Как работать газорезкой: Как пользоваться газовым резаком — Avantcom Статьи
Содержание
Как резать металл пропаном правильно? (видео)
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.

- Малый вес и удобство в использовании газового резака – еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым – марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Вернуться к оглавлению
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после – вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними – от 1 до 5.
Вернуться к оглавлению
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) – к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность.
 Обнаружив утечку, подтяните гайки или смените уплотнители.
Обнаружив утечку, подтяните гайки или смените уплотнители. - Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Вернуться к оглавлению
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом – 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом – 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Вернуться к оглавлению
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Вернуться к оглавлению
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Вернуться к оглавлению
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Электрогазосварщик 3 разряда имеет право пользоваться газорезкой., Москва | вопрос №18475604 от 18.09.2022
Профессия Электрогазосварщик (3-й разряд) в Едином Тарифно Квалификационном Справочнике
§ 46. Электрогазосварщик 3-й разряд
Характеристика работ.
Ручная дуговая, плазменная, газовая сварка, автоматическая и полуавтоматическая сварка простых деталей, узлов и конструкций из конструкционных сталей, цветных металлов и сплавов и средней сложности деталей, узлов, конструкций и трубопроводов из углеродистых сталей во всех положениях шва, кроме потолочного. Кислородная плазменная прямолинейная и криволинейная резка в различных положениях металлов, простых и средней сложности деталей из углеродистых и легированных сталей, цветных металлов и сплавов по разметке вручную на переносных, стационарных и плазморезательных машинах во всех положениях сварного шва. Ручная кислородная резка и резка бензорезательными и керосинорезательными аппаратами на заданные размеры с выделением отходов цветных металлов и с сохранением или вырезом узлов и частей машины. Ручное дуговое воздушное строгание простых и средней сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях. Наплавка раковин и трещин в деталях, узлах и отливках средней сложности. Предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима. Чтение чертежей различной сложности деталей, узлов и конструкций.
Ручная кислородная резка и резка бензорезательными и керосинорезательными аппаратами на заданные размеры с выделением отходов цветных металлов и с сохранением или вырезом узлов и частей машины. Ручное дуговое воздушное строгание простых и средней сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях. Наплавка раковин и трещин в деталях, узлах и отливках средней сложности. Предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима. Чтение чертежей различной сложности деталей, узлов и конструкций.
Что должен знать:
устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов и плазмотрона
требования, предъявляемые к сварочному шву и поверхностям после воздушного строгания
способы подбора марок электродов в зависимости от марок сталей
свойства и значение обмазок электродов
строение сварного шва
способы их испытания и виды контроля
правила подготовки деталей и узлов под сварку и заварку
правила подбора режима нагрева металла в зависимости от марки металла и его толщины
причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения
основные технологические приемы сварки и наплавки деталей из различных сталей, чугуна, цветных металлов и сплавов
режим резки и расхода газов при кислородной и газоэлектрической резке.
Примеры работ
Арматура из оловянных бронз и кремнистой латуни под пробное давление до 1,6 МПа (15,5 атм.) — наплавление дефектов.
Барабаны битерные и режущие, передние и задние оси тракторного прицепа, дышла и рамы комбайна и хедера, шнеки жатки, граблина и мотовила — сварка.
Боковины, переходные площадки, подножки, каркасы и обшивки железнодорожных вагонов — сварка.
Балансиры рессорного подвешивания подвижного состава — вырезка по разметке вручную.
Буи и бочки рейдовые, артщиты и понтоны — сварка.
Валы коленчатые двигателей и валы кулачковые автомобилей — заварка спецсталями дефектных полуобработанных поковок.
Валы электрических машин — наплавление шеек.
Глушители — сварка.
Двигатели внутреннего сгорания (топливная и воздушная системы) — сварка.
Детали автомобиля (горловина маслонагревателя, картер коробки, крышка картера) — наплавление дефектов.
Детали из листовой стали толщиной до 60 мм — вырезка вручную по разметке.
Детали каркаса кузова грузовых вагонов — сварка.
Детали кулисного механизма — наплавление отверстий.
Диски тормозные бронзовые — наплавление раковин.
Заготовки для ручной или автоматической электродуговой сварки — резка без скоса.
Каркасы для щитов и пультов управления — сварка.
Катки опорные — сварка.
Кожухи в сборе, котлы обогрева — сварка.
Кожухи эластичных муфт — сварка.
Колодки тормоза грузовых автомобилей, кожухи, полуоси заднего моста — подварка.
Конструкции, узлы, детали под артустановки — сварка.
Корпуса электрической взрывоопасной аппаратуры — сварка.
Краны грузоподъемные — наплавление скатов.
Кузова автосамосвалов — сварка.
Мосты задние автомобилей — наплавка раковин в отливках.
Облицовка радиатора автомобиля — заварка трещин.
Поплавки регулятора уровня (арматура) — сварка.
Проекторы — приварка к корпусу корабля.
Прибыли, литники у отливок сложной конфигурации толщиной свыше 300 мм — резка.
Рамки дышел паровоза — наплавка.
Рамки профильные окна кабины водителя — сварка.
Рамы пантографов — сварка.
Рамы тепловоза — приварка кондукторов, листов настила, деталей.
Резервуары для негорючих жидкостей и тормозных систем подвижного состава — сварка.
Резцы фасонные и штампы простые — сварка.
Сальники валов переборочные — наплавление корпуса и нажимной втулки.
Станины станков малых размеров — сварка.
Стойки, бункерные решетки, переходные площадки, лестницы, перила ограждений, настилы, обшивка котлов — сварка.
Ступицы заднего колеса, задний мост и другие детали автомобиля — пайка ковкого чугуна.
Стыки и пазы секций, перегородок палуб, выгородок — автоматическая сварка на стеллаже.
Трубы вентиляционные — сварка.
Трубы газовыхлопные медные — сварка.
Трубы дымовые высотой до 30 м и вентиляционные из листовой углеродистой стали — сварка.
Трубы связные дымогарные в котлах и трубы пароперегревателей — сварка.
Трубы общего назначения — резка скоса кромок.
Трубы тормозной магистрали — сварка.
Трубопроводы безнапорные для воды (кроме магистральных) — сварка.
Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации — сварка в цеховых условиях.
Цистерны автомобильные — автоматическая сварка.
Шары газификаторов латунные (открытые) — наплавление.
Шестерни — наплавление зубьев.
Правильно работать со справочником помогут материалы КонсультантПлюс:
Всегда актуальная версия ЕТКС.
Образцы должностных инструкций для всех должностей.
Как использовать справочник при приеме на работу.
Вам помог ответ?ДаНет
Как правильно резать металл газорезкой
Резка металла
Для начала резки металла следует опустить вниз плавным медленным движением ручку клапана резки. В результате к месту горения начнет поступать кислород, который должен поджечь предварительно нагретый металл. Если материал достаточно разогрет, реакция начнется мгновенно, после чего можно еще более увеличить давление до того момента, пока металл не будет прорезан полностью.
После этого следует постепенно передвигать резак по намеченному направлению разреза. Скорость режущего движения необходимо выбирать так, чтобы образующийся шлак, искры и капли раскаленного металла сдувались вниз или стекали в сторону от пламени горелки.
После выполнения разреза следует тщательно осмотреть место работы на наличие больших кусочков расплавленного металла. Наступать на них не следует ни в коем случае, так как это может привести к прожиганию даже толстой подошвы. Отрезанный лист или кусок металла охлаждается водой или естественным образом.
Пошаговая инструкция по работе с газовым резаком
Проверка плотности соединений горелки (резака): 1 — проверить плотности соединений канала ацетилена, 2 — закрыть вентиль клапана, 3 — проверить плотность соединений при помощи кисти и мыльного раствора, 4 — открыть вентиль кислорода, 5 — установить рабочее давление на редукторе ацетиленового баллона.
Перед тем как вы зажжете резак, обязательно наденьте защитные кожаные перчатки и специальные очки. Снова проверьте свою рабочую зону на присутствие разного рода огнеопасных материалов, если их нет, можете приступать к работе.
Снова проверьте свою рабочую зону на присутствие разного рода огнеопасных материалов, если их нет, можете приступать к работе.
Подожгите пламя инструмента. Снова откройте клапан подачи ацетилена, выпустив кислород из камеры. Будет достаточно нескольких секунд. После этого закрутите вентиль, вы поймете, что закручивать достаточно, когда начнете слышать звук, свидетельствующий, что газ практически не выходит. Возьмите зажигалку для поджига резака и расположите ее перед ним так, чтобы мундштук инструмента соприкасался с внутренней частью зажигалки (или был ориентирован в направлении источника зажигания, если вы решили все-таки использовать специальную электрозажигалку для резака). После этого нужно надавить на рычаг. Возле мундштука в результате покажется еле заметное желтоватое пламя.
Подкрутите ацетиленовый вентиль так, чтобы пламя стало длиной порядка 25 см. Огонь должен начинаться возле мундштука инструмента. Если подается чересчур большое количество ацетилена, огонь начнет прыгать и в целом вести себя нестабильно.

Осторожно откройте фронтальный клапан подачи кислорода. Цвет пламени станет голубым, так как будет подаваться довольно много кислорода.
Повышайте подачу до тех пор, пока внутреннее пламя, имеющее голубую окраску, не сожмется в направлении мундштука.
Проверка технического состояния редуктора газового: 1 — манометры, 2 — корпус, 3 — убедитесь в отсутствии механических повреждений на корпусе и манометрах, 4 — проверьте работу регулировочного винта, 5 — проверьте дату проверки манометров.
После этого откройте клапан подачи кислорода еще сильнее, увеличивая длину внутреннего пламени, пока она не станет немного больше толщины заготовки, которую вы планируете резать. К примеру, для холоднокатаной листовой стали шириной 9,5 мм будет достаточно пламени в 1,3 мм. Отталкивайтесь от этих значений. Если во время работы вы слышите сопение или пламя голубого цвета кажется неуравновешенным и прерывистым, то вы подаете очень большое количество кислорода. Уменьшите его подачу, пока огонь не станет размеренным. Важно, чтобы внутреннее пламя приняло конусообразную форму.
Уменьшите его подачу, пока огонь не станет размеренным. Важно, чтобы внутреннее пламя приняло конусообразную форму.
Поднесите конец внутреннего пламени к материалу, который подлежит резке. Необходимо подогреть сталь этим пламенем. Грейте до тех пор, пока на месте прогрева не образуется лужица из расплавленного металла. Обычно для листа шириной 6,35 мм на это требуется порядка 45 секунд, но для более толстого может потребоваться большее количество времени. Кончик пламени нужно неподвижно подержать на расстоянии порядка 10 мм от поверхности обрабатываемого металла, чтобы все тепло было сосредоточено на одном месте.
Далее нужно медленно опустить ручку клапана резки вниз, чтобы освободить поток кислорода, поджигающий расплавленный материал. Если практически мгновенно начинается реакция, это свидетельствует о том, что материал загорелся. После этого сможете равномерно увеличивать давление до тех пор, пока пламя прорежет материал насквозь. Если особо бурной реакции нет, то сталь разогрета до недостаточного для возгорания состояния, потому необходимо пустить больший объем кислорода и подождать, пока пламя разогреет металл.
Когда струя огня начнет резать материал, постепенно передвигайте мундштук инструмента по полосе отреза. Вы начнете замечать, что практически все искры и шлак сдуваются или на дно, или к задней стороне отреза. В случае если поток этого перегретого материала замедляется или выворачивается назад, необходимо снизить скорость или приостановить резак и дать материалу прогреться еще сильнее. Лучше резать максимально медленно и осторожно, чем быстро и неаккуратно.
Продолжайте резать, пока не получите нужный результат. Удостоверьтесь, что шлак и капли расплавленной стали не попали на пол возле вас. Наступать на них нельзя. Если вы наступите на достаточно большой кусок разогретого металла или шлака, прогорят даже прочные подошвы обуви.
Охладите изделие при помощи большого объема воды или дайте ему остыть самому, если вы не спешите. Удачной работы!
Как пользоваться газорезкой
Особенности резки
Резак надо вести плавно вдоль косильной лески разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Подготовка материала к резке
Положите сталь, которую вы собираетесь разрезать, на устойчивую опору, выставленную на комфортной рабочей высоте. Хорошо подойдет металлический стол. Никогда не работайте на легковоспламеняющихся поверхностях или поверхностях, на которых были разлиты или положены какие-либо легковоспламеняющиеся материалы. Кроме того, остерегайтесь предметов, которые имеют оксиднометаллические покрытия, к примеру, свинцовых красок и оцинкованных материалов. Их пары очень вредны для организма.
Как правильно выставить пламя на резаке. GCE X511
Разметьте места разрезов при помощи карандаша из мыльного камня. При этом нужно оставить некоторое место для шлифовки. Но если высокая точность не нужна, можете этого не делать. Если же вы не смогли найти карандаш из мыльного камня, вместо него можно воспользоваться перманентным маркером, но его отметки будут моментально исчезать под пламенем резака. Поэтому постарайтесь все-таки достать мыльный карандаш. Хватает его надолго, в работе он очень удобен.
