Круг для заточки резцов на токарный станок: Страница не найдена — Все о станках
Содержание
Заточка резцов для токарного станка по металлу: способы, советы
Заточка резцов по металлу для токарного станка – это необходимая процедура для эффективной и бесперебойной работы оборудования. Дело в том, что токарные резки используются активно, с их помощью производится обработка изделий и нарезание резьбы. Понятно, что от частого использования агрегаты тупятся, что приводит к получению худших по качеству образцов. Чтоб токарный станок по металлу выполнял операции правильно, активно продолжал использоваться весь срок службы, требуется периодически проводить заточку. Конечно, эта процедура инвариантна, подпирается не только в зависимости от вида станка и используемых агрегатов, но и целей и задач использования.
Из каких частей состоят резцы для токарных агрегатов?
Резцы любого механизма включают две детали. Первая — это стержень, он необходим для фиксации предмета в специальном держателе. Второй — это сама головка, которая приводится во вращательное движение. Передняя поверхность — это место, где происходит стружка детали и ее обработка. Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.
Задней поверхностью принято назвать обратную сторону от процесса. Именно к задней планке обращается изделие, которое в данный момент обрабатывают.
Пр помощи главной кромки — ржущей поверхности — происходит заточка инструментария и заготовок. Элемент располагается на пересечении передней и задней. Если основная передняя поверхность пересекается во вспомогательной и на месте устанавливается резец, то получается дополнительная кромка. С ее помощью проводят несколько другую обработку деталей механизма. Вершиной обозначают именно пресечение последней.
Углы механизма — это важнейшие характеристики, позволяющие выделить основные и вспомогательные компоненты узла токарного станка. Главные производят движение по плоскости, проекции основной на главную ось. Следует обратить внимание, что оси:
- основная накладывается на нижнюю часть механизма — параллельный ход подачи оборудования;
- резания является пересечением с основной, под некоторым углом к поверхности обработки.

В зависимости от пересечения осей выделяют появившиеся углы. Если они находятся между передней резца и основной, то это угол заострения. Ели между поверхностью обработки и задней основной, то задними главными. По аналогии с последним приведенным примером формируются передние главные, расположенные между подачей и проекцией режущей, площадью обработки и передней, проекций вспомогательной и основной.
Сумма углов заострения, задних главных и передних главных никогда не превышает 90 градусов.
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Читать также: Подключение светодиодного светильника с тремя проводами
Как выбрать способ заточки в зависимости от вида резца?
Основная часть состоит их режущей части по металлу или дереву — конструктивное сходство. Присутствует крепление. Но контролируемое удаление части детали возможно различными способами, от этого зависит вид инструментария.
Вид резца определяется количеством поверхностей (можно быть две и более). Поверхностные характеристики определяются шириной лезвия и его формой, так же различаются вариации в зависимости от возможности регулировки (направление выбирается произвольно). Кромка — неотъемлемая конструктивная особенность.
Кромка — неотъемлемая конструктивная особенность.
Выбор вида резца, то есть определенной модели с техническими характеристиками зависит от того, какой предстоит тип работ. Например, для простейшей обработки внешней формы деревянной детали понадобится один вариант, но для стандартизированной схемы изготовления резьбы по металлу — совершенно другой. Меняется не только вид резца, но и способ его заточки.
Плоские прямые
В зависимости от того, используется или металл, или дерево меняются особенности создания плоских прямых резцов. Основное предназначение — обработка поверхности. Но используются данные вариации для создания небольших несложных отверстии, выемок и пазов в изделиях. Плоские прямые резцы отличаются следующими характеристиками:
- возможность создания быстро прямоугольных отверстий;
- вариации ширины лезвия — от 4 до 40 миллиметров;
- вариации угла заточки — от 25 до 40 градусов.
Назначение резца, конструкция, виды
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.
Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Читать также: Как самому сделать съемник для пружин
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.
Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.
Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.
Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Приспособление для заточки токарных резцов
Мусаты
Мусаты — действенный и простой способ. Устройство представляет собой металлический стержень с рубчиком. При помощи рукоятки ведется обработка.
Точильные бруски
Бруски также ручной метод. Деталь прикладывается и с каждой стороны проводится от 10 раз. Требуется определенная сноровка.
Механические точилки
Автоматизированный метод. Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Потребуется выставить необходимые параметры и активно действовать инструментом в зависимости от нужных параметров.
Электрические точилки
Удобны в использовании. Похожа на металлический брус с отверстиями разного размера.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
Основные типы токарных резцов
Проходные
Такими резцами заготовки обрабатываются вдоль оси вращения.
Подрезные
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Канавочные
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Расточные
С помощью таких инструментов на станках выполняют обработку отверстий.
Резьбонарезные
Такие резцы специально предназначены для нарезания резьбы.
Фасонные
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
Фасочные
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Описание техники заточки
Техника безопасности
Заточка проводится с соблюдением ТБ, Специалист надевает защитное оборудование для лица, перчатки. В зависимости от выбранной методики методы безопасности меняются. Прикасаться к устройству и образцу можно только после полного остывания.
Проведение доводки
Доводка долбежных инструментов проводится по выбранной методике. Использующийся ручные способы, автоматизированные станки. Следует понимать, что:
- резцы не погружают в воду — они ломаются;
- при доводке подается вода для охлаждения;
- сначала обрабатывают заднюю грань, а потом главную и вспомогательные;
Твердосплавные варианты доводят медными оселками (пропитывают карбидов бора). Другие виды доводят оселком, смоченным в керосине, с минимальной абразивностью.
Заточной станок для токарных резцов по металлу
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Читать также: Программы расчета углов реза
Порядок и особенности
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см.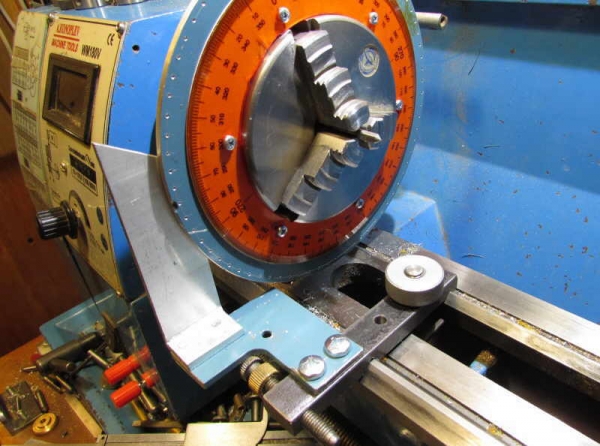 рис. ниже).
рис. ниже).
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Как наточить нож рубанка
Первая попытка правки режущей кромки показала хорошую работоспособность созданного приспособления для заточки столярного инструмента, но сразу указала на его недостатки, которые были допущены в спешке.
