую плашку, которая имеет высокую токопроводимость. Это позволяет разжигать электродугу между проводником и образцом. При этом образуется струя. Плазмообразование происходит при содействии кислорода под высоким давлением и ионизирующего газа.
Обрабатываемая зона начинает плавиться и капли выдуваются вниз, образуя отверстие, ровный срез. Применяется постоянный ток прямой полярности.
Виды и технологии плазменной резки
Различают три технологических подхода в зависимости от среды, в которой проходит процедура:
- Воздух или азот в сочетании с электричеством. Самый простой аппарат.
- Два защитных газа, которые оберегают область воспламенения от воздействия окружающих веществ. Благодаря этому, появляется максимально чистая атмосфера – в этом пространстве будет очень ровный срез.

- С водой. Жидкость одновременно имеет две функции – защитную и охлаждающую. Применяется не со всеми металлами, так как некоторые из них вступают в химическую реакцию или быстрее после такой металлообработки окисляются.
Особенность всех трех типов в применении безопасных, пожаробезопасных материалов.
Как выбрать плазменный резак
Основное условие для выбора – назначение. При домашнем использовании удобнее инверторный источник питания. Также важен такой параметр, как сила тока – от нее зависит скорость работы. При выборе пользуйтесь таблицей:
Тип | Сила тока на 1 мм толщины |
Черный | 4 А |
Цветной | 6 А |
Отсюда следует, для распиловки двухмиллиметрового медного листа необходимо подать 12 ампер.
Трансформаторные и инверторные аппараты
При наличии трансформатора вы получите следующие характеристики:
- 100% продолжительность включения.
 То есть непрерывная работа без потребности делать перерывы.
То есть непрерывная работа без потребности делать перерывы. - Высокое энергопотребление.
- Большая цена.
- Увеличенная ширина разрезаемых заготовок.
Они применяются на производствах. В быту используют инверторы. Они экономичны, с малыми габаритами и массой, поэтому могут иметь ручку для переноса.
Как работает аппарат водно-плазменной резки в отличие от воздушной
Устройство отличается тем, что среда, в которой образуется плазма, – это жидкость. Она является охладителем, а пар – плазмообразователем. Это выгодно, так как одна субстанция заменяет два газовых потока. К достоинствам можно отнести невысокую стоимость и компактность, но есть существенный недостаток – обрабатывать можно только тонкие листы, не более 80 мм. Конструкция значительно облегчается, так как не нужен компрессор или баллон для газа. А резервуар для пара нужен более компактный, ведь он имеет вязкую структуру.
Контактный и бесконтактный плазморез: для чего нужен и как он работает
Эти два способа точное повторение двух типов – с образованием струи (в обход заготовки, когда она имеет низкую электропроводность) и с наличием дуги между электроном и металлов, тогда столб образует контакт.
Параметры резака
Основное различие для мастера – ручной привод или машинный. Первый держит в руках оператор, а второй программируется в станке. Это сложные аппараты, которые в основном применяются при необходимости высокой точности. Ниже о них поговорим подробнее.
Оборудование своими руками
Намного безопаснее купить устройство, тем более что сейчас оно продается по доступной цене. Но умельцам предлагаем посмотреть видео по самостоятельному изготовлению:
Плазморезка ЧПУ: принцип работы в домашних условиях
Еще труднее изготовить аппарат с компьютерным управлением. Обработка происходит намного быстрее, качество детали выше. Мастер из этого ролика справился с самостоятельным изготовлением:
Типы плазмотронов
Различают инструмент по способу стабилизации дуги (подача стабилизатора, воздуха или воды):
- водяной;
- вихревой;
- двойной;
- аксиальный одинарный;
- магнитный.

Как работает плазменная резка металла автомат
Отличие от описанного процесса только в наличии статического стола, динамического сопла, которое передвигается по полозьям и пульта управления. Особенность работы – программа действий задается дистанционно, оператор только включает станок и наблюдает за процедурой.
Какие газы используются
Применяют:
- сжатый воздух;
- кислород;
- азотно-кислородную смесь;
- азот;
- аргоно-водородную смесь.
Преимущества и недостатки
К плюсам можно отнести:
- высокую мощность и производительность;
- экономичность;
- качество и точность.
Минус – небольшая толщина среза, она сильно зависит от силы тока.
Возможности
Используется аппарат во множестве случаев, на предприятиях и в частных целях. Можно обработать как листы, так и трубы, любую конфигурацию металла. Работа происходит и с чистыми веществами, и со сплавами, даже с тугоплавкими. В статье мы рассказали про основы плазменной резки, область применения и максимальную ширину реза при использовании технологии. Предлагаем также ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Работа происходит и с чистыми веществами, и со сплавами, даже с тугоплавкими. В статье мы рассказали про основы плазменной резки, область применения и максимальную ширину реза при использовании технологии. Предлагаем также ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Плазменная резка
Плазменная резка – это высокоточный, безопасный и экологичный способ раскроя металла и изделий из неметаллических материалов. К ее преимуществам относятся:
- возможность разрезать нержавеющие и тугоплавкие сплавы, что недоступно, к примеру, для газового метода;
- высокая точность разрезов, компьютерное управление процессом;
- возможность вырезать изделия сложной, фигурной, художественной формы;
- быстрота процесса;
- чистые ровные края разреза, минимальное количество дефектов и окалин.
Основные недостатки – высокая стоимость оборудования (плазмотрона) и его обслуживания, небольшая толщина стали, которую можно разрезать данным способом (до 5 см) и высокий уровень шума при работе.
Типы плазменной резки, описание технологии
При раскрое металлопроката в основном применяется плазменно дуговая резка. Принцип ее работы основан на том, что ионизированный поток воздуха (или другого газа) начинает не изолировать, а, напротив, проводить электроток. Между соплом сварочного инструмента и разрезаемым металлом образуется электрическая дуга. Разогретый ею до 20-30 тысяч градусов ионизированный поток и представляет собой плазму.
Существует также технология резки плазменной струей, но она обычно применяется для раскроя неметаллических заготовок.
В отличие от резки газом, плазма не сжигает металл, а с высокой скоростью расплавляет его и выдувает из разреза. Поэтому данный метод более экологичен, чем газовый – в воздух не выбрасываются продукты сгорания (за исключением обработки, где для образования плазмы используется азот).
В процессе плазменно дуговой резки используется несколько основных типов газа:
- пусковой – газ, который поджигает ионизированнный поток;
- режущий – газ, который образует электрическую дугу и выдувает расплавленный металл из среза.
 Пусковой и режущий газы классифицируются также как плазмообразующие;
Пусковой и режущий газы классифицируются также как плазмообразующие; - вихревой – газ, который обволакивает поток плазмы, сужает его, делает более концентрированным, а также охлаждает его и повышает качество среза.
В зависимости от состава разрезаемого сплава, требуемого качества среза, скорости работы, ее стоимости, машинного либо ручного выполнения в качестве плазмообразующих и вихревых газов могут использоваться: воздух, азот, кислород, смеси аргона и водорода, азота и кислорода, азота и водорода.
Плазменно воздушная резка – самый простой и экономичный способ, при котором в качестве вихревого газа используется сжатый воздух, а режущим газом обычно служит кислород. Отлично подходит для разрезания низколегированных сталей.
Для резки высококачественной стали в качестве плазмообразующего газа может использоваться смесь азота с водородом или аргона с водородом, в качестве вихревого – азот. Это дает гладкую и перпендикулярную поверхность среза, увеличивает скорость обработки.
Во время разрезания металла также используется вода, которая поглощает вредные испарения, охлаждает плазмотрон, тем самым продлевая срок его службы. Вода защищает свежий срез металла от соприкосновения с воздухом и возможного окисления.
Сама процедура плазменного раскроя металла на первый взгляд довольно проста: резак держат как можно ближе к поверхности металла под прямым углом и медленно перемещают вдоль линии реза. Однако нужно точно регулировать силу подаваемого на плазморез тока, скорость перемещения и угол направленности дуги, иначе можно перегреть металл, получить окалины на срезе или не прорезать заготовку насквозь.
Поэтому для точного и быстрого раскроя металлических изделий в современных условиях чаще всего используются автоматические плазморезные станки.
Особенности плазменной резки
Помимо высокой цены на оборудование и малой толщины обрабатываемого металла, которые мы уже называли, плазменная резка требует также:
- источника электропитания;
- доступа к баллонам со сжатым воздухом и/или плазмообразующим газом.
 Последние чаще всего не столь взрывоопасны, чем пропан, ацетилен и другие газы, используемые в газовых резаках, поэтому данный способ более безопасен, чем газовый.
Последние чаще всего не столь взрывоопасны, чем пропан, ацетилен и другие газы, используемые в газовых резаках, поэтому данный способ более безопасен, чем газовый.
Качество и скорость плазменной резки напрямую зависят от свойств плазмы. Точный подбор вида газов, их сочетания и концентрации, с учетом состава разрезаемого сплава, позволяют:
- регулировать ширину разреза и скорость процесса, благодаря уменьшению или увеличению плотности тока в плазменной дуге;
- прогнозировать выделение тепла, образующегося во время вступления плазмы и разрезаемого материала в химическую реакцию, и использовать это тепло для плавки;
- определять теплопроводность плазмы и рассчитывать величину тепловой энергии, передаваемой разрезаемому материалу;
- изменять поверхностное натяжение, химический состав расплавляемого металла;
- определять качество среза, формировать ровные кромки;
- легко и быстро удалять расплавленный металл из среза.

Используемое оборудование
Для плазменной резки необходима следующая аппаратура:
- источник электроэнергии. Обычно плазморез подсоединяют либо к трансформатору, либо к инвертору. Инвертор по всем параметрам (КПД, экономичность, стабильность дуги) лучше, чем трансформатор. Кроме одного – с питанием от инвертора плазморез не способен разрезать изделие большой толщины;
- плазмотрон – «сердце» устройства. Он состоит из дуговой (плазмообразующей) камеры, электрода, сопла, систем подачи газа и воды;
- компрессор – необходим для направления струи воздуха строго вдоль оси плазменного потока.
Как работает плазмотрон?
Процесс образования плазменной дуги происходит примерно следующим образом.
Между соплом и электродом плазмотрона возникает электрический разряд и разжигается так называемая дежурная дуга. Она выдувается через сопло наружу и касается металлической разрезаемой поверхности. Возникает замыкание между электродом и металлом, создается уже настоящая дуга, которая нагревает и ионизирует подаваемый в плазмообразующую камеру газ. Образовавшийся плазменный поток выдувается из сопла. Вихревой газ сужает и концентрирует плазму, не позволяя ей касаться стенок сопла. Скорость плазмы в итоге достигает 2-3 км в секунду, а температура – до 30 тысяч градусов.
Образовавшийся плазменный поток выдувается из сопла. Вихревой газ сужает и концентрирует плазму, не позволяя ей касаться стенок сопла. Скорость плазмы в итоге достигает 2-3 км в секунду, а температура – до 30 тысяч градусов.
Плазменная резка на заказ в ООО «ТД «Ареал»
ООО «ТД «Ареал» применяет все современные способы раскроя металлопроката, в том числе и плазменную резку. При заказе продукции вы можете оговорить необходимые вам индивидуальные размеры – мы разрежем изделия в соответствии с вашими требованиями.
Мы также обеспечим быструю погрузку и доставку металлопроката по Москве, Московской области и центральному региону РФ.
Принцип плазменной резки. Работа на плазменной резке.
2.1 Нечто большее, чем просто одно из состояний вещества?
Как правильно понимать источники плазменной резки? Плазма представляет собой нагретый до высокой температуры газ, обладающий электропроводимостью, который состоит из положительно и отрицательно заряженных частиц, а также возбужденных и нейтральных атомов и молекул. Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.
Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.
| Рисунок 1: Плазма — четвертое состояние вещества |
Для того чтобы создать плазму для технических потребностей, газ либо сильно разогревается с помощью источника тепла, либо подвергается действию сильного электрического поля, так чтобы перевести его в ионизированное состояние.
2.2 Принцип плазменной резки
Плазменная резка – это процесс термической резки, при котором плазменная дуга обжимается, проходя через сопло. Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки.
Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки.
Плазменные газы в дуге частично подвергаются диссоциации и ионизации, что делает их электропроводящими. Благодаря высокой плотности энергии и температуре плазма расширяется и движется по направлению к изделию со скоростью, которая в три раза превышает скорость звука.
Благодаря рекомбинации атомов и молекул на поверхности изделия потреблённая энергия сразу же высвобождается и усиливает тепловой эффект воздействия плазменной дуги на изделие. В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.
В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.
Для начала процесса резки в первую очередь зажигается пилотная дуга между соплом и электродом путём подачи высокого напряжения. Эта низкоэнергетическая пилотная дуга подготавливает пространство между плазменным резаком и изделием, вызывая частичную ионизацию. Когда пилотная дуга контактирует с изделием (резка с лёта), благодаря автоматическому увеличению мощности зажигается основная плазменная дуга.
| Рисунок 2: Принцип плазменной резки с помощью дуги прямого действия |
Металлический материал плавится и частично испаряется благодаря тепловой энергии дуги и плазменного газа. Расплавленный металл выдувается из реза под действием кинетической энергии плазменного газа. В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества.
