Калиброванный прокат что это такое: Page not found – about wire products
Содержание
Круги стальные калиброванные по ГОСТ: Описание и характеристики
Калиброванный круг представляет собой одну из разновидностей металлопроката. Он исполняется в виде прута с различным диаметром и длиной, а в поперченном сечении имеет круг.
На сегодняшний день, на Российском рынке такой вид продукции металлопроката как круг калиброванный, очень распространен. При изготовлении круга горячекатаного может использоваться легированная сталь, низколегированная, углеродистая и высоко-углеродистая сталь, что определяет его основные технические характеристики.
Круг калиброванный в основном используется в машиностроении, в сельскохозяйственной отрасли, и во всех смежных отраслях механической обработки и строительстве.
Круг калиброванный поставляется в виде стержней круглого сечения диаметром от 5 мм до 270 мм. Регламентирует основные характеристики и технологию производства круга действующий ГОСТ 2590-2006,и ТУ 14-1-2118-98.
Для изготовления круг горячекатаного используются марки стали Ст3, Ст2, Ст5, конструкционные марки Ст10, Ст20, Ст35, Ст45, Ст40Х, низколегированные Ст09Г2с, Ст25ХСНД и другие.
Стержни бывают мерной, мерной кратной и не мерной длины, а также произвольной длины по индивидуальному согласованию с заказчиком. ГОСТом также регламентировано максимальной допустимое отклонение длины стержня, которое не должно превышать 50 мм.
Данный вид изделий выпускается в трех основных стандартах:
- высокой точности (маркировка «А») – максимальные допустимые отклонения в размере составляют от -0,9 мм до +0,3 мм;
- повышенной точности (маркировка «Б») – максимальные допустимые отклонения в размере составляют от -2 мм до +0,6 мм;
- обыкновенной точности (маркировка «В») – максимальные допустимые отклонения в размере составляют от -4 мм до +0,8 мм.

У нас можно купить Круг калиброванный в любых количествах. Компания оказывает и дополнительные услуги: отгрузка товара, транспортировка, информационная поддержка. Постоянные клиенты могут рассчитывать на преференциальные условия сотрудничества. У нас цена круга горячекатаного зависит не от капризов менеджеров, а от объективных факторов. Это и состояние дел на рынке металлов, колебания валютных котировок и многое другое.
| Способ изготовления | Размер | НТД |
| Катаный | 8-300 мм | ГОСТ 2590-88, ТУ 14-136-347-2001 |
| Кованый | 60-1000 мм | ГОСТ 1133-71 |
| Трубная заготовка | 80-200 мм | ОСТ 14-21-77, ТУ 14-1-565-84, ТУ 14-1-1529-93 |
| Калиброванный | 2-80 мм | ГОСТ 7417-75 |
Со спец. oтделкой поверхности oтделкой поверхности | 1,2-47 (шлифованный Б, В, Г, Д h9-h21) | ГОСТ 14955-77 |
| 13-120 (полированный Б, В h9-h22) |
Круг стальной кованый: особенности и применение
По-другому, эту деталь могут называть круглая поковка. Это наиболее дорогое и качественное изделие. Такой способ изготовления позволяет выпускать детали очень больших размеров:
- толщиной до 1 метра,
- длиной до 1,5 метров.
К тому же кованые прутки с круглым сечением имеют отличные технические характеристики и высокие прочностные показатели. Во время эксплуатации они способны выдерживать большие нагрузки и применяться в различных климатических условиях: от сурового крайнего севера до жаркого юга.
Такие изделия широко используются при производстве разного инструмента, а также иных деталей, к которым предъявляются требования повышенного качества.
Круг стальной калиброванный: применение и технические характеристики
Калиброванные прутки с круглым сечением получают из круглого горячекатаного проката. Для их изготовления применяется один из двух способов:
- волочение,
- холодная прокатка.
Волочение. При этом варианте производства обработка металла осуществляется под давлением. Заготовку протягивают через круглое отверстие, диаметр которого меньше сечения заготовки.
В процессе длина изделия увеличивается, а его поперечные размеры уменьшаются. Такой способ применяют в производстве следующих изделий: трубы, прутки и проволока.
Холодная прокатка. Стальные круги, выпущенные этим способом имеют 2 весомых преимущества. Во-первых, по необходимости можно изготовить детали с очень маленьким сечением. Во-вторых, подобные изделия имеют отличное качество по всем показателям: точные размеры, отделка поверхности, механические свойства.
Преимущества калиброванных металлических кругов
Особенно гладкая и чистая поверхность.
В процессе дополнительной обработки с поверхности изделия удаляются окалины и «заусенцы», заглаживаются микротрещины и выравниваются закаты.
Соответствие параметров цена/качество.
Естественно, что стоимость калиброванных стальных кругов на порядок выше цены обычных подобных изделий. Поскольку здесь применяется ряд дополнительных производственных процессов, которые существенно повышают технические свойства и улучшают эксплуатационные характеристики готового изделия.
Возможность улучшения качества изделия при помощи дополнительной обработки.
Например, по вашему желанию может быть дополнительно упрочнена поверхность металлического круга. Делается это при помощи наклепа. В результате вы приобретаете нагартованный калиброванный металлопрокат.
Или вы можете заказать специальную отделку поверхности. Например, ее дополнительное шлифование или полирование. Тогда поверхность становится еще более ровной, блестящей и гладкой.
Например, ее дополнительное шлифование или полирование. Тогда поверхность становится еще более ровной, блестящей и гладкой.
Круг стальной горячекатаный: применение и технические особенности
Это один из самых распространенных и востребованных видов металлопроката. Обусловлено это тем, что стальные горячекатаные прутки с круглым сечением давно стали универсальным материалом.
Они обладают высокими техническими характеристиками: прочность, надежность, удобный размер сечения. Благодаря этому, применяются в строительной и производственной сфере, в машиностроении, и даже в космической промышленности.
Калиброванный профиль — особенности и применение
Товар
Арматура №10Арматура №12Арматура №14Арматура №16Арматура №18Арматура №20Арматура №6Арматура №8Балка №10Балка №12Балка №14Балка №16Балка №18Балка №20Балка №30Балка №20Б1Балка №25Б1Балка №30Б1Балка №30МБалка №35Б1Балка №35К2Балка №40 Ш2Заглушка для труб 100х100Заглушка для труб 20х20Заглушка для труб 30х60Заглушка для труб 40х40Заглушка для труб 40х60Заглушка для труб 40х60Заглушка для труб 50х50Заглушка для труб 60х60Заглушка для труб 80х80Квадрат №10Квадрат №12Квадрат №14Квадрат №16Квадрат №20Круг №6,5Круг №8Круг №10Круг №12Круг №14Круг №16Круг №18Круг №20Круг №22Круг №24Круг №25Круг №30Круг №40Круг №50Круг №70Круг №90Лист г/к 1,5 (1,25х2,5)Лист г/к 2,0 (1,00х2,20)Лист г/к 2,0 (1,25х2,5)Лист г/к 2,0 ст. 20Лист г/к 2,5 (1,25х2,5)Лист г/к 3,0 (1,25х2,5)Лист г/к 3,0 (1,50х3,00)Лист г/к 3,0 09Г2С (1,25*2,5)Лист г/к 3,0 ст20Лист г/к 4,0 (1,50х3,00)Лист г/к 4,0 (1,5х6,0)Лист г/к 4,0 (1,5х6,0) ст09Г2СЛист г/к 4,0 09Г2С (1,5х3,0)Лист г/к 5,0 (1,50х3,00)Лист г/к 5,0 (1,5х6,0)Лист г/к 5,0 (1,5х6,0) ст09Г2СЛист г/к 6,0 (1,5х6,0)Лист г/к 6,0 (1,5х6,0) ст09Г2СЛист г/к 8,0 (1,5х6,0)Лист г/к10 09Г2СЛист г/к10,0 (1,5х6,0)Лист г/к12,0 (1,5х6,0)Лист г/к12,0 ст09Г2СЛист г/к14 ст09Г2СЛист г/к14,0 (1,5х6,0)Лист г/к16,0 (1,5х6,0)Лист г/к16,0 09Г2СЛист г/к18,0 (1,5х6,0)Лист г/к20,0 (1,5х6,0)Лист г/к20,0 09Г2С-12Лист г/к25,0 (1,5х6,0)Лист г/к30,0 (1,5х6,0)Лист оц 0,5 (1,25х3,05)Лист оц. 0,5 (1,25х2,50)Лист оц. 0,55 (1,25х2,50)Лист оц. 0,7 (1,25х2,50)Лист оц. 0,8 (1,25х2,50) нлмкЛист оц. 1,0 (1,25х2,50)Лист оц. 1,2 (1,25х2,50)Лист оц. 1,5 (1,25х2,50)Лист оц. 2,0 (1,25х2,50)Лист оц. 3,0 (1,25х2,50)Лист рифл. 2,5 (1,25х2,5)Лист рифл. 3,0 (1,25х2,5)Лист рифл. 4,0 (1,5х6,0)Лист рифл. 5,0 (1,5х6,0)Лист рифл. 6,0 (1,5х6,0)Лист х/к 0,8 (1,25х2,50) НЛМКЛист х/к 1,0 (1,25х2,5) НЛМКЛист х/к 1,2 (1,25х2,50) НЛМКЛист х/к 1,5 (1,25х2,50) НЛМКЛист х/к 2,0 (1,25х2,50) НЛМКЛист х/к 2,5 (1,25х2,5) НЛМКЛист х/к 3,0 (1,25х2,50) НЛМКПолоса 100х4 ГОСТ 103-76Полоса 20х4Полоса 25х4Полоса 30х4Полоса 40х4Полоса 50х5Проволока вяз.
20Лист г/к 2,5 (1,25х2,5)Лист г/к 3,0 (1,25х2,5)Лист г/к 3,0 (1,50х3,00)Лист г/к 3,0 09Г2С (1,25*2,5)Лист г/к 3,0 ст20Лист г/к 4,0 (1,50х3,00)Лист г/к 4,0 (1,5х6,0)Лист г/к 4,0 (1,5х6,0) ст09Г2СЛист г/к 4,0 09Г2С (1,5х3,0)Лист г/к 5,0 (1,50х3,00)Лист г/к 5,0 (1,5х6,0)Лист г/к 5,0 (1,5х6,0) ст09Г2СЛист г/к 6,0 (1,5х6,0)Лист г/к 6,0 (1,5х6,0) ст09Г2СЛист г/к 8,0 (1,5х6,0)Лист г/к10 09Г2СЛист г/к10,0 (1,5х6,0)Лист г/к12,0 (1,5х6,0)Лист г/к12,0 ст09Г2СЛист г/к14 ст09Г2СЛист г/к14,0 (1,5х6,0)Лист г/к16,0 (1,5х6,0)Лист г/к16,0 09Г2СЛист г/к18,0 (1,5х6,0)Лист г/к20,0 (1,5х6,0)Лист г/к20,0 09Г2С-12Лист г/к25,0 (1,5х6,0)Лист г/к30,0 (1,5х6,0)Лист оц 0,5 (1,25х3,05)Лист оц. 0,5 (1,25х2,50)Лист оц. 0,55 (1,25х2,50)Лист оц. 0,7 (1,25х2,50)Лист оц. 0,8 (1,25х2,50) нлмкЛист оц. 1,0 (1,25х2,50)Лист оц. 1,2 (1,25х2,50)Лист оц. 1,5 (1,25х2,50)Лист оц. 2,0 (1,25х2,50)Лист оц. 3,0 (1,25х2,50)Лист рифл. 2,5 (1,25х2,5)Лист рифл. 3,0 (1,25х2,5)Лист рифл. 4,0 (1,5х6,0)Лист рифл. 5,0 (1,5х6,0)Лист рифл. 6,0 (1,5х6,0)Лист х/к 0,8 (1,25х2,50) НЛМКЛист х/к 1,0 (1,25х2,5) НЛМКЛист х/к 1,2 (1,25х2,50) НЛМКЛист х/к 1,5 (1,25х2,50) НЛМКЛист х/к 2,0 (1,25х2,50) НЛМКЛист х/к 2,5 (1,25х2,5) НЛМКЛист х/к 3,0 (1,25х2,50) НЛМКПолоса 100х4 ГОСТ 103-76Полоса 20х4Полоса 25х4Полоса 30х4Полоса 40х4Полоса 50х5Проволока вяз. №1,2 т/оПроволока о/к 3,0 отожжПроволока о/к 4,0 отожж.Проволока о/к 6,0Просечно-вытяжной лист (ПВЛ) 406Просечно-вытяжной лист (ПВЛ) 506Пруток ВР 1-4 мм.3 мСетка дор. (150х150) 2,0х3,0м., д.4Сетка дор.(100х100) раз.2,0х3,0 д.4Сетка кладочная (50х50) 0,5х2,0м д.3Труба 20х1,2 ГОСТ 10705-91Труба 48х1,2 ГОСТ 10705-91Труба 57х3,5Труба 76х3,5Труба 89х3,5Труба 108х3,5Труба 108х4,0Труба 114х4,0Труба 133х4,0Труба 159х4,0Труба 15х2,8Труба 20х2,8Труба 219х4,0Труба 219х6,0Труба 25х3,2Труба 32х3,2Труба 40х3,5Труба 50х3,5Труба б/ш г/д 60х4,0Труба б/ш г/д 70х6,0 ст.20Труба б/ш г/д 83х18,0Труба б/ш г/д 102х20Труба б/ш г/д 108х10Труба б/ш г/д 140х6,0 ст20Труба б/ш г/д 159х10,0Труба б/ш г/д 180х16,0Труба б/ш г/д 51х4,0Труба б/ш г/д 89х8,0Труба оц. 159х4,0Труба оц. 15х2,8Труба оц. 20х2,8Труба оц. 25х3,2Труба оц. 32х3,2Труба оц. 40х3,5Труба оц. 50х3,5Труба оц. 57х3,5Труба оц. 76х3,5Труба оц. 89х3,5Труба проф. 15х15х1,5Труба проф. 20х20х1,5Труба проф. 20х20х2,0Труба проф. 20х20х2,0 северстальТруба проф.
