Какие электроды по нержавейке лучше: Электроды по нержавейке: маркировка, марки, особенности применения
Содержание
Электроды по нержавейке для сварки нержавеющей стали инвертором: маркировка, какими варить
Электроды по нержавейке для сварки нержавеющей стали инвертором: маркировка, какими варить
!—www.miralinks.ru —>
Перейти к содержанию
Search for:
На чтение 13 мин Просмотров 2.5к. Опубликовано
Если Вам нужно выбрать электроды для сварки нержавейки дома или на производстве, то в нашей статье вы найдете рекомендации как их правильно выбирать и применять. Особенности сварки нержавейки, отдельные методы и приемы для получения идеального шва.
Содержание
- Электроды по нержавейке в чем особенности
- Почему важно использовать специальные электроды для сварки нержавейки
- Какими электродами варить нержавейку на переменном и постоянном токе
- Электроды по нержавейки для переменного тока
- ЦТ 50
- ОЗЛ 14
- ОЗЛ-310
- Электроды для сварки на постоянном токе
- ОК 61-35
- ЭА 400 10у
- ЭА 395/9
- ЦЛ 11
- ЦТ 15
- Электроды для нержавейки – распространенные маркировки
- УОНИ-13/НЖ
- ОЗЛ 8
- ЦЛ-25
- ЦЛ-9
- ОЗЛ-22
- Что лучше переменный или постоянный ток
- Какие электроды берут для сварки нержавейки с черным металлом (переходные электроды)
- ОЗЛ 6
- Ок 67.
 60
60 - Какими электродами варить нержавейку 1 мм
- Общие принципы выбора электродов
- Советы и рекомендации по сварке нержавейки
 60
60Электроды по нержавейке в чем особенности
Для сварки нержавеющей стали (правильное название – коррозионностойкий стали) используют специальные штучный электроды по нержавейки. Эти электроды изготавливаются для применения на постоянном и/или переменном токе. Более распространены электроды для постоянного тока так как процесс сварки протекает более плавно, а качество шва выше.
Особенности процесса заключается в том что нержавейка обладает низким коэффициентом теплопроводность то есть её легко перегреть и металл начинает растекаться. Также она обладает высоким коэффициентом линейного расширения. Это значит что в процессе сварки металл сильно расширяется, а после когда шов кристаллизуется металл усаживается и зачастую появляется такой дефект как «утяжина» – непровар.
Ещё одним вредным последствиям высокого коэффициента линейного расширение является, то что конструкции сильно деформируются под действием сварочных напряжений.
Потому при выборе электродов нужно стараться соблюдать следующие условия:
- Использовать диаметр от 1,5 – 2,6 мм;
- Использовать электроды с составом стержни схожим основным металлом ;
- Для снижения риска получения непровара нужно обеспечивать более широкий зазор – больше диаметра электрода.
Потому сварку таких стали лучше всего вести как можно быстрее, используя минимальное значение силы тока. Это можно выполнить, используя электроды меньшего диаметра. Эти меры помогут снизить перегрев металла, а также избежать сильных сварочных деформаций.
Почему важно использовать специальные электроды для сварки нержавейки
Это связано с тем, что подавляющее большинство этих сталей являются высоколегированными сталями. Сварка которых затрудняется множественными факторами такими как:
- Высокое содержание углерода в шве.
- Высокие требования к защите сварочной ванны и дуги от воздуха, что в противном случае ведёт к большому количеству дефектов.

- Низкая теплопроводность которые зачастую приводит к перегреву металла процессе сварки и образованию дефектов виде прожогов.
Если взять скажем электроды к примеру для черных стали ( нелегированных ) и попытаться произвести сварку, то сварной шов получится, но будет иметь множество недопустимых дефектов грубо говоря мы получим брак.
Ко всему ещё металл шва будет подвержен коррозии так как металл электродов не имел необходимых легирующих элементов.
Также они применяемые для нержавеющих сталей должны быть специально предназначенными для сварки именно этой группы стали и должны быть близкими по химическому составу. Если не соблюсти это условие, то сварочный шов будет выдерживать меньшее напряжение чем основной металл и будет являться самым слабым участком детали.
Также немаловажным фактором является то, что зона сварки, кромки деталей должны быть очень хорошо зачищены, а желательно и обезжирены. Как уже говорилось при сборке нужно соблюдать чуть увеличенный зазор.
Полезная статья – Как не ошибиться в выборе и правильно расшифровать обозначений электродов для сварки металлов
Какими электродами варить нержавейку на переменном и постоянном токе
Для сварки коррозионностойких сталей на переменном токе в большей степени используются электроды содержащий в своей обмазке рутил. Это могут быть электроды чисто с рутиловым покрытием, рутилово-целлюлозным, рутилово-карбонатным и прочими. Рутил которые входят в состав обмазки обеспечивает легкое зажигание и стабильное горение сварочной дуги.
При сварки на переменном токе, нет такого понятия как полярность (прямая, обратная ) которые присуще только сварки на постоянном токе.
Даже при наличии дополнительных компонентов составе обмазки, сварка на переменном токе менее качественна и имеет ряд ограничений по сравнению с постоянным током, а потому применяется реже.
Электроды по нержавейки для переменного тока
Рассмотрим несколько основных марок применяемые для сварки по нержавейке на переменном токе. Их также можно использовать и для сварки на постоянном токе.
Их также можно использовать и для сварки на постоянном токе.
ЦТ 50
Эта марка применяется для сварки нержавейки, крайне распространённой и в промышленности, и в быту 08х18н10т, 12Х18Н10Т, 12Х18Н9Т и прочие. Они используются, когда нет особых требований к коррозионной стойкости соединения. Выпускаются диаметрами от 3 мм до 5 мм. Покрытие у них — рутилово-основное. Ими выполняется работа как правило на переменном токе, но можно и на постоянном с обратной полярностью, во всех пространственных положениях за исключением вертикального положения сверху вниз.
ОЗЛ 14
Эти электроды так же как и их предшественники используются по нержавеющей стали аустенитного класса (все по тем же 12Х18Н10Т, 12Х18Н9). Также они рассчитаны на условия, которых не требуется жёстких параметров по межкристаллитной коррозии. Сварка имя возможного всех пространственных положениях, на переменам / постоянном токе. Выпускаются они диаметром 3 и 4 миллиметра. Покрытие у них рутиловое.
