Как сделать хон в цилиндрах своими руками: Хонинговка цилиндров в домашних условиях
Содержание
Хонинговка цилиндров — что такое хонингование двигателя автомобиля
13.11.2019
| (Голосов: 2, Рейтинг: 3) |
Вопросы, рассмотренные в материале:
- Что такое хонингование цилиндров
- Есть ли разница между зеркалом цилиндра и хонингованием
- Каковы технологии хонингования цилиндров
- Как происходят хонингование и ремонт цилиндров Alusil и Nicasil
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Требования к процессу и оборудованию
Для равномерности насечки требуется плавное движение шлифовальной насадки внутри цилиндра. Если используется токарный станок, то следует наловчиться плавно перемещать кучку патрона. Чаще в гаражных условиях используется специальный ершик. Скорость, усилия и плавность движений уже зависят от физических способностей мастера. Если он неоднократно выполнял подобную процедуру, ему легче будет создать точный рисунок. Но он все равно будет отличаться от эффекта после применения технических средств.
Для выполнения процедуры потребуется уровень и направляющая рейка. Эти приспособления смогут помочь создать равномерный рисунок с правильным углом. Если мастер собьется, он испортит узор, из-за чего ему придется все переделывать.
Еще одним важным условием при хонинговке мотора является стабильная смазка поверхности. Для этого пригодится керосин или его смесь с маслом. Эта жидкость будет смывать мелкую стружку, которая помешает в создании подходящей шероховатости.
После выполнения работ блок нужно помыть при помощи мыльного раствора. Это удалит все мелкие частицы, предотвратив их появление в полостях агрегата после его сборки. После блок нужно высушить и обработать антикоррозионным маслом.
Когда мотор будет собран, прежде чем на него будет даваться привычная нагрузка, должна выполниться приработка цилиндропоршневой группы. Это позволит притереться деталям друг к другу. В этот период двс будет нуждаться в более щепетильном подходе к замене масла и использованию качественного топлива.
Для более щадящей притирки можно воспользоваться тем же триботехническим веществом Супротек плюс. В некоторых случаях хонинговку можно выполнить без расточки цилиндров. Если повреждения незначительны, и достаточно только этой операции, мотор можно даже не снимать с машины.
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Рекомендуем
«Отказ цилиндра: причины и способы диагностики» Подробнее
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Основное назначение хонингования
Назначение данной операции заключается в следующем. Микрорисунок создает небольшую шероховатость на зеркале цилиндра. Она нужна для того, чтобы смазочный материал задерживался на поверхности.
Всем известно, что масло в цилиндропоршневом механизме нужно для того, чтобы снизить трение между кольцами и стенками цилиндров, а также обеспечить нужное охлаждение деталей при возникновении термических нагрузок.
В силовом агрегате, отработавшем свой ресурс, геометрия цилиндров изменяется, из-за чего снижается производительность мотора. Внутренняя часть цилиндров со временем получает задиры и шероховатость, отличающуюся от изначального параметра, выполненного на заводе.
Эти повреждения устраняются, если расточить цилиндры. Если подобная процедура уже проводилась, то размер цилиндра будет соответствовать уже не первой, а второй ремонтной величине. После того, как операция была выполнена, нужно при помощи хона сделать соответствующие насечки.
Помимо улучшения смазки поверхности цилиндров у хонингования есть еще одна цель. Эта процедура устраняет бочкообразную или конусную форму, если они образовались в процессе увеличения диаметра.
Хонингование мотора обеспечивает максимальную точность шероховатости, что сложнее достигается при помощи полировки или притирки. Чтобы впоследствии подобного ремонта ДВС обладал нужным показателям, размер ячеек и глубина насечек должна соответствовать заводским стандартам. О том, как правильно выполняется процедура, а также о нормах поговорим немного позже.
Технология хонингования цилиндров
Хонингование блока цилиндров в заводских условиях существенно отличается от аналогичной процедуры, выполняемой при капитальном ремонте двигателя. Выделяют два этапа:
- Стартовая обработка при помощи крупно-абразивных брусков, закрепленных на головке хона. Она создает контуры сетки, которую можно увидеть на готовой детали.
- Финишная обработка с помощью мелкоабразивных инструментов.
 Выполняется для сглаживания дефектов предыдущей операции и финального выравнивания размеров под новые поршни.
Выполняется для сглаживания дефектов предыдущей операции и финального выравнивания размеров под новые поршни.
Иногда применяется третий этап – притирка поверхности абразивной пастой. Она делает сетку хона еще более гладкой и не оставляет микродефектов на поверхности металла. Ее применение обусловлено качеством выполнения двух предыдущих операций и квалификацией мастера. В результате получается ровная сетка, которая не имеет острых краев металла и облегчает процесс притирки деталей цилиндро-поршневой группы.
По окончании процесса необходимо тщательно промыть обрабатываемую деталь. Остатки металла и абразивные частицы, оставшиеся на блоке цилиндров и в его полостях, недопустимы при сборке мотора. Собирать цилиндро-поршневую группу можно только на абсолютно чистом моторе. Промывка осуществляется сначала жидкостью под давлением, а затем продувкой сжатым воздухом.
Соблюдение технологии существенно продлевает жизнь мотору после капитального ремонта. Равномерно нанесенный хон дает оптимальные зазоры между сопрягаемыми деталями и хорошую смазку. Процесс обкатки происходит быстрее и проще. Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.
Процесс обкатки происходит быстрее и проще. Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.
Рассмотрим подробнее оборудование для ремонта двигателя. Профессиональный станочный парк, которым оборудованы автозаводы, позволяет производить обработку блока с максимальной точностью. Такие станки могут позволить себе только специализированные мастерские, занимающиеся расточкой и хонингованием блока цилиндров.
Хонингование – это процесс создания фактуры рабочей поверхности блока. Это не просто беспорядочное нанесение рисок и царапин, а создание сетки, у которой строго заданы глубина канавок и их взаиморасположение. Поверхность выглядит как совокупность канавок, пересекающихся под заданным углом. Кроме того глубина рисок и их поперечный профиль выдерживаются с точностью до тысячных долей миллиметра. Поверхность не должна иметь острых краев и задиров на вершинах борозд, оставляемых хоном. Долговечность жизни мотора во многом зависит от качества обработки.
Долговечность жизни мотора во многом зависит от качества обработки.
Рекомендуем
«Замена цилиндра сцепления: процесс и рекомендации по выбору детали» Подробнее
Абразивные бруски монтируются на головку хона. В процессе обработки она вращается и оставляет насечки на металле. Круговое движение дополняется возвратно-поступательными перемещениями вдоль оси вращения (вверх и вниз). Синхронизация скорости этих движений позволяет задать нужный угол между наносимыми рисками. Это важный параметр, который регулирует толщину масляной пленки между сопрягаемыми поверхностями.
Угол хонингования – это угол между рисками, наносимыми хоном. Величина зерна абразивного бруска также влияет на характеристики обработки и конечное качество отделки. Тип хонинговального инструмента обеспечивает нужную глубину рисок и их взаиморасположение. Хонингование делится на два этапа: основной и финишный. Для каждого шага выбирается свой абразивный инструмент. Прецизионный контроль качества поверхности выполняется с помощью визуализации диаграммы микропрофиля хона. Угол хона измеряется с помощью тарированных пленок-шаблонов.
Угол хона измеряется с помощью тарированных пленок-шаблонов.
Формирование структуры поверхности первоначально выполняется с помощью грубого абразива. В результате поверхность становится шершавой и даже имеет задиры, но приобретает рисунок, который в дальнейшем сохраняется и после финишной обработки. При базовой обработке используются алмазные хонинговальные бруски на медной основе. Процесс чернового хонингования сопровождается подачей смазочно-охлаждающей жидкости. Кроме основной функции, она также удаляет металлическую стружку и продукты износа алмазного бруска.
Алмазная обработка не позволяет сразу же перейти к сборке мотора, так как кольца и поршни при контакте с такой грубой поверхностью быстро придут в негодность. В некоторых случаях обработка алмазным абразивом используется как силовая расточка. Грубая поверхность должна пройти обработку зерном меньшей фракции. После этого поверхность становится более гладкой и приближается к заданному ремонтному размеру. На последнем этапе обработка проводится мелкозернистым абразивом и шлифовальной пастой.
После формирования чистового размера и структуры поверхности проводится так называемое хонинговое крацевание. Эта операция не увеличивает ремонтный размер и не меняет гладкость поверхности, а направлена на очистку хонинговых рисок и вымывание остатков металла и абразива. Крацевание имеет побочный положительный эффект в чугунном блоке – оно открывает графитовые зерна, входящие в структуру металла. Графит при этом выступает в качестве дополнительного лубриканта и снижает износ деталей. Крацевание выполняется нейлоновыми щетками с вкраплениями кремниевых кристаллов.
В дополнение к основным операциям может выполняться нанесение антифрикционных покрытий, но они подходят не ко всем материалам, из которых изготовлен блок цилиндров. Хонингование в основном применяется к чугунным блокам, но сейчас уже разработана технология обработки алюминиевых деталей. Наибольшей известностью пользуется плосковершинное хонигование, которое проводится аналогично классическим технологиям. Различия заключаются в применяемых инструментах и количестве операций.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла.
 Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- Alusil
Блоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках.
 Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки.
 Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Рекомендуем
«Форсунка льет в цилиндр: причины и варианты решения проблемы» Подробнее
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки.
 Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров.
 Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз.
 В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока. - Nicasil
Алюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.

Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
Рекомендуем
«Устройство цилиндра сцепления: немного теории для удачной практики» Подробнее
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса.
 Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит.
 Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от . Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки. Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта. - Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
- Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
Рекомендуем
«Стук клапанов двигателя: причины и способы устранения проблемы» Подробнее
- Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше. - Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Рекомендуем также прочитать статью о том, как правильно подбирать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора ремонтных поршневых колец по размеру и другим параметрам.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи
Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки
Удачи вам и не забывайте оставлять комментарии ниже.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Хонингование цилиндров и смысл этого процесса
Как выполняется резка профильной трубы
Множество специализированных автомастерских упражняются хонингованием цилиндров
Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании
Составная часть двигателя, а также его детали начинают деформироваться
Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы
При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы
В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.
2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый
Очень важно создать лишним припуск в пару мм
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.

После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Зачем хонинговать двигатель
Как выполняется сварка латуни, какие существуют технологии
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Важные требования
Ремонт блока цилиндров двигателя: пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.

- Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца. - Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше. - Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания.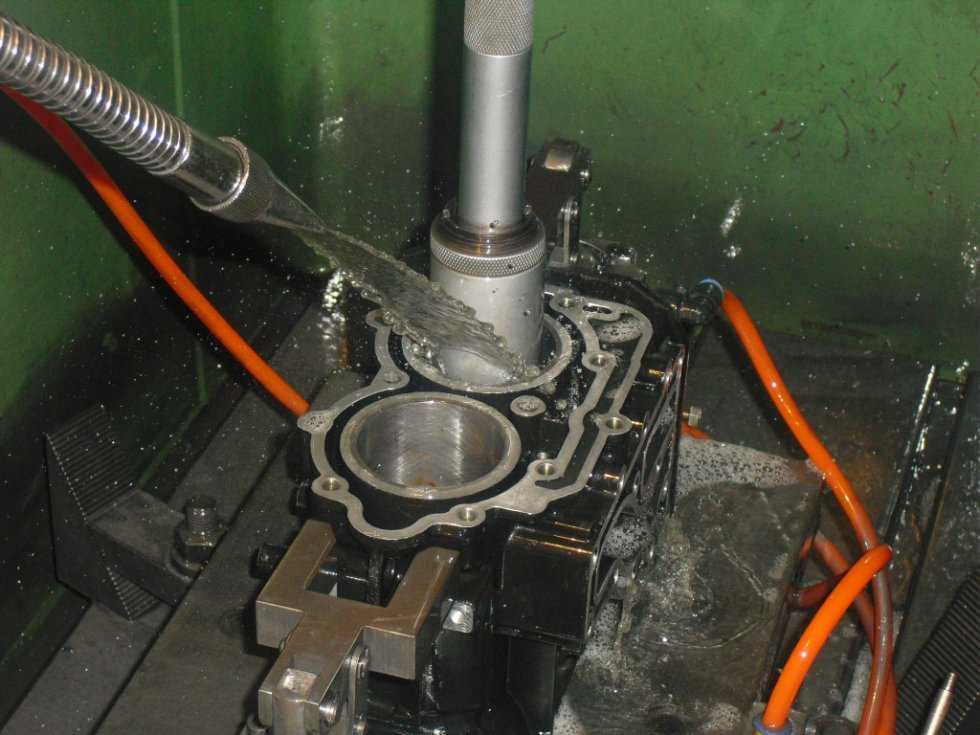 Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.
 д.
д. - После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ.
 Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой.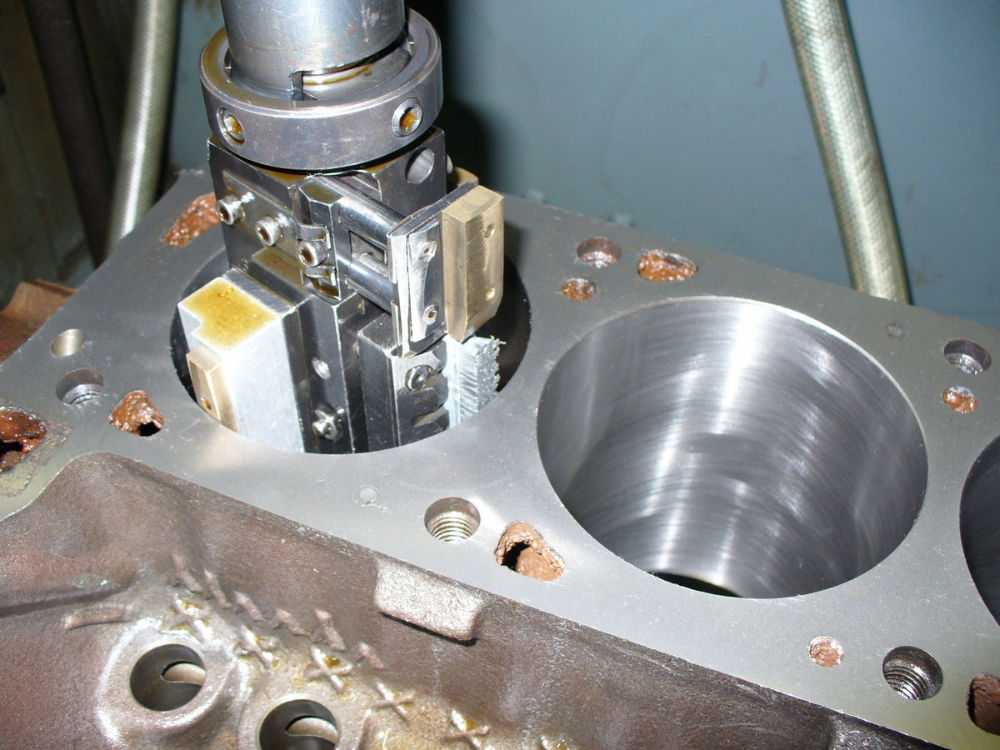 При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Немного теории и технологии
Хонингование
– (от англ. honing, от hone – хонинговать, буквально – точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Преимущества хонингования
Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации. Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются. Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще. Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления. Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию
Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления. Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию
Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Области применения хонингования[править | править код]
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента: жесткие;
- плавающие;
по способу обеспечения размера:
- регулируемые;
саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности – отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры – это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения – это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности – совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра – угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе – фирма KOLBENSCHMIDT (KS) – дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное – методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования – применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе – фирма KOLBENSCHMIDT (KS) – дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное – методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования – применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS
Прибор для контроля шероховатости Hommel
Ремонт цилиндра двигателя мотоцикла.

Цилиндр ремонтировать или менять?
После определённого пробега (у всех по разному) неизбежно приходит время, когда ваш мотоцикл или автомобиль, ранее такой резвый и приёмистый, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую раньше взлетал пулей. Замена поршневых колец вроде бы помогает, но только на короткое время. Далее, ещё немного поездив, вы обнаруживаете, что дым из выпускных труб становится ещё гуще, одновременно растёт расход топлива, а вместе с ним падает мощность. И становится определённо ясно: цилиндр (или цилиндры) нужно ремонтировать. Но перед ремонтом необходимо тщательно промерить цилиндр, получить данные о его реальных размерах и конфигурации и исходя из этого определить вид ремонта. Кстати о замерах можно почитать и в этой статье, так сказать для общего развития.
Впрочем, иногда до замеров дело не доходит, достаточно осмотреть зеркало цилиндра. Если на нём имеются глубокие задиры и вертикальные царапины, а такое можно наблюдать при поломке поршневых или стопорных колец, выпадения стопорных штифтов (на двухтактниках), то цилиндр нужно заменить новым, или расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или задиров, а так же от диаметра имеющегося в наличии поршня. Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
При этом глубина расточки будет зависеть от глубины царапин или задиров, а так же от диаметра имеющегося в наличии поршня. Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
Расточка цилиндра. Расточка, это операция проводимая на специальных расточных станках, но её можно сделать и на обыкновенном токарном станке, если у вас например не блок из трёх или четырёх цилиндров (как например на спортбайках), а отдельные цилиндры (например Урал, Днепр, Харлей и т.п.). Она не очень сложна и не требует сверхвысокой квалификации. Главное в этой операции сохранить перпендикулярность оси цилиндра и его основания.
А для осуществления этого необходимо изготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления вашего цилиндра, затем выверить по плоскости резцом и расточить до размера горловины цилиндра. Далее не меняя положения планшайбы в патроне станка, на ней следует закрепить цилиндр, (так как он крепится на картере двигателя), и только после этого растачивать.
Попытки упростить операцию, например провести расточку в трёх или четырёхкулачковых патронах без планшайбы, как правило обречены на провал, так как после такой расточки зеркало цилиндра в тех местах, где его сжимали кулачки, уходит от нужной геометрической формы и становится овальным (или треугольным). А когда патрон станка разжимается, то если цилиндр и не был смят, и в силу своей упругости возвращается в исходное состояние, то в точках зажима обычно после проточки бразуются впадины.
Хонингование. После расточки, чтобы довести поверхность цилиндра до определённого состояния, нужна ещё одна операция, называемая хонингование. То есть создать с помощью хона очень мелкую риску (шероховатость поверхности), которая позволит на стенках цилиндра лучше удерживаться моторному маслу.
На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр. Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
В пазы вставляем прямоугольные подпружиненные брусочки. Раньше, да и сейчас многие используют алмазные абразивные брусочки (наподобие тех, на которых точат ножи). Но за рубежом от них давно отказались, и используют специальные безабразивные бруски, которые позволяют намного увеличить ресурс отремонтированной поршневой группы. И вам советую их поискать и использовать, а кто хочет подробнее узнать о них и о правильном хонинговании, то очень советую почитать вот эту статью.
Сквозь отверстие бруска пропускаем длинную шпильку или болт, за который устройство крепится в патроне обыкновенного сверлильного станка. Затем закрепив хон в патроне, устанавливаем цилиндр на станину (плиту) сверлильного станка, но не закрепляем его. Если цилиндр закрепить жёстко, то любое, даже незначительное биение шпинделя станка приведёт к нарушению геометрической формы зеркала. Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Задав хону частоту вращения 200 — 220 оборотов в минуту и обеспечивая от 30 до 60 возвратно-поступательных ходов за минуту, постепенно снимаем оставленный после расточки незначительный припуск и одновременно улучшаем поверхность. Для ускорения работы можно вначале использовать бруски с зернистостью 150 — 170, а под конец работы перейти на брусочки зернистостью 250 — 400. Во время работы нужно обильно и непрерывно смачивать бруски и зеркало цилиндра керосином(для отвода продуктов износа), а так же периодически контролировать размер.
Но вернёмся к началу ремонта. Предположим, что наш цилиндр не имеет дефектов, видимых невооружённым глазом. Диаметр цилиндра удобнее всего измерять индикаторным нутромером и подробнее о нём можно прочитать здесь. Измерения проводим обязательно в трёх поясах, за 10,15 мм от верхнего и нижнего торцов цилиндра и ровно посередине. И в каждом из этих поясов делаем по два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав из в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Это значит, что цилиндр стал овальным, бочкообразным и конусным и вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Значит и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и появляется элипсность (овал) у изношенного цилиндра: диаметр в плоскости пальца у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки на стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие нагрузки цилиндр воспринимает примерно в средней части, а если учесть, что цилиндр например двухтактного двигателя в средней зоне ещё и весь «продырявлен» впускными, выпускными и продувочными окнами, и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной(целой) площади (поверхности), становится ясно, что именно в этой зоне происходит самое значительное истирание металла и появляется бочкообразность.
Основные причины конусности цилиндра — это воздействие (трение) поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и изнутри увеличивают давление поршневых колец. По мере движения поршня вниз, давление газов падает и эта добавка (давление газов) к обычной упругости кольца снижается, давление колец на стенки цилиндра ослабевает. Из за этого цилиндр в верхней части изнашивается больше, чем в нижней.
Вернёмся опять к нашим измерениям и решим, что же делать с цилиндром? Если по результатам измерений видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125 — 200 см³ составляет 0,15 — 0,20 мм, для класса 350 см³ составляет 0,20 — 0,25 мм, и для класса 500 -650 см³ составляет 0,20 — 0,30 мм, то можно уверенно сказать, что цилиндру необходим ремонт.
Что касается конусности цилиндра, то её можно определить более простым способом — при помощи поршневого кольца. Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, потому что абразивные брусочки в хоне сидят подвижно (подпружинены) и копируют неравномерно изношенные стенки цилиндра. Для устранения этих видов износа существует другой способ ремонта, который называется притирание.
