Станок 6м12п технические характеристики: 6М12П станок консольно-фрезерный вертикальный повышенной точности. Паспорт, схемы, описание
Содержание
Фрезерный станок 6а12п характеристики — Все про машиностроение и агрегаты на nadmash.ru
Содержание
- 1 Кинематическая схема
- 2 Наладка консольно-фрезерного станка модели 6М12П
- 3 Рекомендации по эксплуатации
- 4 Современные модели
- 5 Конструкция и комплектация
- 5.1 Масса и габаритные размеры
- 5.2 Расположение составных частей
- 5.3 Органы управления
- 6 Перечень органов управления
- 6.1 КП или коробка передач
- 6.2 Поворотная головка
- 6.3 Коробка скоростей
- 6.4 Салазки вместе с рабочим столом
- 7 Информация о файле
Кинематическая схема
По кинематической схеме видно, что привод соединен с электродвигателем через муфту. Она отвечает за передачу движения конструктивному узлу. Трансформации трех блоков определяют число оборотов шпинделя. Возможно сообщение до 13 скоростей, при этом нет необходимости переходить поэтапно.
Электродвигатель, расположенный в консоли, осуществляет деятельность привода передач. Происходит это путем одной из 18 различных подач через кулачковую муфту к винтам. Те в свою очередь на горизонтальном стане могут быть трех видов: вертикальные, продольные и поперечные.
Происходит это путем одной из 18 различных подач через кулачковую муфту к винтам. Те в свою очередь на горизонтальном стане могут быть трех видов: вертикальные, продольные и поперечные.
Важна функция фрикциона перемещения, который осуществляет движения через зубчатые колеса до подач. Эта детали соединяется с муфтой, ограничиваются одновременный функционал. Станина фиксируется штифтами по схеме, закреплена жесткими способом.
Наладка консольно-фрезерного станка модели 6М12П
ГГТУ им.П.О. Сухого , МРСиРИ, МРС, наладка станка 6М12П, 2015
Фрезерование архимедовой спирали на дисковом кулачке. Станок 6М12П, Подъем h=75мм, угол 45, Наружный диаметр кулачка D=250мм, Материал- сталь 45ХН
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА модели 6М12П Размеры рабочей площадки стола в мм 320 1250 Пределы угла поворота стола в град 45 Число скоростей вращения горизонтального шпинделя 18 Пределы чисел оборотов шпинделя в минуту 31,5-1600 Пределы величин подач в мм/мин: продольных 25-1250 поперечных 25-1250 вертикальных 8,3-416,6 Мощность электродвигателя привода шпинделя в кВт 7
Главные преимущества станка 6М12П: 1. закрепление в шпинделе инструмента — механизированный процесс 2. винтовая пара снабжена дополнительной системой периодического регулирования 3. установлена предохранительная муфта, защищающая от перегрузок 4. диапазон вращения шпинделя и режимы подачи станка достаточно высоки 5. надежность, качество выполняемых операций и надлежащий уровень безопасности 6. Увеличена рабочая поверхность, по сравнению с аналогами За счет установки дополнительного оборудования на фрезерный станок 6М12П (тисков, универсальной головки, редукторов и т.д.) может быть значительно улучшено качество обработки. Технологические возможности станков могут быть расширены за счет применения на них делительной головки.
закрепление в шпинделе инструмента — механизированный процесс 2. винтовая пара снабжена дополнительной системой периодического регулирования 3. установлена предохранительная муфта, защищающая от перегрузок 4. диапазон вращения шпинделя и режимы подачи станка достаточно высоки 5. надежность, качество выполняемых операций и надлежащий уровень безопасности 6. Увеличена рабочая поверхность, по сравнению с аналогами За счет установки дополнительного оборудования на фрезерный станок 6М12П (тисков, универсальной головки, редукторов и т.д.) может быть значительно улучшено качество обработки. Технологические возможности станков могут быть расширены за счет применения на них делительной головки.
Состав: Общий вид станка 6М12П, кинематическая схема, наладка, ПЗ
Софт: КОМПАС-3D 15
Рекомендации по эксплуатации
Электрическая схема станка
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.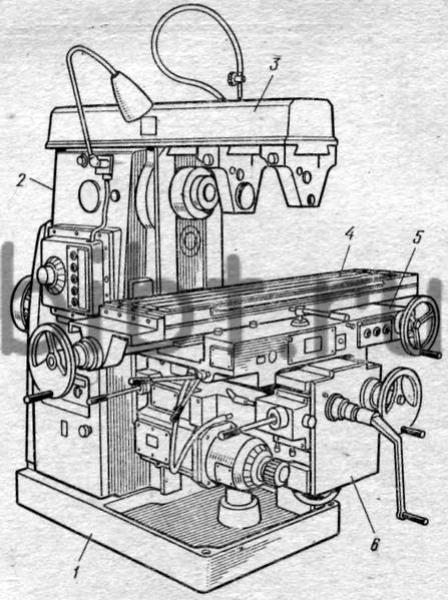
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
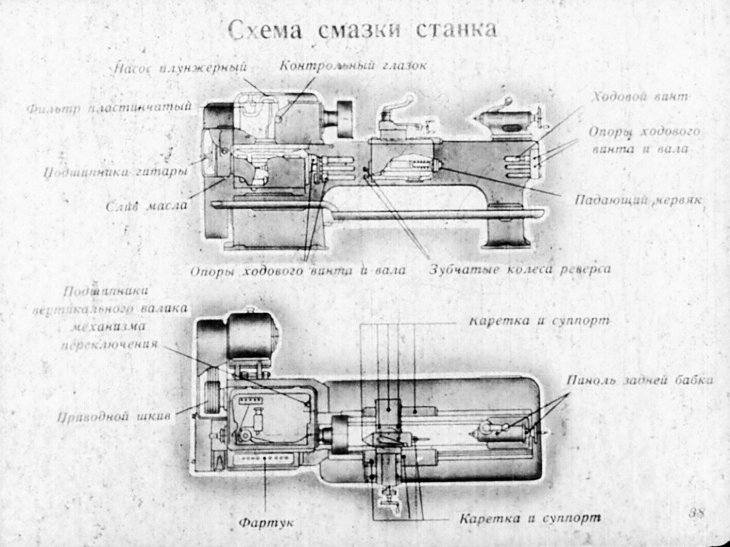
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали.
 Проверяются все режимы работы.
Проверяются все режимы работы.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
Современные модели
Современные промышленные предприятия широко используют высокоточное оборудование с числовым программным управлением, однако, невозможно представить предприятие без оборудования с механическим управлением. Хотя механическим его можно назвать условно, так как практически все элементы конструкции работают от электрических приводов. Механическими остались приводы подачи стола и шпинделя с дублированием задания постоянной числовой величины подачи электрическим приводом.
У производителей фрезерно-вертикальных станков выпускаемые модели имеют одинаково узнаваемые черты.
Основным недостатком всех моделей можно считать высокую стоимость и ограниченный срок эксплуатации. Кроме этого, сложно найти специалиста, который сможет отремонтировать неполадку, если поставщик после реализации продукции не предоставляет последующего обслуживания.
К вертикально-фрезерным станкам относятся следующие модели: 6М12П, 6Р12Б, 6С12, 6Н12, 6Р12, 6Т12. Они нашли широкое применение не только в бывших республиках СССР, но и успешно экспортируются за рубеж. Это надёжное, качественное оборудование, которое не требует к себе пристального внимания. Современные заводы систематически улучшают конструкцию оборудования и по возможности увеличивают скорость резания. Из года в год технологические возможности различных моделей улучшаются.
Конструкция и комплектация
Все технические характеристики, которые делают станок широкоуниверсальным и популярным для различных видов производств, обусловлены его конструктивными особенностями.
Масса и габаритные размеры
Станок отличается крупными габаритами. Его масса составляет 4440 кг. Габаритные размеры агрегата в см:
- длина – 257;
- ширина – 225.2;
- высота – 204.
Расположение составных частей
Этот агрегат относится к металлорежущим станкам повышенного класса точности. Основной сборочной единицей, на которой крепятся все детали от станка и механизмы является станина. По ее вертикальным направляющим перемещается консоль, а по горизонтальным – хобот.
Основной сборочной единицей, на которой крепятся все детали от станка и механизмы является станина. По ее вертикальным направляющим перемещается консоль, а по горизонтальным – хобот.
С левой стороны расположена планка с кулачками, которая ограничивает ход консоли. с правой стороны станины расположена станция управления. Непосредственно в корпусе станины вмонтирована коробка скоростей горизонтального шпинделя. Также к основным механизмам относятся:
вертикальная инструментальная головка;
- гидросистема;
- электрический привод;
- основной рабочий стол;
- поворотный хобот.
Имеется и дополнительная комплектация данного станка, в которую входит: делительная головка, накладной рабочий стол и механизм для выбора зазоров.
Органы управления
Станок включает в себя несколько основных узлов для управления. К ним относятся:
- несколько различных кнопок для пуска, остановки и поворота шпинделя;
- орган управления для перемещения стола вверх, вниз, влево и вправо;
- кнопка для толчка шпинделя у поворотной головки;
- зажимы для стола и салазок;
- переключатель автоматических циклов;
- переключатель для насоса охлаждения;
- ручки для перемещения стола поперек и вертикально.

Частота вращения шпинделя зависит от пути передвижения блоков с зубчиками по шлицевым валам.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Информация о файле
Станок консольно-фрезерный с программным управлением мод. 6А12П
Станок консольно-фрезерный мод. 6А12Р
Луганский станкостроительный завод
Руководство по эксплуатации. 1970 год
Скачать еще файлы по электрике, электросхемы станка 6С12
Консольно-фрезерный станок 6А12П с программным управлением предназначен для выполнения всех видов фрезерных работ. Система программного управления дает возможность осуществлять в любой последовательности прямолинейные перемещения стола в трех прямоугольных координатах в пределах 24 переходов. Станок используется для автоматической обработки различных ступенчатых поверхностей, фрезерования прямоугольной спирали, расточки отверстий, фрезерования шпоночных канавок, выполнения маятникового, скачкообразного, строчного циклов, обработки внутренней и наружной рамок и т. д. При работе станка 6А12П по программе обеспечивается высокая степень точности (+0,05 мм). Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен также автоматический отвод детали от инструмента при ускоренных ходах стола и возврат ее в исходное положение при переходе на ,рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом. Это сокращает машинное время, необходимое для вывода инструмента из зоны резания. Гидравлический механизм выбора люфта в паре винт—гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. В связи с этим можно широко применять на станке прогрессивный метод попутного фрезерования. Конструкцией гидравлического механизма предусматривается возможность регулирования степени натяжения в винтовой паре в зависимости от режима резания. Наличие на станке поворотной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами.
д. При работе станка 6А12П по программе обеспечивается высокая степень точности (+0,05 мм). Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен также автоматический отвод детали от инструмента при ускоренных ходах стола и возврат ее в исходное положение при переходе на ,рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом. Это сокращает машинное время, необходимое для вывода инструмента из зоны резания. Гидравлический механизм выбора люфта в паре винт—гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. В связи с этим можно широко применять на станке прогрессивный метод попутного фрезерования. Конструкцией гидравлического механизма предусматривается возможность регулирования степени натяжения в винтовой паре в зависимости от режима резания. Наличие на станке поворотной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами. Кнопочное управление станка — гибкое: одновременно можно осуществлять два три движения стола (рабочую и замедленную подачи) или ускоренный ход. При помощи кнопок осуществляется также толчковый режим (движение стола только при нажатой кнопке). В электросхеме станка предусмотрена возможность включения его в автоматическую линию, а при наличии загрузочного устройства — превращения станка в автомат.
Кнопочное управление станка — гибкое: одновременно можно осуществлять два три движения стола (рабочую и замедленную подачи) или ускоренный ход. При помощи кнопок осуществляется также толчковый режим (движение стола только при нажатой кнопке). В электросхеме станка предусмотрена возможность включения его в автоматическую линию, а при наличии загрузочного устройства — превращения станка в автомат.
Два, три и более станков модели 6А12П может обслуживать один рабочий.
Станок 6А12Р унифицирован со станком 6А12П. Однако он не имеет программного управления и, значит, пульта набора и считывания программы, блоков электроупоров, электрооборудования, связанного с програм-ным управлением, узла замедления в коробке подач. Система управления станком 6А12Р простая и удобная. В зависимости от потребностей производства возможны следующие варианты управления: вручную от рукоятки, кнопочное, автоматическое и полуавтоматическое (маятниковый и скачкообразный циклы).
На станке 6А12Р могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, повышающих технические возможности станка.
Выражаем благодарность всем, кто помог переправить этот паспорт станка из Украины в Россию: это наши форумчане Хасанов Алексей , Добрый клептоман и Acetylenum .
С этим читают
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- Характеристики вертикально-сверлильного станка 2н118
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Круглошлифовальный станок 3м151
- Технические характеристики токарно-винторезного станка 1к625
- Токарный станок 1д601 технические характеристики
- Описание параметров горизонтально-фрезерного станка 6р82
Фрезерный станок 6р13 паспорт — В помощь хозяину
Автор Егор Новиков На чтение 26 мин. Просмотров 15 Опубликовано
Просмотров 15 Опубликовано
Содержание
- Коротко о производителе
- Назначение и область применения вертикально-фрезерного агрегата
- Технические характеристики
- Преимущества и недостатки
- Посадочные и присоединительные базы
- Общее описание
- Расположение составных частей
- Расположение органов управления
- Схема кинематическая
- Коробка подач
- Схема электрическая принципиальная
- Электрооборудование
- Инструкция по эксплуатации, паспорт
- Аналоги
- Краткая сводка о производителе
- Область применения вертикально-фрезерного станка 6Р13
- Технические характеристики
- Кинематическая схема
- Электрическая схема
- Основные узлы станка
- Работа станка
- Ручное управление
- Достоинства и недостатки
- Аналоги станка 6Р13
- Область применения
- 6М13П – Станок вертикальный консольно-фрезерный
- Модельный ряд
- Технические характеристики
- Обозначение
- Кинематическая схема
- Основные узлы станка
- Коробка подач в сборе 6Р13
- Работа станка
Консольно-фрезерный вертикальный станок 6р13 общего назначения относится к оборудованию, которое проверено временем и до сих пор часто встречается на крупных и мелких производствах.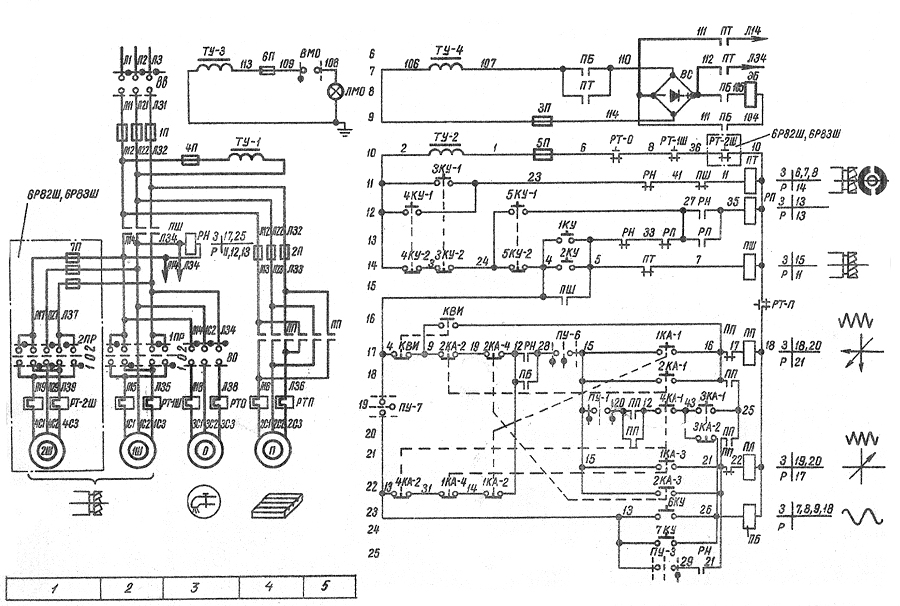 Именно эта модель являлась прототипом многих последующих станков фрезерной группы.
