Как сделать профилегиб своими руками чертежи: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
трубогиб ремесленника
В своей статье о трубах и трубопроводах я описал трубогибочный станок, который использую в своей мастерской. После публикации статьи я получил запрос на более подробную информацию об устройстве, и наш редактор предложил мне написать некоторые заметки о его конструкции и конструкции.
Дизайн
Сразу скажу, что дизайн не мой! Моя собственная машина была построена по проекту, опубликованному в журнале много лет назад. К сожалению, я не помню названия соответствующего журнала и потерял свой оригинальный экземпляр. Я думал, что это Model Engineer, но не могу найти записи о дизайне в архивах этого журнала. Если первоначальный разработчик машины прочитает эти заметки, я буду очень рад, если он заявит о себе и возьмет на себя ответственность за свои идеи!
Основные принципы работы станка хорошо известны и используются во многих полноразмерных трубогибочных станках. Прилагаемые чертежи были подготовлены с моей собственной машины и включают одно очень важное изменение по сравнению с первоначальным проектом. Как было первоначально опубликовано, в конструкции использовался прижимной ролик с канавками, такими же, как и в шпангоутах, и опирающийся непосредственно на трубу.
В то время как эта компоновка работает, прижимной ролик с канавками недостаточно хорошо ограничивает круглое сечение трубы, чтобы избежать некоторого искажения сечения трубы на «жестких» изгибах и неприглядного «перегиба» на внешней стороне готового конца трубы. сгибать. Использование прижимной пластины с канавками намного эффективнее ограничивает секцию трубы и приводит к очень плавному изгибу без деформации секции трубы даже при очень крутых изгибах. Сказав это, я столкнулся с одной или двумя ситуациями, когда требуемая конфигурация изгиба не позволяла использовать прижимную пластину, и я прибегнул к оригинальной концепции прижимного ролика с канавками.
Прежде чем покинуть тему рисунков, пожалуй, я должен извиниться за то, что не перенесся в двадцать первый (или даже двадцатый, как говорят некоторые) век. Все мои рисунки выполнены по старинке на чертежной доске с помощью карандаша и бумаги. Мой компьютер не поддерживает программное обеспечение САПР, и в любом случае я могу рисовать карандашом быстрее, чем на компьютере. Когда я работал в промышленности, я всегда разрабатывал новые идеи и проекты на бумаге, прежде чем перейти к компьютеру. Поэтому представленные здесь рисунки отсканированы с моих нарисованных от руки изображений.
Моя собственная машина была сделана с формовочными трубами для труб диаметром 1/8”, 5/32”, 3/16”, 1/4” и 5/16”. Это удовлетворило большинство моих потребностей в строительстве 5” локомотивов и некоторых стационарных двигателей. Каркасы были изготовлены для диапазона радиусов изгиба с минимальным радиусом, равным удвоенному диаметру трубы.
Конструкция
доступный материал, и если вы конвертируете метрические единицы, вы можете легко внести коррективы в соответствии с вашими предпочтениями. Конструкция проста. Большинство компонентов включают только простую токарную обработку, сверление и напильник и не требуют особых комментариев.
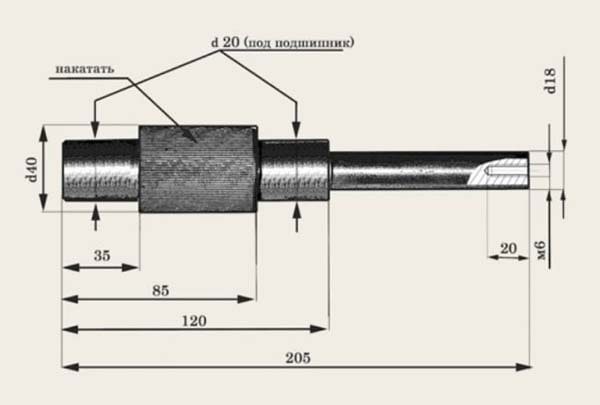
Исключение составляют формирователи труб и прижимные пластины. Это ключевые компоненты для достижения удовлетворительных результатов. Заготовки для профилей представляют собой простые токарные работы с диаметром заготовки, равным удвоенному радиусу центральной линии необходимого изгиба трубы.
Канавка может быть сформирована одним из двух способов. Наиболее очевидным является использование формообразующего инструмента на токарном станке,
, либо до отрезки шаблона, либо с заготовкой, установленной на настоящей ходовой оправке. Если используется этот метод, важно, чтобы формовочный инструмент был заточен до точного радиуса, чтобы обеспечить плотное прилегание трубы к канавке.