Что усложняет работу заточной тележки
О высоте корпуса
Для создания качественной режущей кромки необходимо правильно выставить угол заточки. Он формируется выдвижением ножа рубанка, используемого в качестве гипотенузы прямоугольного треугольника.
Этот фактор необходимо учитывать при создании высоты тележки. Для формирования самых острых углов мне потребовалось максимально выдвигать нож из заточного приспособления, а это не очень удобно.
Поэтому при наладке я уменьшил высоту приспособления до минимума, обрезав часть корпуса. На это ушло всего несколько минут, а возможности и удобство пользования инструментом расширились.
О ширине расстояния между колёсами
Здесь тоже была допущена ошибка. Широкая тележка требует крупногабаритного точильного камня или наждачной бумаги большой площади. Это не экономно.
Широкая тележка требует крупногабаритного точильного камня или наждачной бумаги большой площади. Это не экономно.
Я по возможности уменьшил расстояние между шарикоподшипниками, и они стали помещаться на самодельном точильном камне, сделанном мною из керамической плитки. С его помощью удобно осуществлять доводку режущей кромки после ее правки на крупнозернистой шкурке.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
Читать также: Швеллер 10п размеры гост 8240 89
Технологические операции, проводимые на токарном станке с заготовками при помощи специальных приспособлений, связаны с получением в итоге изделия нужной конфигурации, представленной на чертеже. А чтобы точение было рациональным, точным необходима заточка токарных резцов по металлу, которая выполнит необходимый профиль, углы требуемой величины и соответствующие параметры рабочей части. Подготовке такого средства придается серьезное значение.
Устройство заточных станков
Конфигурация машин характерна для всех металлообрабатывающих станков в целом. Функциональные элементы собраны на тяжеловесной станине. В некоторых моделях предусмотрено прикрепление основания к полу анкерными болтами. Непосредственная металлообработка выполняется вращающимся абразивным кругом, приводимым в движение электродвигателем. При этом обеспечивается достаточно высокая скорость вращения, что служит залогом чистоты обработки.
При этом обеспечивается достаточно высокая скорость вращения, что служит залогом чистоты обработки.
Затачиваемое изделие закрепляется на столе, который поступательно передвигается по горизонтали и вертикали, а также может вращаться вокруг горизонтальной оси, чем обеспечивается поворот обрабатываемого инструмента на нужный угол относительно точильного круга. Это позволяет затачивать изделия сложных конфигураций – токарные резцы, червячные фрезы и так далее. Всеми движениями стола управляет либо оператор, либо автоматика (в моделях с ЧПУ).
Поскольку металлообработка этого вида связана с образованием большого количества отходов, все шлифовально-заточные станки оснащаются защитными экранами и устройствами для сбора частиц абразива, отлетающего от точильного круга, а также стальных опилок. Кроме того, в комплектацию может входить система подачи эмульсии в зону металлообработки для смачивания, локализации и удаления абразивной пыли.
Для управления машиной предусмотрена специальная кнопочная консоль, с помощью которой оператор задаёт необходимый режим обработки, выбирает скорость, регулирует прочие параметры. Модели с ЧПУ оснащаются дисплеем, на котором отражается вся информация о функционировании оборудования. Эти устройства работают без участия оператора, поэтому на качество точения не оказывает влияния человеческий фактор, а кроме того, обеспечивается высокая производительность.
Модели с ЧПУ оснащаются дисплеем, на котором отражается вся информация о функционировании оборудования. Эти устройства работают без участия оператора, поэтому на качество точения не оказывает влияния человеческий фактор, а кроме того, обеспечивается высокая производительность.
Любые из поставляемых нами машин могут комплектоваться дополнительными приспособлениями, расширяющими возможности заточки. В их число входят различные оправки для точильного круга, тиски для закрепления нестандартного режущего инструмента, задние и передние бабки и целый ряд других изделий, обеспечивающих удобство эксплуатации техники и повышающих качество обработки.
Назначение резца, конструкция, виды
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.
Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Читать также: Высокотемпературная краска по металлу для мангала
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Эксплуатационные достоинства оборудования
Предлагаемые нашей фирмой металлообрабатывающие машины производятся ведущими станкостроительными компаниями в соответствии с передовыми технологиями. Это обуславливает наличие у оборудования следующих эксплуатационных достоинств:
- отличное качество металлообработки;
- простота использования;
- компактные габариты;
- длительный срок службы.
В качестве дополнительного преимущества можно указать отсутствие необходимости в сервисном обслуживании на протяжении всего периода эксплуатации. Указанные характеристики делают поставляемую нами технику оптимальным выбором для любого предприятия. Заказывайте наши станки для заточки свёрл, зенкеров, метчиков, торцовых фрез, червячных фрез, дисковых пил, буровых коронок и вы получите предельно функциональное оборудование, использование которого позволит вам быстро приводить в рабочее состояние изношенные режущие инструменты.
Порядок и правила заточки инструмента
Для предупреждения появления сколов и задиров на обрабатываемых деталях, поломки и других нежелательных факторов при работе на токарном агрегате, требуется правильная заточка резца. Эта процедура выполняется при изготовлении нового или износе старого устройства. Сам процесс заточки резцов заключается в придании требуемой формы и необходимого угла затупившемуся или новому приспособлению.
Эта процедура выполняется при изготовлении нового или износе старого устройства. Сам процесс заточки резцов заключается в придании требуемой формы и необходимого угла затупившемуся или новому приспособлению.
Восстановить режущую часть, можно применяя специальное оборудование по металлу при достаточном уровне мастерства и знаний работника. Ведь от правильной заточки токарных резцов зависит трудоемкость и производительность. На крупных предприятиях созданы подразделения занятые подготовкой оснастки. На малых заточка выполняется токарем.
На данный момент существуют следующие способы заточки токарных резцов:
- абразивный;
- химико-механический;
- с использованием специальных приспособлений;
Углы заточки в зависимости от вида точения стали и чугуна
Абразивная заточка резца выполняется на специальном заточном агрегате или стандартном наждаке. При использовании последнего варианта трудно выдержать нужные углы при обработке приспособления. Агрегаты для заточки имеют два круга. Абразив из белого электрокорунда используют для точения резца из быстрорежущей стали. Заточка устройств из твердых сплавов выполняется кругом из карбида кремния зеленого цвета.
Агрегаты для заточки имеют два круга. Абразив из белого электрокорунда используют для точения резца из быстрорежущей стали. Заточка устройств из твердых сплавов выполняется кругом из карбида кремния зеленого цвета.
Алмазным диском делают финишную шлифовку на токарном или другом агрегате. Химико-механический способ подразумевает точение в специальном составе. Точность заточки проверяют шаблонами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Специализированные заточные станки
Если универсальное оборудование предназначается для обработки обычного режущего инструмента, то специализированные заточные станки используются для формирования острых кромок инструментария специального назначения, к которому относятся всевозможные фрезы нестандартных конфигураций, протяжки, зуборезные головки, коронковые части буров и другие изделия.