Притирание часто применяют вместо хонингования как окончательную операцию после расточки. Но можно вообще заменить расточку притиркой, правда это растягивает процесс ремонта, но даёт хорошие результаты. Для этой операции рабочий инструмент — разжимной притир показан на рисунке 2 . Его корпус 1 обычно изготавливают из стали, а втулку 2 из мелкозернистого чугуна с твёрдостью НВ 140. Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
После этого нужно изготовить корпус (конус), на наружном торце которого сверлим отверстие и нарезаем резьбу под болт М12 — М 14, как показано на рисунке 2, или оставляем хвостовик и на нём нарезаем резьбу, как это показано на рисунке 3. Далее втулку надеваем на конус, закрепляем болтом и окончательно протачиваем под размер вашего цилиндра минус 0,1 мм. Притир для вашего цилиндра готов и теперь, как только ваш цилиндр износится, притир всегда будет готов к работе. Притирку можно вести на сверлильном станке.
На наружную поверхность втулки наносим притирочную пасту — это абразивный порошок в смеси с маслом(сейчас продаются готовые пасты для притирки клапанов). Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Когда в процессе работы вы почувствуете, что притир начинает свободно вращаться в цилиндре, то болт или гайку на притире нужно подтянуть настолько, чтобы вращение стало немного тугим, думаю принцип понятен. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя продукты обработки и накопившуюся грязь, а так же периодически проверять диаметр цилиндра измерительным инструментом или новым поршнем, под который притирается цилиндр.
По окончании работы цилиндр тщательно промываем вначале бензином или соляром, затем керосином или тёплой мыльной водой. После промывки водой, цилиндр нужно сразу высушить феном и смазать зеркало маслом. После сборки мотора с новой поршневой, естественно её нужно обкатать (как обкатать машину читаем тут).
Ну а если кто то захочет поменять гильзу в своём цилиндре, то как это сделать советую почитать вот тут.
Вот вроде бы и всё. Как видно из выше описанного, сделать ремонт цилиндра двигателя самостоятельно, не пользуясь услугами сервиса, не так уж и сложно, удачных всем поездок.
Теги: Правильный ремонт цилиндра двигателя, ремонт цилиндра двигателя своими руками
часто задаваемых вопросов | HON Office Furniture
Что делать, если мой стул не поднимается и не опускается плавно?
Ваш цилиндр, скорее всего, нуждается в новой смазке для правильной работы. Используйте это руководство по техническому обслуживанию цилиндра для получения инструкций.
Для получения дополнительной помощи найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что я могу сделать, чтобы мой офисный стул не тонул, когда бы я ни сидел в нем?
Часто эта проблема возникает из-за неисправного механизма управления или пневматического цилиндра и может быть легко заменена на большинстве моделей кресел HON. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Как починить офисный стул, если он замерз и я не могу его поднять или опустить?
Часто эта проблема возникает из-за неисправного механизма управления или пневматического цилиндра и может быть легко заменена на большинстве моделей кресел HON. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что делать, если мой стул шатается, когда я на нем сижу?
Колебание кресла может быть вызвано неисправностью механизма управления или основания кресла. Чтобы исправить колебание, важно проверить, что из этого вызывает колебание.
Чтобы исправить колебание, важно проверить, что из этого вызывает колебание.
• Механизм управления: Установив основание кресла на пол, поворачивайте сиденье из стороны в сторону, попеременно надавливая то на правую, то на левую сторону сиденья. Если сиденье «шатается» в месте соединения пневматического цилиндра и механизма управления, механизм управления неисправен и, возможно, его необходимо заменить.
• Пожалуйста, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и свяжитесь с первоначальным дилером по закупкам.
Что делать, если шайбы упали со дна основания кресла?
Шайба и пружинный зажим, удерживающие цилиндр, отвалились. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что делать, если цилиндр на стуле касается пола?
Скорее всего, потребуется замена основания и цилиндра. Найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к своему дилеру.
Что значит, если под моим креслом течет масло или смазка?
Сначала убедитесь, что жир или масло не попали на пол с обуви или штанины пользователя. Пользователь мог натереть ступнями смазку, нанесенную на цилиндр, и перенести ее на другую поверхность.
Эта проблема может быть вызвана одной из следующих причин:
• Пломба на цилиндре нарушена.
• Облицовка втулки кресла ослабла, что привело к смещению цилиндра.
• Если кресло новое, на втулку в основании нанесено слишком много смазки.
• Чтобы решить эту проблему с вашим креслом, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и обратитесь к продавцу.
Как разобрать или разобрать стул?
Где я могу найти инструкции по функциям кресла?
Большинство инструкций по функциям кресла можно найти в разделе функций кресла на нашем веб-сайте.
Как отрегулировать петли на офисной мебели HON?
Скрытые «европейские» петли на дверях HON позволяют легко регулировать положение двери в трех направлениях.
• Чтобы поднять или опустить дверь, найдите утопленный винт с крестообразным шлицем, расположенный дальше всего от задней части петли. Вращайте этот винт, чтобы отрегулировать высоту двери. Для выполнения этой регулировки нет необходимости ослаблять центральный стопорный винт.
• Чтобы отрегулировать поперечный зазор между дверцами, отрегулируйте ближайший к дверце винт с крестообразным шлицем на поверхности корпуса петли. Для выполнения этой регулировки нет необходимости ослаблять центральный стопорный винт.
• Чтобы отрегулировать наклон граней дверей, осторожно ослабьте центральный стопорный винт и сдвиньте его в правильное положение. ВНИМАНИЕ: Не перемещайте этот винт за пределы диапазона регулировки седла, иначе дверца может сместиться и упасть. Затяните центральный стопорный винт после правильной регулировки.
Мой верхний блок был прикреплен к столу двусторонним скотчем. Как переместить или снять верхний блок, не повредив поверхность ламината?
Лента, используемая для крепления устройства, имеет промышленную прочность. Не применяйте силу для извлечения блока, так как поверхность ламината оторвется до того, как лента оторвется.
Не применяйте силу для извлечения блока, так как поверхность ламината оторвется до того, как лента оторвется.
Чтобы удалить ленту:
1. Нанесите уайт-спирит на нижний край, где лента прикрепляет торцевую панель к поверхности стола. Дайте ему просочиться под край и начните растворять клейкую ленту.
2. Возьмите по одному концу прочной тонкой проволоки (лучше всего подойдет струна для фортепиано) в каждую руку.
3. Медленно протяните провод между нижней частью торцевой панели и поверхностью стола.
4. С усилием надавите, чтобы аккуратно провести провод между торцевой панелью и рабочей поверхностью. Будьте осторожны при этом, чтобы не повредить торцевую панель или поверхность ламината.
5. После того, как проволока разделит торцевую панель и рабочую поверхность, оставшуюся ленту и клей можно удалить с помощью уайт-спирита. Нанесите уайт-спирит на ткань и сильным нажимом сотрите остатки ленты.
6. Очистите обе поверхности чистой влажной тканью, чтобы удалить остатки уайт-спирита.
7. Для повторного прикрепления можно заказать дополнительную двойную липкую ленту. Обратитесь за помощью к местному дилеру HON.
У меня в офисе много столов HON и файлов, и я хотел бы, чтобы они использовали один и тот же ключ. Можно ли это сделать?
Да, с января 1997 года все наши столы из ламината стандартно поставляются со съемной системой блокировки. Вы можете заказать сменные сердечники замков с одинаковыми ключами у своего дилера HON. Если ваша картотека HON была изготовлена до 19 января97, свяжитесь со службой поддержки клиентов, чтобы определить, можно ли дооснастить ваш шкаф сменным замком.
Обратитесь к следующему, если в вашем офисе есть различная мебель HON, к которой вы хотели бы иметь одинаковые ключи:
• Ламинированные чехлы (с 1997 г. по настоящее время): Комплект замка F23B (черный лицевой замок)
• Боковые файлы (с 1997 г. по настоящее время): Комплект замка F23C
• Вертикальные файлы (с 1997 г. по настоящее время): Комплект замка F24
по настоящее время): Комплект замка F24
• Стальные столы (с 1997 г. по настоящее время): Комплект замка F23C (хромированный лицевой замок)
• Шпонированные футляры (1997-наст.время): Комплект замка F23B (черный лицевой замок)
• Если вы не уверены в том, что вам нужно заказать, найдите серийный номер на наклейке с внешней правой стороны самого верхнего ящика и обратитесь к дилеру по закупкам. ..
К кому мне обратиться, если я потерял ключ от своего стола HON и мне нужно его заменить?
Вы можете купить запасной ключ в нашем интернет-магазине HON www.honaccessories.com или обратиться в нашу службу поддержки за помощью в заказе запасного ключа.
Что делать, если у меня возникли проблемы с разблокировкой рабочего стола HON?
Если вам нужен ключ, вы можете приобрести его в нашем интернет-магазине HON, www.honaccessories.com или обратиться в нашу службу поддержки за помощью в заказе нового ключа.
Как вынуть ящик стола из ламината?
Для выдвижного ящика:
1. Полностью выдвиньте выдвижной ящик.
2. Нажмите на черный язычок, расположенный в центре скользящего канала.
3. Продолжайте выдвигать ящик.
Для ящика для файлов:
1. Немного приоткройте ящик для файлов.
2. Нажмите на черный язычок, расположенный на направляющей за передней панелью ящика.
3. Нажимая на выступы, поднимите переднюю часть ящика.
4. Когда передняя часть ящика отделится от направляющей, продолжайте выдвигать ящик вдоль направляющей.
5. Если у вас возникнут какие-либо вопросы, найдите серийный номер на наклейке с внешней стороны верхнего выдвижного ящика, со стороны места для коленей, или с нижней стороны верхней части, и обратитесь к дилеру по закупкам.
Где я могу найти Hardware Pack для моего продукта?
В следующем документе можно найти, где находится комплект оборудования для вашего продукта. Указатель пакетов оборудования.
Указатель пакетов оборудования.
Как разобрать или разобрать стол?
К кому мне обратиться, если я потерял ключ от моего бокового файла HON и мне нужно попасть в кабинет?
Посетите сайт www.honaccessories.com, чтобы приобрести новый ключ, или обратитесь за помощью в службу поддержки клиентов HON.
Что делать, если замок на моем боковом шкафчике HON, комоде или тумбе на подставке проворачивается при повороте ключа или издает скрежещущий звук, когда я его открываю?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Мне нужно снять/установить ящик на моем боковом файле HON. С чего начать?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Как правильно выровнять мой боковой файл HON?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Ящик на моей боковой папке HON кажется не выровненным и не закрывается до конца. Как это исправить?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Что делать, если ящик в моей боковой папке HON не открывается полностью?
Пожалуйста, загрузите Руководство по устранению неполадок с боковыми файлами. В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
В этом руководстве рассматриваются наиболее распространенные проблемы. Если у вас есть дополнительные вопросы, обратитесь к своему дилеру по закупкам.
Как заменить кнопку для большого пальца, которая оторвалась или отсутствует в вертикальном картотечном шкафу?
• Кнопка для большого пальца является заменяемой деталью, и ее довольно просто заменить. Необходимо будет заменить три небольшие детали: кнопку для большого пальца, защелку и пружину.