Важно — при использовании электродов с рутилом покрытием возможна сильная зашлаковка сварочного шва. Это на заметку начинающим сварщикам так как очень сложно отличить сварочной ванне расплавленный металл от шлака.
ОЗЛ-310
Эти электроды используются для сварки и наплавки жаропрочных хрома никелевых сплавов также высоколегированные стали Х45Х25Н20С2 и сварка жаростойких ферритно-перлитных сталей. Покрытия— рутил— карбонатное. Диаметрами они выпускаются 3— 4 миллиметра и применяются для сварки на переменном токе (можно использовать на постоянным). Они обладают отличными сварочными и технологическими свойствами потому как содержит 20-22 процента никеля. Варить можно во всех пространственных положениях за исключением вертикального сверху вниз.
Полезная статья – Как правильно выбрать сварочный кабель для инверторного аппарата и не потерять деньги.
Электроды для сварки на постоянном токе
Теперь рассмотрим электроды применяемые при сварке нержавейки на постоянном токе. На постоянном токе сваркой идет более стабильно. Они содержат в обмазке минимальное количество элементов для ионизации. Их зажигать чуть сложнее чем применяемые на переменном токе.
На постоянном токе сваркой идет более стабильно. Они содержат в обмазке минимальное количество элементов для ионизации. Их зажигать чуть сложнее чем применяемые на переменном токе.
Процесс сварки на постоянном токе выполняется с подключением аппарата на обратную полярность. Обратная полярность— это такое подключение аппарата, когда плюс подключается к держаку, а масса подключается к детали.
Рассмотрим несколько основных марок, таких как, а ОК 61-35 и 61-30 производитель Esab, электроды ЭА 400/10У, ЦТ-15, ЦЛ-11 и др. Далее более подробно остановимся на некоторых из перечисленных здесь.
Популярные электроды для сварки нержавейки (стали 12х18н10т)
Чаще всего в быту приходится использовать электроды для сварки нержавеющей стали марки— 12х18н10т называемой «медицинская сталь». Это хромоникелевая сталь аустенитного класса (она является высоколегированной, так содержание легирующих элементов превышает 10 %). Рассмотрим самый часто применяемые электроды для сварки этой стали.
ОК 61-35
Эти электроды применяется для сварки стали 12х18н10т в основном для ответственных швов к которым высокие требования по стойкости сварного шва и изделия целом к межкристаллитной коррозии. Применяются для изделия которые работают в зоне температур от – 196 до 400 градусов, что позволяет их использовать даже для криогенных установок. У них основное покрытие. Они имеют имеет достаточно высокую стоимость.
ЭА 400 10у
Так же, как и предыдущие электроды, применяются для сварки высоколегированный стали 12х18н10т, но когда температура эксплуатации изделия не превышает 350 градусов. В отличие от предыдущей марки ЭА 400/10у используется в тех случаях, когда не предъявляются высокие требования к межкристаллитной коррозии. Варить ими можно во всех пространственных положениях, коме сверху вниз. Покрытие – основное. Их стоимость значительно ниже, и они часто используются в бытовых целях. Выпускаются диаметрами от 2 до 5 мм.
Варить ими можно во всех пространственных положениях, коме сверху вниз. Покрытие – основное. Их стоимость значительно ниже, и они часто используются в бытовых целях. Выпускаются диаметрами от 2 до 5 мм.
ЭА 395/9
Используется эта марка для сварки нержавеющей стали аустенитного класса, а также для их сварки с углеродистыми. Покрытие у них основное, используются на постоянном токе. Шов получаемый этими электродами очень высокого качества, ровный с мелкой чешуйчатостью. Выпускаются диаметрами от 3 до 4 мм.
ЦЛ 11
Эти электроды применяются, когда стоит задача заварить шов с высокими требованиями по устойчивости к межкристаллитной коррозии. Эти электроды имеют основное покрытие и сварка ими возможно во всех пространственных положениях. Изделия, которые свариваются этими электродами могут эксплуатироваться при температуре до 400 градусов. Как и у предыдущие марки диаметр их бывает от 2 до 5 мм.
Изделия, которые свариваются этими электродами могут эксплуатироваться при температуре до 400 градусов. Как и у предыдущие марки диаметр их бывает от 2 до 5 мм.
ЦТ 15
Эти электроды используется для сварки всё той же хромоникелевой нержавеющей стали 12х18н10т. Также Х16Н13Б и подобным сталям работающим при температуре 560-650 градусов и подвергающемся высокому давлению. Используется в условиях, когда предъявляются жёсткие требования по межкристаллитной коррозии. Чаще всего они используются в промышленности, так как в домашних условиях как правило нету столь высоких температур. Покрытие у них основное, сварка возможна во всех пространственных положениях.
Полезная статья – Все что нужно знать о газах применяемые для сварки от А до Я
Электроды для нержавейки – распространенные маркировки
Рассмотрим в этом разделе марки который также часто применяются как на производстве, так и в домашних условиях для нержавейки на основе хрома.
УОНИ-13/НЖ
Эти электроды применяются для сварки хромистых стали таких как 12х13 и подобным, с содержанием хрома 13 процентов. Покрытие у них основное.
ОЗЛ 8
Эти электроды используют для коррозионностойких сталей таких как: 12Х18Н9Т, 12Х18Н10Т и подобных в тех случаях когда нет жёстких требований по межкристаллитной коррозионной стойкости. Покрытие их основное, варить ими нержавейку можно во всех положениях *коме сверху вниз) на постоянном токе.
ЦЛ-25
Эти электроды применяют для сварки жаростойких нержавеющих сталей содержанием хрома и никеля, таких как 10Х23Н18, 20Х23Н13 и аналогичных работающих до 1000 градусов. Покрытие у них основное. По сварке ими есть ряд ограничений, таких как ширина валика которые не должна быть более 3 диаметров электрода, а также обязательная прокалка перед сваркой при температуре 350—370 градусов.
ЦЛ-9
Эти электроды чаще всего применяются для сварки двухслойных стали (так называемый биметалл). Свариваются ими легированный стали марок 08Х13, 12Х18Н9Т и подобным. Сварочный шов будет соответствовать высоким требованиям у межкристаллитной коррозии. Покрытие этих электродов основное. Выпускаются диаметрами от 3 до 5 мм.