Использование этих машин позволяет приводить в рабочее состояние те инструменты, которые невозможно заточить на универсальной технике. На все вопросы, касающиеся конкретного применения того или иного специализированного оборудования, ответит компетентный специалист нашей компании. Вы получите подробные ответы и рекомендации по выбору модели с учётом именно ваших требований.
На все вопросы, касающиеся конкретного применения того или иного специализированного оборудования, ответит компетентный специалист нашей компании. Вы получите подробные ответы и рекомендации по выбору модели с учётом именно ваших требований.
Компания EuroStore получает оборудование напрямую от производителей, поэтому предлагает машины на выгодных условиях. Поддерживаются гарантийные обязательства изготовителей. Техника отправляется по любому адресу в Российской Федерации и странах ЕАЭС. Перед отправкой обеспечиваются меры транспортировочной безопасности, и покупатель получает товар в исправном состоянии.
Станок для заточки токарных резцов по металлу в Нижнем Тагиле: 586-товаров: бесплатная доставка, скидка-57% [перейти]
Партнерская программаПомощь
Нижний Тагил
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Вода, газ и тепло
Вода, газ и тепло
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Все категории
ВходИзбранное
Станок для заточки токарных резцов по металлу
165 400
Станок для заточки токарных резцов РР-М3 Тип: станок, Тип инструмента: инструменты
ПОДРОБНЕЕЕще цены и похожие товары
28 249
Оснастка для заточки токарных резцов для станка ZS-110 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу Энкор 8*8, 5 шт Т5К10 505708
В МАГАЗИНЕще цены и похожие товары
Набор токарных резцов по металлу Энкор 10*10, 5 шт Т5К10 505721
В МАГАЗИНЕще цены и похожие товары
Набор токарных резцов по металлу Энкор 10*10, 5 шт Т5К10 505721 Производитель: Энкор
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу ООО петро-инструмент X7396801 Материал: сталь
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу ООО петро-инструмент X7397472 Материал: сталь
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов Состоит из 11 резцов, 12 мм
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу 12*12, 12 шт Тип: резец, Производитель: Энкор, Назначение:
ПОДРОБНЕЕЕще цены и похожие товары
10 414
Набор резцов для токарного станка PD250/E, 5 Proxxon PRO24530 Производитель: Proxxon, Назначение:
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу Энкор 12*12, 5 шт Т5К10 505734 Производитель: Энкор, Назначение:
ПОДРОБНЕЕЕще цены и похожие товары
Заточка токарных резцов по дереву, видеокурс, токарное дело Тип: резец, Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу Энкор 12*12, 5 шт Т5К10 505734 Тип: патрон, Производитель: Энкор,
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу ООО петро-инструмент X7398920 Материал: сталь
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов Состоит из 11 резцов, 10 мм
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу Энкор 12*12, 5 шт Т5К10 Тип: патрон, Производитель: Энкор,
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу 12*12, 12 шт Тип: резец, Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу 10*10, 12 шт Тип: резец, Назначение: токарные станки
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу Энкор 8*8, 5 шт Т5К10 505708 Производитель: Энкор
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу 12*12, 12 шт Т5К10 Производитель: Энкор, Назначение: токарные
ПОДРОБНЕЕЕще цены и похожие товары
Набор токарных резцов по металлу 11 шт Энкор 23362 Производитель: Энкор
ПОДРОБНЕЕЕще цены и похожие товары
119 990
Станок токарный ЭНКОР Корвет 403 по металлу
В МАГАЗИНЕще цены и похожие товары
119 990
Станок токарный Корвет 401 по металлу
В МАГАЗИНЕще цены и похожие товары
119 990
Станок токарный ЭНКОР Корвет 402 по металлу
В МАГАЗИНЕще цены и похожие товары
119 990
Станок токарно-фрезерный ЭНКОР Корвет 407 по металлу
В МАГАЗИНЕще цены и похожие товары
Резец ЗУБР «ЭКСПЕРТ» сменный твердосплавный для набора 18371-h4 тип «Круг», 12,5мм
ПОДРОБНЕЕЕще цены и похожие товары
Резец ЗУБР «ЭКСПЕРТ»сменный твердосплавный для набора 18371-h4 тип «Квадрат», 11,5мм, 4 рабочие грани
ПОДРОБНЕЕЕще цены и похожие товары
95 113
Станок для заточки фрез AR MR-X3A 4-20 мм Тип: станок, Мощность двигателя: 160Вт, Тип инструмента:
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
[Как мне?] — Заточка твердосплавных токарных инструментов
redvan22
H-M Supporter — Серебряный член
#1
Привет,
У меня есть набор твердосплавных инструментов для моего мини-токарного станка, которые нуждаются в настройке. На вопрос пожилому рабочему в Home Depot мне сказали, что мне нужна специальная машина для измельчения карбида, и поэтому мне нужно будет отправить их, а не покупать оборудование. Друг сказал, что все, что мне нужно, это специальный круг для шлифовальной машины, любая настольная шлифовальная машина.
Что правда?
Майк
Бенмикри
Джон Йорк
#2
Твердосплавные инструменты можно затачивать на обычном настольном шлифовальном станке, но он не дает наилучших результатов с точки зрения отделки. Требуется специальный шлифовальный круг из абразива из карбида кремния. Когда я был учеником, это все, что было в магазине, и мы использовали много напаянных инструментов в магазине; у них было несколько шлифовальных машин для твердосплавных инструментов, некоторые с торцевыми кругами и одна, похожая на обычную настольную шлифовальную машину с 7-дюймовыми колесами. Специальная твердосплавная шлифовальная машина в целом лучше и может быть оснащена торцовым кругом из карбида кремния для грубой шлифовки и алмазным круг для отделки,
Требуется специальный шлифовальный круг из абразива из карбида кремния. Когда я был учеником, это все, что было в магазине, и мы использовали много напаянных инструментов в магазине; у них было несколько шлифовальных машин для твердосплавных инструментов, некоторые с торцевыми кругами и одна, похожая на обычную настольную шлифовальную машину с 7-дюймовыми колесами. Специальная твердосплавная шлифовальная машина в целом лучше и может быть оснащена торцовым кругом из карбида кремния для грубой шлифовки и алмазным круг для отделки,
Последнее редактирование:
redvan22
H-M Supporter — Серебряный член
#3
benmychree,
Могу ли я приобрести карбид кремния и алмазный круг в местном магазине товаров для дома?
И это дорого?
Майк
Джим Доусон
Глобальный модератор
#4
Правда в том, что рабочий H-D ошибается. Никакого специального оборудования не требуется, если вы не занимаетесь производственной заточкой.