Именно эта модель являлась прототипом многих последующих станков фрезерной группы.
Коротко о производителе
Производил данные агрегат – известный Горьковский завод фрезерного оборудования. Он открыт в 1931 году. Универсальное фрезерное оборудование серии Р начали производить на предприятии с 1972 года. По сути, это модернизированные оборудование предыдущей серии М.
Назначение и область применения вертикально-фрезерного агрегата
Станки 6р13 способны обрабатывать детали по сложным траекториям. Технические параметры оборудования позволяют фрезеровать горизонтально-вертикальные и наклонные поверхности.
Оборудование снабжено вертикальным пинольным шпинделем. Способен обрабатывать заготовки из стали, чугуна, цветных, а также трудно поддающихся обработке металлов. Для работы на этом агрегате используются в основном торцевые и концевые фрезы.
На станке есть возможность обрабатывать:
- вертикальные плоскости;
- горизонтальные;
- наклонные поверхности;
- пазы;
- углы;
- рамки;
- криволинейные поверхности.

На станке специально для криволинейных поверхностей имеется копировальное устройство. Область применения станка – единичное и серийное производство.
Технические характеристики
Основные параметры схожи с предыдущей моделью данной серии 6р12. К основным характеристикам относятся:
- расстояние от оси шпинделя до рабочей поверхности – 30-500 мм;
- до оси направляющей шпинделя – 4 см;
- перемещение вдоль вручную – 10 см;
- поперек – 32 см;
- по вертикали – 42 см;
- механическое перемещение вдоль – 1 метр;
- поперек – 30 см;
- по вертикали – 40 см.
Максимальная масса детали, которую можно обрабатывать на данном станке – до 300 кг. Шпиндель вращается с частотой до 1600 об/мин.
Преимущества и недостатки
Популярность агрегата 6р13 обоснована несколькими основными достоинствами:
- мощность двигателя подач и движения;
- возможность перемещать стол на большие расстояния;
- увеличенные габариты рабочей поверхности;
- высокий диапазон параметров по оборотам шпинедльной головки.

К недостаткам оборудования относится постоянная необходимость осматривать станок, доливать масло, проводить смазку основных элементов конструкции.
Посадочные и присоединительные базы
Общее описание
В отличие от большинства других аналогичных станков оборудование 6р13 имеет возможность прохода по криволинейной траектории. Для этого используется копир, а для подготовки и описания траектории специальный электрический датчик. На основе данного станка создано несколько модификаций, которые снабжены числовым программным управлением.
Поворотная головка снабжена специальным механизмом ручного, осевого перемещения гильзы шпинделя, с помощью которого производят обработку отверстий с углом наклона 45°. Станок обладает достаточной мощностью, чтобы при работе использовать фрезы из быстрорежущего металла.
Расположение составных частей
Основные конструктивные механизмы 6р13:
- станина;
- поворотная головка;
- коробка подач;
- коробка скоростей;
- коробка переключений;
- консоль;
- рабочая поверхность с салазками;
- электрическое оборудование.

Базовый узел станка – литая станина, на которой закреплены все части и узлы механизма. Коробка скоростей передает шпиндельной головке 18 возможных скоростей. Количество оборотов шпинделя изменяется за счет передвижения трех блоков с зубчатой конструкцией по шлицевым валам. Поворотная головка зафиксирована в стандартной кольцевой выточке и крепятся к ней 4 болтами.
Расположение органов управления
Основные управляющие органы рассматриваемого оборудования:
- различные зажимы: шпинделя, салазок, консоли, расположены на станине и на направляющих;
- кнопки запуска, импульса шпинделя, остановки, переключения подачи;
- переключатели для автоматического или ручного управления;
- механизм поворота головки;
- механизм для устройства работы в автоматическом режиме;
- маховики для выдвижения гильзы и для перемещения станка.
Схема кинематическая
Коробка подач
С использованием данного механизма происходит быстрая и стандартная подача стола, консоли и салазок. Крутящий момент от нее переходит на выходной вал через предохранительную и кулачковую муфты. В конструкции предусмотрена втулка, соединяющая кулачковую муфту и выходной вал. Ускоренное вращение минует коробку подач.
Крутящий момент от нее переходит на выходной вал через предохранительную и кулачковую муфты. В конструкции предусмотрена втулка, соединяющая кулачковую муфту и выходной вал. Ускоренное вращение минует коробку подач.
Схема электрическая принципиальная
Электрооборудование
К узлам электрооборудования 6р13 относятся следующие элементы:
- сеть питания с переменным током 380 В;
- управляющие цепи 110 и 65 В;
- для местного освещения напряжение 24 В.
Инструкция по эксплуатации, паспорт
Одной из особенностей станка 6р13 является особый механизм поворотной головки. При этом принцип работы остается классическим. Основное вращение происходит за счет поворота фрезы. Дополнительно вращение может осуществляться с помощью подачи стола с заготовкой.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально-фрезерного станка 6Р13.
Аналоги
Аналогов данного оборудования есть среди отечественных и зарубежных станков:
- FSS315, FSS350MR – Гомельское оборудование.

- 6Д12, 6К12 – станки Дмитровского завода.
- FV321M – Болгарский производитель.
- X5032, X5040 – Китайские аналоги.
Эти станки аналогичны по функциям, конструктивным особенностям, отличаются надежностью и универсальностью. Консольно-фрезерный станок 6Р13 до сих пор ценится за многофункциональность на серийных и единичных производствах.
Фрезерный
Производитель, применение фрезерного станка 6р13. Технические характеристики, основные узлы. Достоинства и недостатки. Электрическая и кинематическая схема.
- Краткая сводка о производителе
- Область применения вертикально-фрезерного станка 6Р13
- Технические характеристики
- Кинематическая схема
- Электрическая схема
- Основные узлы станка
- Поворотная головка и шпиндель вертикально-фрезерного станка Р-серии
- Работа станка
- Ручное управление
- Достоинства и недостатки
- Аналоги станка 6Р13
Фрезерный станок модели 6р13 – довольно распространенный прибор на производстве. Его преимущество состоит в удобстве управления и качестве конструктивных узлов и дополнительных деталей. Оборудование заслуживает доверия, так как показывает эффективность работы и надежность уже не одно десятилетие.
Его преимущество состоит в удобстве управления и качестве конструктивных узлов и дополнительных деталей. Оборудование заслуживает доверия, так как показывает эффективность работы и надежность уже не одно десятилетие.
Краткая сводка о производителе
Выпускался впервые Горьковским заводом фрезерных станков. Это предприятие, основанное в 1931 году, было самым крупнейшим в России. Занимается выпуском различных фрезерных станков, оснащенных возможностью не только ручного или автоматического управления, а и числовых программным управлением. Станки выпускаются с 1932 года, но конкретно серия Р, о которой идет речь, появилась в 1972 года. Но она сразу же зарекомендовала себя как надежное и универсальное устройство.
Модель с кодом 13 отличается от предыдущей 12 тем, что мощность главного двигателя и подач несколько мощной, размеры стола увеличены и есть варианты перемещения рабочей платформы. Дополнены быстроходными платформами. На главное отличие модели, которая была выпущена позже, – величины диапазонов оборотов шпинделя. Сейчас Горьковский завод уже не занимается выпуском станков по ясным причинам, купить его можно для производственного или частного пользования в ООО «Станочный парк».
Сейчас Горьковский завод уже не занимается выпуском станков по ясным причинам, купить его можно для производственного или частного пользования в ООО «Станочный парк».
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Станок фрезерный используется для обработки различных деталей. Они могут быть не только прямыми заготовками, но и криволинейными — есть специальные устройства копиры, которые ощупывают поверхность датчиками и сообщают информацию устройству управления.
Обработка проводится:
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.

Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.
Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя. Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
Читайте также: Технические характеристики и эксплуатация фрезерного станка ВМ127, схемы
Технические характеристики
Технические характеристик несколько схожи в предыдущей моделью — 6Р12. Но некоторые конструктивные узлы отличаются. Также имеется стол, другой по размерам. Если в модели серии Р12 это было 1250 на 320 миллиметров, то в 6Р13 увеличено до 1600 на 400 миллиметров. Основные технические характеристики агрегата:
Но некоторые конструктивные узлы отличаются. Также имеется стол, другой по размерам. Если в модели серии Р12 это было 1250 на 320 миллиметров, то в 6Р13 увеличено до 1600 на 400 миллиметров. Основные технические характеристики агрегата:
- расстояние от шпинделя до поверхности — от 30 до 500 миллиметров;
- до оси направляющей шпинделя — 40 миллиметров;
- ручное перемещение в продольном направлении — 100 мм;
- поперечном — 320 мм;
- вертикальном — 420 мм;
- механическое перемещение в продольном — 1000 мм;
- поперечном — 300 мм;
- вертикальном — 410 мм;
- масса макс детали — до 300 килограмм;
- частота вращения шпинделя — 31,5 до 1600 оборотов в минуту;
- скоростей шпинделя — 18 тук;
- конец шпинделя — класс 3;
- есть возможность выключения упоры, блокировки подачи и блокировки раздельного включения подачи;
- мощность электродвигателя главного — 10 кВт;
- охладительного оборудования — от 125 кВт;
- мощность привода подач — 3 кВт.
Масса рассматриваемой модели станка составляет 4200 килограмм (в то время как в предыдущей модели она была 3150 кг — увеличено более чем на тысячу килограмм). Размеры для установки 2560 на 2260 на 2120 миллиметров.
Кинематическая схема
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.
Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей. Следует обратить внимание что:
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
Читайте также: Какие характеристики имеет вертикально-сверлильный станок с ЧПУ?
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
Электрическая схема
Основные узлы станка
Станок, как уже говорилось выше, довольно стандартны по всей сборке и количеству устройств. Среди узлов и главных деталей выделяют:
- станину;
- поворотную головку;
- стол и салазки;
- коробки: передач, подач, переключения;
- электрическое оборудование;
- консоль.
Специалисты настаивают на том, что комплектация основывается на использовании только качественных и оригинальных запчастей. Но, как показывает практика, сейчас их найти довольно сложно, поэтому в ход идут детали от других механизмов, если они, конечно, подходят по габаритным размерам.
Но, как показывает практика, сейчас их найти довольно сложно, поэтому в ход идут детали от других механизмов, если они, конечно, подходят по габаритным размерам.
Поворотная головка и шпиндель вертикально-фрезерного станка Р-серии
Поворотная головка относится к типу запчасти, которые крепится на кольцевой выточке станины. Укрепляется четырьмя болтами. Шпиндель является валом с двумя опорами, который находится в движимой гильзе. Люфт регулируется подшлифовкой. При этом регулировка происходит по алгоритму:
- снять гильзы;
- убрать фланец;
- снять полукольца;
- убрать резьбовую пробу;
- убрать гайки;
- застопорить гайку;
- подтянуть подшипник;
- обкатка шпинделя;
- подшлифовка полуколец;
- закрепление механизма.
Коробка скоростей находится в корпусе станины, несоосность максимум 0,6 миллиметров. Коробка переключения скоростей позволяет внедрять нужную сразу без промежутков.
Работа станка
Работает станок при подключении к сети со стабильными показателями напряжения.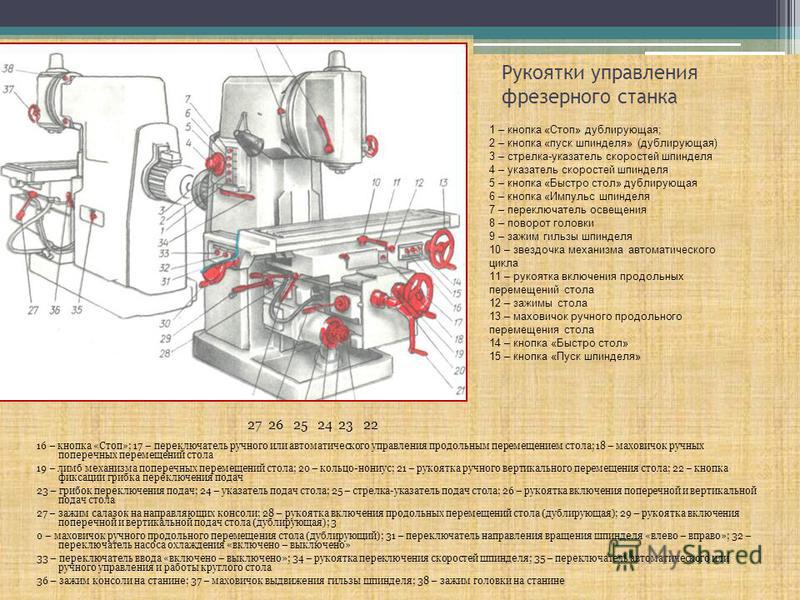 Питающая сеть — 380 В при частоте 50 Гц, цепи управления — 65 В при постоянном токе и 110 В при переменном.
Питающая сеть — 380 В при частоте 50 Гц, цепи управления — 65 В при постоянном токе и 110 В при переменном.
Ручное управление
Станок оснащен возможностью ручного управления. Рукояти стационарного вида, которые работают в зависимости от выбранного режима работы. Переключатели находится внизу консоли на станине.
Достоинства и недостатки
Оборудование востребовано по ряду причин. Среди них:
- мощные двигатели движения и подач;
- возможность частого перемещения стола на большие расстояния;
- увеличенные габариты рабочей поверхности;
- максимальный диапазон число оборотов шпинделя.
Минусом называют лишь необходимость осмотров станка. Обязательно проводится доливка масла и смазка узлов перед каждым использованием.
Аналоги станка 6Р13
Аналогами станка являются FSS315, FSS350MR, которые выпускают в Гомеле, ВМ127М Вотинского и 6Д12, 6К12 Дмитровского заводов, китайский X5032, X5040, болгарский FV321M.
Главная > Станки > Фрезерные станки > Вертикально-фрезерный станок 6Р13
Оборудование для проведения операций фрезерования применяется для обработки корпусных заготовок, которые могут иметь самую различную форму и размеры. В отличие от станков токарной группы в данном случае заготовка не вращается вокруг своей оси, так как вращение передается режущему инструменту. Ярким представителем рассматриваемой группы оборудования можно назвать вертикально фрезерный станок 6Р13, который производился с 1970 года. Эта модель на протяжении многих лет использовалась в качестве прототипа при конструировании станков фрезерной группы.
Вертикально-фрезерный станок 6Р13
Паспорт фрезерного станка 6Р13 содержит информацию, которая определяет его применение для обработки стальных, чугунных заготовок и из цветных сплавов. В качестве режущего инструмента может устанавливаться торцевая или концевая фреза. Кроме этого паспорт содержит данные о том, что функциональности фрезерного станка 6Р13 достаточно для фрезерования вертикальных, горизонтальных и наклонных поверхностей, углов, пазов, рамок. Есть возможность проводить снятия металла и по сложной траектории.
Есть возможность проводить снятия металла и по сложной траектории.
Скачать паспорт (инструкцию по эксплуатации) станка 6Р13
Вертикально фрезерный консольный станок 6Р13 в отличие от многих других представителей данной группы может применяться для прохода по криволинейной траектории благодаря установленному устройству чтения копира. Его можно охарактеризовать следующим образом:
- В качестве шаблона используется подготовленный копир.
