Маркировка электродов для сварки: Маркировка сварочных электродов и их расшифровка
Содержание
всё, что вам нужно знать
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация. Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока. Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Содержание статьи
- Тип и маркировка
- По марке
- По диаметру
- По назначению
- По коэффициенту толщины покрытия
- По группе индексов
- По типу покрытия
- По пространственному положению
- По характеристикам сварочного тока
- Особые маркировки
- Пример расшифровки
- Вместо заключения
Тип и маркировка
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.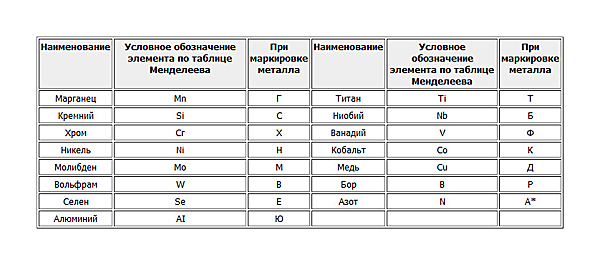
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Маркировка сварочных электродов и их расшифровка
Главная » Статьи » Маркировка сварочных электродов и их расшифровка
Расшифровка маркировки электродов для сварки по каждому пункту
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Нормативные документы
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает название продукта, последующая цифра – значение временного сопротивления разрыва, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марку электродов.

- Диаметр.
- Область назначения.
| У | Для сварки углеродистых и низколегированных марок стали с сопротивлением разрыву до 600 МПа |
| Л | Легированные стали конструкционного типа с сопротивлением разрыву свыше 600 МПа |
| Т | Теплоустойчивые стали |
| В | Для сварки высоколегированных марок стали с особыми свойствами |
| Н | Формируют слой наплавки |
- Толщина верхнего покрытия
| М | Тонкое |
| С | Среднее |
| Д | Толстое |
| Г | Особо толстое |
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
- Вид покрытия.
| А | Кислое |
| Б (В) | Основного типа |
| Р ® | Рутиловые |
| Ц © | Целлюлозные |
| П (S) | Прочие |
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
- Разрешенные положения направления сварки.
| 1 | Все положения |
| 2 | Все, кроме вертикального, направленного сверху вниз |
| 3 | Запрещает потолочный и вертикальный шов сверху вниз |
| 4 | Только для нижнего |
- Указывает характер тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, согласно которому была выполнена маркировка.
- Ссылка на нормативный документ изготовления электродов.
Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
ismith.ru
Маркировка электродов — Справочник сварщика
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
— «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45
www.vse-o-svarke.org
Стандарты маркировки электродов сварочных
- Дата: 11-07-2015
- Просмотров: 402
- Рейтинг: 40
Необходимость применения определенных сварочных электродов обуславливается различиями физико-химических свойств соединяемых металлов, геометрии и пространственного положения швов, а также степенью ответственности соединений. Разный присадочный материал применяется для формирования швов и наплавляемых поверхностей. Применимость электродов для создания конкретного соединения может быть определена их маркировкой.
Применимость электродов для создания конкретного соединения может быть определена их маркировкой.
Виды электродов по допустимым пространственным положениям сварки или наплавки.
Нормативная документация
Отечественные производители электродов при нанесении маркировки руководствуются ГОСТами 9466-75, 9467-75, 10051-75 и 10052-75. В этих стандартах изложены требования к присадочному материалу для соединения конструкционных углеродистых и низколегированных сталей, теплоустойчивых и высоколегированных сталей и наплавки поверхностей.
Электроды для сварки высоколегированных сталей кодируются группой индексов.
Расшифровка обозначения материалов для сварки чугуна и цветных металлов не регламентируется ГОСТами, а основывается на отраслевых стандартах и внутренних стандартах производителей.
Для нанесения обозначений по международным стандартам используются нормы ISO-2560 и ISO-3580, европейские нормы EN-499 и американские AWS 5.1. Обозначения, наносимые по ГОСТ и этим стандартам, во многом похожи, но имеют свои особенности.
Отечественная маркировка электродов представляет собой две группы букв и цифр, разделенных дефисами.
Две группы располагаются одна относительно другой в виде дроби или в строку через пробел.
Первая группа индексов
Первая группа выглядит следующим образом:
1-2-3-45.
На позиции 1 указывается тип электрода. По типу электрода можно понять, для соединения каких сталей он предназначен. Углеродистые и низколегированные стали сваривают электродами, тип которых обозначен в виде Э42А. «Э» означает электрод для ручной дуговой сварки, цифра 42 указывает на предел прочности при растяжении стали.
Маркировка сварочных электродов.
Вместо нее может быть 38, 46, 50, 55 или 60 кгс/мм2. Литера «А» проставляется при условии, что формируемый шов имеет улучшенную пластичность и ударную вязкость.
Для соединения других сталей и наплавки тип выглядит несколько иначе: Э-12Х11НВМФ. Здесь число после дефиса означает содержание углерода в сотых процента, буквы с цифрами после них указывают на наличие легирующего компонента и его содержание в процентах. Для содержания меньше 1,5% проставляется только наименование элемента.
Для содержания меньше 1,5% проставляется только наименование элемента.
Расшифровка легирующих элементов представлена в таблице:
| А | Азот | Г | Марганец | М | Молибден | Р | Бор | Ф | Ванадий |
| Б | Ниобий | Д | Медь | Н | Никель | С | Кремний | Х | Хром |
| В | Вольфрам | К | Кобальт | П | Фосфор | Т | Титан | Ц | Цирконий |
На 2-ой позиции представлена марка электродов. Она большей частью присваивается в зависимости от состава обмазки. Общих принципов формирования обозначения марки не существует. Обозначение может включать буквы, цифры, дефисы, значок дроби. Разработчик присваивает его произвольно. Свойства конкретной марки можно найти в ТУ, но основные моменты становятся ясны из общей маркировки изделия.
Диаметр проволоки в мм указывается на 3-ей позиции.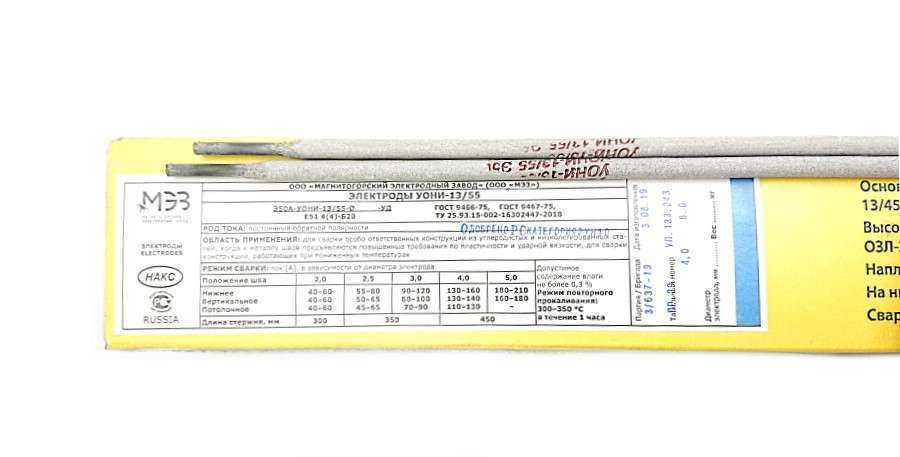 Вместо цифры может стоять значок диаметра. Это говорит о нескольких выпускаемых диаметрах с одной маркировкой. Значение диаметра в конкретном случае нужно искать на упаковке.
Вместо цифры может стоять значок диаметра. Это говорит о нескольких выпускаемых диаметрах с одной маркировкой. Значение диаметра в конкретном случае нужно искать на упаковке.
Буква на 4-ой позиции указывает на тип стали, для которой предназначен электрод:
| У | Углеродистые и низколегированные стали |
| Л | Легированные стали |
| Т | Теплостойкие стали |
| В | Высоколегированные стали |
| Н | Для наплавки |
Буква, стоящая на 5-ой позиции, зависит от относительной толщины обмазки:
| Буква | Отношение диаметра с обмазкой к диаметру стержня |
| М | До 1,2 |
| С | От 1,2 до 1,45 |
| Д | От 1,46 до 1,8 |
| Г | От 1,8 |
Вторая группа индексов
Таблица типов электродов.
Вторая группа призвана адаптировать маркировку под международные стандарты. Ее общий вид следующий:
Ее общий вид следующий:
Е 12(3)-456.
На позиции 1 располагается пара чисел, означающая предел прочности стали на растяжение в МПа без последней цифры, то есть вместо 430 МПа вписывается 43. 2-ая позиция ответственна за относительное удлинение.
Цифра на 3-ей позиции от 0 до 7 зависит от минимальной температуры, при которой ударная вязкость материала шва сохраняется на уровне не ниже 34 Дж/кв.см. Соответствие индексов и температур представлено в таблице:
| Индекс | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Значение температуры, °С | Не регламентируется | +20 | 0 | -20 | -30 | -40 | -50 | -60 |
На 4-ой позиции указывается вид обмазки. Он может быть обозначен одной или парой символов для смешанных покрытий. Символы означают:
| Обозначение | Вид покрытия |
| А | Кислое |
| Б | Основное |
| Ц | Целлюлозное |
| Р | Рутиловое |
| П | Прочие |
Расшифровка для 5-ой позиции указывает на допустимые положения сварки:
| 1 | Допускается любое положение |
| 2 | Все положения, кроме направления сверху вниз, для вертикальных швов |
| 3 | Допускаются нижние, горизонтальные швы и вертикальные швы «снизу вверх» |
| 4 | Для нижних швов |
Последняя 6-я позиция маркирует рекомендуемые параметры сварочного тока:
| Индекс | Полярность в режиме DC | Диапазон допустимых напряжений холостого хода, В |
| 0 | Обратная | Не нормируется |
| 1 | Любая | 47-53 |
| 2 | Прямая | 47-53 |
| 3 | Обратная | 47-53 |
| 4 | Любая | 63-77 |
| 5 | Прямая | 63-77 |
| 6 | Обратная | 63-77 |
| 7 | Любая | 85-95 |
| 8 | Прямая | 85-95 |
| 9 | Обратная | 85-95 |
https://moyasvarka. ru/youtu.be/imSgJ86nqUY
ru/youtu.be/imSgJ86nqUY
После маркировки сварочных электродов принято указывать ГОСТ, который может понадобиться для расшифровки условных обозначений.
moyasvarka.ru
Сварочные электроды, маркировка и назначение. Особенности проверок и испытаний
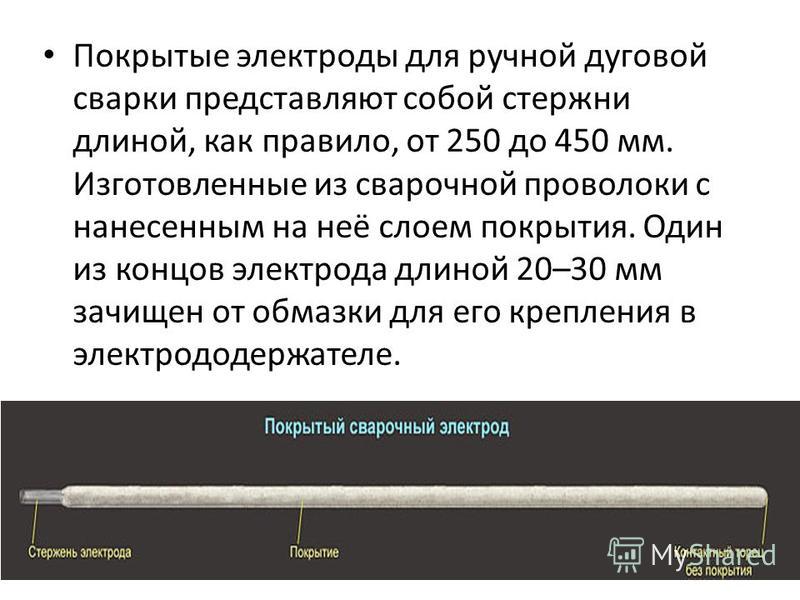
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик. Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.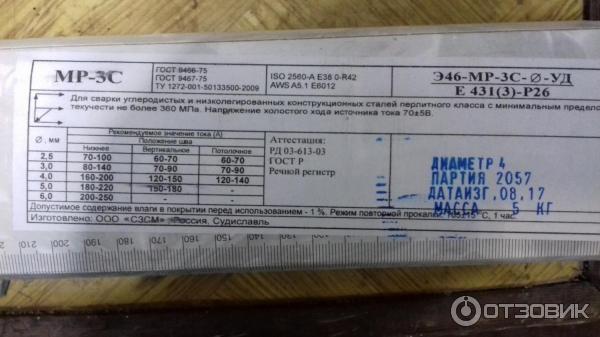
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10 Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм².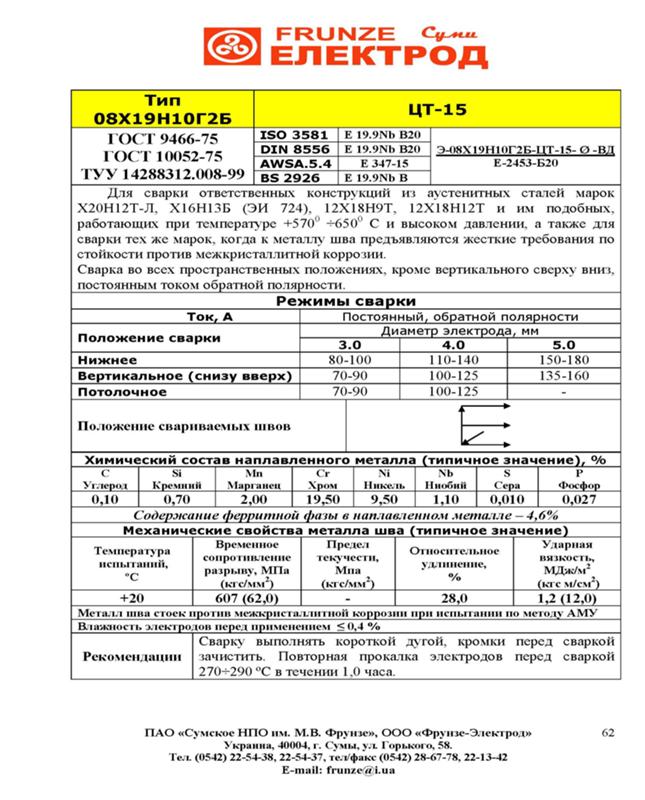 |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва.