Если же вы не смогли найти карандаш из мыльного камня, вместо него можно воспользоваться перманентным маркером, но его отметки будут моментально исчезать под пламенем резака. Поэтому постарайтесь все-таки достать мыльный карандаш. Хватает его надолго, в работе он очень удобен.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Сбор и регулировка оборудования
Сборка приобретенного оборудования выполняется в следующей последовательности:
- штуцер предварительно проверяется на дефекты. При их наличии поверхность обрабатывается обычным напильником. В противном случае редуктор, установленный на штуцер с дефектом, может «травить», то есть понемногу пропускать газ;
- затем производится установка редукторов: синего — на кислородный баллон, красного — на пропановый. При этом следует убедиться в исправном состоянии прокладок из резины, а также отсутствии на вентилях следов жира или масла;
- шланги в соответствии с направлением резьбы (левосторонней или правосторонней) устанавливаются на редукторы и резак при помощи хомутов, находящихся в комплекте поставки оборудования. Перед их монтажом следует убедиться в отсутствии повреждений на их поверхности;
- клапаны обратного удара монтируются на соответствующие штуцеры резака.
Схема сборки газового резака
После сборки оборудования его необходимо настроить, проверив при этом исправность. Порядок действий при этом следующий:
Порядок действий при этом следующий:
- подача ацетилена проверяется открытием соответствующего вентиля на 1 поворот кисти руки. При этом давление не должно превысить уровень в 1 атмосферу. Оптимальное давление, которые рекомендуется устанавливать при помощи регулирующего клапана — 0,34-0,54 атмосферы;
- после этого следует продуть шланг открытием клапана на резаке до звука выходящего под давлением газа;
- аналогичным образом осуществляется настройка давления кислорода. Для него рекомендуемый уровень составляет 1,7-2,7 атмосфер;
- после этого производится продувка шланга последовательным открытием заднего, а затем переднего из двух вентилей, регулирующих количество подаваемого кислорода.
Все необходимые инструкции по сборке и настраиванию оборудования содержаться в комплекте поставки. Их требуется внимательно изучить и соблюдать при работе с резаком, которой достаточно просто научиться.
Подготовка к работе газовым резаком
При пользовании этим приспособлением нужно обязательно знать принцип его действия.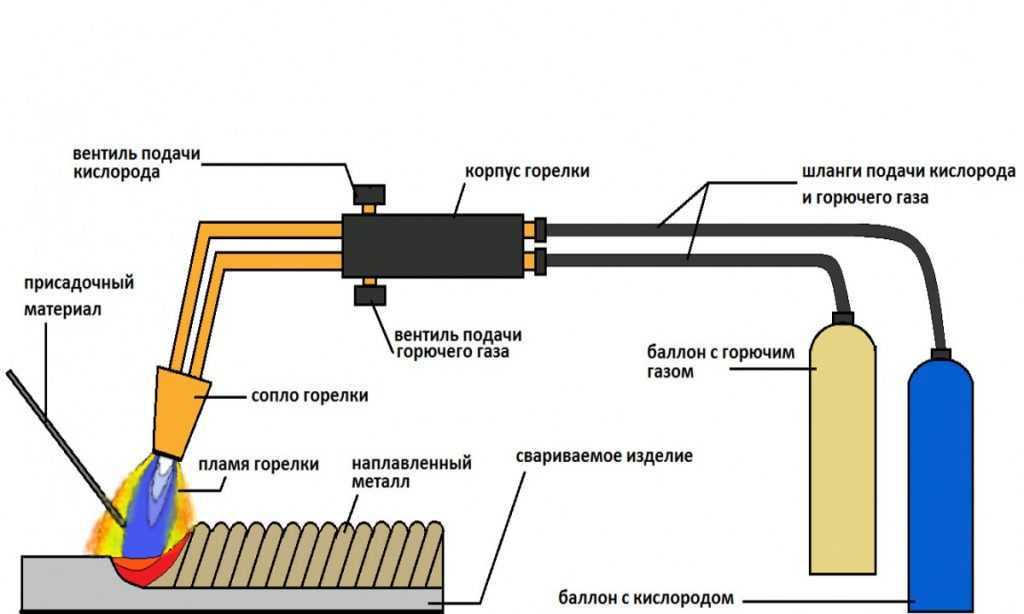 Изначальное возгорание ацетилена сильно нагревает сталь, вплоть до расплавленного состояния. Под воздействием струи кислорода, которая подается под давлением, газовый резак поджигает материал, в результате чего и образуется нужный разрез. Помните о том, что сталь и углеродистая сталь являются единственными материалами, которые разрешается обрабатывать газовым резаком. Алюминий, нержавейка и прочие металлы и их сплавы обрабатывать газовым резаком запрещается.
Изначальное возгорание ацетилена сильно нагревает сталь, вплоть до расплавленного состояния. Под воздействием струи кислорода, которая подается под давлением, газовый резак поджигает материал, в результате чего и образуется нужный разрез. Помните о том, что сталь и углеродистая сталь являются единственными материалами, которые разрешается обрабатывать газовым резаком. Алюминий, нержавейка и прочие металлы и их сплавы обрабатывать газовым резаком запрещается.
Подберите инструменты, которые вам понадобятся в процессе работы. Не считая непосредственно газового резака в полной комплектации, вам нужно подготовить:
- Огнетушитель. Безопасность превыше всего.
- Инструменты для выполнения разметки и проведения измерений. С их помощью вы составите правильную разметку для отреза. Потребуется карандаш. Обычный не подойдет, нужен из мыльного камня. Также подготовьте угольник и простую измерительную линейку.
- Средства защиты, включая очки и толстые перчатки из кожи.
- Спецодежда.
 Рекомендуется огнестойкая одежда, но если у вас таковая отсутствует, используйте прилегающую к телу хлопчатобумажную. Нейлон и большая часть обычных синтетических тканей очень быстро сгорают.
Рекомендуется огнестойкая одежда, но если у вас таковая отсутствует, используйте прилегающую к телу хлопчатобумажную. Нейлон и большая часть обычных синтетических тканей очень быстро сгорают. - Что касается обуви, то лучше взять прочные ботинки с подошвой из кожи, так как обувь на резине довольно быстро прогорит при контакте с разогретым до высокой температуры шлаком.
- Зажигалка, специально созданная для резака. Применять спички или зажигалки для бытовых газовых плит или сигарет крайне небезопасно. Использование специально разработанных зажигалок позволяет существенно снизить риск получения травмы.
- Обеспечьте для себя максимально безопасные рабочие условия. Лучше всего резать металл на голом грунте или на плите из бетона, потому что искры в процессе работы летят на многие метры в стороны. Важно, чтобы рядом не было никаких легковоспламеняющихся предметов.
Как
резать металл автогеном?
- Дата: 05-08-2015
- Просмотров: 1151
- Рейтинг: 13
Метод резки металла автогеном — это незаменимый способ для демонтажа металлоконструкций любой сложности.
С помощью автогенного аппарата можно не только разрезать металл на части, но и заниматься художественной резкой.
Как правильно
резать металл кислородно-пропановым резаком?
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Автоген. как разрезать
металл газом?
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности.
Работа резака, обучение резки металла
В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки.
В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину.
По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз.
Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом.
 Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов. - Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.

Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Подготовка к работе
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) – к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили.
 Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака. - Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Выставляем на кислородном редукторе 5 атмосфер, на газовом – 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом – 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы.
При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше.
Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше.
Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез.
Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10).
Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной косильной лески.
Не спеша ведем кислородной струей вдоль заданной косильной лески.
В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°.
Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Как разжигать плазменную дугу?
Прежде чем приступать к резке, нужно сделать продувку резака газом. Для этого нажмите и отпустите кнопку поджига на резаке, плазмотрон перейдет в режим продувки. Выждите не меньше 30 секунд, прежде чем зажигать дугу, за это время из резака должен удалиться конденсат и инородные частицы. После этого можно нажимать на кнопку розжига – появится дежурная или, как ее называют, пилотная дуга. Как правило, пилотная дуга горит не более 2 секунд. Поэтому за это время должна зажечься рабочая дуга. У разных моделей плазморезов это происходит по-разному, в зависимости от типа поджига.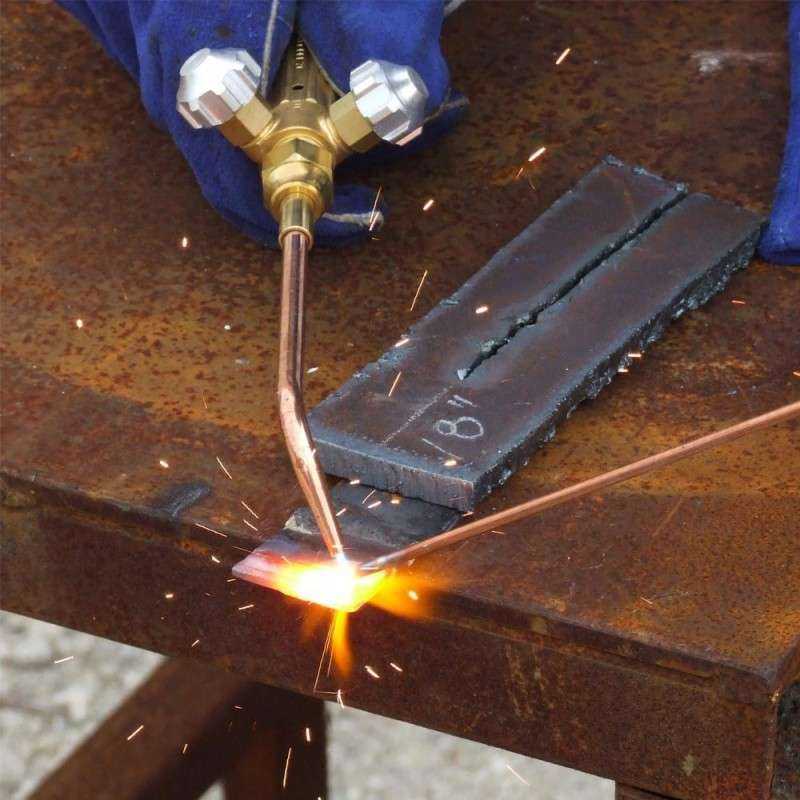 Различают:
Различают:
- Контактный – для получения рабочей дуги необходимо короткое замыкание, которое возникает следующим образом: после того, как зажглась дежурная дуга, при нажатии на кнопку блокируется подача воздуха – контакт замыкается. После автоматического открытия воздушного клапана контакт размыкается, а поток воздуха выводит искру из сопла. Между электродом с отрицательной полярностью и металлом с положительной полярностью возникает плазменная дуга. Помните, что контактный поджиг не значит, что нужно прислонять сопло к металлу.
- Бесконтактный – такой тип розжига используется в аппаратах, сила тока которых превышает 50 А (его еще называют осциллятором или высокочастотным зажиганием). Дежурная дуга имеет высокую частоту тока и высокое напряжение, она возникает между электродом и соплом. При приближении сопла к поверхности разрезаемой заготовки образуется рабочая дуга.
После зажигания рабочей дуги, пилотная гаснет. Если Вам не удалось с первого раза получить рабочую дугу, то нужно отпустить кнопку на резаке и вновь нажать ее – это будет новый цикл. Дуга может не разжигаться из-за недостаточного давления воздуха в пневмосистеме, неправильной сборки плазмотрона или неполадок в работе электроэлементов. Выключите аппарат, проверьте правильность подключения и давление на входе. Еще раз попробуйте осуществить розжиг.
Дуга может не разжигаться из-за недостаточного давления воздуха в пневмосистеме, неправильной сборки плазмотрона или неполадок в работе электроэлементов. Выключите аппарат, проверьте правильность подключения и давление на входе. Еще раз попробуйте осуществить розжиг.
Также стоит помнить, что в процессе резки рабочая дуга может гаснуть. Это может случиться по причине износа электрода, но чаще всего проблемы возникают при несоблюдении расстояния между резаком и деталью. Естественно, это сказывается на скорости выполнения работ и на качестве реза.
Плазменная резка получила широкое распространение в различных отраслях производства, ведь с ее помощью можно разрезать практически любые токопроводящие металлы: от алюминия и нержавейки до углеродистой стали и титана. Этот метод используют как на крупных предприятиях, так и в небольших частных мастерских. Овладев основными приемами плазменной резки, Вы сможете легко выполнять прямые и фигурные резы, делать проемы и отверстия в металлических заготовках, выравнивать кромки листов и выполнять более сложные работы. Впервые работая с плазморезом, хочется, чтобы результат оправдал ожидания. Но, к сожалению, не у всех начинающих резчиков это получается. Для примера приведем наиболее распространенный случай из практики. Пользователь работает с купленным недавно плазморезом. Но почему-то возникают проблемы: то дуга нестабильная, то пламя гаснет, то аппарат вовсе отключается. Возникает подозрение – некачественный ток в центральной электросети. Пока время уходит на поиск и устранение неполадок, работа стоит. А на самом деле причина может быть в другом. Сколько раз случалось, когда пользователи во всем винили центральную проводку, а на деле оказывалось, что было неправильно выставлено давление воздуха или сила тока. Чтобы такого не случилось, при работе с плазморезом нужно учесть множество нюансов.
Впервые работая с плазморезом, хочется, чтобы результат оправдал ожидания. Но, к сожалению, не у всех начинающих резчиков это получается. Для примера приведем наиболее распространенный случай из практики. Пользователь работает с купленным недавно плазморезом. Но почему-то возникают проблемы: то дуга нестабильная, то пламя гаснет, то аппарат вовсе отключается. Возникает подозрение – некачественный ток в центральной электросети. Пока время уходит на поиск и устранение неполадок, работа стоит. А на самом деле причина может быть в другом. Сколько раз случалось, когда пользователи во всем винили центральную проводку, а на деле оказывалось, что было неправильно выставлено давление воздуха или сила тока. Чтобы такого не случилось, при работе с плазморезом нужно учесть множество нюансов.