- Для описания траектории у конструкции есть электрический датчик, наконечник которого проходит по копиру и определяет величину смещения стола.
Таким образом можно сказать, что консольно-фрезерный станок 6Р13 является многофункциональным оборудованием, которое применяется в среднем, мелкосерийном и единичном производстве.
Уделим внимание тому, что расшифровка названия станка соответствует нормам, установленным в Советском Союзе. Первая буква указывает на принадлежность модели к фрезерной группе, первая цифра определяет подгруппу, вторая – габариты стола, которые в данном случае составляет 160 на 40 сантиметров. На основе 6Р13 было создано несколько модификаций, которые оснастили числовым программным управлением, двигателем высокой мощности и более усовершенствованным копировальным механизмом.
На основе 6Р13 было создано несколько модификаций, которые оснастили числовым программным управлением, двигателем высокой мощности и более усовершенствованным копировальным механизмом.
Информацию об основных показателях содержит паспорт рассматриваемого фрезеровального станка. Изучая паспорт можно выделить следующие моменты:
- Масса модели составляет 4 200 кг.
- Шпиндель 6Р13 может быть расположен от поверхности стола на расстоянии от 3 до 50 сантиметров.
- При применении механизма ручного управления столом максимальные показатели перемещения: в вертикальном направлении 42 см, поперечном 32 см, продольном 100 см. Кроме этого инструкция по эксплуатации предусматривает возможность применения устройства быстрого механического перемещения стола.
- Информация, занесенная в паспорт, также определяет ограничение по максимальному весу заготовки в 300 кг.
- Технические характеристики подгонялись для обеспечения наиболее благоприятных условий для фрезерования изделий, изготавливаемых из высоколегированной стали.
 Усилие в продольном направлении может составлять 20 кН, поперечном 12 кН и 8 кН в вертикальном.
Усилие в продольном направлении может составлять 20 кН, поперечном 12 кН и 8 кН в вертикальном. - Технические характеристики вертикально фрезерного станка 6Р13 определяют то, что показатель максимального диаметрального размера фрезы составляет 20 см.
- Созданная коробка подач 6Р13 и скоростей имеет специальную муфту, которая предназначена для исключения вероятности перегрева установленного электродвигателя по причине превышения максимально допустимого значения нагрузки.
- Рассматривая основные параметры следует отметить, что показатель количества оборотов в минуту шпинделя можно регулировать в диапазоне от 31 до 1600 об/мин. Для этого была добавлена коробка скоростей с возможностью выбора одной из 18-ми передач.
- Коробка подач 6Р13 имеет следующие пределы скорости перемещения: от 12,5 до 1250 мм/мин. В вертикальном направлении данный показатель находится в пределе от 8,3 до 416 мм/мин. Вертикально фрезерный станок 6Р13, схема коробки подач также предусматривает наличие 18-ми передач для выбора фиксированного значения скорости перемещения стола, имеет рукоятки, при помощи которых проводится переключения скоростей.

- Кроме этого фрезерный станок 6Р13 имеет электрическую схему с тремя электродвигателями. Электросхема питания основного вращения, которое передается к режущему инструменту, питается от основного 7,5 кВт мотора, для подач установили мотор с мощностью 2,2 кВт. Кроме этого у консольно-фрезерного станка есть система охлаждения, для работы которой разместили 0,125 кВт мотор. Схема электрическая имеет несколько предохранителей, устанавливаемые для защиты двигателей от перегрева. Но основным защитным механизмом все же является муфта.
- СОЖ подается от резервуара в зону резания через сопло по трубопроводам, давление обеспечивается насосом.
Электрическая схема станка 6Р13
Кроме этого особенности вертикально фрезерного станка заключаются в механизме поворота головки. Он позволяет расположить режущий инструмент под углом до 45 градусов относительно поверхности стола. Именно поэтому 6Р13 предназначен (назначение) для получения наклонных поверхностей и отверстий.
Довольно высокая мощность привода, а также высокий показатель жесткости конструкции определяют то, что применять 6Р13 можно для обработки заготовок, которые изготавливаются из высокопрочных металлов. Для их фрезерования устанавливаются фрезы из быстрорежущей стали, а также режущий инструмент с пластинами из синтетических материалов. Конструкция эффективно гасит возникающую вибрацию, что позволяет существенно снизить погрешность размеров и шероховатости. Согласно ГОСТ 8-77, модель относится к группе оборудования класса точности Н.
Для их фрезерования устанавливаются фрезы из быстрорежущей стали, а также режущий инструмент с пластинами из синтетических материалов. Конструкция эффективно гасит возникающую вибрацию, что позволяет существенно снизить погрешность размеров и шероховатости. Согласно ГОСТ 8-77, модель относится к группе оборудования класса точности Н.
Внешний вид станка 6Р13
При поиске информации где на фрезерный станок 6Р13 купить запчасти отметим, что эту модель перестали производить, на ее смену пришли модернизированные станки или его аналоги. Тот момент, что 6Р13 стал в качестве основы при создании аналогов определяет схожесть многих агрегатов, а значит проблемы с подбором запчастей возникают редко.
Основные механизмы следующие:
- Станина, служащая в качестве основания.
- Коробка скоростей и подач.
- Электрооборудование.
- Поворотная головка.
- Подвижный стол и салазки.
Компоновка вертикально фрезерного станка классическая. На станине расположена стойка с салазками, по которым в вертикальном направлении передвигается стол. На стойке расположена бабка с коробкой скоростей, электрооборудованием. Заканчивается бабка шпинделем, который имеет механизм поворота режущего инструмента ну гол не более 45 градусов. Сам шпиндель во время фрезерования находится в неподвижном состоянии. Стол расположен непосредственно под головкой, имеет блок с подачами, несколько элементов управления механического и электронного типа и салазки, по которым проходит перемещение в продольном и поперечном направлении.
На стойке расположена бабка с коробкой скоростей, электрооборудованием. Заканчивается бабка шпинделем, который имеет механизм поворота режущего инструмента ну гол не более 45 градусов. Сам шпиндель во время фрезерования находится в неподвижном состоянии. Стол расположен непосредственно под головкой, имеет блок с подачами, несколько элементов управления механического и электронного типа и салазки, по которым проходит перемещение в продольном и поперечном направлении.
В заключение отметим, что запчасти фрезерного станка 6Р13 могут производиться непосредственно на самом станке на момент, когда он технически исправен. Это связано с простотой конструкции и тем, что она проста в обслуживании и ремонте. Поэтому рассматриваемая модель несмотря на появление более совершенных аналогов все еще установлена и эксплуатируется на различных заводах и в частных мастерских.
Метки: Советские фрезерные станки
Фрезерные станки
Фрезерный станок модели 6Р13 предназначен для фрезерования всевозможных деталей из: – Стали; – Чугуна; – Цветных металлов; – Цилиндрическими; – Дисковыми; – Фасонными; – Угловыми; – Торцовыми; – Концевыми и другими фрезами; На станке можно обрабатывать: – Вертикальны плоскости; – Горизонтальные плоскости; – Пазы; – Углы; – Рамки; – Зубчатые колёса и т. п.; На универсальном станке имеющим поворотный стол, можно фрезеровать всевозможные спирали. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений. Станок предназначен для выполнения различных фрезерных работ в условиях индивидуального и серийного производства. В крупносерийном производстве станок может успешно использоваться для выполнения работ операционного характера. Техническая характеристика и жёсткость станка позволяют полностью использовать возможности быстрорежущего и твёрдосплавного инструмента. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание. Скачать бесплатно паспорт к фрезерному станку 6Р13
п.; На универсальном станке имеющим поворотный стол, можно фрезеровать всевозможные спирали. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений. Станок предназначен для выполнения различных фрезерных работ в условиях индивидуального и серийного производства. В крупносерийном производстве станок может успешно использоваться для выполнения работ операционного характера. Техническая характеристика и жёсткость станка позволяют полностью использовать возможности быстрорежущего и твёрдосплавного инструмента. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание. Скачать бесплатно паспорт к фрезерному станку 6Р13
Едва ли найдется отрасль тяжелой промышленности и машиностроения, где не задействуются, так или иначе, фрезерные станки. С их помощью значительно упрощается и ускоряется процесс формовки поверхностей, достигается высокая точность и удобство обработки, обеспечивается большой потенциал автоматизации производства.
Современный рынок предлагает фрезерные станки различных типов и конфигураций, что позволяет подбирать устройства в точном соответствии с потребностями технологического процесса. Однако не теряют популярности и универсальные модели, прошедшие испытание временем и доказавшие на деле свою надежность и практичность. Одним из наиболее известных устройств подобного рода является вертикально-фрезерный станок 6Р13. Несмотря на появление новых представителей того же модельного ряда (серии 6Т и FSS), модель 6Р13 остается на плаву благодаря совокупности описанных эксплуатационных качеств и лояльной цене.
Область применения
Станок 6Р13 предназначен для выполнения фрезерных, сверлильных и расточных работ по чугуну, стали, цветными металлам, некоторым видам пластмасс и др. Он допускает обработку поверхностей, расположенных в вертикальной и горизонтальной плоскостях, под углами до 45 градусов, в пазах и криволинейных элементах профиля при помощи фрез:
- торцевых;
- концевых;
- цилиндрических;
- радиусных;
- других типов.

Станок выпускается Горьковским заводом фрезерных станков (ГЗФС) с 1972 года и получил широкое распространение как на территории бывшего СССР, так и за ее пределами. Известен своей надежностью, неприхотливостью к условиям работы и качеству обслуживания, высоким качеством исполнения.
Фото: 6Р13.
Читайте также: Виды работ, выполняемых на фрезерных станках
6М13П – Станок вертикальный консольно-фрезерный
Купить станочный подшипник с доставкой
Технические характеристики:
Станки модели 6м13п предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В крупносерийном производстве станки могут быть успешно использованы также для выполнения работ операционного характера.
длина 2565 ширина 2135 высота мм 2235
Вес станка кг 4060
Наименьшее и наибольшее расстояние от торца шпинделя до стола мм 30-500 Расстояние от оси шпинделя до вертикальных направляющих станины мм 450 Наибольшее расстояние от задней кромки стола до вертикальных направляющих станины мм 360 Размер рабочей поверхности стола (длина/ширина) мм 1600/400
Наибольшие перемещения стола:
продольное от руки 900 продольное механически 900 поперечное от руки 320 поперечное механически 300 вертикальное от руки 420 вертикальное механически мм 400
Выключающие упоры продольной, поперечной и вертикальной подач Есть
Автоматическая прерывная подача:
продольная Есть поперечная и вертикальная Нет Перемещение на одно деление лимба мм 0,05
Перемещение на один оборот лимба:
продольное и поперечное 6 вертикальное мм 2
Число Т-образных пазов 3 Предохранение от перегрузки (муфты) Есть Блокировка ручной и механической подач Есть
система ГОСТ836-62 размер №3 Торможение шпинделя Есть Блокировка рукояток Есть
Наибольшее осевое перемещение пиноли шпинделя от руки мм 85 Перемещение пиноли на один оборот лимба мм 4 Перемещение пиноли на одно деление лимба мм 0,05 Наибольший угол поворота шпиндельной головки град ±45 Поворот на одно деление шкалы град 1
Читайте также: Внутренние и внешние труборезы
Продажа инструмента, оборудования, станков, оснастки. СПб. [email protected] , +7(911)941-0011.
СПб. [email protected] , +7(911)941-0011.
Стоимость: Уточняйте
Вертикальный консольно-фрезерный станок мод. 6М13П представляет собой оригинальный станок высокой точности и жесткости. Шпиндель станка смонтирован в поворотной головке имеющей поворот в вертикальной плоскости, параллельной продольному ходу стола, на угол в 45 градусов в любую сторону.
Модельный ряд
Горьковский завод фрезерных станков начал их производство в 1932 году с модели 682. За ней последовали:
- 6Б12 –выпускался с 1937 года;
- 6Н12 — с 1951 года;
- 6Н13ПР — с 1956 года, признан лучшим станком своего времени;
- 6Н13Ф3-2 — с 1957 года, впервые установлено ЧПУ;
- 6М12 — с 1960 года;
- 6М12П — с 1961 года, высокоточный станок;
- 6Р13 — с 1972 года, заменил станок морально устаревший 6М12;
- 6Р12Б — с 1974 года, относится к классу быстроходных станков;
- 6Р13РФ3 — с 1976 года, использовано ЧПУ, установлена револьверная головка;
- 6Р12К-1К-1 — с 1978 года, установлено копировальное устройство;
- 6Т12-1 — с 1985 года, унифицированы основные узлы и агрегаты;
- 6Т12 — с 1991 года, усовершенствованная модель 1985 года.

Технические характеристики
Информация о некоторых характеристиках станка заложена уже в маркировке. Так, цифра «6» означает тип станка — фрезерный, буква «Р» указывает на поколение (пятое, после поколений Б, К, Н, М), а индекс «13» говорит о размерах стола — они составляют 1600*400 мм. Среди других важных данных:
- Высота шпинделя над поверхностью стола — от 30 до 500 мм;
- Величина максимального перемещения стола: в вертикальной плоскости — 430 мм; в продольной — 1000 мм; в поперечной — 400 мм.
- Величина перемещения стола на одно деление лимба — 0,05 мм в любой плоскости.
- Скорость холостого перемещения стола — до 4000 мм/мин в горизонтальной плоскости и до 1330 мм/мин в вертикальной.
- Величина подачи — до 12,5-1600 мм/мин в горизонтальной плоскости и до 4,1-530 мм/мин в вертикальной.
- Максимальный диаметр фрезы при черновой обработке — 200 мм.
- Всего скоростей шпинделя — 18.
- Скорость вращения шпинделя — от 31,5 до 1600 об/мин.
- Максимальный угол поворота головки шпинделя — 45 градусов.
- Мощность привода главного движения — 11 кВт.
- Мощность привода подач — 3 кВт.
- Максимальная масса обрабатываемой заготовки или детали — 630 кг.
- Габаритные размеры станка: высота — 2430 мм; длина — 2570 мм; ширина — 2250 мм.
- Масса снаряженного станка — 4300 кг.
Обозначение
Буквенно-цифирный индекс Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 обозначает следующее: цифра 6 — это фрезерный станок; индекс Р, Т, М, Н — обозначает завод-производитель станка , цифра 1 – обозначает вертикально-фрезерный станок, цифра 3 – типоразмер станка (размер стола).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1 600 х 400 |
| Наибольшее продольное перемещение стола, мм | 1 000 |
| Наибольшее поперечное перемещение стола, мм | 400 |
| Наибольшее вертикальное перемещение стола, мм | 430 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 70 — 500 |
| Пределы частот вращения шпинделя, мин -1 | 31,5 — 1600 |
| Ускоренное продольное перемещение стола, мм/мин | 4 000 |
| Ускоренное поперечное перемещение стола, мм/мин | 4 000 |
| Ускоренное вертикальное перемещение стола, мм/мин | 1 330 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 1 250 |
| Мощность электродвигателя привода шпинделя, кВт | 11 |
| Мощность электродвигателя привода стола, кВт | 3 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 570 х 2 252 х 2 430 |
| Масса станка с электрооборудованием, кг | 4 300 |
Кинематическая схема
Привод шпинделя фрезерного станка 6Р13 осуществляется электромотором при помощи ступенчатого семивального редуктора, расположенного в верхней части станка. Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Основные узлы станка
Основной частью фрезерного станка 6Р13 является станина, которая служит для размещения остальных крупных узлов. В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
Внутри станины за соответствующими щитками располагаются блок электрооборудования и коробка скоростей, сгруппированная с коробкой переключения. Электрооборудование отвечает за своевременное и полное снабжение электрическим током двигателей устройства, осуществляет контроль за режимом работы и некоторые регулировочные функции. В некоторых модификациях этот модуль включает ЧПУ. Коробка скоростей и коробка переключения необходимы для передачи крутящего момента к шпинделю с ручным выбором одной из 18 возможных скоростей вращения.
