Кислота для травления нержавейки: Кислота для травления металла. Средство для вытравливания ржавчины с нержавеющей стали и алюминия
Содержание
Травление нержавеющей стали: кислотами, пастами, хлорным железом
Электрохимическое травление рисунка
Для того чтобы не протравить лишнего я сделаю из пластилина своеобразный барьер для раствора. Также поверхность вокруг рисунка я обклеил скотчем, чтобы не травить лишнего. Приготовим солевой раствор. Состав раствора:
- — вода 50 мл.
- — соль, обычная кухонная — половина чайной ложки.
Также нам понадобится аккумуляторная батарея или источник питания напряжением 12 Вольт. Подключаем плюсовой вывод к шпателю. Я приклеил скотчем. Наливаем солевой раствор. И минусовым электродом (я использую обычный саморез), травим, погружая электрод в раствор. Время травления небольшое: 20-30 секунд. По моим наблюдениям увеличение времени травления не совсем хорошо сказывается на рисунке. Затем, убираем барьер из пластилина и видим, что все почернело. Ватным диском, смоченным в ацетоне удаляем чернила принтера. И видим, что у нас получилась отличная гравировка. Очень чёткая, так как у меня уже достаточно большой в этом опыт. Даже усы животного видно! Ещё сделал рисунок, но перевернул черное и белое в редакторе.
Очень чёткая, так как у меня уже достаточно большой в этом опыт. Даже усы животного видно! Ещё сделал рисунок, но перевернул черное и белое в редакторе.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.
Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки. https://www.youtube. com/embed/yeq2utKxCik
com/embed/yeq2utKxCik
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.
Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.

- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
Читать также: Горелка для пайки меди твердым припоем
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.
Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Удаление с поверхности металлов окислов, ржавчины и окалины в растворах кислот, солей или щелочей — называется травлением.
Для чего применяют травление
Травление как способ обработки металла позволяет мастеру выполнять технические действия. Однако, если говорить про травление в домашних условиях, то чаще всего его используют для создания орнаментов и декоративных узоров на клинках и других металлических изделиях.
Однако, если говорить про травление в домашних условиях, то чаще всего его используют для создания орнаментов и декоративных узоров на клинках и других металлических изделиях.
Сегодня многие люди занимаются производством всевозможного холодного оружия и инструмента в домашних условиях. При этом, подобные авторские вещи украшаются орнаментом. Травление ножа, топора позволяет мастеру быстро создать своеобразное декоративное украшение лезвия.
Начиная работы, травильщик первым делом подготавливает эскиз будущего орнамента или рисунка. Сегодня это можно легко сделать с помощью специальных программ, которые позволяют создавать изображения. Если узор планируется нанести на обе стороны клинка, то тогда распечатывают два эскиза. После того как изображение подготовлено, оно переносится на лезвие с помощью ручки, а в дальнейшем процарапывается с помощью скрабера.
При этом еще до нанесения рисунка, металлическую поверхность нужно хорошо вычистить, освободить от ржавчины. Дальше железо в местах нанесения узора обрабатывается специальным составом и обезжиривается. Также следует позаботиться о торцах будущего ножа, защитив их от последствий воздействия соленого раствора или кислоты.
Также следует позаботиться о торцах будущего ножа, защитив их от последствий воздействия соленого раствора или кислоты.
Травление можно производить двумя разными способами. Первый предполагает полное погружение металла в емкость с электролизом. Второй вариант это точечное нанесение кислотного состава на конкретные участки поверхности с помощью ватного тампона. В обычных условиях изделие погружается в раствор на десять, пятнадцать минут. Однако, этот параметр сильно зависит от типа выбранного электролиза.
После того как травление окончено, лезвие промывают водой и проверяют полученный результат. Если все получилось как надо, тогда остается произвести шлифовку ножа, удалив, таким образом, остатки коррозии, придав ему соответствующий вид.
Метод позволяет создавать по-настоящему замечательные и красивые изделия.
Какое оборудование необходимо для успешного травления в домашних условиях
Травление металла в домашних условиях это достаточно простая процедура, которая не требует от человека особых навыков. Но для того чтобы произвести успешное травление нужно подготовить некоторые предметы и оборудование.
- Емкость из стекла или пластика. Только такие материалы могут выдержать химическую реакцию, которая сопровождает процедуру , а также способны противостоять кислотной среде.
- Соль поваренная. Это вещество чаще всего используется для создания электролиза.
- Медная пластина. Они играет роль клеммы, которая распространяет ток внутри емкости.
- Источник энергии. В качестве него может использоваться зарядка для телефона.
- Провода для соединения клемм и зарядного устройства.
Травление с помощью зарядного устройства от телефона, как показывает практика, позволяет эффективно обрабатывать даже поверхности, сделанные из стали высокой стойкости.
Подготавливаем изделие к процедуре травления
Подготовка изделия из стали или железа к процедуре травления в домашних условиях включает целый ряд необходимых действий. Для начала поверхность нужно хорошо очистить от любых загрязнений, только таким образом можно гарантировать, что травление пройдет быстро, а глубина удаленных слоев будет одинаковой.
Для очистки металла вполне подойдут популярные моющие средства и обыкновенная вода. После того как металл будет вымыт ему нужно дать высохнуть. Дальше поверхность необходимо протереть с помощью фибры, которую перед этим смачивают в растворителе. Таким образом, можно не только удалить остатки влаги, но также обезжирить поверхность.
После того как металл будет вымыт ему нужно дать высохнуть. Дальше поверхность необходимо протереть с помощью фибры, которую перед этим смачивают в растворителе. Таким образом, можно не только удалить остатки влаги, но также обезжирить поверхность.
Теперь нужно нанести будущий рисунок на металлическую поверхность. Сейчас для этого используется множество методик. Главное что нужно помнить участки, которые не должны подвергнуться травлению, нужно обработать защитными средствами.
Сегодня в качестве такой защиты часто применяют лак для ногтей. Но у этого способа есть определенные недостатки, а именно:
- Лак имеет густую структуру из-за чего его трудно наносить, когда речь идет о сложном орнаменте или рисунке.
- Мастеру нужно уметь хорошо рисовать.