 После остывания он легко удаляется.
После остывания он легко удаляется.
Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
obinstrumente.ru
Маркировка вольфрамовых электродов
Аргонодуговая сварка неплавящимся, вольфрамовым электродом – это оптимальный метод сварки для получения качественного сварочного шва. Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т.д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т.д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Вольфрам — самый тугоплавкий из известных современной науке металлов, температура его плавления равна 3410°С, а температура кипения — 5900°С. Это обусловливает незначительный расход электродов при сварочных работах.. Чистота и точность итогового шва – еще один критерий, наличие которого влияет на выбор именно аргонодуговой сварки вольфрамовым электродом в ряде отраслей, к примеру, в автомобилестроении. Для усиления стабильности и устойчивости сварочной дуги создаются специальные электроды из вольфрама с добавлением оксидов редкоземельных элементов — лантана, циркония, тория, церия.
Особенности применения конкретной марки вольфрамовых электродов зависят от химического состава и количества в нем легирующей добавки. Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
- WP (зеленый цвет)
Электрод с содержанием вольфрама, не опускающимся ниже 99,5%, известен также под названием «чистый вольфрам». Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.
Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.
- WT-20 (красный цвет)
Электрод с 2-процентной добавкой диоксида тория. Это самые популярные легированные электроды, именно они впервые продемонстрировали превосходство легированных электродов над классическими изделиями при работе в условиях постоянного тока. Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.
При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.
- WC-20 (серый цвет)
Универсальный электрод с 2-процентной добавкой диоксида церия. Это вещество повышает допустимый диапазон значений тока сварки. Но даже при малых значениях тока цериевые электроды превосходят изделия из чистого вольфрама. Подходит для работы с любыми типами сталей и сплавов (включая молибден, никель, титан, бронзу) в условиях переменного и постоянного тока. Отличаются высоким сроком службы. Наиболее яркий недостаток материала – концентрация оксида церия на раскаленном конце электрода при сварке с большими значениями тока.
- WY-20 (темно-синий)
Электрод с добавкой диоксида иттрия, размер которой может составлять 1,8-2,2%. Иттрированные вольфрамовые электроды являются наиболее устойчивыми из используемых сегодня неплавящихся электродов. Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.
Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.
- WZ-8 (белый цвет)
Электрод с содержанием 0,8% оксида циркония. Подходит для работ с алюминием, магнием и их сплавами в условиях переменного тока. Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.
- WL-15 и WL-20 (золотистый и синий цвета)
Электроды с добавкой 1,5% и 2% оксида лантана. Изделия обеспечивают чрезвычайно легкий запуск дуги, устойчивость дуги на всем протяжении работ и превосходные показатели повторного запуска дуги. Оксид лантана снижает износ рабочего конца изделия и повышает токовую нагрузку на 50% в сравнении с электродом из чистого вольфрама при одинаковом типоразмере. Равномерное распределение оксида лантана по всей длине изделия позволяет сохранять изначальную заточку электрода в ходе длительных работ. Электроды полностью безопасны для здоровья сварщика.
Компания GlobalWeldingCompany предлагает приобрести вольфрамовые электроды с легирующими добавками и унифицированной маркировкой, рабочие характеристики которых отвечают современным мировым стандартам. Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Купить вольфрамовые электроды можно в нашем интернет-магазине.
Оптовые цены уточняйте у наших менеджеров.
Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
Главная
БлогВольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
произведены сварочные электроды:
|
Разновидность (маркировка)
|
Параметры
|
Расцветка
|
|
WP
|
Вольфрам максимальной чистоты (содержится минимум 99,5% данного элемента в общем объеме)
|
Зеленый
|
|
WC-20
|
Легирование с добавлением 2% церия, чтобы существенно повысить токовые нагрузки
|
Серый
|
|
WY-20
|
Добавлено 2% иттрия
|
Темно-синий
|
|
WZ-8
|
Добавлено 0,8% циркония
|
Белый
|
|
WT-10
|
Содержит 1% тория.
|
Желтый
|
|
WT-20
|
Содержит 2% тория. Может нанести вред здоровью людей из-за радиоактивности, потому работать с электродами можно только при наличии вентиляции принудительного типа
|
Красный
|
|
WT-30
|
Включает 3% тория. Необходимо учитывать риски для здоровья работников и оснастить помещение принудительной вентиляцией
|
Фиолетовый
|
|
WT-40
|
Содержание тория – 4%. Чтобы избежать причинения вреда здоровью работников и для исключения радиоактивного облучения в помещении нужно установить вентиляцию принудительного типа
|
Оранжевый
|
|
WL-10
|
Включает 1% лантана в виде присадки
|
Черный
|
|
WL-15
|
Добавлено 1,5% лантана в роли присадки
|
Золотой
|
|
WL-20
|
Уровень содержания добавленного лантана составляет 2%
|
Синий
|
 Элемент обладает свойством радиоактивности, поэтому способен причинить вред здоровью человека, а работа с такими электродами должна вестись в помещениях, оборудованных принудительной вентиляцией
Элемент обладает свойством радиоактивности, поэтому способен причинить вред здоровью человека, а работа с такими электродами должна вестись в помещениях, оборудованных принудительной вентиляцией
Кроме того, в названии каждого электрода через тире указывается второй блок цифр, кодирующий в миллиметровом выражении длину прута.
Вольфрамовые электроды для аргонодуговой сварки рассчитаны на применение в самых разных сферах и отраслях промышленности. Предназначение конкретной марки обуславливается химическим составом материалов, из которых изготовлены свариваемые детали, а также разновидностью тока и техникой безопасности:
- WY – предназначены для создания дуги максимальной устойчивости, вот почему именно этому типу электродов отдается предпочтение, когда нужно выполнить сварку с гарантированным получением прочного шва.
- WC – подходят для сваривания металлических и сплавных компонентов с высокой тугоплавкостью (танталовых, медных, титановых, молибденовых, а также легированных сталей).
- WP – с их помощью сваривают детали из алюминиевых, магниевых и никелевых сплавов при использовании переменного тока.
- WZ – предназначены для соединения алюминиевых и магниевых элементов, а также деталей из сплава меди с алюминием, и иных легкоплавких компонентов.
- WL – оптимальны для напыления, также подойдут для плазменной резки и иных манипуляций с листовой сталью небольшой толщины (обыкновенной либо легированной).
Чтобы можно было работать с электродами разновидности WT, сначала потребуется оборудовать на рабочем месте специализированную вытяжную вентиляцию, поскольку из-за высочайшей температуры в окружающий воздух начнут поступать вредоносные испарения токсичного тория, который из-за радиоактивности способен причинить немалый ущерб здоровью сварщиков.
Как выбрать подходящий электрод
Чтобы подобрать оптимальную разновидность электрода для конкретных работ, нужно обращать внимание не только на его характеристики, но и на следующие факторы:
- насколько легко и быстро воспламеняется дуга;
- насколько стабильно горит дуговой разряд при изменении зазора между стержневым концом и краями свариваемых элементов;
- величина максимально разрешенных токовых нагрузок;
- рассчитан ли он на применение постоянного либо переменного тока в ходе сварочных работ.

Точные сведения обо всех типах электродов из вольфрама можно отыскать в специальных справочниках, содержащих информацию о термообработке металлов и сплавов.
Уровень давления, создаваемого электрической дугой на скрепляемых элементах, в значительной степени определяется геометрией кончика стержня. Грамотно выбранная разновидность заточки даст возможность получить правильный сварной шов. Если маркировка электрода содержит литеры WP или WL, его кончик, как правило, идеально круглый, а вот пруты с буквами WT округляются минимально. Обточка конца стержня может быть 15º, 35º, 45º, 60º, 90º, 120º или 180º.
Концы электродов могут обтачиваться при помощи:
- индустриального заточного устройства станкового типа;
- специализированной шлифовальной машины;
- электрического точила с ручной подачей, предназначенного для бытового применения.
Кроме того, могут использоваться современные технологии получения необходимой формы под действием химреактивов.
Маркировка сварочных электродов и их расшифровка. Марки электродов для дуговой сварки. Назначение и толщина покрытия
Различные типы
электродов имеют собственную маркировку. Маркировка указывает на основную
информацию и параметры того или иного типа электрода. И, для того чтобы
научиться понимать, какими свойствами обладает тот или иной электрод, мы
расскажем о том, как расшифровать маркировку электродов.
Перед началом
любых сварочных работ убедитесь, что электрод соответствует государственному
стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ –
ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим
маркировку электрода, на примере одного из них. Итак, в нашем примере
рассмотрим электрод Э46-ЛЭЗМР-3С
(также, его называют «синим» электродом).
Маркировка
может отличаться от того, что будет описана в примере, однако, принцип
расшифровки остается одинаковым. Причиной различной маркировки является
использование электродов в тех или иных условиях сварки, при работе с
различными металлами, материалами и так далее.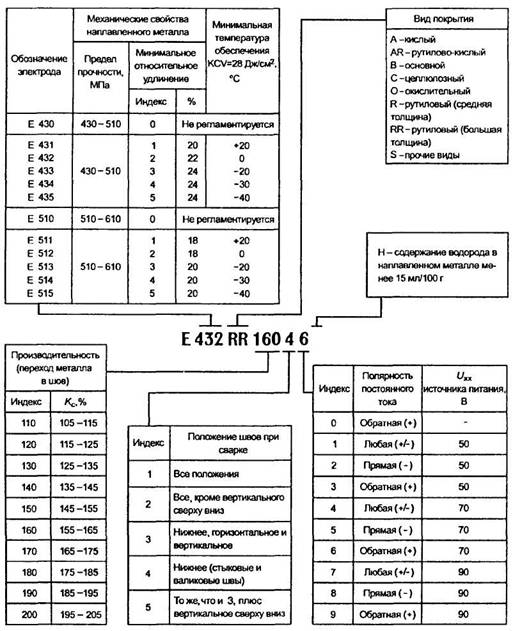
Итак, электрод
– Э46-ЛЭЗМР-3С
. Любой электрод маркируется на 12 комбинаций (шифров), благодаря
которому можно узнать о нём ту или иную информацию.
«Э46»
– это
сочетание указывает на тип электрода, который в данном случае предназначен для
сваривания углеродистых и низколегированных сталей, предел прочности, при
разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР»
–
указывает на марку электрода и производителя (в данном случае, это
«Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø»
–
символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на
упаковке).
«УД»
–
сочетание, указывающее на назначение электрода.
— «У»
–
указывает на возможность сварки углеродистых и низколегированных сталей, предел
прочности, при растяжении которых достигает значения в 588 МПа, или же 60
кгс/кв.мм.
— «Д»
–
указывает на коэффициент толщины покрытия, в данном случае, это толстое
покрытие 1,45
«Е»
–
индекс, указывающий на плавящееся покрытие электрода.
«43»
–
значение, указывающее на предел прочности при растяжении (значению 43
соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1»
–
указывает на относительное удлинение, значение «1» соответствует показателю в
20%.
«(3)»
– это
обозначение указывает на минимальную температуру, при которой ударная вязкость
металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует
температуре -20°С.
«РЦ»
–
значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ»
указывает на рутилово-целлюлозное покрытие.
«13»
–
сочетание, указывающее на допустимые пространственные положения, сварочный ток
и напряжение холостого хода. В данном случае, «1» соответствует значению «для
любого пространственного положения», а цифра «3» указывает на возможность
сварки переменным и постоянным током обратной полярности, а также на напряжение
ХХ (холостого хода) около 50В.
Примерно в
такой способ маркируются электроды. Для расшифровки обозначений электродов,
Для расшифровки обозначений электродов,
предлагаем ознакомиться с подробной информацией и всеми возможными
обозначениями, которые встречаются в электродах.
Тип электрода.
Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет
начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей,
маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры,
которая указывает на предел прочности при растяжении, и букву «А», которая
указывает на то, что металл шва имеет повышенную пластичность и ударную
вязкость.
Для сваривания
теплоустойчивых или высоколегированных сталей, а также для наплавки, тип
электрода может иметь дополнительные символы, указывающие на процентное
содержание других химических элементов.
Марка
электрода.
В этом случае, каждому типу электрода может соответствовать как
одна, так и несколько марок.
Диаметр
электрода.
Значение диаметра электрода будет соответствовать диаметру
металлического стержня этого электрода.
Назначение
электрода.
В данном случае, достаточно руководствоваться таблицей, приведенной
ниже.
Коэффициент толщины покрытия.
Это значение указывает на
соотношение между диаметром покрытия электрода и диаметром металлического
стержня. В зависимости от этого, значение коэффициента будет соответствовать
таким значениям:
Группа
индексов, указывающих на характеристики металла шва, или же наплавляемого
металла. Для электродов, которые используются при сварке углеродистых и
низколегированных сталей (предел прочности, при растяжении которых равен до 588
МПа).
И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова «Государственный стандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться «синим» , а вот на самом деле как он именуется. .
.
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки, для наплавки , для сварки цветных металлов и т.д. Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина покрытия электрода.
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.

А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э — Электрод.
- 46 — Временное сопротивление разрыву кгс/мм 2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр. кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
- В марке у нас содержится краткое название завода производителя это — лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан, а только значок,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- Д — Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву,ударную вязкость и еще несколько параметров все это по госту.
- В данной марке электродов стоят две буквы РЦ
и означает это — Р
утиловое и Ц
еллюлозное. Подробнее о видах покрытия конечно напишу.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз, потолочный,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее.
С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Обозначения электродов по толщине покрытия .
- М — Тонкое покрытие
- С — Среднее покрытие
- Д — Толстое покрытие
- Г — С особо толстым покрытием.
Обозначения положения при сварке.
Все сварочные электроды имеют маркировку и назначение. В ней указывается вся информация о самом электроде, например о его составе, и иногда даже о производителе. Разбираясь во всех этих обозначениях, всегда можно самостоятельно подобрать требуемые материалы для соединения.