Освоить азы технологии плазменной резки не так сложно, главное – детально во всем разобраться. Мы расскажем обо всем по порядку. А начать нужно с вопроса безопасности проведения работ. Ведь от соблюдения правил зависит Ваше здоровье.
[ПРОСТЫМИ СЛОВАМИ О РЕЗАКЕ] КАК ПРАВИЛЬНО ЗАЖИГАТЬ РЕЗАК, И КАК ЕГО ЗАЖИГАЮТ ВСЕ!!!
Как правильно подобрать силу тока?
Чтобы получить ровный и аккуратный рез, без окалины, наплывов и шлака, нужно грамотно выставить на аппарате силу тока, необходимую для разрезания конкретной заготовки. Для этого нужно знать, какая сила тока приходится на расплавление 1 мм материала. Для разных видов металла будет свое значение:
- При работе с чугуном и сталью – 4 А.
- При работе с цветными металлами и их сплавами – 6 А.
К примеру, для обработки стального листа толщиной 20 мм на аппарате нужно выставить силу тока не менее 80 А, а для работы с алюминиевым листом такой же толщины – 120 А. Но это еще не все, что нужно учесть при работе. Чтобы металл успел расплавиться в месте реза, но при этом не деформировался при тепловом воздействии плазмы, важно подобрать оптимальную скорость ведения резака. Она может быть от 0,2 до 2 м/мин. , в зависимости от выставленной силы тока, толщины заготовки и вида металла, Конечно, первое время новичку будет сложно измерить скорость и подобрать наиболее подходящую, это придет с опытом. А на первое время запомните простое правило: ведите горелку так, чтобы искры были видны с обратной стороны разрезаемой заготовки. Если их не видно – металл разрезан не насквозь, скорость большая. Но слишком медленное ведение резака, особенно при высокой силе тока, может стать причиной образования окалины, угасания дуги и ухудшению качества реза.
, в зависимости от выставленной силы тока, толщины заготовки и вида металла, Конечно, первое время новичку будет сложно измерить скорость и подобрать наиболее подходящую, это придет с опытом. А на первое время запомните простое правило: ведите горелку так, чтобы искры были видны с обратной стороны разрезаемой заготовки. Если их не видно – металл разрезан не насквозь, скорость большая. Но слишком медленное ведение резака, особенно при высокой силе тока, может стать причиной образования окалины, угасания дуги и ухудшению качества реза.
Что нужно знать о безопасности?
Сначала перечислим факторы, которые представляют опасность при работе с аппаратом плазменной резки: электрический ток, высокая температура, ультрафиолетовое излучение, раскаленный металл. Чтобы защитить себя, нужно работать в специальной экипировке. Глаза должны быть защищены очками или щитком сварщика (стекла 4 или 5 класса затемнения), руки – перчатками, ноги – штанами из плотной ткани и закрытой обувью. Стоит отметить, что при работе с резаком образуется газ с примесями озона, водорода и частиц металла. Наиболее опасными являются окислы марганца, соединения кремния и хрома, окись титана, которые представляют угрозу не только для легких, но и для других внутренних органов. Чтобы не вдыхать эти вредные пары, нужно обеспечить в помещении хорошую вентиляцию, а на лицо надевать защитную маску.
Стоит отметить, что при работе с резаком образуется газ с примесями озона, водорода и частиц металла. Наиболее опасными являются окислы марганца, соединения кремния и хрома, окись титана, которые представляют угрозу не только для легких, но и для других внутренних органов. Чтобы не вдыхать эти вредные пары, нужно обеспечить в помещении хорошую вентиляцию, а на лицо надевать защитную маску.
Что касается электробезопасности, то нужно соблюдать несколько обязательных требований:
- Плазменная резка должна подключаться в сеть с предохранителем или автоматическим выключателем.
- Параметры тока в электросети должны соответствовать характеристикам устройства.
- Обязательно убедитесь в том, что обеспечено хорошее заземление розеток, а также рабочей подставки аппарата и находящихся поблизости металлических предметов.
- Проверьте электрические и силовые кабели на предмет повреждений. Не используйте их, если изоляция повреждена.
Ответственный подход и соблюдение мер безопасности помогут Вам избежать травм, а также снизить риск получения профессиональных заболеваний.
Как подготовить аппарат к работе?
Подробный алгоритм подключения плазмореза к электросети и источнику сжатого воздуха Вы найдете в инструкции, поэтому мы не будем заострять внимание на этом этапе. Лучше обозначим наиболее важные аспекты, которые напрямую влияют на качество выполнения работ.
Аспект 1: Установите аппарат таким образом, чтобы к его корпусу был обеспечен доступ воздуха для охлаждения. Это позволит трудиться продолжительное время и избежать отключений оборудования в связи с перегревом. При этом на него не должны попадать капли расплавленного металла и какие-либо жидкости.
Аспект 2: Позаботьтесь о подаче качественного воздуха от пневмосети или компрессора. Установите влагомаслоотделитель, чтобы частицы масла и воды не попали в резак. В противном случае увеличится износ расходных материалов, а также может прийти в негодность сам плазмотрон. Убедитесь, что давление подаваемого воздуха соответствует параметрам аппарата плазменной резки. При недостаточном давлении дуга будет нестабильна (появятся наплывы и шлак в месте реза), а при избыточном могут прийти в негодность важные рабочие элементы.
Аспект 3: Тщательно подготовьте заготовку перед тем, как ее резать. Если на поверхности есть краска или ржавчина, нужно ее счистить, чтобы при нагреве металла не выделялись ядовитые пары. Кроме того, не рекомендуется резать без предварительной очистки резервуары и емкости, в которых были горючие вещества.
Помните, что правильно проведенные подготовительные работы являются гарантией эффективности использования плазменной резки. Теперь перейдем к рассмотрению самого процесса резки металла.
Как поддерживать расстояние между горелкой и металлом?
Бывают аппараты плазменной резки, которые рассчитаны на разрезание металла с упором на сопло, то есть, вплотную к заготовке – соблюдать расстояние не нужно. Но большинство моделей оборудования для этого не предназначено – сопло будет быстро изнашиваться, резак будет отключаться. Для них оптимальным расстоянием между заготовкой и соплом будет 1,6-3 мм. Если превысить его, то дуга будет затухать, придется поджигать ее снова – аккуратного реза не получится. Особенно важно поддерживать одинаковое расстояние при выполнении кропотливых работ, например, фигурной резки. Чтобы удерживать зазор, многие пользователи устанавливают на резак специальную дистанционную направляющую, и опираются ею на заготовку, а не соплом.
Особенно важно поддерживать одинаковое расстояние при выполнении кропотливых работ, например, фигурной резки. Чтобы удерживать зазор, многие пользователи устанавливают на резак специальную дистанционную направляющую, и опираются ею на заготовку, а не соплом.
Не забывайте, что держать резак нужно таким образом, чтобы сопло было перпендикулярно заготовке. Угол отклонения не должен превышать 10-50 градусов, иначе рез будет неаккуратным. Если Вы режете металлическую заготовку, толщина которой не превышает 25% от максимально допустимой производителем, держите горелку не перпендикулярно поверхности, а под небольшим углом. Так Вы сможете избежать сильной деформации тонкого металла. При этом следите, чтобы расплавленный металл не попадал на сопло резака.
Помните, что сопло и электрод являются оснасткой, которая подвержена наибольшему износу при выполнении работ. Своевременно заменяйте эти элементы, согласно требованиям инструкции. Тогда во время плазменной резки будет обеспечена стабильная дуга, не будет наплывов и шлака на обрабатываемой поверхности – рез будет аккуратным и ровным.
Надеемся, что наша статья была Вам полезна, и эту информацию Вы будете успешно применять на практике. Подробнее о том, как использовать плазменную резку, Вы узнаете из инструкции конкретной модели аппарата. Соблюдая все правила Вы быстро «набьете руку» и будете справляться как с простыми работами, например, нарезкой профиля или металлических листов, так и с более сложными – вырезанием отверстий и различных фигур.
Работа и подработка электросварщиком в Санкт-Петербурге, работа и подработка электросварщиком на YouDo
Как получить заказ?
- Выберите задание и откликнитесь на него
- Станьте исполнителем и заполните профиль
- Получите оплату после выполнения задания
Заказы от клиентов
Часто задаваемые вопросы
В 2021 году YouDo исполнилось 9 лет. За это время сотни тысяч исполнителей подключились к сервису и успешно зарабатывают, выполняя заказы. О нас пишут известные российские и зарубежные СМИ.
Заказчики YouDo — обычные люди, которым услуга нужна прямо сейчас. Чтобы узнать больше о клиенте, загляните в профиль и прочитайте отзывы о нем.
В заданиях со cделка без риска деньги поступают на вашу банковскую карту после успешного выполнения задания. Вы также можете договориться с заказчиком о любом другом удобном для вас способе оплаты.
Начинайте с простых заказов и оставляйте как можно больше откликов. Когда появятся первые положительные отзывы, получать задания станет проще.
В профиле заказчиков можно прочитать достоверные отзывы, а наша служба поддержки работает ежедневно и всегда готова ответить на ваши вопросы.
Если вы хотите выполнять задания от юридических лиц, получите статус бизнес-исполнителя.
На YouDo ежедневно публикуются тысячи заказов. Мы постоянно работаем над тем, чтобы это количество увеличивалось, и исполнители всегда находили для себя подходящие задания. Чтобы получить заказ, на него нужно откликнуться. Вместе с рекламой услуг исполнителя мы отправляем заказчику контакты, которые остаются у него навсегда. За это мы берем оплату. Исполнитель платит за каждый отклик отдельно или подключает безлимитный пакет и откликается без ограничений. Деньги за отклик возвращаются только в том случае, если задание нарушает правила сервиса.
Чтобы получить заказ, на него нужно откликнуться. Вместе с рекламой услуг исполнителя мы отправляем заказчику контакты, которые остаются у него навсегда. За это мы берем оплату. Исполнитель платит за каждый отклик отдельно или подключает безлимитный пакет и откликается без ограничений. Деньги за отклик возвращаются только в том случае, если задание нарушает правила сервиса.
Вы здесь:
-
Главная -
Работа на YouDo
-
Бытовой ремонт
- Установка и ремонт техники
- Компьютерная помощь
- Ремонт цифровой техники
- Фото- и видео-услуги
- Юридическая помощь
- Уборка и помощь по хозяйству
- Красота и здоровье
- Мероприятия и промо-акции
- Авто
- Репетиторы, обучение
- Грузоперевозки
- Курьерские услуги
- Для женщин
- Для девушек
- Для мужчин
- Для пенсионеров
- Для студентов
- Для инвалидов
- В праздничные дни
- Рукоделие
- Охранные услуги
- Разное
- Управляющий персоналом
- Инженер
- Продавец
- Работники цеха
- Кассир
 org/ListItem»>
org/ListItem»>
Сварщик
- Мастер универсал
- Муж на час
- Мастер по мелкому бытовому ремонту
- Прораб
- Бригадир
- Сметчик
- Сантехник
- Слесарь
- Электрик
- Маляр-штукатур
- Мастер-отделочник
- Мастер по ремонту квартир
- Гипсокартонщик
- Мастер по отделке потолков
- Паркетчик
- Циклевщик
- Мастер по устройству полов
- Плиточник
- Сборщик мебели
- Реставратор мебели
- Столяр
- Краснодеревщик
- Плотник
- Мастер по установке дверей
- Мастер по ремонту окон
- Кровельщик
- Жестянщик
- Монтажник
- Фасадчик
- Специалист по отоплению
- Теплотехник
- Изолировщик
- Разнорабочий
- Специалист по бурению
- Бетонщик
- Монолитчик
- Каменщик
- Арматурщик
- Токарь
- Фрезеровщик
- Печник
- Трубочист
- Строитель
- Техник слаботочных систем
- Инженер слаботочных систем
- Установщик сигнализаций
- Инженер
- Мастер на дому
- Конструктор
- Монтажник окон ПВХ
- Демонтажник
- Штукатур
- Специалист по инженерным изысканиям
- Мастер по изготовлению ключей и замков
- Мастер по ремонту мебели
- Мастер по лестницам
- Специалист по навесам и тентам
- Мастер по лоджиям
- Мастер по поклейке обоев
- Хаус-мастер
- Электромеханик лифтов
- Главный механик
- Замерщик-монтажник по установке окон
- Мастер по укладке мозаики
- Замерщик-монтажник натяжных потолков
 org/ListItem»>
org/ListItem»>
Электросварщик
плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки.
 Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм. - Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.

- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака.
 Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным. - Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью:
(28 голосов, среднее: 3.1 из 5)
Поделитесь с друзьями!
Чем режут металл: основные способы резки металла
- Главная
- Статьи
Чем режут металл: основные способы резки металла
Обработка металлических заготовок выполняется различными способами. В зависимости от параметров детали, которая должна получиться в итоге, применяются штамповка, гибка, ковка. Но каждая из операций нередко требует резки металла, что обуславливает опережающее развитие соответствующих технологий.
Используются различные технологии резки: горячая (лазер, плазма, газорезка) и холодная (гидроабразивная, механическая). В первой используется только механическое воздействие на заготовку, вторая связана с высокотемпературным нагревом.