- Если произойдет ошибка, при нанесении лака исправить ее будет нелегко.
На поверхность изделия наносится слой лака или грунтовки. Когда этот состав высохнет, нужно с помощью тонкого инструмента или ручки нанести изображение. Дальше следует найти тонкую иглу, шило или специальный инструмент, с помощью которого изображение процарапывается на металле. Это нужно делать крайне аккуратно, чтобы не повредить полированную поверхность вне контуров рисунка.
Дальше следует найти тонкую иглу, шило или специальный инструмент, с помощью которого изображение процарапывается на металле. Это нужно делать крайне аккуратно, чтобы не повредить полированную поверхность вне контуров рисунка.
Когда эскиз готов остается закрыть детали, которые не должны подвергаться обработке защитой, и приступать к самой процедуре. При этом нужно помнить, что защита может наноситься только на сухую поверхность, так как в противном случае кислота или соляной раствор может попасть на металл и испортить поверхность. В дальнейшем исправить такую ошибку будет очень сложно.
Локальный способ травления рисунка на металле
Здравствуйте! Сегодня я хочу поговорить еще об одном методе на металле. Это метод травления. Допустим, вы уже замечательной формы, и теперь вам необходимо украсить его, каким-нибудь «крутым» рисунком. Рисунок вы можете нарисовать сами, или скачать готовые в интернете, распечатав их на принтере. Еще нам нужен будет обычный скотч, для того чтобы сделать наклеечку
Это метод травления. Допустим, вы уже замечательной формы, и теперь вам необходимо украсить его, каким-нибудь «крутым» рисунком. Рисунок вы можете нарисовать сами, или скачать готовые в интернете, распечатав их на принтере. Еще нам нужен будет обычный скотч, для того чтобы сделать наклеечку
Скотч важно брать хорошего качества. Чем выше качеством будет скотч, тем легче вам будет работать с ним
Отрежете полоску скотча, и наклейте, приготовленный рисунок, на его липкую поверхность, изображением вниз. Теперь смойте бумагу струей горячей воды. Рисунок отпечатается на скотче.
Кстати, нанесение изображения для травления с , применимо, только, с рисунком, отпечатанным на лазерном принтере. Рисунок, отпечатанный на струйном принтере, смоется вместе с бумагой. Бумагу смывайте, как можно тщательнее. Можно для этого использовать зубную щетку. Теперь нам останется подождать, пока все это высохнет и продолжить работу.
Возьмем нашу гордость, и обезжирим его поверхность. Обезжиривать будем спиртом. Если вам не хочется тратить столь «полезный продукт» на какое-то там обезжиривание — используйте ацетон, или любую другую жидкость, способную обезжирить поверхность металла. Теперь аккуратно приклеим скотч на то место клинка, где вы хотите видеть рисунок. Скотч приклеивайте очень плотно, без воздушных пузырей, разглаживая его по поверхности клинка тряпочкой.
Если вам не хочется тратить столь «полезный продукт» на какое-то там обезжиривание — используйте ацетон, или любую другую жидкость, способную обезжирить поверхность металла. Теперь аккуратно приклеим скотч на то место клинка, где вы хотите видеть рисунок. Скотч приклеивайте очень плотно, без воздушных пузырей, разглаживая его по поверхности клинка тряпочкой.
Следующим шагом будет прорезание рисунка. Чтобы прорезать аккуратно контур, без задиров скотча, используйте следующий способ. Возьмите шило и нагрейте его на газовой конфорке. Аккуратно прожгите контуры рисунка. Ну, вы, наверняка ведь в детстве, пользовались выжигателем по дереву? Так это почти то же самое, только выжигать будем по металлу.
Кстати, мне пришла мысль, а не использовать ли вместо, предложенного автором метода травления, нагревания шила, действительно выжигатель по дереву, с тонким наконечником. Это будет проще, чем каждый раз бросаться к газовой конфорке для подогрева остывающего шила.
Итак, прожигаем контур рисунка и убираем все лишнее. Получилось что-то вроде этого.
Получилось что-то вроде этого.
Сейчас нам нужно удалить следы клея. Кстати, нам предварительно надо сделать, специальной приспособление для травления на металле. Для этого приспособления, нужен блок питания от 4 до 9 вольт и пара медный проводов. Можно использовать любе зарядное устройство для телефона.
Чтобы убрать клей от скотча с поверхности металла, положите минусовой провод на нож, а плюсовой на ватку, смоченную в крепком соляном растворе, и начните промакивать ваткой . Клей должен свернутся.
Все, очистив рисунок от клея, приступим непосредственно к травлению рисунка на металле. Для этого меняем у нашего приспособления полярность, то есть плюсовой конец провода крепим к ножу. В кусок бинта положите ватку и, промочив ее в соляном растворе, приложите к рисунку, так, чтобы она его полностью закрыла. Минусовой провод ложим сверху, и закрепляем при помощи скотча. Включаем блок питания в розетку и ждем в течение двадцати пяти минут. Будьте осторожны при процессе травления и отойдите на это время в сторону. Потому что при таком , выделяется ядовитый газ хлор. И хотя он выделяется в довольно небольшом количестве, все же лучше его не вдыхать.
Потому что при таком , выделяется ядовитый газ хлор. И хотя он выделяется в довольно небольшом количестве, все же лучше его не вдыхать.
Если качество травления вас не устраивает, повторите процедуру еще раз со свежей ваткой. Естественно, времени на повторное травление у вас уйдет уже гораздо меньше. Получилось вот такое изображение.
Осталось тщательно промыть и почистить поверхность ножа. Все, работа закончена, и мы получили методом травления, вот такое вот изображение быка на поверхности клинка.
Всем привет! Я покажу вам способ электрохимической гравировки, с помощью которой можно перенести рисунок, распечатанный на лазерном принтере на нож, тесак, любую другую металлическую поверхность. Я буду переносить рисунок с компьютера на шпатель для наглядности процесса.
Травление нержавеющей ленты
Травление ленты из нержавеющей стали производится с целью удаления окалины и получения чистой металлической поверхности, обладающей высокой стойкостью против коррозии и необходимой для дальнейшего процесса холодной пронатки:
Травление ленты производится на установке непрерывного травления.