В ней указывается вся информация о самом электроде, например о его составе, и иногда даже о производителе. Разбираясь во всех этих обозначениях, всегда можно самостоятельно подобрать требуемые материалы для соединения.
В первую очередь всегда стоит проверять, соответствует ли выбранный электрод государственным стандартам. Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после неё.
Если все это присутствует, можно спокойно продолжать выбор сварочный электродов, подбирая их по остальным показателям, не боясь подделок и некачественного товара.
Электрод сделан в виде стержня, он может быть как металлическим, так и изготовленным из других материалов, в зависимости от его предназначения. А вобще его цель — это поставка тока в место сварки. Поэтому опытный сварщик всегда обратит внимание на электропроводность материала. Для производства электродов принято использовать проволоку, в состав которой входят сплавы с разной степенью легированности.
Стоит обращать внимание и на внешнее покрытие. Оно наносится для обеспечения защиты от внешних раздражителей, таких как азот или кислород. К остальным преимуществам покрытия можно отнести поддержку стабильности сварочной дуги и удаление возможных примесей — они могут находиться в расплавленном металле.
Рассмотрим несколько компонентов, которые обеспечивают качество покрытия электрода:
- Марганцевая руда.
- Титановый концентрат.
- Кварцевый песок.
- Каолин.
- Мрамор.
К компонентам, которые создают газообразующую среду, можно отнести декстрин и муку. Цель любой сварки — это обеспечение качественного шва, со стойкостью к коррозии и высокой прочностью. Для этого в состав электрода должны входить такие легирующие примеси:
- ванадий;
- марганец;
- никель;
- хром;
- титан.
Их может быть намного больше, это лишь основные из них и чаще встречающиеся.
Маркировка
Все электроды глобально делятся на два вида: плавящиеся и неплавящиеся. К первым относят медные, бронзовые, стальные и медные материалы. Иногда встречаются непокрытые изделия, их принято использовать как проволоку для соединений с применением защитного газа. А неплавящиеся — это лантанированные вольфрамовые или торированные электроды.
К первым относят медные, бронзовые, стальные и медные материалы. Иногда встречаются непокрытые изделия, их принято использовать как проволоку для соединений с применением защитного газа. А неплавящиеся — это лантанированные вольфрамовые или торированные электроды.
По типам покрытия
Если продукт обозначен буквой «А» — это показывает, что его покрытие кислое, его стоит использовать для стальных конструкций, если в соединяемом металле наблюдается высокий уровень углерода и серы.
Буква «Б» будет указывать на то, что работать с такими изделиями в вертикальном положении запрещено — кстати, как и в случае с буквами «А» и «Р». Буква «Ц» означает, что нет запрета на какие-либо нестандартные положения и эти электроды могут производить качественную работу в любом положении. Но был замечен один недостаток — в виде чрезмерного разбрызгивания и постоянного контроля за температурой изделия.
Ещё одна разновидность — это смешанная маркировка электродов для сварки, она может выглядеть таким образом: «АЦ», «РБ».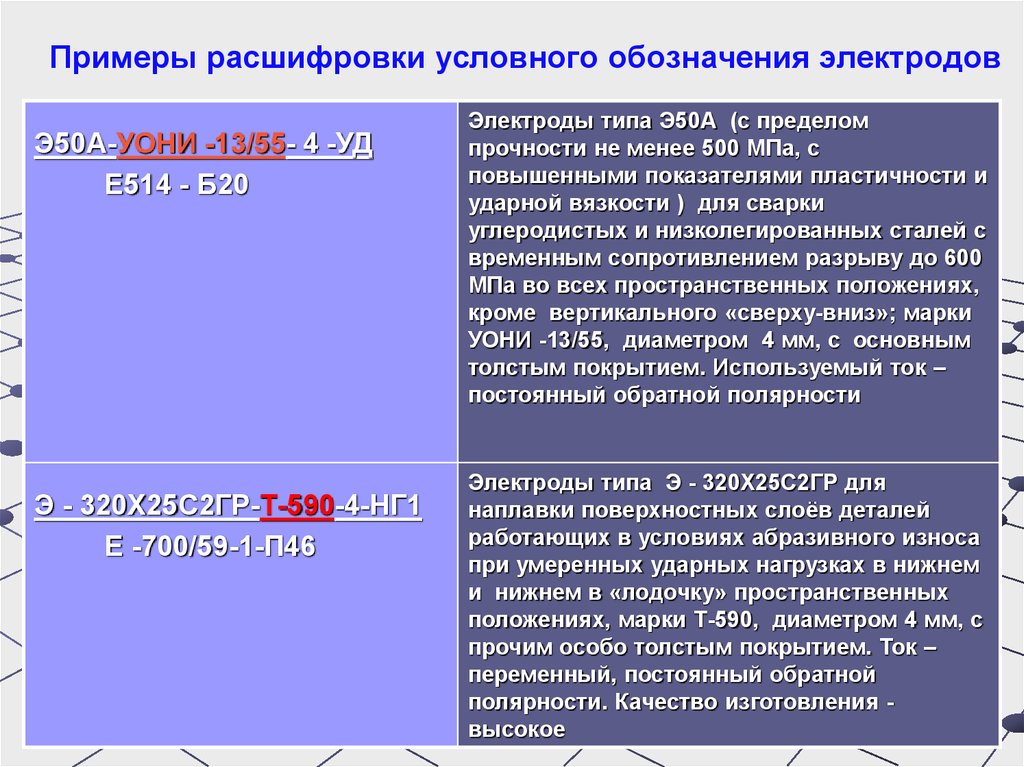 Они нашли свое основное применение в сварке различного рода конструкций или трубопроводов.
Они нашли свое основное применение в сварке различного рода конструкций или трубопроводов.
Тонкие детали маркировки
Естественно, это ещё не все обозначения. Существует очень много нюансов. Первые цифры и буквы обычно обозначают предел максимальной нагрузки. Если присутствует такая маркировка: «Э41» — это значит, что детали, которые подвергались сварке, смогут противостоять нагрузке в 41 килограмм на 1 квадратный мм. Существуют также другие варианты, позволяющие охарактеризовать сварочное изделие:
- «У» — показывает, что можно спокойно работать с низколегированными и углеродными сталями;
- «Т» и «В» — можно проводить соединение высоколегированной и теплоустойчивой стали;
- «Л» — работа с легированными конструкционными сплавами;
- «Н» — полезен в случае наплавки слоя, с какими-либо свойствами.
Обозначение толщины слоя покрытия:
- «М» — тонкое;
- «Д» — толстое;
- «С» — среднее;
- «Г» — максимальное.
Цифры в конце маркировки пишутся для понимания пространственного положения изделий и значения тока, которое рекомендуется использовать в данном случае.
Подробнее:
- «1» — можно сваривать детали в любом положении;
- «2» — кроме положения сверху вниз;
- «3» — ко второму варианту прибавляются ограничения по потолочной ориентации;
- «4» — только для нижних швов.
Дополнительно на коробку с изделиями могут наноситься обозначения о том, что внутри хрупкий товар, который не стоит подвергать испытаниям влагой. Все эти маркировки легко расшифровать даже на интуитивном уровне, имея общие знания в сварочном деле. Это значительно облегчит поиски требуемого материала для сварки.
Для чего необходима маркировка? Что означает цифра или буква в маркировке ? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.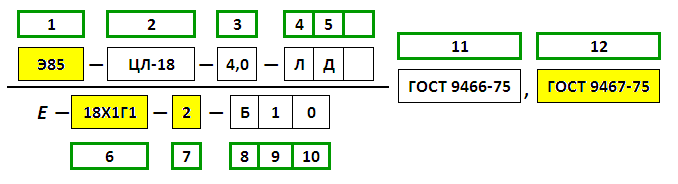
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность . Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» () и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме , обозначается цифрой «2».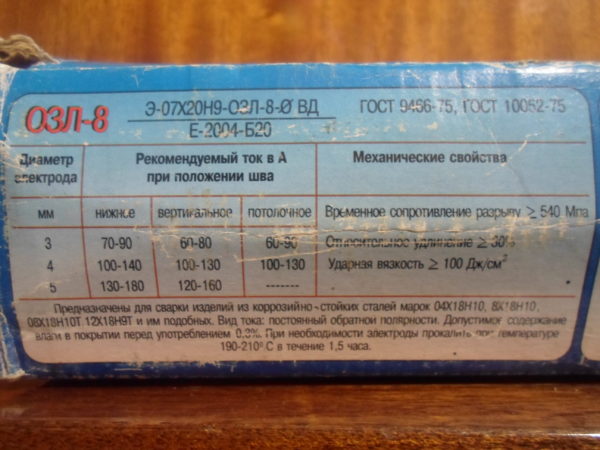 Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижних ). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижних ). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Нормативные документы
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает название продукта, последующая цифра – значение временного сопротивления разрыва, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марку электродов.
- Диаметр.
- Область назначения.
- Толщина верхнего покрытия
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
- Вид покрытия.
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.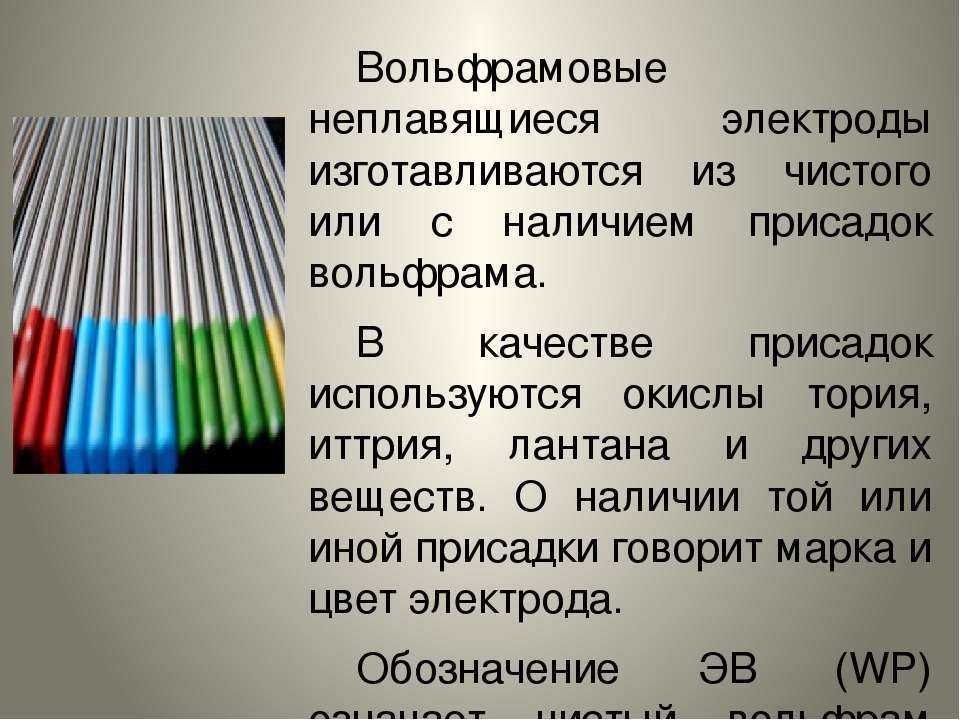
- Разрешенные положения направления сварки.
- Указывает характер тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, согласно которому была выполнена маркировка.
- Ссылка на нормативный документ изготовления электродов.
Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
Электроды для сварки — виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Содержание страницы
- 1 Составляющие электрода
- 2 Виды обмазки
- 3 Другие параметры выбора
- 3.
 1 Толщина сварочного изделия
1 Толщина сварочного изделия - 3.2 Типы свариваемых металлов
- 3.3 Заключение по теме
- 3.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.

Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| Диаметр сварочного материала, мм | Толщина свариваемых деталей, мм |
|---|---|
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| Диаметр сварочного материала, мм | Сила сварочного тока, А |
|---|---|
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны.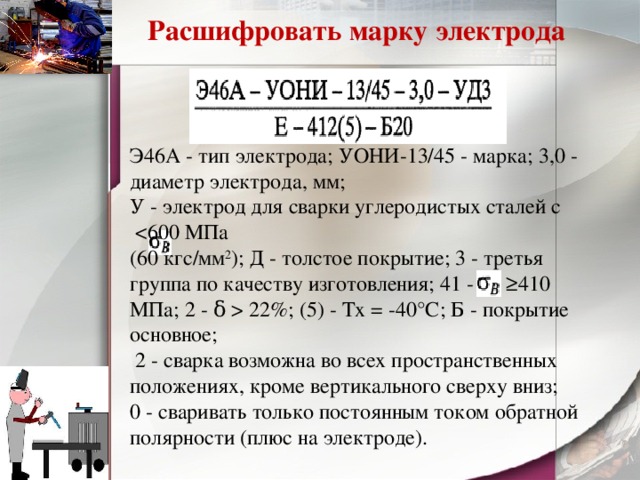 Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикально хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Выбор проволоки для сварки MIG, настройки и классификация
Руководство по выбору проволоки для сварки MIG
Это подробная страница о выборе проволоки для сварки MIG. Он охватывает большинство электродов, которые обычно используются в полевых условиях для:
Он охватывает большинство электродов, которые обычно используются в полевых условиях для:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Электрод для сварки MIG
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив информация о зачислении.
Наиболее широко используемые размеры электродов для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры, используемые большинством сварщиков:
- .023
- .030
- .035
- .045
Для большинства производственных цехов наиболее распространенным является размер .035 с. Если вы сварщик в домашних условиях, используйте электроды небольшого диаметра, когда это возможно. Чем меньше электрод, тем меньше энергии вам нужно от вашей машины для работы. Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
MIG Welding Electrode Wire Selection Guide Chart
MIG Welding Electrode Selection ChartLincoln MIG Welding Electrode and Gas Selection Chart Settings
Welding Carbon Steels and Mild Steels
- AWS Electrode Classification: ER70s-6
- Shielding Gas : C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2
Сварочная нержавеющая сталь
Марки нержавеющей стали: 301, 302, 304, 305 и 308.