Электрооборудование отвечает за своевременное и полное снабжение электрическим током двигателей устройства, осуществляет контроль за режимом работы и некоторые регулировочные функции. В некоторых модификациях этот модуль включает ЧПУ. Коробка скоростей и коробка переключения необходимы для передачи крутящего момента к шпинделю с ручным выбором одной из 18 возможных скоростей вращения.
В отдельный узел выделяют также поворотную головку шпинделя. Она необходима для обработки поверхностей, расположенных под углом до 45 градусов относительно рабочей плоскости стола станка.
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Коробка подач в сборе 6Р13
Коробка подач в сборе для фрезерного станка 6Р13. Также вы можете заказать отдельно:
Вал 1 оси коробки скоростей 6Р13.3.39СБ
Блок шестерен ВМ127М.4.700 Вал 6Р13. 3.123 СБ Вал 6Р13.3.33Н СБ Вал 6Р13.3.40Н СБ Вал 6Р13.3.64Н СБ Вал фрикционный 6Р13.4.50Б СБ (игольчатый подшипник) Вал шлицевый 6Р13.4.45Н СБ Диски фрикционные комплект 6Р13 Диск фрикционный 6Р13.4.172/72Н. Зубчатые колеса в сборе 6Р13.3.51ДР/6Р13.3.52ДР Колесо зубчатое 6Р13.3.43ДР Колесо зубчатое 6Р13.3.46ДР Колесо зубчатое 6Р13.3.47ДР Комплект шестерен коробки подач 6Р13 Корзина фрикциона 6Р13 Коробка пререключения 6Р13.5.01-01 Коробка подач 6Р13.4.01А01 Коробка скоростей 6Р13.3.01-01 Муфта кулачковая 6Р13.4.39 Муфта кулачковая 6Р13.4.39Г Муфта кулачковая 6Р13.4.57А Муфта кулачковая 6Р13.6.151БР Муфта фрикционная 6Р83 в сборе Муфта фрикционная 6Р13 Муфта фрикциона 6Р13.4.55Б
3.123 СБ Вал 6Р13.3.33Н СБ Вал 6Р13.3.40Н СБ Вал 6Р13.3.64Н СБ Вал фрикционный 6Р13.4.50Б СБ (игольчатый подшипник) Вал шлицевый 6Р13.4.45Н СБ Диски фрикционные комплект 6Р13 Диск фрикционный 6Р13.4.172/72Н. Зубчатые колеса в сборе 6Р13.3.51ДР/6Р13.3.52ДР Колесо зубчатое 6Р13.3.43ДР Колесо зубчатое 6Р13.3.46ДР Колесо зубчатое 6Р13.3.47ДР Комплект шестерен коробки подач 6Р13 Корзина фрикциона 6Р13 Коробка пререключения 6Р13.5.01-01 Коробка подач 6Р13.4.01А01 Коробка скоростей 6Р13.3.01-01 Муфта кулачковая 6Р13.4.39 Муфта кулачковая 6Р13.4.39Г Муфта кулачковая 6Р13.4.57А Муфта кулачковая 6Р13.6.151БР Муфта фрикционная 6Р83 в сборе Муфта фрикционная 6Р13 Муфта фрикциона 6Р13.4.55Б
Читайте также: Лучшие лазерные граверы из Китая в 2020 году
Коробки подач фрезерных станков общего назначения представляют собой многоваловые коробки, изменение частот вращения выходного вала которых обеспечивается рядом групповых передач с подвижными блоками или кулачковыми муфтами. Коробки подач обеспечивают ряд рабочих подач и ускоренные перемещения. Для предохранения механизма подач от перегрузок в коробках предусматривают предохранительные шариковые или дисковые фрикционные муфты.
Для предохранения механизма подач от перегрузок в коробках предусматривают предохранительные шариковые или дисковые фрикционные муфты.
В станках с числовым программным управлением коробки подач отсутствуют, и вращение от высокомоментного двигателя с широким диапазоном регулирования передается непосредственно (или через несложный редуктор) на тяговое устройство (ходовой винт). Требуемая частота вращения шпинделя и подача во фрезерных станках обеспечиваются относительно сложным, но удобным в эксплуатации механизмом управления. Назначение этих механизмов — предварительный выбор требуемой частоты или подачи во время работы станка на предыдущей операции и, после остановки станка, включение новой частоты или подачи одной рукояткой. Очевидно, такой механизм должен обеспечить перемещение блоков и включение кулачковых муфт в определенной, наперед заданной комбинации. Механизм управления главным движением фрезерного станка показан на рис. 6.7. В отдельном корпусе 1, монтируемом на передней стенке коробки скоростей, расположен указатель 2 частот вращения шпинделя. Поворачивая этот указатель, через установленные на валиках 4 и 6 конические колеса 5 я 7 можно поворачивать диск переключения 16. В диске переключения имеются концентрично расположенные отверстия определенного диаметра, которые при фиксированном повороте диска устанавливаются против каждой пары толкателей 14 и15, предназначенных для переключения одного блока. Число пар толкателей соответствует числу перемещаемых блоков зубчатых колес или кулачковых муфт. На рисунке показан только один блок 11. Толкатели связаны между собой шестереннореечной передачей 8, 9, 10, причем на одном из толкателей закреплена вилка 12, взаимодействующая с блоком. Правые концы толкателей выполнены ступенчатыми для обеспечения двух или трех положений блока. Рукояткой 18 через сектор-рейку 20 перемещают вилку управления диском 17. Между рейками шестеренно-реечной передачи и толкателем установлены пружины 13, которые сжимаются при совпадении зубьев блока и шестерни по торцам. Положение рукоятки 18 и указателя 2 фиксируется соответственно фиксаторами 19 и 3.
Поворачивая этот указатель, через установленные на валиках 4 и 6 конические колеса 5 я 7 можно поворачивать диск переключения 16. В диске переключения имеются концентрично расположенные отверстия определенного диаметра, которые при фиксированном повороте диска устанавливаются против каждой пары толкателей 14 и15, предназначенных для переключения одного блока. Число пар толкателей соответствует числу перемещаемых блоков зубчатых колес или кулачковых муфт. На рисунке показан только один блок 11. Толкатели связаны между собой шестереннореечной передачей 8, 9, 10, причем на одном из толкателей закреплена вилка 12, взаимодействующая с блоком. Правые концы толкателей выполнены ступенчатыми для обеспечения двух или трех положений блока. Рукояткой 18 через сектор-рейку 20 перемещают вилку управления диском 17. Между рейками шестеренно-реечной передачи и толкателем установлены пружины 13, которые сжимаются при совпадении зубьев блока и шестерни по торцам. Положение рукоятки 18 и указателя 2 фиксируется соответственно фиксаторами 19 и 3.
В начале переключения рукояткой 18 отводят диск 16 в правое положение. Затем указателем 2 поворачивают диск 16, угловое положейие которого соответствует заданной частоте вращения шпинделя. Рукояткой 18 диск перемещают влево. Если против одного из толкателей каждой пары отсутствует отверстие (против другого толкателя пары в этот момент находится отверстие), то толкатель или непосредственно, или через реечную передачу перемещает блок в нужное положение. Если требуется перемещать тройной блок, то толкатели блока на левом конце имеют две ступени.
Аналогично устроен и механизм управления движением подачи. В тяжелых фрезерных станках механизм переключения имеет гидравлический или электрический привод.
Работа станка
Фрезерный станок 6Р13 работает по классической схеме, в которой главным рабочим движением является вращение фрезы, а вспомогательным — подача стола с закрепленной на нем заготовкой или деталью. Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Ручное управление
Осуществляется при помощи основных и дублирующих маховиков продольного и поперечного перемещения стола, рукояти ручного вертикального перемещения, маховика выдвижения гильзы шпинделя. После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
6Р13 характеризуется относительной простотой в работе, не слишком требователен к квалификации фрезеровщика и для опытного рабочего интуитивно понятен. Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Наиболее эффективно использование станка на небольших машиностроительных фирмах, авторемонтных предприятиях.
Фрезерная обработка
Суть фрезерной обработки заключается в срезании слоя металла при помощи вращающейся, зубчатой фрезы. Фреза – это режущий инструмент, выполненный в виде зубчатого колеса, имеющего множество лезвий, который зажимается во фрезерном станке и, вращаясь с большой скоростью, снимает слои поверхности заготовки в нужном вам месте.
Фрезерование можно выполнять на заготовках из разных материалов, причем проделывается это как на специальных станках, так и вручную.
Обработка материала на станке ЧПУ позволяет увеличить точность, производительность, снизить процент брака, а также наладить выпуск серийных деталей со сложной геометрической поверхностью в большом количестве.
Необходимо учитывать, что в зависимости от типа станка, сложности обрабатываемой заготовки, материала применяемой детали различается и сама технология, по которой происходит фрезерная обработка.
Вертикальный обрабатывающий центр TOPPER TMV-720A
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
800х480
Перемещения по осям
— ось Х, продольное (мм)
720
— ось Y, поперечное (мм)
480
— ось Z, вертикальное (мм)
530
— ось С, горизонтальная поворотная ось (град.)
360
Вертикальный обрабатывающий центр TOPPER TMV-1050A
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
1100х500
Перемещения по осям
— ось Х, продольное (мм)
1050
— ось Y, поперечное
500
— ось Z, вертикальное
530
— ось С, горизонтальная поворотная ось (град.)
360
Вертикальный обрабатывающий центр TOPPER TMV-1050AII
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
1100х600
Перемещения по осям
— ось Х, продольное (мм)
1050
— ось Y, поперечное (мм)
600
— ось Z, вертикальное (мм)
530
— ось С, горизонтальная поворотная ось (град. )
)
360
Вертикальный обрабатывающий центр YCM MV66A-1
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
840х560
Перемещения по осям
— ось Х, продольное (мм)
660
— ось Y, поперечное (мм)
510
— ось Z, вертикальное (мм)
560
— ось С, горизонтальная поворотная ось (град.)
360
Вертикальный многоцелевой станок YCM NMV 106A
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
1120х600
Перемещения по осям
— ось Х, продольное (мм)
1020
— ось Y, поперечное (мм)
600
— ось Z, вертикальное (мм)
600
— ось С, горизонтальная поворотная ось (град.)
360
Горизонтальный фрезерный 4-х осевой 4-х палетный обрабатывающий центр Gidding&Lewis ORION 2300
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
1000х1200
Перемещения по осям
— ось Х, продольное (мм)
1500
— ось Y, поперечное (мм)
1500
— ось Z, вертикальное (мм)
900
— ось С, вращение стола (град. )
)
360
5-и осевой вертикальный обрабатывающий центр DOOSAN VC630-5AX
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
Ø 630
Перемещения по осям
— ось Х, продольное (мм)
650
— ось Y, поперечное (мм)
765
— ось Z, вертикальное (мм)
520
— ось А, наклон стола (град.)
150 (+30, -120)
— ось С, вращение стола (град.)
360
5-и осевой вертикальный обрабатывающий центр DOOSAN VCF850LSR
Вид управления:С ЧПУ
Краткие технические характеристики
Рабочая поверхность стола (мм)
3500х870
Встроенный поворотный стол (мм)
Ø800
Горизонтальная поворотная ось (мм)
Ø500
Перемещения по осям
— ось Х, продольное (мм)
3000
— ось Y, поперечное (мм)
850
— ось Z, вертикальное (мм)
800
— ось В, наклон шпинделя (град.)
220 (+110, -110)
— ось С, вращение стола (град.)
360
Консольно-фрезерный вертикальный станок 6М12П
Вид управления:Ручное
Краткие технические характеристики
Рабочая поверхность стола (мм)
1250х320
Продольный ход стола (мм)
700
Поперечный ход стола (мм)
260
Вертикальный ход стола (мм)
370
Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П
Вид управления:Ручное
Краткие технические характеристики
Рабочая поверхность стола (мм)
1600х400
Продольный ход стола (мм)
900
Поперечный ход стола (мм)
320
Вертикальный ход стола (мм)
420
Универсальный фрезерный станок ФУ 321
Вид управления:Ручное
Краткие технические характеристики
Рабочая поверхность стола (мм)
1370х320
Продольный ход стола (мм)
950
Поперечный ход стола (мм)
300
Вертикальный ход стола (мм)
440
Универсальный консольно-фрезерный станок 6М83Г
Вид управления:Ручное
Краткие технические характеристики
Рабочая поверхность стола (мм)
1600х400
Продольный ход стола (мм)
900
Поперечный ход стола (мм)
320
Вертикальный ход стола (мм)
350
Вертикально-фрезерный станок 6Р13: технические характеристики, паспорт
Едва ли найдется отрасль тяжелой промышленности и машиностроения, где не задействуются, так или иначе, фрезерные станки. С их помощью значительно упрощается и ускоряется процесс формовки поверхностей, достигается высокая точность и удобство обработки, обеспечивается большой потенциал автоматизации производства.
С их помощью значительно упрощается и ускоряется процесс формовки поверхностей, достигается высокая точность и удобство обработки, обеспечивается большой потенциал автоматизации производства.
Современный рынок предлагает фрезерные станки различных типов и конфигураций, что позволяет подбирать устройства в точном соответствии с потребностями технологического процесса. Однако не теряют популярности и универсальные модели, прошедшие испытание временем и доказавшие на деле свою надежность и практичность. Одним из наиболее известных устройств подобного рода является вертикально-фрезерный станок 6Р13. Несмотря на появление новых представителей того же модельного ряда (серии 6Т и FSS), модель 6Р13 остается на плаву благодаря совокупности описанных эксплуатационных качеств и лояльной цене.
Область применения
Станок 6Р13 предназначен для выполнения фрезерных, сверлильных и расточных работ по чугуну, стали, цветными металлам, некоторым видам пластмасс и др. Он допускает обработку поверхностей, расположенных в вертикальной и горизонтальной плоскостях, под углами до 45 градусов, в пазах и криволинейных элементах профиля при помощи фрез:
- торцевых;
- концевых;
- цилиндрических;
- радиусных;
- других типов.

Станок выпускается Горьковским заводом фрезерных станков (ГЗФС) с 1972 года и получил широкое распространение как на территории бывшего СССР, так и за ее пределами. Известен своей надежностью, неприхотливостью к условиям работы и качеству обслуживания, высоким качеством исполнения.
Фото: 6Р13.