Для больших диаметров труб может быть трудно избежать вибраций с помощью этого метода, особенно с формирователями большого диаметра, что приводит к неудовлетворительному результату. Метод
, который я принял и который был предложен первоначальным разработчиком станка, заключался в том, чтобы установить заготовку на оправку в делительной головке фрезерного станка и медленно вращать ее, подавая на сторону концевой фрезы диаметром, равным к тому из трубы, котор нужно манипулировать.
Создание канавки таким образом обеспечивает точную форму с хорошей отделкой. Если заготовка имеет большой диаметр
по отношению к размеру канавки (т.е. большой радиус изгиба для небольшой трубы), возможно, потребуется использовать концевую фрезу длинной серии, но мне не пришлось делать этого ни для одного из профилеров I сделанный.
Вы можете либо изготовить ряд формирователей для труб разных размеров и радиусов изгиба, когда будете делать остальную часть машины, либо сделать их по мере необходимости. Я сделал ряд формирователей, когда делал машину — это немного скучно, когда приходится останавливаться посреди сантехнических работ и настраивать, чтобы сделать формирователь.
Также важно, чтобы канавка в прижимной пластине плотно прилегала к формируемой трубе. Этого легко добиться, просверлив отверстие соответствующего размера в центре стального листа квадратного сечения ½ дюйма, удерживаемого в четырехкулачковом патроне, а затем отфрезеровав половину сечения.
Закончив свою машину, у вас будет довольно много бит. Стоит сделать подходящую коробку для хранения, чтобы хранить их все вместе, как
, показанное на рис. 1.
Эксплуатация
Я не создал чертеж общего вида или сборочный чертеж, потому что на практике компоненты собираются в соответствии с конфигурацией обрабатываемой трубы. Первоначальная конструкция включала зажимные винты, прикрепленные к краю опорной плиты, как показано на рис.2. Хотя я приспособил устройство к своему собственному трубогибу, я обнаружил, что это приносит больше хлопот, чем пользы, и я неизменно использую инструментальный зажим, как показано на рис. 3. можно использовать для закрепления работы на ограждении в подходящем положении, но при необходимости могут быть изготовлены довольно сложные конструкции. На рис. 4 показана партия труб, изготовленных для моего последнего проекта, а на рис. 5 некоторые из этих труб показаны на месте на локомотиве.
Прежде чем сгибать какую-либо трубу, я всегда делаю шаблон из проволоки – старые проволочные плечики для одежды являются хорошим источником подходящего материала. Выбор типичных шаблонов показан на рис. 6. Медная труба стоит дорого, а ошибки очень трудно аккуратно исправить. Лучше потратить время (и вешалки), чтобы сделать все правильно с первого раза. Первоначальный проект предусматривал два угла забора. Однако я всегда находил потребность только в одном и указал только один на чертежах.
ТРУБОГИБ
Artisan
Modelengineeringwebsite.com
единственный бесплатный и единственный еженедельный журнал для модельеров.
Редактор: Дэвид Карпентер
Качественные гибочные станки YLM с ЧПУ : Труба с ЧПУ : Трубогибочные станки с ЧПУ
YLM — Промышленная компания Ying Lin Machine
Компания J&S Machine предлагает полную линейку гибочных станков YLM с ЧПУ, способных удовлетворить многие потребности отрасли гибки. Обслуживаемые отрасли: автомобилестроение, мебель, бытовая техника, тренажеры, рамы машин, тележки, архитектура, самолеты, HVAC и товары для мастерских. Линейка продуктов YLM включает в себя широкий выбор машин и конфигураций, что позволяет нам предоставить машину, которая соответствует вашим требованиям к гибке и бюджету. Начиная с самого маленького члена линии, это станок с ЧПУ 08 – производительность 5/16”. Самым крупным из продуктовой линейки является гибочный станок с ЧПУ 150 – 6 дюймов из нержавеющей стали. Между ними вы найдете 12 моделей с различными конфигурациями, чтобы разместить предложения станков с ЧПУ в более чем 50 моделях.