№1,2 т/оПроволока о/к 3,0 отожжПроволока о/к 4,0 отожж.Проволока о/к 6,0Просечно-вытяжной лист (ПВЛ) 406Просечно-вытяжной лист (ПВЛ) 506Пруток ВР 1-4 мм.3 мСетка дор. (150х150) 2,0х3,0м., д.4Сетка дор.(100х100) раз.2,0х3,0 д.4Сетка кладочная (50х50) 0,5х2,0м д.3Труба 20х1,2 ГОСТ 10705-91Труба 48х1,2 ГОСТ 10705-91Труба 57х3,5Труба 76х3,5Труба 89х3,5Труба 108х3,5Труба 108х4,0Труба 114х4,0Труба 133х4,0Труба 159х4,0Труба 15х2,8Труба 20х2,8Труба 219х4,0Труба 219х6,0Труба 25х3,2Труба 32х3,2Труба 40х3,5Труба 50х3,5Труба б/ш г/д 60х4,0Труба б/ш г/д 70х6,0 ст.20Труба б/ш г/д 83х18,0Труба б/ш г/д 102х20Труба б/ш г/д 108х10Труба б/ш г/д 140х6,0 ст20Труба б/ш г/д 159х10,0Труба б/ш г/д 180х16,0Труба б/ш г/д 51х4,0Труба б/ш г/д 89х8,0Труба оц. 159х4,0Труба оц. 15х2,8Труба оц. 20х2,8Труба оц. 25х3,2Труба оц. 32х3,2Труба оц. 40х3,5Труба оц. 50х3,5Труба оц. 57х3,5Труба оц. 76х3,5Труба оц. 89х3,5Труба проф. 15х15х1,5Труба проф. 20х20х1,5Труба проф. 20х20х2,0Труба проф. 20х20х2,0 северстальТруба проф. 25х25х1,5Труба проф. 25х25х2,0Труба проф. 30х30х1,5Труба проф. 30х30х2,0Труба проф. 40х20х1,5Труба проф. 40х20х2,0Труба проф. 40х20х3,0Труба проф. 40х25х1,5Труба проф. 40х25х2,0Труба проф. 40х40х1,5Труба проф. 40х40х2,0Труба проф. 40х40х3,0Труба проф. 40х40х4,0Труба проф. 50х25х1,5Труба проф. 50х25х2,0Труба проф. 50х50х1,5Труба проф. 50х50х2,0Труба проф. 50х50х3,0Труба проф. 50х50х4,0Труба проф. 60х30х2,0Труба проф. 60х30х3,0Труба проф. 60х40х2,0Труба проф. 60х40х3,0Труба проф. 60х60х2,0Труба проф. 60х60х3,0Труба проф. 60х60х4,0Труба проф. 80х40х2,0Труба проф. 80х40х3,0Труба проф. 80х60х2,0Труба проф. 80х60х3,0Труба проф. 80х80х2,0Труба проф. 80х80х3,0Труба проф. 80х80х4,0Труба проф. 80х80х5,0Труба проф.100х100х3,0Труба проф.100х100х4,0Труба проф.100х100х5,0Труба проф.100х100х6,0Труба проф.100х50х3,0Труба проф.100х50х4,0Труба проф.100х50х5,0Труба проф.120х120х4,0Труба проф.120х120х4,0 09Г2СТруба проф.120х120х6,0Труба проф.120х60х4,0Труба проф.120х80х4,0Труба проф.140х100х4,0Труба проф.
25х25х1,5Труба проф. 25х25х2,0Труба проф. 30х30х1,5Труба проф. 30х30х2,0Труба проф. 40х20х1,5Труба проф. 40х20х2,0Труба проф. 40х20х3,0Труба проф. 40х25х1,5Труба проф. 40х25х2,0Труба проф. 40х40х1,5Труба проф. 40х40х2,0Труба проф. 40х40х3,0Труба проф. 40х40х4,0Труба проф. 50х25х1,5Труба проф. 50х25х2,0Труба проф. 50х50х1,5Труба проф. 50х50х2,0Труба проф. 50х50х3,0Труба проф. 50х50х4,0Труба проф. 60х30х2,0Труба проф. 60х30х3,0Труба проф. 60х40х2,0Труба проф. 60х40х3,0Труба проф. 60х60х2,0Труба проф. 60х60х3,0Труба проф. 60х60х4,0Труба проф. 80х40х2,0Труба проф. 80х40х3,0Труба проф. 80х60х2,0Труба проф. 80х60х3,0Труба проф. 80х80х2,0Труба проф. 80х80х3,0Труба проф. 80х80х4,0Труба проф. 80х80х5,0Труба проф.100х100х3,0Труба проф.100х100х4,0Труба проф.100х100х5,0Труба проф.100х100х6,0Труба проф.100х50х3,0Труба проф.100х50х4,0Труба проф.100х50х5,0Труба проф.120х120х4,0Труба проф.120х120х4,0 09Г2СТруба проф.120х120х6,0Труба проф.120х60х4,0Труба проф.120х80х4,0Труба проф.140х100х4,0Труба проф. 140х140х4,0Труба проф.160х120х6,0Труба проф.160х160х6,0Труба проф.180х180х12,0Труба. проф. 200х200х6Трубв проф.100х60х4,0Уголок 100х10Уголок 100х7Уголок 100х8Уголок 125х 8Уголок 125х10Уголок 25х4Уголок 32х4Уголок 35х4Уголок 40х4Уголок 45х5Уголок 50х4Уголок 50х5Уголок 63х5Уголок 63х6Уголок 75х5Уголок 75х6Уголок 80х6Уголок100х63х6Уголок200х16Швеллер №6,5Швеллер №8Швеллер №10 УШвеллер №12 УШвеллер №12ПШвеллер №14 ПШвеллер №14 УШвеллер №16 УШвеллер №16ПШвеллер №18Швеллер №20ПШвеллер №20УШвеллер №22Швеллер №24Швеллер №27Швеллер №30Швеллер гнутый 100х50х4,0Шестигранник №10Шестигранник №12Шестигранник №14Шестигранник №22Шестигранник №30 ст20Шестигранник №36 ст.45Шестигранник калибр ст 20 №27
140х140х4,0Труба проф.160х120х6,0Труба проф.160х160х6,0Труба проф.180х180х12,0Труба. проф. 200х200х6Трубв проф.100х60х4,0Уголок 100х10Уголок 100х7Уголок 100х8Уголок 125х 8Уголок 125х10Уголок 25х4Уголок 32х4Уголок 35х4Уголок 40х4Уголок 45х5Уголок 50х4Уголок 50х5Уголок 63х5Уголок 63х6Уголок 75х5Уголок 75х6Уголок 80х6Уголок100х63х6Уголок200х16Швеллер №6,5Швеллер №8Швеллер №10 УШвеллер №12 УШвеллер №12ПШвеллер №14 ПШвеллер №14 УШвеллер №16 УШвеллер №16ПШвеллер №18Швеллер №20ПШвеллер №20УШвеллер №22Швеллер №24Швеллер №27Швеллер №30Швеллер гнутый 100х50х4,0Шестигранник №10Шестигранник №12Шестигранник №14Шестигранник №22Шестигранник №30 ст20Шестигранник №36 ст.45Шестигранник калибр ст 20 №27
Количество
Имя
Телефон
Цена: 0 р.
В наличии на складе
Имеется возможность доставки: ГАЗЕЛЬ (до 1,5 т), автомобили грузоподъемностью до 6 т, автомобили грузоподъемностью до 20 т.
Соглашаюсь на обработку персональных данных
|
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.75 Настоящий
(Измененная редакция, Изм. №
1.1. Сортамент проката должен соответствовать ГОСТ 7417-75, ГОСТ 8559-75 и ГОСТ 8560-78. 1.2. Концы прутков должны быть обрезаны. Заусенцы
Косина
При резке
Длина
Таблица 1
На
По требованию
При
Примеры условных обозначений Прокат
Прокат
Прокат
(Измененная редакция, Изм. 2.1a. Калиброванный прокат изготовляют в соответствии с
(Измененная редакция, Изм. №
2.1. В
(Измененная редакция, Изм. №
2.2.
Группа
На поверхности
Таблица 2
(Измененная редакция, Изм. № 1, 2, 3). 2.3. Химический состав, макроструктура и твердость проката
Примечание.
(Измененная редакция, Изм. №
2.4. (Исключен, Изм. № 3). 3.1. Общие правила приемки — по ГОСТ 7566-81. 3.2. Калиброванный прокат принимают партиями, состоящими из
Примечание. По согласованию
(Измененная редакция, Изм. №
3.3. Для
для
(Измененная редакция, Изм. №
3.4. При получении неудовлетворительных результатов
(Введен дополнительно, Изм.
4.1.
Химический
(Измененная редакция, Изм. №
4.2а. От
(Введен дополнительно, Изм.
4.2.
(Измененная редакция, Изм. №
4.3. Параметры шероховатости поверхности определяют по ГОСТ 2789-73. (Измененная редакция, Изм. №
4.4.
на
Размеры и
4.5. Твердость проката определяют по ГОСТ 9012-59. 4.6. Контроль макроструктуры проводят по ГОСТ 10243-75. Допускается
4.5; 4.6.
5.1. Маркировка упаковка, транспортирование и хранение — по
(Измененная редакция, Изм. №
5.1.1.
5.1.2. Транспортирование продукции проводится транспортом
Средства
При отправке
5.1.1;
5.2. Продукция из стали, за исключением
По
По требованию
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР РАЗРАБОТЧИКИ И.Н.
2. УТВЕРЖДЕН И ВВЕДЕН В
3. ВЗАМЕН ГОСТ 1051-59
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока
6. ПЕРЕИЗДАНИЕ с Изменениями
СОДЕРЖАНИЕ
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Общие технические условия»
Общие технические условия»
 25 до 50
25 до 50 №
№
 2, установленных для дефектов поверхности.
2, установленных для дефектов поверхности.

 Каждую партию сопровождают документом о
Каждую партию сопровождают документом о
 2.3.
2.3.

 03.73 г. № 625
03.73 г. № 625 3
3 1; 1.2
1; 1.2 1.2
1.2ГОСТ и ТУ на металлопрокат: листовой круглый и прямоугольный
Стальной прокат сплошного и полого поперечного сечения – продукция, изготавливаемая на станах горячей, теплой и холодной прокатки.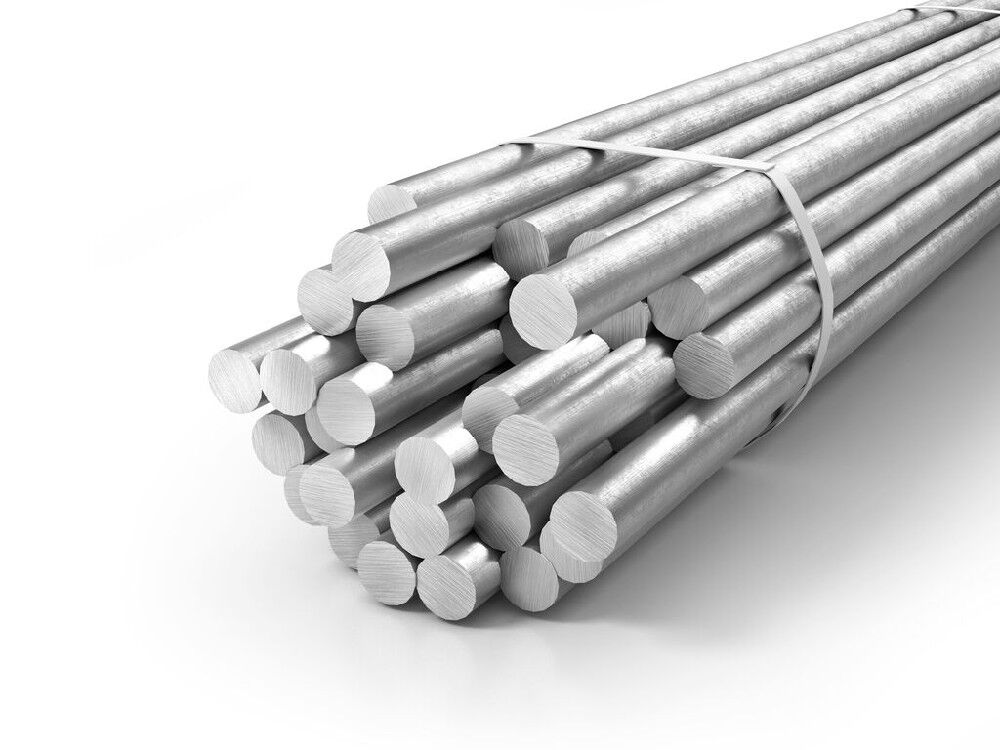 Основные группы изделий сплошного сечения – сортовой и фасонный металлопрокат и их обозначение – определены ГОСТом 535-2006. Согласно этому нормативному документу, сортовым называют прокат, у которого касательная к любой точке контура сечения это сечение не пересекает. Это лист, полоса, круг, прямоугольник (частный случай – квадрат), многоугольники. Фасонным называют прокат, у которого хотя бы одна касательная к контуру сечения пересекает само сечение: уголок, швеллер, тавр, двутавр.
Основные группы изделий сплошного сечения – сортовой и фасонный металлопрокат и их обозначение – определены ГОСТом 535-2006. Согласно этому нормативному документу, сортовым называют прокат, у которого касательная к любой точке контура сечения это сечение не пересекает. Это лист, полоса, круг, прямоугольник (частный случай – квадрат), многоугольники. Фасонным называют прокат, у которого хотя бы одна касательная к контуру сечения пересекает само сечение: уголок, швеллер, тавр, двутавр.