Сварочный шов будет соответствовать высоким требованиям у межкристаллитной коррозии. Покрытие этих электродов основное. Выпускаются диаметрами от 3 до 5 мм.
ОЗЛ-22
Эти сварочные электроды применяются для нержавейки из низкоуглеродистых хромоникелевых сталей. Покрытие этих электродов специальное. Варить ими можно не во всех пространственных положениях, а лишь в: нижним, вертикальным, и ограничена в потолочном. Диаметр этих электродов выпускаются 3 и 4 миллиметра.
Что лучше переменный или постоянный ток
Ответ на этот вопрос достаточно простой— это постоянный ток. У источников переменного тока есть определенный ряд преимуществ таких как невысокий потери электроэнергии, но качество сварочного шва на переменном токе ниже. Это связано с тем, что при сварке на переменном токе дуга имеет нулевое напряжение за период 3 раза. Фактически она обрывается на долю секунды и снова разжигается.
Чтобы стабилизировать горение дуги в электронное покрытие добавляют специальные компоненты, улучшающие ионизацию. Также на переменном токе происходит смена полярности за секунду 120 раз при промышленной частоте в 60 Гц, что в свою очередь сказывается на нестабильности сварочного процесса.
Также на переменном токе происходит смена полярности за секунду 120 раз при промышленной частоте в 60 Гц, что в свою очередь сказывается на нестабильности сварочного процесса.
Расскажем немножко о полярности. При использовании обратной полярности максимальный нагрев идёт на электрод что в свою очередь снижает количество тепла вводимая деталь, а это уменьшает деформацию.
При использовании прямой полярности соответственно ситуация обратная, максимальное тепло выводится в деталь что может обеспечивать более глубокое проплавление металла и применяется для сварки детали с большими толщинами. Также применяется для сварки тиг чтобы не ввести дополнительный перегрев вольфрамовую электрода.
При сварке на переменном токе полярность пол периода прямая, а после меняется на обратную что в свою очередь негативно сказывается на качестве сварки.
Какие электроды берут для сварки нержавейки с черным металлом (переходные электроды)
Рассмотрим так называемые переходные электроды, это электроды, которыми сваривают черный металл с нержавейкой.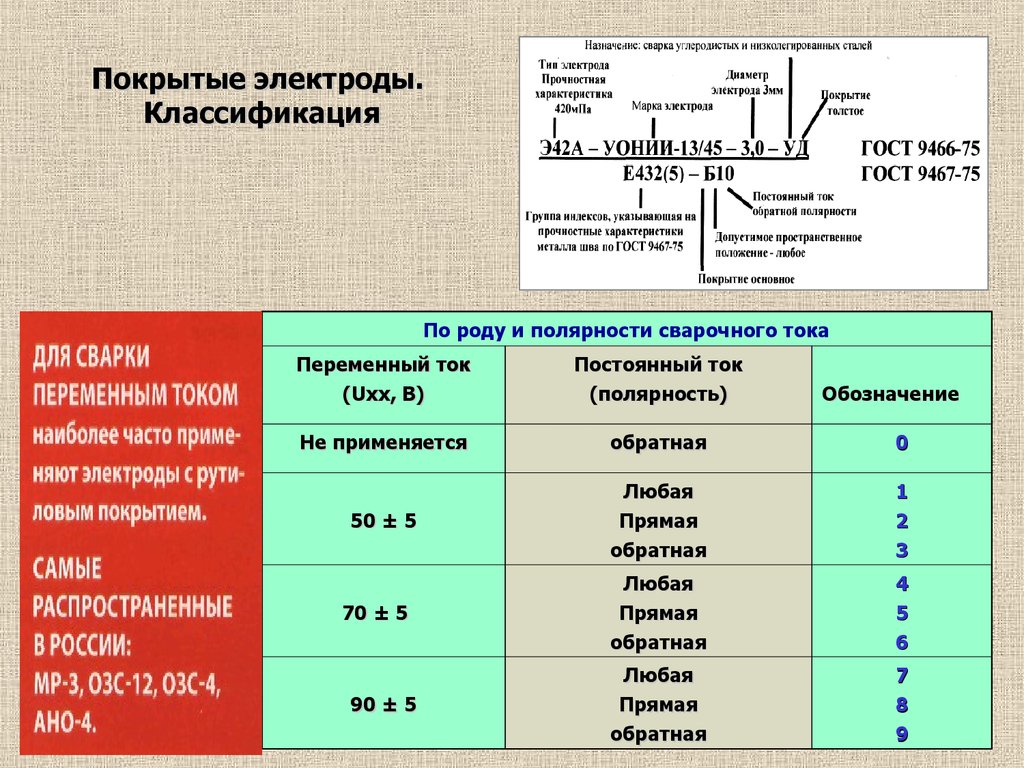 Отсюда и название «переходные» – переход от одной стали другой. Применяются они как в промышленности, так и в быту к примеру при приварке в бане бака.
Отсюда и название «переходные» – переход от одной стали другой. Применяются они как в промышленности, так и в быту к примеру при приварке в бане бака.
Рассмотрим основные электроды, которые чаще всего используются.
ОЗЛ 6
Эти электроды предназначены для сварки углеродистых, а также низколегированных сталей перлитного класса (к примеру сталь 20, 09Г2С) со сталями аустенитного класса. Также они применяются для сварки жаростойких хрома никелевых стали (к примеру 20Х23Н18) которые могут работать при температурах до 1000 градусов. Покрытие этих электродов основное, сварка возможна в Нижнем, вертикальном и потолочном положениях. Электроды выпускаются диаметрами от 2 до 5 мм. Перед сваркой обязательная прокалка при температуре 300— 335 градусов в течение одного часа.
Ок 67.60
Эти электроды производства Esab ОК имеют кисло-рутиловое покрытие. В результате чего дуга очень хорошо загорается (это связано с наличием рутила в обмазке). Используются они для сварки хромоникелевых сталей с чёрными низколегированными низкоуглеродистыми. Варить электродами можно во всех пространственных положениях кроме сверху вниз. Электроды необходимо прокаливать перед сваркой при температуре до 370 градусов 2 часа.
Варить электродами можно во всех пространственных положениях кроме сверху вниз. Электроды необходимо прокаливать перед сваркой при температуре до 370 градусов 2 часа.