1. Схема процесса травления металла
1. Обработка в щелочном расплаве2. Охлаждение и промывка в воде3. Травление в кислотном растворе4. Промывка в воде5. Отбелка и пассивирование в растворе азотной кислоты
6. Промывка, протирка и сушка.
2. Состав щелочного расплава
Расплав состоит из 50-55% (по весу) щелочи (каустической NаОН) и кальцинированной (Na2СО3) соды, (35-30% натриевой селитры (NaNO3) и до 15% поваренной соли (NaCl). Рабочая температура расплава 400-530°.
Примечание: Na2NO3 в расплаве допускается неболее 20%. кальцинированной соды в исходной каустической соде по ГОСТу допускается до 4%.
3. Состав и приготовление кислотных растворов
1. Раствор серной кислоты с селитрой и поваренноЙ солью. Свежеприготовленный раствор должен содержать 18-22% h3SO4+5% NaNO3 +1% NaCl .
Высота, занимаемая раствором в ванне — 88 см.
Подготовка раствора в ванне объемом 9,2 м3 должна производиться в следующей последовательности. Сначала в ванну равномерно по ее длине засыпается 300 кг (6 пакетов) селитры и 92 кг поваренной соли, затем заливается вода до высоты 50 см, серная кислота (75% моногидрат) — в количестве 2200 кг и вновь вода до уровня 88 см.
Раствор тщательно перемешивавтся, подогревается до температуры 60-85°, после чего считается пригодным для работы.
2. Раствор азотной кислоты.
Свежеприготовленный раствор должен содержать 4-8% НNO3. Высота, занимаемая раствором в ванне, 88 см. Заправка ванны объемом 6,6 м3 производится в следующей последовательности. Сначала в ванну заливается вода до высоты 70 см, затем добавляется необходимое количество азотной кислоты.
После эаливки кислоты добавляется вода до уровня 88 см. Раствор перемешивается, подогревается до температуры 40-60°, после чего считается пригодным для работы.
Промывные ванны наполняются водой.
4. Заправка и обработка леаты
1. Рулон нержавеющей ленты, назначенный на травление, устанавливается в конический разматыватель.
2. При первоначальном пуске ленты нержавеющей через травильную установку сначала протягивается бракованная лента, к которой внахлестку приваривается передний конец ленты, подлежащей травлению. В дальнейшем для создания непрерывности процесса концу лент свариваются между собой внахлестку. Во время сварки ленту в агрегат подавать из петлевой ямы, не допуская задержки ленты в ваннах.
3. Движение ленты 12х18н10т через травильную установку осуществляется:а) при травлении толстой передельной ленты — с помошью подающих и тянущих роликов;
б) при травлении тонкой передельной ленты и ленты на выпуок (мягкой) с помощью моталки.
По выходе из расплава лента проходит через подогреваемый ролик в промывную ванну с проточной водой и, кроме того, с обеих сторон промывается интенсивными струями воды для удаления остатков щелочи.
В процессе промывки необходимо тщательно следить за тем, чтобы на поверхности ленты не оставалооь прилипших частиц затвердевшего расплава, так как последние в процессе дальнейшей обработки ленты в травильном растворе могут вызывать повышенный расход кислоты из-за реакции нейтрализации и ухудшать качество травления ленты (местные пятна, недотрав).
5. После обработки в щелочном расплаве промытая нержавеющая лента 12х18н10т поступает в ваннну кислотного травления. В травильной ванне лента проходит под направляющими роликами через раствор серной кислоты с селитрой и поваренной солью.х
6. Из травильной ванны лента поступает в промывную ванну, на входе и выходе из которой обмывается с обеих сторон интенсивными струями воды. При выходе из промывной ванны в случае местных недотрав в виде пятен поверхность ленты зачищается и протирается.
7. Затем лента поступает в раствор азотной кислоты, где отбеливается и пассивируется.
8. После отбелки и пассивирования ленты проходит протирку в прессе с войлочными прокладками, которые должны периодически, по мере загрязнения и истирания, заменяться, и поступает в моечно-сушильную машину.
9. По мере прохождения травления каждым рулоном нержавеющей ленты на гильотинных ножницах производится вырезка места сварки его со следующим рулоном.
Что такое травление
Это технология удаления верхнего слоя с поверхности металлической детали. Технология применяется для очистки заготовок от окалины, ржавчины, окислов и снятия верхнего слоя металла. Используя этот способ, снимают верхний слой для поиска внутренних дефектов и изучения макроструктуры материала.
Технология применяется для очистки заготовок от окалины, ржавчины, окислов и снятия верхнего слоя металла. Используя этот способ, снимают верхний слой для поиска внутренних дефектов и изучения макроструктуры материала.
С помощью травления зачищают деталь и увеличивают адгезию поверхности. Это делают для последующего соединения металлической поверхности с другой заготовкой, перед нанесением краски, эмали, гальванического покрытия и других защитных покрытий.
Метод позволяет не только быстро очистить деталь, но и создать на металлической поверхности нужный рисунок. Этим методом вырезают на металлической поверхности тончайшие каналы и сложные изображения. Можно выполнять очистку габаритных деталей или проката. Глубина обработки регулируется с точностью до несколько микрон, что позволяет изготавливать сложные детали с небольшими пазами и другими сложными элементами.
Травление насадки
Кажется для этих целей нужна соляная (HCl) или азотная (HNO3) кислота.Поискал в чип и дипе, в основном кислоты продаются под названием “Кислота паяльная”
Что-нибудь от туда можно купить для травления насадки.
Если медленное травление нужно используем соляную кислоту 10% или 20-30% серную, если очень быстрое смесь соляной(3ч) и азотной(1ч).Отдельно азотная кислота (концентрированная) используется для “осветления” нержавейки т.е. снимает микрослой оксидной пленки и нержавейку как в холодном так и в горячем состоянии не травит.
Смесь соляной(3ч) и азотной(1ч) травит все и очень очень быстро.
Посл. ред. 30 Янв. 09, 18:28 от Flyer
Одна столовая ложка на 0,5 воды нормально будет?Не прожжет насадку?