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года.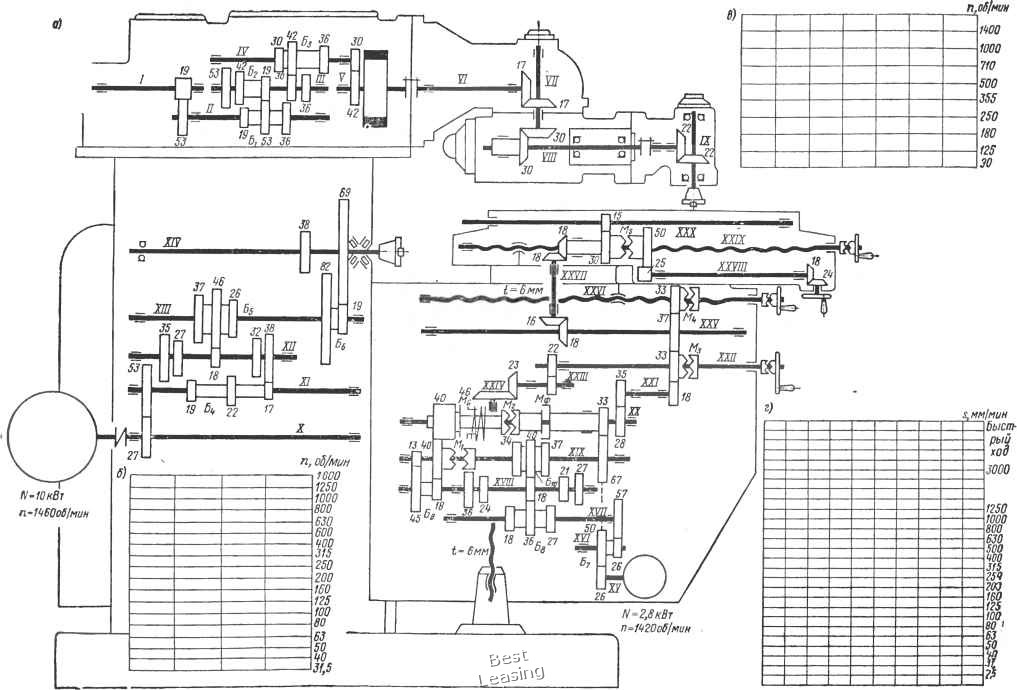 Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Модельный ряд
Горьковский завод фрезерных станков начал их производство в 1932 году с модели 682. За ней последовали:
За ней последовали:
- 6Б12 –выпускался с 1937 года;
- 6Н12 — с 1951 года;
- 6Н13ПР — с 1956 года, признан лучшим станком своего времени;
- 6Н13Ф3-2 — с 1957 года, впервые установлено ЧПУ;
- 6М12 — с 1960 года;
- 6М12П — с 1961 года, высокоточный станок;
- 6Р13 — с 1972 года, заменил станок морально устаревший 6М12;
- 6Р12Б — с 1974 года, относится к классу быстроходных станков;
- 6Р13РФ3 — с 1976 года, использовано ЧПУ, установлена револьверная головка;
- 6Р12К-1К-1 — с 1978 года, установлено копировальное устройство;
- 6Т12-1 — с 1985 года, унифицированы основные узлы и агрегаты;
- 6Т12 — с 1991 года, усовершенствованная модель 1985 года.
Технические характеристики
Информация о некоторых характеристиках станка заложена уже в маркировке. Так, цифра «6» означает тип станка — фрезерный, буква «Р» указывает на поколение (пятое, после поколений Б, К, Н, М), а индекс «13» говорит о размерах стола — они составляют 1600*400 мм. Среди других важных данных:
Среди других важных данных:
- Высота шпинделя над поверхностью стола — от 30 до 500 мм;
- Величина максимального перемещения стола: в вертикальной плоскости — 430 мм; в продольной — 1000 мм; в поперечной — 400 мм.
- Величина перемещения стола на одно деление лимба — 0,05 мм в любой плоскости.
- Скорость холостого перемещения стола — до 4000 мм/мин в горизонтальной плоскости и до 1330 мм/мин в вертикальной.
- Величина подачи — до 12,5-1600 мм/мин в горизонтальной плоскости и до 4,1-530 мм/мин в вертикальной.
- Максимальный диаметр фрезы при черновой обработке — 200 мм.
- Всего скоростей шпинделя — 18.
- Скорость вращения шпинделя — от 31,5 до 1600 об/мин.
- Максимальный угол поворота головки шпинделя — 45 градусов.
- Мощность привода главного движения — 11 кВт.
- Мощность привода подач — 3 кВт.
- Максимальная масса обрабатываемой заготовки или детали — 630 кг.
- Габаритные размеры станка: высота — 2430 мм; длина — 2570 мм; ширина — 2250 мм.

- Масса снаряженного станка — 4300 кг.
Схема кинематическая консольно-фрезерного станка 6М13П
Кинематическая схема консольно-фрезерного станка 6м13п
Цепь главного движения консольно-фрезерного станка 6М13П
Станок 6М13П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Кинематическая схема
Привод шпинделя фрезерного станка 6Р13 осуществляется электромотором при помощи ступенчатого семивального редуктора, расположенного в верхней части станка. Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 сегодня
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Основные узлы станка
Основной частью фрезерного станка 6Р13 является станина, которая служит для размещения остальных крупных узлов. В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
Внутри станины за соответствующими щитками располагаются блок электрооборудования и коробка скоростей, сгруппированная с коробкой переключения. Электрооборудование отвечает за своевременное и полное снабжение электрическим током двигателей устройства, осуществляет контроль за режимом работы и некоторые регулировочные функции. В некоторых модификациях этот модуль включает ЧПУ. Коробка скоростей и коробка переключения необходимы для передачи крутящего момента к шпинделю с ручным выбором одной из 18 возможных скоростей вращения.
В отдельный узел выделяют также поворотную головку шпинделя. Она необходима для обработки поверхностей, расположенных под углом до 45 градусов относительно рабочей плоскости стола станка.
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Работа станка
Фрезерный станок 6Р13 работает по классической схеме, в которой главным рабочим движением является вращение фрезы, а вспомогательным — подача стола с закрепленной на нем заготовкой или деталью. Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Ручное управление
Осуществляется при помощи основных и дублирующих маховиков продольного и поперечного перемещения стола, рукояти ручного вертикального перемещения, маховика выдвижения гильзы шпинделя. После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
6Р13 характеризуется относительной простотой в работе, не слишком требователен к квалификации фрезеровщика и для опытного рабочего интуитивно понятен. Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Наиболее эффективно использование станка на небольших машиностроительных фирмах, авторемонтных предприятиях.
Технические характеристики консольного фрезерного станка 6М13П
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30. .520 .520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6. .786 .786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
- Консольно-фрезерные станки 6М13П, 3М13ПБ.
 Руководство по уходу и обслуживанию, Горький, 1966
Руководство по уходу и обслуживанию, Горький, 1966 - Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Воткинск, 1972
- Ремонт консольно-фрезерных станков 6М83, 6М83Г, 6М13П, 6М13ПБ. Альбом чертежей сменных деталей, Тула, 1971
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.
 Г. Фрезерные станки (Библиотека станочника), 1977
Г. Фрезерные станки (Библиотека станочника), 1977 - Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
- Фрезерные станки. Общие сведения, классификация, основные характеристики и обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
 Действующие производители фрезерных станков
Действующие производители фрезерных станковЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
6Т12-1 станок консольно-фрезерный вертикальный. Паспорт, характеристики, схемы, описание
Консольный вертикально-фрезерный станок модели 6Р12 (6Т12) применяется для разнообразных работ на заготовках из металла и других материалов. Технологические возможности позволяют обрабатывать горизонтальные, вертикальные и наклонные плоскости, а так же различные пазы, углы.
Технологические возможности позволяют обрабатывать горизонтальные, вертикальные и наклонные плоскости, а так же различные пазы, углы.
Применяются станки 6Р12 (6Т12) в цехах основного производства, ремонтных участках, учебных мастерских.
Маркировка:
- 6 — фрезерная группа;
- Р — указывает на поколение станка;
- 1 — с вертикальным расположением шпинделя;
- 2 — характеризует параметры рабочей плоскости стола 300х1250 мм;
- Ф1 — укомплектован цифровой индикацией;
- Ф3 — с ЧПУ.
Похожие модели: 6М12П, 6Б12, 6Л12, 6Н12, 6Р12Б, 6Р12К, FSS350MR.
Конструктивные особенности
- Система предохранения от перегрузки.
- Высокая мощность привода и жесткость оборудования позволяют применять твердосплавный инструмент, которым являются различные фрезы: концевые, торцовые, дисковые, а так же сверла, развертки, зенкеры.
- Настройка на автоматические режимы позволяет интегрировать оборудование в производственные линии.
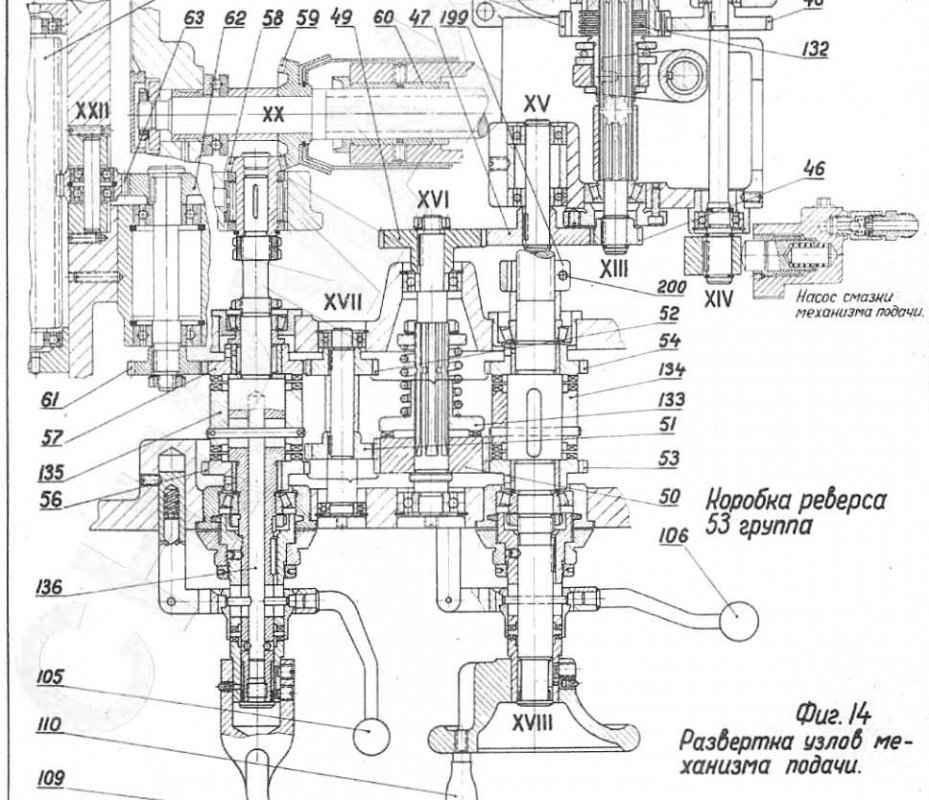
- Большие пределы частот вращения шпинделя и подач.
- Использование дополнительных принадлежностей и приспособлений значительно расширяют технологические возможности.
- Установка и закрепление заготовки осуществляется в машинных тисках или непосредственно на столе.
- Все направляющие закалены и отшлифованы.
- Подача охлаждающей жидкости в зону резания снижает износ инструмента и нагрев при фрезеровании.
- Устойчивость к вибрациям повышает точность получаемого изделия.
- С применением копировального приспособления допускается обработка криволинейных плоскостей.
- Механизированное крепление режущего инструмента внутри шпинделя.
- Удобство в эксплуатации и обслуживании.
- Нормальная точность по ГОСТ 8 — 77.
Сведения о производителе консольно-фрезерного станка 6Т12-1
Производитель серии универсальных фрезерных станков 6Т12-1 — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Эксплуатация
Для повышения эффективности эксплуатации каждый станок комплектуется набором вспомогательных схем – подшипников, строповки, смазки, кинематики и так далее. Остальная часть руководства включает в себя электрическое оборудование. Здесь указана принципиальная схема подключения электроприборов, а также приводится набор спецификаций для подбора запасных деталей.
На основе статистических данных, полученных в рамках многолетнего выпуска станка, производитель составил перечень быстроизнашивающихся деталей. Для них предусматривается отдельный чертеж каждого элемента. Благодаря унификации появляется возможность использовать запасные детали от других серий станков 6Т, включая 6Т13.
6Т12-1 станок вертикальный консольно-фрезерный. Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т12-1 производился с 1985 года и заменил в производстве устаревшую модель 6Р12.
В 1985 году Горьковский завод фрезерных станков (ГЗФС) начал выпуск консольно-фрезерных станков серии 6т12-1. Станки серии 6т12-1 является дальнейшим усовершенствованием аналогичных станков серии Р (6Р12, 6Р13).
Станок вертикальный консольно-фрезерный 6Т12-1 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Консольно-фрезерный станок 6Т12-1 отличается от станка 6Т13-1 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На фрезерном станке 6Т12-1 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
На вертикальном консольно-фрезерном станке 6Т12-1 возможна работа в трех режимах:
- Автоматический — В автоматическом режиме станок работает при различных автоматических циклах.
- Толчковый — В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке.
- Ручной — В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Особенности конструкции фрезерного станка 6Т12-1
Технологические возможности станков могут быть расширены за счет применения накладной фрезерной, делительной и долбежной головок, круглого поворотного стола.
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.
Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
Основные технологические преимущества станков:
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.

- Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Станки выпускаются в различных исполнениях по напряжению, частоте питающей сети. Поставляются запасные части.
Основные отличия фрезерных станков 6Т12-1 (1985 год) и 6Т12 (1991 год)
- Вылет (расстояние от оси шпинделя до направляющих станины): 6т12-1 — 350 мм, 6т12 — 380 мм
- Поперечное переммещение стола: 6т12-1 — 270 мм, 6т12 — 320 мм
- Расстояние от края стола до станины: 6т12-1 — 70..340 мм, 6т12 — 70..390 мм
Рабочее пространство станка модели 6т12 на 50 мм больше по осям X, Y чем у станка 6т12-1.
Модификации консольно-фрезерных станков серии «Т»
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 — 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 — 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г — 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г — 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 — 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 — 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш — 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш — 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
Российские и зарубежные аналоги станка 6Т12-1 (6Т13-1)
FSS350MR, FSS450MR — 315 х 1250, 400 х 1250 — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Особенности и преимущества
Несмотря на три десятка лет от периода разработки, модель остаётся востребованной среди аналогов благодаря конструктивным решениям, обеспечивающим:
- точность;
- надёжность и долговечность;
- производительность;
- безопасность.
Перечисленные положительные качества оборудования, определяются комплексом факторов.
Минимальные отклонения формы и расположения обрабатываемых поверхностей обусловлены высокой жесткостью несущих элементов, а также шабрёнными направляющими оптимального профиля.
В опорах шпинделя использованы двухрядный роликовый и парные радиально-упорные подшипники значительной нагрузочной способности, позволяющие выполнять скоростное и силовое резание. Ресурс при штатной смазке и правильном натяге превышает срок до капитального ремонта. Паспорт на фрезерный станок 6Т13 включает перечень подшипников с указанием класса.
Устранение люфта в винтовой паре продольных перемещений осуществляется поворотом подвижной гайки червяком, входящим в механизм регулировки осевого зазора.
Все ходовые гайки — биметаллические, быстроизнашиваемые детали в сопряжениях трения — стальные с поверхностной закалкой ТВЧ, аналогично термообработаны зубчатые колёса, что обеспечивает долговечность, снижает расходы на запчасти.
Эффективная централизованная смазочная система, состоит из двух независимых групп: для механизмов в станине и консоли соответственно, каждая питается от своего плунжерного насоса.
Указанные особенности определяют длительность межремонтного цикла не менее 11 лет при двухсменном графике, соблюдении эксплуатационных требований и преимущественном фрезеровании стали.
Высокая мощность приводов, широкий диапазон подач и скоростей, наряду с малой податливостью системы позволяют вести высокопроизводительное фрезерование инструментами, оснащенными пластинами из твёрдых сплавов и СТМ.
Экономия вспомогательного времени достигается за счёт электромеханического закрепления инструмента, перемещения стола по автоматическим циклам, переключения оборотов без последовательного прохода ступеней.