Какими электродами варить нержавейку 1 мм
Сварка нержавейки процесс непростой, а особенно когда идет речь о малых толщинах. Нержавейку легко перегреть и прожечь, потому что у неё низкий коэффициент теплопроводности. Также тонкий металл очень сильно подвержен деформациям которые возникают процессе сварки.
Для сварки такой тонкой нержавейки необходимо будет использовать электроды с рутилово-кислым покрытием. Одной из марок, которые можно использовать является ОК 63.20. Данные электроды подойдут если температура эксплуатации детали до 350 градусов Цельсия.
Ещё одна марка, которую можно рассмотреть это ОК 63.34. Эти электроды близки по свойствам в предыдущей марке ими можно выполнять сварку сверху вниз. Использование данного способа снижает температуру, соответственно и риск прожечь тонкий металл.
Также стоит рассмотреть такую марку электродов как ОК 61.20 от ESAB. Они имеют рутила кислое покрытия и предназначены для сварки тонкостенных деталей при условии, что эксплуатация до 400 градусов.
Общие принципы выбора электродов
Выбор сварочных электродов необходимо производить по материалу детали (основной материал из которого изготовлены детали). Самый простой способ — это забить в интернете (но лучше конечно смотреть в ГОСТе или марочнике сталей) механические характеристики нужного нам материала. Нас интересуют такие характеристики как предел текучести – σт и временное сопротивление σв.
Получаем значения и идем снов в интернет, гост или каталог электродов и сравниваем значения. Значения основного металла должны быть равны или немного меньше значением для электродов. Ну и конечно, как уже говорилось состав металла в электродах должен соответствовать или быть близким основному металлу.
Советы и рекомендации по сварке нержавейки
Завершении дадим несколько рекомендаций и советов по сварке нержавейки.
Чтобы избежать перегрева и как следствие прожогов сварку нужно вести достаточно быстро не задерживаюсь подолгу на одном месте не перегревая металл. Можно использовать способ сварки с отрывом, это когда зажигается дуга, проваривается небольшой участок шва 2-3 см и дуга обрывается. После дуга снова зажигается и проваривается еще 2-3 см. Он особенно хорош когда нужно варить металл малой толщины.
Сварочный ток выставлять на минимальные значения все для того же – чтобы не перегревать металл.
Также имеет большое значение подготовка кромок и зазор. Зазор как правило делают увеличенный чтобы снизить риск непровара.
Зачистка кромок должна производиться наиболее тщательно по сравнению со сваркой чёрных сталей, так как попадания загрязнений в сварочную ванну будет приводить к образованию пор.
Чтобы получать красивую облицовку сварочного шва из нержавейки нужно немало потренироваться, так как сварка этого материала достаточно специфична из за того что металл сильно течёт. Потому если стоит задача получить красивая сварное соединение лучше использовать способ сварки— ТИГ. О данном способе более подробно читайте в нашей статье – Tig сварка – что за способ, где он применим: описание, параметры, режимы.
Потому если стоит задача получить красивая сварное соединение лучше использовать способ сварки— ТИГ. О данном способе более подробно читайте в нашей статье – Tig сварка – что за способ, где он применим: описание, параметры, режимы.
Оцените автора
( 1 оценка, среднее 5 из 5 )
Электроды по нержавейке: маркировка и особенности сварки
Содержание
- Особенности сварочных электродов
- Что лучше: переменный или постоянный ток
- Электроды постоянного тока по нержавейке
- ЦЛ-11
- НЖ-13
- ОЗЛ-17У
- ЗИО-8
- Электроды переменного тока
- ОЗЛ-14
- ЦТ-50
- ОЗЛ-14А
- АНВ-36
- Лучшие электроды для сварки — как определиться
При изготовлении металлоконструкций, эксплуатируемых под открытым небом, используется нержавеющая сталь. Для соединения деталей используются болты, гайки или контактная сварка. От корректности подбора марки электродов по нержавейке зависит прочность стыка элементов конструкции.
Особенности сварочных электродов
При сварке нержавеющих сталей учитываются факторы:
- Пониженная теплопроводность нержавейки приводит к локальным перегревам. Для сокращения тепловых нагрузок необходимо уменьшение силы тока и напряжения. Одновременно из-за повышенного сопротивления происходит нагрев стержня сварочного электрода.
- Между сопрягаемыми деталями необходимо поддерживать зазор с увеличенной шириной, который заполняется металлом от расплавленного электрода. При нарушении технологии в теле шва образуются трещины, которые снижают прочность соединения.
Тело электрода изготовлено из тугоплавкого сплава на основе вольфрама, сверху нанесен слой флюса, который защищает сварной шов от негативного воздействия атмосферы. Возможно использование сварочных полуавтоматов, которые подают в линию стыка вольфрамовую проволоку.
В рабочую зону подводится инертный газ, обеспечивающий повышение прочности соединения. Примером является аргонодуговая сварка (АДС или ADS PC), обеспечивающая получение гладких швов без каверн или трещин.
Что лучше: переменный или постоянный ток
При использовании трансформаторов с выпрямителем сокращается разбрызгивание металла из зоны шва, что улучшает заполнение зазора. Дополнительным преимуществом является хороший внешний вид стыка и отсутствие в теле шва пустот и непроваренных участков. Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.
Для бытового использования лучше подходит аппаратура переменного тока, которая отличается меньшей стоимостью и обеспечивает ускоренную сварку листов нержавеющей стали. Недостатком является пониженная стабильность горения дуги, оператору требуется выдерживать зазор между электродом и поверхностью соединяемых деталей.
Из-за разбрызгивания металла из зоны шва увеличивается расход электродов, в теле стыка возможны зоны непровара.

Электроды постоянного тока по нержавейке
При использовании постоянного тока применяются следующие марки электродов для сварки нержавеющей стали:
- ЦЛ-11;
- НЖ-13;
- ОЗЛ-17У;
- ЗИО-8.