В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества.
Выбор используемого плазменного газа зависит от того, какой материал требуется разрезать. Например, одноатомный газ аргон и/или двухатомные газы, такие как водород, азот, кислород и смеси этих газов, а также очищенный воздух, используются в качестве плазменного газа и режущего газа.
Резаки могут иметь как водяное, так и газовое охлаждение. В зависимости от того, где используются процессы плазменной резки, различают процессы, выполняемые над водой и на ней, а также такие, которые производятся под поверхностью воды.
2.3 Оборудование для плазменной резки
2.3.1 Источник питания для плазменной резки
Источник питания для плазменной резки подаёт рабочее напряжение и ток резки для основной и вспомогательной дуги. Напряжение источника питания для плазменной резки без нагрузки находится в диапазоне между 240 и 400 В. В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу.
В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу.
| Рисунок 3: Пример установки для плазменной резки |
Источники питания для плазменной резки либо имеют круто падающую кривую вольтамперной характеристики (рис. 6), либо постоянную токовую характеристику (рис. 7), в связи с чем при удлинении дуги мощность резки изменяется незначительно или остаётся неизменной.
| Рис.6: Источник питания для плазменной резки с крутоубывающей (крутопадающей характеристикой) кривой напряжения и тока | Рис. 7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение) 7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение) |
2.3.2 Электрод и сопло плазменного резака
Повышение эффективности плазменной резки в большой степени зависит от конструкции плазменного резака. Чем плотнее плазменная дуга обжимается, тем выше скорость резки и качество кромки реза.
Важнейшими деталями плазменного резака являются плазменное сопло и электрод. Как плазменное сопло, так и электрод являются быстроизнашивающимися деталями. Неправильный подбор, либо неверное использование сопла или электрода могут значительно сократить срок их службы и повредить резак.
Срок службы электрода в значительной степени определяется силой тока резки, количеством зажиганий, а также типом используемого плазменного газа. Кроме того, управление газом и мощностью вначале и в конце резки, а также рассеяние тепла от электрода также играет ключевую роль. Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
Ключевые факторы, влияющие на срок службы сопла:
- диаметр на выходе сопла
- масса и теплопроводность материала сопла
- выход (произведение силы тока резания на напряжение резания)
- время действия плазменной дуги
- количество зажиганий
- последовательность прожигания отверстий
- и интенсивность охлаждения.
Водяное охлаждение является более интенсивным. Воздушное охлаждение требует большего количества газа.
Таблица 1: Типовые величины для расходных деталей, применяемых с плазменными резаками
Материал | Усл. | Температура | Используемый | Теплопроводность |
Вольфрам | W | ≈ 3400 | Ar | ≈ 174 |
Оксид вольфрама | WO3 | ≈ 1473 | Ar/H2 | |
Цирконий | Zr | ≈ 1852 | O2 | ≈ 22 |
Оксид циркония | ZrO2 | ≈ 2700 | Воздух | ≈ 2,5 |
Нитрид циркония | ZrN | ≈ 2982 | ||
Гафний | Hf | ≈ 2227 | ||
Оксид гафния | HfO2 | 1700 | O2 | |
Нитрид гафния | HfN | 3305 | Воздух | ≈ 29 |
Медь | Cu | 1083 | ||
Оксид меди | Cu2O | 1235 | Все | ≈ 400 |
Серебро | Ag | 961 | Все | ≈ 429 |
(Источник: информационный листок DVS 2107)
2.
 3.3 Изделие
3.3 Изделие
При плазменной резке с помощью плазменной дуги прямого действия разрезаемый материал должен обладать электрической проводимостью, так как изделие является частью электрической цепи. Заземление подсоединённого изделия должно проектироваться таким образом, чтобы обеспечивалось непрерывное прохождение тока.
2.3.4 Подаваемый газ
Системы плазменной резки работают с инертными, восстановительными газами или с газами с низкой реакционной способностью, а также с химически активными газами и их смесями. Подробное описание систем подачи газа и информация по выбору газов, а также рекомендации по качеству применяемого газа приведены в главе 4.
2.3.5 Системы циркуляции охладителя
Поскольку плазменная резка сопряжена с большими тепловыми нагрузками, необходимо эффективное охлаждение. Различают интегрированные и внешние контуры циркуляции водяного охлаждения и газового охлаждения. Резаки, работающие с током около 100 ампер и более, обычно охлаждаются водой.
2.3.6 Система воспроизведения
Требования, относящиеся к точности воспроизведения, а также эксплуатационные характеристики систем воспроизведения устанавливаются стандартом ISO 8206.
2.3.7 Стол для резки и система вытяжки
Столы для плазменной резки служат стабильной основой для расположения металлического листа, который требуется разрезать. Размеры стола зависят от размера, толщины и массы листа металла. Выделения, которые сопровождают процесс резки можно значительно уменьшить, используя плазменный резак в сочетании с вытяжной системой для удаления дыма и пыли, либо с водяным бассейном.
Плазморез: особенности и сфера применения
Плазменная резка становится востребованным способом обработки цветных и черных металлов. Плазморез обеспечивает оптимальное качество работы и увеличивает производительность, так как работать таким аппаратом проще. Резка плазмой применяется для раскроя толстых листов металла, этот метод подходит и когда нужно получить деталь сложной конфигурации.
Особенности работы плазмореза
Плазмой называют электропроводящее газоподобное вещество, раскаленное электрической дугой до предельной температуры в 2500 градусов. За счет ионизированного состояния газ становится проводником для электротока.
Плазменная резка – это особая обработка металлов, подразумевающая термическое воздействие. То есть для плавления применяется не механическая сила, а тепло. Плазморезы работают на сжатом воздухе или на других газах. В процессе ионизации этих газов образуется плазма. Ее давление постепенно возрастает, и плазменный поток идет к режущей головке аппарата. В наконечнике поток сужается и при работе струя направляется в зону обработки. При контакте плазменной дуги с металлом последний разогревается до предела, то есть резка происходит в результате воздействия на заготовку высокой температуры. Одновременно высокоскоростные газы из линии плавления выдувают остатки расплавленных краев.
Конструкция плазмореза
В любом плазморезе независимо от его модели есть резак (плазмотрон), компрессор, кабель-шланги, источник электропитания. Каждый блок также имеет определенные конструктивные особенности, за счет которых процесс резки происходит удобно и максимально быстро.
Каждый блок также имеет определенные конструктивные особенности, за счет которых процесс резки происходит удобно и максимально быстро.
Плазмотрон
Основной рабочий орган – плазменный резак, подключаемый к аппарату кабель-шлангами. Конструктивные части плазмотрона – сопло, электрод, компактный колпачок и узел-охладитель.
По виду дуги плазмотроны делятся на устройства косвенного и прямого принципа действия. В аппаратах прямого действия разрезаемая заготовка входит в электрическую цепь, то есть дуговой разряд появляется между электродом и самой деталью. Такие плазмотроны в основном и применяются при резке металлов. В устройствах косвенного действия электрическая дуга образуется в самом резаке, поэтому они больше подходят для работы с неэлектропроводными материалами.
Источники питания
Работа аппарата невозможна без стабильного обеспечения его энергией. В плазматронах в качестве источника питания используются:
- Трансформатор. Нечувствителен к скачкам и перепадам напряжения, позволяет резать материал значительной толщины.
 Недостаток прибора – низкий КПД и достаточно большой вес, что затрудняет его перемещение;
Недостаток прибора – низкий КПД и достаточно большой вес, что затрудняет его перемещение; - Инвертор. Горение дуги при использовании инвертора стабильное, удобен такой источник питания для применения в труднодоступных местах. Инвертор легче по сравнению с трансформатором, а его КПД почти на треть выше. Недостаток устройства заключается в том, что он не позволит разрезать детали с большой толщиной.
Источники питания при проведении плазменной резки выбирают исходя из особенностей заготовок, их толщины и места использования плазмореза.
Компрессор
Используется в плазмотроне для подачи воздуха. По технологии термической резки должен обеспечить вихревую подачу образующегося сжатого газа, за счет чего катодные пятна дуги будут располагаться точно по центру электрода. Если компрессор этого обеспечить не может, то это может привести к образованию двух плазменных дуг или к нестабильности горения струи. В худшем случае плазморез выйдет из строя.
Виды резки плазмой
Плазморез позволяет применять на практике один из трех видов термической резки:
- Простой.
 Используется только воздух (или иной газ) и электрический ток;
Используется только воздух (или иной газ) и электрический ток; - С защитным газом. При резке заготовок кроме плазмообразующего применяется так называемый защитный газ, его функция заключается в предотвращении негативного воздействия факторов окружающей среды на зону реза. Это позволяет повысить качество металлообработки;
- С водой. Вода также выполняет защитную функцию. Одновременно она работает и как охладитель для нагреваемых узлов плазмотрона и притягивает вредные испарения, не давая им распространяться в окружающем пространстве.
Плазморезка совершено пожаробезопасна – применяемые методы обработки металлов и материалы неогнеопасны.
Используемые газы
Плазменная резка металла применима для заготовок толщиной до 15 см. Качество работы и скорость ее выполнения зависят от плазмообразующей среды. При обработке металлов в основном используются:
- Сжатый воздух. Подходит по характеристикам для резки алюминия, высоколегированных и низколегированных сталей.
 Воздух как нельзя лучше подходит для раскроя тонких металлических листов. Использование сжатого воздуха позволяет получить прямые и гладкие кромки реза;
Воздух как нельзя лучше подходит для раскроя тонких металлических листов. Использование сжатого воздуха позволяет получить прямые и гладкие кромки реза; - Кислород. Используется при работе с низколегированными и нелегированными стальными заготовками. При смешивании кислорода с расплавом снижается вязкость последнего, и он приобретает повышенную тягучесть. За счет этого кромки получаются без грата, а в верхних краях не появляются скругления;
- Аргон. Имеет большую атомную массу, за счет чего с легкостью вытесняет разогретый металл из области реза, но резка при его использовании не имеет высокой скорости, при этом не исключается появление скруглений с чешуйчатой поверхностью;
- Водород. Обычно совмещается с аргоном, так как в чистом виде газ наделен высокой теплопроводностью и маленькой атомной массой. Водородно-аргоновая газовая смесь быстро передает металлу большое количество тепловой энергии;
- Азот. Как плазменный газ азот подходит для резки тонких изделий, не образует оксидов.
 Но при этом в основном приводит к появлению бороздок и к сильной пористости свариваемых заготовок.
Но при этом в основном приводит к появлению бороздок и к сильной пористости свариваемых заготовок.
Преимущества и недостатки плазменной резки
Раскрой проката и листового материала при помощи плазмореза – востребованная во многих компаниях услуга. Нарастающая популярность плазменной резки объясняется:
- Высокой производительностью. При правильной настройки мощности плазморез в сравнении с газовой горелкой позволяет увеличить скорость обработки заготовок в 4-10 раз;
- Универсальность. Резка плазмой применима при работе, как с черными, так и с цветными металлами. Аппараты менять не нужно – достаточно подобрать в них нужное давление воздуха и режим по мощности. Не помеха для резки плазмой и наличие на поверхности детали краски, участков ржавчины и грязи;
- Точность реза. С помощью плазморезов рез получается минимальным по ширине, без грата, наплывов и перекаливания. Исключена и тепловая деформация деталей, то есть дополнительной обработки заготовка почти не требует;
- Безопасностью.
 Плазморезы работают без газовых баллонов, поэтому такая резка не считается взрывоопасной.
Плазморезы работают без газовых баллонов, поэтому такая резка не считается взрывоопасной.
Плазменная резка практически не загрязняет окружающую среду и при больших объемах работ она гораздо выгоднее по сравнению с механической и кислородной.
К недостаткам термической резки плазмой можно отнести то, что она справляется только с деталями, толщина которых не больше 150 мм. Плазморезы достаточно большие и тяжелые установки, поэтому это также относят к минусам этого способа обработки металлопроката.
Выбирая вид резки листовых материалов и заготовок из металла, необходимо учитывать их технические характеристики и требуемое качество раскроя. Плазморез как оборудование ценится за полную безопасность и возможность его использования независимо от вида материала.
теория, использование станков, выбор оборудования
- Принципы плазменной резки
- Газы для плазменной резки
- Виды плазменной резки
- Оборудование для плазменной резки
- Рекомендации по работе резака
- Как выбрать аппарат
Плазменная резка — способ обработки материалов (чаще всего — металла, но подойдут и неметаллические проводниковые материалы), при котором в качестве режущего инструмента выступает не резец, а дуга или струя плазмы.
Требования к резке металла, особенно на крупном производстве, затрагивают скорость работы без потери качества. Под эти критерии как раз подходит плазменная резка, которая обеспечивает высокую скорость работы при изначально низких эксплуатационных расходах. Под плазменной резкой подразумевается подача неионизированного газа в столб дуги, где этот газ становится нагретой плазменной струей. Сама дуга дополнительно сжимается скоростным потоком газа, из-за чего резка металла выполняется без проблем.