• Пожалуйста, найдите серийный номер на наклейке снаружи, справа от самого верхнего ящика, и свяжитесь с продавцом.
Для чего нужны следящие блоки в вертикальных файлах/подставках и как они устанавливаются в ящик?
Следящий блок используется для предотвращения смещения файлов в ящике, когда ящик не заполнен. Он скользит по направляющей в ящике, удерживая файлы от соскальзывания в заднюю часть ящика. См. инструкции по установке. Если вам нужна коробка толкателей, вы можете купить ее в нашем интернет-магазине HON www. honaccessories.com.
honaccessories.com.
Если кнопка для большого пальца отвалилась, как я могу получить доступ к ящику?
• Сначала вставьте жесткую карту (водительское удостоверение, платежную карту) в левую часть шкафа, между корпусом и ящиком. Карта должна быть вставлена примерно параллельно месту расположения кнопки большого пальца.
• Нажмите на карту, чтобы освободить защелку. После этого ящик можно открыть.
• Еще один вариант — снять ящик непосредственно над запертым ящиком, снять заднюю часть ящика и снять замок.
Что делать, если блокировка моего вертикального файла крутится или не работает?
Замок состоит из трех частей: стержня замка/кулачка, звена замка и зажима замка.
• Если замок вращается, возможно, зажим замка ослаблен или отсутствует. Эту деталь можно легко заменить.
• Если замок не работает, возможно, звено замка отсутствует или ослаблено. Это можно переустановить или заменить. Или ядро замка может не работать. Опять же, эта часть легко заменяется.
Или ядро замка может не работать. Опять же, эта часть легко заменяется.
• Чтобы устранить любую из этих проблем, обратитесь к инструкциям F24 или найдите серийный номер на наклейке снаружи, с правой стороны самого верхнего ящика, и обратитесь к дилеру по закупкам.
Как заменить ключ к моему вертикальному файлу, если я его потерял?
Посетите сайт www.honaccessories.com, чтобы приобрести новый ключ.
У меня в офисе много вертикальных и горизонтальных файлов HON, и я хотел бы, чтобы они использовали один и тот же ключ. Можно ли это сделать?
Да, с января 1997 года все наши вертикальные файлы стандартно поставляются со съемной системой блокировки. Вы можете заказать сменные сердечники замков с одинаковыми ключами у своего дилера HON. Если ваш кабинет изготовлен до 19 января97, свяжитесь со службой поддержки клиентов, чтобы определить, можно ли дооснастить ваш шкаф сменным замком.
Обратитесь к следующему, если в вашем офисе есть различная мебель HON, к которой вы хотели бы иметь одинаковые ключи:
• Ламинированные чехлы (с 1997 г. по настоящее время): Комплект замка F23B (черный лицевой замок)
по настоящее время): Комплект замка F23B (черный лицевой замок)
• Боковые файлы (с 1997 г. по настоящее время): Комплект замка F23C
• Вертикальные файлы (с 1997 г. по настоящее время): Комплект замка F24
• Стальные столы (с 1997 г. по настоящее время): Комплект замка F23C (хромированный лицевой замок)
• Шпонированные футляры (1997-наст.время): Комплект замка F23B (черный лицевой замок)
• Если вы не уверены в том, что вам нужно заказать, найдите серийный номер на наклейке с внешней правой стороны самого верхнего ящика и обратитесь к дилеру по закупкам. .
Где я могу найти информацию о поручнях?
Как разобрать или разобрать картотечный шкаф?
Каковы размеры роликов стальных стульев?
Ролики имеют B-образный стержень и имеют высоту 7/8 дюйма и диаметр 7/16 дюйма.
Есть ли у нас рекомендации по роликам для определенных типов напольных покрытий?
Нет. Общее эмпирическое правило заключается в том, что мягкие ролики предназначены для твердых поверхностей, а жесткие ролики — для мягких поверхностей. Пожалуйста, проконсультируйтесь с производителем напольных покрытий по поводу конкретных направляющих или роликов, которые будут использоваться.
Общее эмпирическое правило заключается в том, что мягкие ролики предназначены для твердых поверхностей, а жесткие ролики — для мягких поверхностей. Пожалуйста, проконсультируйтесь с производителем напольных покрытий по поводу конкретных направляющих или роликов, которые будут использоваться.
Из чего сделаны наши ролики?
У нас есть несколько различных типов роликов:
• Жесткие ролики – полиамид 1-го класса (нейлон)
• Мягкие ролики – полиамид 1-го класса (нейлон), литые колеса с уретановым покрытием/неопреновым покрытием. Неопрен представляет собой синтетический каучук.
• Ролики для всех поверхностей – неопрен с более мягким твердостью, чем у стандартных жестких роликов.
В чем разница между жесткими и мягкими роликами и как я могу получить разные ролики для своего кресла?
• Жесткие ролики рекомендуются для использования на «мягких поверхностях», например на ковре. Мягкие ролики рекомендуются для использования на «твердых поверхностях», т. е. на деревянных полах, плитке, ковриках для стульев.
е. на деревянных полах, плитке, ковриках для стульев.
• Большинство стульев HON можно заказать с жесткими или мягкими роликами. Вам нужно будет уточнить у вашего дилера HON, можно ли заказать модель, которую вы планируете заказать, с мягкими роликами.
• Если у вас уже есть кресло HON и вы хотите изменить тип роликов, их можно приобрести в компании HON. Чтобы убедиться, что вы заказываете правильный ролик для своего кресла, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и свяжитесь с вашим дилером HON.
Кажется, что мои ролики «рассыпаются» — на полу вокруг стула черные хлопья. Как решить эту проблему?
Хотя может показаться, что ролики «рассыпаются», на самом деле грязь со временем скопилась на поверхности ролика и теперь отслаивается. Чаще всего такая ситуация возникает в результате использования «жесткого» ролика на твердой поверхности (деревянный пол, плитка, коврик для стула).
• Во-первых, тщательно очистите пол, на котором будет использоваться кресло, и ролики, чтобы удалить скопившуюся грязь. Периодически очищайте рабочую зону, чтобы удалить поверхностную грязь и устранить отложения.
Периодически очищайте рабочую зону, чтобы удалить поверхностную грязь и устранить отложения.
• Подумайте о том, чтобы перейти на «мягкие» ролики, если стул, который у вас есть, имеет жесткие ролики. Мягкие ролики можно приобрести в компании HON. Чтобы убедиться, что вы заказываете правильный ролик для своего кресла, найдите серийный номер на наклейке, расположенной на нижней стороне сиденья, и свяжитесь с первоначальным дилером по закупкам.
Что такое технология ионов серебра?
Серебро — очень эффективное натуральное средство. Технология ионов серебра уже используется в повседневных продуктах (сотовых телефонах, сенсорных экранах, текстиле, одежде и т. д.) и доказала свою безопасность для людей, животных и растений. Технология с ионами серебра противостоит микроорганизмам и подавляет их рост, образуя защитную поверхность от микробов, патогенов и бактерий, таких как кишечная палочка и стафилококк. Он также подавляет рост вредной плесени, грибка и грибка. Помогая предотвратить рост микроорганизмов, вызывающих появление пятен и запаха, эта защита обеспечивает контроль пятен и запаха. Кроме того, тесты показали, что на незащищенных поверхностях количество бактерий может удваиваться каждые 20 минут. Смягчая последствия этой быстрой эскалации, технология с ионами серебра подавляет рост бактерий на 99,94%, сохраняя поверхности чистыми дольше.
Помогая предотвратить рост микроорганизмов, вызывающих появление пятен и запаха, эта защита обеспечивает контроль пятен и запаха. Кроме того, тесты показали, что на незащищенных поверхностях количество бактерий может удваиваться каждые 20 минут. Смягчая последствия этой быстрой эскалации, технология с ионами серебра подавляет рост бактерий на 99,94%, сохраняя поверхности чистыми дольше.
Есть ли у нас ткань, устойчивая к проникновению жидкости?
Для сердцевины, градуированной по линии, любой из винилов будет устойчив к проникновению жидкости и будет иметь большую устойчивость к пятнам, чем другие ткани.
• Contourett (UR) класса 1 имеет отделку на основе ионной технологии на основе серебра (см. FAQ выше)
• Silvertex Vinyl (SX) класс 3 имеет уретановое верхнее покрытие
затем им следует изучить варианты, доступные им через CF Stinson, который доступен на сайте HON Surface Materials Site. CF Stinson — это текстильные решения с высокой износостойкостью и высокими эксплуатационными характеристиками, часто предназначенные для применения в сфере здравоохранения.
CF Stinson — это текстильные решения с высокой износостойкостью и высокими эксплуатационными характеристиками, часто предназначенные для применения в сфере здравоохранения.
Есть ли у нас ткани с использованием Nanotex?
• Tectonic — класс 1
• Centurion — класс 1
• Inert comfortia — класс 1
Нанотекс обеспечивает воздухопроницаемость и воздухопроницаемость. Nanotex связывается с тканью, позволяя светлым и деликатным тканям отталкивать жидкости и пятна, сохраняя при этом их естественную красоту.
В чем разница между циклами и двойным трением?
Разницы нет, они одинаковые. Двойное натирание — это способность ткани сопротивляться поверхностному износу, вызванному плоским контактом трения с другим материалом. В испытании на истирание по методу Вайзембека ткань протирают по основе и утку ткани, при этом одно движение вперед-назад соответствует двойному трению. Степень истирания определяется количеством двойных протираний до того, как произойдет два разрыва пряжи.
Степень истирания определяется количеством двойных протираний до того, как произойдет два разрыва пряжи.
• Легкое использование : 9000 двойных трений
• Среднее использование : 15 000 двойных протираний
• Интенсивное использование : 30 000 двойных протираний
• Максимальное использование : более 30 000 двойных протираний
Почему на ткань Signal предоставляется десятилетняя гарантия?
Ткань Signal чрезвычайно прочная (выдерживает более 350 000 двойных протираний) и представляет собой окрашенный раствором нейлон, который можно чистить отбеливателем.
Где я могу найти наши ткани, соответствующие стандартам здравоохранения?
Нажмите ЗДЕСЬ , чтобы ознакомиться с предложениями тканей HON, которые соответствуют требованиям здравоохранения.
Что такое Криптон?
Crypton — это средство для обработки текстиля, используемое для предотвращения образования пятен, влаги, плесени, плесени, бактерий и защиты от запаха. Некоторые из наших тканей имеют эту обработку.
Некоторые из наших тканей имеют эту обработку.
Что такое полиуретан?
Полиуретан (ПУ) представляет собой составную ткань, изготовленную путем ламинирования тканевой ткани на тонкую пленку полиуретана.
Могу ли я предоставить собственную ткань для стульев вместо ткани, предлагаемой HON?
Да, компания HON разрешает использовать ткани, предоставленные заказчиком, для своих стульев при условии, что они проходят проверку на производственную пригодность. Ваш дилер HON может более подробно объяснить вам процесс COM (Customer’s Own Material). Чтобы найти дилера HON в вашем регионе, воспользуйтесь нашей системой поиска дилеров.