Хотя можно сначала поэкспериментировать на неольшом количестве.
Чё то ты неправду говоришь, барин. В горячем растворе хлорного железа, травится ну просто замечательно. ну может не так быстро как в кислотах, но куда нам собственно спешить?А если в хлорное железо добавить немного соляной кислоты, то оно даже ржавчиной загаживаться не будет. Я насыпал насадку в 10 литровую бытыль, заливал туда х.железо, бутыль на ночь оставлял в ведро с горячей водой.
А на счёт химожогов
ну так кислоты вещи опасная, с ними надо очень осторожно обращаться. а при осторожном обращении (+резиновые перчатки, +очки) никаких проблем нету
а при осторожном обращении (+резиновые перчатки, +очки) никаких проблем нету
Посл. ред. 04 Марта 09, 16:41 от Kotische
Действительно, Котище, я в чуть теплом хлорном железе травил. Травил и думал – а какого хрена в детстве платы я грел на печке при травлении.
А вот кислоту выливал в 70 градусов воду, за 2 часа раствор стал черный, насадка матово серая, графитового цвета примерно.
Так что ты прав, скорее, нежели я. Но, слава богу, 12 литров проволочек уже позади, вечером, быть может, первую колонну забью насадкой. или завтра.
А если доведется еще разок такую операцию повторять – попробую в хлорном, но горячем железе.
Тут может другая засада получится, при травлении в царской водке и в хлорном железе, может получатся разная структура поверхности, не зря же рекумендуют именно в царской водке травить. Было бы очень интересно узнать как меняется удерживающая способность хорошо протравленной насадки в зависимости от природы травящего раствора. Сможешь померить удерживающую способность насадки, если будет возможность?
А то я тут сильно огорчаюсь, что не имею возможности свободно достать кислоты для царской водки.
Посл. ред. 04 Марта 09, 22:54 от Kotische
Берёшь мерный стакан, например 500мл. Взвешиваешь стакан на весах, думаю точности 1гр достаточно.Насыпаешь в мерный стакан абсолютно сухую (нужно её продуть воздухом при температуре больше 100*С или пожарить тонким слоем на сковороде) насадку. Взвешиваешь стакан с насадкой на весах. Разница веса = вес чистой насадки.Заливаешь воду в стакан, чтоб насадка хорошенько смочилась.Окуратно сливаешь воду (при этом не нужно трясти стакан, что само стекло то и хорошо), как перестало капать взвешиваешь стакан с насадкой. Разница веса = вес удержанной воды. Делим на вес (объем) сухой насадки, получаем оценку удерживающей способности.В теории, чем больше воды удерживает насадка в единице объема тем лучше.
Я описывал, что у меня получилось здесь,у меня получилось, что насадка объемом 880 мл удерживает примерно 66 грамм воды, т.е. оценка удерживающей способности 75 гр/л.
Единственно, для получения корректных результатов сравнения, нужно сравнивать насадку из одной и той же партии, иначе например разная тольшина проволоки из которой навита насадка или другой шаг навивки спиралей может дать существенное искажение результата сравнения эффективности травящих растворов.
Фотоотчет о эксперименте прилагаюИтак, взял 1000мл насадки, высушил, оттарировал тару в ноль.Насыпал обратно – получилось ровно 700 грамм насадки на 1000мл (забыл сфотать).Взял другую емкость, налил 1000мл воды. Вылил в насадку до заполнения по срезу. Воды осталось 55мл, следовательно, в насадку влезло ее 945мл.Вылил досузха (пока капать не перестало из емкости, закрытой марлей.Перевернул, поставил на весы. Весит 759гр. Следовательно, удерживает 59гр воды.
Кислота для травления нержавейки
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 17 Январь Отправлено 18 Январь
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Травление нержавейки в домашних условиях
- Травильная паста для нержавеющей стали
- Самостоятельная обработка нержавейки после сварки
- Обработка нержавейки – все популярные методики
- Травление нержавеющей стали. Показания. Методы травления.
- Обработка шва нержавейки после сварки
- Обработка шва нержавейки после сварки
- Раствор и способ травления нержавеющей стали
- Основные виды и этапы обработки нержавеющей стали. Травление нержавеющей стали
- Травление нержавеющей стали
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Аппарат для электрохимической очистки швов нержавейки — Cleantech 100
Травление нержавейки в домашних условиях
Процесс травления высоколегированной стали является трудоемким и при этом обязательно всё делать в определенной последовательности. По ссылке ниже Вы можете пройти на презентацию как это делать с помщью нанесения кистью, насосом и погружением в специальную ванну:.
Уточните стоимость. Паста для травления и полировки нержавеющей стали Antox T. Средство для очистки и обезжиривания металлов Antox 75 E. Всё для сварки, резки и обработки металла. Автоматизация и роботизация. Картинка термина:. Автоматизация и роботизация:. Газопламенное оборудование. Газопламенное оборудование:. Средства защиты. Средства защиты:. Оборудование места сварщика. Оборудование места сварщика:.
Техническая химия. Техническая химия:. Абразивные материалы и инструмент. Абразивные материалы и инструмент:. Обрабатывающее оборудование. Обрабатывающее оборудование:. Сварочные материалы. Сварочные материалы:. Термическая обработка. Термическая обработка:. Голосов пока нет. Заказать товар. Название товара. Ссылка на товар. Ваш E-mail. Текст к заказу. Средняя: 3 1 оценка. Очень эффективная травильно-пассивирующая паста прозрачная для удаления из сварных швов окалины и побежалости, возникающих в процессе сварки благородных Паста для травления и полировки нержавеющей стали Antox T применяется для удаления высокотемпературной оксидной окалины и цвета побежалости вокруг сварных швов Жидкость, слегка кислотный удалитель, используемый для очистки углеродистой и нержавеющей стали, алюминия от ржавых пятен, а также для обезжиривания.