Сортамент сортового стального металлопроката по ГОСТам
Листовой прокат
По способу производства эта металлопродукция подразделяется на горяче- и холоднокатаную, по толщине – на тонколистовую (до 3,9 мм) и толстолистовую 4-160 мм. Поставки осуществляются в листах и рулонах. Стальной лист может использоваться как готовый продукт металлургии или в качестве заготовки для производства других видов проката.
- Прокат листовой горячекатаный, свойства которого регламентируются ГОСТами 16523-97, 1577-93, 14637-89, 5582-75, 17066-94, 19903-74, техническими условиями 36.
 26.11-5-89 (просечно-вытяжные листы), является наиболее распространенным видом листового проката. Продукция применяется в строительстве, машиностроении, для изготовления металлоконструкций.
26.11-5-89 (просечно-вытяжные листы), является наиболее распространенным видом листового проката. Продукция применяется в строительстве, машиностроении, для изготовления металлоконструкций. - Холоднокатаные листы изготавливаются из травленых горячекатаных листов. По толщине эта продукция обычно не превышает 4 мм, применяется в строительстве, автомобиле-, судо- и вагоностроении, приборостроении. Этот вид металлопроката регламентируется ГОСТами 17066-94, 5582-75 и другими. Холоднокатаный лист востребован в качестве заготовки для производства специальных листов, применяемых в строительстве: профилированных оцинкованных и оцинкованных с полимерным покрытием, перфорированных.
Прокат круглого сечения
- Общие технические условия на стальной горячекатаный прокат круглого сечения регламентируются ГОСТом 2590-2006. Его изготавливают из углеродистых сталей обыкновенного качества и качественных, низколегированных, коррозионностойких, инструментальных. Применяется в производстве крепежа, металлоконструкций, в качестве заготовок для трубного проката.

- Круг калиброванный (холоднокатаный и холоднотянутый, ГОСТ 7417-75) получают из горячекатаных заготовок. Его качество поверхности и точность размеров превышают аналогичные характеристики горячекатаного круга. Эта продукция идеальна для холодной штамповки, хорошо обрабатывается на токарно-фрезерных агрегатах с ЧПУ. Широко применяется на предприятиях машино- и станкостроительной промышленности, в строительстве.
Прокат прямоугольного (квадратного) сечения
Стальной прямоугольник (в частном случае – квадрат) – вид сортового проката. По способу производства разделяется на горячекатаный, калиброванный, рубленый, кованый. Исходные материалы – углеродистые, низколегированные, коррозионностойкие, жаростойкие и жаропрочные стали.
- Горячекатаные изделия (ГОСТ 2591-2006) применяются в роли подката для калиброванного прямоугольного проката или заготовок для изготовления продукции другого сечения, создания несущих строительных конструкций, в производстве крепежа, в том числе железнодорожного.
- Калиброванный прокат прямоугольного сечения (ГОСТ 8559-75) обладает более высокой точностью размеров и качеством поверхности, по сравнению с горячедеформированным аналогом. Применяется в станко- и автомобилестроении, в строительстве, создании уличных конструкций – ограждений, калиток, ворот, скамеек.
Основные виды профильного металлопроката
Уголок
Прокат с угловым поперечным сечением выпускается равнополочным или неравнополочным. По способу производства его разделяют на следующие виды:
- горячекатаный уголок (ГОСТы 8509 и 8510) – прочное изделие, востребованное в строительстве для создания несущих конструкций, работающих под воздействием серьезных нагрузок;
- гнутый уголок производится на профилегибочных станках из горячекатаного или холоднокатаного листа. Для снятия остаточных напряжений холодногнутые уголки подвергают отпуску. Из-за меньшей прочности, по сравнению с горячекатаными изделиями, в тяжелонагруженных конструкциях не применяются.

Швеллер
Это металлоизделие П-образного сечения изготавливается способами прокатки (ГОСТ 8240-89) или гибки. Швеллер представлен в меньшем ассортименте, по сравнению с уголком, но его сортамента достаточно для решения таких важных задач, как строительство мостов, создание крупногабаритных стержневых конструкций, прогонов крыш.
Двутавр
Двутавровая балка – вид стального металлопроката, незаменимый при создании несущих конструкций. Поперечное сечение в виде буквы «Н» обеспечивает металлопродукции значительную жесткость. В производстве изделий общего назначения используют углеродистые стали, для работы при значительных нагрузках и/или в сложных климатических условиях применяют низкоуглеродистые стали типа 09Г2С.
Виды двутавровой балки
- Горячекатаная продукция с уклоном внутренних граней полок регламентируется ГОСТом 8239-89. Балки специального назначения для сооружения подвесных путей и армирования шахтных стволов выпускаются по ГОСТу 19425-74.

- Характеристики двутавров с параллельными гранями полок определяются ГОСТом 26020-83 и СТО АСЧМ 20-93. Изделия делятся на несколько типов. «Б» – нормальные, предназначены для создания колонн решетчатого типа, «Ш» – широкополочные, служат для создания небольших колонн, «К» – колонные, «Д» – двутавры дополнительной серии.
Трубный прокат
Основное предназначение труб круглого сечения – создание систем водо-, газо- и теплоснабжения, сооружение газо- и нефтепроводов, канализации и электросетей. Продукция разделяется на две большие группы – бесшовные и электросварные.
- Бесшовные трубы изготавливают горячим деформированием из непрерывнолитых, кованых, катаных заготовок, слитков. Для получения продукции с более качественной поверхностью и точными геометрическими параметрами полученные горячим деформированием круглые гильзы охлаждают и обрабатывают на вальцах для формирования профиля.
- Сварные трубы разделяют на прямошовные и спиралешовные.
 Второй вариант позволяет получать продукцию большого диаметра.
Второй вариант позволяет получать продукцию большого диаметра.
Трубы, полое сечение которых отличается от круглого, называют профильными. Сечение может быть прямоугольным, квадратным, овальным, плоскоовальным, многоугольным, каплевидным. Наиболее распространены профильные трубы прямоугольного сечения, которые широко применяются в строительстве, оформлении интерьеров, при создании уличных декоративно-функциональных конструкций.
Сводная таблица ГОСТов и ТУ, регламентирующих основные виды стального металлопроката, производимого в РФ
|
Сортамент
|
Наименование ГОСТа
|
ГОСТы и ТУ
|
Сортамент
|
Наименование ГОСТа
|
ГОСТы и ТУ
|
|
Арматура
|
Сталь горячекатаная для армирования
|
ГОСТ 5781-82
|
Полоса
|
Кованые прутки и полосы, прутки, полосы и мотки горячекатаные, калиброванные и со специальной отделкой поверхности из инструментальной нелегированной стали
|
ГОСТ 1435-99
|
|
Прокат арматурный свариваемый
|
ГОСТ Р 52544-2006
|
Горячекатаные, кованные и калиброванные прутки и полосы, прутки со специальной отделкой поверхности из быстрорежущей стали
|
ГОСТ 19265-73
| ||
|
Прокат арматурный периодического профиля
|
СТО АСЧМ 7-93
|
Катанка
|
Катанка из углеродистой стали обыкновенного качества для упаковки и других целей
|
ТУ 14-1-5282-94
| |
|
Строительная арматура
|
ТУ 14-1-5596
|
Катанка из углеродистой стали обыкновенного качества для перетяжки на проволоку
|
ТУ 14-1-5283-94
| ||
|
Круг
|
Прокат сортовой горячекатаный круглого сечения 5-270 мм (до 330 мм – по согласованию с потребителем)
|
ГОСТ 2590-2006
|
Двутавр
|
Двутавры стальные горячекатаные с уклоном внутренних граней полок
|
ГОСТ 8239-89
|
|
Калиброванная холоднокатаная или холоднотянутая сталь круглого сечения диаметром 3-100 мм
|
ГОСТ 7417-75
| ||||
|
Уголок
|
Уголки стальные горячекатаные равнополочные
|
ГОСТ 8509-93
|
Двутавры стальные горячекатаные с параллельными гранями полок
|
ГОСТ 26020-83
| |
|
Уголки стальные горячекатаные неравнополочные
|
ГОСТ 8510-86
|
Двутавры стальные горячекатаные с параллельными гранями полок
|
СТО АСЧМ 20-93
| ||
|
Швеллер
|
Швеллер стальной горячекатаный общего и специального назначения высотой 50-400 мм и шириной полок 32-115 мм
|
ГОСТ 8240-89
| |||
|
Труба круглого сечения
|
Трубы стальные электросварные прямошовные диаметром 10-630 мм из углеродистой и низколегированной стали
|
ГОСТ 10705-80
| |||
|
Шестигранник
|
Прокат сортовой стальной горячекатаный шестигранный
|
ГОСТ 2879-2006
|
Устанавливает сортамент электросварных прямошовных труб
|
ГОСТ 10704-91
| |
|
Прокат калиброванный шестигранный
|
ГОСТ 8560-78
|
Трубы прямошовные электросварные общего назначения диаметром 426-1620 мм
|
ГОСТ 10706-76
| ||
|
Квадрат
|
Прокат стальной горячекатаный квадратный
|
ГОСТ 2591-2006
|
Трубы электросварные из коррозионностойких сталей
|
ГОСТ 11068-81
| |
|
Калиброванная сталь квадратного сечения со стороной 3-100 мм
|
ГОСТ 8559-75
| ||||
|
Листовой прокат
|
Прокат горячекатаный толстолистовой и широкополосный из качественной конструкционной черной или легированной стали
|
ГОСТ 1577-93
|
Трубы стальные бесшовные, предназначенные для нефтеперерабатывающей и нефтедобывающей промышленности
|
ГОСТ 550-75
| |
|
Прокат тонколистовой горячей и холодной прокатки из углеродистой стали обыкновенного качества и качественной
|
ГОСТ 16523-97
|
Трубы горячедеформированные бесшовные из углеродистой и легированной стали
|
ГОСТ 8731-87
| ||
|
Прокат толстолистовой горячекатаный из стали обыкновенного качества
|
ГОСТ 14637-89
|
Трубы горячедеформированные бесшовные общего назначения, производимые по наружному диаметру, толщине стенки и длине
|
ГОСТ 8732-78
| ||
|
Прокат из качественной конструкционной стали, предназначенный для холодной штамповки
|
ГОСТ 4041-71
|
Трубы бесшовные тепло- и холоднодеформированные общего назначения из углеродистой и легированной стали
|
ГОСТ 8733-74
| ||
|
Прокат тонколистовой горяче- и холоднокатаный из коррозионностойких, жаростойких и жаропрочных сталей
|
ГОСТ 5582-75
|
Трубы бесшовные горячедеформированные из коррозионностойкой стали
|
ГОСТ 9940-81
| ||
|
Толстолистовой коррозионностойкий
|
ГОСТ 7350-77
|
Трубы бесшовные тепло- и холоднодеформированные общего назначения из коррозионностойкой стали общего назначения
|
ГОСТ 9941-81
| ||
|
Толстолистовой, фасонный, широкополосный и сортовой прокат и гнутые профили из стали повышенной прочности
|
ГОСТ 19281-89
| ||||
|
Прокат тонколистовой холодно- и горячекатаный из сталей повышенной прочности
|
ГОСТ 17066-94
|
Труба профильная
|
Трубы квадратные стальные бесшовные горяче- и холоднодеформированные, электросварные и электросварные холоднодеформированные
|
ГОСТ 8639-82
| |
|
Прокат листовой горячекатаный шириной от 500 мм толщиной 0,4-160 мм, в рулонах толщиной 1,2-12 мм
|
ГОСТ 19903-74
|
Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций
|
ГОСТ 30245-2003
| ||
|
Листы с ромбическим и чечевичным рифлением
|
ГОСТ 8568-77
|
Трубы стальные профильные горяче- и холоднодеформированные, электросварные и электросварные холоднодеформированные общего назначения из углеродистой стали
|
ГОСТ 13663-86
| ||
|
Просечно-вытяжные листы
|
ТУ 36.
|
Трубы стальные прямоугольные бесшовные горячедеформированные и холоднодеформированные, электросварные калиброванные, изготовленные способом печной сварки
|
ГОСТ 8645-68
| ||
|
Прокат листовой из углеродистой, низколегированной и легированной стали толщиной 4-160 мм в горячекатаном или термообработанном состоянии для котлов и сосудов, работающих под давлением
|
ГОСТ 5520-79
|
Прокат сортовой калиброванный
|
Прокат сортовой калиброванный из качественной углеродистой стали со специальной отделкой поверхности
|
ГОСТ 1050-88
| |
|
Прокат листовой низколегированный конструкционный для мостостроения
|
ГОСТ 6713-91
|
|
|
| |
|
Листовой прокат оцинкованный
|
Сталь листовая и рулонная тонколистовая оцинкованная горячим способом, предназначенная для холодного профилирования, под окраску, изготовления штампованной продукции
|
ГОСТ 14918-80
|
|
|
|
|
Листовой прокат с полимерным покрытием
|
Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для изготовления конструкций и других строительных изделий холодным профилированием и гибкой
|
ГОСТ 30246-94
|
|
|
|
|
Тонколистовой холоднокатаный и тонколистовой холоднокатаный горячеоцинкованный прокат с полимерным покрытием
|
ГОСТ Р52146-03
|
|
|
|
 26.11-5-89
26.11-5-89
Все спецификации элементов из металлопроката выполняют в строгом соответствии с ГОСТами и ТУ.
Калиброванный прокат по ГОСТ в Санкт-Петербурге
оставить заявку
о компании
продукция
услуги
Контакты
партнёры
Изготавливаем на заказ калибровку (квалитет поверхности h9 — h22) по ГОСТу 1051-73 различных марок стали и сплавов диаметром от 8 до 30 мм. Срок изготовления от 6 рабочих дней с момента оплаты.