Что такое класс ткани?
Класс ткани — это условное обозначение, присвоенное определенному рисунку ткани, которое определяет соответствующую надбавку к цене. Для компании HON ткани для сидений имеют числовой класс, а панельные ткани — альфа-сорт.
Могут ли клиенты заказывать краску?
Да, ручки для ретуши доступны в виде заказа готовой продукции, а информацию о модели можно найти в прайс-листе. Кроме того, 0,6 унции. кисть бутылки доступны или 12 унций. аэрозольные баллончики доступны в качестве запасных частей.
Какой тип краски мы используем?
Краска, используемая для боковых и вертикальных файлов, представляет собой полиэфирную эмаль для выпечки с ультранизким содержанием летучих органических соединений и высоким сухим остатком.
Какие цвета краски можно наносить распылителем или кистью?
См. таблицу ниже:
| Цвет краски | Код | Спрей | Щетка |
|---|---|---|---|
| Черный | Р | Да | Да |
| Рожковое дерево | Т8 | Да | |
| Древесный уголь | С | Да | Да |
| Серый | Т5 | Да | Да |
| Светло-серый | В | Да | Да |
| Лофт | ЧЕРДАК | Да | |
| Муслин | Т3 | Да | Да |
| Тень | ШДВ | Да | |
| Серо-коричневый | Е | Да | Да |
| Ярко-белый | БЕЛЫЙ | Да | |
| Шампанское металлик | Т4 | Да | |
| Платиновый металлик | Т1 | Да | Да |
| Тропический песок | К | Да | Да |
| Желто-коричневый | В | Да | Да |
11 способов считать длинные и тонкие вещи
Существует одиннадцать различных категорий использования счетчика 本!
Из всех счетчиков, существующих в японском языке, одним из самых распространенных является 本 (ほん/хон). Само по себе 本 означает «книга» или «происхождение», но этот факт, к сожалению, ничего не говорит о его счетной функции.本 — это , а не , используемое для подсчета книг (или историй о происхождении супергероев!), а вместо этого для подсчета карандашей, галстуков, зубов, шин и хоум-ранов. Как видите, ни один из них не имеет (или вообще ничего) общего с книгами!
Само по себе 本 означает «книга» или «происхождение», но этот факт, к сожалению, ничего не говорит о его счетной функции.本 — это , а не , используемое для подсчета книг (или историй о происхождении супергероев!), а вместо этого для подсчета карандашей, галстуков, зубов, шин и хоум-ранов. Как видите, ни один из них не имеет (или вообще ничего) общего с книгами!
В соответствии со словарем How to Count Dictionary (数え方の辞典), существует одиннадцать различных категорий использования счетчика 本! Мы немного упростили некоторые вещи, кое-что объединили и убрали идиоматическое использование, все это, надеюсь, приведет к уроку, который вы сможете легко применить. Мы также включили объяснения того, как использовать каждую категорию счетчиков, а также примеры предложений, чтобы дать вам некоторый контекст. К тому времени, когда вы закончите, вы будете гораздо более опытны в использовании счетчика 本!
Прежде всего, взгляните на следующую таблицу, чтобы увидеть, как меняется чтение 本 в зависимости от числа. Или, что еще лучше, ознакомьтесь с общими правилами чтения изменений в нашей большой статье «Японские счетчики». Как говорится, научи человека ловить рыбу и он будет вечно читать японские счетчики! 😜
Или, что еще лучше, ознакомьтесь с общими правилами чтения изменений в нашей большой статье «Японские счетчики». Как говорится, научи человека ловить рыбу и он будет вечно читать японские счетчики! 😜
- Произношение японского счетчика 本
- Вещи в форме палочки или тонкие и длинные
- Соотношение 1:2 или больше
- Тонкие и длинные контейнеры
- Тонкие и длинные здания или конструкции
- Тонкие и длинные пробелы
- Рулонные ленты
- Духовые и струнные инструменты
- Количество (подключенных) телефонных звонков
- Количество рейсов поезда или автобуса
- (Хорошо) Играет в спорт
- Вещи, у которых есть начало и конец
- Представления
- Письма
- Назначения или квота
- Проекты/Планы
- Учебные задачи
- Фильмы
- Медиа-сегменты
- Количество продуктов (обычно программное обеспечение)
- Призовые номера
- Эта статья всего лишь одна из многих
Требование: Если вы новичок в японских жетонах, мы рекомендуем сначала изучить основы.
Убедитесь, что вы умеете читать хирагану и катакану. Мы упомянем «метод счета канго/ваго/гайрайго», и вы можете узнать обо всех трех японских системах счисления в нашей статье «Счет на японском языке». Также поможет знание кандзи для чисел. В наших примерах предложений и объяснений мы в равной степени используем арабские цифры (1, 2, 3) и японские кандзи (一, 二, 三), поскольку оба они довольно распространены в японском языке.
Произношение японского Counter 本
Как вы знаете, 本 читается как ほん (хон). Но японское произношение не так просто: иногда оно меняется на ぼん или ぽん. Эта таблица охватывает все изменения чтения для ほん, а также для предшествующих ему чисел.
| Номер | японский | Чтение 1 | |
|---|---|---|---|
| 1 | 一本 | いっぽん | |
| 2 | 二本 | にほん | |
| 3 | 三本 | さんぼん | |
| 4 | 四本 | よんほん | |
| 5 | 五本 | ごほん | |
| 6 | 六本 | ろっぽん | |
| 7 | 七本 | ななほん (しちほん) | |
| 8 | 八本 | はちほん/はっぽん | |
| 9 | 九本 | きゅうほん | |
| 10 | 十本 | じゅっぽん (じっぽん) | |
| 11 | 十一本 | じゅういっぽん | |
| 12 | 十二本 | じゅうにほん | |
| 100 | 百本 | ひゃっぽん/ひゃくほん | |
| 1000 | 千本 | せんぼん | |
| 10 000 | 一万本 | いちまんぼん | |
| сколько | 何本 | なんぼん (なんほん) (なんぽん) |
При использовании в качестве счетчика 本 хорошо выполняет общие правила чтения. И слава богу! Вам понадобится весь ваш ум, чтобы изучить все категории его использования. Их очень много!
И слава богу! Вам понадобится весь ваш ум, чтобы изучить все категории его использования. Их очень много!
Вещи в форме палочек или «тонкие и длинные»
Первая большая категория охватывает наиболее распространенный вариант использования. И все же «палкообразный» или «тонкий и длинный» довольно расплывчато. Давайте начнем гораздо шире и сужаемся по мере продвижения. Таким образом, вы сможете сосчитать как можно больше вещей, используя 本, прежде чем вам придется работать с более запутанными вещами.
Соотношение 1:2 или больше
Вы используете 本 для подсчета меловых палочек, карандашей, ручек, веток деревьев, веревок, шнурков, шнуров, галстуков, сигарет и зонтов.
Представление о «тонком и длинном предмете в форме палочки» у разных людей разное, поэтому давайте начнем с полезного руководящего принципа: предметы, которые имеют соотношение 1:2 (или больше), , вероятно, считаются с использованием 本. Они не должны быть идеальными палочками, цилиндрами или прямоугольниками. Пока объект более чем в два раза длиннее, чем он шире и имеет форму палки/цилиндра, он, скорее всего, будет принят в складку 本-счетчика. Если оно короче, чем соотношение 1:2, вы бы , вероятно, посчитайте это с помощью счетчика 個 (こ) или с помощью специального счетчика, сделанного для этого предмета.
Пока объект более чем в два раза длиннее, чем он шире и имеет форму палки/цилиндра, он, скорее всего, будет принят в складку 本-счетчика. Если оно короче, чем соотношение 1:2, вы бы , вероятно, посчитайте это с помощью счетчика 個 (こ) или с помощью специального счетчика, сделанного для этого предмета.
Например, вы используете 本 для подсчета меловых палочек, карандашей, ручек, веток деревьев, веревок, шнурков, шнуров, галстуков, сигарет и зонтов. Все они длинные и узкие, хотя способы их удлинения и худобы сильно различаются.
- 赤い傘は一本しか持っていません。
- У меня только один красный зонт.
- この1ダースの箱には、鉛筆が12本入っています。
- В этой дюжинной коробке двенадцать карандашей.
Здесь вы найдете некоторую гибкость. А как насчет окурка, например? Если оно очень короткое, мы рекомендуем использовать счетчик 個. Если это долго, 本, вероятно, ваш лучший выбор. Опять же, помните соотношение 1:2, о котором мы говорили.
Множество предметов, которые, казалось бы, не подходят для этой категории, на самом деле подходят. Несмотря на то, что они круглые или имеют форму кольца, наручные часы и шины считаются с 本. Это потому, что в развернутом виде они длинные и тонкие: снимите часы, положите их, и вы поймете, что я имею в виду. То же самое верно для браслетов и ожерелий — если только их нельзя расстегнуть, и в этом случае они считаются с 個. Как привередлив!
Здесь важно отметить, что 本 обычно используется с неодушевленными объектами. Целый тунец на рыбном рынке, например, когда он мертв (или не может двигаться), считается с помощью 本, потому что он длинный, примерно цилиндрический и неодушевленный.
- スーパーでマグロを五本買ってきて。
- Можешь купить пять тунцов в продуктовом магазине?
И все же, если бы тот же тунец был жив и плавал в океане, мы бы использовали счетчик 匹, который относится к животным. Интересно, правда?
Есть много вариаций правила «неодушевленных»: например, деревья, цветы и другие растения, имеющие длинные стебли, но являющиеся живыми организмами, помечаются знаком 本, потому что они неподвижны.
- В нашем дворе три дерева.
Люди тоже одушевлены и длиннее, чем в ширину, но мы не считаем себя, используя 本. Однако мы считаем шипы, зубы, отдельные волосы, руки, ноги, пальцы и кровеносные сосуды с помощью 本.
- え、日本人は背骨が二本あるの?
- Подождите, у японцев два позвоночника?
Говоря о кровеносных сосудах, другие длинные линии жидкости также учитываются с помощью 本: реки и водные пути, если назвать только два.
Хотя большинство из них до сих пор имели смысл, есть некоторые объекты 本, которые мы отнесли бы к категории «сомнительных». Очки, например, считаются с 本. Может быть, это потому, что очки состоят из нескольких длинных тонких частей, или, может быть, это потому, что первыми появились телескопы, а очки считались маленькими носимыми телескопами. Какова бы ни была причина, вы найдете подобные исключения повсюду, и вам просто нужно помнить о них, когда они возникают.
Тонкие и длинные контейнеры
Большинство длинных цилиндрических контейнеров также учитываются с помощью 本. Банки из-под содовой, пластиковые бутылки, пивные бутылки, огнетушители и банки из-под лака для волос.
Банки из-под содовой, пластиковые бутылки, пивные бутылки, огнетушители и банки из-под лака для волос.
- 今日はコーラを六本も飲んでしまった。
- Сегодня я выпил шесть банок колы!
- Я прятал здесь бутылку пива.
- ペットボトルの水水24本で498円だって。
- Там написано, что всего 49 йен8 за двадцать четыре бутылки воды.