Сварочные материалы. Сварочные материалы:. Термическая обработка. Термическая обработка:. Голосов пока нет. Заказать товар. Название товара. Ссылка на товар. Ваш E-mail. Текст к заказу. Средняя: 3 1 оценка. Очень эффективная травильно-пассивирующая паста прозрачная для удаления из сварных швов окалины и побежалости, возникающих в процессе сварки благородных Паста для травления и полировки нержавеющей стали Antox T применяется для удаления высокотемпературной оксидной окалины и цвета побежалости вокруг сварных швов Жидкость, слегка кислотный удалитель, используемый для очистки углеродистой и нержавеющей стали, алюминия от ржавых пятен, а также для обезжиривания.
Не содержит хлоридов и соляной кислоты. Удаление цветов Эффективный распыляемый гель для протравливания сварных швов и поверхностей из кислотостойких сталей, применяемый в одном рабочем цикле. Можно использовать Спрей для травления нержавеющей стали Antox 73 E SG позволяет осуществлять одновременное травление сварочных швов и поверхностей.
Продукт окрашен. Пассиватор для нержавеющей стали ANTOX 90E применяется для пассивации восстановления пассивного слоя нержавеющей стали после травления. Время пассивирования Круглая кислотостойкая кисть для нанесения травильных паст, диаметр 20 мм, диаметр 30 мм. Страна Германия.
Травильная паста для нержавеющей стали
Сваривая аустенитный нержавеющий прокат , необходимо учитывать некоторые его отличия от углеродистого проката в плане физических свойств: точка плавления нержавеющей стали ниже примерно на С, приблизительно в шесть раз выше уделенное электрическое сопротивление, вдвое больше по длине коэффициент теплового расширения, теплопроводность материала составляет примерно одну треть от этого же показателя углеродистого проката. На практике выполнение сварочных работ возможно при помощи любых методов сварки: ручной дуговой сварки, если толщина материала превышает 1,5 мм; дуговой сварки в инертном газе вольфрамовым электродом TIG при сварке тонких стальных листов и труб; дуговой сварки в инертном газе плавящимся электродом и сварки в среде активных газов соответственно MIG и MAG ; импульсной дуговой сварки в инертном газе плавящимся электродом листов, толщина которых составляет 0,8 мм; сварки короткой дугой в инертном газе при помощи плавящихся электродов, для листов, толщина которых менее 0, мм; дуговой сварки, в инертном газе плавящимся электродом со струйным переносом стали, для листов, толщина которых превышает 3мм. Помимо этого для широкого по толщине диапазона листов может применяться плазменная сварка, дуговая сварка под флюсом используется при сваривании стали толщиной более 10мм, сварка сопротивления, роликовая и точечная сварки для тонких листов, высокочастотная, лазерная сварка и прочие. После сварочных работ на сварном соединении появляется пористый оксидный слой, в состав которого в основном входит хром.
Помимо этого для широкого по толщине диапазона листов может применяться плазменная сварка, дуговая сварка под флюсом используется при сваривании стали толщиной более 10мм, сварка сопротивления, роликовая и точечная сварки для тонких листов, высокочастотная, лазерная сварка и прочие. После сварочных работ на сварном соединении появляется пористый оксидный слой, в состав которого в основном входит хром.
Чаще всего окалину удаляют травлением в смеси кислот или.
Самостоятельная обработка нержавейки после сварки
Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа. Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера.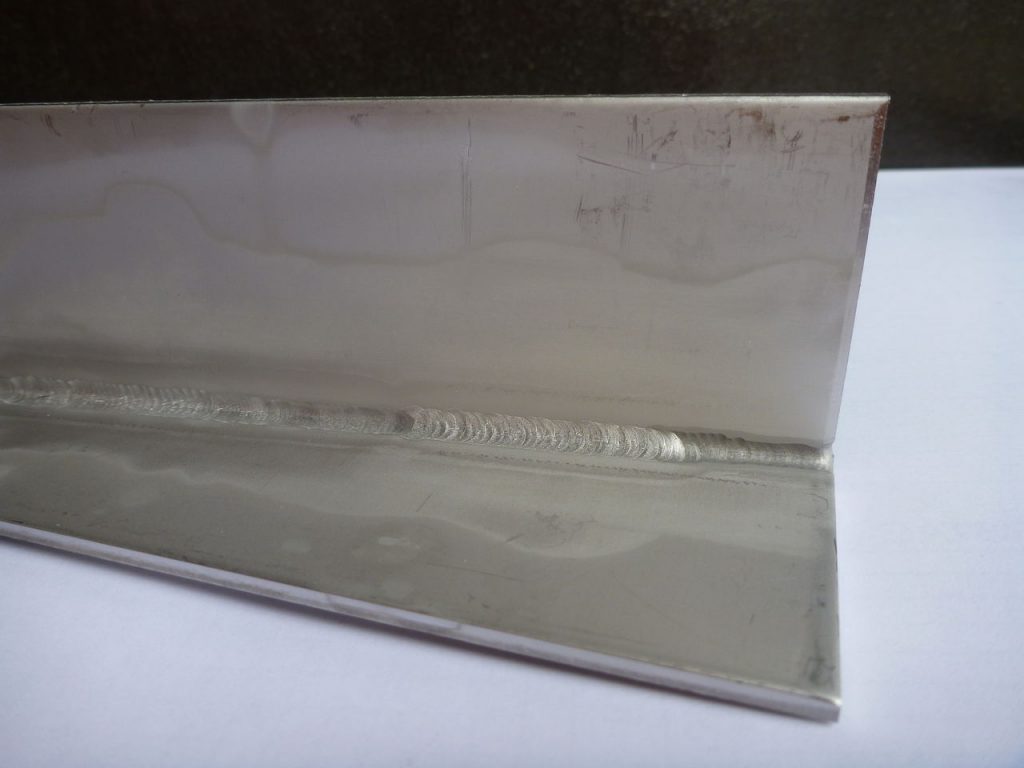 Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления. Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.
Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления. Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.
Обработка нержавейки – все популярные методики
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:. Сатинирование материала из нержавейки Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка. На крупных производствах шлифование почти всегда производится посредством специальных агрегатов.