Характеристики расходных материалов приведены в таблице.
| Параметр | ЦЛ-11 | НЖ-13 | ОЗЛ-17У | ЗИО-8 |
| Диаметр, мм | 3,0 | 2,5-5,0 | 3,0 и 4,0 | 3,0-5,0 |
| Длина, мм | 350 | 310-450 | 300 и 330 | 350-450 |
| Температура эксплуатации шва, °С | 450 | 350 | не регламентирована | не регламентирована |
ЦЛ-11
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
НЖ-13
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок.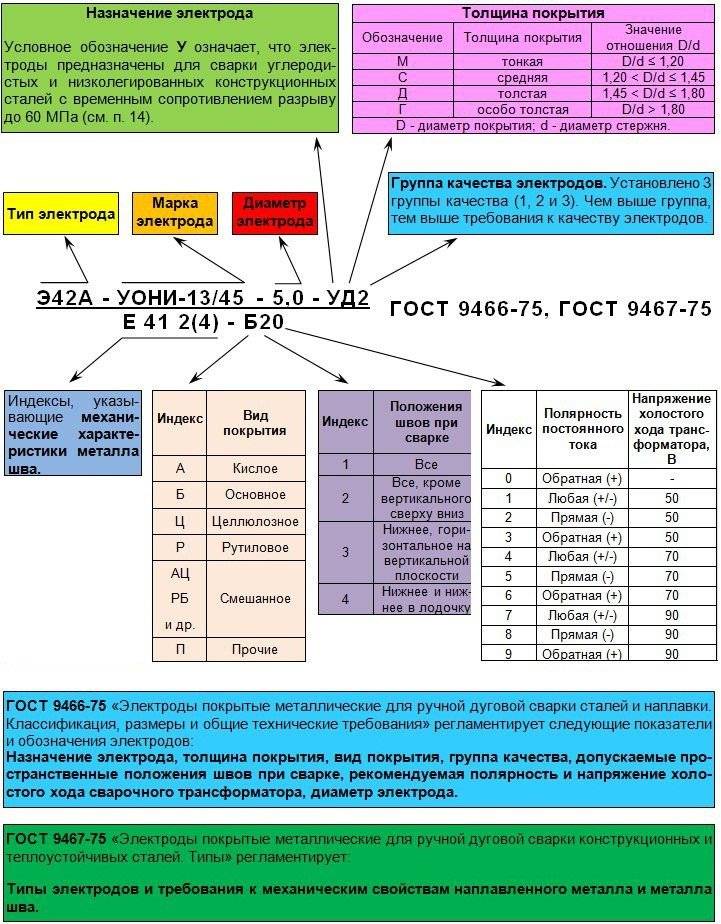 Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании «СпецЭлектрод».
Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании «СпецЭлектрод».
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
Стержень изготовлен из сплава с повышенным содержанием хрома и никеля (49,8% от общего состава), предусмотрено введение молибдена, меди и марганца. Сплав отличается пониженным содержанием углерода, серы и фосфора, негативно влияющих на прочность шва.
ЗИО-8
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Электроды переменного тока
Для оборудования переменного тока созданы электроды:
- ОЗЛ-14;
- ЦТ-50;
- ОЗЛ-14А;
- АНВ-36.
ОЗЛ-14
Изделия, разработанные компанией «СпецЭлектрод», предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.
ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора.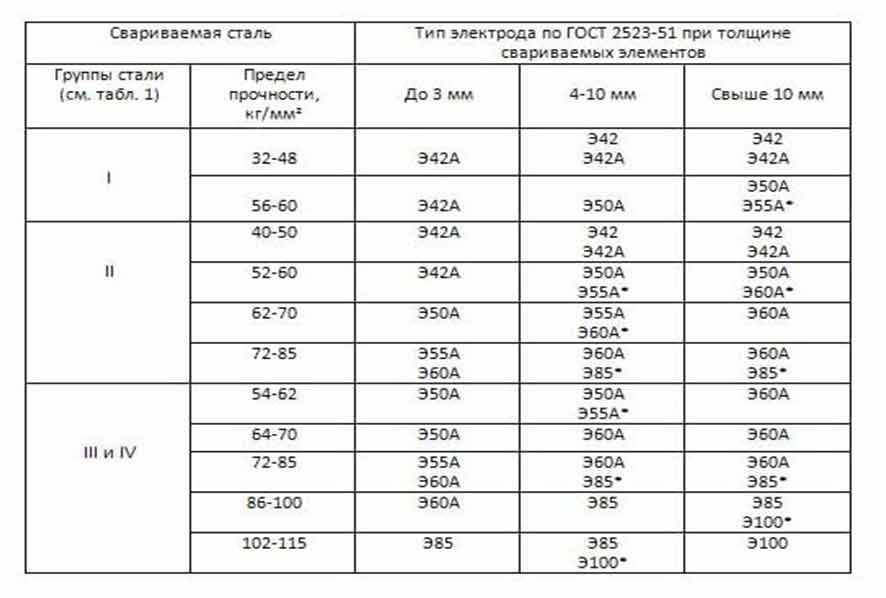 Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Кромки соединяемых элементов предварительно зачищаются, сварка выполняется короткой дугой. В состав металлической части стержня входит до 22% хрома и 10% никеля, содержание фосфора и серы составляет 0,018 и 0,03% соответственно.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией «СпецЭлектрод» изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.
АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Лучшие электроды для сварки — как определиться
При подборе электродов для сварки легированных сталей, не подверженных коррозии, необходимо учитывать температуру эксплуатации и марку материала, из которого изготовлена конструкция. Одновременно следует узнать тип оборудования, которое используется для соединения деталей. На основе полученных данных приобретаются элементы для выполнения сварочных работ. На упаковке указывается марка и размеры деталей, а также приводится информация о типе полярности и стандарте напряжения, на которое рассчитан электрод.
Существуют комбинированные электроды, которые могут использоваться при постоянном или переменном сварочном токе. Примером таких деталей является ЛЭЗ 8 с рутиловым защитным покрытием. Элементы используются для соединения стальных листов, полученная конструкция не отличается высокой устойчивостью к межкристаллитной коррозии. В состав сплава для стержня входят хром и никель (до 31,5% от массы). При сварке не допускается движение по вертикали вниз, до 45% металла из стержня разбрызгивается или испаряется под воздействием высоких температур.
Блог Welders Warehouse
« Вернуться на главную страницу блога
Общая техническая информация
Четверг, 19 марта 2020 г.
Сварка нержавеющей стали не представляет большого труда. Пока вы используете подходящий сварочный пруток или проволоку для того типа нержавеющей стали, которую вы собираетесь сваривать, все должно быть довольно просто.