Зеленый круг (карбид кремния) обычно используется для заточки карбида на настольном шлифовальном станке. Лучше всего алмазный круг, но это дорого. Сказав это, Harbour Freight продает маленькие алмазные круги, которые подходят к любому инструменту с патроном 1/8 дюйма (Dremel или аналогичный). Я использую их для быстрого подкрашивания и придания формы. https://www.harborfreight.com/diamond-rotary-cutting-discs-5-pc-69657.html (около 7 долларов за 5), Home Depot продает то же самое под брендом Dremel примерно по 19 долларов за штуку.
Они также продают 4-дюймовый алмазный круг для заточки пильных полотен https://www.harborfreight.com/repla…-volt-circular-saw-blade-sharpener-98862.html Уверен, что вы могли бы приспособить это к чему-нибудь.
Но обычно я просто подхожу к настольному шлифовальному станку и затачиваю насадки на стандартном оксидно-алюминиевом круге, вам просто нужно приложить немного больше усилий.
Бенмикри
Джон Йорк
#5
Знакомые мне круги из карбида кремния для настольных шлифовальных станков были темно-серого, почти черного цвета и производились компанией A.P. DeSanno, торговая марка Radiac, спецификация C100-H02-YDZ 7 X 1 X 5/ 8. По моему опыту, они работали лучше, чем круги с зеленым песком.
Вы должны получить их через промышленного дистрибьютора. Вы также можете обратиться в E Bay за алмазными кругами с торцевым шлифованием, которые можно было бы адаптировать к настольному шлифовальному станку с изготовленным наклонным столом.
Барон J
Зарегистрировано
#6
Привет, ребята,
Эти очень дешевые диски диаметром 100 мм с алмазной кромкой для резки керамической плитки прекрасно работают. Не используйте те, у которых есть зазоры в ободе.
Не используйте те, у которых есть зазоры в ободе.
У меня есть дешевая пила для плитки, купленная в Aldi, которой я пользуюсь. Я только что сделал пару приспособлений, чтобы получить нужные углы, так как у станка нет механизма для наклона лезвия. В моей пиле есть очень удобный резервуар для воды, который находится под колесом и может использоваться для охлаждения колеса.
tomfiii
Зарегистрировано
#7
Их можно использовать./ https://www.ebay.com/itm/6Inch-Grit…m=641079134200&_trksid=p2047675.c100005.m1851
Барон J
Зарегистрировано
#8
Привет, ребята,
Будьте осторожны с этими дисками! Они довольно тонкие, и алмазный слой распадется и отслоится, если инструмент, который вы затачиваете, вообще вонзится. Алмазы встроены в то, что представляет собой всего лишь тонкий слой припоя. Однако, если вы позаботитесь, они будут работать просто отлично. Они должны поддерживаться какой-либо опорной пластиной. Я приложил один к краю шлифовального круга на моей 6-дюймовой шлифовальной машине, чтобы обеспечить поддержку. Это работало хорошо, пока…
Jimsehr
Активный пользователь
#9
У Amazon есть много кругов для шлифовального карбида r.
ГрейТек
Зарегистрировано
#10
Твердосплавная пыль опасна. Носить маску!!!!! Карбид кремния
— лучший выбор для качественной отделки. Алмазные круги Я предпочитаю эти… (332443463963 введите номер этого товара в поиск на eBay).
Отправлено с моего h4123 через Tapatalk
Precise Universal Cutter Sharpener — UCS-001
Добавление в корзину… Товар добавлен
Прецизионный универсальный точильный станок
Для заточки быстрорежущих и твердосплавных гравировальных фрез, а также одно- или многокромочных фрез различной формы, таких как радиусные фрезы или фрезы с отрицательным углом конусности.
Универсальная делительная головка имеет 24 положения, что позволяет получить любой конкретный угол формы, допускается свободный угол 360° для заточки концевых фрез, спиральных сверл и инструментов для токарных станков. Меняйте только крепление индексной головки; не требует сложной настройки.
Особенности:
- Шпиндель и направляющая имеют микрорегулировку до 0,0005 дюйма с легко читаемыми лазерными линиями на нониусе
- Плавное вращательное движение на каждом шарнире для облегчения процесса шлифования под необходимыми углами заднего угла шлифовка
- В комплект входят несколько насадок, позволяющих затачивать концевые фрезы, сверла, токарные инструменты с твердосплавными напайками, развертки и пуансоны обеспечивает более длительный срок службы двигателя и позволяет работать более бесшумно, чем другие обычные кофемолки.
- Используется электромагнитный переключатель, который гарантирует, что в случае внезапного отключения питания, обрыва фазы питания или других аварийных ситуаций выключатель отключится первым и защитит двигатель, чтобы повысить электрическую безопасность.

- Во всех рукоятках кофемолок используются регулируемые рукоятки, которые обладают большей гибкостью.
- Все основные части кофемолок изготавливаются в соответствии с точными техническими требованиями. Благодаря нескольким процессам термообработки долговечность и точность шлифовального станка значительно улучшаются.
- Каждая шлифовальная машина должна соответствовать немецким стандартам качества, и большие партии продукции экспортируются на европейские рынки. Биение конического отверстия менее 0,0098 мм, и каждое биение шлифовального станка проверяется перед отправкой от производителя.
- Каждый шлифовальный станок имеет инструкцию по эксплуатации и заводской сертификат с печатью. Производитель имеет сертификат ISO 9001. Кроме того, на каждой коробке есть серийный номер, по которому можно проследить исходную информацию о каждой кофемолке.
Что включено:
- Приспособление для заточки концевой фрезы и развертки
- Приспособление для заточки спирального сверла
- Приспособление для заточки токарного инструмента
- Цанги 5C: 1/8″, 1/4″, 3/8″, 5/8″, 1/2″
- 4″ x 1-1/4″ алмазный шлифовальный круг с зернистостью 320 с 1-1/ Отверстие 4 дюйма для шлифовального карбида
- Прямой чашечный круг из карбида кремния с зернистостью 80K 4 дюйма для шлифования быстрорежущей стали
- Галогенная рабочая лампа
- Алмазный инструмент для правки круга
- Запасной приводной ремень
- Ключ для монтажа алмазный круг
Дополнительные принадлежности:
- # 2257 — прямой чашечный круг 80k зернистость, 5300 макс.