Стол фрезерного станка 6Т13
Вопросы безопасности решены внедрением:
- подвижного ограждения;
- останова шпинделя тормозной электромагнитной муфтой;
- механизма пропорционального уменьшения подачи при врезании и выходе;
- предохранительной муфты;
- дублирования стоповых кнопок;
- блокировок.
Преемственность с предыдущими версиями упрощает освоение станочником. Применение в кинематике электромагнитных муфт сокращает усилия на переключения. Эргономика улучшена сведением кнопок управления на два пульта: боковой и основной.
Расположение составных частей консольно-фрезерного станка 6Т12-1
Расположение составных частей фрезерного станка 6т12-1
Перечень составных частей консольно-фрезерного станка 6т12-1
- станина
- пульт боковой
- механизм переключения подач
- коробка скоростей шпинделя
- головка поворотная
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
Пульты управления фрезерным станком 6Т12-1
Пульты управления фрезерным станком 6Т12-1: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т12-1
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Схема кинематическая консольно-фрезерного станка 6Т12-1
Кинематическая схема консольно-фрезерного станка 6Т12-1
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7.
Стоимость
Узнать подробную информацию и купить вертикально-фрезерный станок 6Р12 (6Т12) можно, связавшись с нами по телефону +7(4852) 66-40-25, через форму запроса на сайте, а так же по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. В кратчайшие сроки мы предоставим развернутое коммерческое предложение. Срок поставки и цена зависят от исполнения и комплектации. На новые станки предоставляем гарантию 12 месяцев. По дополнительному соглашению осуществляем транспортировку и пуско-наладку на площадях заказчика.
Конструкция основных узлов консольно-фрезерного станка 6Т12-1
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т12-1
Поворотная головка (рис. центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.

Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
О станине и консоли
Станки любой разновидности снабжаются базовым узлом в виде станины. Остальные рабочие узлы и механизмы монтируются на этой поверхности. Для станины характерно наличие следующих параметров:
- Большое количество рёбер.
- Трапецеидальное сечение, развитое.
- Основание с высокой надёжностью.
Коробки скоростей стандартно внутри станин. Головка для поворотов – внутри передних частей. Монтаж осуществляется с использованием направляющих, имеющих форму круга. Консоль ставится на направляющих по вертикали. Характерно отделение главного узла и основания. Болтовое соединение позволит закрепить две составляющие друг на друге.
При подходе справа легко открывается доступ к коробке скоростей, насосу. Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Среди базовых агрегатов – консольная часть станка. Благодаря этой части в одно целое соединяется цепь передач различного оборудования. Она участвует и при распределении движения на передачи различных типов. Двигатель подач расположен в нижней части системы. Движение через коробку передач идёт на консольные шестерни.
Технические характеристики консольного фрезерного станка 6Т12-1
| Наименование параметра | 6Р12 | 6Р13 | 6Т12-1 | 6Т13-1 |
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 270 | 340 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 350 | 420 |
| Расстояние от края стола до вертикальных направляющих станины, мм | 70..340 | 60..400 | ||
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3,0 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | 0,18 | 0,18 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,0 | 14,3 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 х 1950 х 2020 | 2560 х 2260 х 2120 | 2280 х 1965 х 2265 | 2570 х 2252 х 2430 |
| Масса станка, кг | 3120 | 4200 | 3400 | 4250 |
- Станки вертикальные консольно-фрезерные 6Т12-1, 6Т13-1.
 Руководство по эксплуатации 6Т12-1.00.000 РЭ,
Руководство по эксплуатации 6Т12-1.00.000 РЭ, - Станки вертикальные консольно-фрезерные 6Т12, 6Т13. Руководство по эксплуатации 6Т12.00.000 РЭ,
- Станки вертикальные консольно-фрезерные 6Т12-29, 6Т13-29. Руководство по эксплуатации 6Т12-29.00.000 РЭ, 1992
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.
 Л. Справочник молодого фрезеровщика, 1992
Л. Справочник молодого фрезеровщика, 1992 - Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта.
 Фрикционный вал. Муфты фрикционные в металлорежущих станках
Фрикционный вал. Муфты фрикционные в металлорежущих станках - Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
- Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
- Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
- Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
- Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
- Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
- Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Привод главного движения вертикально-фрезерного станка
Омский государственный технический университет
Кафедра металлорежущие станки и инструменты
Курсовой проект по дисциплине «Оборудование машиностроительных производств»
На тему: «Привод главного движения вертикально-фрезерного станка»
Омск 2018
Исходные данные к проекту: количество скоростей 19, ширина стола 400 мм, материал инструмента твёрдый сплав.
В данном курсовом проекте проанализированы несколько станков близких типоразмеров. На основе анализа станков прототипов 6Р13 и 6М12П и исходных данных к курсовому проекту проектируется Вертикально -фрезерный станок с числом скоростей Z=19 и шириной стола В=400. Затем рассчитываются основные технические характеристики проектируемого станка, составляется график чисел оборотов, рассчитываются диаметры валов и основные параметры зубчатых колёс, определяется КПД коробки скоростей, составляется кинематическая схема привода проектируемого станка и строится развёртка коробки скоростей.
Станок, выбранный в качестве прототипа – вертикально-фрезерный станок 6Р13 и 6М12П предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали , чугуна , цветных металлов , их сплавов и других материалов.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
В приложении к курсовому проекту на первом листе изображены станки близких типоразмеров и их графики чисел оборотов. На втором листе изображена развёртка коробки скоростей проектируемого станка.
Содержание
Аннотация 1
1. Назначение станка, чертёж типовой обрабатываемой детали, анализ поверхностей детали и геометрическое образование их на станках заданного типа 5
2. Описание и анализ кинематических и конструктивных особенностей станков близких типоразмеров 6
2.1 Консольный вертикально-фрезерный станок 6Р13 7
2.2 Консольный вертикально-фрезерный станок 6М12П 12
3. Обоснование технических характеристик проектируемого станка 16
4. Выбор электродвигателя 21
5. Обоснование кинематической схемы привода главного движения станка 22
6. Выбор ряда частот вращения шпинделя 23
7. Построение графика чисел оборотов 24
8. Определение передаточных отношений в групповых передачах 25
9. Расчёт чисел зубьев колёс 27
10. Кинематическая схема привода главного движения 27
11. Силовой расчёт привода главного движения 28
Силовой расчёт привода главного движения 28
12. Определение диаметров валов 30
13. Расчёт зубчатой передачи 30
14. Определение допускаемого контактного напряжения 31
15. Определение модуля 32
16. Определение параметров зубчатых колес 34
17. Расчёт вала на прочность 35
18. Расчет на статическую прочность 36
19. Смазывание и обслуживание станка 39
Заключение 41
Список используемой литературы 42
Состав: Привод главного движения вертикально-фрезерного станка, Развёртка коробки скоростей (СБ) , Спецификация, ПЗ
Софт: КОМПАС-3D 17
Файлы:
1лист.cdw
2лист.cdw
Priyomko_пз.docm
1специф.spw
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы.
Посмотрите, как тут скачивать файлы.
Рейтинг: 80
Софт: КОМПАС-3D 16.1
Состав: Редуктор(разрез и виды), Муфта, Зубчатое колесо, Приводной вал, Общий вид привода, Спецификации ко всем чертежам, Расчетно-пояснительная записка
0 1 0
Привод ленточного конвейера с коническим редуктором
Рейтинг: 30
Софт: КОМПАС-3D 18.1
Состав: Редуктор (СБ), Привод (СБ), Компоновочный чертеж, Деталировка (ведомый вал редуктора, зубчатое колесо), Титульный лист, Ведомость, Реферат, ПЗ, Спецификация
0 1 0
Проектирование приводной станции к горизонтальному ленточному транспортеру, предназначенному для перемещения навалочных с/х материалов
Рейтинг: 50
Софт: КОМПАС-3D 16
Состав: Редуктор (СБ), Привод (ВО), Вал ведомый, Колесо зубчатое, Спецификации, ПЗ
0 0 0
Привод с одноступенчатым цилиндрическим вертикальным редуктором
Рейтинг: 50
Софт: КОМПАС-3D 19
Состав: Редуктор (СБ), Привод (ВО), Вал ведомый, Колесо зубчатое, Спецификации, ПЗ
0 1 0
Привод с одноступенчатым цилиндрическим редуктором с прямозубым колесом
Рейтинг: 40
Софт: КОМПАС-3D 14. 1
1
Состав: Вал, Зубчатое колесо, Муфта, Приводной вал, Общий вид (СБ), ПЗ, Спецификаций нет.
0 1 0
Привод вертикального вала
общие сведения, классификация, обозначение. Станок фрезерный с ЧПУ ЛТТ М1212 (БЛ-М1212) Консольно-фрезерные станки производства СССР и СНГ
Основным конкурентом по продажам универсальных станков JET в России являются пока старые, бывшие в употреблении станки советского производства, которые появляются на вторичном рынке после продажи по предприятия, пытающиеся избавиться от балласта, проводящие техническое перевооружение или по какой-либо другой причине. Если речь идет о переоснащении производства, то обычно стараются заказывать станки из уже имеющихся на предприятии, просто переписывая наименования. Но сегодня многие машины уже не производятся по причине снятия их с производства или перепрофилирования производителя. Но классическое универсальное оборудование принципиально взаимозаменяемо и идентично по своему функционалу, а при правильном подборе может с успехом заменяться станком другого производителя и отличаться только цветом корпуса и эргономикой (расположением) некоторых рукояток. Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков их аналогам от компании JET. По соображениям формата публикации мы не указываем полные технические характеристики, а только те, которые определяют функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков их аналогам от компании JET. По соображениям формата публикации мы не указываем полные технические характеристики, а только те, которые определяют функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
Отрезной
Токарно-винторезный
РОССИЯ | ||
Модель | 16К20 | ГХ-1640ZX |
токарная обработка Ø | ||
Частота вращения | 16-2000 об/мин | 25/1800 об/мин |
Мощность | ||
Вес | ||
M платье | ГХ-2040Ж | |
токарная обработка Ø | ||
Частота вращения | 12,5–2000 об/мин | 9 — 1600 об/мин |
Мощность | ||
Вес |
Шлифование
Фрезерование
Сверление
РОССИЯ | ||
Модель | 2С132 | ГХД-50ПФ |
Отверстие | ||
Частота | 90-1400 об/мин | 50-1510 об/мин |
Мощность | ||
Вес |
Радиально-сверлильный станок
Подобрать станки, схожие по своим техническим характеристикам, можно для большинства универсальных станков.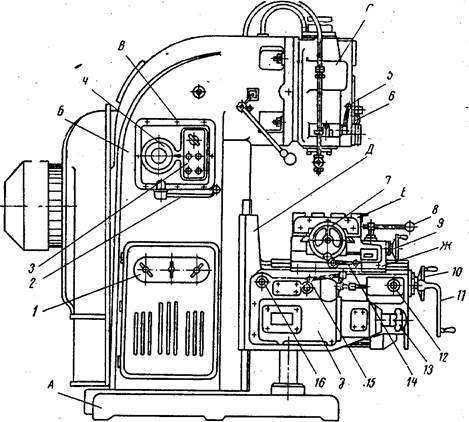
Если стоит задача по переоснащению производства, замене единичных моделей станков или подбору оборудования с аналогичными техническими характеристиками станков, используемых на предприятии, Вы можете направить перечень интересующего Вас оборудования в представительство JET. Наши инженеры с удовольствием подберут машины с сопоставимыми техническими характеристиками и возможностями из ассортимента оборудования, предлагаемого JET, и обосновывают свой выбор.
Станки фрезерные, предназначенные для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицов на валах, нарезания зубчатых колес и др.
Конструкции фрезерных станков разнообразны. В целом станки фрезерные можно разделить на две основные группы:
- станки общего назначения или универсально-фрезерные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- станки специализированные и специальные фрезерные (шлицевые, шпоночные, карусельные, копировально-фрезерные и др.
 )
)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (основное движение) и движение подачи, которое сообщается заготовке или фрезе.
Приводы главного движения и подачи выполнены раздельно. Вспомогательные движения, связанные с подачей и отводом заготовки к инструменту, механизированы и осуществляются от привода быстрых перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим станки фрезерные общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяются на:
- станки консольные (стол расположен на подъемной скобе-консоли)
- Бесконсольные станки (стол перемещается на неподвижной раме в продольном и поперечном направлениях)
- машины непрерывного действия (карусельные и барабанные)
- а — Станок горизонтально-фрезерный универсальный консольный
- б — широкоуниверсальный консольный горизонтально-фрезерный станок
- c — станок фрезерный широкоуниверсальный бесконсольный
- г — Станок вертикально-фрезерный консольный
- д — бесконсольный вертикально-фрезерный станок
- е — бесконсольный горизонтально-фрезерный станок
- г — продольно-фрезерный станок
- ч — карусельно-фрезерный станок
- а — Станок фрезерный барабанный
Консольно-фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве риса. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, на котором установлена серьга 3, поддерживающая оправку с резцом, консоль 4 перемещается вертикально по направляющей стойки 5. Салазки 6 и поворотный стол 7 расположены на консоли.
Станки горизонтально-консольно-фрезерные (рис. 119, а) имеют горизонтально расположенный шпиндель 2, не меняющий своего места. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального консольно-фрезерного станка рабочий стол не вращается вокруг вертикальной оси.
Широкоуниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может вращаться на стволе в двух взаимно перпендикулярных направлениях, так что шпиндель с фрезу можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 смонтирована накладная головка 2, предназначенная для сверления, развертывания, зенкерования, растачивания и фрезерования.
Станок вертикально-консольно-фрезерный (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в шпиндельной головке 2, закрепленной на стойке 1. заготовки крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы . Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, д), которые применяются для обработки заготовок крупных деталей, имеют салазки 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
119, д), которые применяются для обработки заготовок крупных деталей, имеют салазки 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Станки продольно-фрезерные (рис. 119, г) предназначены для обработки заготовок крупногабаритных деталей. На раме 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках установлены фрезерные головки 3 с горизонтальными шпинделями и траверсой (поперечиной) 4. На последних установлены фрезерные головки 5 с вертикальными шпинделями. Стол 2 перемещается по рельсам стеллажей 4.
Станки карусельно-фрезерные (рис. 119, з), предназначенные для обработки поверхностей концевыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. Шпиндельная головка 2 перемещается по направляющим стойки 1. Стол 4, вращаясь непрерывно, сообщает вращение подачи заготовкам, установленным на нем. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Станки фрезерные барабанные (рис. 119, и) применяются в крупносерийном и серийном производстве. Заготовки установлены на вращающемся барабане 2, совершающем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим 4.
Консольно-фрезерные станки
Консольно-фрезерные станки являются наиболее распространенным типом станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
Наличие консоли, придающей консольно-фрезерным станкам ряд удобств при обслуживании, несколько снижает жесткость в стыке с рамой, поэтому в конструкциях современных станков значительно увеличена длина консольных направляющих , созданы приспособления для фиксации подвижных частей машины, повышена жесткость корпусных деталей.
Так как большая часть деталей, применяемых в машиностроении, по размерам укладывается в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических мастерских, кроме того, и универсально-фрезерных и широко-универсально-фрезерных.
Кроме того, на базе некоторых базовых моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольно-вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются универсально-фрезерные станки 6Н81А и 6М82Ш. Фрезерные станки широкого назначения в настоящее время широко применяются в единичном и мелкосерийном производстве для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготавливать металлические модели, штампы, шаблоны, кулачки и т. д.
На этих станках можно изготавливать металлические модели, штампы, шаблоны, кулачки и т. д.