Линейка продуктов YLM с ЧПУ славится длительным сроком службы, массивной конструкцией, большими объемами производства, а также надежностью и повторяемостью деталей. На все машины распространяется гарантия 1 год с возможностью продления гарантии. J&S Machine — это сервисный центр YLM в США и склад машин. J&S Machine стремится к тому, чтобы клиенты, которых мы обслуживаем, отвечали быстро, обычно в тот же день. Поданные заявки тщательно оцениваются персоналом J&S и/или YLM, чтобы обеспечить точность предоставленных ответов и обеспечить успешный результат. Все машины включают в себя обучение на месте, электронные и печатные руководства, а также подробные электрические/сборочные чертежи.
Гибочные станки YLM предлагаются со многими функциями и готовыми компонентами, которые необходимы для полного комплекта, отвечающего вашим текущим потребностям и будущим потребностям роста. Машины собираются на Тайване из компонентов мирового класса, где всемирная поддержка дистрибьюторов обеспечивает дополнительные ресурсы для круглосуточной поддержки J&S Machine и YLM. Некоторые из используемых брендов: серводвигатели и приводы Yaskawa, привод Rexroth на некоторых моделях, система ввода-вывода Beckhoff на некоторых моделях, гидравлика Rexroth, переключатели Omron, узлы направляющих Rexroth Bosch или HIWIN, а также зубчатые редукторы ZF со встроенной системой Windows. программный контроль.
Стандартные конструктивные особенности станков с ЧПУ включают:
Электрический шкаф с кондиционером для поддержания температуры и продления срока службы компонентов системы
Фильтрация электроэнергии для стабилизации входных источников питания для стабильной эффективной работы
Управление изоляцией электрического шкафа для минимизации передачи вибрации на электронику
Система фильтрации масла с индикатором состояния для защиты подачи масла
Масляный радиатор радиаторного типа входит в стандартную комплектацию большинства моделей, доступен на других моделях для поддержания температуры масла
Подушки для крепления машины к вибрациям для уменьшения движения машины во время работы
Просторная хорошо маркированная / схема электрической системы для простоты обслуживания и эффективной работы
Пульт дистанционного управления для размещения в рабочем месте в зависимости от приложения для сокращения времени взаимодействия с оператором для повышения производительности
Запуск цикла ножной педалью для быстрой безопасной загрузки, увеличивающей производительность
Защитный коврик и предохранительные пластины с несколькими местами аварийного останова для безопасности эксплуатации
Встроенный редуктор с многослойной приводной цепью в сборе для плавного контролируемого начала/остановки гибочного рычага, продлевающего срок службы цепи на много лет по сравнению с традиционными гидравлическими трубогибочными машинами.
Низкопрофильная гибочная головка уникально смещена от центра рамы машины, обеспечивая зазор для сложных деталей, который не может быть обеспечен на оборудовании других марок.
Сквозная цанга с полной пропускной способностью для работы с длинным материалом, требующим дополнительной длины за пределами системы упора передней цангы, что снижает потребность в удлиненных моделях в большинстве случаев применения.
Производственный шум с низким уровнем децибел для снижения утомляемости оператора и общего улучшения условий в цеху
Небольшая рабочая высота для простоты эксплуатации, повышения производительности и повышения безопасности при работе с материалами
Работа с несколькими осями сокращает время цикла и помехи для оптимального производства
Компоновка гидравлического бака
Конструкция электрической панели
Стандартный пакет программного обеспечения CNC Motion с выделением следующих функций:
Разработано и поддерживается командой разработчиков программного обеспечения YLM, что обеспечивает быстрое реагирование на потребности клиентов, долговечность в системе поддержки и специально разработано для удовлетворения требований гибочных станков YLM
Неограниченное количество шагов хранения программ и гибки для облегчения поиска программ на станке без взаимодействия с внешней системой хранения одним касанием USB-порты для хранения для резервного копирования программ, если это необходимо
Мгновенная диагностика разработки программы и функций машины для безошибочной работы
Предварительный просмотр 3D-заготовки — создается при вводе в программу данных для просмотра, чтобы уменьшить количество ошибок программирования и увеличить скорость разработки программы
Трехмерная анимационная симуляция гибки с идентификацией помех в местах перемещения, позволяющая сократить задержки производства первой детали и быстро проверить осуществимость
Функция пакетной обработки для производства с несколькими программами, автоматически повышающая эффективность производства
Функция реверсивной программы, автоматический расчет ступенчатой подачи, функция повторного захвата трубы и рабочая программа с переменной последовательностью для быстрой и легкой работы с различными распространенными трудностями, возникающими при операциях гибки труб и применениях.