- Классификация электродов AWS: ER308L и ER308LSI
- ЭКС -газ: C2 или 2% углекислый газ и 98% Argon
Оценка из нержавеющей стали: 309 Stainless and
171.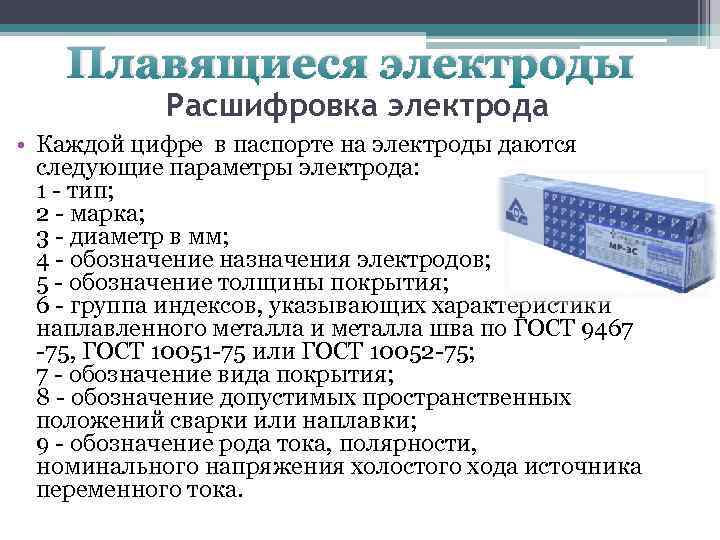 Легированная сталь
Легированная сталь
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2 % двуокиси углерода и 98 % аргона
Марки нержавеющей стали: 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348.
- Классификация электродов AWS: ER316L и ER316LSI
- Shiething Gas: C2 OR 2% Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio.
Сварка алюминия
Алюминиевые оценки: 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063 Классификация электродов AWS: ER4043
Алюминиевые оценки: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- Electrde Electrde. Газ: 100 % аргон
Выбор электрода из углеродистой стали
Сварка MIG углеродистой или малоуглеродистой стали обычно выполняется электродом ER70s-6″ с использованием либо 100 % углекислого газа, либо газа C25, содержащего 25 % углекислого газа.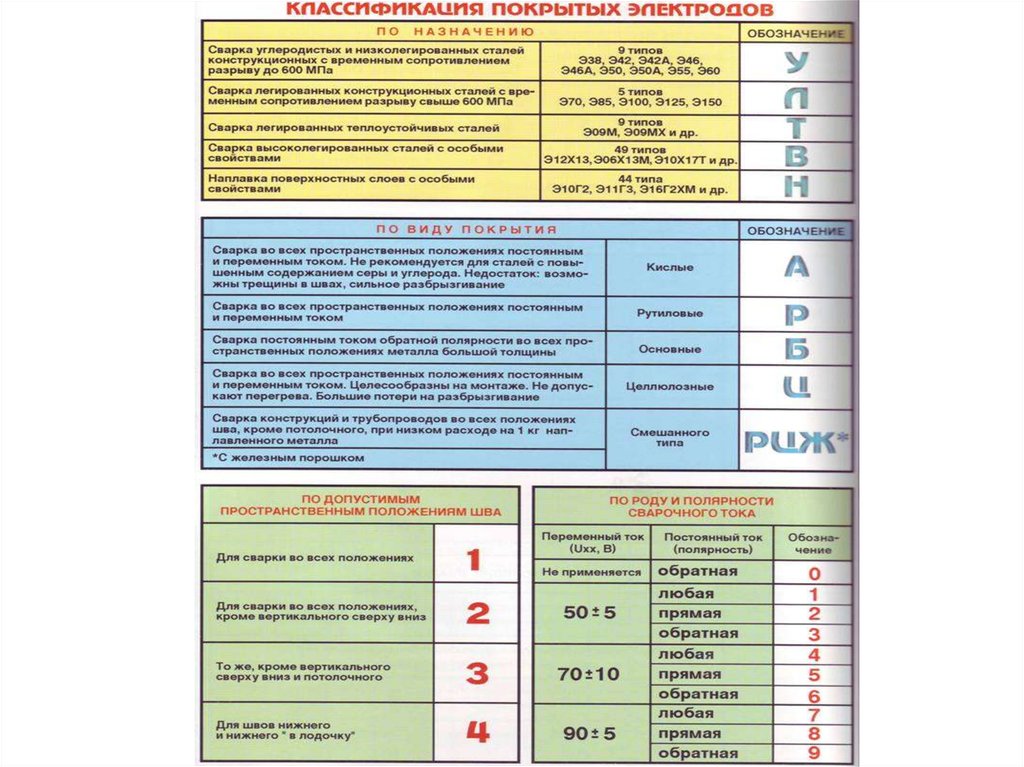 и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальный предел прочности при растяжении. Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».0S-6″. Изменение прочности стали будет отличаться.
и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальный предел прочности при растяжении. Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».0S-6″. Изменение прочности стали будет отличаться.
Сварка низкоуглеродистой стали, выполненная электродом ER70S-6 и газом C25.
Углеродистая сталь ER70S-6 Электрод Обозначение этикетка
ER70S-6 представляет следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или при сварке TIG фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде и тоже бывает разных видов.
Метка проволочного электрода MIG Значение для этикетки ER70S-6
Выбор и выбор электрода для сварки MIG нержавеющей стали оценки.
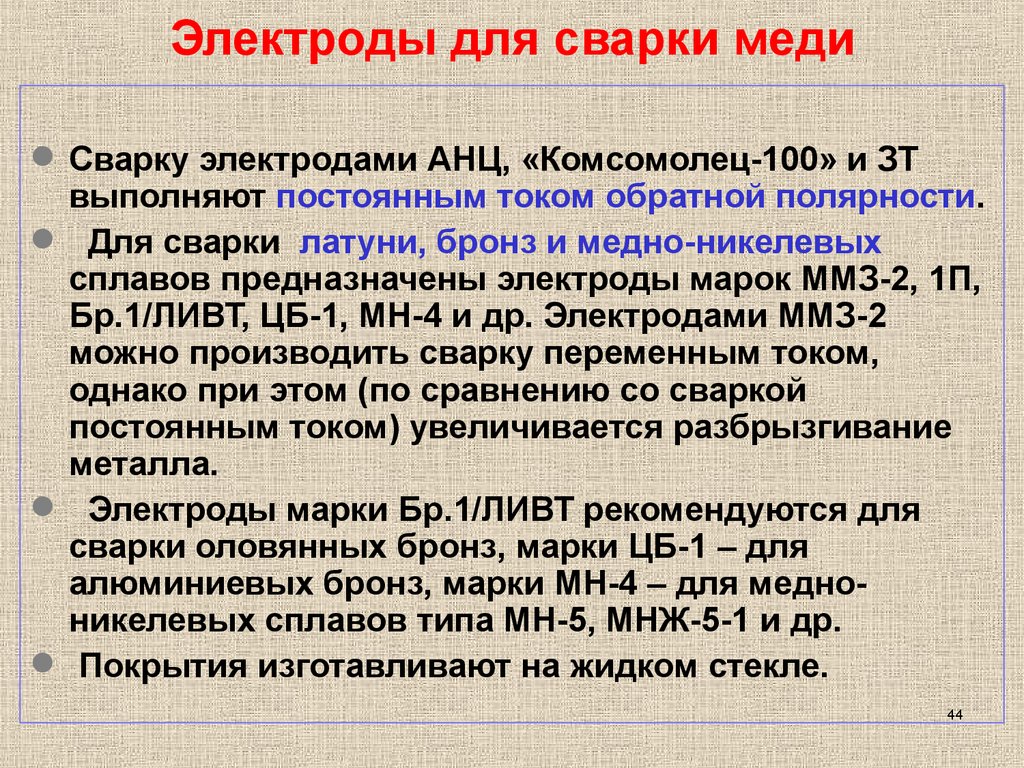 Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
- ER308L
- ER309L
- ER316L
ER308L and ER308LSi MIG Welding Electrode Designation and Uses
| These stainless electrodes are mostly used for lower grade stainless steels 301, 302, 304, 305, and 308. Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее: |
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.

- 308 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Сварка MIG из нержавеющей стали с использованием электрода 308L в газе C2.
Электроды для сварки MIG ER309L и ER309Si Назначение и применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку она используется для сварки нержавеющей стали с низкоуглеродистой или нержавеющей стали с углеродистыми или низколегированными сталями. Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо. Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость внешнего вида сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
- ER — Электрод или присадочный стержень, который используется при сварке MIG с подачей проволоки или TIG.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Электроды для сварки MIG ER3016L и ER316LSi Назначение и применение
Эти электроды из нержавеющей стали в основном используются для сварки высококачественных нержавеющих сталей, главным образом, в пищевой промышленности и в судостроении. Основными металлами сварных швов ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:
Основными металлами сварных швов ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 316 – Марка электрода из нержавеющей стали. Это пищевой и настоящий морской сорт. Но нигде не лучший сорт нержавейки.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.

Выбор алюминиевых электродов для сварки MIG и проволоки
Выбор алюминиевых электродов для сварки MIG довольно прост. Существует два типичных варианта:
- ER4043
- ER5350
Теперь есть и другие варианты, но редко когда требуются какие-либо другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толще 1/2 дюйма, вы можете попробовать аргон-гелиевую смесь. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Электрод для сварки MIG Назначение и применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Может также использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях смесь гелия и аргона можно использовать на неблагородных металлах толще ½ дюйма. Электроды классифицируются и обозначаются следующим образом:
Электроды классифицируются и обозначаются следующим образом:
- ER – Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 4 – Серия алюминий. Этот электрод изготовлен из алюминия серии 4000.
- 043 – Этот номер указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Сварочный электрод MIG Назначение и применение
ER4043 — наиболее часто используемая присадочная проволока MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется 100% аргон, а в редких случаях смесь гелия и аргона может использоваться для сварки основных металлов толще ½ дюйма. Обозначение электродов следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.

- 5 – Серия алюминий. Этот электрод изготовлен из алюминия серии 5000.
- 356 – Этот номер указывает количество магния, добавленного в электрод. В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
ISO 544:1975 Электроды для ручной дуговой сварки и присадочные металлы для газовой сварки. Диаметры и допуски | 95,99 | ИСО/ТК 44 |
ИСО 544:1989 Присадочные материалы для ручной сварки. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 544:2003 Сварочные материалы. Технические условия поставки сварочных присадочных материалов. Тип продукта, размеры, допуски и маркировка | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 544:2011 Сварочные материалы. Технические условия поставки присадочных материалов и флюсов. Тип продукта, размеры, допуски и маркировка | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 544:2017 Сварочные материалы. | 60,60 | ИСО/ТК 44/ПК 3 |
ИСО 545:1975 Присадочные стержни, кроме тянутых или экструдированных, для сварки. Длины и допуски | 95,99 | ИСО/ТК 44 |
ISO 546:1975 Присадочные прутки тянутые или экструдированные для сварки, поставляемые прямыми отрезками. Длины и допуски | 95,99 | ИСО/ТК 44 |
ISO 547:1975 Электроды для сварки низкоуглеродистой стали и низколегированной высокопрочной стали. | 95,99 | ИСО/ТК 44 |
ИСО/Р 635:1967 Отзыв ИСО/Р 635-1967 | 95,99 | ИСО/ТК 44 |
ISO 636:1975 Отзыв ISO 636-1975 | 95,99 | ИСО/ТК 44 |
ISO 636:1989 Твердые присадочные стержни без покрытия для кислородно-ацетиленовой и вольфрамовой дуговой сварки в среде инертного газа (TIG) с наплавкой нелегированной или низколегированной стали — Кодификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 636:2004 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 636:2015 Сварочные материалы. Прутки, проволока и наплавка для вольфрамовой сварки в среде инертного газа нелегированных и мелкозернистых сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 636:2017 Сварочные материалы. | 90,60 | ИСО/ТК 44/ПК 3 |
ISO 637:1975 Отзыв ISO 637-1975 | 95,99 | ИСО/ТК 44 |
ИСО/Р 670:1968 Отзыв ИСО/Р 670-1968 | 95,99 | ИСО/ТК 44 |
ISO 688:1975 Отзыв ISO 688-1975 | 95,99 | ИСО/ТК 44 |
ИСО/Р 708:1968 Отзыв ИСО/Р 708-1968 | 95,99 | ИСО/ТК 44 |
ISO 864:1975 Сплошные проволоки для дуговой сварки мягкой стали в защитных газах. | 95,99 | ИСО/ТК 44 |
ISO 864:1988 Дуговая сварка. Сплошные и трубчатые порошковые проволоки, наплавляющие углеродистую и углеродисто-марганцовистую сталь. Размеры проволоки, катушек, ободов и витков | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО/Р 876:1968 Отзыв ИСО/Р 876-1968 | 95,99 | ИСО/ТК 44 |
ИСО/Р 1045:1969 Отзыв ИСО/Р 1045-1969 | 95,99 | ИСО/ТК 44 |