Подробности уточняйте у менеджера.
Калиброванный круг – металлическое изделие, изготовленное методом холодного проката или волочения горячекатаной продукции. Производится в соответствии с требованиями ГОСТ 7417-75. Имеет более точные параметры по сечению и более качественную поверхность в сравнении сортовым прокатом, благодаря чему изделия особенно востребованы в машиностроении.
Калиброванная сталь с круглым сечением имеет особую отделку поверхности, что существенно снижает трудозатраты на обработку металла в ходе его последующей переработки. Круг широко применяется для изготовления деталей и металлических элементов с применением технологии штамповки и холодной высадки.
Поставляем калиброваный круг согласно ГОСТу 1051-73 следуюших марок стали и сплавов согласно ГОСТов: ГОСТ 1435-99 из инструментальной нелегированной стали. ГОСТ 5950-2000 из инструментальной легированной стали.
ГОСТ 1050-2013 из углеродистой конструкционной стали.
ГОСТ 10994-74 из прецизионных сплавов.
ГОСТ 4543-71 из легированной конструкционной стали.
ГОСТ 1414-75 из стали с повышенной и высокой обрабатываемостью.
ГОСТ 10702-78 из стали холодного выдавливания и высадки.
ГОСТ 14959-79 из рессорно-пружинной стали.
ГОСТ 5632-72 из высоколегированной стали и карозийностойких, жаростойких и жапрочных сплавов.
Изготавливаем на заказ калибровку (квалитет поверхности h9 — h22) по ГОСТу 1051-73 различных марок стали и сплавов диаметром от 8 до 30 мм. Срок изготовления от 6 рабочих дней с момента оплаты.
Подробности уточняйте у менеджера.
Разновидность калиброванного проката, представляющая собой полнотелый профиль с квадратным сечением. Характеризуется повышенной точностью форм и качеством обработки поверхности. Изготавливается по технологии холодного волочения из горячекатаной стали с применением метода обжатия на специализированном оборудовании. Продукция соответствует требованиям ГОСТ 8559-75.
Калиброванный квадрат находит применение в производстве деталей и металлических элементов на специальных станках. Изделия широко востребованы в машиностроении. Продукция данного типа почти всегда применяется в качестве заготовки, предназначенной для дальнейшего производства различных деталей.
Поставляем калиброваный квадрат согласно ГОСТу 1051-73 следуюших марок стали и сплавов согласно ГОСТов: ГОСТ 1435-99 из инструментальной нелегированной стали. ГОСТ 5950-2000 из инструментальной легированной стали.
ГОСТ 1050-2013 из углеродистой конструкционной стали.
ГОСТ 10994-74 из прецизионных сплавов.
ГОСТ 4543-71 из легированной конструкционной стали.
ГОСТ 1414-75 из стали с повышенной и высокой обрабатываемостью.
ГОСТ 10702-78 из стали холодного выдавливания и высадки.
ГОСТ 14959-79 из рессорно-пружинной стали.
ГОСТ 5632-72 из высоколегированной стали и карозийностойких, жаростойких и жапрочных сплавов.
Изготавливаем на заказ калибровку (квалитет поверхности h9 — h22) по ГОСТу 1051-73 различных марок стали и сплавов диаметром от 8 до 30 мм. Срок изготовления от 6 рабочих дней с момента оплаты.
Подробности уточняйте у менеджера.
Калиброванный шестигранник – это полнотелый профиль, имеющий особую обработку поверхности и характеризующийся повышенной точностью размеров и форм. Производится в соответствии с ГОСТ 8560-78 из горячекатаных заготовок методом холодного волочения.
В сравнении с аналогичной разновидностью сортового проката обладает более точными параметрами, благодаря чему продукция широко востребована при производстве различных металлических деталей. Калиброванный шестигранник используется в качестве производственной заготовки, характеризуется податливостью при обработке на специализированном оборудовании.
Калиброванный шестигранник используется в качестве производственной заготовки, характеризуется податливостью при обработке на специализированном оборудовании.
Поставляем калиброваный квадрат согласно ГОСТу 1051-73 следуюших марок стали и сплавов согласно ГОСТов: ГОСТ 1435-99 из инструментальной нелегированной стали.
ГОСТ 5950-2000 из инструментальной легированной стали.
ГОСТ 1050-2013 из углеродистой конструкционной стали.
ГОСТ 10994-74 из прецизионных сплавов.
ГОСТ 4543-71 из легированной конструкционной стали.
ГОСТ 1414-75 из стали с повышенной и высокой обрабатываемостью.
ГОСТ 10702-78 из стали холодного выдавливания и высадки.
ГОСТ 14959-79 из рессорно-пружинной стали.
ГОСТ 5632-72 из высоколегированной стали и карозийностойких, жаростойких и жапрочных сплавов.
Изготавливаем на заказ калибровку (квалитет поверхности h9 — h22) по ГОСТу 1051-73 различных марок стали и сплавов диаметром от 8 до 30 мм.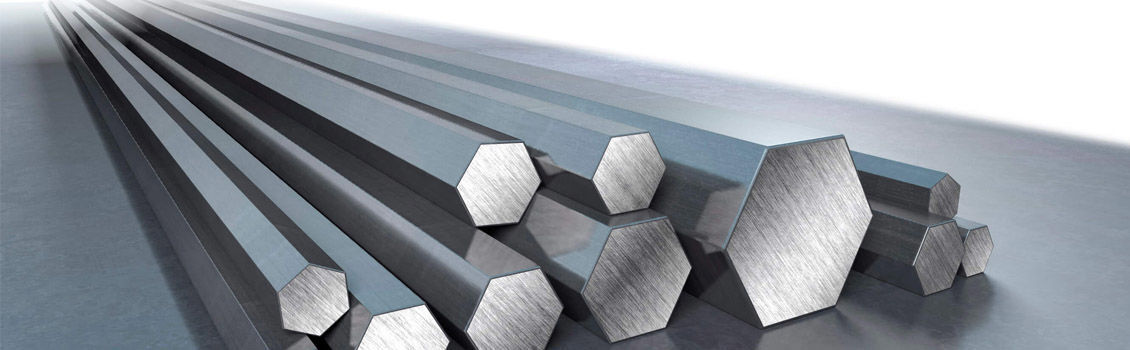 Срок изготовления от 6 рабочих дней с момента оплаты.
Срок изготовления от 6 рабочих дней с момента оплаты.
Подробности уточняйте у менеджера.
Разновидность калиброванного проката, изготавливаемого из горячекатаных заготовок в соответствии с требованиями ГОСТ 8787-68 или ТУ 14-1-1271-75. По форме представляет собой металлическую полосу, ширина которой существенно превышает ее толщину. В ходе производства продукции применяется метод холодного волочения и технология сжатия, которые в совокупности позволяют добиться максимальной точности габаритов и форм изделия.
Калиброванная полоса находит широкое применение в машиностроении и производстве. На специальном оборудовании из нее изготавливают самые разные детали и металлические элементы.
Поставляем калиброваный квадрат согласно ТУ 14-1-1271-75 следуюших марок стали и сплавов согласно ГОСТов: ГОСТ 1435-99 из инструментальной нелегированной стали. ГОСТ 5950-2000 из инструментальной легированной стали.
ГОСТ 1050-2013 из углеродистой конструкционной стали.
ГОСТ 10994-74 из прецизионных сплавов.
ГОСТ 4543-71 из легированной конструкционной стали.
ГОСТ 1414-75 из стали с повышенной и высокой обрабатываемостью.
ГОСТ 10702-78 из стали холодного выдавливания и высадки.
ГОСТ 14959-79 из рессорно-пружинной стали.
ГОСТ 5632-72 из высоколегированной стали и карозийностойких, жаростойких и жапрочных сплавов.
ГОСТ 10702-78 из стали холодного выдавливания и высадки.
ГОСТ 14959-79 из рессорно-пружинной стали.
ГОСТ 5632-72 из высоколегированной стали и карозийностойких, жаростойких и жапрочных сплавов.
Калиброванный прокат с блестящей серебристой поверхностью. Светлый оттенок металла получают в результате его дополнительной обработки на полировочном станке. Сечение изделия имеет максимально точную круглую форму, что позволяет использовать продукцию для изготовления самых разных деталей, в частности с нанесением метрической резьбы.
Серебрянка производится в соответствии с требованиями ГОСТ 14955-77 из горячекатаных заготовок. В ходе изготовления изделие проходит процедуру холодного волочения и сжатия, после чего шлифуется и полируется на специализированном оборудовании.
В ходе изготовления изделие проходит процедуру холодного волочения и сжатия, после чего шлифуется и полируется на специализированном оборудовании.
Поставляем калиброваный квадрат согласно ГОСТу 1051-73 следуюших марок стали и сплавов согласно ГОСТов:
ГОСТ 1435-99 из инструментальной нелегированной стали. ГОСТ 5950-2000 из инструментальной легированной стали.
ГОСТ 1050-2013 из углеродистой конструкционной стали.
ГОСТ 10994-74 из прецизионных сплавов.
ГОСТ 4543-71 из легированной конструкционной стали.
ГОСТ 1414-75 из стали с повышенной и высокой обрабатываемостью.
ГОСТ 1435-99 из инструментальной нелегированной стали. ГОСТ 5950-2000 из инструментальной легированной стали.
Разновидность калиброванного проката, преимущественно применяемая для создания шпоночных соединений. Характеризуется повышенной точностью формы – проходит многоэтапную обработку поверхности для достижения оптимальных размеров. Производится из качественной конструкционной стали в соответствии с требованиями ГОСТ 8787-68.
Производится из качественной конструкционной стали в соответствии с требованиями ГОСТ 8787-68.
Основой для изготовления шпонки служит горячекатаная сталь, которая подвергается процессу холодного волочения, сжатия и шлифовки. Продукция широко востребована в машиностроении, промышленности, при производстве деталей и металлических элементов.
Поставляем шпоночный прокат согласно ГОСТу 8787-68 следуюших марок стали и сплавов согласно ГОСТов:
ГОСТ 1050-2013 из углеродистой конструкционной стали.
ГОСТ 4543-71 из легированной конструкционной стали.
ГОСТ 1414-75 из стали с повышенной и высокой обрабатываемостью.
ГОСТ 10702-78 из стали холодного выдавливания и высадки.
ГОСТ 14959-79 из рессорно-пружинной стали.
Оптимальный подход к проектированию калиброванных валков с точки зрения усталостной долговечности 63
https://doi.org/10.1016/j.ijfatigue.2013.09.015Получить права и контент
В процессе горячей прокатки калиброванные валки используются для производства различных простых и сложных профилей. Основные факторы, влияющие на усталостную долговечность этих валков, обусловлены технологическим процессом прокатки; температура прокатки, скорость прокатки, форма канавки валка и точение из-за износа. С целью увеличения максимальной усталостной долговечности валков, а также для снижения общих энергозатрат, повышения производительности и снижения общих затрат проведен анализ влияния этих параметров на усталостную долговечность валков. На основе этого анализа разработана методика оптимального проектирования калиброванных валков по усталостной долговечности. Процедура включает в себя как аналитические, так и экспериментальные методы определения эксплуатационных нагрузок; численный анализ локальных напряжений методом конечных элементов и определение зависимости отдельных локальных напряжений и спектра напряжений от времени на основе численного анализа и графика проходов. Оценка усталостной долговечности осуществляется в соответствии с концепцией напряжения усталостной долговечности, основанной на локальном напряжении.
Основные факторы, влияющие на усталостную долговечность этих валков, обусловлены технологическим процессом прокатки; температура прокатки, скорость прокатки, форма канавки валка и точение из-за износа. С целью увеличения максимальной усталостной долговечности валков, а также для снижения общих энергозатрат, повышения производительности и снижения общих затрат проведен анализ влияния этих параметров на усталостную долговечность валков. На основе этого анализа разработана методика оптимального проектирования калиброванных валков по усталостной долговечности. Процедура включает в себя как аналитические, так и экспериментальные методы определения эксплуатационных нагрузок; численный анализ локальных напряжений методом конечных элементов и определение зависимости отдельных локальных напряжений и спектра напряжений от времени на основе численного анализа и графика проходов. Оценка усталостной долговечности осуществляется в соответствии с концепцией напряжения усталостной долговечности, основанной на локальном напряжении. Эта статья доказывает, что с применением этой процедуры может быть достигнуто оптимальное соотношение между усталостной долговечностью валков и потреблением энергии, а также более оптимальные производственные и общие затраты.
Эта статья доказывает, что с применением этой процедуры может быть достигнуто оптимальное соотношение между усталостной долговечностью валков и потреблением энергии, а также более оптимальные производственные и общие затраты.
При горячей прокатке основные факторы, влияющие на усталостную долговечность калиброванных валков, обусловлены технологическим процессом прокатки [1]. Для конкретного прокатного стана производством задаются фиксированные исходные параметры конструкции калиброванных валков: материал проката, тип прокатной линии, начальное и конечное сечение проката. По этим параметрам и на основе практики и предыдущего опыта [2], [3] инженер-конструктор строит график проходов, конструкцию валков и распределение калибров. Температура прокатки и скорость прокатки являются важными параметрами технологического процесса, оказывающими большое влияние на энергозатраты и общий объем производства. Токарная обработка из-за износа является нежелательным явлением, которое напрямую влияет на производственные затраты. С целью увеличения максимальной усталостной долговечности валков, снижения общего энергопотребления, увеличения производительности и, в конечном итоге, снижения общих затрат был проведен анализ влияния этих параметров на усталостную долговечность валков на клети 3-х черновой клети. в «Сплит-сталеплавильном заводе».