Принципы плазменной резки металла
Плазменная резка имеет два направления — поверхностная и разделительная. Наиболее популярной является разделительная резка. Что касается методов, то их тоже всего два:
- Резка дугой плазмы, при которой металл, подлежащий резке, попадает в электрическую цепочку. Дуга возникает между электродом и самим материалом, что выдвигает особенные требования к материалу, так как он должен проводить ток.
- Резка струей плазмы, при которой материал не участвует в электрической цепочке, так как дуга появляется между электродами, в резаке.
 С помощью резака косвенного воздействия можно разрезать практически любой металл, в том числе и диэлектрики.
С помощью резака косвенного воздействия можно разрезать практически любой металл, в том числе и диэлектрики.
Принцип работы плазменного резака заключаются в следующем. Сформированный в газовом канале сжатый воздух поступает в зону с зажженной электрической дугой, которая отвечает за преобразование газа в плазму. Материал разрезается путем его плавления, лишние частички металла сразу удаляются потоком воздуха, поэтому зачистка рабочей зоны происходит моментально. Материал греется только в локальных зонах.
Преимущества плазменной резки металла:
- Скорость работы. Предварительно нагревать материал не требуется, ширина разреза получается минимальной. Кроме того, так как зона термического влияния относительно небольшая, то слой краски или другое покрытие не будет разрушено.
- Универсальность заготовок. Если газовая резка не подходит для работы с алюминием или с нержавеющей сталью, то плазменная резка совместима с практически всеми типами металлов.

- Безопасность работы. В оборудовании для газовой резки, в отличие от оборудования для плазменной резки, существует вероятность обратного удара пламени или даже взрыва газовых баллонов при неправильном подключении устройства.
- Позволяет обрабатывать листы большего размера чем при лазерной резке. На выходе получаются детали с меньшим количеством дефектов.
- Слабое загрязнение воздуха.
Газы для плазменной резки
В установках для получения плазменной струи могут использоваться следующие газы:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон.
Газы имеют решающее значение для качества резки материалов. В зависимости от типа разрезаемого металла применяются различные газы или сочетания газов. Каждый газ имеет свои физические свойства. При выборе газа необходимо учитывать энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность.
Каждый газ имеет свои физические свойства. При выборе газа необходимо учитывать энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность.
Для резки нержавеющих сталей не рекомендуется использовать сжатый воздух, в зависимости от толщины материала может применяться азот в чистом виде, либо смешанный с аргоном.
Плазменная резка алюминия толщиной до 70 мм может осуществляться сжатым воздухом. Более качественный рез листа алюминия до 20 мм достигается при использовании чистого азота, а с 70 мм до 100 мм включительно с помощью азота с водородом. Резка алюминия плазмой при толщине от 100 мм осуществляется смесью аргона с водородом. Этот же состав рекомендовано использовать для меди и высоколегированной толстостенной стали.
Виды плазменной резки
В технологии плазменной резки металла выделяют:
- воздушно-плазменную резку металла;
- газоплазменную;
- лазерно-плазменную резку.
Первые два способа похожи по принципу действия: электродуга и ионизированный поток раскалённого газа. Основное отличие в рабочем теле, в первом случае — это воздух, во втором — газ или водяной пар. Переносные (ручные) аппараты режут металл с помощью воздушной ионизированной струи.
Основное отличие в рабочем теле, в первом случае — это воздух, во втором — газ или водяной пар. Переносные (ручные) аппараты режут металл с помощью воздушной ионизированной струи.
Лазерно-плазменный раскрой металла используется в промышленности и представляет собой комбинацию способов лазерной и плазменной резки на одном станке с ЧПУ, что повышает производительность оборудования.
Оборудование для плазменной резки металла
Станки бывают ручными, портальными и переносными.
Ручной станок представляет собой относительно небольшой короб, к которому подводится плазморежущая горелка. Специальный компрессор может спускать воздух, азот вместе с воздухом и другие газы. Такие аппараты могут работать, как с переменным, так и с постоянным током, но первое допускается, только если материалом заготовки является нетвердый сплав. Устройства компактные, их легко транспортировать на рабочее место, а для работы требуется только подключить устройство в розетку. Ручные станки хороши там, где подобные работы выполняются редко, а точность проведения операций не критична.
Портальные установки намного крупнее ручных, а их конструкция специально разработана для выкладки металлических листов. Процесс максимально автоматизирован, темп работы портального оборудования высокий, высока и точность резки. Портальные станки могут использоваться для резки заготовок, с толщиной не более 80 мм. С учетом того, что оборудование потребляет много энергии, важно грамотно просчитать объем выполняемых операций.
Наиболее функциональные — переносные аппараты, которые имеют секцию для укладки металлических листов. Листы укладываются автоматически, а управление станком происходит посредством ЖК-монитора с клавиатурой. Подобное оборудование обеспечивает еще большую точность работы по металлу, полную автоматизацию всех процессов и экономию энергии. Оправдает себя только в цеховом помещении или на объектах строительства.
Отдельно нужно выделить следующие два важных элемента, которые встречаются во всех перечисленных станках: сопло и компрессор.
В первую очередь сказать нужно о сопле.![]() Основные характеристики сопла — сечение и длина. Первый параметр влияет на точность резки, второй параметр определяет скорость работы, поэтому тут нужно искать золотую середину. У резаков косвенного действия отдельно подбираются электроды, которые могут изготовляться из разных материалов. Считается, что лучшим материалом является гафний.
Основные характеристики сопла — сечение и длина. Первый параметр влияет на точность резки, второй параметр определяет скорость работы, поэтому тут нужно искать золотую середину. У резаков косвенного действия отдельно подбираются электроды, которые могут изготовляться из разных материалов. Считается, что лучшим материалом является гафний.
Теперь поговорим о втором важно элементе – компрессоре. От качества работы компрессора зависит многое, например, скорость реза заготовки. Воздух, подаваемый в рабочую зону, должен быть не только нагретым до определенной температуры, но и чистым. Соответственно, никаких примесей там быть не должно. Для домашнего пользования подойдут резаки, в которых компрессор встроенный, с функцией очистки и осушки воздуха.
Рекомендации по работе резака
Подготовка оборудования подразумевает подачу в аппарат сжатого воздуха, что может быть выполнено за счет небольшого компрессора, системы сжатого воздуха или баллона. Практически все аппараты способы регулировать поток воздуха. Чтобы выбрать оптимальную температуру, стоит сначала попробовать разрезать на самом большом напряжении, после чего постепенно уменьшать ее. Нужно добиться максимально чистого разреза, так как при слишком большом напряжении или при маленькой скорости резки на заготовке может появиться окалина.
Практически все аппараты способы регулировать поток воздуха. Чтобы выбрать оптимальную температуру, стоит сначала попробовать разрезать на самом большом напряжении, после чего постепенно уменьшать ее. Нужно добиться максимально чистого разреза, так как при слишком большом напряжении или при маленькой скорости резки на заготовке может появиться окалина.
Горелку нужно располагать как можно ближе к краю заготовки. Как только режущая дуга будет зажжена, то нужно начинать движение, причем, сама дуга должна быть направлена под прямым углом к листу. Признаком качественного разреза являются искры с обратной стороны металла – это будет означать, что материал прорезан насквозь. Если требуется выполнить строжку плазменной дугой, то это будет возможно, только если средний угол наклона горелки будет составлять 40 градусов. Длина горящей плазменной дуги в начале строжки должна быть минимальной, но ее можно увеличить в процессе работы.
Для выполнения отверстия также потребуется перевести начальное положение аппарата таким образом, чтобы угол наклона составлял 40 градусов. После запуска режущей дуги останется повернуть горелку так, чтобы угол составил 90 градусов. Дуга без проблем расплавит металл, но только при условии, что толщина заготовки не превышает предельно допустимой толщины, которая прописывается в аппарате устройства.
После запуска режущей дуги останется повернуть горелку так, чтобы угол составил 90 градусов. Дуга без проблем расплавит металл, но только при условии, что толщина заготовки не превышает предельно допустимой толщины, которая прописывается в аппарате устройства.
Как выбрать аппарат плазменной резки металла
При выборе аппарата плазменной резки металла обратите внимание на следующие показатели: выходная и входная мощности, размер наконечника и скорость работы.
Выходная мощность оборудования подбирается в соответствии с тем, какой толщины будет заготовка и из какого материала она будет изготовлена. Выбор размера наконечника тоже зависит от материала. Например, устройство, которое работает на мощности 27 А при 90 разрежет заготовку с толщиной около 12 мм. Для более толстых заготовок потребуется использовать уже более мощные устройства.
На скорость резки станка нужно обращать внимание только тогда, когда предстоит массовое производство. Некоторые устройства могут обрабатывать заготовку с одними и теми же параметрами с разницей в 4 минуты. Показатель скорости измеряется сантиметрами в минуту.
Показатель скорости измеряется сантиметрами в минуту.
Чтобы определить входную мощностью, которой будет достаточно для работы устройства, потребуется проверить первичное напряжения и допустимую для аппарата силу тока. Существуют универсальные аппараты, которые способны работать при любом напряжении и при любой силе тока, но и цена их будет выше.
Особенность таких устройств в том, что они через некоторое время начинают перегреваться, из-за чего в работе нужно делать перерыв. Например, при показателе в 70%, только три из десяти минут устройство должно будет находиться в режиме простоя.
У аппарата плазменной резки могут быть дополнительные элементы, позволяющие держать его на расстоянии от заготовки. Плазменные горелки могут изготовляться из разных материалов, рекомендуется остановиться на горелках с эпоксидным соплом, которые прочнее керамических. Также обращать внимание нужно на режим температур – предпочтительным считается порог в 40 градусов и выше.
К оглавлению
Как работает машина плазменной резки?
Woodward Fab
Плазменная резка, представляющая собой метод термической резки, широко используется для резки или гравировки на таких материалах, как металлы. Это один из самых быстрых доступных методов резки, который обеспечивает высокое качество и точность резки, не вызывая ухудшения качества материала. Несмотря на то, что это популярный метод резки металла, большинство из нас не знает о плазменной резке. Вам интересно узнать больше об этой технике резки металла? Этот пост предназначен для предоставления вам подробной информации о плазменной резке. Следите за обновлениями.
Что такое плазма?
Чтобы понять, как работает плазменный резак, важно знать, что такое плазма. Существуют три основные формы материи – твердая, жидкая и газообразная. Но есть и четвертый — плазменный. В повседневной жизни плазма может встречаться в нескольких продуктах, таких как люминесцентные лампы, телевизоры и, конечно же, плазменные резаки. Плазму часто называют ионизированным газом, потому что она может быть получена путем нагревания природного газа до экстремальных температур или воздействия на него электромагнитного поля, при котором элемент ионизированного газа становится электропроводящим. В результате плазменные резаки могут без сопротивления проходить через такие металлы, как латунь, алюминий, сталь и медь.
Существуют три основные формы материи – твердая, жидкая и газообразная. Но есть и четвертый — плазменный. В повседневной жизни плазма может встречаться в нескольких продуктах, таких как люминесцентные лампы, телевизоры и, конечно же, плазменные резаки. Плазму часто называют ионизированным газом, потому что она может быть получена путем нагревания природного газа до экстремальных температур или воздействия на него электромагнитного поля, при котором элемент ионизированного газа становится электропроводящим. В результате плазменные резаки могут без сопротивления проходить через такие металлы, как латунь, алюминий, сталь и медь.
Как работает машина плазменной резки?
Машина плазменной резки, также называемая методом термической резки, может резать металлы, которые являются хорошими проводниками электричества. Это делается с помощью ускоренной струи горячей плазмы вместо ее механической резки. Это достигается за счет сжатого воздуха или других газов, в зависимости от разрезаемого материала. По сути, сжатые газы создают нарастание давления на электроде, и плазменный пар выталкивается к режущей головке. В плазменных резаках используется медное сопло для сужения пара плазмы, который затем воздействует на заготовку. Когда ток от резака проходит через плазму, выделяется достаточно тепла, чтобы проплавить заготовку. При этом сжатые газы выдувают расплавленный металл.
По сути, сжатые газы создают нарастание давления на электроде, и плазменный пар выталкивается к режущей головке. В плазменных резаках используется медное сопло для сужения пара плазмы, который затем воздействует на заготовку. Когда ток от резака проходит через плазму, выделяется достаточно тепла, чтобы проплавить заготовку. При этом сжатые газы выдувают расплавленный металл.
Плазменная резка — один из эффективных методов резки тонких и толстых материалов. Благодаря высокой скорости и точности резки этот метод широко используется в ремонте и реставрации автомобилей, промышленном строительстве, производстве, утилизации и утилизации.
Как эффективно использовать машину плазменной резки?
До сих пор предыдущий раздел касался работы плазменных резаков. Теперь давайте сосредоточимся на том, как наилучшим образом использовать инструмент.
- Использование в полевых условиях: Существует множество плазменных резаков, от недорогих до моделей известных брендов.
 Большинство из них ориентированы на производительность и могут точно соответствовать вашим потребностям. Для использования в полевых условиях вам понадобится машина примерно с пятнадцатью-двадцатью проводами. Таким образом, вы можете удовлетворить свои потребности и при этом сэкономить на воздухе и электроэнергии.