Правильный счетчик для банок Мейсона и других банок для варенья и маринования зависит от человека. Некоторые используют 本, хотя я думаю, что банки недостаточно длинные и тонкие (я сторонник 本), поэтому я бы предложил つ, 個 или прилавок для стеклянных банок и бутылок, 瓶 (びん). Другие еще более короткие контейнеры, такие как консервы из-под тунца, определенно не считаются с 本. Для них лучше всего использовать счетчик банок 缶 (かん) или один из двух обычных счетчиков.
Однако Иида, один из авторов 数え方の辞典, делает интересное замечание: если в банке есть что-то твердое — тунец, кукуруза, бобы и т. д., — это будет считаться с помощью 缶 или 個. Но если он содержит жидкое или газообразное вещество, вы должны использовать 本. Хм. Это означает, что даже если сама банка может выглядеть одинаково снаружи, содержимое внутри может изменить используемый вами счетчик. В целом, использование 缶 или 個, пожалуй, самый безопасный вариант, и никто не накажет вас за то, что вы считаете банку с соком с помощью 個.
д., — это будет считаться с помощью 缶 или 個. Но если он содержит жидкое или газообразное вещество, вы должны использовать 本. Хм. Это означает, что даже если сама банка может выглядеть одинаково снаружи, содержимое внутри может изменить используемый вами счетчик. В целом, использование 缶 или 個, пожалуй, самый безопасный вариант, и никто не накажет вас за то, что вы считаете банку с соком с помощью 個.
Тонкие и длинные здания или конструкции
Если высота здания больше его ширины (возможно, с использованием нашего знакомого соотношения 1:2 или больше), вы можете быть уверены, что оно будет засчитано с использованием 本. Подумайте о типичном городском небоскребе или похожей городской башне, вы на правильном пути.
- 日本にトーフグタワーを1029本建てる башняのがコウイチの夢です。
9’152 Кои мечта в Японии, 9’150
- Сквозь туман я смутно различал три башни.
Какие еще «здания» тонкие и длинные? Поверните голову в сторону на девяносто градусов, и вы получите это: мосты и тому подобное отвечают всем требованиям. Они тоже считаются с 本.
Они тоже считаются с 本.
- В следующем году здесь планируется построить мост.
Тонкие и длинные пространства
Туннели, шахты, колодцы, длинные ямы и т. д. считаются с 本. Интересно, сколько труб Марио опустил… О! Теперь вы знаете, как считать!
- 青森県は、もう1本青函トンネルが必要だと主張している。
- Префектура Аомори нужна еще одна.
- .
Не считайте выбоины с 本, потому что они не соответствуют соотношению 1:2, хотя, возможно, сработает очень глубокая воронка.
Рулонные ленты
Определенные виды магнитных лент (уже более старых) также учитываются с использованием 本: кассеты, кассеты VHS и пленка. Это лента, длина которой не уменьшается при использовании. Например, «лента» пленки в вашей старой камере не исчезает, когда вы используете ее для съемки. (Если вам меньше двадцати пяти, вы, вероятно, понятия не имеете, о чем я говорю.)
- В то время у меня было более тысячи кассет.

- フィルム一本現像するのに、いくらかかると思う?
- Как вы думаете, сколько будет стоить проявка рулона пленки?
Лента, которая «израсходована», с другой стороны, официально не считается с использованием 本, хотя многие люди все еще считают ее таким образом.
Лента, которая «израсходована», с другой стороны, официально не считается с использованием 本, хотя многие люди все еще считают ее таким образом. Клейкую ленту, скотч, туалетную бумагу и другие подобные вещи следует считать с помощью 個 или 巻 (まき) — счетчика «рулонов вещей». В частности, для туалетной бумаги, поскольку фактическим словом для нее в английском языке является (トイレットペーパー), вы также можете использовать английский счетчик: ロール.
Вы не удивитесь, узнав, что из этого правила есть исключения. Пластиковая пленка, фольга и вощеная бумага обычно считаются с 本 не потому, что они длинные, когда вы их разворачиваете, а потому, что они длинные и цилиндрические, когда их сворачивают.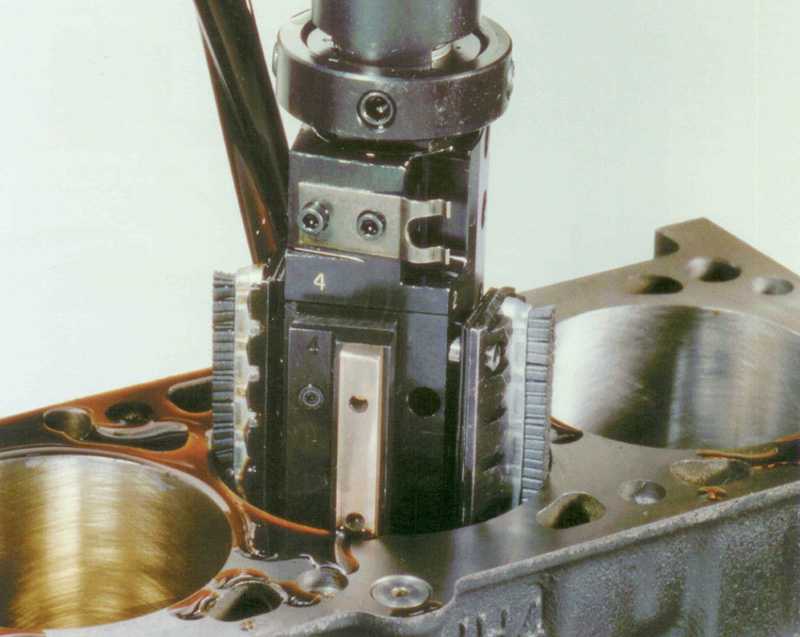 Они получают пропуск по правилу «израсходовано», потому что они соответствуют требованиям другого правила.
Они получают пропуск по правилу «израсходовано», потому что они соответствуют требованиям другого правила.
- Я выиграл в розыгрыше два рулона полиэтиленовой пленки.
Духовые и струнные инструменты
Духовые инструменты часто имеют форму палочки/цилиндра и трубы, поэтому понятно, что вы будете считать их с помощью 本. Сюда входят флейты, кларнеты, блокфлейты, трубы, тромбоны, саксофоны и многое другое.
- В этой кладовой должно быть пять кларнетов
- .
- 楽器屋で、サックスを三本吹き比べてみた。
- Я играл на трех разных саксофонах в музыкальном магазине.
- この は 、 四 本 の クラリネット で 演奏 する ため 作ら れ まし た。
- Эта песня была сделана для четырех клапанов.
Струнные инструменты также учитываются с помощью 本, хотя это кажется странным. Тем не менее, подумайте об этом: формы корпуса гитар, басов, укулеле и других инструментов, на которых можно играть, обычно превышают соотношение 2: 1, плюс они покрыты длинными тонкими струнами. Возможно, это не так уж и странно.
Возможно, это не так уж и странно.
- あなたのギターを一本使わせてもらえませんか?
- Не могли бы вы позволить мне воспользоваться одной из ваших гитар?
Исключение: арфы подсчитываются с помощью 台 (だい), счетчика, используемого (среди прочего) для больших, громоздких инструментов. Подумайте об этом так: если вам трудно поднять инструмент над землей, он, скорее всего, будет использовать счетчик 台 для подсчета.
Количество (подключенных) телефонных звонков
Не так давно телефоны соединялись длинными тонкими кабелями. Несмотря на то, что телефоны теперь подключаются по беспроводной сети, концепция остается.
Хорошо. Мы закончили с «длинными, тонкими, цилиндроподобными объектами», самой распространенной и важной категорией счетчика 本 для изучения. Далее мы немного углубимся в некоторые необычные и более редкие варианты использования 本. Мы думаем, что они интересны и полезны!
Вот первая неожиданная категория: вы можете использовать 本 для подсчета количества подключенных телефонных звонков. Это имеет смысл, если подумать: не так давно телефоны соединялись длинными тонкими кабелями. Несмотря на то, что телефоны теперь подключаются по беспроводной сети, концепция остается. Если это поможет, подумайте о тонких невидимых линиях передачи данных, соединяющих каждый телефон.
Это имеет смысл, если подумать: не так давно телефоны соединялись длинными тонкими кабелями. Несмотря на то, что телефоны теперь подключаются по беспроводной сети, концепция остается. Если это поможет, подумайте о тонких невидимых линиях передачи данных, соединяющих каждый телефон.
- そうは言っても、電話の一本ぐらいかけれたでしょうに! Вы ведь должны были сделать хотя бы один звонок?
Точно так же иногда люди будут использовать 本 для подсчета сообщений автоответчика и онлайн-сообщений (обычно считается с помощью 件/けん), а также факсов и открыток (обычно считается с помощью 通/つう). Однако если они используют 本, то это потому, что они хотят подчеркнуть связь между ними. Например, мать может сказать…
- うちの息子はメールの一本もよこさない。
- Мой сын не посылает мне ни единого сообщения.
…что несет в себе нюанс, что ей грустно, что ее сын даже не пытается поддерживать с ней связь. Соединения там нет. Как и вы в своем родном языке, японцы, вероятно, не задумываются обо всех этих тонкостях; они просто говорят это естественно. Это та деталь, которую вы узнаете из практики, а не из учебника.
Это та деталь, которую вы узнаете из практики, а не из учебника.
Количество рейсов поезда или автобуса
Может быть, это из-за формы поездов и автобусов, а может быть, из-за того, что поезда и автобусы снова и снова курсируют по одному и тому же участку пути или дороги, но при подсчете количества автобусов и поездов используется 本. Это немного сложно объяснить по-английски, поэтому вот пример:
- 混んでるから、一本後の電車に乗って行こう。
- Поехали следующим поездом.
- 田舎なので、このバス停には一日二本しかバスが来ない。 в этот день на автобусной остановке
9052 в стране только два автобуса.
Несмотря на то, что 本 здесь относится к каждому рейсу транспортной службы, рейсы и корабли учитываются с использованием 便 (びん). Почему? Кто знает?
(Хорошо) Игры в спорте
В спорте некоторые игры приводят к чему-то положительному, например, к очкам или лучшей позиции. Они считаются с 本.
В боевых искусствах, таких как дзюдо или кендо, игроки учат слово иппон (一本). Иппон — это бросок или удар, который приводит к очкам, что является синонимом «выигрыша очка».
Иппон — это бросок или удар, который приводит к очкам, что является синонимом «выигрыша очка».
- コウイチが一本を取ったところ、ちゃんとビデオに撮った?
- Удалось ли вам, Коити, записать на видео часть, где?
Неудивительно, что в бейсболе количество хоум-ранов или попаданий также считается с помощью 本. Это расширилось за счет включения ударов, как попаданий, так и промахов.
- Сегодня Кабрера сделал три хоумрана!
- Каждый день я иду в школу после того, как размахиваю битой сто раз.