Содержание: Шлифование и полировка сатинирование Метод травления Другие способы обработки изделий из нержавейки.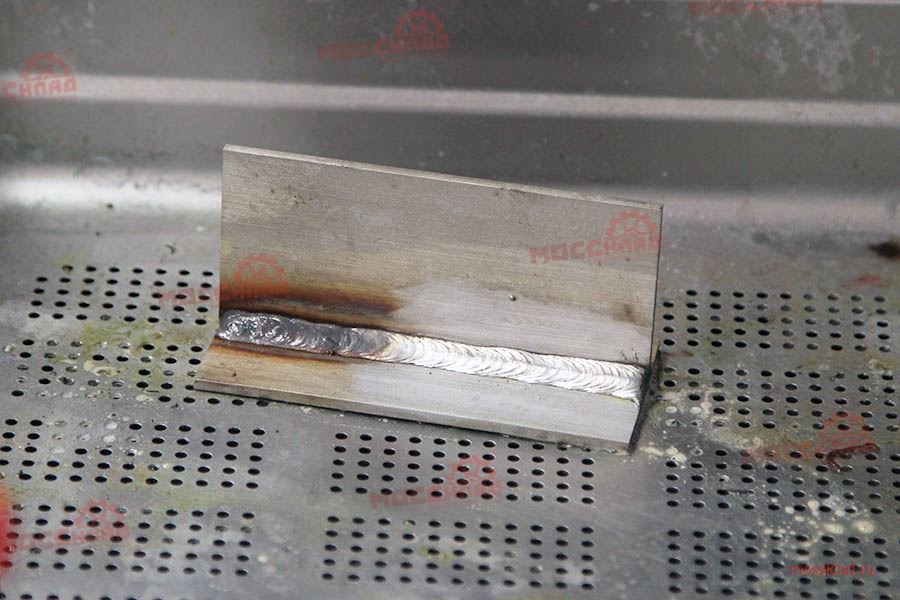
Травление нержавеющей стали. Показания. Методы травления.
Отжиг нержавеющей стали обычно проводится при высокой температуре. После отжига на поверхности стали остается более или менее толстая и прочная окалина, которую необходимо удалять перед последующей холодной прокаткой. Синий цвет пленки обусловливается преобладающим присутствием окиси хрома, а коричневый — повышенным процентом окиси железа и никеля. Цвет окалины зависит также от первоначального состояния поверхности гладкая или шероховатая , наличия на ней посторонних веществ масел, пыли и др. Цвет окалины, образующейся при горячей прокатке, зависит от температуры, гладкости валков, скорости охлаждения и других факторов.
Обработка шва нержавейки после сварки
Ни для кого не секрет, что любой предмет или материал рано или поздно ломается, выходит из строя, повреждается. Это касается и нержавеющей стали. Её проблемным местом считается поверхность. В идеале она должна быть гладкой, ведь это характеристика, принадлежащая всем видам нержавейки.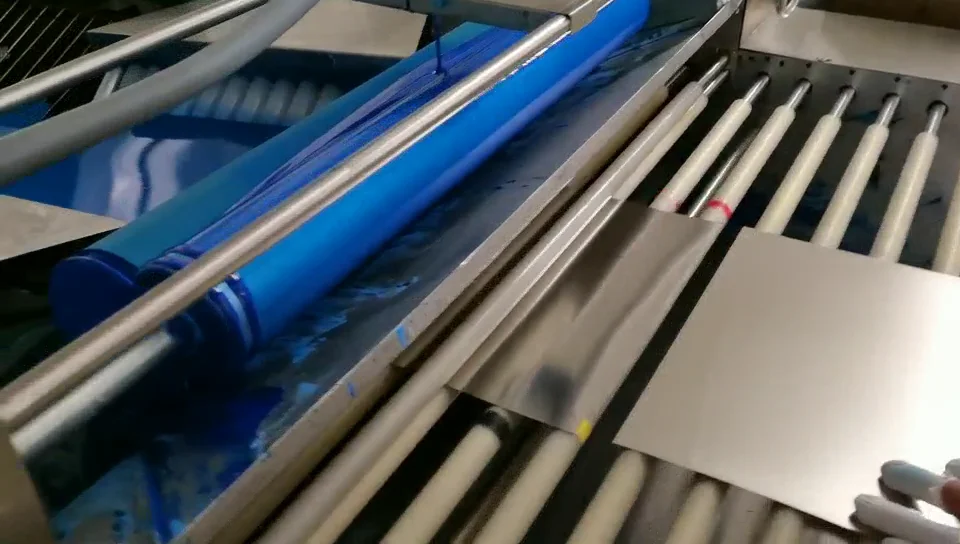 Потому что на её поверхности, если это, конечно, высококачественная продукция, не должно быть механических повреждений а сюда относятся различного рода царапины, шероховатости, выпуклости и вмятины и химического воздействия, например, изменение цвета.
Потому что на её поверхности, если это, конечно, высококачественная продукция, не должно быть механических повреждений а сюда относятся различного рода царапины, шероховатости, выпуклости и вмятины и химического воздействия, например, изменение цвета.
Страница 1 из 7 — Обработка шва нержавейки после сварки — отправлено в А попробуйте кислоты — дешево и сердито, есть еще и специальные составы Паста для травления применяется для восстановления.
Обработка шва нержавейки после сварки
Изобретение относится к способу декапирования очистки поверхности металлических материалов из стали, особенно из нержавеющей стали. Способ декапирования может быть осуществлен на металлических материалах из стали, особенно из нержавеющей стали, в промышленной среде, перед выпуском с завода, например, для удаления окалины, но также непрофессионалами в металлургии для зачистки элементов из нержавеющей стали. Однако азотная кислота ведет к выделению особенно токсичных паров оксида и диоксида азота, и выделению азотистых соединений, таких, как нитриты и нитраты, в эфлюенты.
Раствор и способ травления нержавеющей стали
Главная Труба Труба круглая нержавеющая Труба прямоугольная нержавеющая Труба квадратная нержавеющая Уголок нержавеющий Круг нержавеющий Лист нержавеющий. Кран шаровый Затвор дисковый Клапан обратный Фильтры. Шланги Соединения Варианты сборки Применение. Травильная паста удаляет окалину, загрязнения и коррозию в области сварного шва и в зоне воздействия температуры. Обеспечивает чистоту и прекрасный внешний вид сварного шва.
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов.