Большинство из них ориентированы на производительность и могут точно соответствовать вашим потребностям. Для использования в полевых условиях вам понадобится машина примерно с пятнадцатью-двадцатью проводами. Таким образом, вы можете удовлетворить свои потребности и при этом сэкономить на воздухе и электроэнергии. - Использование в магазине: Плазменные резаки легко найти в магазинах. Их можно использовать со станками с числовым программным управлением (ЧПУ), и вы будете поражены результатами. Вы можете превратить необработанный стальной лист в заготовку невероятного дизайна. С помощью плазменных резаков вы можете многократно выполнять точные разрезы; вручную, это может быть обыденным и подвержено ошибкам.
- Другие варианты использования: Другие варианты использования этого инструмента зависят от разных проектов. Это могут быть арт-инсталляции, ремонт квартир и многое другое. Кроме того, плазменный резак также упрощает задачу ремонта, разрезая небольшой кусок металла, не отправляя вас в мастерскую.

Чтобы получить ожидаемое качество и точность резки, важно правильно выбрать машину плазменной резки от ведущего поставщика, такого как Woodward Fab. Просмотрите высококачественную машину плазменной резки PL320 для резки низкоуглеродистой стали толщиной до 5/16″. Компания является ведущим поставщиком инструментов и оборудования для обработки листового металла.
Просмотрите самые продаваемые машины для плазменной резки Ассортимент продукции:
Связанный пост:
Знайте о 5 основных типах сварочных процессов
8 важных советов по повышению безопасности сварки
Разница между сваркой и изготовлением листового металла
Распространенные ошибки, которых следует избегать при выборе сварочного аппарата
Все, что вам нужно знать о сварочных позиционерах
Сварочные инструменты Как работает плазменный резак, Как работает плазменный резак, Как использовать плазменный резак, Как использовать плазменный резак, Плазменный резак Как использовать
Как работает плазменная резка?
Главная » Блог » Как работает плазменная резка?
Процесс плазменной резки, используемый при резке электропроводных металлов, использует этот электропроводный газ для передачи энергии от источника электроэнергии через плазменный резак к разрезаемому материалу.
Базовая система плазменной дуговой резки состоит из источника питания, цепи зажигания дуги и горелки. Эти компоненты системы обеспечивают подачу электроэнергии, возможность ионизации и управление технологическим процессом, необходимые для получения высококачественной и высокопроизводительной резки различных материалов.
Блок питания представляет собой источник постоянного тока постоянного тока. Напряжение холостого хода обычно находится в диапазоне от 240 до 400 В постоянного тока. Выходной ток (сила тока) источника питания определяет скорость и толщину резки системы. Основной функцией источника питания является подача необходимой энергии для поддержания плазменной дуги после ионизации.
Цепь зажигания дуги может иметь конструкцию со обратным затвором, которая используется в устройствах серии Hypertherm Powermax, или цепь высокочастотного генератора, вырабатывающего переменное напряжение от 5000 до 10 000 вольт с частотой приблизительно 2 мегагерца. Это напряжение используется для создания высокоинтенсивной дуги внутри горелки для ионизации газа и образования плазмы.
Горелка служит держателем расходуемого сопла и электрода и обеспечивает охлаждение этих деталей (газом или водой). Сопло и электрод сужают и поддерживают струю плазмы.
Последовательность работы с плазменным резаком
Источник питания и цепь зажигания дуги подключаются к горелке с помощью соединительных проводов и кабелей. Эти провода и кабели обеспечивают надлежащий поток газа, электрический ток и высокую частоту к горелке для запуска и поддержания процесса.
ШАГ 1: На блок питания отправляется входной сигнал пуска. Это одновременно активирует напряжение холостого хода и подачу газа к горелке (см. рис. 2). Напряжение холостого хода можно измерить от электрода (-) до сопла (+). Обратите внимание, что сопло подключается к плюсу источника питания через резистор и реле (реле вспомогательной дуги), а разрезаемый металл (заготовка) подключается напрямую к плюсу. Газ проходит через сопло и выходит из отверстия. В это время дуги нет, так как нет пути тока для постоянного напряжения.
ШАГ 2: После стабилизации потока газа активируется высокочастотный контур. Высокая частота прерывается между электродом и соплом внутри горелки таким образом, что газ должен пройти через эту дугу, прежде чем выйти из сопла. Энергия, передаваемая от высокочастотной дуги газу, вызывает ионизацию газа и, следовательно, его электропроводность. Этот электропроводящий газ создает путь тока между электродом и соплом, в результате чего образуется плазменная дуга. Поток газа выталкивает эту дугу через отверстие сопла, создавая вспомогательную дугу.
ШАГ 3: Предполагая, что сопло находится в непосредственной близости от заготовки, вспомогательная дуга прикрепится к заготовке, так как путь тока к плюсу (в источнике питания) не ограничен сопротивлением, поскольку положительный форсунка соединение есть. Ток, подаваемый на заготовку, измеряется электроникой в источнике питания. При обнаружении этого тока высокая частота отключается и реле вспомогательной дуги размыкается.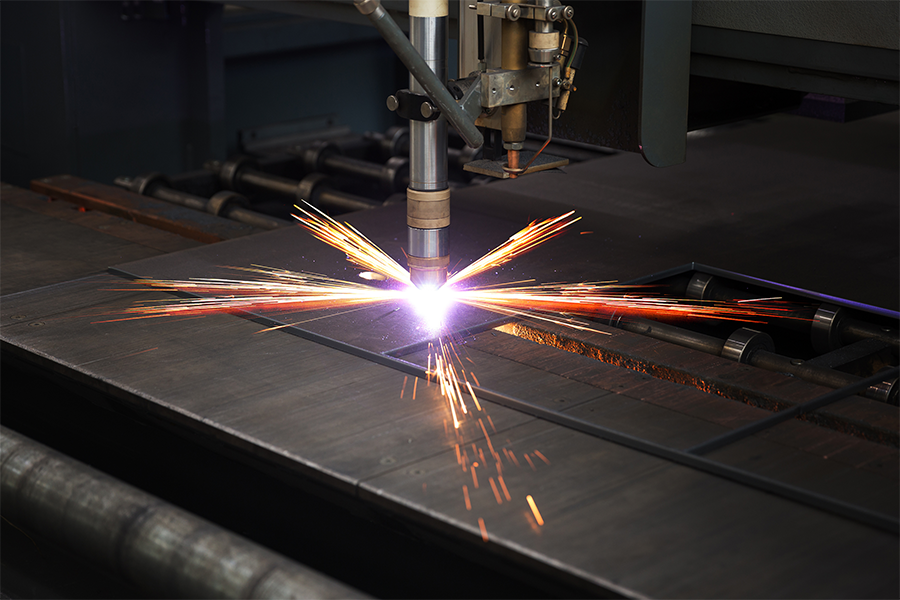 Ионизация газа поддерживается за счет энергии основной дуги постоянного тока.
Ионизация газа поддерживается за счет энергии основной дуги постоянного тока.
ЭТАП 4: Температура плазменной дуги расплавляет металл, прокалывает заготовку, и высокоскоростной газовый поток удаляет расплавленный материал со дна разреза. В это время инициируется движение резака и начинается процесс резки.
Варианты процесса плазменной резки
Обычная плазменная резка
В этом процессе обычно используется один газ (обычно воздух или азот), который охлаждает и производит плазму. Большинство этих систем рассчитаны на ток менее 100 ампер для резки материалов толщиной менее 5/8 дюйма. В основном используется в ручных приложениях.
Двухгазовая плазменная резка
В процессе двухгазовой (кислородно-топливной) плазменной резки используются два газа; один для плазмы и один в качестве защитного газа. Защитный газ используется для защиты области реза от атмосферы, обеспечивая более чистую кромку реза. Это, вероятно, самый популярный вариант, так как можно использовать множество различных комбинаций газов для получения наилучшего качества резки данного материала.
Это, вероятно, самый популярный вариант, так как можно использовать множество различных комбинаций газов для получения наилучшего качества резки данного материала.
Плазменная резка с водяной защитой
Плазменная резка с водяной защитой представляет собой вариант процесса с использованием двух газов, при котором защитный газ заменяется водой. Он обеспечивает улучшенное охлаждение сопла и заготовки, а также лучшее качество резки нержавеющей стали. Этот процесс предназначен только для механизированных приложений.
Плазменная резка с впрыском воды
Плазменная резка с впрыском воды использует один газ для плазмы и использует воду, впрыскиваемую либо радиально, либо завихренно непосредственно в дугу, чтобы значительно улучшить сужение дуги, поэтому плотность дуги и температура увеличиваются. Этот процесс используется от 260 до 750 ампер для высококачественной резки многих материалов и толщин. Этот процесс предназначен только для механизированных приложений.
Прецизионная плазменная резка
Прецизионная плазменная резка обеспечивает превосходное качество резки более тонких материалов (менее 1/2″) на более низких скоростях. Это улучшенное качество является результатом использования новейших технологий для сверхсжатия дуги, что значительно увеличивает плотность энергии. Более медленные скорости необходимы для более точного контурирования устройства движения. Этот процесс предназначен только для механизированных приложений.
Определение плазмы — понимание плазменной резки и программного обеспечения для плазменной резки
Главная >
Узнать >
Технологические решения >
Плазменная технология
Сочетание качества резки, производительности, эксплуатационных расходов и универсальности делает плазменную дуговую резку самым популярным на сегодняшний день процессом промышленной резки.
Что такое плазма?
Плазма — четвертое состояние вещества. Обычно мы думаем о трех состояниях материи: твердом, жидком и газообразном. Для общего элемента, воды, эти три состояния — лед, вода и пар.
Для общего элемента, воды, эти три состояния — лед, вода и пар.
Разница между этими состояниями заключается в их относительных уровнях энергии. Когда вы добавляете энергию в виде тепла ко льду, лед тает и образует воду; если вы добавите больше энергии, вода испарится и станет паром. Если бы вы добавили к пару значительно больше энергии — нагрели бы его примерно до 11 700 ° C, — пар бы распался на несколько составляющих газов и стал бы электропроводным, или ионизированным. Этот высокоэнергетический ионизированный газ называется плазмой.
Что такое плазменная резка?
Плазменный резак или система плазменной резки использует поток плазмы для передачи энергии проводящему рабочему материалу. Поток плазмы обычно формируется путем подачи газа, такого как азот, кислород, аргон или даже воздух, через узкое сопло. Электрический ток, создаваемый внешним источником питания, добавляет потоку газа достаточно энергии для его ионизации, превращая его в плазменную дугу. Вот почему этот процесс часто называют плазменно-дуговой резкой. Плазменная дуга разрезает заготовку, сначала расплавляя ее, а затем сдувая расплавленный металл.
Вот почему этот процесс часто называют плазменно-дуговой резкой. Плазменная дуга разрезает заготовку, сначала расплавляя ее, а затем сдувая расплавленный металл.
Насколько высока температура плазменной резки?
Плазменная дуга, создаваемая плазменным резаком или системой плазменной резки, создает температуры, приближающиеся к 40 000°F, так что да, температура плазменного резака чрезвычайно высока. Для сравнения, поверхность Солнца имеет температуру около 10 000°F.
Как работает плазменный резак?
Базовый плазменный резак или система плазменной резки включает следующие компоненты:
- Источник питания — Источник постоянного тока постоянного тока. Напряжение холостого хода обычно находится в диапазоне от 240 до 400 В постоянного тока. Выходной ток (сила тока) и общая мощность блока питания в киловаттах определяют скорость и толщину резки плазменной резки. Основной функцией источника питания является подача необходимой энергии для поддержания плазменной дуги после ионизации.

- Цепь зажигания вспомогательной дуги . В большинстве горелок с жидкостным охлаждением на 130 А и выше это схема высокочастотного генератора, которая вырабатывает переменное напряжение от 5000 до 10000 вольт на частоте приблизительно 2 МГц. Это напряжение создает вспомогательную дугу высокой интенсивности внутри горелки для ионизации газа и образования плазмы. Вместо описанной выше высокочастотной пусковой схемы в воздушно-плазменных горелках обычно используется подвижный электрод или технология «обратного пуска» для ионизации газа.
- Горелка — служит держателем расходуемого сопла и электрода и обеспечивает охлаждение (газом или водой) этих деталей. Сопло и электрод сужают и поддерживают плазменную дугу.
Программное обеспечение для плазменной резки
Для механизированной резки программное обеспечение для плазменной резки используется для программирования машины для резки. В некоторых случаях программное обеспечение ЧПУ можно использовать для программирования отдельных деталей или небольших тиражей, но большинство изготовителей и производителей полагаются на программное обеспечение, обычно называемое программным обеспечением для раскроя CAD/CAM, которое предлагает гораздо больше функций и возможностей.
Некоторые типы программного обеспечения для раскроя CAD/CAM для плазменной резки могут контролировать и автоматически настраивать практически каждый аспект операции плазменной резки. Например, ProNest ® от Hypertherm поддерживает такие параметры, как ток дуги, напряжение, предварительная подача газа, настройки потока резки, скорости резки, высота резки, типы прожига, высота прожига и многое другое. Все это призвано упростить работу механизатора и повысить производительность.