ISO 1071:1983 Покрытые электроды для ручной дуговой сварки чугуна. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 1071:2003 Сварочные материалы. Покрытые электроды, проволока, стержни и порошковые электроды для сварки плавлением чугуна. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 1071:2015 Сварочные материалы. Покрытые электроды, проволока, стержни и порошковые электроды для сварки плавлением чугуна. Классификация | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 2401:1972 Покрытые электроды. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 2401:2018 Сварочные материалы. Покрытые электроды. Определение эффективности, извлечения металла и коэффициента наплавки | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 2560:1973 Покрытые электроды для ручной дуговой сварки малоуглеродистой и низколегированной стали. | 95,99 | ИСО/ТК 44 |
ISO 2560:1973/Add 1:1974 Покрытые электроды для ручной дуговой сварки малоуглеродистой и низколегированной стали. Код символов для идентификации. Приложение 1 | 95,99 | ИСО/ТК 44 |
ISO 2560:2002 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Класс | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 2560:2009 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 2560:2020 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 3580:1975 Покрытые электроды для ручной дуговой сварки жаропрочных сталей. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 3580:2004 Сварочные материалы. Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Класс | 95,99 | МИС |
ISO 3580:2010 Сварочные материалы. Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 3580:2017 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 3581:1976 Покрытые электроды для ручной дуговой сварки нержавеющих и других подобных высоколегированных сталей. Код символов для идентификации | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 3581:2003 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 3581:2003/Amd 1:2011 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Классификация. Дополнение 1 | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 3581:2003/Cor 1:2008 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Классификация. | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 3581:2016 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. Классификация | 90,92 | ИСО/ТК 44/ПК 3 |
ISO/DIS 3581 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нержавеющих и жаропрочных сталей. | 40,60 | ИСО/ТК 44/ПК 3 |
ISO 5182:1978 Материалы для электродов контактной сварки и вспомогательного оборудования | 95,99 | ИСО/ТК 44 |
ISO 5182:1991 Сварка. Материалы для электродов контактной сварки и вспомогательного оборудования | 95,99 | ИСО/ТК 44/ПК 6 |
ISO 5182:2008 Сварка сопротивлением. | 95,99 | ИСО/ТК 44/ПК 6 |
ISO 5182:2016 Сварка сопротивлением. Материалы для электродов и вспомогательного оборудования | 90,93 | ИСО/ТК 44/ПК 6 |
ISO 5183:1979 Адаптеры для электродов контактной точечной сварки | 95,99 | ИСО/ТК 44 |
ISO 5184:1979 Прямые электроды для контактной точечной сварки | 90,93 | ИСО/ТК 44/ПК 6 |
ISO 6847:1985 Покрытые электроды для ручной дуговой сварки металлическим электродом. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 6847:2000 Сварочные материалы. Нанесение наплавленного металла для химического анализа | 95,99 | МИС |
ISO 6847:2013 Сварочные материалы. Нанесение наплавленного металла для химического анализа | 95,99 | МИС |
ISO 6847:2020 Сварочные материалы. | 60,60 | МИС |
ISO 6848:1984 Вольфрамовые электроды для дуговой сварки в среде инертного газа, а также для плазменной резки и сварки. Кодификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 6848:2004 Дуговая сварка и резка. Неплавящиеся вольфрамовые электроды. Класс | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 6848:2015 Дуговая сварка и резка. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 10446:1990 Сварка. Цельносварная металлическая испытательная сборка для классификации коррозионностойких покрытых электродов для дуговой сварки из хромистой и хромоникелевой стали | 95,99 | МИС |
ИСО 12153:2011 Сварочные материалы. Электроды с трубчатым сердечником для дуговой сварки металлом никеля и никелевых сплавов в среде защитных газов и без нее. | 90,92 | ИСО/ТК 44/ПК 3 |
ISO 12153 Сварочные материалы. Трубчатые электроды для дуговой сварки никеля и никелевых сплавов в среде защитных газов и без нее. Класс | 60.00 | ИСО/ТК 44/ПК 3 |
ISO/TR 13393:2009 Сварочные материалы. Классификация наплавки. Микроструктуры | 90,93 | МИС |
ISO 14171:2002 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14171:2010 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод/флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14171:2016 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 14172:2003 Сварочные материалы. Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14172:2003/Cor 1:2004 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14172:2003/Cor 2:2005 Сварочные материалы. Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация. Техническое исправление 2 | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 14172:2008 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14172:2015 Сварочные материалы. Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Класс | 90,92 | ИСО/ТК 44/ПК 3 |
ISO/DIS 14172 Сварочные материалы. Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. | 40.20 | ИСО/ТК 44/ПК 3 |
ISO 14174:2004 Сварочные материалы. Флюсы для дуговой сварки под флюсом. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 14174:2012 Сварочные материалы. Флюсы для дуговой сварки под флюсом и электрошлаковой сварки. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14174:2019 Сварочные материалы. | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 14175:1997 Сварочные материалы. Защитные газы для дуговой сварки и резки | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14175:2008 Сварочные материалы. Газы и газовые смеси для сварки плавлением и родственных процессов | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 14341:2002 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14341:2010 Сварочные материалы. Проволочные электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14341:2020 Сварочные материалы. | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 14343:2002 Сварочные материалы. Проволочные электроды, ленточные электроды, проволока и стержни для сварки плавлением нержавеющих и жаропрочных сталей. Классификация | 95,99 | МИС |
ИСО 14343:2002/Поправка 1:2006 Сварочные материалы. | 95,99 | МИС |
ИСО 14343:2009 Сварочные материалы. Электроды проволочные, ленточные, проволоки и стержни для дуговой сварки нержавеющих и жаропрочных сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 14343:2017 Сварочные материалы. | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 14344:2002 Сварка и родственные процессы. Процессы электросварки под флюсом и в среде защитных газов. Руководство по закупкам расходных материалов | 95,99 | МИС |
ISO 14372:2000 Сварочные материалы. Определение влагостойкости электродов для ручной дуговой сварки металлическим электродом путем измерения диффузионного водорода | 95,99 | МИС |
ISO 14372:2011 Сварочные материалы. | 95,99 | МИС |