Основные виды и этапы обработки нержавеющей стали. Травление нержавеющей стали
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков, пивоваров, виноделов Оборудование Материалы и инструменты. Pahello Доцент Волгоград- Волжский Что ГОИ, что нимчинное средство, всё гадость Но вы тут так этого опасаетесь, как будто их в брагу сыпите и льёте MagadaneЦ Профессор Тула
Травление нержавеющей стали
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки — травление нержавейки в домашних условиях. Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид.
При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки — травление нержавейки в домашних условиях. Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид.
Травление и пассивация нержавеющей стали
Травление и пассивация — это химические обработки, применяемые к поверхности нержавеющей стали для удаления загрязняющих веществ и содействия образованию непрерывной пассивирующей пленки оксида хрома. Травление и пассивация являются кислотными обработками, и ни одна из них не удаляет жир или масло. Если изделие загрязнено, возможно, потребуется использовать моющее средство или щелочную очистку перед травлением или пассивированием.
Травление
Когда сталь нагревается сваркой или другими способами до такой степени, что становится виден слой термической окраски или оксидной окалины, нижний слой обеднен хромом, что делает сталь менее устойчивой к коррозии. Травление стали представляет собой процесс нанесения кислотного раствора для удаления зон термического влияния вместе с нижележащим слоем с пониженным содержанием хрома из нержавеющей стали. Протравленная сталь не содержит поверхностных загрязнений углеродистой сталью и внедренных частиц железа. Обычно оставляет тусклую матово-серую поверхность. Проще говоря, травление удаляет слой нержавеющей стали, подвергшийся термическому влиянию, и подготавливает поверхность к пассивации.
Травление стали представляет собой процесс нанесения кислотного раствора для удаления зон термического влияния вместе с нижележащим слоем с пониженным содержанием хрома из нержавеющей стали. Протравленная сталь не содержит поверхностных загрязнений углеродистой сталью и внедренных частиц железа. Обычно оставляет тусклую матово-серую поверхность. Проще говоря, травление удаляет слой нержавеющей стали, подвергшийся термическому влиянию, и подготавливает поверхность к пассивации.
Пассивация
Пассивация — это отдельный от травления процесс, который может выполняться отдельно или после травления. В отличие от травления, процесс пассивации не удаляет металл. Вместо этого поверхность нержавеющей стали обрабатывается окисляющей кислотой для растворения углеродистой стали, сульфидных включений и удаления железа и других поверхностных загрязнителей из нержавеющей стали. Кислота дополнительно способствует образованию богатой хромом пассивной пленки, которая придает качество коррозионной стойкости. В то время как протравленная сталь будет казаться тусклой или протравленной, правильно выполненная пассивация не повлияет на внешний вид металла.
В то время как протравленная сталь будет казаться тусклой или протравленной, правильно выполненная пассивация не повлияет на внешний вид металла.
Зачем травить и пассивировать..
Многие люди не знают, что нержавеющая сталь часто находится в естественном пассивном состоянии. Однако всякий раз, когда сталь обрабатывается или изготавливается каким-либо образом, например, при сварке, естественная пленка оксида хрома на поверхности металла тускнеет. В результате коррозионная стойкость нержавеющей стали после сварки ослабевает. Для восстановления пленки оксида хрома на поверхности металла нержавеющую сталь необходимо пассивировать. На самом деле, одной из основных причин, по которой нержавеющие стали необходимо пассивировать, является сварка. При сварке металл теряет свободное железо из сплава, и общая структура поверхности металла значительно трансформируется. В околошовной зоне сварного шва отношение хрома к железу значительно снижается. Железо, которое свободно течет по металлической поверхности нержавеющей стали, может способствовать коррозии/шероховатости.
Перед травлением
После травления
Какой из доступных методов пассивации является лучшим..
Пассивация и кислотная пассивация
Общеизвестно, что нержавеющая сталь устойчива к коррозии. Что менее известно, так это то, что пассивная, богатая хромом оксидная пленка, которая естественным образом образуется на поверхности стали, отвечает за коррозионную стойкость.
образование этого пассивного слоя называется пассивацией.
Пассивация — это естественное явление. Однако можно усилить пассивацию, используя определенные промышленные методы. Эти методы включают обработку окислительной кислотой. Можно сказать, что кислотная обработка является лучшим методом пассивации стали.
Стойкость к температуре окружающей среды и коррозии при высоких температурах
Под воздействием тепла на поверхности стали может образоваться простая оксидная пленка или окалина. Чего нельзя сказать о пассивном слое. При нагреве стали естественный пассивный слой становится толще. Помимо изменения объема, он меняет цвет, переходя от оттенков теплового оттенка к серой оксидной шкале. В результате этих видимых оксидных слоев снижается коррозионная стойкость стали при температуре окружающей среды.
При нагреве стали естественный пассивный слой становится толще. Помимо изменения объема, он меняет цвет, переходя от оттенков теплового оттенка к серой оксидной шкале. В результате этих видимых оксидных слоев снижается коррозионная стойкость стали при температуре окружающей среды.
Детали печей представляют собой примеры компонентов из нержавеющей стали, специально изготовленных для работы при очень высоких температурах. Чтобы оставаться защищенными от высокотемпературного окисления, они покрыты этим более толстым, прочным оксидным покрытием.
чешуйчатые покрытия.
С другой стороны, в компонентах, предназначенных для работы при температуре окружающей среды, тонкого прозрачного «пассивного слоя» достаточно для обеспечения коррозионной стойкости.
Реквизиты для кислотной пассивации
Мощные окислительные условия могут быть использованы для ускорения образования пассивного слоя оксида с высоким содержанием хрома на поверхности нержавеющей стали. Азотная кислота является наиболее подходящим растворителем для этой окислительной кислотной обработки. Его доступность,
Азотная кислота является наиболее подходящим растворителем для этой окислительной кислотной обработки. Его доступность,
удобство и эффективность делают его широко используемым растворителем для промышленной пассивации нержавеющей стали. Другие более слабые окисляющие кислоты, такие как лимонная кислота, также могут усиливать пассивацию.