Другие функции, часто встречающиеся в программном обеспечении для плазменной резки, включают:
- Предотвращение столкновений
- Цепная резка
- Резка моста
- Общая линия резки
- Мультиголовка для резки
- Разделка скелета
В некоторых случаях программное обеспечение может помочь добиться оптимальных результатов, таких как:
- Улучшенное качество отверстий
- Упрощенная настройка фаски
- Более быстрое время цикла
Типичные области применения и отрасли промышленности
Плазменная дуговая резка используется как в ручных, так и в механизированных системах для резки широкого спектра проводящих материалов, включая мягкую сталь, углеродистую сталь, нержавеющую сталь, алюминий, медь, латунь и другие металлы.
Резка включает:
- Прямая резка
- Резка под углом
- Строжка
- Прорезка отверстий
- Резка и строжка с увеличенным радиусом действия
- Резка мелких деталей
- Маркировка
К отраслям и рынкам относятся:
- Фермерство и животноводство
- Судостроение
- Горнодобывающая промышленность
- Энергия
- HVAC и механическое производство
- Металлургические сервисные центры
- Строительное оборудование
- Ремонт автомобилей
- Произведения искусства, вывески и украшения
- Трубы и трубопроводы
- Общее строительство
- Гражданское строительство
- Производственные и ремонтные мастерские
Не знаете, какой процесс или метод использовать?
Здесь вы найдете полезную информацию:
- Оценка вашей работы
- Выбор процесса резки
| Технологические решения
|
| Обзор процесса резки |
| Оценка ваших потребностей |
Выбор процесса резки. |
| Плазменная технология |
Плазменные атрибуты Виды плазмы Плазменный резак против горелки Плазменная резка против лазерной резки |
| Лазерная технология |
| Гидроабразивная технология |
| Кислородная технология |
| Программное обеспечение для резки CAD/CAM |
| ЧПУ и ТГК |
| Механические режущие инструменты |
Как работает процесс плазменной резки?
Плазма – четвертое состояние материи.
Материя существует в четырех состояниях. Они бывают твердые, жидкие, газообразные и плазменные. Добавление все возрастающей энергии приводит к тому, что твердое тело становится жидкостью, а затем газом. Наконец, плазма создается, когда применяется достаточно энергии. Образовавшаяся плазма теперь способна проводить электрический ток, как медный провод. Молния — это естественная плазма.
Наконец, плазма создается, когда применяется достаточно энергии. Образовавшаяся плазма теперь способна проводить электрический ток, как медный провод. Молния — это естественная плазма.
- Процесс плазменной резки
- Пилотная и переносная дуга
- Двойная дуга
- Базовая конструкция резака
- Направление траектории резки
- Одинарные и двойные газовые резаки
- Терминология плазменной резки
Процесс плазменной резки
Плазменная дуговая резка позволяет резать все металлы. Этот процесс обычно используется для резки стали, нержавеющей стали и алюминия. Сила тока систем плазменной резки варьируется от 20 до 1000 ампер. Плазменные системы высокого разрешения, использующие кислород в качестве плазменного газа, способны прошивать и производить резку стали диаметром до 2,0 дюймов при токе 400 ампер. Системы высокой мощности, использующие плазменные смеси аргона и водорода, способны резать нержавеющую сталь или алюминий до 6,0 дюймов при токе 1000 ампер.
Источники питания для плазменно-дуговой резки (PAC) относятся к типу источников постоянного тока (CC), как и источники питания, используемые для сварки штучными электродами (SMAW) и сварки TIG (GTAW). Однако блоки питания PAC выдают гораздо более высокое напряжение. Напряжение холостого хода может достигать 400 В постоянного тока. Сужение плазменной струи через сопло увеличивает плотность дуги. Плазменные резаки включают компонент для завихрения плазменного газа, выталкивающего неионизированные газы наружу. Завихрение плазменного газа приводит к тому, что более холодный неионизированный пограничный слой газа вокруг столба плазмы становится шире, сжимая дугу и дополнительно увеличивая плотность, длину и температуру дуги. Завихрение плазмообразующего газа также увеличивает срок службы сопла. Столб плазменной дуги может достигать температуры ок. 24 000° К (или 42 000° F).
Вспомогательная дуга (без переноса)
В горелке между отрицательно заряженным электродом и положительно заряженным соплом создается слаботочная вспомогательная дуга без переноса, чтобы обеспечить путь для режущей дуги, чтобы перейти к положительно заряженному электроду. рабочий кусок. Системы плазменной резки мощностью более 125 ампер ионизируют плазмообразующий газ, применяя мгновенный импульс высокой частоты между электродом и соплом. Тысячи вольт высокой частоты обеспечивают путь для постоянного компонента вспомогательной дуги. Измеряется мгновенный постоянный ток между электродом и соплом, высокочастотная составляющая дежурной дуги выключается. Поток плазменного газа заставляет дугу постоянного тока выдуваться из отверстия и снова прикрепляться к поверхности сопла.
рабочий кусок. Системы плазменной резки мощностью более 125 ампер ионизируют плазмообразующий газ, применяя мгновенный импульс высокой частоты между электродом и соплом. Тысячи вольт высокой частоты обеспечивают путь для постоянного компонента вспомогательной дуги. Измеряется мгновенный постоянный ток между электродом и соплом, высокочастотная составляющая дежурной дуги выключается. Поток плазменного газа заставляет дугу постоянного тока выдуваться из отверстия и снова прикрепляться к поверхности сопла.
Перенесенная дуга
Если резак находится достаточно близко к заготовке при включенной вспомогательной дуге, основной ток резки будет стремиться присоединиться к заготовке. Когда измеряется протекание тока между электродом и заготовкой, постоянная составляющая вспомогательной дуги отключается. Высокотемпературный высокоскоростной поток плазмы расплавляет и продувает расплавленный материал через заготовку.
Источник питания плазмы обеспечивает замыкание контактов станка для резки, когда основная режущая дуга перемещается. Этот сигнал часто называют сигналом «OK to Move». Движение режущей машины задерживается до тех пор, пока дуга полностью не проникнет в материал. Эта задержка называется «время прожига».
Этот сигнал часто называют сигналом «OK to Move». Движение режущей машины задерживается до тех пор, пока дуга полностью не проникнет в материал. Эта задержка называется «время прожига».
СВЯЗАННЫЕ:
СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ С ЧПУ
ПОСМОТРЕТЬ МАШИНУ
ПОСМОТРЕТЬ В ДЕЙСТВИИ
Двойная дуга
Дуга проходит нормально через режущее сопло. Состояние, называемое «двойной дугой», возникает, когда режущая дуга присоединяется к заготовке через сопло. Двойная дуга обычно серьезно повреждает сопло. Одна двойная дуга может сделать сопло неспособным производить качественную резку.
Двойная дуга может возникнуть, когда:
- Сопло находится слишком близко к материалу во время прожига
- Излишнее скопление металла на лицевой стороне экрана горелки
- Движение машины начинается до того, как дуга проникнет в металл, вызывающий прилипание расплавленного металла к передней части резака
- Слишком слабый поток плазмообразующего газа
- Слишком высокая сила тока при резке
Двойная дуга
Базовая конструкция резака
Плазменные резаки работают либо на одном, либо на двух газах дизайн. Как правило, горелки с одним газом работают при силе тока до 125 А и охлаждаются протекающим через них газом. Одиночный вход газа разделяется внутри факела на плазменный и защитный потоки. Более 125 ампер, повышенный нагрев дуги требует жидкостного охлаждения горелки. Практически все горелки с жидкостным охлаждением относятся к двойному газовому типу. Сдвоенные газовые горелки имеют отдельные пути для плазменного и защитного газов, что позволяет кабелям горелки подавать газы к головке горелки через два отдельных шланга. Таким образом, плазменный и защитный газы могут быть разными, а также могут быть разными давления и потоки нагнетания.
Как правило, горелки с одним газом работают при силе тока до 125 А и охлаждаются протекающим через них газом. Одиночный вход газа разделяется внутри факела на плазменный и защитный потоки. Более 125 ампер, повышенный нагрев дуги требует жидкостного охлаждения горелки. Практически все горелки с жидкостным охлаждением относятся к двойному газовому типу. Сдвоенные газовые горелки имеют отдельные пути для плазменного и защитного газов, что позволяет кабелям горелки подавать газы к головке горелки через два отдельных шланга. Таким образом, плазменный и защитный газы могут быть разными, а также могут быть разными давления и потоки нагнетания.
Базовая конструкция плазменного резака
Направление траектории резки
Поскольку плазмообразующий газ вращается, разрез с одной стороны более прямоугольный. При вращении по часовой стрелке разрез на стороне в направлении движения является более прямоугольной стороной. Элементы управления ЧПУ, предназначенные для плазменной резки, автоматически создают движение, учитывающее эту направленность.
Системы с одиночными газовыми резаками
Недорогие автоматизированные системы плазменной резки оснащены одиночными газовыми резаками, предназначенными для резки всех типов металлов с использованием сжатого воздуха в цехе. Цены на автоматизированные системы воздушно-плазменной резки варьируются от 3500 долларов США (40 ампер) до 10 000 долларов США (125 ампер). Обратите внимание, что эти цены указаны за мощность плазменной резки и горелку, а не за полный станок с ЧПУ. Этот тип плазменной системы стал чрезвычайно популярным среди производителей металла, выполняющих декоративные работы по металлу и относительно низкопроизводительную резку листов общего назначения.
Системы со сдвоенными газовыми горелками
Стоимость современных автоматизированных прецизионных систем плазменной резки составляет приблизительно 40 000 долларов США (системы на 130 ампер), 75 000 долларов США (системы на 400 ампер) и 125 000 долларов США (системы на 800 ампер). Обратите внимание, что эти цены указаны за мощность плазменной резки и горелку, а не за полный станок с ЧПУ. Они оснащены двойными газовыми горелками с жидкостным охлаждением, импульсными источниками питания с компьютерным управлением и сложными автоматическими системами подачи газа. Карты резки, встроенные в современные системы ЧПУ, автоматически регулируют параметры резки и выбирают необходимые газы в зависимости от выбранного материала и толщины. Кроме того, большинство прецизионных плазменных систем включают в себя технологию, которая линейно увеличивает силу тока и расход газа в начале и конце каждой резки. Эта технология значительно продлевает срок службы расходных материалов и обеспечивает чрезвычайно стабильную производительность резки в течение всего срока службы расходных материалов
Обратите внимание, что эти цены указаны за мощность плазменной резки и горелку, а не за полный станок с ЧПУ. Они оснащены двойными газовыми горелками с жидкостным охлаждением, импульсными источниками питания с компьютерным управлением и сложными автоматическими системами подачи газа. Карты резки, встроенные в современные системы ЧПУ, автоматически регулируют параметры резки и выбирают необходимые газы в зависимости от выбранного материала и толщины. Кроме того, большинство прецизионных плазменных систем включают в себя технологию, которая линейно увеличивает силу тока и расход газа в начале и конце каждой резки. Эта технология значительно продлевает срок службы расходных материалов и обеспечивает чрезвычайно стабильную производительность резки в течение всего срока службы расходных материалов
Терминология плазменной резки
| Угол скоса | При плазменной резке кромки реза не располагаются точно под углом 90° к поверхности материала. Угол скоса – это величина отклонения среза от квадрата. |
| Центральный изолятор | Непроводящий материал, отформованный внутри корпуса горелки, который обеспечивает электрическую изоляцию между отрицательной и положительной частями горелки. |
| Обычная плазменная резка | Относительно недорогая система плазменной резки, состоящая из источника питания постоянного тока, горелки и недорогой системы подачи газа, такой как регуляторы давления, прикрепленные к источнику газов. Такие системы производят дуги плотностью около 30 000 ампер на квадратный дюйм. Углы скоса среза обычно составляют от 5° до 7°. Эти системы могут быть предложены как для ручного, так и для механизированного применения. При использовании на станке с ЧПУ для резки стали наименьшее рекомендуемое отверстие обычно в 2 раза превышает толщину материала, т. е. 1/2″ на 1/4″ материала. |
| Режущая дуга | Переносная дуга, которая проходит через сопло и устанавливается между вставкой электрода и разрезаемым материалом. |
| Окалина | Материал, который остается на дне пластины после резки. Окалина также может быть на верхней части пластины, обычно при чрезмерной высоте среза. |
| Двойная газовая горелка | Горелки предназначены для работы с отдельными входами для плазмы и экрана. Двойные газовые горелки могут иметь воздушное или жидкостное охлаждение. Плазменный и защитный газы могут быть одинаковыми или разными. Благодаря оптимизации подачи плазменного и защитного газа в зависимости от материала и толщины, двойные газовые резаки обеспечивают высочайшее качество резки. |
| Электрод | Медный элемент со вставкой из вольфрама или гафния. Электрод подключен к отрицательному выходу источника постоянного тока. |
| Плазменная резка высокого разрешения | Значительно более дорогая система плазменной резки, состоящая из сложного импульсного источника питания постоянного тока, прецизионного резака и высокоточной системы подачи газа с компьютерным управлением, установленной в непосредственной близости от резака. Такие системы производят дуги с чрезвычайно высокой плотностью дуги 60 000 ампер на квадратный дюйм или более. Углы скоса среза обычно составляют от 1° до 3°. Эти системы предлагаются только для механизированной эксплуатации. При использовании на станках с ЧПУ для резки стали наименьшее рекомендуемое отверстие в 1 раз превышает толщину материала, т. е. 1/4″ на 1/4″ материала. Такие системы производят дуги с чрезвычайно высокой плотностью дуги 60 000 ампер на квадратный дюйм или более. Углы скоса среза обычно составляют от 1° до 3°. Эти системы предлагаются только для механизированной эксплуатации. При использовании на станках с ЧПУ для резки стали наименьшее рекомендуемое отверстие в 1 раз превышает толщину материала, т. е. 1/4″ на 1/4″ материала. |
| Прорезь | Количество материала, удаляемого режущей дугой. Элементы управления ЧПУ смещают траекторию реза на 1/2 ширины пропила, чтобы конечная деталь имела правильный размер. Ширина пропила варьируется от 0,019″ при 45 ампер при резке нержавеющей стали N2/N2 до 0,340″ при 400 ампер при резке низкоуглеродистой стали O2/воздух. |
| Сопло (наконечник, отверстие) | Медный элемент для фокусировки потока плазмы. Форсунка подключается к положительному выводу источника постоянного тока через нормально разомкнутый контакт реле. Реле вспомогательной дуги на мгновение замыкается для создания непереведенной вспомогательной дуги. |
| Пилотная дуга | Дуга без переноса, возникающая между электродом и соплом в плазменной горелке. Дежурная дуга возбуждает газ отверстия (плазму), превращая его в плазму. В горелках с жидкостным охлаждением дуга обычно состоит из кратковременного всплеска высокой частоты, за которым следует постоянный ток. Во многих маломощных плазменных горелках с воздушным охлаждением и воздушным охлаждением используется подвижный элемент внутри горелки для «зажигания» дуги между электродом и соплом, что устраняет необходимость в высокой частоте. |
| Плазменный газ | Диафрагменный газ, используемый для подачи тока к разрезаемому металлу и через него. |
| Защитный колпачок (чашка) | Направляет поток защитного газа (вторичный) вокруг сопла (наконечника) и на разрез. В некоторых конструкциях резаков он также удерживает детали резака. |
| Защитный газ (вторичный) | Охлаждающий и вспомогательный газ для резки. Конструкция резака фокусирует поток вокруг сопла, чтобы уменьшить вероятность образования «двойной дуги», сжать режущую дугу и смыть шлак с нижней части реза. Конструкция резака фокусирует поток вокруг сопла, чтобы уменьшить вероятность образования «двойной дуги», сжать режущую дугу и смыть шлак с нижней части реза. |
| Одиночная газовая горелка | Горелки, предназначенные для работы с одной подачей газа, как правило, магазинного сжатого воздуха. Отдельные газовые горелки разделяют входной поток на плазму и защищают потоки внутри горелки. Эти горелки обычно имеют воздушное охлаждение. |
| Вихревое кольцо (распределитель газа) | Непроводящий материал с очень маленькими отверстиями, вызывающими завихрение плазмообразующего газа. В некоторых горелках используется завихритель для установки зазора между электродом и соплом. |
Из всех компаний, с которыми мы работаем в сфере оборудования и инструментов, ответ и обслуживание Park Industries самые лучшие.