ISO 15792-1:2000 Сварочные материалы. Методы испытаний. Часть 1. Методы испытаний цельносварных металлических образцов из стали, никеля и никелевых сплавов | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 15792-1:2000/Amd 1:2011 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 15792-1:2020 Сварочные материалы. Методы испытаний. Часть 1. Подготовка цельносварных металлических образцов и образцов из стали, никеля и никелевых сплавов | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 15792-2:2000 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 15792-2:2020 Сварочные материалы. Методы испытаний. Часть 2. Подготовка образцов и образцов для однопроходных и двухпроходных испытаний из стали | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 15792-3:2000 Сварочные материалы. Методы испытаний. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 15792-3:2000/Cor 1:2006 Сварочные материалы. Методы испытаний. Часть 3. Классификационные испытания позиционной способности и проникновения сварочных материалов в угловой шов. Техническое исправление 1 | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 15792-3:2011 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 16834:2006 Сварочные материалы. Проволочные электроды, проволока, стержни и наплавка для дуговой сварки в защитных газах высокопрочных сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 16834:2012 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 17632:2004 Сварочные материалы. Порошковые электроды для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах и без них. Класс | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 17632:2015 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 17633:2004 Сварочные материалы. Порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитных газов и без нее. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 17633:2010 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 17633:2017 Сварочные материалы. Порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитных газов и без нее. Классификация | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 17633:2017/Amd 1:2021 Сварочные материалы. | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 17634:2004 Сварочные материалы. Трубчатые порошковые электроды для дуговой сварки жаропрочных сталей в защитных газах. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 17634:2015 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 17777:2016 Сварочные материалы. Покрытые электроды для ручной дуговой сварки меди и медных сплавов. Классификация | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 18273:2004 Сварочные материалы. Проволочные электроды, проволока и прутки для сварки алюминия и алюминиевых сплавов. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 18273:2015 Сварочные материалы. Проволочные электроды, проволока и прутки для сварки алюминия и алюминиевых сплавов. Классификация | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 18274:2004 Сварочные материалы. Проволока и ленточные электроды, проволока и прутки для сварки плавлением никеля и никелевых сплавов. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 18274:2004/Cor 1:2005 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 18274:2004/Кор 2:2006 Сварочные материалы. Проволока и ленточные электроды, проволока и стержни для сварки плавлением никеля и никелевых сплавов. Классификация. Техническое исправление 2 | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 18274:2010 Сварочные материалы. | 90,92 | ИСО/ТК 44/ПК 3 |
ISO/FDIS 18274 Сварочные материалы. Сплошные проволочные электроды, сплошные ленточные электроды, сплошные проволоки и сплошные стержни для сварки плавлением никеля и никелевых сплавов. Классификация | 50.00 | ИСО/ТК 44/ПК 3 |
ISO 18275:2005 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 18275:2005/Cor 1:2007 Сварочные материалы. Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Классификация. Техническое исправление 1 | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 18275:2011 Сварочные материалы. Покрытые электроды для ручной дуговой сварки высокопрочных сталей. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 18275:2018 Сварочные материалы. Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Класс | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 18276:2005 Сварочные материалы. Порошковые электроды для дуговой сварки высокопрочных сталей в среде защитных газов и без нее. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 18276:2017 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 19288:2016 Сварочные материалы. Сплошные проволочные электроды, сплошные проволоки и стержни для сварки плавлением магния и магниевых сплавов. Классификация | 90,93 | ИСО/ТК 44/ПК 3 |
ИСО 20168:2016 Сварка сопротивлением. | 90,93 | ИСО/ТК 44/ПК 6 |
ISO/TR 20172:2006 Сварка. Системы группировки материалов. Европейские материалы | 95,99 | ИСО/ТК 44/ПК 10 |
ISO/TR 20172:2009 Сварка. Системы группирования материалов. Европейские материалы | 95,99 | ИСО/ТК 44/ПК 10 |
ISO/TR 20172:2021 Сварка. | 60,60 | ИСО/ТК 44/ПК 10 |
ISO/TR 20173:2005 Сварка. Системы группирования материалов. Американские материалы | 95,99 | ИСО/ТК 44/ПК 10 |
ISO/TR 20173:2009 Сварка. Системы группировки материалов. Американские материалы | 95,99 | ИСО/ТК 44/ПК 10 |
ISO/TR 20173:2018 Сварка. | 60,60 | ИСО/ТК 44/ПК 10 |
ISO/TR 20174:2005 Сварка. Системы группировки материалов. Японские материалы | 95,99 | ИСО/ТК 44/ПК 10 |
ISO/TR 20174:2020 Сварка. Системы группировки материалов. Японские материалы | 60,60 | ИСО/ТК 44/ПК 10 |
ISO 20378:2017 Сварочные материалы. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO 21952:2007 Сварочные материалы. Проволочные электроды, проволока, стержни и наплавка для дуговой сварки в защитных газах жаропрочных сталей. Класс | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 21952:2012 Сварочные материалы. Проволочные электроды, проволока, прутки и наплавка для дуговой сварки в защитных газах жаропрочных сталей. | 90,93 | ИСО/ТК 44/ПК 3 |
ISO/TR 22281:2018 Сварочные материалы. Заявление Международного института сварки (IIW) об использовании анализа микроэлементов в спецификациях на сварочные материалы | 60,60 | МИС |
ISO/TR 23413:2019 Сварка сопротивлением. Обзор стандартов на сварку сопротивлением | 60,60 | ИСО/ТК 44/ПК 6 |
ISO 24034:2005 Сварочные материалы. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 24034:2005/Amd 1:2008 Сварочные материалы. Сплошные проволоки и стержни для сварки плавлением титана и титановых сплавов. Классификация. Поправка 1: . | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 24034:2010 Сварочные материалы. Сплошные проволочные электроды, сплошные проволоки и стержни для сварки плавлением титана и титановых сплавов. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 24034:2020 Сварочные материалы. Сплошные проволочные электроды, сплошные проволоки и стержни для сварки плавлением титана и титановых сплавов. Классификация | 60,60 | ИСО/ТК 44/ПК 3 |
ИСО 24373:2008 Сварочные материалы. Сплошные проволоки и стержни для сварки плавлением меди и медных сплавов. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 24373:2018 Сварочные материалы. Сплошные проволоки и стержни для сварки плавлением меди и медных сплавов. Класс | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 24598:2007 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод/флюс для дуговой сварки под флюсом жаропрочных сталей. | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 24598:2012 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод-флюс для дуговой сварки под флюсом жаропрочных сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 24598:2019 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод-флюс для дуговой сварки под флюсом жаропрочных сталей. | 60,60 | ИСО/ТК 44/ПК 3 |
ISO 26304:2008 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 26304:2008/Cor 1:2009 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. | 95,99 | ИСО/ТК 44/ПК 3 |
ИСО 26304:2011 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. Классификация | 95,99 | ИСО/ТК 44/ПК 3 |
ISO 26304:2017 Сварочные материалы. Сплошные проволочные электроды, порошковые электроды и комбинации электрод-флюс для дуговой сварки под флюсом высокопрочных сталей. | 90,93 | ИСО/ТК 44/ПК 3 |
 Требования к размерам
Требования к размерам Технические условия поставки присадочных материалов и флюсов. Тип продукта, размеры, допуски и маркировка
Технические условия поставки присадочных материалов и флюсов. Тип продукта, размеры, допуски и маркировка Длина и допуск
Длина и допуск Прутки, проволока и наплавка для вольфрамовой сварки в среде инертного газа нелегированных и мелкозернистых сталей. Классификация