 об/мин. Оправка 4″ x 2″ x 1-1/4″
об/мин. Оправка 4″ x 2″ x 1-1/4″ - # 2256 — Алмазный шлифовальный круг зернистостью 320, оправка 4″ x 1-1/4″ x 1-1/4″
Motor 1/3 HP, 1-Phase 110 Volt, 3340 RPM, 3.58 APM Motor Spindle Speed 5000 RPM Cup Wheel 4″ x 2″ Straight- Up Style с отверстием 1-1/4 дюйма, зернистость 80K Алмазный круг 4 «x 1-1/4 с 1-1/4» заловой 320 ГРИТ Инструмент после продольного перемещения 5,5 « Micro-Adjustment Resolution 0352 . 0-180 Degree Relief Angle 0-40 Degree Negative Angle 0-52 Degree Swing Stop 0-180 Degree 5C Collet Clamping Capacity 1/16″ — 1″ Размер цанги 5C в комплекте 1/8″, 1/4″, 3/8″, 1/2″, 5/8″ Концевая фреза Диаметр до 5/8″ (на момент поставки) Сверло Диаметр до 15/32″ Токарный инструмент До 13/16″ 9316 x 1334″ Фреза с одной кромкой Диаметр до 15/32 дюйма (на момент поставки) Универсальный точильный станок Precise — UCS-001
Универсальный точильный станок Precise — UCS-001
Выбор шлифовального круга? | Главная Модель Форум машинистов двигателей
Наивные амбиции
Известный член
#1
Я устанавливаю шлифовальную станцию для заточки своих инструментов и получаю ?s относительно используемых типов кругов.
Сначала я буду точить токарные резцы, сверла и, возможно, концевые фрезы. У меня есть книга по шлифовальному приспособлению Гарольда Холла, чтобы помочь с углами.
Мой вопрос больше о том, какое колесо использовать. Имеется в виду чашка, установленная на тарелке, обычная плоская поверхность.Точилка говорит использовать сторону reg. колесо, и хотя это может быть нормально где-то еще, мне дико неудобно это делать. Я уверен, что передняя часть будет работать с жесткой настройкой, чтобы исключить изгиб, но если она когда-нибудь поймает их, будет много частей и частей в полете.
Итак, заранее подумали, что будет установленное на пластине колесо для сверления (вероятно, оксид алюминия) и инструменты для токарного станка из быстрорежущей стали. И зеленый для токарного карбида.
И зеленый для токарного карбида.
Правильно ли я понимаю, что вы используете только лицевую сторону колеса для крепления на пластину?
А что касается заточки концевой фрезы, я полагаю, алмазный чашечный круг, возможно, я захочу заточить боковые канавки позже, когда прочитаю книгу Гарольда, но пока только торцевую часть.TonyM
Известный пользователь
#2
Меня учили использовать только переднюю часть круга настольного шлифовального станка. Использование стороны руля всегда было большим «нет». Круги
Toolroom и то, как они используются, отличаются, потому что резка гораздо более контролируема, чем шлифование вручную.
Я планирую установить алмазные круги для чистовой обработки своих инструментов. Грубая шлифовка при необходимости с помощью настольного шлифовального станкаголдстар31
Известный член
#3
Я действительно возвращаюсь к твоим прежним дилеммам с сверлильными инструментами или чем-то еще.
В книге Холла почти нет недостатков, за исключением того, что все меняется, и, вероятно, добавление алмазов и CBM очень поможет вам.
Тем не менее, я бы посоветовал вам прочитать и изучить веб-страницы GadgetBuilder.com Джона Морана.
Я просмотрел текст и т. д. , и хотя я могу возразить по поводу клона Декеля, вы могли бы извлечь выгоду из двух простых зажимных приспособлений в качестве отправной точки. Небольшие усилия, необходимые для их изготовления и использования, означают, что если они вам не подходят, вы не много потеряли.
, и хотя я могу возразить по поводу клона Декеля, вы могли бы извлечь выгоду из двух простых зажимных приспособлений в качестве отправной точки. Небольшие усилия, необходимые для их изготовления и использования, означают, что если они вам не подходят, вы не много потеряли.Опять же, я сильно подозреваю, что ваши предыдущие усилия были сорваны из-за вашей неспособности сделать то, что Том Уолшоу написал как Tubal Cain, все, что нужно делать или не делать с той маленькой частью в конце инструмента, который имеет значение.
Я бы серьезно посоветовал вам «зачернить» немного водостойким маркером и отшлифовать алмазной пастой или пленкой. Конрад Хоффман — я уже упоминал о нем ранее — подробно рассказывает на своем сайте Advanced Tool Sharpening.Если вы хотите, чтобы токарные станки почти не пылили, а ваша работа блестела так же хорошо, как «микрофон», попробуйте Walshawand Hoffman.
Я думаю, что внимание к окончательной заточке очень поможет вам.
Дайте мне знать
Норман
Энтропия455
Известный член
#4
Для заточки напаянных твердосплавных насадок используйте зеленый круг из карбида кремния для грубой обработки и алмазный круг для правки чистовой режущей кромки. (настольный шлифовальный станок с каждым типом круга на конце). Для заточки бит из быстрорежущей стали используйте только круги из оксида алюминия (настольная шлифовальная машина с одним грубым и одним тонким кругом из оксида алюминия). Не затачивайте HSS карбидом кремния или алмазными кругами.
Никогда не шлифуйте на боковой стороне шлифовального круга, если специально не указано, что он предназначен для боковой нагрузки. Существуют настольные шлифовальные круги, предназначенные для резки сбоку, а не только с внешней стороны, но они не распространены и обычно стоят дороже.
Специальное оборудование для заточки будет использовать специальные круги (чашка, пластина, другое…), тогда как настольные шлифовальные станки используют стандартные колеса.
 Преимущество специализированного оборудования для заточки заключается в том, что для позиционирования инструмента обычно используются прецизионные приспособления. Недостатком специализированного оборудования для заточки является высокая стоимость.
Преимущество специализированного оборудования для заточки заключается в том, что для позиционирования инструмента обычно используются прецизионные приспособления. Недостатком специализированного оборудования для заточки является высокая стоимость.http://www.grizzly.com/products/Grizzly-Universal-Knife-Grinder/G2790
Компания Grizzly продает точилку для использования с колесами с боковой загрузкой. Они же продают только колеса. Это устройство (ссылка выше) предназначено для заточки строгальных и фуганочных ножей, но также может использоваться в качестве шлифовального круга с боковой загрузкой.
голдстар31
Известный член
#5
ИТМА!
У меня есть круг из CBN с зернистостью 160, который подходит как для быстрорежущей стали, так и для твердых сплавов.
 Использование зеленого песка — это первоклассный способ заполнить мастерскую облаками песка.
Использование зеленого песка — это первоклассный способ заполнить мастерскую облаками песка.Что касается стали и алмазов и предполагаемого разрушения углерода при нагревании, то это просто бабушкины сказки, и, к сожалению, Энтропия присоединилась к кругу вязания или ничего.
И здесь практика и теория расходятся. Соблюдая осторожность, рабочий с небольшим опытом может использовать алмазы и, что более важно, создать зеркальный край инструмента, который, как мы знаем (или нет), придает работе одинаково зеркальный вид.