Грант Лейман
Производство и поставка Spraggins
Изучив множество плазменных столов, представленных на рынке, мы были рады нашему решению выбрать Park Industries®.
Возможности KANO™ вселили в нас уверенность в том, что мы можем выполнять более разнообразные работы, чем раньше. Легкое общение со службой технической поддержки при возникновении каких-либо проблем делает работу с Kano без стресса, поэтому мы можем сосредоточиться на развитии нашего бизнеса. Мы постоянно ищем новые способы включения машины в нашу повседневную деятельность.
Майк Бренсеке
Сварка и производство Breseke
Служба поддержки клиентов
Park была очень полезной, и мы очень довольны станком плазменной резки с ЧПУ KANO HD.
Макс Стек
Сварка и производство Breseke
Что такое плазменный резак и как он работает?
Металлообработка сегодня является одной из важнейших отраслей промышленности. Независимо от того, работаете ли вы на производстве или вам нужны детали или продукты, полученные в результате этого, или вы работаете в ремонтной бригаде, или полагаетесь на нее, сварщики влияют на вашу жизнь.
Эти сварщики, в свою очередь, полагаются на свои инструменты. Для выполнения любой задачи нужны правильные инструменты, и так же, как маляру нужна кисть, лесорубу нужен топор, а строителю нужен молоток, сварщику нужен плазменный резак. Тем не менее, эти другие инструменты были с нами на протяжении веков и являются одними из наших самых распространенных инструментов. Плазменные резаки, напротив, довольно новы и остаются загадкой для многих людей, не занимающихся металлообработкой.
Что такое плазменный резак и как он работает? Плазменный резак — это режущий агент, использующий плазму для резки металлических поверхностей. Плазменные резаки работают при очень высоких температурах. Это означает, что вам необходимо убедиться, что у вас есть защитные газы, чтобы держать их под контролем, а также достаточное оборудование для обеспечения безопасности, чтобы защитить себя.
Содержание
Что такое плазма?
Однако, помня об этом, давайте сделаем шаг назад и ответим на еще более насущный вопрос — что такое плазма? Кажется, это очень важно знать, учитывая, насколько это важно для работы этого инструмента, а также тот факт, что это целое состояние материи.
Тем не менее, хотя вы знаете, что такое твердое тело, жидкость и газ, есть вероятность, что даже если вы узнали о плазме как о четвертом состоянии материи в школе, ее описание будет для вас более неуловимым, чем другие состояния материи. Частично это связано с тем, что плазма сама по себе является более сложным и менее определенным состоянием, чем другие.
Проще говоря, плазма — это перегретый газ, который при достаточно высокой температуре состоит из атомов, потерявших часть или все свои электроны и, таким образом, заряженных положительно, что заставляет их вести себя иначе, чем другие состояния материи.
Узнайте больше о температуре плазменного резака – Здесь вы можете найти статью с нашего веб-сайта : Насколько сильно нагревается плазменный резак? Реальные факты -2020
Для наших целей это означает, что плазма может быть выдавлена и использована в качестве сверхгорячего вещества, которое, хотя и похоже на газ, может быть лучше использовано для целей сварки из-за того, как его можно использовать.
В то время как газ может быть немного ненаправленным и трудноуправляемым, для сравнения, плазма может быть нагрета и направлена в определенном направлении, что делает ее идеальной для резки толстых поверхностей, таких как различные металлы.
Таким образом, он может достигать большего провара и выполнять свою задачу по резке лучше, чем другие варианты сварки.
Как работают плазменные резаки?
Вся эта теория хороша, но как насчет того, как работают плазменные резаки на практике?
Как указано выше, плазменные резаки работают, нагревая газ, чтобы он стал плазмой, которую затем можно использовать для резки металлов, и они делают это частично, проталкивая плазму через узкое сопло с высокой скоростью. Подумайте о мощном аэрозольном очистителе.
Вода выходит из форсунки с такой высокой скоростью и с такой огромной силой, что буквально сдувает мусор. Тот же принцип работает с плазменными резаками, которые выбрасывают газовую плазму.
Кроме того, плазменные резаки работают, посылая электричество в виде дуги через газ и узкое сопло. Газ может меняться и меняется в зависимости от работы, и мы скоро займемся этим.
А пока знайте, что какой бы тип газа вы ни использовали, сочетание электричества и перегретого газа под давлением делает и без того горячее вещество еще более горячим и готовым для резки толстого алюминия, нержавеющей стали или других металлов. Различные металлы и толщины требуют различных газов и конфигураций.
Многие современные плазменные резаки используют вспомогательную дугу. Обычно он расположен между соплом и электродом, пропускающим электричество через него. Это используется для ионизации газа, что важно для облегчения переноса дуги, а также для общего качества и характера плазмы.
Плазменная резка для начинающих >> Посмотрите видео ниже
Различные виды газа
Ниже приведены четыре различных вида газа, которые обычно используются в качестве защитных газов для плазменной резки:
- Сжатый воздух: Опасно, что это самый дешевый из перечисленных здесь защитных газов, поэтому его часто используют любители, энтузиасты-любители и другие непрофессионалы, ищущие наиболее доступный способ сварки.
 Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали.
Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали.
- Кислород: Этот тип газа является еще одним недорогим, и может очень хорошо резать мягкую сталь, что делает его предпочтительным газом для работы с этим конкретным типом металла. При этом его эффективность ограничена с нержавеющей сталью и алюминием, и его не рекомендуется использовать с этими типами металлов, отчасти потому, что он может их окислить.
- Азот: Как азот, так и аргон-водород используют различные газы, кроме «обычного» воздуха, которые служат защитными газами для облегчения резки. Азот использует для этой цели CO2. Это отличный выбор для работы с мягкой сталью и алюминием, хотя он немного менее эффективен для нержавеющей стали . Кроме того, он может образовывать немного окалины, поэтому вам нужно будет очистить лишний расплавленный металл после того, как вы закончите работу.
 Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.
Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.
- Аргон Водород: Это, безусловно, самый сбалансированный из газов в этом списке. Водород и аргон будут смешиваться в разных соотношениях в зависимости от типа поверхности, которую вы будете резать . Хотя не рекомендуется использовать этот тип газа для мягкой стали, он может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма.
Какой газ вам подходит?
Ответ на вопрос о том, какой газ для плазменной резки подходит для данной работы, во многом определяется характером самой работы.
| Main Gas | Secondary Gas | Stainless Steel | Aluminum | Mild Steel | ||||
| Argon-Hydrogen | Nitrogen | Excellent cuts in thickness greater than 1 /2´ | Отлично режет толщину более 1/2´ | Неэффективен (поверхность реза шероховатая и обугленная) | ||||
| Air | Air | Хорошая поверхность реза – Высокая скорость реза – Простота в использовании | Хорошая поверхность реза – Высокая скорость реза – Экономичный | Идеальный пропил – Высокая скорость реза – Экономичный | ||||
| Кислород | Воздух | Отличный рез 6 качество – Высокая скорость резки – Очень мало мусора | Не рекомендуется | |||||
| Азот | Воздух | Хорошая поверхность реза – Увеличенный срок службы детали | Хорошая поверхность реза – Увеличенный срок службы детали | Черная поверхность — создайте некоторые нарезанные нити | ||||
| азот | Вода | Отличная поверхность среза — более длинная часть срока службы | Отличная поверхность срез — отличная часть | . | Углекислый газ | Превосходная поверхность среза – Более длительный срок службы детали | Превосходная поверхность среза – Превосходный срок службы детали | Хорошая поверхность среза – Высвобождение некоторых нитей |
Первое, на что вы должны обратить внимание при выборе среди различных типов газов для плазменной резки, это металл, который вы хотите резать. Особые сильные и слабые стороны каждого газа отмечены выше. Например, кислород и воздух хорошо сочетаются с мягкой сталью, а азот — с нержавеющей сталью и алюминием.
Здесь важно отметить, что большинство этих газов обеспечивают, по крайней мере, некоторые возможности резки большинства различных типов металлов. Вы редко столкнетесь со случаем, когда газ не будет работать. Скорее, все дело в контроле качества и доступности.
Например, сжатый воздух вполне доступен по цене, тогда как аргон-водород дороже. Тем не менее, последний гораздо более эффективен при резке более крупных и толстых материалов, а также может обеспечить более гладкий рез на многих из перечисленных здесь поверхностей.
Таким образом, вопрос доступности не является односторонним. Для небольших, более быстрых и простых работ сжатый воздух может быть более доступным вариантом. Однако для больших и толстых металлических поверхностей инвестиции в аргон-водород могут быть лучшим выбором в долгосрочной перспективе.
Инвестиции в более качественные газы и форсунки по сравнению с менее дорогими также могут окупиться в долгосрочной перспективе.
Наконец, некоторые комбинации, такие как кислород на нержавеющей или низкоуглеродистой стали, категорически не рекомендуются, поэтому убедитесь, что вы не нарушаете ни одно из этих ограничений. Тем не менее, при плазменной резке единственными ограничениями, кроме этих, являются ограничения вашего воображения. Пока у вас есть правильные комбинации газа и металла и правильные инструменты для работы, нет предела тому, что вы можете сделать.
Что насчет пилотной арки?
Мы уже упоминали пилотную дугу, но теперь давайте подробнее. Они играют важную роль в современных плазменных резаках, повышая их эффективность — но как?
Они играют важную роль в современных плазменных резаках, повышая их эффективность — но как?
Пилотные дуги помогают выполнять более аккуратный рез с помощью плазменного резака, помогая избежать прямого касания кончиком резака металла.
Когда приходится прижимать сопло близко к металлу, это может вызвать серьезные проблемы. Это может не только загрязнить сопло, но и привести к образованию большего количества остаточного шлака. Помогая устранить это, вспомогательные дуги обеспечивают более гладкий и чистый рез.