Прутки, проволока и наплавка для вольфрамовой сварки в среде инертного газа нелегированных и мелкозернистых сталей. Классификация Прутки, проволока и наплавка для вольфрамовой сварки в среде инертного газа нелегированных и мелкозернистых сталей. Класс
Прутки, проволока и наплавка для вольфрамовой сварки в среде инертного газа нелегированных и мелкозернистых сталей. Класс Размеры проволоки, катушек, ободов и мотков
Размеры проволоки, катушек, ободов и мотков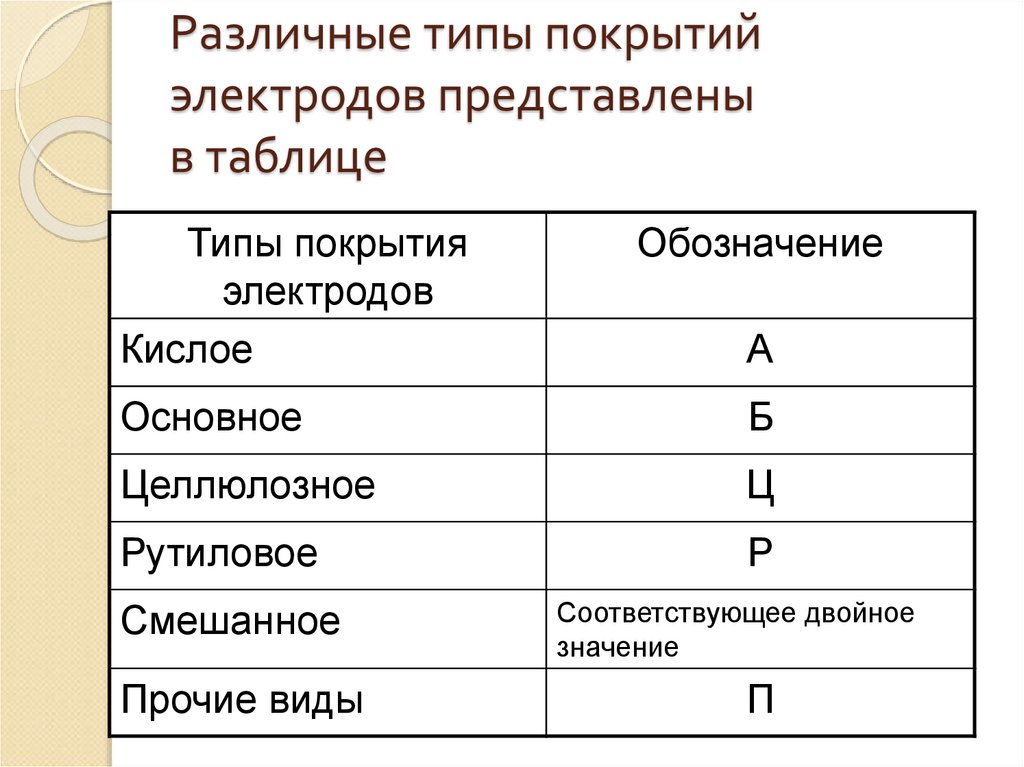 Символизация
Символизация Определение эффективности, извлечения металла и коэффициента осаждения
Определение эффективности, извлечения металла и коэффициента осаждения Код символов для идентификации
Код символов для идентификации Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация Код символов для идентификации
Код символов для идентификации Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Классификация
Покрытые электроды для ручной дуговой сварки жаропрочных сталей. Классификация Классификация
Классификация Техническое исправление 1
Техническое исправление 1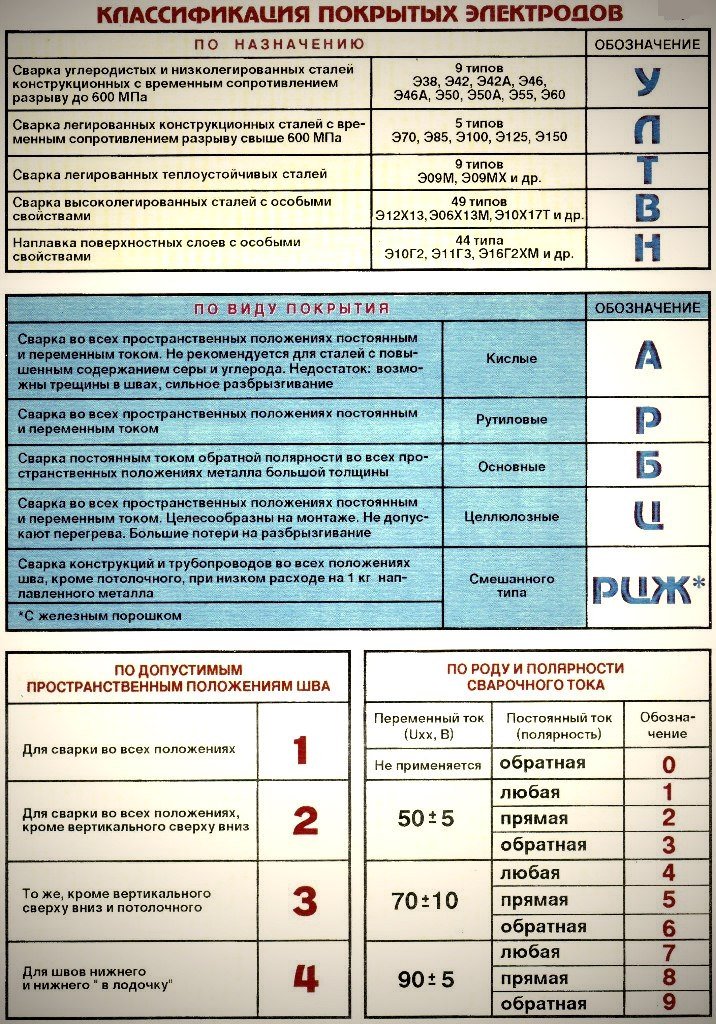 Класс
Класс Материалы для электродов и вспомогательного оборудования
Материалы для электродов и вспомогательного оборудования Нанесение наплавленного металла для химического анализа
Нанесение наплавленного металла для химического анализа Нанесение наплавленного металла для химического анализа
Нанесение наплавленного металла для химического анализа Неплавящиеся вольфрамовые электроды. Классификация
Неплавящиеся вольфрамовые электроды. Классификация Классификация
Классификация Проволочные электроды и комбинации проволока-флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Классификация
Проволочные электроды и комбинации проволока-флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Классификация Сплошные проволочные электроды, порошковые электроды и комбинации электрод/флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Класс
Сплошные проволочные электроды, порошковые электроды и комбинации электрод/флюс для дуговой сварки под флюсом нелегированных и мелкозернистых сталей. Класс Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация. Техническое исправление 1
Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация. Техническое исправление 1 Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация
Покрытые электроды для ручной дуговой сварки никеля и никелевых сплавов. Классификация Классификация
Классификация Флюсы для дуговой и электрошлаковой сварки под флюсом. Классификация
Флюсы для дуговой и электрошлаковой сварки под флюсом. Классификация Проволочные электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах. Класс
Проволочные электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах. Класс Проволочные электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах. Классификация
Проволочные электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах. Классификация Проволочные электроды, ленточные электроды, проволока и стержни для сварки плавлением нержавеющих и жаропрочных сталей. Классификация. Дополнение 1: Добавление ленточных электродов для дуговой сварки под флюсом и электрошлаковой сварки
Проволочные электроды, ленточные электроды, проволока и стержни для сварки плавлением нержавеющих и жаропрочных сталей. Классификация. Дополнение 1: Добавление ленточных электродов для дуговой сварки под флюсом и электрошлаковой сварки Проволочные электроды, ленточные электроды, проволока и стержни для дуговой сварки нержавеющих и жаропрочных сталей. Класс
Проволочные электроды, ленточные электроды, проволока и стержни для дуговой сварки нержавеющих и жаропрочных сталей. Класс Определение влагостойкости электродов для ручной дуговой сварки металлическим электродом путем измерения диффузионного водорода
Определение влагостойкости электродов для ручной дуговой сварки металлическим электродом путем измерения диффузионного водорода Методы испытаний. Часть 1. Методы испытаний цельносварных металлических образцов из стали, никеля и никелевых сплавов. Поправка 1
Методы испытаний. Часть 1. Методы испытаний цельносварных металлических образцов из стали, никеля и никелевых сплавов. Поправка 1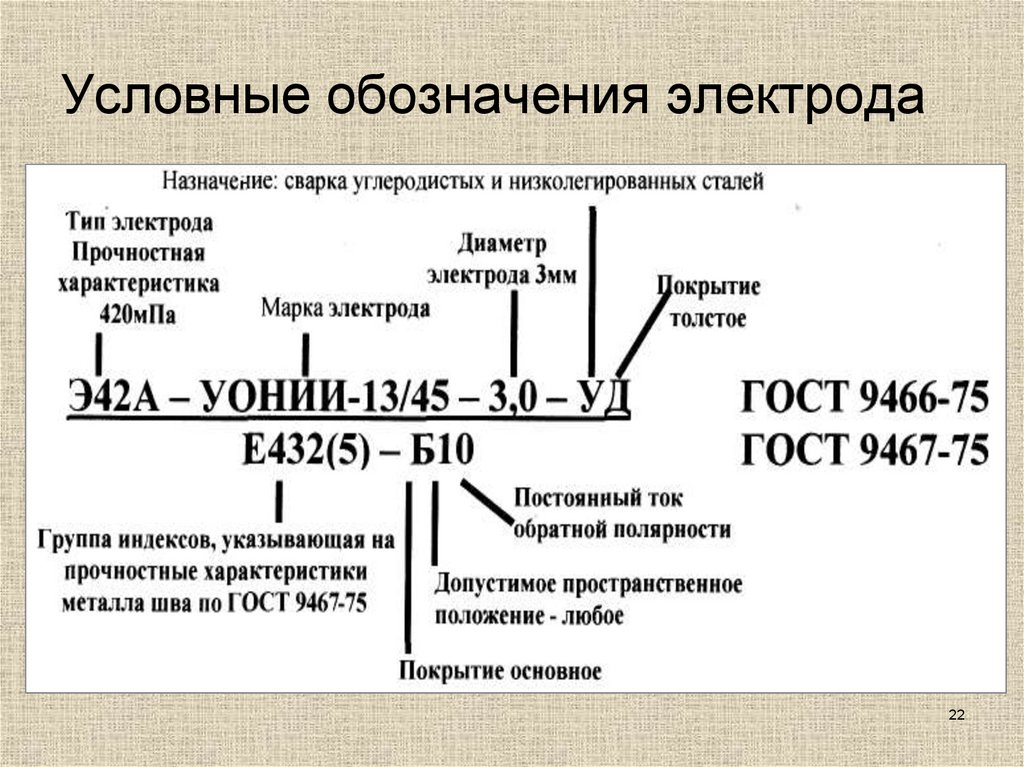 Методы испытаний. Часть 2. Подготовка образцов для одно- и двухпроходных испытаний из стали
Методы испытаний. Часть 2. Подготовка образцов для одно- и двухпроходных испытаний из стали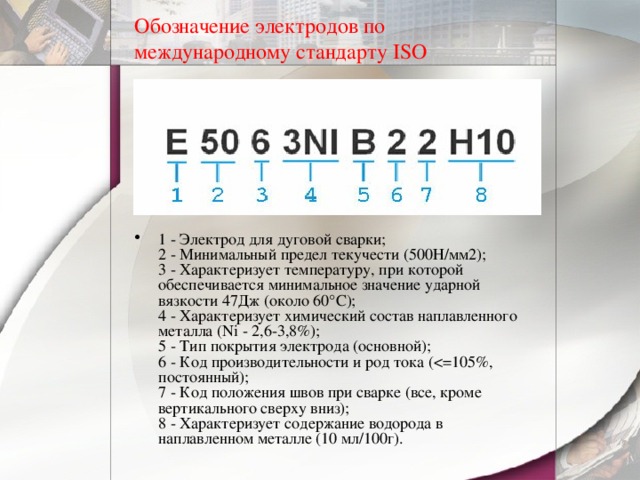 Часть 3. Классификационные испытания позиционной способности и провара корня сварочных материалов в угловом шве
Часть 3. Классификационные испытания позиционной способности и провара корня сварочных материалов в угловом шве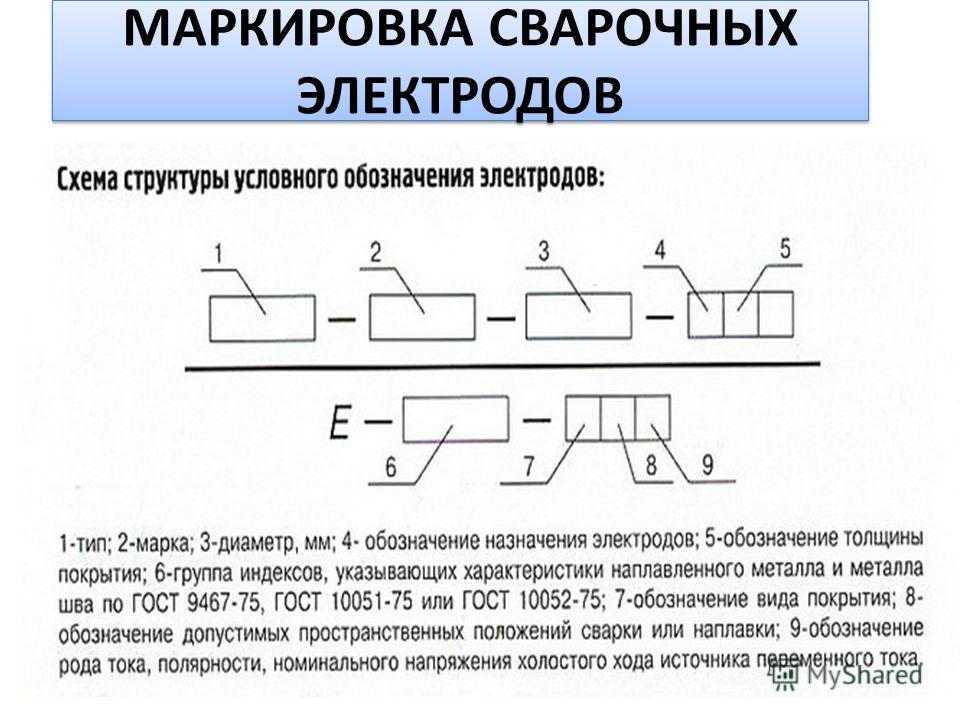 Методы испытаний. Часть 3. Классификационные испытания позиционной способности и проникновения сварочных материалов в угловой шов
Методы испытаний. Часть 3. Классификационные испытания позиционной способности и проникновения сварочных материалов в угловой шов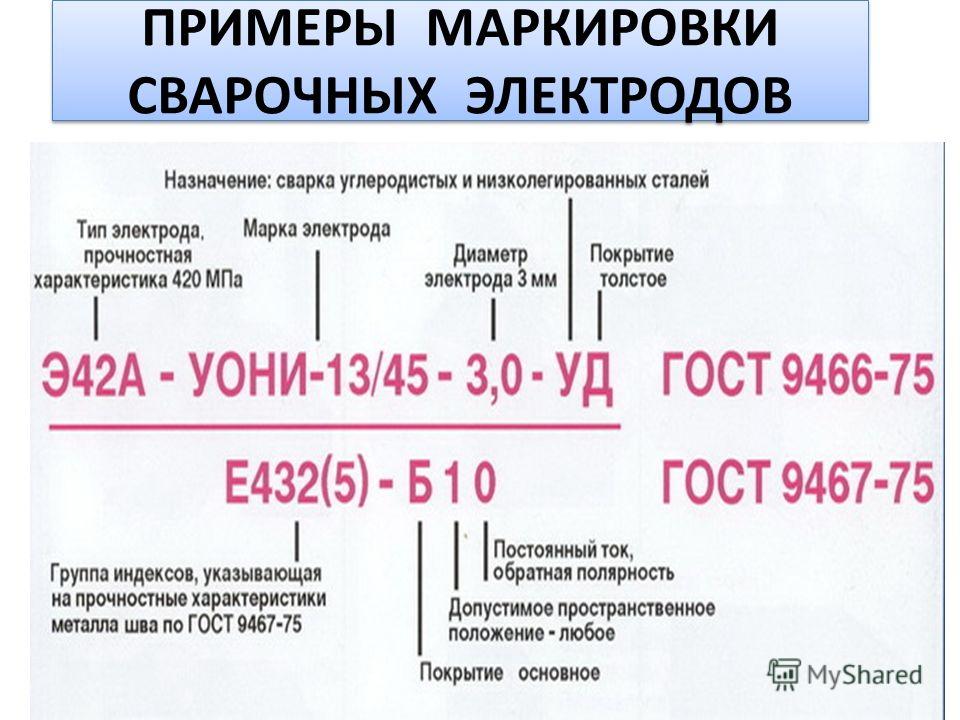 Проволочные электроды, проволока, стержни и наплавка для дуговой сварки в защитных газах высокопрочных сталей. Классификация
Проволочные электроды, проволока, стержни и наплавка для дуговой сварки в защитных газах высокопрочных сталей. Классификация Порошковые электроды для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах и без них. Классификация
Порошковые электроды для дуговой сварки нелегированных и мелкозернистых сталей в защитных газах и без них. Классификация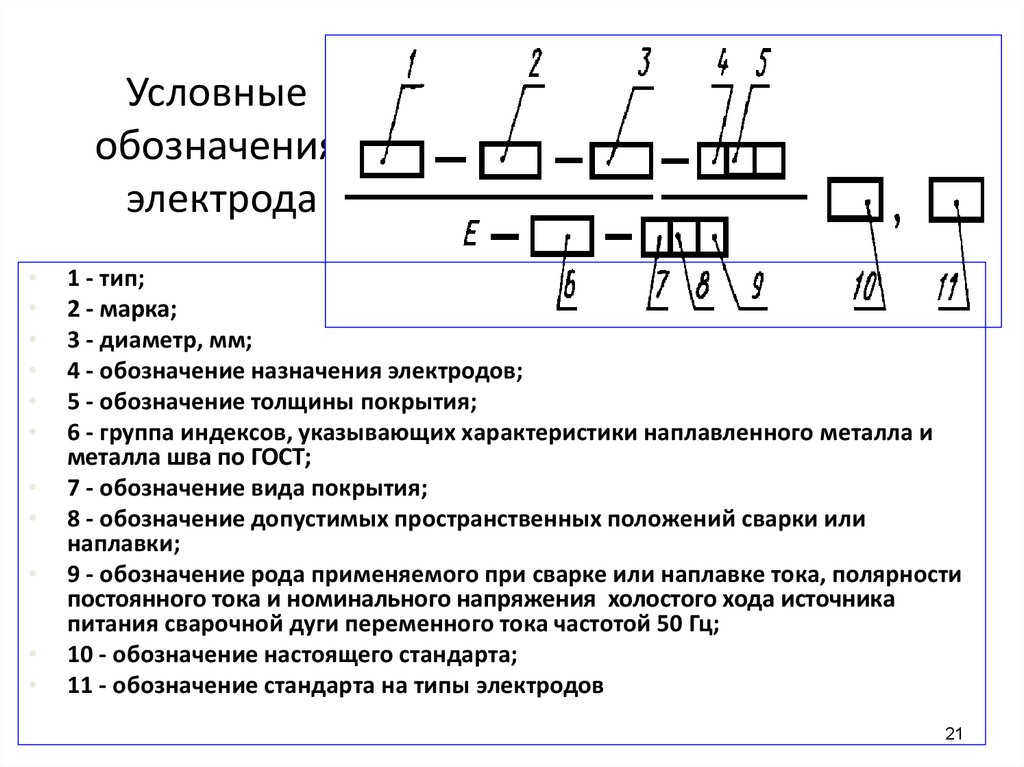 Порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитных газов и без нее. Классификация
Порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитных газов и без нее. Классификация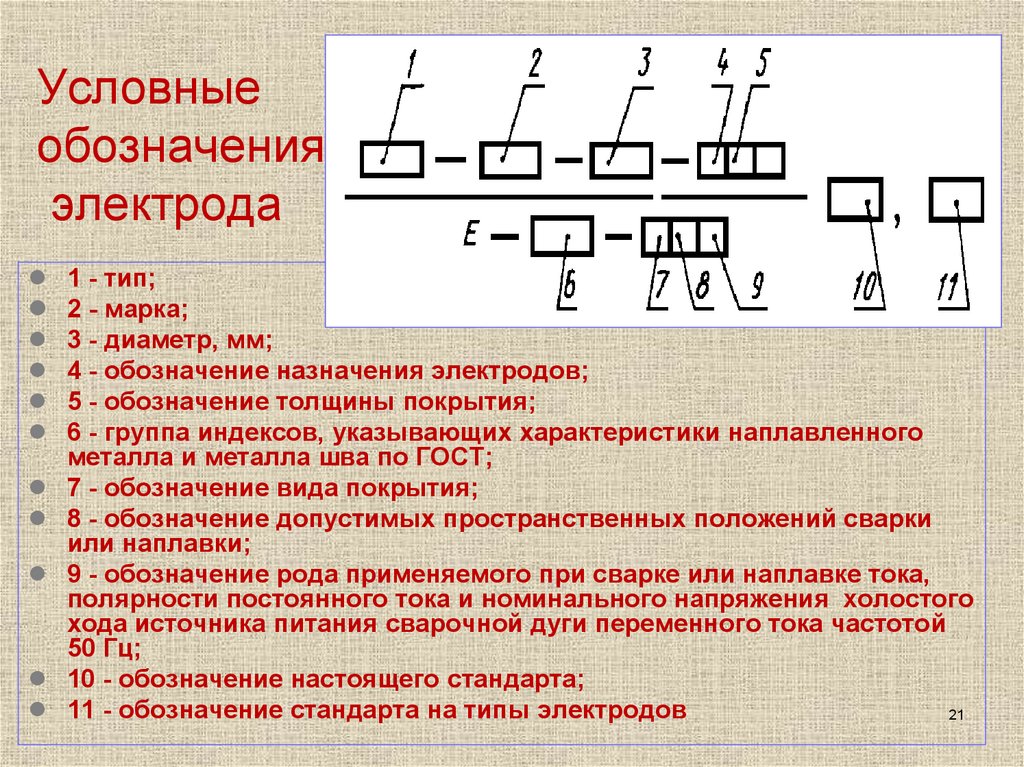 Порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитных газов и без нее. Классификация. Поправка 1
Порошковые электроды и стержни для дуговой сварки нержавеющих и жаропрочных сталей в среде защитных газов и без нее. Классификация. Поправка 1 Порошковые электроды для дуговой сварки жаропрочных сталей в среде защитных газов. Классификация
Порошковые электроды для дуговой сварки жаропрочных сталей в среде защитных газов. Классификация Класс
Класс Проволочные и ленточные электроды, проволока и стержни для сварки плавлением никеля и никелевых сплавов. Классификация. Техническое исправление 1
Проволочные и ленточные электроды, проволока и стержни для сварки плавлением никеля и никелевых сплавов. Классификация. Техническое исправление 1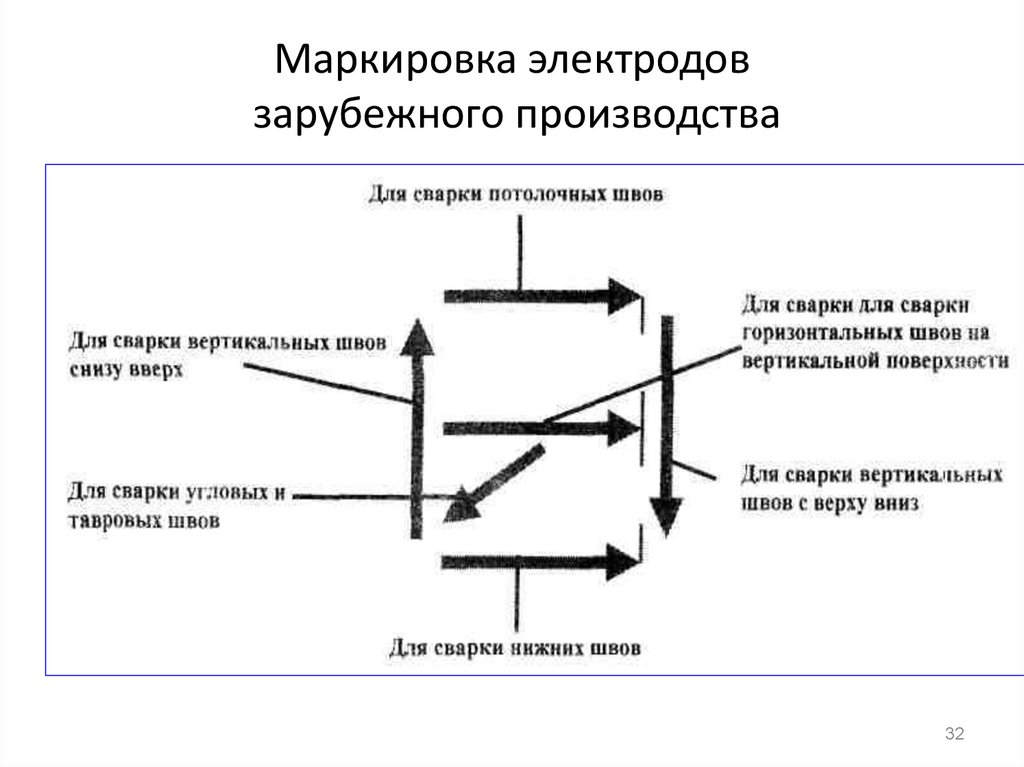 Сплошные проволочные электроды, сплошные ленточные электроды, сплошные проволоки и сплошные стержни для сварки плавлением никеля и никелевых сплавов. Класс
Сплошные проволочные электроды, сплошные ленточные электроды, сплошные проволоки и сплошные стержни для сварки плавлением никеля и никелевых сплавов. Класс Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Классификация
Покрытые электроды для ручной дуговой сварки высокопрочных сталей. Классификация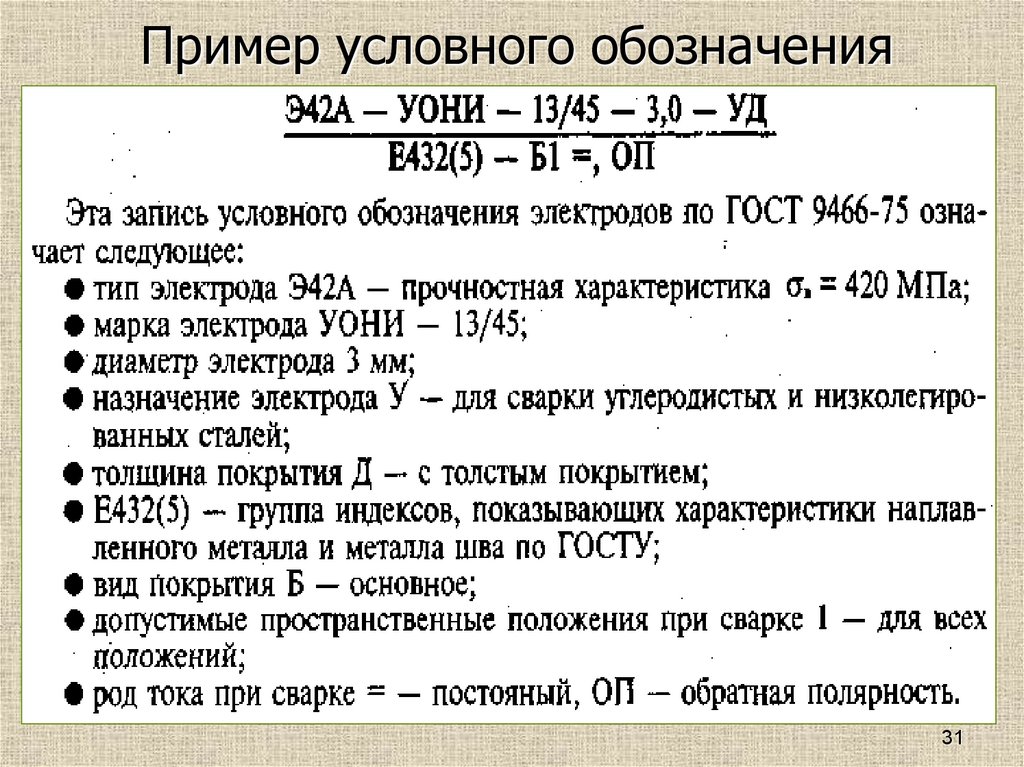 Классификация
Классификация Трубчатые порошковые электроды для дуговой сварки высокопрочных сталей в защитных и негазовых средах. Классификация
Трубчатые порошковые электроды для дуговой сварки высокопрочных сталей в защитных и негазовых средах. Классификация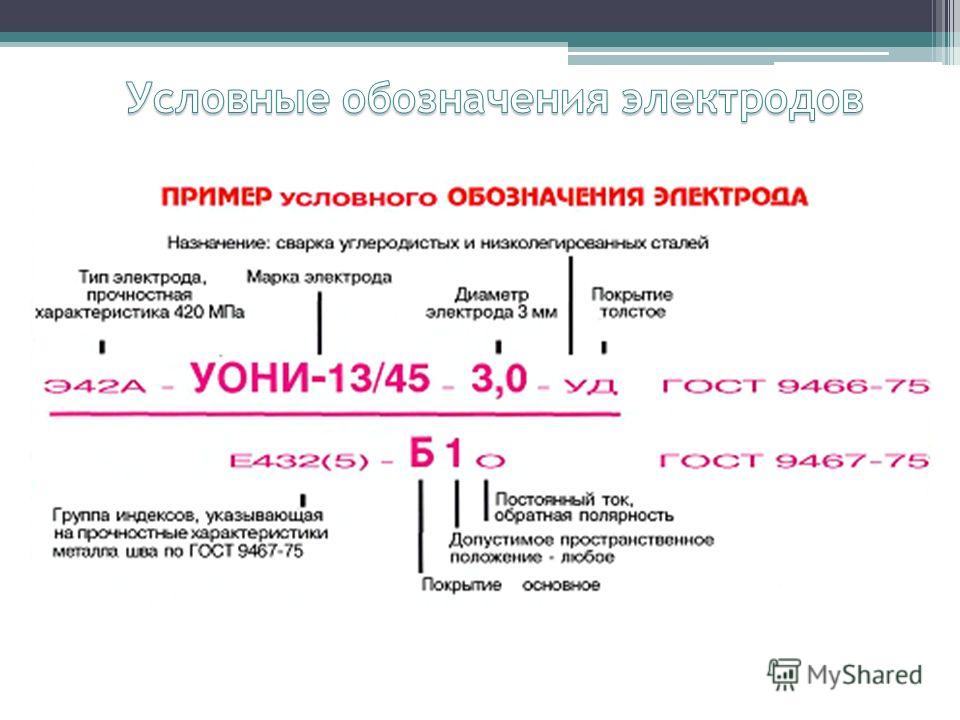 Стопорные конусы для электрододержателей и электродных колпачков
Стопорные конусы для электрододержателей и электродных колпачков Системы группировки материалов. Европейские материалы
Системы группировки материалов. Европейские материалыГлава 13: Горячие работы — сварка и резка
ПРИМЕЧАНИЕ. ВСЕ РАЗРЕШЕНИЯ НА ГОРЯЧИЕ РАБОТЫ ТРЕБУЮТСЯ УВЕДОМЛЕНИЯ ОЕМ-ПРОИЗВОДИТЕЛЕЙ НЕ МЕНЕЕ ЗА 24 ЧАСА ПО ЭЛЕКТРОННОЙ ПОЧТЕ НА [email protected] ИЛИ ПО ТЕЛЕФОНУ 540-654-2108.