Чего следует избегать, так это отрицательных углов инструмента, которые часто используются на вставках из цементированного карбида, что придает необходимую жесткость и мощность для отталкивания нежелательного металла. Я не сомневаюсь, что обычный токарный станок мелкого моделиста в домашней мастерской не имеет ни того, ни другого.
Опять же, пишу для любителя, а не для тех, кому уныло приходится зарабатывать свои копейки на больших машинах.
 Кто-то должен, но это хобби — не более.
Кто-то должен, но это хобби — не более.Несколько лет назад я делал связки для абразивных кругов, а также помогал разрабатывать фрезы из карбида вольфрама для резки минеральной ваты
для американской компании, у которой были проблемы с машинами Dankhaert. К счастью, а не к печали, я убрал свою логарифмическую линейку и некоторое время продолжал играть со счетом бобов, пока не сказал: «Хватит, с меня достаточно» и поднял два пальца средних лет, говоря, что мне нужно работать на кого-то другого.Между прочим, у меня есть Clarkson, Quorn, который я сделал, Kennet, Stent, который кто-то сделал сваркой (и умер), и я играю с одной из этих китайских штук Deckel с двумя типами алмазных колес и 80 шлифовать обычным колесом. Я также балуюсь гонеостатами и декоративной токарной обработкой, но я пишу для молодых? человек с ограниченным опытом и успехом.
Да отстой??? Это выражение?
Норма
Энтропия455
Известный член
#6
goldstar31 сказал:
— и, к сожалению, Энтропия присоединилась к кругу вязания или ничего.
Нажмите, чтобы развернуть…
Еще один снисходительный и пассивно-агрессивный джеб — настоящий класс…
Наивные амбиции, лучше всего использовать какую-то систему сбора пыли при использовании шлифовальных кругов внутри. Магазинный пылесос с высокоэффективным фильтром работает хорошо. Другой вариант — использовать небольшой воздуховод и воздуходувку и просто выпускать воздух наружу (что я делаю для сварочного дыма и шлифовальной пыли). Если вы живете в районе с хорошей погодой круглый год, вы всегда можете поставить свою настольную кофемолку на улице под навесом.

Я не уверен, что Goldstar имеет в виду с бриллиантами и теплом??? Оксид алюминия для заточки HSS просто прекрасен, а алмазные круги довольно дорогие.
голдстар31
Известный член
#7
Entropy455 сказал:
Еще один снисходительный и пассивно-агрессивный джеб — настоящий класс…
Я не уверен, что Goldstar имеет в виду с бриллиантами и теплом??? Оксид алюминия для заточки HSS просто прекрасен, а алмазные круги довольно дорогие.
Нажмите, чтобы развернуть.
 ..
..Неплохо для ребенка, бросившего школу в 14 лет после жалкого военного образования — так что спасибо!
Алмазы представляют собой чистый углерод, и поэтому существует фракция, утверждающая, что тепло, выделяющееся при шлифовке алмазного круга, будет быстро уничтожено. Я в числе многих других не подписываюсь. Что касается цены, то алмазные или, вернее, синтетические диски удивительно дешевы, и если бы вы следовали прекрасному совету Базмака раньше, вы бы прочитали, насколько дешевы эти круги (и пасты).
Когда они были дороги, мой первый был из фирмы, которая формировала линзы, и моя жена, которая была членом Королевского колледжа хирургов, играла на барисаксе с оптиком, который играл на базовом кларнете, у которого был «в» с местные оптические заводы и — я не упускал возможности! К сожалению, сейчас с нами нет никого, кроме алмазного круга. Я вернулся, чтобы помочь девяностолетнему человеку, который построил инструмент для стента с длинной колесной базой и шлифовальный станок, и у него все еще есть свой.
 Мы часто перетачиваем сверла по каменной кладке, будучи пенсионерами по старости и не имея достаточного дохода. (кхм!)
Мы часто перетачиваем сверла по каменной кладке, будучи пенсионерами по старости и не имея достаточного дохода. (кхм!)Так что, если вы все еще с нами, я предложил вам зайти на Gadget Builder.com, и он построил Brooks-Stent на основе работ Дерека Брукса и был опубликован в выпусках 16 и 17 Model Engineers Workshop.
У меня все еще есть копии в файле. Но читая дальше, Брукс использовал свою машину для шлифовки игольчатых клапанов для двигателей своих моделей.
У меня есть «короткий» стент, который был сварным образом изготовлен из секций мягкой стали и, как и ошибочные представления о трении стали о сталь, работает замечательно хорошо.Итак, NA, у вас большой и практический опыт.
Норма А
ДЖП
Известный член
#8
Я построил шлифовальный станок и приспособление, используя чашечный круг для заточки концевых канавок фрезы. Мой вывод таков, что 80% результата достигается при 20% усилий и этого достаточно для моего уровня хобби обработки. Спиральные сверла можно затачивать вручную, а твердосплавным сверлам возвращать форму с помощью зеленого круга.
Все это малобюджетные решения, но приемлемые для меня без необходимости покупать новую режущую насадку, когда старые затупляются или трескаются.
Мои мысли для обсуждения.
БиллВуд
Активный член
#9
Здравствуйте,
Недавно я начал использовать алмазные диски, кажется, они очень хорошо работают с быстрорежущей сталью и обсуждаются на различных форумах в Интернете, вы можете получить маленькие диски для использования с инструментами типа Dremel большой 6 » для использования на настольных шлифовальных станках
Довольно дешевые по сравнению с кругами AlOx.

Попробуйте здесь для начала, чтобы посмотреть, что доступно Инструменты/Diamond-Flat-Lap-Disc/_i.html?_storecat=3920503013
Стоит просмотреть другие продукты, пока вы там.
Я использую 6-дюймовый диск, поддерживаемый диском из МДФ — вы можете использовать сталь или даже круг Alox в качестве опорной пластины — тогда, возможно, вы могли бы «безопасно» заточить на стороне круга, а другой бит как хорошо?
Я использовал одну из этих маленьких 4-дюймовых «бриллиантовых» чашек за 5 долларов, но говорят, что они из CBN, а не из алмаза, но кого это волнует? Однако я довольно быстро стер все алмазы со смолы. Как и все, там будут продукты хорошего качества и продукты плохого качества, 5 долларов, вероятно, были слишком дешевыми. Другие люди сообщали, что они нашли хорошее применение этим маленьким колесам.
https://www.ebay.com.au/itm/100x20x…=item4d84218b12:g:tzMAAOSw~xtcCNX1:rk:89:pf:0
Билл
голдстар31
Известный член
#10
Bill
Даже если колесо за 5 долларов быстро изнашивается, это все равно дешевле, чем замена дешевых твердосплавных наконечников.