С целью увеличения максимальной усталостной долговечности валков, снижения общего энергопотребления, увеличения производительности и, в конечном итоге, снижения общих затрат был проведен анализ влияния этих параметров на усталостную долговечность валков на клети 3-х черновой клети. в «Сплит-сталеплавильном заводе».
Клеть 3-х ручного чернового стана была приспособлена для горячей прокатки заготовок с начальным сечением 100 мм квадрат и начальной длиной 3 м за 8 проходов. Производительность прокатного стана составляла 70 заготовок в час. Масса одной заготовки составляла 230 кг. Материалом проката служила арматурная сталь марки BSt (Betonstahl) 400 S по немецкому стандарту DIN (Deutsches Institut für Normung) 488. Начальная температура проката на первом проходе составляла 1200 °С. Скорость валка составляла 120 об/мин. Общая длина валка составила 2300 мм, длина бочки валка 1400 мм, диаметр бочки валка 450 мм. Механическая обработка валков по износу оценивалась после прокатки 4000 тонн стали. На рис. 1 показана конструкция валка и распределение канавок [4]. Последовательность прокатки профилей (график проходов) между валками и соответствующие калибры пронумерованы. График проходов и соответствующие данные приведены в таблице 1.
На рис. 1 показана конструкция валка и распределение канавок [4]. Последовательность прокатки профилей (график проходов) между валками и соответствующие калибры пронумерованы. График проходов и соответствующие данные приведены в таблице 1.
Материал изготовления валков – чугун с шаровидным графитом на перлитной основе с твердостью на поверхности валков 380 HB. Марка валка – КГР-380-П [5]. Химический состав материала валков приведен в табл. 2. На рис. 2 представлены падение твердости валков марки КГР 380 и металлографическая структура материала валков. Прочность сердечника на растяжение составляет 325–425 МПа, а на изгиб сердечника — 500–700 МПа.
Основным параметром, характеризующим усилие прокатки, является сопротивление деформации прокатываемого материала. Сопротивление деформации зависит от температуры прокатки, скорости деформации и величины деформации. На рис. 3 представлена экспериментально полученная диаграмма Динника [2] сопротивления деформации низкоуглеродистой стали Ст3 для осадки 30 % и различных скоростей деформации и температуры прокатки. Для осадки, отличной от 30%, значение сопротивления деформации из этой диаграммы следует умножить на поправочный коэффициент 9.0028 a (кривая сверху той же диаграммы).
Для осадки, отличной от 30%, значение сопротивления деформации из этой диаграммы следует умножить на поправочный коэффициент 9.0028 a (кривая сверху той же диаграммы).
Для последовательности прокатки в восемь проходов на 3-х клетях черновой клети контроль температуры прокатки осуществлялся с помощью цифрового пирометра. Температура прокатки находилась в диапазоне от 1200°С до 1100°С, см. Таблицу 3. Начальная температура на первом проходе составляла 1200°С. Температура на восьмом проходе составила 1148 °С. Скорости деформации определяли в соответствии с соотношением [2]:u=2vh0+h22ΔhsrR1+R2, где v – скорость прокатки, H 0 — это начальная высота, а H 1 — высота после прохода, Δ H SR — средний проект, R 1 и R 2 1 и R 2 1 и R 2 1 и R 2 1 и R 2 1 и R 2 1 и R 7 валков, см. Таблицу 1. Скорость деформации в диапазоне от 7,4 до 18,7 с −1 , см. Таблицу 3.
Таблицу 1. Скорость деформации в диапазоне от 7,4 до 18,7 с −1 , см. Таблицу 3.
Существует множество формул для расчета усилия прокатки при горячей прокатке. Для этого процесса был проведен аналитический расчет по методикам Целикова, Экелунда, Королева, Геледжи, Головина и Тягунова, Симса и Зибеля и проведено сравнение результатов [6]. При аналитическом расчете по методам Целикова, Королева, Симса и Зибеля сопротивление деформации определяли по экспериментально полученной диаграмме Динника, рис. 3. При аналитическом расчете по методам Экелунда, Геледжи и Головина-Тягунова сопротивление деформации определяли по соответствующему выражению. Сравнение результатов показало большие отклонения, см. рис. 6.
Поэтому усилия прокатки определялись экспериментально [7]. В соответствии с результатами аналитических методов определения усилия прокатки для экспериментального определения усилия прокатки были сконструированы четыре тензодатчика с тремя тензодатчиками на каждом, рис. 4.
4.
вместо двух предохранителей от поломки валков, см. рис. 5. Одна пара тензодатчиков использовалась для измерения сил реакции, вызванных усилием прокатки между двумя валками (нижним и средним валком или средним и верхним валком). Измерение усилий прокатки проводили в течение 1 ч прокатного производства. Контроль температуры прокатки осуществлялся с помощью цифрового пирометра. Экспериментально определенные силы прокатки и температура прокатываемого материала приведены в таблице 3.
На рис. 6 приведено сравнение экспериментально определенных усилий прокатки и результатов расчетов по методикам Целикова, Экелунда, Королева, Геледжи, Головина и Тягунова, Симса и Зибеля для прокатки за восемь проходов, см. табл. 1 и рис. 1.
Из кривых, представленных на рис. 6, видно, что для одних и тех же условий прокатки имеют место большие расхождения в расчетных значениях усилия прокатки разными авторами. Полученные значения усилий прокатки, рассчитанные по Целикову, Королеву, Симсу и Зибелю, имеют хорошее совпадение с экспериментально определенными значениями на первых шести и восьмом проходах и отклонениями на седьмом проходе. Первые шесть проходов и восьмой проход имеют четко выраженную контактную поверхность и форму, близкую к плоскому профилю прокатки. В седьмом проходе из-за квадратной формы давление на валки значительно меняется из-за неравномерной деформации и дополнительной силы трения по бокам калибра. Полученные значения усилий прокатки, рассчитанные по методам Экелунда, Геледжи и Головина-Тягунова, занижены. На основании этих результатов будут использованы формулы Целикова, Королева, Симса и Зибеля при расчете усилий при различных температурах и скоростях прокатки.
Первые шесть проходов и восьмой проход имеют четко выраженную контактную поверхность и форму, близкую к плоскому профилю прокатки. В седьмом проходе из-за квадратной формы давление на валки значительно меняется из-за неравномерной деформации и дополнительной силы трения по бокам калибра. Полученные значения усилий прокатки, рассчитанные по методам Экелунда, Геледжи и Головина-Тягунова, занижены. На основании этих результатов будут использованы формулы Целикова, Королева, Симса и Зибеля при расчете усилий при различных температурах и скоростях прокатки.
Из-за множества параметров (свойства валков и прокатываемого материала, форма канавок, трение между валками и прокатываемым материалом…) экспериментальные методы более подходят и более точны для определения усилия прокатки в канавках.
Полученные экспериментальные результаты сил прокатки используются для численного анализа местных напряжений методом конечных элементов с использованием программного обеспечения ADINA. Использовалась линейная упругая модель с трехмерными твердотельными элементами с восемью узлами на элемент, рис. 7. Каждый узел имеет 3 степени свободы, перевод в X , Y и Z направление. Модель закреплена на обоих концах в линии и нагружена сосредоточенными усилиями в узлах. На рис. 7 показано сосредоточенное усилие от усилия прокатки в проходе 1.
7. Каждый узел имеет 3 степени свободы, перевод в X , Y и Z направление. Модель закреплена на обоих концах в линии и нагружена сосредоточенными усилиями в узлах. На рис. 7 показано сосредоточенное усилие от усилия прокатки в проходе 1.
Полный численный анализ включал 30 случаев нагружения по графику прокатки. МКЭ показал, что существует 3 критические зоны валка: шейка валка, направляющая канавка 3–4 и направляющая канавка 7а. Коэффициенты концентрации напряжений в критических зонах хорошо согласуются с литературными данными [8], [9].]. На рис. 8 показана МКЭ-модель среднего валка с положениями припуска в проходных канавках 2 и 6 и соответствующими напряжениями в направлении Z . Критические участки валка отмечены на рисунке.
3-Схема прокатки клети черновой клети по времени построена из производственно-пропускного графика стана, рис. 9.
Прокатка начинается с первой заготовки в проходе 1 и продолжительность прокатки 1,58 с, см. рис. 9. Через 3 с простоя подвижной состав выходит на проход 2 и продолжительность прокатки составляет 1,74 с. Затем следуют проход 3 и проход 4, и через 20 с после пуска первой заготовки начинается процесс прокатки двух заготовок вместе. Далее процесс прокатки на клети 3-го чернового стана продолжается по графику прокатки.
рис. 9. Через 3 с простоя подвижной состав выходит на проход 2 и продолжительность прокатки составляет 1,74 с. Затем следуют проход 3 и проход 4, и через 20 с после пуска первой заготовки начинается процесс прокатки двух заготовок вместе. Далее процесс прокатки на клети 3-го чернового стана продолжается по графику прокатки.
Динамика напряжения отдельных локальных напряжений и спектры напряжений получены из численного анализа и графика прокатки в зависимости от времени, рис. 13. тестирование. Из нового валка размерами ⊘500×1500 мм с такими же характеристиками, как и в валках, находящихся в эксплуатации, токарной обработкой было извлечено одно кольцо размерами ⊘440×⊘320×170, рис. 10. Измерения твердости проводились в четырех местах.
Образцы (как показано) на рис. 11 были взяты из кольца с помощью гидроабразивной резки. Окончательная испытательная форма образца была достигнута на шлифовальном станке. Во время шлифовки образцы охлаждали большим количеством воды, чтобы материал не терял своих свойств. На рис. 12 представлена металлографическая структура образца.
На рис. 12 представлена металлографическая структура образца.
Динамические испытания были проведены в лаборатории усталостной прочности на кафедре механического строительства факультета электротехники, машиностроения и кораблестроения Университета Сплита. Испытания на изгиб проводились на машине для механических испытаний на плоский изгиб. Усталостную прочность определяли после полного разрушения 24 образцов в многоцикловом режиме (10 000–1 000 000 циклов). Дополнительные 24 образца были испытаны на сервогидравлической машине для испытаний на усталость (на растяжение), и эти результаты очень похожи на результаты, полученные при изгибе.
На рис. 13 представлены экспериментально полученные значения усталостной прочности материала валка при постоянной амплитуде в калибре (со всеми параметрами испытаний и вероятностными кривыми S – N ), а также спектры напряжений трех критических областей: на шейки валка, калибра 3–4 и калибра 7а на 4000 тонн проката.
Из сравнения представленных спектров видно, что наиболее критической зоной валка является канавка 7а. В связи с этим анализ влияния температуры прокатки, скорости прокатки, конструкции валков и обточки из-за износа на усталостную долговечность валков был проведен на калибровочной канавке 7а.
Фрагменты сечений
В целях снижения энергозатрат был проведен анализ влияния температуры прокатки на усталостную долговечность валков для трех различных начальных температур прокатки: 1200°С, 1150°С и 1100°С. Сопротивление деформации при 3-х различных начальных температурах в каждом проходе определяют по диаграмме А.А.Динника, рис. 3. Результаты приведены в табл. 4.
По результатам экспериментального определения усилий прокатки методами Целикова, Sims и Siebel были использованы для расчета
С целью увеличения производительности проката был проведен анализ влияния скорости прокатки на усталостную долговечность валков для 3 различных скоростей вращения валков: 120 об/мин, 150 об/мин и 180 об/мин. Сопротивление деформации для 3-х различных скоростей валков в каждом проходе определяют по диаграмме А.А.Динника, рис. 3. Результаты приведены в табл. 7. Методы Зибеля и значения усилий прокатки показаны на
Для снижения концентрации напряжений в критической зоне был проведен анализ конструкции квадратной формы. Конструкция квадратного калибра ограничена технологическими правилами прокатки [2], [3]. Небольшое изменение угла канавки меняет квадратную форму на ромбовидную. Благодаря этому можно изменить конструкцию квадратного прохода, изменив размер радиуса дна канавки. Радиус в дне паза может быть r 1 = (0,1–0,2) a , а a — размер квадрата, рис. 16.
Для прохода 7а, см. рис. 17, радиус в
Кроме того, была проанализирована высота канавки валка для снижения максимальных напряжений в критических зонах. Величина высоты паза регулируется максимальной осадкой (разницей между начальной высотой и высотой после прохода). Максимальная осадка в проходах определяется в соответствии с соотношением [2], [3], как показано в таблице 10: Δhmax=D·1-11+tg2αmax, где D – диаметр валка, α – протяжка угол в проходе.
Экспериментально полученная диаграмма З. и Р. Вусатовски [2], показанная на рис. 19, равна
В процессе эксплуатации канавки валков из-за износа теряют требуемую форму прохода. При износе канавок, рис. 23, валок следует обработать на токарном станке.
После точения размер диаметра валка меньше. Влияние токарной обработки из-за износа на усталостную долговечность показано на рис. 24. Уменьшение размера диаметра валка снижает усталостную долговечность валка примерно на 27 % для 10 мм и примерно на 44 % для 20 мм.
Анализ влияния температуры прокатки, скорости прокатки, конструкции и точения из-за износа на усталостную долговечность валков был проведен с целью увеличения максимальной усталостной долговечности валков, снижения общего энергопотребления, увеличения производства и снижения общих затрат. Все параметры были изменены в соответствии с технологическими ограничениями. Обзор результатов показан на рис. 25.
На рис. 25 показано, что геометрия конструкции и результирующее распределение напряжения в зоне сильного напряжения являются решающим фактором
Ссылки (9)
В полной текстовой версии этой статьи доступно больше ссылок.