Это также увеличивает срок службы расходных материалов, используемых плазменным резаком, как описано ниже.
Что насчет расходных материалов?
Как и следовало ожидать, сварка требует много энергии и может довольно быстро изнашивать используемые в процессе детали. Детали, израсходованные в процессе сварки, называются расходными материалами, и, поскольку они «расходуются», их необходимо со временем заменять.
Тем не менее, «расходные материалы» — это общий термин для широкого спектра различных деталей, от стопорных колпачков и электродов до форсунок и генераторов защитного газа. Срок службы каждой из этих частей разный, и действительно, разные детали от разных брендов также имеют разный срок службы.
Срок службы каждой из этих частей разный, и действительно, разные детали от разных брендов также имеют разный срок службы.
Срок службы также зависит от того, как используются детали. Точно так же, как мы говорим, что «сжигание свечи с обоих концов» быстро израсходует ее, использование плазменных резаков при более высоких температурах или более интенсивных режимах может быстрее прожечь расходные материалы.
К счастью, вы можете приобрести запасные комплекты расходных материалов, которые позволят вам продолжать резку. Все, что вам нужно сделать, это отсоединить форсунку, заменить изношенные детали и снова приступить к работе.
Преимущества дуговой резки
Учитывая все это, что делает плазменный резак таким полезным? Мы знаем, что он может генерировать невероятно горячий луч, который можно использовать для резки, но как насчет этого?
Во-первых, плазменные резаки невероятно полезны для резки различных металлических поверхностей, что невозможно сделать с помощью других инструментов. Любой, кто когда-либо видел, как лезвия пилят твердый металл, знает, что этот процесс может быть шумным, искровым и невероятно опасным. Таким образом, теоретически плазменная резка может обеспечить более гладкую и безопасную резку.
Любой, кто когда-либо видел, как лезвия пилят твердый металл, знает, что этот процесс может быть шумным, искровым и невероятно опасным. Таким образом, теоретически плазменная резка может обеспечить более гладкую и безопасную резку.
По теме: Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Это также может привести к более чистому разрезу. Одна из больших проблем резки металла заключается в том, что это может привести к тому, что останется много мусора или окалины. Дуговые резаки в своих лучших проявлениях могут помочь избежать этой проблемы, удерживая сопло от касания металла, что упрощает получение гладких, чистых резов с ограничением образования окалины.
Более того, из-за огромного количества тепла лучшая дуговая резка позволяет использовать устройства, которые могут резать металл, как масло.
Еще вопрос точности. Если вы выполняете резку, требующую большой точности и аккуратности, дуговая резка может оказаться чрезвычайно полезной, особенно по сравнению с пильным полотном и другими подходами.
Вопросы для размышления
Если вы зашли так далеко и все еще заинтересованы в приобретении плазменного резака, вам следует рассмотреть следующие дополнительные вопросы:
- Какова толщина большинства металлов, которые вы хотите обработать резать?
- Какой толщины самый толстый металл, который вы хотите разрезать?
- Как быстро вам нужно выполнить эти разрезы?
Как уже упоминалось выше, аргон-водород может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма, и это всего лишь один пример того, как сочетание газовой и плазменной резки может повлиять на то, насколько хорошо вы сможете нарезать на определенную толщину.
Чем быстрее вы выполняете разрезы, тем менее точными они могут быть. Тем не менее, вы также можете инвестировать в технологии, которые помогут вам выполнять автоматизированную резку на более высоких скоростях.
Проблема с напряжением. Различные плазменные резаки питаются от разного напряжения и выдают разную силу тока. Эти суммы определяются тем, сколько энергии они могут получить, что может повлиять на то, где и как вы можете их использовать.
Эти суммы определяются тем, сколько энергии они могут получить, что может повлиять на то, где и как вы можете их использовать.
Например, напряжение около 120 В, как правило, совместимо с розетками, которые вы найдете в вашем доме . Это делает их идеальными для любителей и тех, кто хочет использовать плазменные резаки в домашних условиях, так как вы можете просто подключить их и работать. Однако более высокие напряжения, такие как 250 В, вероятно, будут слишком высокими для домашней розетки. Таким образом, вам нужно будет купить специальный адаптер или генератор, чтобы использовать их безопасным образом.
На что обращать внимание при выборе плазменного резака
Все это подводит нас к последнему вопросу – на что следует обращать внимание при выборе плазменного резака?
Это, естественно, будет варьироваться в зависимости от множества факторов, не последним из которых является то, чего вы хотите достичь.
Например, , если вы ищете плазменный резак для хобби, например, для лепки металлических деталей , вам нужно найти что-то доступное по цене, с низким напряжением и полезное. доступных газов, таких как сжатый воздух.
доступных газов, таких как сжатый воздух.
Для тех, кто хочет использовать плазменный резак в профессиональных целях, вероятно, желательны более высокие напряжения. Если вам нужно резать особенно толстый металл, вам нужно найти плазменный резак, который хорошо работает с водородом, аргоном или азотом.
Вам также может понадобиться плазменный резак, который предлагает вспомогательную дугу для точности и простоты использования. Кроме того, устройство с легко заменяемыми расходными материалами может впоследствии избавить от головной боли.
Заключение
Плазменные резаки — это сложные машины, но их основная идея проста — они очень горячие и режут очень гладко и чисто. При правильном использовании они могут стать тем инструментом, который вам нужен, чтобы с легкостью выполнить следующий проект по сварке металлов.
Рекомендуемая литература
Насколько сильно нагревается плазменный резак? Реальные факты -2020
Гидроабразивная резка против плазменной резки | Различия и их использование
Различия между плазменным резаком и кислородно-ацетиленовым резаком
Как пользоваться плазменным резаком | Руководство по плазменной резке
Однажды использовав плазменный резак, вы уже никогда не захотите вернуться к газокислородной резке, шлифовальным дискам или чему-то подобному. Плазменные резаки — это замечательный инструмент, который можно использовать в любой среде металлообработки, они просты в использовании и дешевле в эксплуатации, чем газокислородная резка.
Плазменные резаки — это замечательный инструмент, который можно использовать в любой среде металлообработки, они просты в использовании и дешевле в эксплуатации, чем газокислородная резка.
Что такое плазменная резка?
Плазменная резка — это быстрый и простой способ резки любого металла, проводящего электричество. Управлять ручным плазменным резаком на самом деле очень просто.
Как работает плазменный резак?
Плазменные резаки используют постоянное напряжение для нагрева сжатого воздуха до очень высокой температуры, при которой он ионизирует атомы и создает «плазменную дугу». Он протекает через узкое отверстие режущего наконечника (обычно 0,9–1,5 мм) при температуре около 25 000–30 000 градусов по Фаренгейту.
Небольшая струя плазмы проталкивает металл, плавит его и отталкивает расплавленный металл. Он очень сфокусирован по сравнению с кислородной резкой и сравнительными результатами.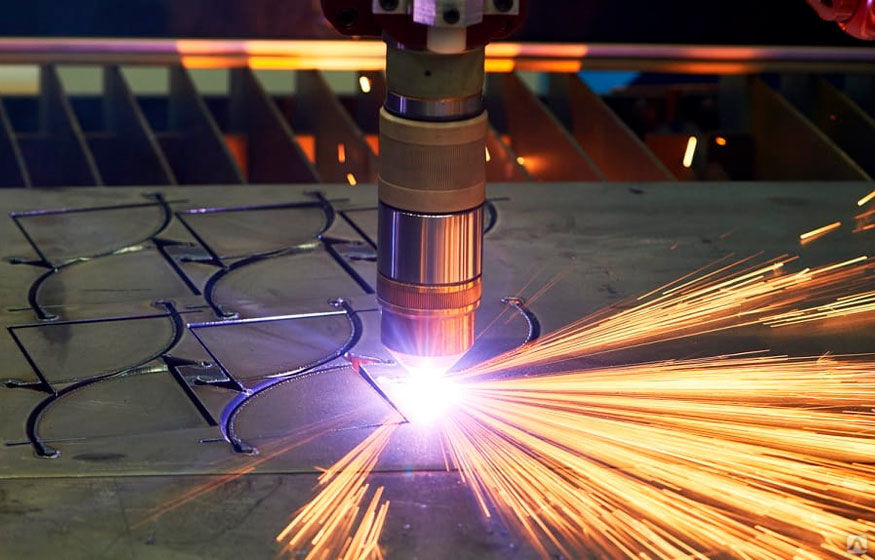
Какие металлы режет плазменный резак?
Плазменные резаки режут любой проводящий электричество металл, такой как сталь, нержавеющая сталь, алюминий, медь, латунь и другие проводящие металлы.
6 простых шагов для настройки плазменного резака:
Шаг 1) Подключите плазменный резак к подходящему воздушному компрессору.
Шаг 2) Подключите плазменный резак к источнику питания 240 В или 415 В (в зависимости от приобретаемой машины).
Шаг 3) Подсоедините провод заземления к заготовке.
Шаг 4) Подсоедините горелку плазменной резки к машине плазменной резки.
Шаг 5) Выберите силу тока при резке (больше ампер для более толстых материалов).
Шаг 6) Нажмите переключатель на рукоятке горелки и перемещайте горелку по заготовке, пока плазменная дуга режет металл.
Можно начать с края работы или проколоть отверстие в середине металла. Вырежьте идеальные круги с помощью набора для резки кругов и создайте уникальные формы, используя шаблон.
Поскольку нет необходимости таскать с собой тяжелые баллоны с газом, плазменные резаки довольно портативны, а минимальная зона теплового воздействия и небольшая ширина реза по сравнению с кислородно-топливной резкой являются большим преимуществом.
Какой станок плазменной резки вам нужен?
Во-первых, вы должны сами найти ответы на следующие вопросы:
— Какое входное напряжение у вас есть в вашей мастерской, 240В или 415В?
— Какова максимальная толщина металла, который вы хотите разрезать?
— Есть ли у вас запас сжатого воздуха? (Вам понадобится воздушный компрессор для подачи сжатого воздуха в плазменный резак.)
Во-вторых, посмотрите, какой из плазменных резаков R-Tech подходит для ваших нужд:
Наш R-Tech P30C Для плазменной резки требуется источник питания 240 В 13 А, поэтому он очень портативный и подходит для домашнего использования и легкой промышленности.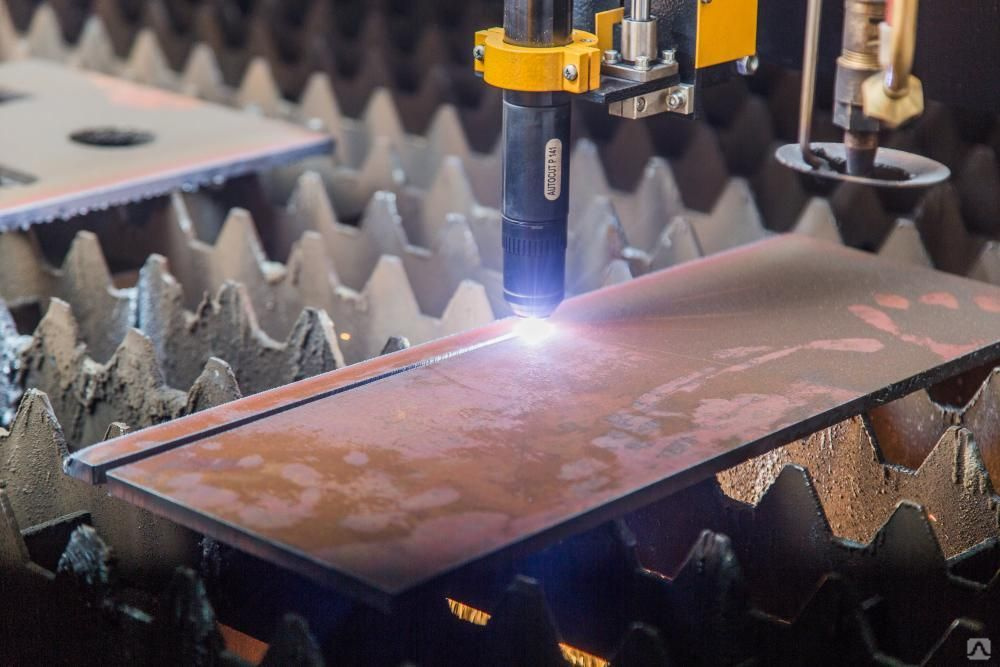 Он имеет автоматический запуск резки с помощью ВЧ-контакта. Он обеспечивает чистый пропил 8 мм и отрезной пропил 12 мм на низкоуглеродистой стали.
Он имеет автоматический запуск резки с помощью ВЧ-контакта. Он обеспечивает чистый пропил 8 мм и отрезной пропил 12 мм на низкоуглеродистой стали.
Для нашего плазменного резака R-Tech P50HF требуется источник питания 240 В, 32 А, который обычно используется в большинстве цехов. Он имеет автоматический запуск резки с помощью ВЧ вспомогательной дуги с автоматическим перезапуском и обеспечивает чистый 18-мм рез и 24-мм отрывной рез на низкоуглеродистой стали.