Что касается вашей довольно странной конфигурации, то я хотел бы упомянуть, что ее можно было бы преобразовать для использования ряда более тонких сортов синтетических алмазных паст, движущихся с безопасной скоростью.В этом нет ничего нового, во времена первых токарных станков, таких как у Модсли и Хольцапфеля, люди сортировали свою крупу и использовали ее для обработки моржовой шкуры. Мой отец использовал длинный кожаный ремень, пропитанный веществом из корродирующих свинцовых слитков, чтобы сделать свои собственные бритвы с полой шлифовкой. Ничего из вышеперечисленного сегодня неприемлемо, но зерно разумной практики есть.
Как уже говорилось ранее, у меня есть пара Myfords, но когда я купил делительную головку и заднюю бабку Vertex, я получил непросверленную чугунную лицевую пластину, и я часто брызгаю каплей или двумя алмазными пастами выбранного сорта, распределяя их с помощью немного больше свиного масла и получить зеркальную режущую кромку, проткнув ее на носике шпинделя токарного станка, что я ранее предложил Naiveambition.
Возможно, это не соответствует принятой инженерной практике, но это так.Ура
N
Наивные амбиции
Известный член
#11
Спасибо всем за их сообщения. Goldstar, Когда я работал над проблемой заточки фрезы, я заметил несколько проблем с токарным станком. Моя установка для зубчатого зацепления составляет 40 нитей на дюйм, и то, что я вижу, — это реальная резьба, использующая наконечник без резьбы. Мой финиш очень стабильный, просто недостаточно медленная подача. Когда я выполнял встроенное растачивание, мой инструмент имел плоское острие шире, чем 40 tpi, и это дало отличные результаты.

Так как я работаю с более тонкой подачей, мне нужно заточить сверла. Заточка концевой фрезы, надеюсь, сэкономит немного денег. У меня есть плохая привычка не следить за подачей и скоростью, и я склонен преждевременно затуплять фрезы. Очевидно, неопытность, но если машина трясется, я отступаю. Наверняка это сказывается на работе.
Почти каждый раз я оттачиваю свои инструменты, но мне все еще не хватает того милого движения, которое объединяет все это. Я чувствовал, что мне нужен более контролируемый подход к шлифовке навскидку. Я сделал это, но с передаточным числом 1-10 Сверла- ну не будем даже туда
Я планирую специальную шлифовальную машину в основном для сверл и токарных инструментов. И шлифовальный станок, адаптированный к другой установке, аналогичной шлифовальному станку.
Хотя и совершенно не по адресу, я хотел бы сказать, что мне нравится учиться у опытных старших товарищей и свободно давать знания на всю жизнь нам, неопытным. И поскольку среди плакатов будут разногласия, мы должны помнить, что все мы напортачили по пути. Мне говорили, что в процессе обучения часто узнаешь больше о том, чего не делать, чем о том, что делать. Этот сайт для меня как тысяча бабушек и дедушек, которые разбираются в механической обработке, так что продолжайте в том же духе
Мне говорили, что в процессе обучения часто узнаешь больше о том, чего не делать, чем о том, что делать. Этот сайт для меня как тысяча бабушек и дедушек, которые разбираются в механической обработке, так что продолжайте в том же духеголдстар31
Известный член
#12
NA- Я надеюсь, что к настоящему моменту вы делаете одно из простых приспособлений, которое позволит избежать закругления режущих кромок. Вероятно, вам следует утилизировать оба круга, которые поставлялись с вашей двухсторонней шлифовальной машиной, и заменить что-то вроде круга из CBN на одном конце и мягкого зернистости 80 на другом.
 Затем избавьтесь от обычно безнадежных остатков чем-то более сильным и большим.
Затем избавьтесь от обычно безнадежных остатков чем-то более сильным и большим.У меня есть станки, но я часто обманываю алмазным плоским «камнем» зернистостью 600 – вручную. Как правило, это то, что делают опытные мастера, но я предлагаю вам избегать таких мер, которые вы изучаете.
Что касается нарезания резьбы 48 tpi, наверняка есть мод или приспособление для нарезания более тонкой резьбы. Может быть, лучшее банджо, которое займет еще один набор редукторов в банджо.
Держи меня в курсе
Норман
БиллВуд
Активный член
№13
goldstar31 сказал:
Bill
Как было сказано ранее, у меня есть пара Myfords, но когда я купил делительную головку и заднюю бабку Vertex, я получил непросверленную чугунную лицевую пластину, и я часто брызгаю каплей или двумя алмазными пастами выбранного сорта, нанесенными на Добавьте еще немного жирного масла и получите зеркальную режущую кромку, проткнув ее на носике шпинделя токарного станка, что я ранее предлагал Naiveambition.

Возможно, это не соответствует принятой инженерной практике, но это так.Ура
Н
Нажмите, чтобы развернуть…
Goldstar,
Меня интересует ваш процесс хонингования — какую зернистость алмазной пасты вы используете?
Несколько лет назад я прошел курс по шабрению в Мельбурне, и процесс, который вы описали выше, заключался в том, как они затачивали лезвия шабера из твердого сплава.
Люди говорили мне, что после заточки они могут сбрить волосы с руки с помощью заточенного инструмента HSS, я никогда не мог этого сделать, и заточка всегда была для меня чем-то вроде загадки. Я просмотрел предыдущие сообщения и заметил, что вы рекомендуете книгу Яна Брэдли «Формовочный станок и инструменты для токарных станков», но в данный момент ее очень трудно найти по разумной цене.
Билл
голдстар31
Известный член
№14
Приветствую вас, Билл, и спасибо за ваши комментарии.
Много лет назад я купил на Ebay коллекцию шприцев. Я склонен использовать зеленый материал, но, очевидно, есть и более тонкий материал.Конечно, есть возможность сбривать волосы.
Действительно, у вас должно быть несколько заточек с пропиткой различных сортов и обработка от грубой до самой тонкой. Это скорее похоже на использование. последовательность градуированной абразивной бумаги при перекраске автомобиля.Возвращаясь к Брэдли, он также написал «The Grinding Book». Опять же, немного старомодно, но золотая пыль.
Кстати, Connelly’s Machine Tool Reconditioning доступен в сети.
Помогает ли это
Норман
Энтропия455
Известный член
№15
Вчера я разговаривал с слесарем на работе (эти ребята зарабатывают на жизнь затачиванием инструментов). Твердосплавные насадки затачиваются кругами из карбида кремния и окончательно полируются алмазными кругами. Биты HSS затачиваются только кругами из оксида алюминия. Если на инструменте из быстрорежущей стали требуется тонкая бритвенная кромка, они окончательно обрабатывают его кругом из CBN (который по конструкции идентичен алмазным кругам — очевидно, из другого абразивного материала). Я специально спросил, что произойдет, если вы попытаетесь отрезать/полировать инструмент из быстрорежущей стали на алмазном круге. Он сказал: «HSS заклеит алмазный круг». забыл спросить как точат
биты кобальта.Интересно, что у них около 30 станков для заточки инструментов в цехе (примерно 20 х 150 футов). Только три машины имеют запас охлаждающей жидкости. Все нормально режется всухую, где колеса быстро крутятся.