В хоккее, футболе, американском футболе или баскетболе бросок или передача мяча засчитываются с помощью 本. В теннисе, пинг-понге и волейболе при подаче, ударе или шиповке также используется 本. Даже неудачное попадание засчитывается с помощью 本. Например:
- シュートを一本うったがはずれた。
- Я выстрелил, но не попал (в цель).
В видах спорта, предполагающих несколько попыток, таких как метание копья или молота, прыжки с трамплина, прыжки в высоту или прыжки в воду, 本 используется для подсчета каждой попытки, хотя он комбинируется с  «> порядковый номер префикс 目 (め). Первая попытка будет 一本目 (いっぽんめ), вторая будет 二本目 (にほんめ) и так далее.
«> порядковый номер префикс 目 (め). Первая попытка будет 一本目 (いっぽんめ), вторая будет 二本目 (にほんめ) и так далее.
Вещи, у которых есть начало и конец
Когда что-то имеет начало и конец, это часто считается с помощью 本. Подумайте об этом начале и конце, связанных длинной цепочкой раз! Вот список вещей, которые подходят под эту категорию.
Спектакли
本 используется для подсчета количества представлений на таких мероприятиях, как спектакли, лекции, ток-шоу и другие программы.
- 今日は舞台を三本もこなしたので、クタクタです。
- Сегодня я играл в трех спектаклях, так что я устал.
- この後、講演の仕事が一本入っているんだ。
- После этого у меня будет одно выступление.
Части письма
Хотя используется в основном писателями или редакторами, 本 подсчитывает количество статей, книг, статей, сценариев или манги. Это потому, что эти художники думают о своем творчестве с точки зрения задач, которые необходимо выполнить. И все же…
И все же…
- 今週は何本ぐらい記事を書けそうですか?
- Как вы думаете, сколько статей вы сможете написать на этой неделе?
- その漫画家は、漫画の連載を四本掛け持ちしている。
- Этот манга-художник работает над четырьмя сериями одновременно.
…читатели так не считают. С точки зрения читателя книги учитываются с помощью 冊 (さつ), рассказы с 話 (わ), статьи с 記事 (きじ), 個 или つ, а статьи с использованием つ.
Задания или квота
Если у человека есть фиксированное количество дел, которые он должен сделать, чтобы выполнить квоту, для их подсчета используется 本. Это работает для всего, от деловых заданий до школьных заданий.
- 今週末までに、レポートを五本書き上げなければならない。
- к концу пяти недель.
Проекты/Планы
Количество проектов или планов обычно считается с 本.
- トーフグには、とても重要なプロジェクトが1029本もある。 Тогу
- Есть очень важные проекты 1, in.
- Я стараюсь писать хотя бы одну идею проекта каждый день.

При этом проекты и планы также обычно считаются с つ.
Тренировочные задачи
本 также используется для счета во время тренировок и тренировок. Вы увидите, как он используется в спорте, актерском мастерстве, пении, иллюстрировании и многом другом.本 подсчитывает каждое отжимание, каждый круг по полю, каждый набросок.
- 走り込み十本!ヨーイ、スタート!
- Десять тире, готово, готово, вперед!
- コウイチは起きたらまず腹筋百本をこなして、それからトイレに行く。
- When Koichi wakes up, first he does a hundred sit-ups, then goes to the bathroom.
- クロッキー 40 枚 1 本 に し て 、 毎日 1 ~ 2 本 必ず 練習 する に し て て いる。
- I Считают каждую страницы наборов в одну сеу обязательная практика.
Фильмы
Фильмы, поскольку они имеют четкое начало и конец, также учитываются с 本. Двойная функция обозначается как 二本立て映画 .
- ドラえもんとドラゴンボールの二本立ての映画を見に行った。
- Фильмы о драконе я пошла на двойника.

- スピルバーグは、今までに約四十本もの映画を監督している。
- 3 Спилберг снял о фильмах до сих пор.
Медиа-сегменты
Подобно фильмам, 本 используется для подсчета количества программ на других носителях. Его могут использовать и зрители, хотя чаще это делают те, кто создает контент.
- あのYouTuberは、いつも一日で10本分のビデオを撮りだめするそうだ。 90 553 90 5 видео на YouTube, которые обычно снимаются в день.
- 今はテレビの仕事が一本と、ラジオの仕事が三本あります。
сейчас у меня три работы на телевидении и одна работа на радио.
Вы также можете подсчитать количество тем новостей, используя 本. Новостная тема — это всего лишь крошечное шоу, верно? Короткий спектакль сам по себе.
- あのアナウンサーは、一分で三本のニュースを読み上げた。
- Три новости.
- ここにもう一本面白いコーナーが欲しいな。
- Я хочу добавить еще один интересный фрагмент (небольшая часть теле-/радио шоу) здесь.
- あの は 、 ネタ を 十 本 用意 し て き た 、 一 本 うけ なかっ た。。 し て き た 、 一 も うけ なかっ た。。。。。 し て き が 、 本 うけ なかっ た。。。。。。。 て て き が 、 本 うけ なかっ た。。。。。。。。 て き た が 一 も うけ.
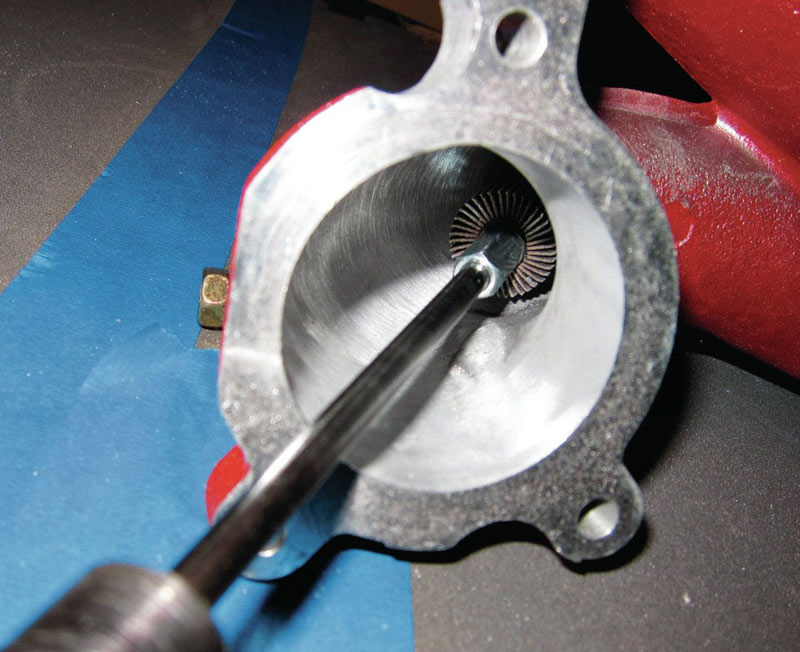
Рекламные объявления короче, чем телешоу или новости, также учитываются с 本.
- トーフグのコウイチのCM一本のギャラ、知ってる?
- Вы знаете, сколько Коити из Тофугу платят за одну рекламу?
Странная штука с рекламой: даже те, которые на телевидении , а не , считаются 本. Реклама на радио, в газетах и журналах — тоже 本, хотя этот вид подсчета обычно используется только людьми, работающими над ними, которые считают их задачами с началом и концом.
Количество продуктов (обычно программное обеспечение)
Некоторые продукты учитываются с помощью 本, чаще всего это видеоигры и программное обеспечение.
- 任天堂から新しいゲームソフトが三本同時に発売されるらしいよ。
одновременно выйдет три новых Nintendo.
Эти предметы, вероятно, были отнесены к категории 本 из-за наличия кассет и кассет VHS, а также потому, что ни того, ни другого не существовало, когда впервые был создан счетчик 本.
Некоторым продуктам присваивается 本, чаще всего это видеоигры и программное обеспечение.

Другие виды товаров тоже учитываются с 本, хотя обычно только продавцы. Вот пример: недавно я наткнулся на сайт, где продаются стейки Вагью по разумной цене. Они сказали 「30本限定」 — количество стейков, которое мог купить один человек, было ограничено тридцатью. Продавец использовал 本 для подсчета товаров. Их потребители, с другой стороны, вероятно, не будут.
Давайте перейдем к этим конкретным экземплярам. Если вы окажетесь в одном из них, вы быстро узнаете, что вам нужно.
Номера призов
В розыгрышах или конкурсах для количества призов обычно используется счетчик 本. Это связано с тем, что когда-то счастливчиков выбирали, вытягивая длинные тонкие листы бумаги из шляпы или коробки. Довольно круто.
- Есть один первый приз, три вторых места и три вторых места.
Эта статья просто 一本 из многих
Вы узнали все о японском счетчике 本! Приятно идти! Хотя здесь было много всего, самая важная категория для изучения — первая: длинные и тонкие палочки или цилиндры. Если вы сможете усвоить основы этого раздела, вы будете хороши в 99% вариантов использования 本. Остальное действительно просто бонус.
Если вы сможете усвоить основы этого раздела, вы будете хороши в 99% вариантов использования 本. Остальное действительно просто бонус.
Тем не менее, вы найдете много других счетчиков, и все они почти так же интересны, как этот. Если вы еще этого не сделали, ознакомьтесь с другими нашими статьями о счетчиках, такими как 台, 枚 и 匹. Вы можете найти все счетчики, о которых мы когда-либо писали, в нашем большом учебном списке японских счетчиков, а также многое другое!
Ячейки с несколькими записями, разделенными
/, указывают на несколько одинаково распространенных произношений. Ячейки с записями в скобках указывают на то, что слово в скобках является необычным или архаичным произношением. ↩
Источники
- 飯田 朝子.日本の助数詞に親しむ―数える言葉の奥深さ―.東邦出版. 2016.
- 飯田 朝子.数え方の辞典.小学館. 2004.
Почему вы должны хранить быстрорастворимый даси в своей кладовой
Один из самых больших камней преткновения, с которым сталкиваются домашние повара, пытаясь разнообразить свой кулинарный репертуар, заключается не в приобретении незнакомых ингредиентов, которые им нужны, а в том, чтобы выяснить, как извлечь из них максимальную пользу.
Это одна из причин, по которой мы пытаемся собрать воедино идеи о том, как использовать определенные ингредиенты. Это не только для того, чтобы помочь вам убедиться, что они не пропадут впустую после того, как вы опробовали один рецепт, но и для того, чтобы предложить своего рода общее руководство по преимуществам их хранения, поскольку почти каждый ингредиент из кладовой можно использовать в кулинарии. множество способов — см., например, нашу статью о всех способах использования рыбного соуса или эту статью об универсальности пищевой соды. То же самое относится и к быстрорастворимым даси.