Для нашего плазменного резака R-Tech I-Cut100 требуется трехфазное питание 415 В, 22 А, которое можно найти в промышленных мастерских. Он имеет автоматический запуск резки с помощью вспомогательной дуги HF с автоматическим перезапуском и имеет массивный чистый рез 32 мм и отрывной рез 40 мм.
P30C 30A 240 В плазменная резак P50HF 50A 240 В плазменный резак I-CUT100 100A 415V Фунт плазменного плазма
Каковы два разницы в дуге плазмы?
1. ВЧ контактный пуск
ВЧ контактный пуск
ВЧ контактный пуск использует высокую частоту, генерируемую внутри машины, для преодоления зазора между режущим наконечником резака и заготовкой. машина автоматически начнет резку.
2. Запуск вспомогательной дуги ВЧ (с автоматическим перезапуском)
Запуск вспомогательной дуги ВЧ снова использует высокочастотное излучение, генерируемое внутри машины, и при нажатии триггера пламя вспомогательной дуги выходит из режущий наконечник длиной около 1 дюйма. Когда эта вспомогательная дуга коснется заготовки, станок обнаружит это и включит основную силу тока резки. Преимущество этого заключается в возможности запуска на сильно окрашенных или ржавых поверхностях и т. д.
Он также имеет функцию повторного запуска вспомогательной дуги, которая идеально подходит для резки сетки и металла с зазорами и т. д. Когда вы дойдете до конца металла, машина обнаружит это и повторно запустит вспомогательную дугу, поэтому, когда вы перемещаете резак в следующий кусок металла, он почувствует это и перезапустит основную мощность резки. Это избавляет вас от необходимости отпускать курок и повторно нажимать его, чтобы снова запустить дугу.
Это избавляет вас от необходимости отпускать курок и повторно нажимать его, чтобы снова запустить дугу.
В чем разница между чистым разрезом и разделительным разрезом?
Чистый рез
Чистый рез — это когда машина прорезает материал насквозь, а отрезанные части отпадают друг от друга, оставляя лишь минимальный окалин на нижнем краю, который можно легко удалить с помощью плоскогубцев и т. д.
Метки резки будут начинаться прямо, а затем будут иметь небольшой наклон к нижней части разреза. Металл не должен требовать дополнительной обработки перед сваркой и т. д.
Отрезной пропил
Отрезной пропил – это когда пользователь использует машину с максимальной толщиной резки. Скорость резки будет намного ниже по сравнению с чистым резом, и металл потребует некоторой очистки по направлению к нижнему краю.
Плазменная резка Скорость, сила тока и размер режущего наконечника.
Скорость резки при плазменной резке определяется используемой силой тока и размером разрезаемого материала.
Если вы режете 4 мм с помощью станка на 30 А, вы можете либо установить силу тока на 20 А и иметь среднюю скорость перемещения, либо вы можете настроить станок на максимальную силу тока 30 А (что позволит резать 8 мм начисто) и наслаждаться более быстрым перемещением. скорости, однако таким образом вы можете получить немного больше окалины в нижней части разреза.
Что произойдет, если резать слишком медленно?
Если вы будете резать слишком медленно, вы можете столкнуться с тем, что дуга гаснет при использовании высокочастотного аппарата с контактным пуском, а при использовании аппарата с вспомогательной дугой дуга может начать разбрызгиваться (переходя между вспомогательной дугой и основной мощностью резки). Вы также будете получать тепло в процессе работы и будете получать больше окалины в нижней части разреза, поэтому увеличьте скорость перемещения или уменьшите силу тока при резке.
Что произойдет, если резать слишком быстро?
Если вы режете слишком быстро, вы столкнетесь с двумя проблемами:
- Плохое качество резки. Поскольку вы не прорезали весь материал, он не оторвется друг от друга в конце разреза, и перед использованием его потребуется тщательно очистить.
- Возврат шлака. Поскольку вы не прорезали полностью и не переместили горелку, окалина (разрезанный металл) не сможет выдуть дно, поэтому оно будет дуть под острым углом внизу, и если вы двигаетесь слишком быстро , он будет дуть обратно к оператору.
Как узнать, правильно ли вы режете.
Начав с края заготовки, убедитесь, что металл прорезан и окалина выходит под углом не более 10-20 градусов. Затем начните перемещать горелку по заготовке, следя за тем, чтобы угол окалины не увеличивался.
Если угол начинает увеличиваться почти до 45 градусов, уменьшите скорость резки. Если вам трудно получить хороший чистый срез и небольшой угол окалины, выходящей из нижней части реза, попробуйте увеличить силу тока резания.
Если вам трудно получить хороший чистый срез и небольшой угол окалины, выходящей из нижней части реза, попробуйте увеличить силу тока резания.
Как выполнять прожиг плазменным резаком (не начиная рез с края металла)
При прожиге металла в начале окалина выдувается обратно, поэтому нормальная практика держать горелку под углом 45 градусов во время работы, чтобы окалина сдувалась от оператора.
После начала резки медленно переместите резак под углом 90 градусов, чтобы рез прошел через весь материал. Как только вы прошли весь путь, вы можете начать перемещать факел.
Обратите внимание:
— Прокалывание сокращает срок службы наконечника из-за большего выброса шлака.
— Обычно вы можете пробивать металл до 1/2 максимальной толщины резки, на которую способен станок.
Что такое строжка при использовании плазменной резки?
Строжка используется, когда необходимо удалить старый сварной шов или дефект металла, и подходит для машин с высокочастотным запуском вспомогательной дуги.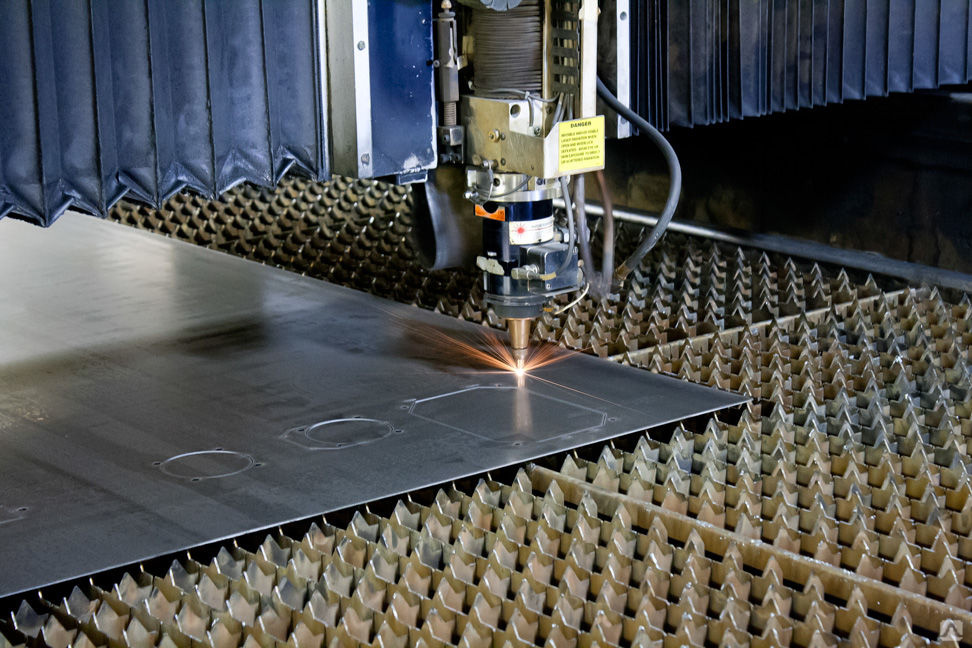 Вам нужно будет использовать специальный наконечник для строжки, отверстие которого намного больше, чем у стандартного режущего наконечника.
Вам нужно будет использовать специальный наконечник для строжки, отверстие которого намного больше, чем у стандартного режущего наконечника.
Держите резак примерно под углом 45 градусов для работы и регулируйте длину дуги (расстояние между режущим наконечником и металлом) и скорость, чтобы сдуть нежелательный металл.
Обратите внимание:
— Не пытайтесь выдолбить слишком много за один раз, может потребоваться несколько проходов.
— Имейте в виду, что в этом процессе будут образовываться искры/окалина, и отводить окалин от резака/пользователя и соблюдать осторожность с другим персоналом в зоне резки.
Расходные материалы для плазмотрона
Головка плазмотрона имеет 3 основных расходных материала, которые чаще всего требуют замены:
- Режущий наконечник.
- Электрод.
- Стойка пружины.
Остальные детали, а именно внешнее стопорное сопло и завихритель (газораспределитель) требуют менее частой замены.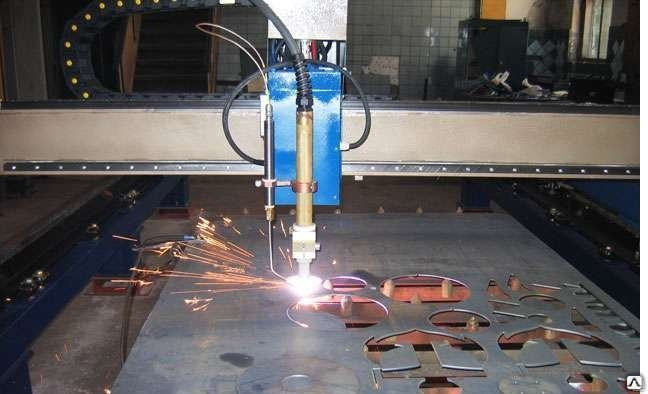
Пружинная стойка или заостренная прокладка
Надевается на конец внешнего сопла и обеспечивает расстояние 1-2 мм между наконечником и заготовкой. Его можно удалить, если вы хотите использовать линейку или шаблон для вырезания фигур.
Внешнее сопло
Навинчивается на головку и удерживает наконечник/электрод на месте.
Режущий наконечник
Доступны с различными размерами отверстий. Большее отверстие для большей силы тока/широкой режущей дуги.
1,1 мм для 60 А, 1,3 мм для 80 А и 1,5 мм для 100 А.
Электрод
Вкручивается в головку горелки.
Газораспределитель
Устанавливается между наконечником и электродом и изготовлен из непроводящего материала.
| Пружинная стойка | Двухконечная распорка | Удерживающая насадка |
| Режущий наконечник | Электрод | Распределитель газа |
Какое давление воздуха требуется для плазменной резки?
Вы должны выбрать подходящий воздушный компрессор, чтобы обеспечить подачу необходимого количества воздуха на плазменный резак. Использование слишком маленького воздушного компрессора приведет к тому, что воздушный компрессор будет работать постоянно, а отсутствие правильного давления воздуха на плазменном резаке приведет к неравномерному резу.
Использование слишком маленького воздушного компрессора приведет к тому, что воздушный компрессор будет работать постоянно, а отсутствие правильного давления воздуха на плазменном резаке приведет к неравномерному резу.
Для наших машин плазменной резки R-Tech мы рекомендуем как минимум следующие воздушные компрессоры для достижения хороших результатов резки:
I-Cut100P Плазменный резак: воздушный компрессор мощностью 3 л. Убедитесь, что ваш воздушный компрессор регулярно опорожняется. Все наши плазменные резаки оснащены регулятором давления воздуха с водоотделителем на задней части машины.
Если в водосборнике есть следы воды, чаще сливайте воду из водосборника и воздушного компрессора или установите встроенный осушитель сжатого воздуха, такой как наш осушитель сжатого воздуха Aqua Purge.
Что такое постпоток воздуха/газа?
Когда резка остановится, поток воздуха из наконечника резака будет продолжаться в течение заданного времени, чтобы позволить компонентам резака остыть.
Как вырезать круги плазменным резаком?
Вы можете легко вырезать идеальные круги с помощью набора для вырезания кругов.
Состоит из направляющей с двумя колесами, которая крепится к головке плазменной резки с подшипником, так что головка может вращаться в направляющей. Затем у вас есть удлинители, которые ввинчиваются в направляющую головки и в центр держателя отверстия, который может быть магнитным, закрепленным через просверленное отверстие или небольшой вырез в работе. Как правило, они вырезают круги диаметром от 70 мм до 800 мм.
Плазменная резка по шаблону
Если вы хотите вырезать несколько листов одной формы, вы можете сделать шаблон из непроводящего материала и прижать режущий наконечник к шаблону. Поскольку есть смещение от края наконечника к центральному отверстию, вам придется учесть это при изготовлении шаблона.
Резка прямых линий при плазменной резке
Если вы хотите вырезать очень прямую линию, просто используйте непроводящий материал с прямым краем, чтобы провести режущий наконечник вдоль.
Прокладка Направляющая пружины/колеса
Для облегчения резки и продления срока службы наконечника наши машины плазменной резки R-Tech поставляются с пружинной стойкой, удерживающей наконечник на расстоянии около 1–2 мм от заготовки. .
Вы также можете использовать двухколесную направляющую из комплекта для круговой резки, которая обеспечивает плавное перемещение по заготовке, так как на нее меньше влияют неровности металла по сравнению с пружинной стойкой.
Безопасность
Соблюдайте правила техники безопасности, указанные в руководстве пользователя.
Вам потребуются защитные очки, такие как наши плазменные очки Flip Front для защиты глаз от плазменной дуги, а также подходящие сварочные перчатки и негорючая рабочая одежда.