 Имеется центральная система пылеулавливания, которая всасывает воздух параллельно от колес каждой машины (за исключением машин с водяным охлаждением).
Имеется центральная система пылеулавливания, которая всасывает воздух параллельно от колес каждой машины (за исключением машин с водяным охлаждением).голдстар31
Известный член
№16
Электричество и газ отключены, проводится ежегодное обслуживание.
Итак, еще немного
Я предлагаю вам Google Home Shop Machinist- или присоединиться и добавить «алмазные пасты»
Зеркальная отделка – правда или вымысел. Вам понравится.
Я мог бы подойти как Ravensworth3674.
Чертовски много хороших, но старых вещей на инструментах и шлифовальных станках
Еще раз ура
N
Барон Дж
Сварливый старый придурок.

# 17
Привет Наивные амбиции,
Naiveambition сказал:
Я устанавливаю шлифовальную станцию для заточки своих инструментов и получаю ?s относительно используемых типов кругов.
Точилка говорит использовать сторону рег. колесоНажмите, чтобы развернуть…
Я немного опоздал в этой теме, но неважно
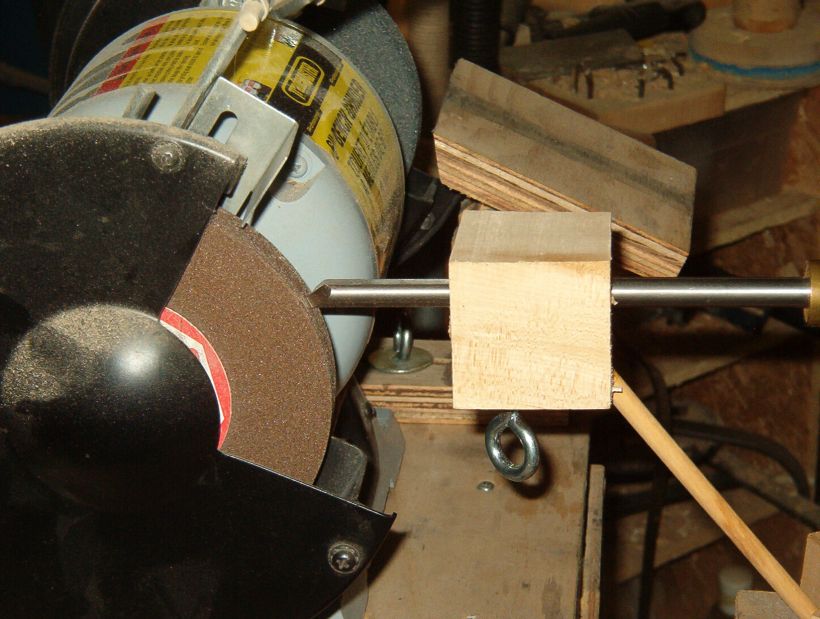
Что касается использования стороны колеса, это не проблема!
Учтите, что вы затачиваете сверло сбоку от круга, усилия настолько малы, что их практически не существует.
 Теперь, если вы делаете что-то, что требует сильного давления, определенно больше, чем просто заточка сверла, то это будет определенно НЕТ. Используйте переднюю часть колеса.
Теперь, если вы делаете что-то, что требует сильного давления, определенно больше, чем просто заточка сверла, то это будет определенно НЕТ. Используйте переднюю часть колеса.Барон Дж
Сварливый старый придурок.
# 18
Привет, Билл,
JMTPW,БиллВуд сказал:
Я использовал одну из этих маленьких 4-дюймовых «бриллиантовых» чашек за 5 долларов, но говорят, что они из CBN, а не из алмаза, но какая разница? Однако я довольно быстро стер все алмазы со смолы.
 Как и все, что там будет хорошего качества продукты и продукты плохого качества 5 долларов, вероятно, было слишком дешево.Другие люди сообщали, что они нашли хорошее применение этим маленьким колесам.
Как и все, что там будет хорошего качества продукты и продукты плохого качества 5 долларов, вероятно, было слишком дешево.Другие люди сообщали, что они нашли хорошее применение этим маленьким колесам.Нажмите, чтобы развернуть…
Я использовал и использовал несколько таких 100-мм чашечных кругов. Я обнаружил, что они могут быть либо алмазными, либо CBN. Я думаю, проблема с бриллиантами в том, что люди слишком сильно надавливают и просто стирают бриллианты. CBN, похоже, представляют собой абразивную матрицу, встроенную в носитель, и, похоже, лучше сохраняются. Другое дело, что они часто работают слишком медленно. Где-то около 5000 об/мин — лучшая скорость, но большинство людей ставят их на вал асинхронного двигателя, работающего на 2800 об/мин. Конечно, для заточки инструментов предпочтительнее более высокие скорости.
голдстар31
Известный член
# 19
Я думал об инструменте и шлифовальном станке, который продает компания Eccentric Engineering.
Базмак сделал, но есть интересное видео дизайнера, использующего двухсторонний 6-дюймовый шлифовальный станок с мягким камнем??? зернистостью 80 и CBN на другом.Чертовски приятно, я купил что-то подобное у axminster tools, снял брусчатку с зернистостью 36 с одного конца и заменил на 160-зернистый CBN.
И тут мне вспомнилось и наверное самое дешевое и простое в сборке- для Канукс и США это Тинкер Нормана Тинкера — планы из Канады. Может быть изготовлен из пруткового металла, а также отливок.
Я? Нет, но у меня уже размещены заваленные инструментами и фрезами шлифовальные станки
поджигатель
Известный член
#20
goldstar31 сказал:
Тинкер Нормана Тинкера
Нажмите, чтобы развернуть…
Так выглядит инструмент Tinker и насадка-шлифовальная машина? (найдено на http://www.lautard.com/tinker.htm)
Я нашел это на Lautard.com, который я нашел в сообщениях 2006 года на веб-сайте машиниста домашнего магазина при поиске «Norman Tinker’s Tinker», на который вы ссылались. Они комментируют получение Лотардом авторских прав на дизайн Тинкера.
Оказывается, даже там были жаркие дискуссии о правильном использовании настольных шлифовальных станков.
У меня была дешевая двухсторонняя шлифовальная машина, которую я купил у ныне несуществующего продавца станков (Enco) много лет назад. Он поставлялся с зелеными колесами из карбида кремния.