Вы можете прочитать наш обширный учебник по даси, бульону на основе комбу и сушеного бонито (кацуобуси), который является неотъемлемой частью многих японских блюд, если вы хотите приготовить его с нуля. Но многие в нашей команде рецептов, а также многие японские домашние повара полагаются на форму даси быстрого приготовления, которую Ajinomoto продает под названием «Hondashi». может помочь сэкономить на еде — просто добавьте одну чайную ложку порошка в чашку теплой воды, и у вас есть даси.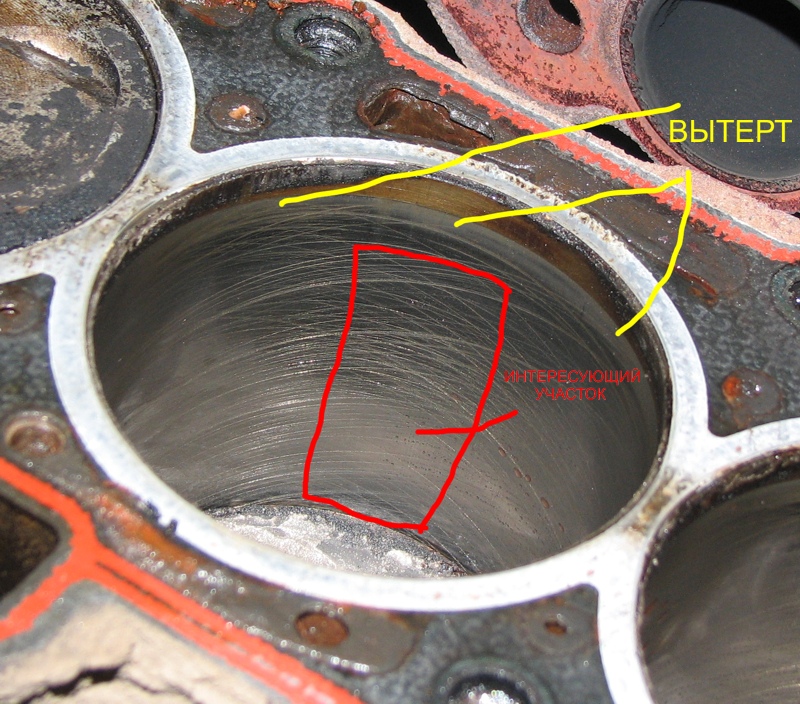
Купить на Амазоне
Если вы посмотрите на этикетку с ингредиентами, вы увидите, что Хондаши представляет собой смесь усилителей вкуса глутамата натрия (который имитирует глутаминовую кислоту в комбу), инозината динатрия и сукцината динатрия (которые имитируют вкусовой профиль кацуобуси), а также соль, сахар, дрожжевой экстракт, порошок и экстракт сушеной скумбрии. Проще говоря, это порошок умами-бомба, предназначенный для создания жидкости с сильным ароматом, которую затем можно использовать для придания аромата чему угодно и чему угодно.
Есть и другие бренды, некоторые из которых, например, этот от Yamaki на Amazon, выпускаются в виде чайных пакетиков.
В этом он похож на сок моллюсков в качестве усилителя вкуса, но немного более универсален: его вкус морепродуктов не так выражен, и он имеет небольшой дымный оттенок, который дополняет широкий спектр мяса, морепродуктов и овощей. И, хотя это особенно полезно для японских или вдохновленных японцами рецептов — например, соба, окономияки и гюдон (говяжьи миски), — его также можно использовать в качестве замены других жидкостей в западных рецептах. Попробуйте использовать его вместо воды или молока для приготовления сливочной поленты, в качестве жидкости для варки рыбы и креветок или для удаления глазури при приготовлении соусов для сковороды.
Попробуйте использовать его вместо воды или молока для приготовления сливочной поленты, в качестве жидкости для варки рыбы и креветок или для удаления глазури при приготовлении соусов для сковороды.
Если вы когда-нибудь задумывались о том, как включить больше даси в свою кулинарную жизнь, или если вы хотите попробовать даси в первый раз, но не хотите покупать комбу и кацуобуси и готовить их с нуля (что на самом деле довольно просто, но я понимаю сомнения) — вот семь вариантов использования, чтобы проиллюстрировать, насколько универсальными могут быть даси и, следовательно, Хондаси. Как только вы подсели на даси быстрого приготовления, вы можете подумать о том, чтобы перейти к постоянному употреблению свежеприготовленного даси — хотя, возможно, держите под рукой банку растворимого, на всякий случай.
Окономияки (японские оладьи с капустой)
Serious Eats / J. Kenji López-Alt
Окономияки — это пикантные лепешки из японской капусты, часто приготовленные из какой-либо свинины — обычно свиной грудинки, но иногда и с беконом — обожженной до поверхности. Чаще всего его подают с хлопьями кацуобуси сверху, а также сладко-соленым соевым соусом окономияки и майонезом Kewpie с глутаматом натрия. В этом рецепте даси используется как часть жидкого компонента в тесте, что придает полученному блинчику дополнительный слой глубокого пикантного вкуса. В этом нет строгой необходимости — воду можно использовать так же легко, а другие ингредиенты придают много пикантности, — но добавление даси определенно делает блюдо более интригующим.
Чаще всего его подают с хлопьями кацуобуси сверху, а также сладко-соленым соевым соусом окономияки и майонезом Kewpie с глутаматом натрия. В этом рецепте даси используется как часть жидкого компонента в тесте, что придает полученному блинчику дополнительный слой глубокого пикантного вкуса. В этом нет строгой необходимости — воду можно использовать так же легко, а другие ингредиенты придают много пикантности, — но добавление даси определенно делает блюдо более интригующим.
Получить рецепт окономияки (японских оладий с капустой) »
Охитаси
Serious Eats / Вики Васик
Охитаси — это скорее техника, чем блюдо, поскольку его можно приготовить с любым видом бланшированной зелени и даже с другими видами бланшированных овощей. Он требует приготовления очень ароматной жидкости из даси, соевого соуса и мирина, а затем замачивания приготовленных овощей в этой жидкости. Имея под рукой даси быстрого приготовления, простые бланшированные овощи можно превратить в невероятно сытный гарнир всего за время, необходимое для их замачивания в жидкости, что составляет около 30 минут.
Получить рецепт Охитаси »
Мисо-суп
Serious Eats / Вики Васик
Если у вас есть даси быстрого приготовления, вы очень близки к тому, чтобы иметь под рукой суп мисо быстрого приготовления, поскольку мисо-суп — это просто мисо, смешанное с даси. Одно из наименее ценимых качеств мисо-супа — его бесконечное разнообразие; вы можете добавить к нему практически все, что угодно, так что это отличный способ использовать остатки или овощи, которые слишком долго лежали в вашем холодильнике. Там есть старые грибы? Нарежьте их и бросьте в кастрюлю. Остатки свинины? То же. Остатки стир-фрай из свинины? Даже лучше. Конечно, у нас есть несколько более традиционных рецептов, но сочетание даси и мисо действительно может удовлетворить почти все, что у вас есть.
Получить рецепт простого супа мисо в одной кастрюле »
Получить рецепт деревенского супа мисо с тофу и водорослями »
Смешанный обзор: Суп мисо быстрого приготовления
Тяван Муси
Serious Eats / Чичи Ван
Тяван муши — это пикантный заварной крем, приготовленный на пару из даси и яиц, приправленный мирином и соевым соусом. Что отличает его от других яичных заварных кремов, так это относительно высокое соотношение жидкости к яйцу, что, когда смесь готовится на пару до тех пор, пока она не застынет, дает чрезвычайно шаткую и эфирно-легкую текстуру, которая тает во рту. Часто на дно емкости, в которой варится заварной крем, добавляют грибы и креветки (или отварную курицу), но вы действительно можете добавить любые ингредиенты, которые у вас завалялись. (Исключением являются ингредиенты с очень высоким содержанием воды, например, сырые шампиньоны, поскольку они искажают соотношение жидкости, что приводит к водянистой и пресной каше.) Чаван муси можно подавать горячим или холодным, а также сделайте элегантное и простое дополнение к любой еде, если у вас есть яйца и даси быстрого приготовления.
Что отличает его от других яичных заварных кремов, так это относительно высокое соотношение жидкости к яйцу, что, когда смесь готовится на пару до тех пор, пока она не застынет, дает чрезвычайно шаткую и эфирно-легкую текстуру, которая тает во рту. Часто на дно емкости, в которой варится заварной крем, добавляют грибы и креветки (или отварную курицу), но вы действительно можете добавить любые ингредиенты, которые у вас завалялись. (Исключением являются ингредиенты с очень высоким содержанием воды, например, сырые шампиньоны, поскольку они искажают соотношение жидкости, что приводит к водянистой и пресной каше.) Чаван муси можно подавать горячим или холодным, а также сделайте элегантное и простое дополнение к любой еде, если у вас есть яйца и даси быстрого приготовления.
Получить рецепт Тяван Муси »
Лапша
Serious Eats / Вики Васик
Даси является важным компонентом многих блюд из лапши, которыми славится Япония: соба, рамен, удон. Если у вас есть даси быстрого приготовления и сухая лапша, вы можете приготовить блюдо из лапши примерно за то же время, что и сама лапша. У нас есть рецепты буккаке удон, холодная соба и наша версия Шин Рамьюна, все из которых используют даси, и во всех случаях вы можете легко заменить их растворимым.
Если у вас есть даси быстрого приготовления и сухая лапша, вы можете приготовить блюдо из лапши примерно за то же время, что и сама лапша. У нас есть рецепты буккаке удон, холодная соба и наша версия Шин Рамьюна, все из которых используют даси, и во всех случаях вы можете легко заменить их растворимым.
Итак, Шин Рамюн не является японским блюдом, но это еще один аспект универсальности даси быстрого приготовления: в крайнем случае, он может служить достойной заменой бульона из морских водорослей и анчоусов, обычно используемых в корейской кухне, поскольку он имеет аналогичный вкусовой профиль. Попробуйте это в этом рецепте мягкого рагу из тофу или сондубу чжигаэ.
Получить рецепт буккаке удон »
Получить рецепт классической холодной собы »
Получить рецепт домашнего острого корейского супа с говядиной и лапшой Рамюн в стиле чашки голени »
Салат из рукколы, сладкого картофеля и грецких орехов с даси «Винегрет»
Serious Eats / Вики Васик
Пример того, как даси может быть так же полезен в западной кухне, как и в кухне с японским влиянием, в этом салате вместо винегрета используется даси со вкусом соевого соуса. Это идеальная отправная точка для ваших собственных экспериментов с добавлением даси в качестве ароматизатора в блюда, которые вы можете считать чисто западными.
Это идеальная отправная точка для ваших собственных экспериментов с добавлением даси в качестве ароматизатора в блюда, которые вы можете считать чисто западными.
Получить рецепт салата из рукколы, батата и грецких орехов с даси «Винегрет» »
Дип-соус из мисо, свинины и грецких орехов для овощей
Serious Eats / Вики Васик
Этот рецепт является прекрасной иллюстрацией того, как использовать даси в качестве своего рода скрытой приправы, позволяя его остроте действовать как дополнение к более явным вкусам в блюде. Это также один из тех случаев, когда даси быстрого приготовления может быть полезнее, чем приготовленное из комбу и кацуобуси, поскольку используется такое небольшое количество. На этой ноте это отличная отправная точка для выяснения того, как добавлять небольшие количества даси просто в качестве усилителя вкуса, подобно тому, как мы используем рыбный соус, чтобы усилить пикантность классического итало-американского красного соуса или свиного чили-верде.