Анализ многоциклового усталостного разрушения вала турбокомпрессора карьерного самосвала БЕЛАЗ 75131
2020, Анализ технических отказов
Усталостное разрушение является одной из наиболее частых причин выхода из строя многих узлов вращающихся машин. В данной работе теоретически и экспериментально исследуется усталостное поведение типового вала, широко применяемого в турбокомпрессоре карьерных самосвалов БЕЛАЗ 75131. Вдоль вала происходит одно изменение диаметра, и исследования показывают, что основной причиной отказа является усталость, вызванная циклическими нагрузками. Усталостная долговечность вала, подверженного циклическим изгибающим нагрузкам, оценивается аналитически по модифицированным критериям Гудмана, Гербера, ASME-эллиптическому критерию и критерию Содерберга. Программное обеспечение MSC Fatigue также выполняет численное моделирование на основе конечных элементов, чтобы продемонстрировать точность экспериментальных результатов. Кроме того, разработана машина для испытаний на усталость для экспериментального определения усталостной долговечности вала и подтверждения теоретических результатов.
 Исследовано также влияние постоянной нагрузки кручения и радиуса галтели при изменении диаметра на усталостную долговечность вала при циклической изгибающей нагрузке.
Исследовано также влияние постоянной нагрузки кручения и радиуса галтели при изменении диаметра на усталостную долговечность вала при циклической изгибающей нагрузке.Конструктивная оптимизация конических резцов проходческих комбайнов на основе усталостной долговечности
2018, International Journal of Modeling, Simulation, and Scientific Computing
КЭ-моделирование этапов охлаждения и отпуска биметаллических прокатных валков
9007,2 20 International Journal of Material Forming
Металлургические аспекты, связанные с явлениями контактной усталости в сталях для опорных валков
2017, Acta Metallurgica Slovaca
Научная статья
Конститутивное прогнозирование восприимчивости свойств при растяжении к изменению микропористости алюминиевого сплава А356
Материаловедение и инженерия: A, том 599, 2014, стр. 223-232 это исследование должно проверить физический смысл восприимчивости дефекта свойств растяжения к изменению микропористости с точки зрения определяющего закона для деформации растяжения.
Кроме того, он направлен на изучение вклада факторов пластического ограничения, описывающих геометрический массив эвтектических частиц кремния и микропор, а также факторов, связанных с деформацией, в восприимчивость к дефектам свойств при растяжении посредством теоретических прогнозов и систематических экспериментов на A356, обработанном T4. сплав. Эмпирическое соотношение, предложенное в предыдущих исследованиях для описания восприимчивости к дефектам, может быть теоретически описано в терминах определяющего закона, который принимает во внимание показатель степени упрочнения, чувствительность к скорости деформации и условия микропористости. Модифицированная конститутивная модель может очень точно предсказать восприимчивость к дефектам при удлинении при растяжении, намного точнее, чем исходная модель Гоша. Показатель деформационного упрочнения имеет практическое значение, влияя на восприимчивость к дефектам при удлинении при растяжении к изменению микропористости из-за его дополнительного вклада в коэффициент пластического ограничения, тогда как чувствительность к скорости деформации оказывает незначительное влияние на изменение восприимчивости к дефектам. Коэффициент пластического ограничения эвтектических частиц Si вносит относительно меньший вклад в восприимчивость к дефектам, чем фактор пластического ограничения микропустот, довольно незначительно увеличивая восприимчивость к дефектам за счет увеличения максимального удлинения в бездефектном состоянии.Научная статья
Расчет литых деталей на многоосную усталость: влияние сложного дефекта на литье AS7G06-T6
Инженерная механика разрушения, том 131, 2014, стр. 315-328
Литой алюминиевый сплав AS7G06-T6 испытывается при растяжении, кручении и усталостном нагружении растяжение-кручение для двух коэффициентов нагрузки. Закон Басквина и метод ступенчатого нагружения используются для получения предела выносливости при многоосном нагружении. Критерий Кроссленда и критерий главного напряжения с учетом идеи Гудмана сравниваются для оценки многоосного поведения. Проанализировано влияние сложных дефектов на предел выносливости при многоосном нагружении.
На усталостном образце вырезают несколько искусственных дефектов с разным расстоянием между кромками. Предложено новое определение эквивалентного размера дефекта с учетом расстояния между краями дефекта. Как при растяжении, так и при растяжении-кручении наблюдается и анализируется конкуренция между отдельными естественными дефектами и сложными искусственными дефектами.Научная статья
Микроструктурная, механическая и трибологическая характеристика материалов валков чистовых клетей полосового стана горячей прокатки стали
Износ, Том 307, Выпуски 1–2, 2013, стр. 209-217
Были оценены микроструктура, механические и трибологические свойства трех различных материалов: быстрорежущей стали, высокохромистого железа и неопределенного кокильного чугуна, используемых для рабочих валков горячекатаного прокатного стана. Микроструктурную характеристику проводили с использованием световой оптической микроскопии, сканирующей электронной микроскопии и энергодисперсионной рентгеновской спектроскопии.
Механические и трибологические свойства оценивались с помощью микротеста на вдавливание по Виккерсу и испытания на царапанье в сочетании с микроскопией после испытаний. Установлено, что микроструктуры исследованных материалов достаточно сложны с рядом вторичных фаз, а материалы с близким номинальным составом имеют существенные различия в распределении, размерах и морфологии карбидов. Царапины, включая определение коэффициента трения, акустической эмиссии и глубины проникновения, дают ценную информацию о механических и трибологических характеристиках исследуемых материалов на микроскопическом уровне. Тип, количество, распределение, размер и морфология вторичных фаз в материалах оказывают сильное влияние на деформацию поверхности и механизмы изнашивания при царапании. Трещины и сколы часто наблюдаются в связи с гребнями, окружающими царапины. Однако анализ поперечного сечения поцарапанных микроструктур показывает, что растрескивание хрупких карбидных фаз может распространяться на значительную глубину> 100 мкм, снижая механическую прочность материала. На основании результатов считается, что более изотропная микроструктура, например, полученная с помощью процесса порошковой металлургии, с более мелкими карбидами приведет к улучшенным свойствам и характеристикам при горячей прокатке.Исследовательская статья
Предел усталости: аналитическое решение задачи Монте-Карло
Международный журнал усталости, том 55, 2013 г., стр. 194-201
Новое распределение экстремальных значений, основанное на логарифмически нормальном распределении представлены дефекты. Отсюда выводится аналитическое решение задачи Монте-Карло о случайных дефектах в виде функции распределения, характеризующей предел выносливости произвольной детали. Поверхностные дефекты, определяемые как внутренние дефекты, пересекающие свободную поверхность, включаются в модель с помощью оригинального аналитического подхода. Представленная модель физически обоснована и проста в реализации и применении.
Кроме того, модель была применена к серии экспериментов по пределу выносливости, описанным в литературе.
Прогнозы предела выносливости хорошо согласовывались с экспериментальными результатами.Научная статья
Влияние технологической микроструктуры на твердость двух сплавов Al-Si
Материаловедение и инженерия: A, том 646, 2015, стр. 190-200 -индуцированное старение на прочность отливки А319и алюминиевых сплавов А356. Это явление имеет первостепенное значение, особенно в автомобильной промышленности, где, с одной стороны, сплавы подвергаются термомеханическим нагрузкам и условиям малоцикловой усталости, а с другой стороны, их микроструктура индуцируется как производственным процессом, так и термической историей. Исследуемые здесь сплавы были произведены с использованием промышленного процесса литья по выплавляемым моделям, который значительно влияет на микроструктуру и осаждение по сравнению со стандартным процессом литья под давлением. В статье сравниваются механические свойства этих своеобразных сплавов с точки зрения микротвердости на макроскопическом уровне в зависимости от времени термического старения и на микроскопическом уровне с точки зрения свойств различных фаз (интерметаллидов, эвтектик), присутствующих в микроструктуре.
Между этими различными фазами можно наблюдать важные различия, и результаты согласуются с аналогичными исследованиями из литературы по различным алюминиевым сплавам и процессам.Исследовательская статья
Малоцикловая усталость сплавов Al-Zn-Mg-Cu, обработанных Т4, полученных методом литья под давлением и литья под давлением
Труды Общества цветных металлов Китая, том 25, выпуск 11, 2015 г., стр. 3505-3514
Гравитационное литье под давлением (GC) и литье под давлением (SC) Обработанные T4 сплавы Al–7,0Zn–2,5Mg–2,1Cu использовались для исследования микроструктуры, механических свойств и поведения малоцикловой усталости (LCF). . Результаты показывают, что механические свойства образцов SC значительно лучше, чем у образцов GC, из-за меньшего количества дефектов литья и меньшего расстояния между ветвями вторичных дендритов (SDAS). Отличные усталостные свойства получены для сплава SC по сравнению со сплавом GC. Сплавы GC и SC демонстрируют циклическую стабилизацию при низких амплитудах общей деформации (менее 0,4%) и циклическое упрочнение при более высоких амплитудах общей деформации.
Степень циклического упрочнения образцов СК выше, чем у образцов ГК. Усталостные трещины образцов СУ преимущественно зарождаются из усадочных пор и легко распространяются по ним, в то время как местами зарождения трещин образцов СК являются полосы скольжения, эвтектические фазы и включения на свободной поверхности или вблизи нее.
Просмотреть полный текст
Copyright © 2013 Elsevier Ltd. Все права защищены.
Калибровка рулона | Научный.Нет
Журналы
Книги
Журналы
Инженерные исследования
Форум передовых инженеров
Прикладная механика и материалы
Инженерные инновации
Журнал биомиметики, биоматериалов и биомедицинской инженерии
Международный журнал инженерных исследований в Африке
Материаловедение
Расширенные исследования материалов
Форум по дефектам и диффузии
Применение диффузионных фундаментов и материалов
Журнал метастабильных и нанокристаллических материалов
Журнал нано исследований
Ключевые инженерные материалы
Форум материаловедения
Наногибриды и композиты
Твердотельные явления
Инженерная серия
Достижения в области науки и техники
Строительные технологии и архитектура
Материаловедение
Строительные материалы
Общее машиностроение
Машиностроение
Биологические науки и медицина
Производство
Электроника
Строительство
Гражданское строительство
Механика
Нанонаука
Компьютеры
Информационные технологии
Транспорт
Промышленная инженерия
Инженерия окружающей среды
Специальные книжные коллекции
Основы материаловедения и инженерии
Коллекция научных книг
Специализированные коллекции
Ретроспективная коллекция
Главная Калибровка рулона
Заголовок статьиСтраница
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ТРЕНИЯ И КАЛИБРИРОВАНИЯ ВАЛКА НА ФОРМИРОВАНИЕ ТРУБ ПРИ ПРОЦЕССОВОЙ ПРОКАТКЕ
Аннотация: С помощью МКЭ-моделирования исследовано влияние коэффициента трения и калибровки валков на формирование трубы при продольной прокатке на короткой оправке. Исследование проводилось для трех различных калибровок валков: шестигранной, додекаэдрической, диоктаэдрической. Формование трубы изучалось также с использованием показателя трения Зибеля в диапазоне от 0,1 до 1. Определено влияние коэффициента трения ψ на безразмерный параметр, определяющий изменение формы, а также отклонение толщины стенки и «направляющая марка» образование дефектов на внутренней поверхности труб. Определены значения безразмерного параметра, характеризующего появление дефекта «направляющая метка» на внутренней поверхности труб.
552
Калибровка прокатного стана — Обсуждение ювелирных изделий
Гизерот
#1
У моего любимого прокатного завода очень плохой день. Почему-то ролики
стали непараллельными. Это Cavallin, который у меня уже несколько 90 345 лет, и до сегодняшнего дня у меня не было проблем. Я не могу представить, что отожженная медь
могла вызвать эту проблему, и я недостаточно велик, чтобы
«опирается» на него. Я не знаю, как решить эту проблему, так как
не получил инструкций вместе с мельницей, когда я купил ее новой. И то, что подсказывает мне
мой здравый механический смысл, кажется невозможным.
Как перекалибровать прокатный стан?
Лаура Хизероте
emanuela_aureli
#2
У меня тоже есть прокатные станы Каваллини.
то, что я обычно делаю время от времени, чтобы держать их «параллельными», — это поднимать
и вынимать рукоятки поперечной балки и регулировать ролики вручную с двумя градуированными дисками
сверху. я поворачиваю их оба вниз, пока ролики не соприкоснутся идеально с
, затем я снова вставляю ручку.
надеюсь, это поможет.
ema
@emanuela_aureli
http://www.sirius.com/~ema
David_D_Arens1
#3
Привет, Лора,
Как перекалибровать прокатный стан?
Чаще всего прокатный стан имеет 3 шестерни (2 большие, 1 малая с ручкой) на верхней части
, которые поворачиваются для регулировки расстояния между валками. Маленькую шестерню
с ручкой обычно можно поднять, чтобы она больше не зацеплялась с двумя большими шестернями
.
Обычно центральная шестерня (маленькая 1 с рукояткой) поднимается
до тех пор, пока не перестанет зацепляться с двумя большими боковыми шестернями. Потом, когда будет
повторно входит в зацепление с более крупными шестернями, одна из которых вывернута на несколько зубьев из положения
. Это приводит к тому, что один конец ролика оказывается выше или ниже другого.
Самый простой способ вернуть валки в параллельное положение — снять небольшую шестерню
. Теперь поворачивайте большие боковые шестерни по отдельности, пока ролики не соприкоснутся друг с другом по всей длине. (Если рулоны полностью открыты,
каждую сторону, возможно, придется частично закрыть, прежде чем рулоны будут полностью закрыты.0345 закрыты.) Когда валки соприкасаются друг с другом по всей их
длине, малая центральная шестерня должна войти в зацепление с обеими боковыми шестернями.
Если это не решит проблему, возможно, одна из больших шестерен
проскользнула по винтам, регулирующим расстояние между роликами. Это маловероятно, так как в большинстве случаев шестерни крепятся к регулировочным винтам, и
не может проскальзывать.