Содержание статьи
- Лазерная резка
- Конструкция лазерного станка
- Этапы обработки лазером
- Способы лазерной резки
- Преимущества лазерной резки
- Плазменная резка
- Преимущества плазменной резки металла
- Особенности
- Газовая резка
- Этапы процесса
- Используемое оборудование
- Преимущества газорезки
- Преимущества газовой резки
- Кислородная резка
- Газоэлектрическая резка
- Гидроабразивная резка
- Механические способы
- Станочная резка
- Ручная резка
- Ножницы
- Пилы
- Шлифовальные машинки
- Сравнение способов
Лазерная резка
В обрабатывающих операциях, где к конечным параметрам предъявляются повышенные требования по точности и производительности, используются металлорежущие лазерные станки. Суть этой технологии заключается в направленном, точечном воздействии концентрированного энергетического луча на рабочую зону. Толщина светового потока составляет доли миллиметра, благодаря чему сокращается участок, подвергаемый нагреву, и сам рез. Это позволяет резать металл с высокой точностью, без деформации. Оборудование лазерной резки оснащается ЧПУ, что уменьшает риск ошибки оператора и повышает производительность. Лазерное оборудование требует надежного энергоснабжения и потребляет много энергоресурсов, поэтому использование таких станков рационально при изготовлении изделий большими партиями.
Конструкция лазерного станка:
-
генератор энергии;
-
рабочая среда, выступающая источником излучения;
-
зеркальный оптический резонатор, фокусирующий световой поток.
Этапы обработки лазером:
-
Разработка чертежного эскиза (файловое изображение) требуемой детали.
-
Загрузка данных составленной программы в модуль ЧПУ.
-
Обработка файлового изображения и запуск оборудования.
Способы лазерной резки
В качестве источника энергии используются различные энергоресурсы, с учетом чего применяется следующая классификация:
-
в газовых лазерах в качестве действующей силы применяется смесь рабочих газов, после прохождения луча через которую происходит возрастание его мощности;
-
в твердотопливных установках концентрацию энергетического потока осуществляет многомерный зеркальный модуль усиления;
-
газодинамические лазеры работают с углекислым газом, нагрев которого производится пучком лазера.
Также применяется классификация по степени температурного воздействия:
-
Плавление – достижение температуры расплава металла и придание ему текучей формы.
Метод заключается в нагреве определенного участка заготовки узконаправленным лучом и последующим отводом расплавленной магмы из зоны реза. Процедура сопровождается газовой продувкой, которая удаляет жидкий металл и охлаждает кромки. Таким способом можно резать толстый металл, а также алюминиевые и медные изделия. -
Испарение – отличается от предыдущего способа высокотемпературным воздействием и является продолжением плавления. После достижения текучести лазерный луч доводит металл до кипения с последующим испарением из обрабатываемой зоны.
Преимущества лазерной резки
-
Нет ограничений по сложности конфигурации изделий благодаря ширине реза. Луч лазера способен резко менять направление, вырезая минимальные зазоры и канавки.
-
Исключается механическое давление на заготовку, вследствие чего отсутствует риск деформации и повреждения детали.
-
Процесс раскроя полностью автоматизирован, что исключает возможные ошибки оператора и увеличивает производительность.
-
В ходе операции рабочие модули металлорежущего лазерного станка не контактируют с заготовками. Благодаря этому снижается скорость износа основных компонентов оборудования. Это же обуславливает и точность обработки.
-
Выполненная деталь не требует дополнительной доводки – удаления наплывов, шлифовки или отпускания – вследствие масштабного нагрева и напряжения изделия. Из-за малой зоны температурного воздействия можно резать тонкий металл либо заготовки из сплавов повышенной теплопроводности.
Получить консультацию
Имя*
Телефон*
Нажимая на кнопку «Отправить заявку», я даю согласие на обработку персональных данных.
Ваша заявка отправлена!
Плазменная резка
Этот тип режущих станков использует в качестве рабочей среды плазменный луч, который образуется путем ионизации газа, разогретого до сверхвысокой температуры.
Процесс образования плазмы происходит двумя способами инициации:
-
Плазменно-дуговой, при котором высокотемпературный луч создается между режущим модулем и заготовкой. Для этого в рабочее поле подается газ, который при прохождении искры разогревается и ионизируется. Источником энергии становится электрод, помещенный в корпус с отводом. Электроплазменная дуга вызывает плавление металла, а разогретый газ выдувает жидкую магму из зоны воздействия.
-
Косвенного воздействия, при котором рез заготовки осуществляется только за счет плазмы. Сверхразогретый поток образуется с помощью электроискры, возникающей уже внутри режущего модуля.
Преимущества плазменной резки металла:
-
Металлорежущие плазменные станки способны обрабатывать любые виды металлов, сохраняя повышенную скорость операций и исключая риски деформации и иных повреждений.
-
Составление программы действий для оборудования с ЧПУ позволяет изготавливать сложноконтурные изделия.
-
В месте разреза кромки имеют гладкую поверхность, не требуя дополнительной обработки.
Особенности:
Газовая резка
Благодаря простоте и небольшим экономическим затратам газовая резка пользуется повышенной популярностью при изготовлении деталей небольшими партиями. Суть данной технологии заключается в использовании смеси из кислорода и горючих газов, образующих при поджиге пламенную струю.
Процесс состоит из трех этапов:
-
Нагрев зоны воздействия до температуры плавления металла.
-
Доведение до точки кипения и испарения.
-
Удаление шлака с последующим отвердением кромок.
Используемое оборудование
Газосварочный пост включает в себя:
-
баллоны с газом: кислородный и ацетиленовый;
-
шланги для подключения газового резака;
-
режущий инструмент с соплом и регулируемым мундштуком;
-
систему регуляции в виде водяного затвора и вентильных модулей.
Преимущества газорезки:
-
Газовым резаком можно резать лист металла и толстостенные заготовки, сохраняя размеры шва по всей его длине.
-
Оборудование потребляет меньше энергоресурсов и достаточно мобильно, чтобы выполнять соответствующие работы не стационарно.
Особенности:
-
в работе с резаком допускаются только плавные движения, что усиливает напряжение на руку. Также нужно соблюдать наклон против движения;
-
металл перед резкой следует разогреть до температуры 1000 0С;
-
составные сварочного поста при транспортировке требуют физических усилий.
Кислородная резка
Кислородная резка, в которой активатором пламени выступает чистый кислород, поддерживающий горение металла, а также удаляющий шлак. За счет образования окислительного облака заготовка не начинает плавиться, а просто выгорает в зоне воздействия. Остальная часть сохраняет свою прочность и твердость, не деформируясь.
Виды:
-
кислородно-флюсовая с использованием дополнительных присадок. Флюс способствует быстрому нагреву зоны воздействия, оказывает химическое (антиокислительное) и абразивное воздействие;
-
кислородно-копьевая при сверхвысоких температурах, создаваемых сгораемым кислородным «копьем». Последнее образуется при помощи стальной трубки, через которую подается газ. Применяется для резки габаритных заготовок.
Газоэлектрическая резка
Газоэлектрическая резка − технология с использованием электрической дуги, которая разогревает газ. Последний концентрируется в точке воздействия, расплавляя металл.
Виды:
-
воздушно-дуговая, при которой удаление металла из зоны реза осуществляется мощным воздушным потоком;
-
кислородно-дуговая с использованием чистого кислорода, одновременно поддерживающего горение металла и удаляющего шлак.
Все перечисленные способы экономически выгодны благодаря невысоким материальным издержкам. Оборудование очень простое в использовании, осваивается начинающими сварщиками быстро. Однако в сравнении с плазмой или лазером газопламенная струя обладает большей толщиной, что приводит к повышенному расходу материала заготовки. Требуется дополнительная обработка кромок, существует риск деформации изделия. Вследствие этого газорезка применяется в работе с деталями средней и повышенной толщины, не предъявляющих серьезных требований к точности параметров.
Гидроабразивная резка
Современная методика разделения металлических заготовок на части без использования температурного воздействия. Рабочим инструментом выступает узконаправленная струя водного раствора, которая под большим напором подается в зону реза. В жидкость для повышения режущих свойств добавляется абразивный наполнитель. При увеличении давления до 4000 атмосфер состав приобретает характеристики сверхтвердой пилы, двигающейся со скоростью звука. При этом сам рез отличается небольшими размерами, что позволяет изготавливать изделия любой кривизны. Толщина обрабатываемых деталей допускается в пределах 20 см.
Преимущества:
-
Технология исключает нагрев металла, за счет чего проводится рез заготовок любой, даже повышенной толщины.
-
Направление струи меняется с минимальным шагом, также регулируя ее наклон. В результате на таком оборудовании можно изготавливать детали со сложной геометрией и точными параметрами. Поэтому способ востребован в декоративной и художественной металлообработке.
-
Использование абразива способствует дополнительной шлифовке, которая проводится одновременно с резкой детали.
-
Сравнительно недорогой способ за счет применения доступных расходных материалов.
Особенности:
Механические способы
К такой группе относятся ручные способы разделения заготовок на части, а также автоматизированные подвиды. Все методики отличаются невысокой производительностью, необходимостью применения физических усилий или трудоемкостью процессов. Однако в непромышленных масштабах механические способы также востребованы, так как позволяют выполнять металлообработку в тех случаях, где масштабность и дорогие энергоресурсы сделают работу нерентабельной.
Станочная резка
-
Ленточные станки, оснащенные зафиксированным режущим полотном со сверхтвердыми зубцами по одному из краев. Электродвигатель приводит полотно в движение, распиливая заготовку по заданному направлению.
-
Дисковые станки, вместо ленты оснащенные диском, по внешнему кругу которого расположены сверхтвердые зубцы. Принцип работы данного оборудования идентичен ленточным станкам.
-
Гильотинное оборудование выполняет скорее рубку металлической заготовки по указанному вектору. Деталь располагается на матрице, по которой сверху ударяет гильотинный нож, разделяя металл.
Ручная резка
Для небольших операций по металлообработке, а также для решения бытовых задач применяются ручные режущие инструменты:
-
Ножницы – используются в нескольких разновидностях. Могут иметь классическое исполнение с усиленными кромками лезвий. А также имеют вид рычага, нажатие на который приводит лезвия в движение с последующим резом. Последний вариант требует меньше физических усилий, а за счет понижения трудоемкости увеличивается толщина материала. Общее ограничение толщины заготовок – до 3 мм.
-
Пилы, которые могут быть классическими ножовками по металлу, а также маятниковыми, ленточными и дисковыми. Позволяют обрабатывать изделия толщиной до 6 мм.
-
Шлифовальные машинки, или «болгарки», с помощью которых можно резать металл с ограничением по толщине согласно параметрам устройства и используемых алмазных дисков.
Сравнение способов
Выбрать из перечисленных способов лучший невозможно по причине узкой специализации каждой из методик. Для высокоточных изделий потребуются одни виды, применение которых при изготовлении грубых деталей будет нерентабельным. Кроме того, учитываются скорость, производительность, объемы, сложность операций и множество других факторов. Также на производстве могут быть собственные ограничения по доступности энергоресурсов и иных источников.
По многим критериям лидируют резки с помощью плазмы и лазера, посредством которых можно:
-
производить раскройку по сложным кривым линиям с малым шагом изменения направления;
-
обрабатывать заготовки любой толщины;
-
изготавливать детали повышенной точности с минимальными потерями от первоначального объема;
-
работать с изделиями из черных и цветных металлов, а также с нержавеющей сталью.
Однако для раскройки нескольких заготовок запускать такие станки нерационально. В таком случае проще применить ручные инструменты или механическое режущее оборудование. Поэтому предварительно надо составить точную смету, возможно более выгодным окажется использование разных технологий.
Такой опыт и соответствующая производственная база имеются у компании «СтальЛист», в багаже которой сотни выполненных заказов разной сложности. Для получения консультации и заказа услуги можно позвонить по телефону 8-800 350-17-07, отправить запрос по электронной почте [email protected] либо через мобильные мессенджеры.
Другие полезные статьи по металлообработке
|
Что такое лазерная резка металла?
Подробнее
|
Координатная пробивка отверстий в металле: всё, что нужно знать о процессе
Подробнее
|
Какими способами производится сварка латуни
Подробнее
|
4 основных различия между плазменным резаком и ацетилено-кислородным резаком
Вы когда-нибудь задумывались, в чем разница между плазменным резаком и ацетилено-кислородным резаком? Сварка металлов может выполняться с использованием ряда методов нагрева для соединения или разделения этих прочных материалов. Газовая сварка или кислородно-ацетиленовая сварка, а также плазменные резаки — это два способа, которыми вы можете резать металлы и манипулировать ими. Сравнение двух методов даст вам наилучшую информацию для выбора наиболее подходящего метода для ваших сварочных работ.
Каковы основные различия между плазменным резаком и кислородно-ацетиленовым резаком? Кислородно-ацетиленовая резка использует сжигание газов для плавления металлов, в то время как плазменная резка сочетает электричество с газом. Если вы цените чистые и точные линии, плазменный резак — лучший вариант. Если вы ищете более универсальный инструмент, для работы которого вам не нужен источник питания, резаки могут быть более полезными.
| Создание источника тепла | Oxy-ацетилен использует сжигание газов для расплава металлов, в то время как резка плазма сочетает в себе электроэнергию с газом |
| . часто обеспечивает более чистую и быструю резку | |
| Портативность | Кислородно-топливная обработка обычно более портативна и не требует электричества |
| Универсальность | Оба метода предлагают уникальное использование и применение |
Хотя оба метода подходят для резки металлов, один из них может быть предпочтительнее другого в зависимости от типа используемого металла и ваших предпочтений по указанным выше реквизитам. Мы подробно рассмотрим каждую из этих категорий, предложив преимущества и различия между газовой и плазменной резкой, а также технические конфигурации обеих.