Станок широкий универсальный 6Н81А имеет шпиндельную головку, расположенную на стволе и вращающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает как горизонтально-фрезерный, а в вертикальном — как вертикально-фрезерный.
Широкий универсальный станок 6М82Ш и аналогичный по конструкции более крупный станок 6М83Ш имеют два шпинделя: один горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на стволе и может быть установлен под любым необходимым углом. Использование делительной головки и круглого поворотного стола значительно расширяет область применения этих машин. Для обработки разного рода поверхностей, а также крупногабаритных заготовок, превышающих площадь стола, вертикальная передняя бабка установлена на выдвижном стволе и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях. Возможна одновременная работа горизонтального и вертикального шпинделей.
Типоразмеры консольно-фрезерных станков Принято характеризовать размером рабочей (фиксирующей) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное , универсальное (широкое универсальное) и вертикальное исполнение с одинаковыми размерами рабочей поверхности стола. Сочетание различных исполнений станка с одинаковой базовой размерной характеристикой стола называется размерным рядом станков .
В СССР освоен выпуск консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4 , причем для каждого типоразмера выпускалась полная линейка станков — горизонтальные, универсальные и вертикальные. Каждая машина одного размерного ряда имела одинаковое обозначение в шифре, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают консольно-фрезерные станки следующих типоразмеров:
| Размер | Ассортимент машин | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6П12, 6П82, 6П82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6П13, 6П83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола, габаритными размерами самой машины и ее основных узлов (станины, стола, салазок, консоли, багажника), мощностью электродвигателя и величиной наибольшего перемещения (хода ) стола в продольном, салазок в поперечном и консольного в вертикальном направлениях меняются.
Станки консольно-фрезерные производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6H | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6T | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Обозначение фрезерных станков
6
— станок фрезерный (номер группы по классификации ЭНИМС)
Д — серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8
— номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерная)
1
— машинная версия — стандартный размер (0, 1, 2, 3, 4) (1 — настольный размер — 250 x 1000)
Буквы в конце обозначения модели:
Г — горизонтальный консольно-фрезерный станок с неповоротным столом
К — станок с копиром для обработки криволинейных поверхностей
Б — станок с повышенной производительностью (увеличен диапазон скоростей вращения шпинделя, увеличена мощность двигателя главного привода).
П — станок повышенной точности — (н, п, в, а, в) по ГОСТ 8-82
Ш — станок широкий универсальный
Ф1 – станок с цифровым устройством индикации УЦИ и предустановкой координат
Ф2 – станок с ЧПУ позиционной системой ЧПУ ) Система ЧПУ
F4 — многоцелевой станок с контурной системой ЧПУ и магазином инструментов
| Вес | 600 кг |
| Размеры | 1500x1600x1500 мм |
| Допустимая ошибка при обработке | ±0,05 мм |
| Код операции | HPGL — дисплей, G — код |
| Максимальная скорость движения (холостой ход) | 17 м/мин |
| Мощность шпинделя | 3,0 кВт |
| Требуемая мощность всасывания | 1200 куб.м/час |
| Перемещение по оси Z | 180 мм |
| Рабочая зона | 1200×1200 мм |
| Рабочее напряжение | AC 380В∕50Гц |
| Скорость шпинделя | 0-18000 об/мин |
| Суммарная мощность | 4,6 кВт |
| Тип охлаждения шпинделя | воздух |
Описание
Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок по плоскости (ПО 2D) и в 3D пространстве (3D фрезерование).
Преимущества
- Высокоточный шпиндель позволяет обрабатывать материал длительное время. Скорость шпинделя до 18000 об/мин;
- Защитный кожух шпинделя с патрубком стружколома обеспечивает надежную защиту инструмента и эффективное удаление отходов обработки из зоны резания;
- Централизованная смазка:
В станке используется централизованная смазка всех направляющих, что упрощает обслуживание станка; - Шкаф управления:
Простой и удобный дизайн с хорошим дизайном и высокой функциональностью. Имеет множество отсеков с запирающимися дверцами, в т.ч. для установки монитора, системного блока компьютера и клавиатуры; - Драйверы:
Установлены драйвера MA860H от ведущего китайского производителя Leadshine Technologi Co. Ltd; - Инвертор:
Для управления скоростью вращения шпинделя используется проверенный инвертор DELTA.
Управление вертикально-фрезерным станком по металлу. Консольные вертикально-фрезерные станки
Ключевой особенностью любого вертикально-фрезерного станка является вертикальная ориентация шпинделя. Более того, в некоторых современных моделях он может при необходимости смещаться по оси или изменять угол наклона. Эти особенности значительно расширяют функциональные возможности оборудования.
Более того, в некоторых современных моделях он может при необходимости смещаться по оси или изменять угол наклона. Эти особенности значительно расширяют функциональные возможности оборудования.
Еще одним важным отличием от горизонтально-фрезерных станков является конструкция шпинделя. В данном случае это фланец с конусами Морзе с обеих сторон (с одной из них в оправку устанавливается концевая фреза). Большинство вертикально-фрезерных станков позволяют работать дисковыми фрезами. В этой ситуации обычно используется оправка, аналогичная той, что используется в горизонтально ориентированных моделях, но значительно короче.
В остальном вертикально-фрезерный станок имеет все основные функциональные элементы и узлы
- Оборудование данного класса:
- ;
- кровать;
- ;
- ;
- салазки;
- багажник;
- ;
- .
опорная плита
консоль
шпиндель
коробка подачи
Силовая установка
Важно отметить, что некоторые модели вертикально-фрезерных станков имеют консольную конструкцию, которая лучше всего подходит для обработки крупных и/или тяжелых заготовок.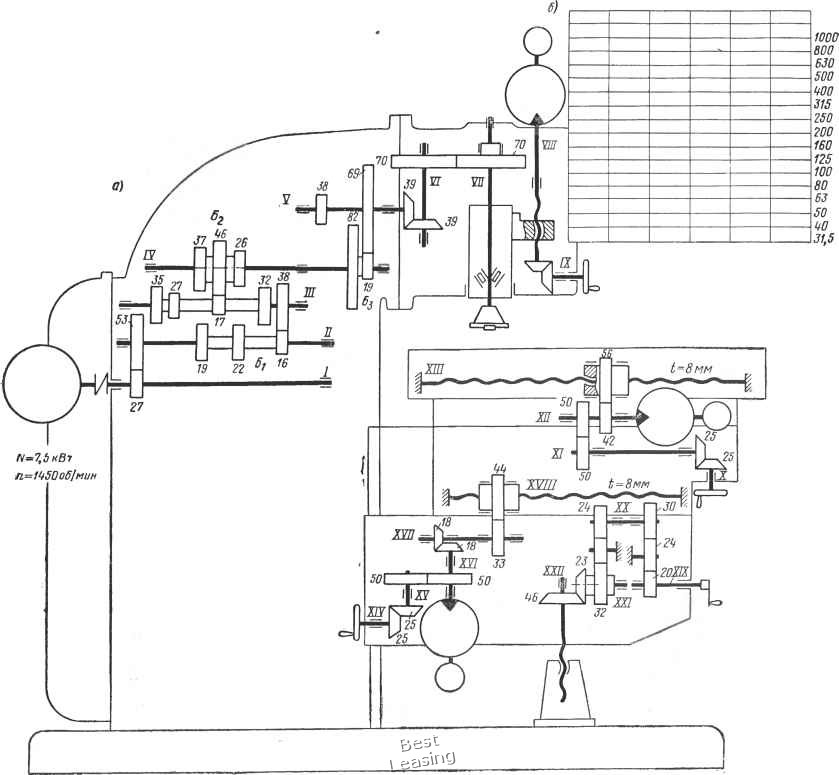 При этом салазки и рабочий стол перемещаются по направляющим на станине. Как правило, цена таких устройств выше, чем у аналогов консольного типа.
При этом салазки и рабочий стол перемещаются по направляющим на станине. Как правило, цена таких устройств выше, чем у аналогов консольного типа.
Функциональность
Современные вертикально-фрезерные станки позволяют выполнять различные виды фрезерования заготовок из цветных металлов, сплавов, стали или чугуна. Большинство моделей такого оборудования подходят для использования разных видов режущего инструмента, что дает возможность осуществлять не только фрезерование, но и резку поверхностей, сверление, зенкерование и растачивание отверстий.
Вертикальные фрезерные станки с ЧПУ по металлу отличаются вертикальным положением шпинделя, который перемещается вверх и вниз. Они позволяют выполнять комплекс операций по черновой, получистовой и чистовой обработке металлов, дерева и других материалов. С их помощью можно легко производить детали различной формы мелкими, средними и крупными сериями.
Вертикально-фрезерный станок с ЧПУ состоит из подвижного поперечного сечения, вертикально подвижной шпиндельной головки и неподвижной колонны.
Некоторые модели отличаются наличием консоли, позволяющей перемещать кроссовый стол сверху вниз. По направлению движения вала и консоли можно определить типы применяемых фрез и специализацию станка в целом. Дооснащение фрезерных и обрабатывающих центров поворотными столами с добавлением 1-2 управляемых осей производится с целью расширения технологических возможностей данного оборудования.
Вертикально-фрезерные станки с ЧПУ по металлу представляют большой интерес для средних и крупных производственных цехов, так как позволяют в кратчайшие сроки обрабатывать поверхности больших партий изделий с достаточно сложным профилем. Вертикально-фрезерный станок с УЦИ позволяет хонинговать, сверлить, зенковать горизонтальные и вертикальные поверхности деталей, среди которых:
- шестерни;
- формы разных размеров;
- ; спиральные формы;
- уголки и пазы различных размеров.
штампованные заготовки
Метчики и фрезы используются для нарезания резьбы. Наличие системы быстрой автоматической смены инструмента позволяет последовательно выполнять все виды переходов на вертикально-фрезерном центре. Необходимая оснастка находится в барабанном или цепном магазине, а также в башне.
Наличие системы быстрой автоматической смены инструмента позволяет последовательно выполнять все виды переходов на вертикально-фрезерном центре. Необходимая оснастка находится в барабанном или цепном магазине, а также в башне.
Вертикальный фрезерный станок с ЧПУ по металлу: преимущества
ЧПУ позволяет упростить и ускорить операции, связанные с обработкой сложных деталей. От оператора вертикально-фрезерного станка с УЦИ требуется только выбрать и настроить необходимую программу, задать координаты обработки, а основной процесс сделает станок. Требуется лишь незначительное вмешательство, чтобы настроить заготовку и контролировать ход процессов.
Вертикально-фрезерные станки с ЧПУ по металлу широко используются во многих машиностроительных производствах Москвы и России.
При отказах вследствие аварий управление может осуществляться в ручном режиме. Для изготовления неподвижных частей и столов станка используется чугун высшей степени жесткости и устойчивости к вибрации. При этом подача заготовки в зону резки осуществляется автоматически.
При этом подача заготовки в зону резки осуществляется автоматически.
Вертикально-фрезерные станки являются одним из наиболее распространенных типов промышленных станков. По своей конструкции механизмы делятся на два типа, консольные и неконсольные. Каждый вид отличается своими технологическими возможностями, выполненными с учетом определенной технологической направленности. Основной задачей, которая ставится перед этими механизмами, является выполнение слесарных работ широкого профиля. Учитывая конструктивные особенности этой техники, можно выполнять сложные работы с деталями в горизонтальной и вертикальной плоскостях, выполнять растачивание внутренних поверхностей, для изготовления фасонных поверхностей. Станки фрезерные с вертикальной консолью, предназначенные для обработки изделий и заготовок различными видами режущего инструмента. В качестве основного оборудования на станках используются фасонные, концевые и концевые фрезы. Технически вертикально-фрезерные устройства позволяют сверлить, размечать и зенковать заготовки.
Особенности станка
Некоторые модели, используемые в производстве, не имеют консоли как основного конструктивного элемента. Корпус для вертикальных станков оснащен массивным основанием, обладающим повышенной прочностью и устойчивостью. Основным узлам и агрегатам придается дополнительная жесткость, с помощью которой достигается высокая точность обработки при выполнении серийных работ. Головка одновременно является редуктором, свободно перемещается по вертикали в определенном диапазоне. Осевое перемещение головки осуществляется вместе с патроном и втулкой. Универсальность станков такой конструкции заключается в широких возможностях изменения положения головы, наличии дополнительного оборудования.
От мощности электродвигателя и функциональных возможностей зависит производительность производственного процесса, качество выполнения технического задания. Настольное оборудование, полупрофессиональные промышленные механизмы, ряд других моделей рассчитаны на разные условия эксплуатации. В каждом случае устройство готово продемонстрировать свои преимущества, имеет необходимый ресурс и технические параметры.
В каждом случае устройство готово продемонстрировать свои преимущества, имеет необходимый ресурс и технические параметры.
Представленные образцы предназначены для заводского применения, используются для работы в ремонтных мастерских. Каждое изделие соответствует требуемым нормам безопасности и имеет достаточно высокие параметры точности. Технические характеристики представленных машин соответствуют высоким технологическим стандартам. Каждая модель имеет необходимый класс электрозащиты.
Станок вертикально-фрезерный предназначен для изготовления сложных деталей различной конфигурации. Шпиндель с режущим инструментом таких фрезерных станков располагается в вертикальной плоскости, а в процессе фрезерных работ при необходимости вращается вокруг своей оси, производя фрезерование под разными углами относительно заготовки.
Таким образом, вертикально-фрезерные станки характеризуются достаточно высокой универсальностью, так как заготовки из карбидных металлов, а также многих других материалов хорошо поддаются фрезерованию на таких станках.
Вертикально-фрезерный станок с ЧПУ способен выполнять фрезерные работы одновременно в продольном и поперечном направлениях за счет движения салазок и стола, а также в вертикальном направлении за счет движения режущих инструментов.
Для фрезерования высокоточных штучных изделий, а также для мелкосерийного производства оптимально подходят фрезерные станки с ЧПУ.
Вертикально-фрезерный станок с ЧПУ
Вертикально-фрезерный станок с ЧПУ имеет ряд преимуществ для малых и средних производств:
- Жесткая тяжелая конструкция фрезерных станков позволяет производить точную обработку заготовок;
- вертикальный фрезерный станок с ЧПУ — скоростной, надежный, точный, мощный агрегат;
- качественная компьютерная программа с ЧПУ обеспечивает станок с автоматическим управлением;
- отличаются высокой производительностью.
Станки вертикально-фрезерные
Станки вертикально-фрезерные консольные
С помощью станков вертикально-консольных фрезерных можно эффективно обрабатывать пазы, углы, рамы, а также наклонные и горизонтальные поверхности. Консольно-фрезерные станки отличаются наличием консольного элемента, перемещающегося в вертикальном направлении и несущего на себе рабочий стол. Особенностью консольно-фрезерного станка является то, что, в основном, на таком фрезерном станке интенсивно перемещаются консольные плиты со столами с жестко закрепленными на них заготовками.
Консольно-фрезерные станки отличаются наличием консольного элемента, перемещающегося в вертикальном направлении и несущего на себе рабочий стол. Особенностью консольно-фрезерного станка является то, что, в основном, на таком фрезерном станке интенсивно перемещаются консольные плиты со столами с жестко закрепленными на них заготовками.
Шпиндель с режущим инструментом на таком станке находится в относительно статичном состоянии. Фрезерные станки с ЧПУ консольного типа предназначены для серийного производства деталей криволинейной формы и сложной конфигурации на малых и средних производствах.
Мощность привода и структурная жесткость вертикально-фрезерного станка гарантируют, что его вертикальный фрезерный инструмент способен эффективно обрабатывать карбидные металлы. Вертикально работающий шпиндель может поворачиваться относительно рабочей плоскости консольно-неподвижного стола на любой угол. Это делает консольные станки достаточно универсальными агрегатами, способными решать сложные задачи точной обработки заготовок из различных материалов.