Сварка нержавеющей стали не сильно отличается от сварки мягкой стали, поэтому я говорю, что это не имеет большого значения, однако есть несколько вещей, которые стоит отметить.
- Нержавеющая сталь не так быстро проводит тепло, как мягкая сталь, поэтому обычно требуется немного меньше энергии.
- более подвержена деформации.
Нержавеющая сталь
Типы нержавеющей стали
Я мог бы написать книгу обо всех различных типах нержавеющей стали, но для целей этой статьи я остановлюсь только на двух основных нержавеющих сталях Austinetic, с которыми, вероятно, столкнется большинство из нас.
- 304/304L — это наиболее распространенная нержавеющая сталь «общего назначения», свариваемая одним из сварочных стержней или проволоки спецификации 308.
- 316/316L — этот сорт чаще всего используется в пищевой промышленности, например, в промышленном кухонном оборудовании, и сваривается одним из сварочных стержней или проволоки спецификации 316.
Типы сварочного прутка или проволоки
Общее правило для сварки нержавеющей стали заключается в том, чтобы сваривать ее с помощью сварочного прутка того же класса, проволоки для сварки вольфрамовым электродом в среде защитного газа или проволоки для сварки MIG или более высокого класса. Таким образом, вы можете сваривать нержавеющую сталь 304 с стержнем/проволокой 308 или 316, но вы не должны сваривать 316 с стержнем/проволокой 308.
Таким образом, вы можете сваривать нержавеющую сталь 304 с стержнем/проволокой 308 или 316, но вы не должны сваривать 316 с стержнем/проволокой 308.
Сварочные прутки/проволоки марок 308 и 316 часто модифицируют из основного сплава. Эти модификации указаны в базовом номере спецификации, например, наиболее распространены 308L и 316L, буква «L» означает Low Carbon. Многие провода Mig и Tig могут быть 308LSi и 316LSi, что означает низкий уровень углерода и добавление кремния. Добавление кремния сделает расплавленный металл сварного шва немного более жидким и, следовательно, лучше течет.
Процессы сварки нержавеющей стали
Нержавеющую сталь можно сваривать с помощью сварочного аппарата Tig, Mig Welder или Stick Welder, поэтому давайте рассмотрим плюсы и минусы каждого из них.
- Сварка TIG — это самый медленный процесс сварки нержавеющей стали, однако в умелых руках он позволяет получить самые красивые сварные швы, а благодаря превосходному контролю деформация может быть лучше уменьшена.
 Нержавеющая сталь сварена TIG с выходом постоянного тока (DC).
Нержавеющая сталь сварена TIG с выходом постоянного тока (DC).
Pro = Контроль/Качество
Con = Медленно - Mig Welding — это самый быстрый и, возможно, самый простой процесс сварки нержавеющей стали, который идеально подходит для производственных условий. Сварные швы вряд ли будут произведениями искусства, но если это не важно, Миг — хороший вариант для большинства операторов.
Pro = Быстрее и не сложнее, чем Mig Welding Soft Steel, никаких модификаций машины не требуется, достаточно катушки проволоки из нержавеющей стали и аргона/углекислого газа.
Con = Не подходит для декоративных сварных швов. Ограниченный контроль искажений. - Сварка электродом – сварка нержавеющей стали с помощью аппарата для сварки электродом так же проста, как и малоуглеродистая сталь; во всяком случае, немного легче, так как удилища имеют тенденцию двигаться с приятной мягкой, плавной дугой. Единственное, на что стоит обратить внимание, так это на шлак! Он имеет тенденцию отлетать сам по себе и имеет неприятную привычку попадать вам в глаза.
 Это ОЧЕНЬ больно (говорю по горькому опыту 🙂 не снимай автокаску, или надевай защитные очки, пока ВЕСЬ шлак не будет удален.
Это ОЧЕНЬ больно (говорю по горькому опыту 🙂 не снимай автокаску, или надевай защитные очки, пока ВЕСЬ шлак не будет удален.
Pro = не тверже, чем дуговая сварка мягкой стали
Con = не так хороша, как TIG для декоративных сварных швов и потенциально опасного удаления шлака.
Надеюсь, эта статья оказалась для вас полезной. Если у вас все получится, пожалуйста, не стесняйтесь размещать фотографии своих достижений на нашей странице в Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма.
Cheers
Graham
Руководство по сварке нержавеющей стали
Существует аура вокруг сварки нержавеющей стали, которая в конечном итоге отпугивает многих новичков даже от того, чтобы попробовать ее. Даже когда я собирался попробовать сварить его в первый раз, многие люди в Интернете и даже в реальной жизни советовали мне быть очень осторожным и осознавать, насколько это может быть сложно. Я хочу попытаться охватить все основы , связанные со сваркой нержавеющей стали , которые, я надеюсь, придадут вам больше уверенности в решении этой проблемы.
Я хочу попытаться охватить все основы , связанные со сваркой нержавеющей стали , которые, я надеюсь, придадут вам больше уверенности в решении этой проблемы.
Можно ли приклеивать нержавеющую сталь? Хотя сварка нержавеющей стали может столкнуться с некоторыми трудностями, если вы примете необходимые меры предосторожности, такие как выбор правильного электрода и надлежащая очистка заготовки, вам не о чем беспокоиться. Метод, который вы в конечном итоге выберете, также зависит от нескольких факторов, таких как ожидаемый результат, уровень навыков и комфорт.