HTH
Дэйв
ЭлейнEC
#4
Я пропустил большую часть этой темы, поэтому надеюсь, что не повторяю то, что сказал кто-то еще
, но вы можете купить «щуп» в автомобильном магазине
, чтобы откалибровать свою мельницу. У этого датчика есть набор стальных «листьев»
разной толщины — я думаю, они обычно используют их для зазора свечей зажигания —
, я думаю. Но вы можете поставить валки мельницы очень близко друг к другу и
затем запустить один из этих листов через зазор. Он должен идти от конца до конца
равномерно — если вы чувствуете, что он зависает на одном конце, знайте, что вам нужно настроить параллелизм
. Я думаю, что это звучит немного сложно, но это действительно легко сделать
, когда у вас есть этот датчик, и они стоят всего несколько долларов.
Элейн Корвин
GESSWEIN Co USA
Fishbre396
#5
Интересно, а почему нельзя сделать это с листовыми материалами (будь то
серебро или что-то подобное). . . разве, скажем, 20 G не будет хорошим ориентиром???
Майкл_Мэтьюз
#6
У моего любимого прокатного завода очень плохой день. Почему-то катки
стали непараллельными.
Здравствуйте, Лаура:
В верхней части прокатного стана найдите центральное поворотное колесо, которое вы используете для
регулировки толщины проката, необходимого для отрыва. Это
либо сразу соскальзывает, либо необходимо снять клипсу «С». Затем вы можете свободно
поворачивать 2 шестерни, которые регулируют расстояние между роликами. Поворачивайте их
вниз до тех пор, пока ролики не соприкоснутся равномерно по всей поверхности ролика
. Установите на место центральную поворотную шестерню.
Майкл Мэтьюз Виктория, Техас США
птичий путь
#7
«щуп» в магазине автозапчастей «листья» 9 шт.0345 различной толщины — я думаю, они обычно используются для разрыва свечей зажигания
манометры свечей зажигания имеют калиброванный провод на конце, тип, который вы описываете
, используются для регулировки точки (почти устарел) и / или регулировки клапана
. также доступна латунь, предназначенная для регулировки магнитного захвата
в распределителях, доступных в метрической или английской системе.
также может быть кому-то полезен plastigage это небольшая пластиковая полоска, которая сминается до определенной ширины
, сравнивая ширину полоски с печатной шкалой
определяет свободное пространство между двумя металлическими предметами. Первоначальное использование для зазоров коренных подшипников
:
JoyReside
#8
Я калибрую свой Durston следующим образом: 1) закрываю ролики до тех пор, пока не смогу
видеть свет через 2 ролика. 2) Потяните прямо вверх затяжную рукоятку
, чтобы снять ее. (Это должно быть довольно стандартным для всех мельниц.) 3)
Ручной поворот вправо или влево требует регулировки. 4) заменить
затяжка рукоятки. Удачи
David_D_Arens1
#9
Интересно, а почему нельзя сделать это с листовыми товарами (будь то серебро
или что-то подобное) . . . разве, скажем, 20 G не будет хорошим ориентиром???
Не совсем так.
FWIW
Используя этот метод, вы не можете гарантировать точность настройки стана.
2E Лист и проволока не всегда прокатываются/вытягиваются до нужного размера.
Более точным способом является использование набора щупов. Наборы щупов
обычно имеют толщину от 0,001 дюйма до 0,035 дюйма. Если необходим размер, которого нет в наборе
, можно использовать 2 или более калибров, которые в сумме дают желаемую толщину
. Щупы изготовлены из закаленной стали и очень точны.
стоит около 10 долларов или меньше за комплект.
Другим способом является использование микрометра или штангенциркуля (по кабелю измерения
2E001″). Измерьте толщину листа/проволоки, которую необходимо прокатать, закройте
стан 1 оборот, прокатка короткого отрезка. Измерьте его с помощью микрофона или штангенциркуля, 90 345 разница между двумя числами – это величина закрытия на 90 345 оборота винта. Запишите этот номер для дальнейшего использования. Теперь
просто определить, сколько витков или частей витка нужно закрыть, чтобы
получил желаемую толщину.
В большинстве случаев использование прокатных станов в цехах не требует точности толщины, которая требуется поставщикам листа и проволоки
. Однако хорошо знать, сколько вы измельчаете
закрывается на каждый оборот или неполный оборот регулировочного винта.
Dave
Hot rolled steel hexagon, calibrated
ProductСuttingDeliveryBuy
| Name | Price |
|---|---|
HOT ROLLED HEXAGON | |
| 8 | Negotiable |
| 9 | Negotiable |
| 10 | Договорная |
| 11 | Negotiable |
| 12 | Negotiable |
| 13 | Negotiable |
| 14 | Negotiable |
| 15 | Negotiable |
| 16 | Negotiable |
| 17 | Negotiable |
| 18 | По договоренности |
| 19 | По договоренности |
| 20 | По договоренности0547 |
| 20. 8 | Negotiable |
| 21 | Negotiable |
| 22 | Negotiable |
| 23 | Negotiable |
| 24 | Negotiable |
| 25 | Negotiable |
| 26 | Цена договорная |
| 27 | Цена договорная |
| 28 | Цена договорная | 29 | Negotiable |
| 30 | Negotiable |
| 32 | Negotiable |
| 34 | Negotiable |
| 36 | Negotiable |
| 38 | Negotiable |
| 40 | Договорная |
| 41 | Цена договорная |
| 42 | Цена договорная | Negotiable |
| 47 | Negotiable |
| 48 | Negotiable |
| 50 | Negotiable |
| 52 | Negotiable |
| 53 | Negotiable |
| 55 | Оборотная |
| 56 | Оборотная |
| 57 | 0547 |
| 63 | Negotiable |
| 65 | Negotiable |
| 70 | Negotiable |
| 75 | Negotiable |
| 80 | Negotiable |
| 85 | Negotiable |
| 90 | Цена |
| 95 | Цена |
| 100 | Цена |
Calibrated hexagon | |
| 8 | Negotiable |
| 9 | Negotiable |
| 10 | Negotiable |
| 11 | Negotiable |
| 12 | Negotiable |
| 13 | Цена |
| 14 | Цена |
| 15 | Цена | Negotiable |
| 17 | Negotiable |
| 18 | Negotiable |
| 19 | Negotiable |
| 20 | Negotiable |
| 20. 8 | Negotiable |
| 21 | Оборотная |
| 22 | Оборотная |
| 23 | 0547 |
| 25 | Negotiable |
| 26 | Negotiable |
| 27 | Negotiable |
| 28 | Negotiable |
| 29 | Negotiable |
| 30 | Negotiable |
| 32 | По договоренности |
| 34 | По договоренности |
| 36 | По договоренности 59 | Negotiable |
| 40 | Negotiable |
| 41 | Negotiable |
| 42 | Negotiable |
| 43 | Negotiable |
| 47 | Negotiable |
| 48 | Цена договорная |
| 50 | Цена договорная |
| 52 | Цена договорная |
| 55 | Negotiable |
| 56 | Negotiable |
| 57 | Negotiable |
| 60 | Negotiable |
| 63 | Negotiable |
| 65 | Negotiable |
| 70 | По договоренности |
| 75 | По договоренности |
| 80 | По договоренности0547 |
| 85 | Negotiable |
| 90 | Negotiable |
| 95 | Negotiable |
| 100 | Negotiable |
Hot-rolled hexagon is manufactured according to GOST 2879 -88 из нескольких видов стали (легированной и высоколегированной, высокоуглеродистой) размерами от 8 до 100 мм. Если речь идет о изделиях большего диаметра, то их изготовление зачастую осуществляется на заказ после согласования с предприятием, выпускающим металлопрокат.
Рассматриваемый вид деталей изготавливается из металлического профиля в стержне мерной/немерной длины (или кратной мерной). По желанию заказчика может быть изготовлен в мотках длиной около 1,5-2 м и массой 1/4 тонны.
Характеристики и применение
В зависимости от назначения шестигранники горячекатаные могут различаться рядом свойств, формирующих основные характеристики изделия:
- Высокая прочность;
- Отличные антикоррозионные свойства;
- Устойчивость к высоким температурам;
- Высокоточная прокатка;
- Широкий ассортимент;
- Доступная цена.
В зависимости от материала, используемого при изготовлении горячекатаного шестигранника, изделие может применяться в различных отраслях промышленности. Так, деталь из углеродистой стали среднего качества подходит для изготовления вторичных элементов. Высокое качество металла позволяет использовать элемент при изготовлении пластиковых деталей, выдерживающих значительные минусовые температуры. Шестигранные ключи из легированной стали используются в еще более тяжелых условиях эксплуатации.
Почему вы должны купить продукт у нас?
Мы работаем по всему миру, поэтому заказывать товар просто и удобно, а квалифицированный менеджер при желании предоставит всю информацию о товаре и скидках на него. Ежедневно мы отгружаем продукцию на действующие площадки предприятия, поэтому вы можете быть уверены в быстрой доставке. Звоните и заказывайте!
- Конструкционная
- Сталь 3
- Сталь 20
- Сталь 35
- Сталь 45
- Steel 20X
- Steel 40X
- Steel 18KHGT
- Steel 25KHGT
- Steel 38ХС
- Steel 40ХН
- Steel 09G2S
- Steel 17G1S
- Steel 30KHGSA
- Steel 35HGSA
- Steel 35HGSA
- Steel 20ХН3А
- Ст0012
- Instrumental
- Steel U8A
- Steel 9ХС
- Steel KhVG
- Steel 6ХВ2С
- Steel 7Х3
- Steel 5ХНМ
- Steel 4Х5МФС
- Steel R18
- Steel R6M5
- Steel 8KHF
- Heat стойкая
- Сталь 35ХМ
- Сталь 30ХМА
- Сталь 38Х2МЮА
- Сталь 25Х2М1Ф
- Сталь 25Х2МФ
- Нержавеющая сталь0143
- Steel 20Х13
- Steel 30Х13
- Steel 40Х13
- Steel 14Х17Н2
- Steel 08Х18Н10Т
- Steel 12Х18Н10Т
- Steel 08Х18Н10
- Steel 12Х18Н10
The Steel Mars company carries out cutting of any complexity to размер, указанный заказчиком.
Металл можно резать:
- Газ;
- Отрезной круг;
- Гильотина;
- Лазер;
- Плазма
Наш отдел логистики доставит Ваш заказ в любую точку мира. Доставка осуществляется автомобильным транспортом, от 10 кг до 10 000 тонн. Мы отправим Ваш заказ в день оплаты счета. Мы также отправляем товар всеми возможными перевозчиками
Бланк заказа
Калибровочное рассуждение о случаях столкновения у 11-месячных детей
Сравнительное исследование
. 1994 г., февраль; 51 (2): 107–29.
дои: 10.1016/0010-0277(94)
-4.
Л Котовский
1
, Р. Байяржон
принадлежность
- 1 Факультет психологии, Иллинойский университет, Шампейн 61820.
PMID:
8168356
DOI:
10.1016/0010-0277(94)
-4
Сравнительное исследование
L Kotovsky et al.
Познание.
1994 фев.
. 1994 г., февраль; 51 (2): 107–29.
doi: 10.1016/0010-0277(94)
-4.
Авторы
Л Котовский
1
, Р. Байяржон
принадлежность
- 1 Факультет психологии, Иллинойский университет, Шампейн 61820.
PMID:
8168356
DOI:
10.
1016/0010-0277(94)
-4
Абстрактный
Предыдущие исследования показывают, что, когда движущийся объект сталкивается с неподвижным объектом, младенцы ожидают, что неподвижный объект сместится. В настоящем эксперименте изучалось, верят ли младенцы в то, что размер движущегося объекта влияет на то, насколько далеко сместится неподвижный объект. В эксперименте 11-месячные младенцы сидели перед горизонтальной дорожкой; слева от гусеницы был наклонный пандус. Игрушечный жук на колесах покоился на дорожке в нижней части пандуса. Младенцы в состоянии средней точки сначала были ознакомлены с событием, когда цилиндр среднего размера скатился по пандусу и ударил жука, заставив его откатиться на середину пути. Далее младенцы увидели одно из двух тестовых событий. В обоих случаях были представлены новые цилиндры, и ошибка теперь докатилась до конца гусеницы. Два тестовых цилиндра были идентичны ознакомительному цилиндру по материалу, но не по размеру: один был больше (событие с большим цилиндром), а другой был меньше (событие с маленьким цилиндром), чем цилиндр для ознакомления. Младенцы в состоянии конечной точки видели те же события ознакомления и тестирования, что и младенцы в состоянии средней точки, за исключением того, что ошибка катилась к концу, а не к середине пути в событии ознакомления. Младенцы в состоянии средней точки достоверно дольше смотрели на маленький цилиндр, чем на большой, тогда как дети в состоянии конечной точки, как правило, одинаково смотрели на два события. Эти результаты показали, что младенцы (а) считали, что размер цилиндра влияет на длину перемещения жука, и (б) использовали событие ознакомления для калибровки своих прогнозов относительно тестовых событий. Наблюдая за тем, как жук катится к середине дорожки при ударе средним цилиндром, младенцы были удивлены, увидев, как жук катится к концу дорожки с маленьким, но не с большим цилиндром. Однако, наблюдая, как жук катится к концу дорожки при попадании в него среднего цилиндра, младенцы не были удивлены, увидев, что жук делает то же самое с маленьким или большим цилиндром. Параллельные результаты были получены у взрослых испытуемых. Настоящие результаты имеют значение для исследования природы и развития физического мышления младенцев, а также для оценки причинно-следственного мышления в младенчестве.
Похожие статьи
Должны ли все неподвижные объекты двигаться при ударе? Развитие причинно-следственных и статистических ожиданий младенцев в отношении событий столкновения.
Ван С.Х., Кауфман Л., Байяржон Р.
Ван С.Х. и др.
Младенец Поведение Дев. 2003 Декабрь; 26 (4): 529-567. doi: 10.1016/j.infbeh.2003.08.002.