Содержание
Различия между газовым и плазменным резаком
Давайте сначала рассмотрим технические различия между двумя процессами, которые используются для резки металла, а также для достижения различных манипуляций с металлом. Процессы потребуют различного оборудования и материалов для выполнения. Понимание этапов выполнения каждого из них отметит их различия и позволит вам справиться с обоими методами резки металла.
Как работает газовая (кислородно-ацетиленовая) сварка?
Метод кислородно-топливной сварки сочетает кислород и газ (обычно ацетилен) для создания очень горячего пламени, которое может прорезать металл. Уровни кислорода и ацетилена можно регулировать на горелке, чтобы создать идеальное пламя для резки или сплавления металлов. В контексте сравнения резаков с плазменной резкой мы сосредоточимся на режущих возможностях резака.
Статья по теме : Здесь вы можете найти статью с нашего веб-сайта на тему: «Сварочный кислород — это то же самое, что и медицинский кислород?»
Чтобы резать металл с помощью факела, вам необходимо выполнить следующие шаги и указания:
1. Добыть материалы: Вам понадобится баллон с кислородом, баллон с ацетиленом и факел. Размер резервуара будет зависеть от объема сварочных работ, которые вы планируете выполнять, при этом резервуары большего размера более экономичны при частом использовании. Соответствующие шланги подсоединяют баки к горелке.
2. Открытые газовые баллоны: Толщина металла будет определять давление кислорода и газа (а также наконечник, который вы используете на горелке). Это полезное руководство даст вам соответствующие уровни для обоих. Оба должны быть открыты и настроены, чтобы подать достаточное количество топлива и кислорода в факел.
3. Включите горелку: Сначала откройте ручку ацетилена на горелке и дайте выгореть черному дыму. Затем введите кислород, чтобы создать точное пламя. Вам понадобится нейтральное пламя для лучшей резки, которое включает 50% кислорода и 50% ацетилена. Вы увидите маленькие конусы, которые должны быть равны при использовании кислородного рычага.
4. Предварительный нагрев металла: При кислородно-топливной сварке перед резкой необходимо предварительно нагреть металл. Перед резкой необходимо довести конкретный металл до температуры воспламенения, чтобы предотвратить растрескивание.
5. Начало резки: Нажав кислородный рычаг до упора, медленно и точно перемещайте горелку по идеальной зоне резки. Старайтесь держать резак как можно устойчивее, чтобы выполнить ровный и прямой рез.
Основные принципы этого метода сварки заключаются в том, что вам нужен кислород и источник топлива, чтобы прорезать металл . Для проведения такой резки требуется предварительный нагрев, и для достижения наилучших результатов следует использовать нейтральное пламя. Материалы, которые можно разрезать во время этого процесса, должны содержать некоторую форму железа, которое может быть окислено при сварке горелкой. Посмотрите видео ниже
Как работает плазменная резка?
При плазменной резке вы можете работать с самыми разными материалами, если они обладают электропроводностью. Для этого процесса требуется источник электроэнергии, сжатый воздух и металлическая заготовка. Использование электрической дуги, создаваемой вашим источником питания, и добавленного газа (воздуха) создаст плазму при прохождении через маленькое сопло в плазменном резаке.
По сравнению с кислородно-топливным процессом, создание этого плазменного пламени имеет значительно более высокую температуру, что позволяет выполнять резку быстрее. Вам не нужно предварительно нагревать металл из-за этой более высокой температуры, но вам также понадобится источник электроэнергии, в отличие от кислородно-топливной сварки.
Процесс резки металла с помощью плазменного резака сильно отличается от кислородно-топливного процесса, который описан в следующих шагах:
1. Приобретите материалы: Используйте источник газа или воздуха (цеховой воздух является обычным) и машина для плазменной резки. Эта машина должна быть подключена к источнику питания для использования и имеет прикрепленный резак для ваших операций по резке. Для достижения наилучших результатов к горелке подключаются отдельные воздушные компрессоры.
2. Включите воздушный компрессор: Это позволит создать необходимое давление. Посмотрите в своем конкретном руководстве пользователя необходимое давление воздуха и силу тока, поскольку они варьируются от машины к машине.
3. Используйте заземляющий зажим: Поскольку вы проводите электричество, использование заземляющего зажима и прикрепление его к куску металла гарантирует, что цикл электричества не повредит вам.
4. Подключение воздуха и плазменной резки: Необходимо убедиться, что резак и воздух надежно подключены к машине плазменной резки.
5. Начало резки: Нажмите и удерживайте кнопку, чтобы включить резак. Держите резак близко к металлическому предмету, но не касайтесь его, чтобы получить максимально чистый результат. Быстро перемещайтесь одним плавным движением, пока не проработаете весь кусок металла.
В процессе плазменной резки ваши разрезы часто будут более эффективными и быстрыми, без необходимости предварительного нагрева или манипулирования несколькими газами. Предварительная подготовка воздушного компрессора обеспечит достаточное давление воздуха для завершения резки. Будьте осторожны в этом процессе и носите защитное снаряжение, так как образуются искры.
Дополнительные различия между кислородно-ацетиленовой горелкой и плазменным резаком
Как подробно описано выше, самая большая разница между двумя процессами резки металла заключается в используемом оборудовании и в том, как это влияет на завершенный разрез. При сварке горелкой происходит химическая реакция между источником топлива, кислородом и металлом. При плазменной резке электричество и газ работают в ограниченном пространстве, создавая четвертое состояние вещества.
Помимо различных процессов, существуют важные различия между двумя методами сварки:
- Совместимость с металлами: Газовая сварка может использоваться только для черных металлов (металлов, содержащих железо), в то время как плазменная резка работает на металлах, которые могут быть электропроводным.
- Мощность: Для работы вашего плазменного резака потребуется источник электроэнергии, в отличие от сварки горелкой. Это влияет на мобильность и работу на любом типе рабочей площадки.
- Эффективность: Плазменные резаки могут обрабатывать металлы намного быстрее, чем горелки, но для работы с ними должны быть более тонкие детали.
Преимущества каждого типа резки, которые мы подробно рассмотрим в следующем разделе, еще более четко разграничит эти два метода и объяснит, почему вы можете предпочесть один из них другому.
Узнайте больше о плазменном резаке – Здесь вы можете найти статью с нашего веб-сайта о : В чем разница между лазерным резаком и плазменным резаком?
Преимущества использования кислородно-ацетиленовой горелки для резки металла
Газовая сварка — один из самых популярных и надежных способов резки металла, поскольку ее можно выполнять практически из любого места и работать с самыми разными материалами. Мы собрали воедино основные преимущества использования резака по сравнению с плазменным резаком для резки металла и манипуляций с ним.
Способность резать более толстые металлы
Мощная подача горючего газа и кислорода для создания очень мощного пламени, способного прорезать толстые куски металла. Одним из наиболее полезных применений для этого является обработка стали, которую труднее разрезать, чем различные другие типы металлов. Газокислородную сварку можно эффективно использовать для металлов толщиной до 24 дюймов.
Ваш плазменный резак не сможет успешно прорезать эти более толстые материалы. Они, как правило, более эффективны и предпочтительны для тонких кусков металла. Если вам нужно выбирать между двумя вариантами для работы с большим количеством металлических заготовок, горелка будет резать гораздо большую толщину.
В то же время при использовании резака вы можете ухудшить качество резки более тонкого металла. Мы остановимся на этом подробнее, указав на преимущества плазменной резки.
Повышенная портативность
Поскольку для питания горелки вам нужны только кислородный и топливный баки, вы можете использовать метод кислородно-топливной сварки где угодно. Это особенно полезно, если вы находитесь на рабочем месте или вам нужно работать с металлами в удаленных местах. Вы можете легко транспортировать резервуары (меньшие резервуары легче перемещать) в нужное место для различных применений.
Чего нельзя сказать о методе плазменной резки, который потребует использования источника питания. Электрическая составляющая использования плазменного резака накладывает некоторые ограничения на то, где вы сможете резать металлы. Основной обходной путь для этого — иметь в наличии генератор. Это часто встречается на рабочем месте, но не во всех местах возможно.
С точки зрения общей возможности транспортировки и использования этих систем в любом месте, сварка горелкой побеждает безоговорочно. Вам не нужно беспокоиться о добавлении достаточно мощного источника питания или достаточного количества сжатого воздуха.
При транспортировке газовых баллонов вы должны быть уверены, что делаете это безопасно. При транспортировке баллонов с ацетиленом следует помнить о следующих моментах:
- Держите их вертикально: По возможности держите баллоны вертикально, чтобы поддерживать надлежащий баланс между газовыми элементами. Если резервуар необходимо хранить в горизонтальном положении, необходимо дать резервуарам вернуться в вертикальное положение не менее чем на 30 минут, чтобы материалы могли должным образом воссоединиться перед использованием.
- Закрепите их: Если баки не закреплены, особенно в транспортном средстве, они могут случайно открыть клапаны при контакте друг с другом и создать опасность возгорания.
- Вентиляция: Обеспечьте доступ к вентиляции при транспортировке в случае утечки. Это может привести к риску возгорания или взрыва, особенно в течение длительного времени.
Универсальность в использовании
Резка — не единственное полезное применение кислородно-топливной горелки, так как вы можете применять широкий спектр методов манипуляции с металлом. Это делает его разумным вложением, если вы планируете работать с металлом различными способами.
Некоторые из основных областей применения кислородно-топливной горелки помимо резки включают:
- Сварка: Это процесс плавления основного металла для соединения или склеивания двух кусков металла вместе. Для этого процесса чаще всего используются горелки.
- Пайка : Горелки можно использовать для расплавления наполнителя, который будет служить соединением между двумя или более металлами.
- Пайка: Этот процесс похож на пайку, но выполняется при более низкой температуре. При пайке присадочные металлы плавятся при температуре ниже 450 градусов Цельсия, а при пайке при температуре выше.
- Строжка: Вы должны использовать строжку для удаления металла, применяя значительный источник тепла.
- Гибка: Гибка металла может быть достигнута путем нагревания и размягчения заготовки без разрезания металла.
Разнообразие применений делает использование резака полезным и подходящим инструментом на вашем рабочем месте. Плазменные резаки не так успешно справляются со многими из этих задач, потому что их выходная температура значительно выше (более 20 000 градусов по Цельсию), и они не используют присадочные металлы для выполнения задач.
Преимущества использования плазменных резаков для резки металла
Плазменная резка стала популярной альтернативой кислородно-топливной сварке благодаря многочисленным преимуществам, связанным с точностью и эффективностью. Давайте более подробно рассмотрим преимущества использования плазменных резаков перед горелками для резки металла.
Точность и скорость резки
Чрезвычайно высокая температура и точность плазменной струи, проходящей через плазменный резак, делают его идеальным выбором для работы над проектами, требующими действительно чистых линий. Увеличенная скорость, с которой плазма прорезает металл по сравнению с горелкой, позволяет линии быть гладкой и точной. Это важно в приложениях, где ценится визуальное представление, например, в искусстве или архитектуре.
Плазменным резаком легко управлять и перемещать, что позволяет вырезать интересные формы и узоры из металлических деталей. Это было бы намного сложнее с горелкой, которая оставляет менее точную линию из-за избыточного тепла. Если вы хотите сделать очень тонкие или тонкие линии для резки металла, мы рекомендуем выбрать плазменный резак.
Связанная статья : Каковы преимущества и ограничения плазменно-дуговой обработки?
Скорость и точность плазменного резака являются его самым значительным преимуществом и причиной, по которой слесари предпочитают его системе резака. Плазменные резаки предпочтительны для резки штабелированных металлов и формовки металлов, особенно для более тонких заготовок. Вам также будет проще использовать плазменный резак для расширенных металлов, чем альтернативу горелке.
Предварительный нагрев не требуется
Если вы не хотите рассчитывать на то, что у вас будет достаточно времени на подготовку перед началом резки, предпочтительным выбором будет плазменная резка. В отличие от газокислородной резки, вам не нужно предварительно нагревать металл перед началом работы. Это позволяет легко настроить плазменный резак и работать быстро, особенно если вы работаете с большим количеством кусков металла.
Если вам нужно разрезать много металлических деталей, плазменный резак со временем станет более производительным и эффективным.
Резка цветных металлов
Плазменные резаки часто могут быть более универсальным и предпочтительным вариантом, когда речь идет о резке различных типов металлов. Единственным требованием к резке металла является его электрическая проводимость. В отличие от кислородно-топливных горелок (которые требуют черных металлов для химической реакции), плазменные резаки могут работать с нержавеющей сталью и алюминием.
Если вы планируете работать с любым из этих материалов, оптимальным выбором будет плазменный резак. Есть много металлов, которые можно использовать для плазменной резки, и все они обладают способностью проводить электричество. Наиболее распространенными металлами для плазменной резки являются алюминий, сталь и нержавеющая сталь.
Выбор кислородно-ацетиленовой горелки по сравнению с плазменной резкой
Изложение различных процессов и преимуществ между двумя системами, предпочтение в значительной степени зависит от области применения металла. Тип металла (черный или цветной) и толщина заготовки будут вашими первыми индикаторами того, следует ли вам использовать горелку или плазменный резак.
Ключом к выбору любого метода резки металла является безопасность. Убедитесь, что у вас есть все необходимое оборудование для выполнения работы, в том числе средства индивидуальной защиты и организованное рабочее место на случай аварии. Упор на безопасность не только сведет к минимуму опасность, но и позволит применять более осторожные и точные методы резки.