МОЖЕТЕ ЛИ ВЫ СВАРИТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ С ПОМОЩЬЮ РУЧНОЙ СВАРОЧНОЙ МАШИНЫ
Содержание
Прежде чем мы перейдем к вопросу, можно ли сваривать или нет, очень важно понять что такое нержавеющая сталь . Причина, по которой он стал популярным, заключается в его стойкости к ржавчине и в том, что он может выдерживать экстремальные температуры. Металл приобретает такое качество из-за присутствия хрома в диапазоне от 11 до 30% в зависимости от марки сплава.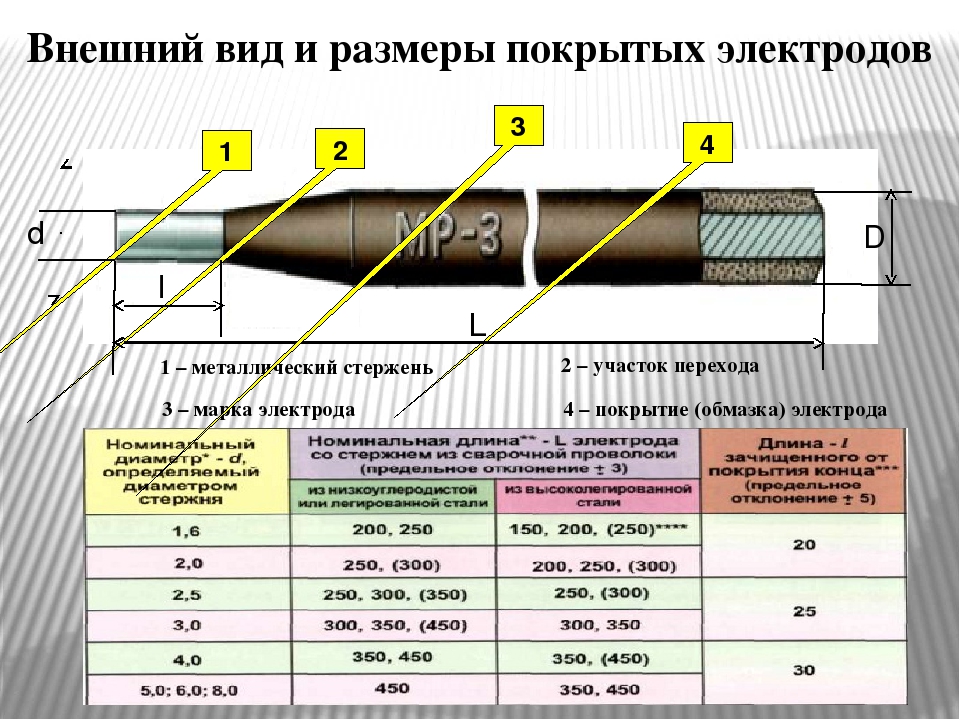
ПРОБЛЕМЫ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Причина, по которой сварка нержавеющей стали считается сложной, заключается в ее термических свойствах. Он может очень легко сохранять тепло , что может привести к деформации, если к металлу будет приложен чрезмерный нагрев. Еще одна проблема, которая может возникнуть, — это царапины и пятна, которые могут оставить шрамы на поверхности, нержавеющая сталь очень подвержена им.
Металл не так уж и сложен, если вы знаете, что делаете , или если у вас была некоторая практика раньше. Вы не можете скрыть свои ошибки при работе с нержавеющей сталью, и это одна из причин, почему это считается трудным.
Еще одна проблема, вызывающая проблемы, известна как засахаривание, что в основном означает изменение цвета , но также может указывать на то, что некоторое количество хрома было удалено из металла. Это может привести к тому, что металл будет более подвержен ржавчине и коррозии.
Нержавеющая сталь также может иметь признаки окисления и прожоги из-за своих термических свойств. Тепло имеет тенденцию концентрироваться вокруг сварочной ванны, потому что тепло от дуги не распространяется в достаточной степени.
Даже со всеми проблемами, о которых я только что говорил, 9Нержавеющая сталь 0040 абсолютно поддается сварке. Вы можете использовать сварку электродами, MIG или TIG. Процесс, который вы в конечном итоге выберете, зависит от вашего уровня комфорта и результатов, которые вы ищете .
ВИДЫ НЕРЖАВЕЮЩЕЙ СТАЛИ, КОТОРЫЕ МОЖНО СВАРИТЬ
Существует очень мало марок нержавеющей стали, которые считаются полностью непригодными для сварки , множество разновидностей можно сваривать любым из способов сварки.
- Аустенитная нержавеющая сталь типа считается предпочтительным выбором для сварки из-за низкой тепло- и электропроводности. 303 и 316F считаются несвариваемыми , в то время как марки 201, 202, 205, 216 и 304 можно сваривать.

- Среди разновидностей ферритной нержавеющей стали только 430F, 430FSe и 18-2FM считаются непригодными для сварки, в то время как более популярные типы, такие как 405, 409, 430 и 442, можно сваривать любым из предпочтительных методы.
- Что касается мартенситных нержавеющих сталей , то только 416Se, 416 Plus X и 420F относятся к категории несвариваемых. Эта категория состоит из моделей 403, 410, 414, 416, 420 и других, которые можно сваривать.
КАК СКЛАДЫВАТЬ СВАРКУ НЕРЖАВЕЮЩЕЙ СТАЛИ?
Если вы новичок, электродуговая сварка может быть лучшим методом из-за ее низкой стоимости и того факта, что вам не нужно много другого оборудования для ее работы. Вам не нужно использовать газ, горелку или какие-либо ножные педали, если у вас есть сварочный аппарат и подходящие электроды для работы. Есть несколько советов, которые вы должны знать.
Одна из вещей, которую многие люди не учитывают, это тот факт, что металлическая деталь, с которой вы будете работать, очень склонна к перемещению по сварочному столу, вы можете избежать этого с помощью крепление металла к верстаку .
Самое важное, о чем следует помнить, это , выбирая правильный электрод для работы, некоторые из наиболее распространенных электродов , рекомендуемых для сварки нержавеющей стали, — это 316, 308, 312 и 309 . Если вы не уверены в том, какой электрод использовать для конкретной марки стали, обязательно спросите у профессионала или по рекомендации производителя.
Деформация также может стать причиной многих проблем при сварке нержавеющей стали.0040 с помощью зажимов и опорных стержней . Вы можете использовать латунь или медь и зажать их позади свариваемой области. Это служит двойной цели: может помочь предотвратить прогорание, а также действовать как теплоотвод, то есть поглощать часть тепла.
Кроме того, перед началом сварки обязательно тщательно очистите поверхность , так как нержавеющая сталь особенно чувствительна к углеродистой стали. Вы также должны очистить оборудование перед его использованием, так как любая углеродистая сталь на них может перейти на нержавеющую сталь и привести к ржавчине.
Вы также можете попробовать предварительно нагреть некоторые сорта нержавеющей стали, я не уверен в этом, но я слышал от некоторых людей, что это помогает предотвратить растрескивание.
МОЖЕТ ЛИ ВЫ ПРИКЛЕИВАТЬ ТОНКУЮ НЕРЖАВЕЮЩУЮ СТАЛЬ?