Стальные компоненты и изделия, изготовленные на заводах-изготовителях и принадлежащих уважаемым акционерам, как известно, полностью пассивны. Однако в каждом случае есть исключения. Например, обработанные детали со сложной конструкцией и тонкой структурой могут нуждаться в пассивирующей обработке.
Уникальная особенность нержавеющей стали: способность к самовосстановлению. Благодаря легирующим элементам в нержавеющей стали на поверхности образуется тонкий прозрачный «пассивный слой».
Даже если поверхность нержавеющей стали поцарапана или иным образом повреждена, этот пассивный слой толщиной всего в несколько атомов мгновенно восстанавливается под воздействием кислорода воздуха или воды.
Это объясняет, почему нержавеющая сталь не требует какого-либо покрытия или другой защиты от коррозии, чтобы оставаться яркой и блестящей даже после десятилетий использования.
Нормы и стандарты травления и пассивации
- ASTM A380 Стандартная практика очистки, удаления накипи и пассивации деталей, оборудования и систем из нержавеющей стали
- ASTM A967 Стандартные технические условия для химической пассивации деталей из нержавеющей стали
- ISO 16048 определяет методы, наиболее часто используемые для пассивации крепежных изделий из коррозионностойкой нержавеющей стали
- БС ЕН 2516 Пассивация коррозионностойких сталей и обеззараживание сплавов на основе никеля
- AMS 2700 Эта спецификация определяет технические требования к процессу, обеспечивающему удаление свободного железа или других менее благородных загрязнителей с поверхностей деталей из коррозионностойкой стали.

Процесс травления нержавеющей стали | Название сайта
ВВЕДЕНИЕ
В процессе производства нержавеющей стали
оксиды образуются на поверхности нержавеющей стали во время отжига и
горячая прокатка. Под этими слоями оксидов хром обедняется и
сталь потеряла значительную часть коррозионной стойкости. Таким образом
необходимо удаление окалины. Лучшая производительность и качество
достигается с помощью химической очистки поверхности. Это делается с помощью
процесс кислотного травления, при котором смеси плавиковой кислоты (HF), азотной кислоты (HNO3) или серной кислоты (h3SO4) используются для удаления оксидов и для
снова обогащать области, обедненные хромом. Эта статья должна дать
обзор химических реакций наиболее часто используемой смеси кислот HF и HNO3 в процессе травления.
ТРАВЛЕНИЕ АЗОТНОЙ И ФТОРОПРИВОДОРОДНОЙ КИСЛОТОЙ
Азотная кислота является окисляющей кислотой по
сам по себе не подходит для травления нержавеющей стали — он используется в
в сочетании с плавиковой кислотой. Эта комбинация позволяет хорошо контролировать
Эта комбинация позволяет хорошо контролировать
скорости травления за счет изменения соотношения двух кислот. азотная
кислота растворяет оксиды и металл с поверхности, а фтористоводородная
кислота образует устойчивые комплексы с ионами металлов.
МЕХАНИЗМ РЕАКЦИИ ДЛЯ ЖЕЛЕЗА
(1) 2 Fe + 2 HNO 3 + 4 H + → 2 Fe 2+ + 2HNO 2 + 2 H 2 O
(2) 2 Fe 2+ + HN 3 + 2H 2+ + HN 3 + 2H 2H + + + 2H + 2H + + hno 3 + 2. → 2 Fe 3+ + HNO 2 + H 2 O
(3) 2 HNO 2 → NO + NO 2 + H 2 O
(4 ) Fe 3 + 3F – → FeF 3
Fe и Cr растворяются в азотной
кислоты с поверхности сталей.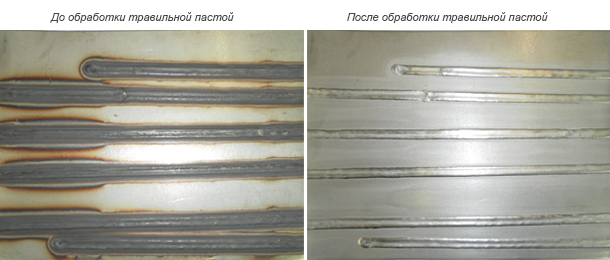 На следующем этапе металлы окисляются из
На следующем этапе металлы окисляются из
от двухвалентного до трехвалентного состояния.
Для продолжения последовательности реакций (1-2) необходимо удалить некоторые продукты реакции. HNO 2 разлагается на оксид азота и диоксид азота, которые являются газообразными и улетучиваются в атмосферу (3).
Трехвалентное железо образует стабильное
комплекс с фторидами (4). Типы образующихся фторидных комплексов
зависят от условий процесса травления.
Никель в основном не образует фторидов,
реагирует с азотной кислотой и остается в растворе, придавая зеленую окраску
травильная кислота.
(5) NiO + 2 HNO 3 → Ni(NO 3 ) 2 + H 2 O
3
превращаются в соли хрома, никеля и железа при травлении
процесс. После травления кислоту необходимо утилизировать, оставляя после себя
проблемные отходы, вызывающие высокие затраты на утилизацию и экологические
проблемы.
Этот сценарий особенно невыгоден, так как концентрация
металлов в травильном растворе остается мало и много свободной кислоты
необходимо удалить из процесса.
Это обстоятельство не вызывает
только экологическая проблема, но и пустая трата ресурсов.
потерянные кислоты необходимо закупать снова для следующей травильной кампании,
гидроксид кальция расходуется на нейтрализацию и требуется вода
для разбавления отработанной кислоты перед нейтрализацией. Производственная цепочка
плавиковой и азотной кислоты сложны, сложны и выделяют
значительное количество парниковых газов. Производитель нержавеющей стали
зависит от необходимого снабжения кислотами, мощностей по захоронению
осадка и разрешение на сброс нитратных сточных вод.
Власти
во всем мире начинают становиться более строгими, когда дело доходит до
на утилизацию отходов травления, даже ставя под угрозу лицензии на производство.
И последнее, но не менее важное: сам процесс травления должен осуществляться в
таким образом, чтобы использовалось как можно больше кислоты, ограничивая оптимальный
условия травления.
Для решения проблемы нейтрализации было проведено множество исследований
по процессам регенерации и извлечения азотных и
плавиковая кислота из травильной отработанной кислоты.