Источники:
linde-gas.com
twi-global.com/technical-knowledge
tibtech.com/conductivite.php
granger.com/content/supplylink-cutter-great-ordebate -torch
Рекомендуемая литература
В чем разница между лазерным резаком и плазменным резаком?
Каковы преимущества и ограничения плазменно-дуговой обработки?
Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Какой газ вы используете для плазменной резки?
Плазменная резка — это мощный, но простой процесс, во время которого электрическая дуга пропускается через газ, проходящий через суженное отверстие медного сопла. Создаваемое экстремальное тепло повышает температуру газа, переводя его в четвертое состояние материи, называемое плазмой. Электропроводность плазмы заставляет дугу передаваться на заготовку, а высокоскоростной газ без труда режет металл.
Конечно, материал должен быть проводящим, то есть плазменная резка работает с углеродистой сталью, нержавеющей сталью, алюминием, медью, латунью и чугуном. Плотный поток прорезает эти металлы, а газ также направляется по периметру зоны резки, чтобы защитить разрез от загрязнения.
Как видите, газ для плазменной резки является относительно важным компонентом в процессе плазменной резки. Однако вы должны знать, какие газы подходят, чтобы гарантировать наилучшие характеристики и результаты. Вам нужно будет выбрать газ, соответствующий типу металла, который вы режете. В большинстве случаев это будет один газ, хотя иногда вам потребуется специальная комбинация газов.
Наиболее распространенными газами для плазменной резки являются воздух, водород, кислород, азот и аргон. Все пять из них относительно хорошо работают на более тонких листах металла, полдюйма или меньше, но когда толщина листа увеличивается, производители обычно используют комбинацию этих газов для повышения производительности.
В дополнение к толщине металла, его химические характеристики и размеры разреза будут учитываться при выборе газа для плазменной резки.
Вот подробное описание каждого газа для плазменной резки:
Сжатый воздух
Наиболее часто используемым типом газа для плазменной резки является воздух. Универсальный и недорогой сжатый воздух хорошо подходит для резки с меньшим током и для большинства металлов — мягкой стали, нержавеющей стали и алюминия — от размеров калибра до толщины в один дюйм.
Одним из основных преимуществ сжатого воздуха является то, что его покупка и хранение недороги. Вы можете использовать его как основной газ или дополнительный источник топлива, и он не оставляет после себя никаких частиц, когда прорезает металл.
Станки для плазменной резки со сжатым воздухом
Станок для плазменной резки PrimeWeld CUT50DP использует электрический ток и неопасный сжатый воздух для резки нержавеющей стали, легированной стали, мягкой стали, меди и алюминия. Вспомогательная дуга улучшает способность плазменной дуги передаваться на заготовку, позволяя эффективно прорезать шероховатые, окрашенные и ржавые поверхности с минимальным образованием шлака.
Приобрести пневматический плазменный резак
Другой вариант сжатого воздуха — портативный плазменный резак PrimeWeld CUT50D Air Inverter. Инверторные плазменные резаки позволяют запускать высокочастотную дугу, которая запускает плазму перед переходом в зазор от наконечника резака до рабочей поверхности. Инверторы меньше и легче трансформаторов, что означает, что вся машина легкая и портативная.
Одним из недостатков использования сжатого воздуха является то, что он может оставить окисленную область разреза, которая может повлиять на сварку края разреза.
Кислород
Кислород стал незаменимым газом для резки низкоуглеродистой стали, поскольку он обеспечивает чистый рез и более высокую скорость резки углеродистых сталей толщиной до 1 ¼ дюйма. Хотя его не рекомендуется использовать для резки нержавеющей стали или алюминия, Вы можете рассчитывать на качественный рез с гладкой поверхностью и окалиной (минеральные отходы, образующиеся на поверхности расплавленного металла), которую легко удалить из пропила (щели, сделанной при резке пилой) при использовании кислорода с углеродистой сталью. А кислород эффективно работает в сочетании с другими вторичными видами топлива9.0003
К недостаткам кислорода относятся его стоимость и сокращенный срок службы расходных материалов. Он не работает на блестящих поверхностях, что делает его неэффективным для изделий из нержавеющей стали и алюминия.
Азот
Азот часто выбирают в качестве газа для плазменной резки для сильноточных систем и резки материалов толщиной до 3 дюймов. Он обеспечивает качественную резку большинства материалов, включая нержавеющую и мягкую сталь и алюминий. Однако для более толстых металлов он лучше использовать азот с воздухом в качестве вторичного газа.Также рассмотрите возможность использования двуокиси углерода в качестве вторичного газа, если вы хотите увеличить скорость резки и получить лучшую отделку.
Азот в изобилии присутствует в атмосфере, что делает его недорогим выбором. Сам по себе он наиболее эффективен на гладких и блестящих тонких листах. Однако вы можете использовать его с несколькими вторичными газами, такими как воздух, углекислый газ и аргон, для более толстого материала.
Аргон
Аргон — редкий инертный газ, что делает его относительно дорогим, но не вступающим в реакцию с металлами, которые он режет. Использование аргона повышает стабильность дуги и предотвращает атмосферное загрязнение сварочных ванн. Хотя его высокая кинетическая энергия делает его эффективным газом для плазменной резки, он не может работать в одиночку из-за своей низкой проводимости. В результате аргон должен сочетаться с соответствующим вторичным газом.
Аргонно-плазменный резак
Купить Аргоно-плазменный резак
Водород
Водород не только является отличным проводником тепла, но и обладает свойствами, необходимыми для быстрого охлаждения горячих металлических поверхностей. По этим причинам водород идеально подходит для резки алюминия и нержавеющей стали. Однако, хотя он обладает отличной проводимостью, его малый атомный вес не позволяет ему иметь высокую кинетическую энергию. Так же, как и аргон, он должен сочетаться с другими газами для образования плазменного пламени высокой интенсивности.
Смеси аргона и водорода
Поскольку они обладают противоположными свойствами, сочетание водорода и аргона создает выдающееся плазменное пламя. Стандартная смесь из 65% аргона и 35% водорода обеспечивает самое горячее пламя плазменной резки и одни из самых чистых резов. Обычно используемая для резки нержавеющей стали и алюминия, аргонно-водородная смесь требуется для резки материала толщиной более 3 дюймов. Это также идеальная смесь для строжки практически любого материала.
Комбинация азота и воды
Газовая смесь азота и воды для плазменной резки использует азот в качестве основного газа и воду в качестве вторичного (защитного) газа. Энергия, вырабатываемая плазмообразующим газом, расщепляет воду факела на два компонента — водород и кислород. Водород изолирует зону резки от загрязнения, оставляя чистый разрез без окалины и оксидов.
Так как она преобразуется в свои основные компоненты, вода не требует утилизации. Вода также помогает уменьшить выбросы дыма и оксидов азота. Эта доступная газовая смесь для плазменной резки обеспечивает глянцевое покрытие алюминия и нержавеющей стали.
Плазменные резаки PrimeWeld и многофункциональные сварочные аппараты
Первоклассный плазменный резак PrimeWeld CUT60 с двойным напряжением — это универсальный аппарат, подходящий для промышленных условий или домашней мастерской.
В то же время, CT-520DP Combo для пилотной дуговой плазменной резки и CT-520D Combo для плазменной резки/автоматической сварки оснащены высококачественным плазменным резаком, объединенным с TIG и аппаратом для ручной сварки. И наши плазменные резаки работают с различными газами.
Газовая резка: процесс, методы и преимущества
РЕКЛАМА:
Прочитав эту статью, вы узнаете:- 1. Процесс газовой резки 2. Эффективность газовой резки 3. Оборудование 4. Ограничения.
Процесс газовой резки:
Помимо использования ножовки, электропилы, зубила и т.п. для резки металла, в настоящее время в промышленности широко применяется газовая или кислородная резка.
Газокислородная резка (OFC) аналогична сварке воловьим топливом, за исключением того, что:
ОБЪЯВЛЕНИЙ:
(i) Используется окислительное пламя.
(ii) Используется газовый резак.
Процесс заключается в предварительном нагреве разрезаемого металла до температуры воспламенения (окисления), т. е. выше 870°С в случае стали.
Предварительный нагрев осуществляется кислородно-ацетиленовым газовым пламенем, которое подается из окружающих отверстий резака. При достижении этой температуры струя кислорода под высоким давлением из центрального отверстия резака направляется на раскаленный докрасна металл.
РЕКЛАМА:
Металл быстро окисляется, образуется шлак. Этот шлак вымывается струей кислорода.
Процессы резки стали состоят из следующей реакции:
3Fe + 2O 2 → Fe 3 O 4 + тепло (27000 кал.)
Успех процесса газовой резки зависит от двух факторов:
РЕКЛАМА:
(i) Применяется только тогда, когда температура воспламенения (окисления) разрезаемого металла ниже температуры его плавления.
(ii) Процесс включает в себя обеспечение того, чтобы температуры плавления образовавшихся оксидов были ниже, чем у самого основного металла.
Хотя в качестве топлива в этом процессе обычно используется ацетилен, можно использовать и другие газы, включая бутан, метан, пропан, природный газ. Водород иногда используется в качестве топливного газа, особенно под водой, чтобы обеспечить мощное пламя предварительного нагрева.
Эффективность газовой резки:
Как правило, существует взаимосвязь между скоростью перемещения резака и гладкостью режущей кромки. Чем выше скорость перемещения, тем грубее кромка реза.
РЕКЛАМА:
Однородная широкая щель, называемая пропилом, вырезается потоком кислорода под высоким давлением. Маркировка по бокам кефта называется тягой, как показано на рис. 7.42. Если скорость перемещения резака высока, нижний срез отстает от верхнего, и линии сопротивления искривляются.
Правильно выполненный разрез будет иметь параллельные и равномерно расположенные линии перетаскивания и квадратные края. Эти линии сопротивления указывают на качество и скорость движения. Линии сопротивления выражаются в процентах от толщины разрезаемого металла.
Во время резки допускается только сопротивление 10–12 %. Большой процент сопротивления свидетельствует о плохой технике резки и может привести к множеству дефектов резки. Это дается формулой.
Оборудование для газовой резки:
Оборудование, используемое для газовой резки, аналогично оборудованию для газовой сварки, за исключением того, что сварочная горелка заменена горелкой специальной конструкции.
Это оборудование указано ниже:
1. Газовый резак.
2. Регуляторы давления.
РЕКЛАМА:
3. Баллоны газовые.
4. Шланги и фитинги.
5. Защитные очки и очки.
6. Перчатки и фартук.
РЕКЛАМА:
7. Зажигалка и гаечные ключи.
8. Клапаны баллонов.
9. Отбойный молоток и проволочная щетка.
1. Газовый резак:
Газовый резак специальной конструкции показан на рис. 7.43. Наконечник резака имеет большее центральное отверстие, из которого поступает струя кислорода для резки металла. Это центральное отверстие окружено набором отверстий (обычно четыре), которые подают кислородно-ацетиленовую смесь для предварительного нагрева.
РЕКЛАМА:
Резак снабжен клапаном высокого давления от кислородного и ацетиленового регулирующих клапанов. При нажатии на рычаг клапан высокого давления выпускает струю кислорода из центрального отверстия после предварительного нагрева.
2. Регуляторы давления:
Регуляторы давления, установленные в верхней части цилиндров и снабженные клапаном. Функция регулятора заключается в регулировании давления поступающего газа до требуемого рабочего давления. Они также выполняют функцию подачи газа с постоянным расходом.
3. Газовые баллоны:
Как и при газовой сварке, используются два газовых баллона, один для кислорода, а другой для ацетилена.
4. Шланги и фитинги: 9 шт.0378
РЕКЛАМА:
Шланги и фитинги для шлангов используются для подачи газов от баллона к резаку.
5. Защитные очки:
Защитные очки с цветными линзами предназначены для защиты глаз оператора от ультрафиолетового и вредного инфракрасного излучения.
6. Перчатки и фартук:
Перчатки и фартук изготовлены из кожи и служат для защиты рук и одежды оператора соответственно.
7. Зажигалка и гаечные ключи:
РЕКЛАМА:
Зажигалка предназначена для воспламенения кислородно-ацетиленовой смеси на наконечнике резака. Остальное оборудование выполняет те же функции, что и при ацетилено-кислородной сварке.
Ограничения газовой резки:
(i) Газовая резка успешно используется только тогда, когда температура окисления (воспламенения) разрезаемого металла ниже его температуры плавления.
(ii) Таким образом, газокислородная резка чугуна не рекомендуется, поскольку его температура воспламенения выше температуры плавления.
(iii) Другим условием успешного применения этого процесса является обеспечение того, чтобы температура плавления образующихся оксидов была ниже, чем температура плавления основного металла, подлежащего резке.
(iv) Таким образом, процесс не подходит для резки нержавеющей стали, высоколегированного хрома, хромо-никелевых сплавов и сплавов цветных металлов, поскольку оксиды имеют более высокую температуру плавления, чем сам основной металл.
Газовая резка (кислородная резка)
Газовая резка (также известная как газокислородная резка) заключается в использовании тепла, выделяемого газокислородным топливом, для резки стальных материалов или твердых металлов на панели или требуемые профили. Он может резать сталь толщиной от 1 мм до 1200 мм. И в большинстве случаев он используется для резки стального листа толщиной более 20 мм, так как газокислородная резка обычно имеет большие допуски. Для сталей толщиной менее 20 мм лучше использовать другие методы резки, такие как лазерная резка или гидроабразивная резка. (Для получения высокой точности.)