Сваривать тонкие листы из нержавеющей стали очень трудно, особенно с помощью электродуговой сварки, многие люди испытывают затруднения при толщине менее 2 мм/12 калибра. Именно из-за более низкого уровня управления дуга MMA обеспечивает для таких приложений.
Если вы планируете сваривать тонкие материалы палкой, прочтите эту статью, которую я написал.
МОЖНО ЛИ ПРИКЛЕИВАТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ К МЯГКОЙ СТАЛИ?
Хотя предпочтительным выбором является сварка MIG и TIG для этого процесса , также возможно использование сварки электродами, и конечный результат не будет слишком плохим. Наиболее важным фактором здесь является выбор электрода .
Наиболее важным фактором здесь является выбор электрода .
Если, например, вы собираетесь сваривать нержавеющую сталь 304, скажем, с мягкой сталью A36, я бы посоветовал использовать E309.стержень . Одна вещь, которую следует иметь в виду, это то, что рабочий угол должен быть немного уменьшен, кроме того, что удилище работает так же, как и любое другое тормозное удилище . Вы можете попробовать рабочий угол около 65 градусов, так как это поможет с хорошей врезкой, а нержавеющая сталь также получит больше тепла.
Здесь нужно быть осторожным из-за разницы в теплопроводности двух металлов . С другой стороны, если бы вы использовали здесь 7018, в результате было бы много шлака, а также не было бы плавления. Вот почему очень важно тщательно выбирать электрод.
Имейте в виду, что сварка двух разных металлов может быть очень прочной, и конечный результат часто может оказаться слабым .
КАКУЮ СТЕРЖЕНЬ МОЖНО ИСПОЛЬЗОВАТЬ ДЛЯ СВАРКИ НЕРЖАВЕЮЩЕЙ
Наиболее важной частью сварки нержавеющей стали является использование правильного электрода для работы . Вам необходимо использовать электроды из нержавеющей стали , иначе сварка не будет проплавляться должным образом. Еще одна вещь, которую следует иметь в виду, это использование электрода того же класса, что и обрабатываемая деталь, если не аналогичного, то класса выше.
Некоторые из самых популярных электродов , которые используются для сварки нержавеющей стали, это 316, 308, 312 и 309 . Я бы порекомендовал проконсультироваться с производителем или экспертом по поводу правильных электродов для работы.
Эти стержни E308L-16 от Amazon должны помочь в большинстве случаев.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ СТЕРЖЕНЬ 7018?
Хотя я слышал о людях , использующих такие электроды, как 6011 и 7018 для сварки нержавеющей стали , я бы не рекомендовал его вообще. Вы никогда не можете доверять окончательному качеству сварного шва с точки зрения его прочности, и материал будет теряют коррозионную стойкость . Возможно, вы можете использовать 7018 для практических целей, но не для реальных проектов.
Вы никогда не можете доверять окончательному качеству сварного шва с точки зрения его прочности, и материал будет теряют коррозионную стойкость . Возможно, вы можете использовать 7018 для практических целей, но не для реальных проектов.
ЧТО ЕЩЕ МОЖНО СВАРИТЬ С ПОМОЩЬЮ СВАРОЧНОЙ МАШИНЫ
Сварка электродом является наиболее популярным методом сварки во всем мире, одной из причин которого является относительно низкая начальная стоимость и его универсальность. В то время как сварка стержнем может использоваться с большим количеством материалов, не рекомендуется использовать ее с тонкими листовыми металлами. Это лучше всего работает с более толстыми кусками металла.
Сварку электродом можно использовать для любых материалов, от нержавеющей стали до чугуна, хрома и сплавов на основе никеля. Алюминий может быть не лучшим выбором для сварки электродом, но это возможно. Подробнее о сварке алюминия электродами можно прочитать здесь.
АЛЬТЕРНАТИВНЫЕ МЕТОДЫ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Как я уже говорил, для сварки нержавеющей стали можно использовать любой из трех популярных методов, и выбор метода зависит от желаемого конечного результата и имеющегося у вас оборудования. , и то, что вам удобно.
, и то, что вам удобно.
Сварка ВИГ может быть наиболее широко используемым методом сварки нержавеющей стали , поскольку она обеспечивает более высокое качество сварного шва, когда речь идет об эстетически привлекательных сварных швах. Причина, по которой этот метод является предпочтительным, заключается в низком подводе тепла, что делает его лучшим выбором для сварки более тонких деталей. TIG предлагает более красивый финальный валик, и он действительно точен.
Сварка MIG, с другой стороны, подходит для людей, которым не очень важен внешний вид окончательного сварного шва. Это хороший метод, когда речь идет о факторах эффективности и стоимости. Это также может быть эффективным по времени из-за скорости процесса сварки. Помимо сварки стержнем, этот метод очень популярен при ремонтных работах.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Если у вас еще нет любимого метода сварки, может возникнуть путаница при выборе метода сварки нержавеющей стали . Вдобавок ко всему, аура вокруг этой темы довольно пугает новичков. Надеюсь, эта статья поможет вам чувствовать себя более уверенно в работе с нержавеющей сталью. Я рассмотрю некоторые из самых распространенных запросов , что люди имеют отношение к этой теме, надеюсь, это поможет.
Вдобавок ко всему, аура вокруг этой темы довольно пугает новичков. Надеюсь, эта статья поможет вам чувствовать себя более уверенно в работе с нержавеющей сталью. Я рассмотрю некоторые из самых распространенных запросов , что люди имеют отношение к этой теме, надеюсь, это поможет.
МОЖЕТ ЛИ НЕРЖАВЕЮЩАЯ СТАЛЬ ЗАРЖАВАТЬ ПОСЛЕ СВАРКИ?
Хотя нержавеющая сталь известна своими антикоррозионными свойствами, она все же может ржаветь в экстремальных условиях. Некоторые из этих экстремальных условий могут возникать в процессе сварки, а именно высокие температуры. Это может привести к разрушению хрома и склонности металла к ржавчине. Один из способов избежать этого — принять надлежащие меры предосторожности при очистке и следить за подводом тепла во время сварки.
КАК ИЗБЕЖАТЬ КОРОБКИ ВО ВРЕМЯ СВАРКИ?
Как я уже говорил ранее, самый простой и эффективный способ избежать деформации — это использовать кусок латуни или меди и прижать его к задней части свариваемой области.