Автоматический расчет длины реза, упрощающий другие аспекты производственного цикла
Независимая программируемая скорость на сервооси для оптимального использования станка
Готовая к сети конфигурация для интеграции в систему вашей компании
Отображение 3D-заготовки во время программирования
3D-моделирование изгиба
Стандартные эксплуатационные функции машины включены без дополнительной оплаты:
Экстрактор оправки с программируемым упреждающим ранним отводом для работы с оправкой,
Включены стержни оправки нескольких размеров для будущих проектов
Автоматическая система смазки шпинделя использует программируемый поток масла и воздушный туман для максимального использования СОЖ при одновременном увеличении производственных возможностей
Усиление каретки и толкателя на большинстве моделей для работы с тонкостенными и высокопрочными материалами с малым радиусом
Независимый регулируемый узел зачистной матрицы для регулировки угла наклона и положения зачистной матрицы при работе с наборными инструментами с несколькими радиусами для простоты настройки и оптимального размещения инструмента, продлевающего срок службы инструмента
Программируемый счетчик штук с обратным отсчетом для контроля объемов производства
На моделях 5A и выше — программируемое выравнивание гибочной головки относительно каретки для работы с составными инструментами, специальными конструкциями инструментов или адаптации инструментов других моделей с использованием переходных пластин, упрощающих конструкцию инструментов или снижающих затраты на приобретение дополнительных инструментов.
 Как было первоначально опубликовано, в конструкции использовался прижимной ролик с канавками, такими же, как и в шпангоутах, и опирающийся непосредственно на трубу.
Как было первоначально опубликовано, в конструкции использовался прижимной ролик с канавками, такими же, как и в шпангоутах, и опирающийся непосредственно на трубу. Все мои рисунки выполнены по старинке на чертежной доске с помощью карандаша и бумаги. Мой компьютер не поддерживает программное обеспечение САПР, и в любом случае я могу рисовать карандашом быстрее, чем на компьютере. Когда я работал в промышленности, я всегда разрабатывал новые идеи и проекты на бумаге, прежде чем перейти к компьютеру. Поэтому представленные здесь рисунки отсканированы с моих нарисованных от руки изображений.
Все мои рисунки выполнены по старинке на чертежной доске с помощью карандаша и бумаги. Мой компьютер не поддерживает программное обеспечение САПР, и в любом случае я могу рисовать карандашом быстрее, чем на компьютере. Когда я работал в промышленности, я всегда разрабатывал новые идеи и проекты на бумаге, прежде чем перейти к компьютеру. Поэтому представленные здесь рисунки отсканированы с моих нарисованных от руки изображений. Конструкция проста. Большинство компонентов включают только простую токарную обработку, сверление и напильник и не требуют особых комментариев.
Конструкция проста. Большинство компонентов включают только простую токарную обработку, сверление и напильник и не требуют особых комментариев.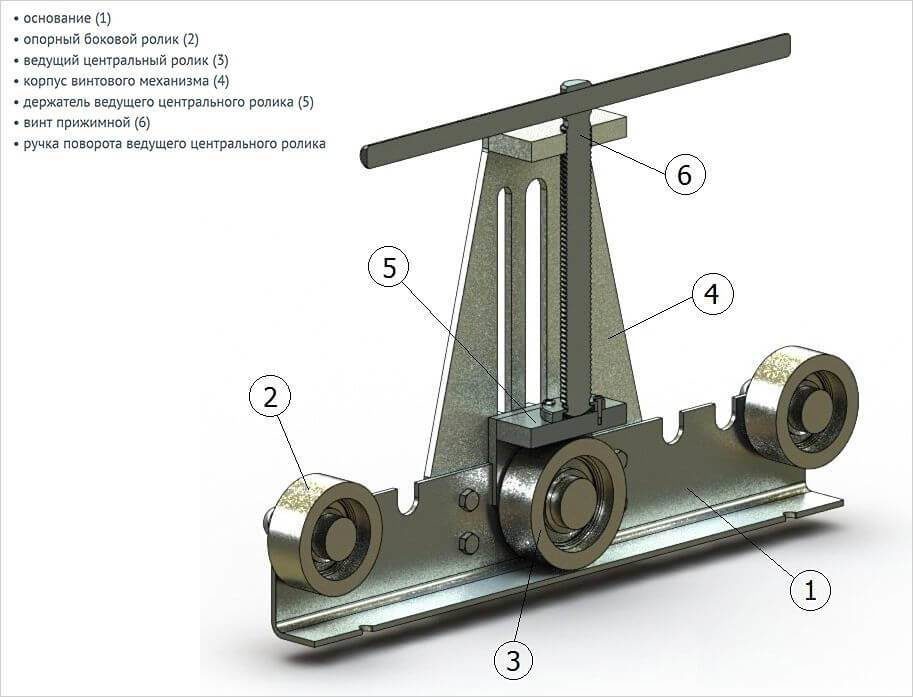 Метод
Метод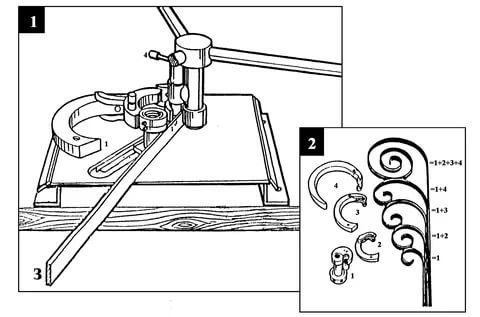
 3. можно использовать для закрепления работы на ограждении в подходящем положении, но при необходимости могут быть изготовлены довольно сложные конструкции. На рис. 4 показана партия труб, изготовленных для моего последнего проекта, а на рис. 5 некоторые из этих труб показаны на месте на локомотиве.