С другой стороны, по мере того, как технология газокислородной резки развивается в настоящее время, с соответствующей газокислородной смесью и хорошим контролем температуры, мы также можем получить высокоточную газопламенную резку (качественную газопламенную резку). Особенно с интегрированной технологией газопламенной резки с ЧПУ, она широко используется в процессах производства стальных деталей.
Что такое газовая резка или газокислородная резка
Газовая резка (газокислородная резка или кислородно-ацетиленовая резка), как она называется, при горении кислородно-топливного газа через газовую горелку образует пламя, а тепло пламени используется для резки стали. Это самый старый способ резки горячей стали. Резак предназначен для подачи топливного газа кислорода для сжигания оксида железа, таким образом, чтобы гарантировать стабильную температуру и получить лучшие характеристики резки.
Почему сталь, вырезанная пламенем, широко используется при резке стали
Сталь, вырезанная пламенем, является старой и очень распространенной технологией резки стали для резки стали. Как известно, производство металла включает в себя резку, нагрев и сварку стали. Существует множество методов, используемых для формовки стали, одним из таких методов является сталь для резки пламенем, и с развитием оборудования теперь вы можете получить качественные стальные детали для резки пламенем. Это влечет за собой использование горючего газа и кислорода для вырезания фигур из стального листа. Эта техника набирает широкую популярность по разным причинам.
Вот некоторые из причин и преимуществ:
• Меньшая стоимость и меньшие инвестиции (Станок для газовой резки дешевле, чем станок для лазерной или гидроабразивной резки. Вы можете выполнять резку даже с помощью револьвера для кислородной резки.)
• Единственный способ резать сталь большой толщины (резать толстую сталь).
• Это относительно доступно по сравнению с другими методами.
• Может прорезать металлическую поверхность большой площади. Толщина варьируется от 1 до 1000 миллиметров.
• Этот процесс является переносимым. Можно использовать в разных местах, кроме физической мастерской.
• Интегрированная технология газопламенной резки с ЧПУ
Недостатки
• Резка деталей при более крупных преобразованиях (из-за теплового плавления материал для резки становится больше)
• Операторы должны обладать высокой квалификацией и большим опытом (чтобы получить более точные размеры и избегайте более горячего преобразования)
Как работает процесс газовой резки стального листа (газокислородная резка)?
Вы когда-нибудь задавали себе этот вопрос? Если да, то вы находитесь в правильном месте. Процесс газопламенной резки стального листа является термохимическим. Этот процесс требует интенсивного нагревания, обычно называемого чистым кислородом. Это кислородное топливо можно найти в объемных системах и баллонах. Нечистый кислород снижает скорость резания стали. Следовательно, чистое кислородное топливо может смешиваться с примесями из-за утечек, плохих шлангов и неправильных соединений. Чистый кислород следует использовать с осторожностью, иначе существует риск получения серьезных травм.
Типы режущих материалов
Процесс газовой резки стали можно использовать для различных целей при условии, что образующийся оксид имеет более низкую температуру плавления по сравнению с разрезаемым материалом. По этой причине процесс газокислородной резки нельзя использовать с другими материалами. Прекрасный пример — алюминий.
Газовая резка (газокислородная резка) Типы
Типы газовой резки в основном делятся на газовую резку и газовую резку с ЧПУ (машинный стол для газовой резки).
Резка факелом пламени
Факел пламени, также называемый пожарным ружьем. С разным газом горелка имеет разную конструкцию. Чаще всего используется кислородно-ацетиленовая газовая горелка, давление ацетилена от 0,01 до 0,12 МПа, давление кислорода от 0,50 до 1,0 МПа. Два разных газа сжигались в собственном канале и смешивались в кислородном резаке, пламя можно было регулировать вручную. Этот тип кислородной резки в основном используется для повторной резки, чтобы удалить дефекты от резки стальной заготовки или правки стали.
Газовая резка с ЧПУ для стали
Газовая резка с ЧПУ выполняется на станке с ЧПУ, который использует технологию ЧПУ для привода стола для газовой резки и резака, для резки стального листа, стального листа и других металлических материалов. Оборудование для газовой резки с ЧПУ включает в себя станок, стол, электричество и газовую горелку. Таким образом, он включает в себя три большие части: системы управления ЧПУ, системы газопламенной резки и системы привода.
Преимущество стали для резки пламенем с ЧПУ заключается в том, что она может резать большие толстые стальные листы, более низкая стоимость, но недостатки также одинаковы с обычной резкой пламенем. Это большая трансформация, более низкая точность, медленная скорость резки, для предварительного нагрева требуется много времени, медленная перфорация, и это сложно для всех автоматических операций. Таким образом, его применение ограничено углеродистой сталью и резкой толстого стального листа. Для резки тонкого стального листа до 20 мм он практически заменяет лазерную или техническую плазменную резку.
Как можно улучшить характеристики газопламенной резки?
На эффективность процесса газопламенной резки влияют два фактора, а именно выбор сопла и тип топлива. Эти два фактора могут увеличить или уменьшить как стоимость рабочей силы, так и скорость резки. В дополнение к этому, кислородная струя и используемый газ влияют на период резки, используемый для резки материала. В большинстве случаев кислородное топливо смешивается с другим горючим газом, таким как пропан, метан; ацетилен, пропилен и МАПП для достижения температуры воспламенения. Температура стали для газовой резки должна быть ниже точки плавления материала. После этого чистое кислородное топливо пропускается через предварительно нагретую зону, чтобы запустить процесс газопламенной резки.
Выбор запального газа зависит от того, является ли процесс механизированным или ручным, от типа материала и выполняемой работы. Газ непригоден для использования, если он не вырабатывает необходимого количества тепла или превышает установленный бюджет.
Диапазон толщины газопламенной резки стального листа
Это один из часто задаваемых вопросов, когда люди интересуются процессом газовой резки стального листа или стальных панелей. Как указывалось ранее, этот процесс можно проследить еще во времена пика индустриализации. Доказано, что этот процесс режет материал толщиной до 100 дюймов. Очевидно, что этот процесс упрощает задачу резки материала.
Все тонкие материалы должны быть предварительно сильно нагреты для увеличения скорости резки. Кроме того, процесс предварительного нагрева улучшает процесс резки. Этот процесс предварительного нагрева остается постоянным для всех толстых материалов.
Дело в том, что толщина разрезаемой стали зависит от количества кислорода, подаваемого в процессе резки. Топливный газ и чистый кислород можно регулировать для получения гладкой поверхности среза в зависимости от потребностей человека.
Температура резки
Как правило, процесс предварительного нагрева включает в себя нагрев материала до температуры 1600-1800 градусов по Фаренгейту.
Во-вторых, чистый кислород пропускается через нагретую область для облегчения горения или окисления. По этой причине человек может получить превосходную поверхность окончательного реза. Это может быть острая нижняя кромка без шлака, острая верхняя кромка или плоская поверхность реза.
Как получить качественную стальную панель газовой резки с более высокой точностью?
Существует множество факторов, влияющих на процесс газопламенной резки, поэтому необходимо получить качественные стальные панели или детали газопламенной резки с более высокой точностью. Следует отметить несколько факторов:
• Тщательное изучение и понимание рабочего процесса. Желательно нанять профессионального поставщика услуг, если вы считаете этот процесс трудным или напряженным.
• Выбор идеальной насадки для достижения желаемого результата. Есть множество советов, которые люди могут использовать для достижения желаемых результатов. Выбор простой техники позволяет легко достичь желаемого результата.
• Выбор правильного давления газокислородной резки. У людей разные потребности. Выбор правильного давления кислорода гарантирует, что вы достигнете желаемого качества резки.
• Серьезное отношение к процессу предварительного нагрева. Некоторые относятся к этому процессу легкомысленно. Процесс предварительного нагрева определяет, будет ли весь процесс газопламенной резки успешным или нет.
• Использование правильной скорости резания для достижения желаемых целей в установленные сроки.
Нет сомнений в том, что он может помочь людям разрезать различные материалы на различные формы по доступной цене. Заметим, что не всем удается получить детали высокого качества или желаемой точности газопламенной резки, но, по крайней мере, с вышеприведенными замечаниями вы не получите неудачных резов.
Компания Octal предоставляет услуги по резке стали для различных стальных материалов различной толщины, для резки на необходимые стальные панели или профили. Если у вас есть это требование, просто дайте нам знать.
Запросить предложение
Оборудование для газокислородной резки — Weld Guru
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Резка кислородно-ацетиленовым топливом происходит, когда кислород направляется на нагретый металл, в результате чего металл сгорает или окисляется.
Кислород необходим для поддержки любого процесса горения. Кислород сам по себе не воспламеняется, однако он увеличивает скорость и силу, с которой происходит горение.
В сочетании с ацетиленом пламя становится горячее, а сгорание происходит быстрее.
Кислородная горелка может быть оснащена режущими приспособлениями вместо сварочной головки.
Режущие приспособления можно использовать для резки стали толщиной примерно 6 дюймов.
При кислородной резке могут использоваться такие газы, как кислород, ацетилен, MAPP, природный газ и пропан.
Контрольный список кислородно-ацетиленового оборудования Включает:
- Кислородный регулятор
- Регулятор ацетилена
- Сварочный шланг кислород/ацетилен
- Шланговые муфты
- Универсальный газовый резак
- Цилиндры и тележка
- Пламегаситель и обратные клапаны (защитное оборудование)
- Кремневая зажигалка для зажигания факела
Оборудование для кислородно-ацетиленовой резки
Горелка для кислородно-ацетиленовой резки
Типы кислородно-ацетиленовой горелки
Резак (см. рис. 5-12 ниже), как и сварочная горелка, имеет трубку для кислорода и одну для ацетилена. Кроме того, имеется трубка для подачи кислорода под высоким давлением вместе с режущим наконечником или насадкой.
Схема кислородно-актиеленового резака – Рисунок 5-12
Наконечник : Наконечник (см. рис. 5-13) имеет центральное отверстие, через которое проходит струя чистого кислорода. Сквозные отверстия для смеси кислорода и ацетилена, окружающие центральные отверстия для пламени предварительного нагрева. Количество отверстий для кислородно-ацетиленового пламени колеблется от 2 до 6, в зависимости от цели, для которой используется наконечник.
Сопутствующие : Комплекты для ацетиленовых резаков – верхние отмычки
Схема наконечника для ацетиленовых резаков
Управление горелкой : Управление горелкой осуществляется рычажным клапаном горелки. Резак оснащен сменными наконечниками для резки стали толщиной от менее 1/4 дюйма (6,4 мм) до более 12,0 дюймов (304,8 мм).
Режущее приспособление, устанавливаемое на сварочную горелку вместо сварочного наконечника, показано на рис. 5-14.
Насадка для резки сварочной горелки – рис. 5-14
Для равномерного и чистого реза на стальном листе используются станки для резки с приводом от двигателя, которые поддерживают и направляют резак.
Прямолинейная резка или снятие фаски выполняется путем направления машины по прямой линии на стальных гусеницах.
Дуги и окружности вырезаются путем направления станка с помощью радиусного стержня, вращающегося вокруг центральной точки.
Типичные работающие машины для резки показаны на рис. 5-15 и рис. 5-16.
Сварщик с помощью газокислородной резки выполняет круглую фаску – рис. 5-15Аппарат для кислородной резки для выполнения нескольких одновременных разрезов — Рис. 5-16
Типы наконечников для газокислородной резки
Существует большое разнообразие стилей и размеров режущих наконечников, подходящих для различных видов работ. Толщина разрезаемого материала обычно определяет выбор наконечника. Давление кислорода при резке, скорость резки и интенсивность предварительного нагрева должны контролироваться для получения узких разрезов с параллельными сторонами.
Неправильно выполненная резка приведет к образованию рваных, неровных краев с налипшим шлаком на дне пластин. В Таблице 5-3 указаны номера режущих наконечников, давление газа и скорость ручной резки, используемые для резки низкоуглеродистой стали толщиной до 12 дюймов (304,8 мм).
Информация об оксиацетиленовой резке – Таблица 5-3
(1) Различные производители не придерживаются нумерации наконечников, указанной в этой таблице; поэтому некоторые наконечники могут иметь разные идентификационные номера.
Эксплуатация оборудования для кислородно-ацетиленовой резки
Пламенная резка стального листа
Схема a: Пример газопламенной резки стального листа с помощью сопла газового резака. Диаграмма b: Поперечное сечение пластины, полученной пламенной резкой, с линиями тяги
Кислородно-ацетиленовая сварочная горелка Видео
oxygen acetylene welding cutting torch» src=»https://www.youtube.com/embed/7EGmrPiumEU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Кислородно-газовая резка Этапы работы:
Ниже приведены рабочие этапы газокислородной резки:
- a. Присоедините необходимый режущий наконечник к горелке и отрегулируйте давление кислорода и ацетилена в соответствии с таблицей 5-3 выше.
ПРИМЕЧАНИЕ Приведенные значения давления кислорода и ацетилена являются приблизительными. В реальных условиях давление должно быть установлено таким образом, чтобы обеспечить наилучшую резку металла. - Установите пламя предварительного нагрева в нейтральное положение.
- Держите горелку так, чтобы можно было управлять кислородным рычагом или спусковым крючком одной рукой. Используйте другую руку, чтобы стабилизировать и поддерживать положение головки резака на работе. Держите пламя под углом 90 градусов, чтобы работать в направлении движения. Внутренние конусы пламени предварительного нагрева должны быть примерно на 1/16 дюйма (1,6 мм) выше конца линии, которую нужно разрезать. Удерживайте это положение до тех пор, пока пятно не станет ярко-красным, а затем медленно откройте кислородный клапан.