Станки вертикально-фрезерные бесконсольные
На вертикально-фрезерных станках без консоли поперечный стол устанавливается на неподвижную станину. Особенностью таких станков является перемещение стола исключительно в продольном и поперечном направлениях. Преимуществом вертикально-бесконсольных фрезерных станков является фрезерование на таких станках крупногабаритных и тяжелых заготовок.
Работа на таких фрезерных станках осуществляется с вертикальным шпинделем очень плавно за счет автоматического переключения бесступенчатых передач. Станки с ЧПУ без пульта производят вертикальную обработку деталей качественно, быстро и бесшумно.
Консольно-фрезерный станок, как и вертикально-фрезерный, невозможно представить без делительных головок. Вертикальное положение шпинделя подразумевает периодические повороты заготовки, которые обрабатываются на фрезерном станке с ручным управлением или на станках с ЧПУ. Такие делительные головки обеспечивают вращение во время работы фрезы.
Фрезерные станки с ЧПУ
Ручной фрезерный станок существенно отличается от станка с ЧПУ. Фрезерные станки с ЧПУ отличаются высоким уровнем автоматизированного управления производственным процессом. Использование такого станка с ЧПУ значительно ускоряет обработку заготовок, повышает эффективность работы и снижает негативное влияние человеческого фактора. Станок с ЧПУ способен изготавливать сложные детали любой криволинейной конфигурации, перемещающиеся по трем осям.
Станок фрезерный различного назначения и исполнения легко подобрать с помощью сети Интернет в электронном каталоге компании ООО «Лазеркат». Наши специалисты всегда готовы дать исчерпывающую информацию по любому станку.
Кроме того, менеджеры компании помогут подобрать наиболее подходящий для конкретных производственных задач фрезерный станок по оптимальной цене. Фирма «Лазеркат» предлагает сертифицированные качественные станки с гарантией, сервисом и возможной доставкой.
Процесс фрезерования позволяет получать детали различных форм и размеров. Наиболее распространенным вариантом фрезерного станка по металлу можно назвать вариант, когда шпиндель расположен вертикально. Такое оборудование стали называть вертикально-фрезерными станками.
Наиболее распространенным вариантом фрезерного станка по металлу можно назвать вариант, когда шпиндель расположен вертикально. Такое оборудование стали называть вертикально-фрезерными станками.
Станки вертикально-фрезерные консольные изготовлены на базе станков горизонтально-фрезерных с незначительным изменением редуктора и станины.
Этап развития станков до появления ЧПУ
Все машины можно разделить на две группы:
- Группа, в которой установка режимов работы, подача и другие действия осуществляются человеком.
- Группа металлообрабатывающих станков, работа которых полностью или частично автоматизирована с помощью блока числового программного управления.
Фрезерный станок с вертикальным шпинделем без ЧПУ используется уже несколько десятков лет. Наиболее популярными стали следующие модели: 6Т12, 6М12П, 6Р12, 6Р12Б. Эти представители группы фрезерных станков были очень распространены в бывшем СССР. Только после того, как расчетами и на практике было доказано превосходство ЧПУ с экономической точки зрения и других характеристик, эти металлообрабатывающие станки стали заменяться новыми. Тем не менее, 6П12 можно встретить практически на всех крупных машиностроительных заводах.
Только после того, как расчетами и на практике было доказано превосходство ЧПУ с экономической точки зрения и других характеристик, эти металлообрабатывающие станки стали заменяться новыми. Тем не менее, 6П12 можно встретить практически на всех крупных машиностроительных заводах.
Если провести краткое описание характеристик данного оборудования, то можно выделить следующие особенности:
- Осуществляем обработку практически всех металлов и сплавов, в том числе и чугуна. для этого показателя ограничением является устойчивость используемого режущего инструмента к стиранию, разрушению при обработке с заданными режимами работы определенного вида материала.
- аналогичное исполнение: наличие фрезерной головки, стола, суппорта, шпинделя, станины.
- надежность и неприхотливость – качества, определившие популярность вышеперечисленных машин. на момент производства эти машины экспортировались во многие страны мира.
- с помощью них можно выполнять фрезерование, сверление, растачивание.
 Кроме того, отметим появление механизма поворота головы на угол 45° относительно стола. Эта особенность позволяла создавать элементы, расположенные относительно плоскости основания под определенным углом.
Кроме того, отметим появление механизма поворота головы на угол 45° относительно стола. Эта особенность позволяла создавать элементы, расположенные относительно плоскости основания под определенным углом.
Кинематическая схема консольно-фрезерного станка 6Н12
Отличительной чертой оборудования можно назвать возможность использования определенных показателей характеристик обработки: скорости подачи, скорости вращения инструмента и т. д. Кроме того, все модели отличаются размерами стола. Этот показатель определяет возможность обработки заготовок определенных размеров и веса.
В расшифровке первая цифра означает группу фрезерных станков, следующая буква означает модернизацию основной модели, вторая цифра — подгруппа вертикально-фрезерных станков, последняя цифра — размер стола. Остальные характеристики можно посмотреть в спецификации.
Консольные и бесконсольные модели
Основным отличием всех вертикально-фрезерных станков по металлу является наличие или отсутствие консоли. Почти все современные версии с ЧПУ относятся к консольному типу. Однако раньше бесконсольные станки были довольно популярны по следующим причинам:
Почти все современные версии с ЧПУ относятся к консольному типу. Однако раньше бесконсольные станки были довольно популярны по следующим причинам:
- Отсутствие консоли означало, что основанием для стола становился пол завода или бетонная плита.
- Использование в качестве основания для саней пола или бетонной плиты привело к значительному увеличению жесткости конструкции, к ее удешевлению.
- Повышенная жесткость конструкции позволила обрабатывать крупные и тяжелые детали.
Станок фрезерный консольного типа
Однако из-за того, что в созданных программах обработки невозможно учесть основание стола, точность обработки была значительно ниже, чем у моделей с консолями. Именно поэтому числовое управление крайне редко устанавливается на этот тип станков.
Вертикально-фрезерные станки в эпоху информационных технологий
Принцип работы рассматриваемых металлофрезерных станков обуславливал малую подвижность шпиндельной бабки (это проводилось только в целях наладки).![]() Фрезерование плоских поверхностей осуществляется изменением положения стола с жестко закрепленной заготовкой относительно исходной координаты. Именно эта особенность определяет низкую точность обработки.
Фрезерование плоских поверхностей осуществляется изменением положения стола с жестко закрепленной заготовкой относительно исходной координаты. Именно эта особенность определяет низкую точность обработки.
Все процессы, от задания условий резания до контроля положения стола, контролируются фрезерным станком. Человеческий фактор определяет высокий процент брака по современным меркам, а также ухудшение производительности.
Коснувшись показателя производительности, отметим, что при проектировании станков несколько десятков лет назад не учитывалась возможность использования режущего инструмента из сверхтвердого материала, а также многие модели не имеют СОЖ (смазочно-охлаждающей жидкость) система подачи. Поэтому при использовании таких машин также невозможно повысить производительность.
Станки вертикально-фрезерные 6Т12, 6М12П, 6Р12, 6Р12Б выпускались на заводах СССР. В течение многих лет эти заводы прекратили свое существование, а другие представители станкостроения не выпускают рассматриваемые модели из-за экономической невыгодности.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ, до сих пор выпускаются вертикально-фрезерные станки с механическим управлением, например, JET JVM-836 TS. При их проектировании и производстве используется современное оборудование, что позволило добиться высокой точности позирования всех элементов конструкции, ее жесткости, а это благоприятно повлияло на показатель возможной точности, достигаемый при фрезеровании. Кроме того, почти все элементы конструкции стали работать от электроприводов. Исключением можно назвать приводы подачи стола и шпинделя, которые задают механический тип (однако они дублируются электроприводом для возможности задания постоянной скорости подачи).
Варианты с ЧПУ заслуживают особого внимания, например, станок Haas TM-2. Применение современных технологий позволило сделать практически весь процесс автоматизированным (после входа в программу и закрепления заготовки вмешательство оператора до ее извлечения не требуется). В описание таких фрезерных комплексов входят следующие характеристики:
В описание таких фрезерных комплексов входят следующие характеристики:
- Работа на высоких скоростях вращения шпинделя, использование больших подач, перемещение шпинделя в двух плоскостях, высокая скорость позиционирования в совокупности с автоматизацией процесса позволяют получать высокоточные детали в минимальное время.
- Сложная система подачи СОЖ и удаления стружки из зоны резания.
- Максимальная защита для окружающих.
- Возможность фрезерования по сложным траекториям.
Если рассматривать вопрос о преимуществах и недостатках, характеристиках современных фрезерных станков по металлу с вертикальным шпинделем, то стоит указать определенные модели, так как у них много отличий и описание имеет разное содержание. Единственными их общими недостатками, присущими практически всем версиям, можно считать высокую стоимость и малый гарантийный срок службы, а в случае возникновения проблем найти специалиста крайне сложно (да и стоимость ремонта тоже может быть высокой ).
В заключение отметим, что данный металлофрезерный станок на данный момент, несмотря на свою сложную конструкцию, относится к группе вертикально-фрезерных, так как шпиндель расположен в вертикальной плоскости. Стоимость данной модели составляет около 50 000 долларов, она способна создавать готовые детали с одной перебазировкой, то есть заготовку необходимо один раз переставить, чтобы можно было обработать поверхность, которая была базовой на предыдущем шаге фрезеровки.
Вам также могут быть интересны следующие статьи:
Вертикально-сверлильные станки: классификация и характеристики
Фрезерные станки по металлу Горизонтально-фрезерные станки по металлу
ĮKELTI SKELBIMĄ
ПРИЗИДЖУНГТИ
Pasirink mestą
 org/ListItem»>
org/ListItem»>Скелбимай
Jūsų paieška «modelis?list_type=big&per_page=200&page=1» аккуратный jokių skelbimų.
Prašome pakeisti paieškos žodį ir bandyti dar kartą!
Раста 0 штук |
Rodyti 200 скальбиму
Parduodamas vieno kambario butas Ragainės g.
ПАРДУОДАМАС БУТАС
Тейраутис телефон +37067845868 Анджела
Parduodamas įrengtas naujos statybos vieno kambario butas, Ragainės gatvėje, moderniame kvartale «Saulės butai». 4/4 аукштас.
Студио…
89990,00 €
Клайпеда
Įkelta: шиандиен
Пардуодамас намас Радаилиуосе
ПАРДУОДАМАС НАМАС
Тейраутис телефон +37067845868 Анджела
Parduodamas vieno aukšto, A+ klasės namas Klaipėdos r. , Radailiuose.
, Radailiuose.
Статибос метаи 2020 м.
Намас придуотас 100%.
Склыпо участков 16 а…
192000,00 €
Клайпеда
Įkelta: шиандиен
Kėdainiuose Vilniaus g. mūrinis namas
Parduodamas Kėdainiuose Vilniaus g. муринис намас
Намо участок 94кв. Бендрас 195кв.м.
Имя года 3 камб. ир виртуве;
1 аукште намас, 2 аукште тик палепе;
Namas apšildytas iš vidaus ir išorės;
Шильдым…
95000,00 €
Кедайняй
Įkelta: шиандиен
Parduodamas 3-jų kambarių butas Priekulėje, Turgaus g.
ПАРДУОДАМАС БУТАС
Телефон Тейраутис +37069199506
Parduodamas 3-jų kambarių butas (sujungti 2 butai) местный центр, Приекуле.
Butas yra 2 aukštų mūrinio namo 1 aukšte. Bendras plotas 2-jų но…
85000,00 €
Клайпеда
Įkelta: шиандиен
iPhone 12 pro max
Parduodu Apple iPhone 12 Pro Max — 256GB Galimas pristymas.
Mano telefone nėra jokių optinių ar techninių Problemų. Baterijos talpa yra 100%.
Kaina sutartinė, bet tik įprasto standa…
550,00 €
Кайна Галутине
Вильняус р.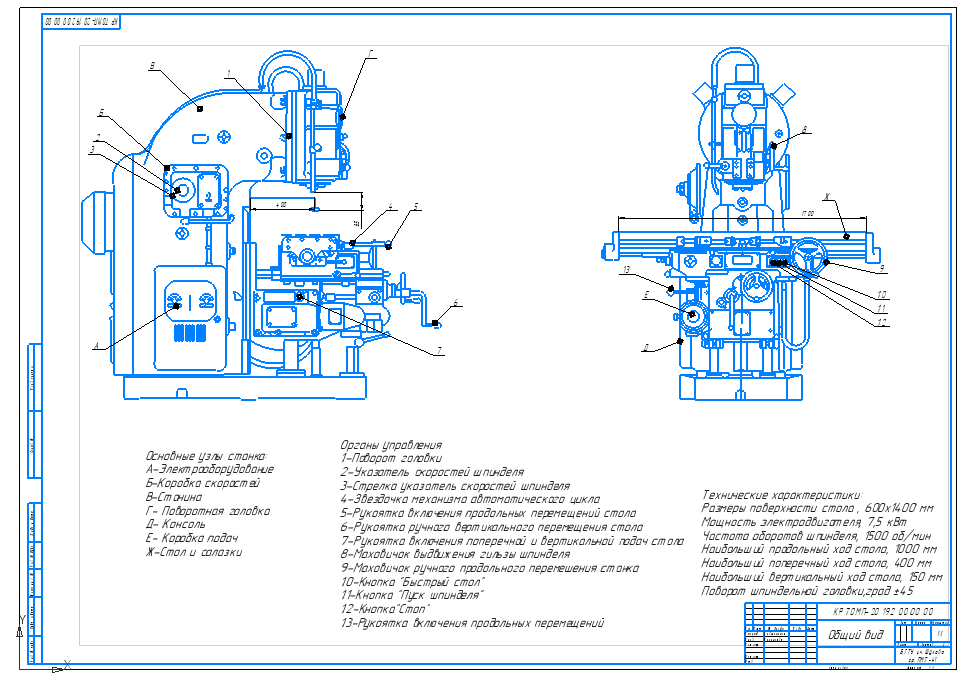
Įkelta: шиандиен
iPhone 12 pro max
Parduodu Apple iPhone 12 Pro Max — 256GB Galimas pristymas.
Mano telefone nėra jokių optinių ar techninių Problemų. Baterijos talpa yra 100%.
Kaina sutartinė, bet tik įprasto standa…
550,00 €
Кайна Галутине
Вильнюс
Įkelta: шиандиен
iPhone 12 pro max
Parduodu Apple iPhone 12 Pro Max — 256GB Galimas pristymas.
Mano telefone nėra jokių optinių ar techninių Problemų. Baterijos talpa yra 100%.
Kaina sutartinė, bet tik įprasto standa. ..
..
550,00 €
Кайна Галутине
Алитус
Įkelta: шиандиен
Vairuotojo pažymėjimas internetu
jums reikia vairuotojo pažymėjimo, bet esate per daug užsiėmę, kad galėtumėte lankyti pamokas? Galime pristatyti jūsų licenciją ir suplanuoti egzaminus pagal jūsų galimybes. atsiųskite mums žinutę p…
700,00 €
Кайна Галутине
Вильнюс
Įkelta: шиандиен
Vairuotojo pažymėjimas internetu
jums reikia vairuotojo pažymėjimo, bet esate per daug užsiėmę, kad galėtumėte lankyti pamokas? Galime pristatyti jūsų licenciją ir suplanuoti egzaminus pagal jūsų galimybes.