Младенец Поведение Дев. 2003.PMID: 25688172
Бесплатная статья ЧВК.Развитие основанных на калибровке рассуждений о событиях столкновений у младенцев раннего возраста.
Котовский Л., Байяржон Р.
Котовский Л. и соавт.
Познание. 1998 г., 15 июля; 67 (3): 311–51. doi: 10.1016/s0010-0277(98)00036-5.
Познание. 1998.PMID: 9775513
Рассуждения младенцев восьми с половиной месяцев о событиях, связанных с сдерживанием.
Агияр А, Байаржон Р.
Агиар А. и др.
Детский Дев. 1998 июня; 69 (3): 636-53.
Детский Дев. 1998.PMID: 9680677
Рассуждения младенцев в возрасте 2,5 месяцев о том, когда объекты должны и не должны быть закрыты.
Агияр А, Байаржон Р.
Агиар А. и др.
Когн Психол. 1999 г., сен; 39 (2): 116–57. doi: 10.1006/cogp.1999.0717.
Когн Психол. 1999.PMID: 10462457
Взгляд с высоты птичьего полета.
Алоимонос Ю., Фермюллер К.
Aloimonos Y, et al.
Научный робот. 2020 15 июля; 5 (44): eabd0496. doi: 10.1126/scirobotics.abd0496. Epub 2020 15 июля.
Научный робот. 2020.PMID: 33022608
Обзор.
Посмотреть все похожие статьи
Цитируется
Корковая активация к социальным и механическим раздражителям в мозгу младенцев.
Бионди М., Хиршкович А., Стотлер Дж., Уилкокс Т.
Бионди М. и др.
Фронт Сист Нейроци. 2021 24 июня; 15:510030. doi: 10.3389/fnsys.2021.510030. Электронная коллекция 2021.
Фронт Сист Нейроци. 2021.PMID: 34248512
Бесплатная статья ЧВК.Познание животных и эволюция человеческого языка: почему мы не можем сосредоточиться исключительно на общении.
Fitch WT.
Фитч ВТ.
Philos Trans R Soc Lond B Biol Sci. 2020 6 января; 375 (1789)):201. doi: 10.1098/rstb.2019.0046. Epub 2019 18 ноября.
Philos Trans R Soc Lond B Biol Sci. 2020.PMID: 31735146
Бесплатная статья ЧВК.Дошкольная физика: использование невидимого свойства веса в задачах на причинно-следственные рассуждения.
Ван З., Уильямсон Р.А., Мельцофф А.Н.
Ван Цзи и др.
ПЛОС Один. 21 марта 2018 г .; 13 (3): e01. doi: 10.1371/journal.pone.01
. Электронная коллекция 2018.
ПЛОС Один. 2018.PMID: 29561840
Бесплатная статья ЧВК.Клиническое испытание.
Должны ли все неподвижные объекты двигаться при ударе? Развитие причинно-следственных и статистических ожиданий младенцев в отношении событий столкновения.
Ван С.Х., Кауфман Л., Байяржон Р.
Ван С.Х. и др.
Младенец Поведение Дев. 2003 Декабрь; 26 (4): 529-567. doi: 10.1016/j.infbeh.2003.08.002.
Младенец Поведение Дев. 2003.PMID: 25688172
Бесплатная статья ЧВК.Изучение причин от людей: наблюдательное причинное обучение у 24-месячных младенцев.
Мельцофф А.Н., Вайсмейер А., Гопник А.
Мельцов А.Н. и соавт.
Дев Психология. 2012 сен;48(5):1215-28. doi: 10.1037/a0027440. Epub 2012 27 февраля.
Дев Психология. 2012.PMID: 22369335
Бесплатная статья ЧВК.Клиническое испытание.
Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
Грантовая поддержка
- HD-21104/HD/NICHD NIH HHS/США
основанная на модели динамическая калибровка многоприводного выравнивателя зазоров для толстых листов | Дж.
Мануф. науч. англ.
Пропустить пункт назначения навигации
Научно-исследовательские работы
Роберт Браунейс,
Андреас Стейнбок,
Мартин Йохум,
Андреас Куги
Информация об авторе и статье
Электронная почта: [email protected]
Электронная почта: [email protected]
Электронная почта: [email protected]
Электронная почта: [email protected]
J. Изготовитель. науч. Eng . июль 2020 г., 142(7): 071007 (10 страниц)
Номер статьи:
МАНУ-19-1569
https://doi. org/10.1115/1.4046830
Опубликовано в Интернете: 8 мая 2020 г.
История статьи
Получен:
15 октября 2019 г.
Пересмотренный
Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
Делиться
- MailTo
- Твиттер
Иконка Цитировать
Цитировать
Разрешения
Поиск по сайту
Citation
Браунис Р. , Стейнбок А., Йохум М. и Куги А. (8 мая 2020 г.). «Динамическая калибровка на основе модели мультиприводного выравнивателя зазоров для толстых листов». КАК Я. J. Производство. науч. Eng . июль 2020 г.; 142(7): 071007. https://doi.org/10.1115/1.4046830
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
панель инструментов поиска
Расширенный поиск
Abstract
Предложен новый метод калибровки рабочих валков прецизионного правильного станка для толстолистового проката. В процессе правки рабочими валками правильного станка на пластину накладывается последовательность шагов гибки для устранения дефектов плоскостности. Соответствующие положения валков определяют интенсивность последовательных изгибов. Любое отклонение от желаемого положения ролика может привести к неоптимальному процессу выравнивания. Таким образом, требуется точный контроль положения рабочих валков. Из-за люфта, износа, допусков и упругой деформации положение валков не может быть определено по номинальным параметрам и размерам. Следовательно, машина должна быть откалибрована и должным образом отрегулирована, чтобы найти подходящие опорные положения для управления. Во время калибровки конструкция подвергается предварительному напряжению с соответствующим испытательным усилием и регистрируются сигналы датчиков силы и перемещения. В результате получаются ориентиры для будущих управляющих воздействий. Основным недостатком часто используемого метода калибровки правильных машин является то, что рабочие валки многоприводных правильных машин не могут быть правильно откалиброваны. На практике рабочие валки регулируются вручную обслуживающим персоналом машины. В этом случае люфт может привести к отклонению нагруженных рабочих валков от их предполагаемого положения. Таким образом, разработан и испытан новый метод калибровки положения рабочих валков с индивидуальным приводом.
Раздел выпуска:
Научные статьи
Ключевые слова:
управление и автоматика,
моделирование и симуляция,
планирование процесса,
ощущение,
мониторинг и диагностика,
формование листового и трубного металла
Темы:
Калибровка,
Плиты (конструкции),
Отклонение,
Машины,
Тема
Список литературы
1.
Chodnikiewicz
,
K.
и
Balendra
,
R.
,
,
R.
,
,
R.
,
8888888888 гг.
»,
J. Mater. Процесс. Технол.
,
106
(
1
), с. 10.1016/С0924-0136(00)00633-6
2.
Madelaine-Dupuich
,
O.
,
Hoff
,
C.
,
Tondo
,
F.
, and
Wallendorff
,
F.
,
2005
, «
Калибровка многороликовой правильной машины методом измерительных стержней
»,
Rev. Met. Париж
,
102
(
4
), стр.
301
–
305
. 10.1051/металл: 2005100
3.
Batty
,
F. A.
и
Lawson
,
K. T.
,
1965
93888888888888888888883838383333333333333333333333333 гг.
J. Iron Steel Inst.
,
203
(
203
), стр.
1115
–
1128
.
4.
Генрих
,
Л.-С.
,
1993
, «
Theoretische und Experimentelle Untersuchungen Zum Richtwalzen von Blechen
,
,
Fachberich Maschinateechnik, Universitätä-Gesamthhule.
5.
Доэдж
,
Е.
,
MENZ
,
R.
и
Huinink
,
S.
,
2002
, «
,
2002
,«
,
2002
, «
».
”,
CIRP Ann. Произв. Технол.
,
51
(
1
), с. 10.1016/S0007-8506(07)61497-8
6.
MENZ
,
R.
,
2002
, «Entwicklung Eines Analytischen Modells als grundlage enerte geregelten gregelten gregeltenice gregelten gregelten gregelten gregelten gregelten gregelten gregelten gregelten gregelten grunte gregelten gregelten grunte gregelten grunte gregelten grunte gregelten grunte gregelten grunte gregelten Institut für Umformtechnik und Umformmaschinen
, Vol.
601
,
Ганноверский университет, VDI-Verlag
,
Ганновер
.
7.
Liu
,
Z.
,
Wang
,
Y.
, and
Yan
,
X.
,
2012
, «
Новая модель процесса выравнивания пластин на основе метода интегрирования кривизны
»,
Междунар. Дж. Мех. науч.
,
54
(
1
), стр.
213
–
224
. 10.1016/j.ijmecsci.2011.10.011
8.
Chen
,
W.
,
Liu
,
J.
,
Cui
,
Z.
,
Wang
,
Y.
, and
Wang
,
Y.
,
2015
, “
A 2.5-Dimensional Analytical Model of Cold Leveling for Plates With Поперечные волновые дефекты
»,
J. Iron Steel Res. Междунар.
,
22
(
8
), с. 10.1016/S1006-706X(15)30055-8
9.
Беренс
,
Б.-А.
,
El Nadi
,
T.
, и
Krimm
,
R.
,
2011
, «
,
2011
,«
9
,
2011
, «
9
,
2011
,«
9
,
2011
»0002 Разработка аналитической 3D-имитационной модели процесса выравнивания
”,
J. Mater. Процесс. Технол.
,
211
(
6
), стр.
1060
–
1068
3 . 10.1016/j.jmatprotec. 2011.01.007
10.
Bodini
,
L.
,
Ehrich
,
O.
и
,
O.
и
,
O.
и
,
O.
и
,
O.
и
9338,
.0003
,
M.
,
2007
, «
Улучшение уровня тяжелых пластин путем сочетания модели с табличностью плоскостности
»,
Слушания 3RD International Steel Conference на новых разработках в металлургальных процессах. Технологии, Институт стали VDEh, Дюссельдорф
,
Германия
,
11–15 июня
.
11.
Сео
,
Дж. Х.
,
Van Tyne
,
C. J.
и
Moon
,
Y. H.
,
2016
, «
,
2016
,«
,
2016
, Изогнутая пластина с использованием анализа методом конечных элементов
»,
ASME J. Manuf. науч. англ.
,
138
(
7
), с.
071004
. 10.1115/1.4032392
12.
Seo
,
J. H.
,
Han
,
S. W.
,
Van Tyne
,
C. J.
, and
Moon
,
Y. H.
,
2019
, «
Контроль плоскостности арбалетной нагревательной плиты с помощью выравнивания холодным роликом
»,
ASME J. Manuf. науч. англ.
,
141
(
5
), с.
051002
. 10.1115/1.4043021
13.
Grüber
,
M.
,
Oligschläger
,
M.
и
9333333333333333333333333333333333333333333333333333333333333333333333333333339н.
, «Настройка роликовых правильных машин с помощью моделирования методом конечных элементов, включая управление с обратной связью»,
Advanced Materials Research
,
, Том.
1018
,
Trans Tech Publications Ltd.
,
Stafa-Zurich, Швейцария
, стр.
207
—
214
8.
14.
Laugwitz
,
M.
,
Seuren
,
S.
,
Jochum
,
M.
,
Hojda
,
S.
,
LOHMAR
,
J.
и
Hirt
,
G.
,
2017
, «
,
2017
,«
,
2017
, «
,
2017
8888,«
,
2017
8888 гг. Тяжелые листы с помощью моделей контролируемых конечных элементов
”,
Procedia Eng.
,
207
, стр.
1349
–
1354
. 10.1016/j.proeng.2017.10.895
Международная конференция по технологии пластичности, ICTP 2017
,
Кембридж, Великобритания
,
17–22 сентября
.
15.
AOYAMA
,
T.
и
ABE
,
K.
,
2012
, «
,
2012
,«
. ”,
AISTech 2011
,
Индианаполис, IN
,
2–5 мая 2011 г.
.
16.
Baumgart
,
M.
,
Steinboeck
,
A.
,
Kugi
,
A.
,
Raffin-Peyloz
,
Г.
,
Дуан
,
Б.
,
Ирасторза
и
3
0003
Kiefer
,
T.
,
2011
, «
Активная компенсация соблюдения требований по горячим уровням
»,
Работа 4 -й международной конференции по моделям и симуляции металлергусных. , STEELSIM, METEC InSteelCon 2011
,
Дюссельдорф, Германия
,
Июнь 2011 г.
.
17.
Баумгарт
,
M.
,
Steinboeck
,
A.
,
Kugi
,
A.
, and
Kiefer
,
T.
,
2015
, «
Моделирование и экспериментальная проверка прогиба выравнивателя для горячих тяжелых листов
»,
Math. вычисл. Модель. Дин. Сист.
,
21
(
3
), стр.
202
–
227
. 10.1080/13873954.2014.941881
18.
Brauneis
,
R.
,
Baumgart
,
M.
,
Steinboeck
,
A.
, and
Kugi
,
A.
,
2017
, “
Отклоняющая модель многоприводного выравнивателя зазоров
,”
IFAC-PapersOnLine
,
50
(
1
), pp.
11295
–
11300
,
. 10.1016/j.ifacol.2017.08.1647
19.
DIN EN 10029:2011-02
,
2011
.
Горячекатаные стальные листы толщиной 3 мм и более — допуски на размеры и форму, DIN Deutsches Institut für Normung e. В
.
20.
Doege
,
E.
, and
Behrens
,
B.
,
2010
,
Handbuch Umformtechnik: Grundlagen, Technologien, Maschinen
, 2nd изд.,
ВДИ-Бух. Springer
,
Берлин, Гейдельберг
.
21.
Brauneis
,
R.