- Если резка была начата правильно, с противоположной стороны изделия посыплется град искр. Перемещайте резак со скоростью, позволяющей резанию продолжать проникать в заготовку. Хороший разрез будет чистым и узким.
- При резке заготовок, круглых прутков или тяжелых профилей время и газ экономятся, если заусенец поднимается долотом в точке, где должен начинаться рез. Эта небольшая часть быстро нагреется, и резка начнется немедленно. Сварочный стержень можно использовать для начала резки тяжелых секций. При использовании его называют стартовым стержнем.
Шланг для кислородно-ацетиленовой резки
Два шланга встроены в один (сиамский). Зеленый шланг используется для кислорода, красный — для ацетилена, черный — для любого инертного воздуха или газа.
Для дополнительного чтения
Ацетиленокислородная сварка и резка
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Какую систему следует использовать? – Make It From Metal
Какую систему резки металла лучше иметь? Кислородный резак? Или плазменный резак?
Очевидный ответ — получить по одному каждому из них. Однако это не всегда возможно. Итак, если вы ограничены одной системой или другой, какая система является «правильным выбором»?
Как всегда, зависит от приложения. Вот старое эмпирическое правило:
Система газопламенной резки или газокислородный резак является практичным выбором для мягкой стали толщиной более 1 дюйма, в то время как плазменный резак лучше и эффективнее для более тонких материалов, будь то железо или цветной.
Конечно, здесь есть оговорки. Давайте рассмотрим, что все это значит и каковы исключения.
Для начала давайте разберемся, как работают эти системы.
Примечание: эта информация относится как к резакам с ЧПУ или роботизированным резакам, так и к ручным устройствам.
Содержание
Как работает резак
Если вы думаете, что резак просто плавит материал, то это только половина ответа.
Резак работает, добавляя в пламя поток кислорода, который окисляет сталь и превращает ее в шлак. По сути, это химическая реакция между кислородом и сталью. Тепло просто заставляет эту реакцию происходить очень быстро.
Думайте об этом почти как о сверхбыстром и контролируемом ржавлении.
Пламя предварительно нагревает сталь примерно до 1800 градусов по Фаренгейту, а сжатый кислород окисляет и взрывает материал.
Таким образом, толщина мягкой стали, которую вы можете разрезать, равна той толщине, которую вы можете нагреть и продуть потоком сжатого кислорода. С более крупными устройствами это может быть довольно глубоко — вы можете резать сталь толщиной более фута. Это займет некоторое время.
Как работает плазменный резак
Это немного более тривиально.
Плазма — четвертое состояние вещества. Включите музыку сумеречной зоны.
Итак, вы знаете, как мы обычно представляем материю – твердое, жидкое и газообразное.
Возьмем пример с водой. При низкой температуре это лед ( твердый ). Добавьте энергию (тепло) и вы растворите ее в воде ( жидкость ). Добавьте больше энергии (тепла) и вы получите пар ( газ ). Но что происходит, когда вы продолжаете добавлять больше энергии?
Вы получаете плазму.
Итак, вот как работает плазменный резак: Плазменные резаки используют такой газ, как сжатый воздух, азот, кислород и т. д., и пропускают через этот газ электрическую дугу. Это превращает газ в плазму, и он быстро пронзает металл, разрезая его на высоких скоростях.
Эта высокоскоростная плазма называется «струей плазмы», и она почти мгновенно нагревает металл примерно до 30 000–40 000 °F и на чрезвычайно высоких скоростях, таких как 20 000 футов в секунду, — именно поэтому плазменные резаки такие быстрые. Это довольно сумасшедшая температура.
По сути, плазменная резка просто сжигает материал контролируемым образом.
Кроме того, имеется газовая завеса, защищающая зону резки и улучшающая качество резки. Это помогает сделать срез более прямым и тонким.
Какие металлы можно резать?
Плазменная резка здесь действительно эффективна – поскольку плазма представляет собой просто наэлектризованный газ, плазменный резак может разрезать практически любой проводящий электричество материал. Алюминий, сталь, нержавеющая сталь, латунь, медь, что угодно, плазма быстро с этим справится.
Для газовых резаков ответ немного сложнее. Они предназначены для мягкой стали, но в этом заявлении есть звездочка.
Если вы сами поэкспериментировали с ним, то знаете, что на самом деле можно резать более тонкий алюминий и нержавеющую сталь, а также другие материалы. Но порезы будут некрасивыми и грязными. Вот почему:
Процесс предназначен для окисления металла. Нержавеющая сталь и алюминий практически не окисляются. Таким образом, вместо того, чтобы превращать металл в шлак, вы на самом деле просто плавите щель в материале, и сила пламени выталкивает его наружу. Вы не можете резать эти материалы, когда они толстые, особенно это касается листового металла.
Таким образом, технический ответ заключается в том, что вы можете пройти через эти другие материалы, если они тонкие, но это будет некрасиво. Кроме того, окружающий металл будет действительно подвергаться воздействию тепла, что будет означать, что вы можете получить некоторую сумасшедшую деформацию (например, с нержавеющей) или массивную зону термического воздействия (например, с легированной сталью). В основном, это просто мягкая сталь, которая рекомендуется для резаков.
Скорость
Опять плазма светит. Поскольку он работает с такой безумной жарой, это действительно быстрый резак. Яблоки к яблокам, за плазмой с резаком не угнаться.
Толщина
Кислородные факелы едят на завтрак толстую сталь. Если вы пытаетесь пройти через стальную ось толщиной 4 дюйма, то резак — ваш инструмент.
По-настоящему тяжелые могут прорезать до четырех футов твердой стали. Честно говоря, маловероятно, что вы будете сталкиваться с этим регулярно, но никогда не знаешь наверняка, верно? Следует помнить, что вы можете разрезать блок двигателя, если он сделан из железа, а не из алюминия.
Тем не менее, для большинства устройств вы можете рассчитывать на максимальную толщину в один фут, если у вас большое сопло горелки. Чем меньше сопло, тем тоньше пропил и тем тоньше материал, который вы можете разрезать.
Плазменные горелки не режут почти так же толсто. По-настоящему сверхмощные могут достигать толщины около 2-3/4 ″, но маловероятно, что вы получите в свои руки один из них. Стандартные промышленные машины режут материал толщиной около 1 дюйма, а машины для хобби имеют максимальную толщину около 1/4 дюйма или 3/8 дюйма.
Расходные материалы
В обеих системах есть расходные материалы – наконечники будут изнашиваться и будут мелкие сменные детали. Хотя это не большие расходы.
Это одна из областей, где я предпочитаю плазму: для кислородного топлива вам нужно пополнить свои газовые баллоны. Для плазмы обычно нужен только сжатый воздух.
Технически, плазма потребляет довольно много электроэнергии
Портативность
Кислородная система, безусловно, самая портативная с точки зрения возможности закрепить ее в грузовике и разрезать трактор посреди поля. Вы можете взять его в любом месте, что вы можете носить его.
Плазменный резак (как правило) меньше по размеру, поэтому его легко носить с собой, но вам нужно иметь возможность подключить его к сети. Меньшие устройства для хобби обычно весят около 20-30 фунтов. Если вы работаете в магазине, это не проблема, но если вы работаете на ферме, это может раздражать.
Универсальность
Это сложный вопрос — в обеих системах есть то, чего не может другая.
Для кислородно-ацетиленовой сварки различные горелки (сварочные, режущие или розовые) позволяют выполнять сварку, нагрев, наплавку, резку, пайку, пайку, смешивание и строжку. Для резки вы в основном ограничены мягкой сталью, но с ней можно сваривать большинство металлов.
Для плазменной сварки обычно можно найти небольшие устройства 3-в-1, которые позволяют выполнять резку, сварку TIG и дуговую сварку. Кроме того, плазменный резак предназначен для резки.
Опции
Работа с газокислородными горелками довольно проста, достаточно выбрать сопло подходящего размера для работы. Еще одна вещь, в которой стоит убедиться, это то, что у вас установлены пламегасители, чтобы ничего не сорвалось.
Есть несколько терминов, которые стоит знать, когда вы собираетесь купить плазменный резак. Вот обзор и объяснение того, что они означают.
Высокочастотный (ВЧ)
Это относится к тому, что используется для запуска плазменной горелки, и аналогично сварочному аппарату TIG. По сути, через горелку проходит ток высокой частоты и высокого напряжения, что облегчает начало резки.
Это делает точку прокола меньше, чище и проще, и это удобно для более толстых материалов.
Вообще говоря, вам не нужно это для любительских станков, которые используются для тонколистового металла. Во всяком случае, хорошей практикой является слегка проколоть материал от линии, где вы хотите разрезать, а затем провести плазмой по линии реза
Пилотная дуга
По сути, это небольшой провод, который поддерживает работу плазмы, когда он не находится близко к заготовке.
Удобен для таких применений, как работа с просечно-вытяжным листом или сеткой. Это обеспечит постоянную работу станка для прерывистой резки.
Если вы просто хотите поработать в гараже, вам это не понадобится, и вы не увидите особой пользы, если будете резать только листовой металл или разбирать машину. Однако, если вы выполняете много работы с сеткой, это ускоряет процесс.
Советы по безопасности
Многое из этого будет здравым смыслом, но об этом стоит упомянуть.
Резка металла теплом = горячий металл.
Носите подходящие сварочные перчатки и кожу. Не нужно поджигать штаны. Не надевайте синтетическую одежду при работе с раскалёнными вещами.
Носите очки. Они работают лучше, чем безопасные прищуривания, и вы можете серьезно повредить глаза, проработав день в гараже без них.
Что касается того, насколько затемненными должны быть ваши средства защиты глаз, используйте следующее практическое правило: если вы свариваете и видите синие пятна после выключения горелки, вам нужны более темные линзы.
Для плазменных резаков вот небольшой полезный справочник от Американского общества сварщиков:
| Ток дуги (А) | Мин. Protective Shade |
| Under 20 | 4 |
| 20-40 | 5 |
| 40-60 | 6 |
| 60-80 | 8 |
| 80-300 | 8 |
| 300-400 | 9 |
| 400-800 | 10 |
Для большинства любительских машин подойдет цвет №5 или №6.
Кроме того, старайтесь не распылять искры на вещи, которые взрываются. В том числе газовые баллоны.
Сравнение устройств
Теперь, когда вы вооружены здоровенной чайной ложкой знаний, давайте посмотрим, какие системы доступны, чтобы мы могли сравнить стоимость и возможности.
Плазменные резаки
Блок для хобби
За $200+ вы можете приобрести небольшой аппарат для любителей, сделанный в Китае. Этого должно хватить на периодическое использование. Обычно они могут резать металл толщиной до 1/4 дюйма, и их очень удобно иметь в гараже.
Обычно эти устройства не являются высокочастотными или имеют контрольную лампу, но они предназначены для небольших работ. На самом деле вам, вероятно, не нужно так часто резать стальной лист толщиной 1/4 дюйма в гараже.
Профессиональная установка для легких условий эксплуатации
Как правило, цены на китайские модели начинаются от 400 долларов США, а на известные марки – от 1000 долларов США. Они позволяют резать листы толщиной до 1/2 дюйма и имеют некоторые функции, такие как ВЧ и контрольные лампы.
Обычно их можно подтолкнуть, чтобы разрезать пластину до 3/4″, но там они становятся довольно уродливыми.
Профессиональные устройства для средних и тяжелых условий эксплуатации
Эти звери обычно стоят несколько тысяч долларов, в зависимости от того, какой толщины вам нужно резать.
Для справки: вы можете приобрести Tomahawk на 100 ампер от Lincoln Electric примерно за 4-5 тысяч долларов. Это позволит вам резать сталь толщиной до 1,5 дюйма.
Для станков большего размера вы выходите за рамки того, что возможно для ручных устройств, и вам необходимо установить на них робота или ЧПУ.
Горелки для кислородной резки
Вот что прекрасно в кислородных установках:
Они дешевы.
Если у вас уже есть установка для кислородно-ацетиленовой сварки, вы можете приобрести только горелку менее чем за 100 долларов. Если вы только начинаете работать с кислородным топливом, это немного дороже.
Приблизительно за 400 долларов вы можете приобрести полный комплект, который будет включать горелки (для сварки и резки), сопла, защитное снаряжение, искру, очиститель сопла и кучу других вкусностей. Однако обычно помимо этого вам понадобится еще несколько вещей.
Вам также понадобится баллон с ацетиленом и кислородом, а также тележка для баллонов. Убедитесь, что это правильная тележка и что есть цепи, удерживающие баки на месте. Это действительно испортит вам день, если эти вещи упадут.
В остальном у вас все в порядке. Кислородные системы действительно хороши, потому что они универсальны и просты в настройке.
Итоги
Итак, какую систему выбрать?
Вот когда вам следует приобрести плазменный резак:
- Вы хотите иметь возможность быстро резать листовой металл и пластины.
- Основное внимание уделяется резке, а универсальность второстепенна.
- Вы работаете с самыми разными материалами.
- Вы хотите разрезать раму грузовика на части.
- Вы художник и делаете скульптуры из листового металла.
- Вас интересует производство.
- Мобильность не так важна, вы будете работать в основном в магазинах.
- Вам нравится иметь хотя бы по одному из каждого инструмента.
Вот когда вам нужен резак:
- Вам не нужно быстро резать листовой металл и пластины, но вы хотите иметь его в качестве опции.
- Вы работаете с мягкой сталью.
- Вам нужно что-то, что можно взять с собой в поле для работы — электричество не требуется.