3. можно использовать для закрепления работы на ограждении в подходящем положении, но при необходимости могут быть изготовлены довольно сложные конструкции. На рис. 4 показана партия труб, изготовленных для моего последнего проекта, а на рис. 5 некоторые из этих труб показаны на месте на локомотиве. Обслуживаемые отрасли: автомобилестроение, мебель, бытовая техника, тренажеры, рамы машин, тележки, архитектура, самолеты, HVAC и товары для мастерских. Линейка продуктов YLM включает в себя широкий выбор машин и конфигураций, что позволяет нам предоставить машину, которая соответствует вашим требованиям к гибке и бюджету. Начиная с самого маленького члена линии, это станок с ЧПУ 08 – производительность 5/16”. Самым крупным из продуктовой линейки является гибочный станок с ЧПУ 150 – 6 дюймов из нержавеющей стали. Между ними вы найдете 12 моделей с различными конфигурациями, чтобы разместить предложения станков с ЧПУ в более чем 50 моделях.
Обслуживаемые отрасли: автомобилестроение, мебель, бытовая техника, тренажеры, рамы машин, тележки, архитектура, самолеты, HVAC и товары для мастерских. Линейка продуктов YLM включает в себя широкий выбор машин и конфигураций, что позволяет нам предоставить машину, которая соответствует вашим требованиям к гибке и бюджету. Начиная с самого маленького члена линии, это станок с ЧПУ 08 – производительность 5/16”. Самым крупным из продуктовой линейки является гибочный станок с ЧПУ 150 – 6 дюймов из нержавеющей стали. Между ними вы найдете 12 моделей с различными конфигурациями, чтобы разместить предложения станков с ЧПУ в более чем 50 моделях.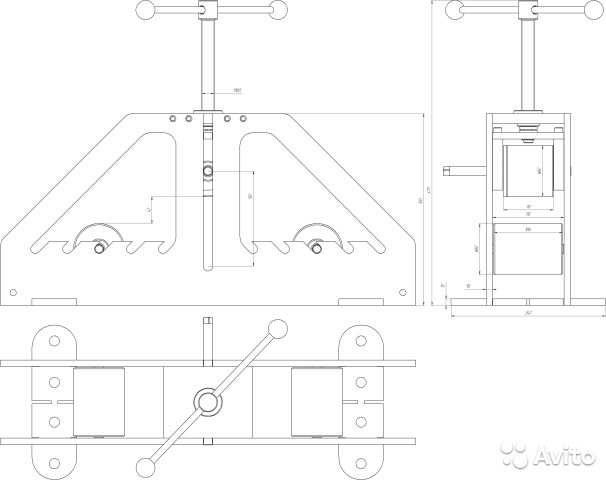 Поданные заявки тщательно оцениваются персоналом J&S и/или YLM, чтобы обеспечить точность предоставленных ответов и обеспечить успешный результат. Все машины включают в себя обучение на месте, электронные и печатные руководства, а также подробные электрические/сборочные чертежи.
Поданные заявки тщательно оцениваются персоналом J&S и/или YLM, чтобы обеспечить точность предоставленных ответов и обеспечить успешный результат. Все машины включают в себя обучение на месте, электронные и печатные руководства, а также подробные электрические/сборочные чертежи.