ОБЩИЕ СВЕДЕНИЯ
При выполнении операций по резке и сварке (и связанных с ними операций, таких как пайка твердым припоем и пайка) может существовать потенциальная опасность для здоровья и безопасности. Сварочная дуга достаточно горячая, чтобы расплавить сталь, а излучаемый ею свет может ослепить. Опасности, такие как пожар, ожоги, травмы зрения и респираторные последствия от паров, газов, искр, горячего металла и лучистой энергии, являются основными опасностями. Некоторое оборудование для проведения огневых работ производит высокое напряжение или может использовать сжатые газы, которые сами по себе могут представлять опасность. Опасности, связанные с огневыми работами, можно значительно снизить за счет внедрения эффективных программ контроля. Эти операции, как правило, используются при работе с объектами, но также могут присутствовать в научно-исследовательских функциях или отделах искусства. OSHA требует наличия надлежащих средств контроля и процедур для выполнения огневых работ. (29CFR 1910.252-255)
ОСОБЫЕ ТИПЫ СВАРОЧНЫХ ОПЕРАЦИЙ ОПАСНОСТЬ
Существует 3 основных типа сварочных операций:
- Газокислородная сварка: Газокислородная сварка представляет собой соединение металла с выделением чрезвычайно высокой температуры во время горения.
- Сварка сопротивлением: Сварка сопротивлением — это соединение или резка металлов путем выделения тепла за счет сопротивления, создаваемого потоком электрического тока.
- Дуговая сварка: Дуговая сварка — это соединение или резка металлов путем выделения тепла от электрической дуги, которая проходит между сварочным электродом и электродом, размещенным на свариваемом оборудовании.

ПРОЦЕДУРЫ БЕЗОПАСНОСТИ ПРИ СВАРКЕ
Свяжитесь с OEMS для получения разрешения на проведение огневых работ и деактивации противопожарной системы.
- Зоны проведения огневых работ: Зоны проведения огневых работ должны быть должным образом обозначены и подготовлены. Район не должен представлять опасности для окружающих. По возможности такую работу следует проводить в правильно спроектированных цехах, оборудованных необходимыми средствами управления и надлежащей вентиляцией.
- Горючие и легковоспламеняющиеся материалы: Горючие и легковоспламеняющиеся материалы должны быть размещены на расстоянии не менее 3 футов от рабочей площадки, но если это невозможно, следует использовать металлические ограждения или огнестойкие шторы или другие соответствующие покрытия для создания барьера и защиты. .
- Операторы сварочных аппаратов: Работа со сварочным оборудованием должна осуществляться только уполномоченными и должным образом обученными сотрудниками.
- Напольные покрытия: Напольные покрытия в пределах 35 футов от рабочей зоны должны быть достаточными для предотвращения падения искр под пол или на более низкий уровень.
- СИЗ: средства индивидуальной защиты, такие как тонированные экраны, должны использоваться для защиты операторов от ожогов и воздействия ультрафиолетового света. Также могут потребоваться другие СИЗ, в зависимости от конкретного характера работы. Это могут быть фартуки, леггинсы, защитная обувь, защитный шлем, средства защиты слуха, глаз и органов дыхания. При работе над землей используйте платформу с подножками и стандартными перилами или страховочный пояс и спасательный круг.
- Каменные и цементные поверхности: Никогда не направляйте сварочную горелку на цементные или каменные поверхности. Влага в материале может привести к их взрыву при достижении определенной температуры.
- Осмотрите оборудование перед использованием: Оборудование с оголенными проводами или поврежденными регуляторами, горелками, электрододержателями или другими неисправными компонентами не должно использоваться.
- Предупреждения: По окончании сварки или резки предупредите других рабочих о горячем металле, отметив или повесив хорошо видимый знак.
- Обломки электродов и стержней: их нельзя оставлять на полу, их следует утилизировать надлежащим образом.
- Инструменты: После завершения работы инструменты следует хранить в безопасном месте.
ПРОТИВОПОЖАРНАЯ ЗАЩИТА
Лицо, кроме оператора, должно выполнять обязанности пожарного дежурства и оставаться на рабочем месте не менее 60 минут после окончания огневых работ. Огнетушитель с классом не менее 2-A:20-B:C (10-фунтовый огнетушитель ABC) должен присутствовать во время ВСЕХ операций сварки, пайки и резки. Если здание оборудовано спринклерной системой, она должна быть в рабочем состоянии во время проведения огневых работ.
СЖАТЫЕ ГАЗЫ
Сжатые газы бывают двух основных видов – горючие и негорючие.
- Горючий сжатый газ: Горючие сжатые газы представляют опасность помимо высокого давления. Эти газы могут легко загореться и быстро сгореть. К ним относятся ацетилен, водород, природный газ и пропан.
- Невоспламеняющийся сжатый газ: Эти типы газов не легко загораются и не быстро горят, но в конечном итоге они воспламеняются и обладают другими опасностями.
На этикетке баллона и в паспорте безопасности указываются токсичные свойства и физические опасности, связанные с определенными негорючими сжатыми газами. К ним относятся
- Аммиак
- Аргон
- Углекислый газ
- Азот
- Кислород
- Хлор
- Закись азота
Вообще говоря, при определенных обстоятельствах они могут вызвать головокружение, потерю сознания или удушье. Они также могут быть вредными при вдыхании и вызывать раздражение глаз, носа, горла и легких.
ОБРАЩЕНИЕ С БАЛЛОНАМИ СЖАТОГО ГАЗА И ХРАНЕНИЕ
Основная опасность при сварке кислородно-топливным газом связана со сваркой баллонами со сжатым газом (CGC), содержащими кислород и ацетилен. Если CGC повреждены, газ может вырваться с огромной силой, а сам сосуд может взорваться, что приведет к тяжелым травмам. Одно особенно смертельное состояние называется «ракетирование». Взрыв происходит, когда CGC разрывается и движется с такой силой, что может пробить бетонную стену.
ПРОЦЕДУРЫ ПРОВЕРКИ, ОБРАЩЕНИЯ И ХРАНЕНИЯ
- Цилиндры должны быть закреплены в вертикальном положении во избежание опрокидывания.
- Регуляторы должны быть совместимы с баллоном и его содержимым. Многие регуляторы схожи по конструкции и конструкции, поэтому необходимо проверить номер модели регулятора и сравнить его с требованиями цилиндра, чтобы убедиться в совместимости.
- Цилиндрические тележки, оборудованные фиксаторами цилиндров, такими как цепь или ремень, должны использоваться для перевозки CGC. Никогда не роняйте баллоны и не допускайте падения на них предметов.
- Не принимать к поставке ацетиленовые CGC, поступающие в горизонтальном положении. Транспортировка таким образом делает их гораздо более восприимчивыми к взрыву.
- CGC следует осмотреть перед использованием, чтобы проверить наличие утечек, коррозии, трещин, следов прогара, загрязненных клапанов, изношенных шлангов и неисправных разъемов или сломанных манометров. Если обнаружено какое-либо дефектное состояние, CGC не следует использовать.
- Никогда не открывайте клапаны до тех пор, пока из регуляторов не будет слит газ и не будут разблокированы устройства регулировки давления. При открытии CGC направляйте выпускные отверстия в сторону от людей и источников воспламенения. Медленно открывайте вентили. Для клапанов без рукояток используйте только рекомендованные поставщиком гаечные ключи. Для клапанов с рукоятками никогда не используйте гаечные ключи. Никогда не стучите по колесу с рукояткой, открывая или закрывая его.
- Пустые баллоны: когда баллоны пусты, закройте и верните их. Пустые CGC должны иметь пометку «MT» или «Empty».
- Защитные колпачки клапанов: Защитные колпачки икры должны быть на месте на CGC, когда он помещается на хранение. Это уменьшит вероятность того, что удар по клапану приведет к утечке.
- : при хранении CGC должны храниться на расстоянии не менее 20 футов друг от друга, а также они должны быть разделены негорючей стеной высотой не менее 5 футов.
- Первый пришел, первый ушел: При хранении CGC должны быть расположены таким образом, чтобы старый запас использовался раньше нового запаса.
Барьеры
ВЕНТИЛЯЦИЯ
Методы вентиляции для сварочных аппаратов различаются в зависимости от размера и типа. Для основных операций достаточно настенных вентиляторов. Имейте в виду, однако, что вентиляция никогда не должна рассматриваться как единственный способ защитить сотрудников, когда загрязнители воздуха токсичны. При плохой вентиляции следует оценить использование респиратора, прежде чем приступать к деятельности.
ТРЕБОВАНИЯ К ОБУЧЕНИЮ
Все лица, выполняющие огневые работы, должны быть обучены правильной эксплуатации оборудования, обращению со сварочными материалами и их хранению, безопасности сжатого газа и химическим опасностям. Может потребоваться дополнительное обучение правильному выбору и использованию средств индивидуальной защиты, а также обучение входу в замкнутое пространство, где это необходимо. (В некоторых случаях требуется подтверждение сертификации, например, ремонт сосудов под давлением)
ПРОГРАММА РАЗРЕШЕНИЯ НА ГОРЯЧИЕ РАБОТЫ
UMW требует наличия разрешения на огневые работы для всех работ с открытым огнем, выполняемых на объектах UMW. Разрешения на проведение огневых работ получают от OEMS, расположенного в Hamlet House. OEMS проверит территорию на наличие опасностей и выдаст разрешение. Разрешения выдаются только на ежедневные операции. Все легковоспламеняющиеся материалы должны быть удалены или покрыты негорючей защитой. Для выполнения всех огневых работ должны быть предусмотрены пожарные дежурства, и они должны быть обучены правильному использованию огнетушителей. Пожарный дозор должен оставаться на месте в течение 60 минут после завершения работ. Все подрядчики и сотрудники UMW должны получить разрешения на выполнение огневых работ. Разрешена альтернативная выдача разрешений на проведение огневых работ, а список лиц, уполномоченных на выдачу, можно получить в UMW OEMS. Все выданные разрешения должны быть утверждены UMW OEMS по телефону или с помощью электронных средств.
Ручные электродуговые электроды — ESAB — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Ручные электродуговые электроды >
Предел текучести, МПа > 610 Предел прочности при растяжении, МПа > 690 Удлинение, % > 16 Испытания по Шарпи V Температуры, CIударные значения, Дж -51 >30 >
EN 1599ECrMo1B 42 H5SFA/AWS A5.5E 8018-B2 Типичный состав металла шва, % >
Описание Классификация OK 76.28 представляет собой электрод для ручной дуговой сварки металлическим электродом с низким содержанием водорода, покрытый основным флюсом, который осаждает 2 > EN 1599ECr Mo 2 B42 H5SFA/AWS A5. 5E 9018-B3 1 / > 4 % хрома, 1 % молибдена, металл сварного шва из низколегированной ферритной стали. . > Типовой состав всего металла шва, % C Mn Si S P Cr Mo0,08 0,8 0,3 0,01 0,015 2,25 1,0 Выход 110% > Типовой мех. свойства всего металла шва Сварочный ток DC+- > Прочность на растяжениемин. 620 МПа Предел текучести мин. 530 МПа Удлинение (I=4d) мин. 18% Одобрено ABS SR BV UP SeprosUNA 485155 VdTV 00971 Параметры сварки Диаметр,Длина,МинимумМаксимум,…
Предел текучести, МПа480Предел прочности, МПа620 Удлинение А5, %40 Шарпи V Температуры испытаний, аСударные значения, Дж +2060 -8040 Содержание феррита FN 6-12 >
Предел текучести, МПа410Предел прочности при растяжении, МПа590 Относительное удлинение А5, %35 Испытания по Шарпи В, температуры, Ударные значения, Дж +20100 Содержание феррита FN 0 >
Предел текучести, МПа 410Предел прочности, МПа 640Удлинение А4, % 40 Испытания по Шарпи В, температуры, Ударные значения, Дж +20100 -19680 >
Электроды стержневые Электроды рутиловые и низководородные упаковываются в картонные пачки с полиэтиленовой термоусадочной пленкой. Они поставляются блоками по три или шесть штук во внешних коробках из гофрированного картона (рис. 1 и 2). Электроды из нержавеющей стали упакованы в полиэтиленовые коробки с повторно закрывающейся крышкой (рис. 3). > TM Без повторной обжига без колчанов ֖ без печей для выдержки Вакуумная упаковка VacPac устраняет дорогостоящие процедуры повторной обжига и обработки, обычно связанные с хранением электродов, за счет предотвращения поглощения влаги воздухом. VacPac прост и удобен в использовании, гарантируя, что электроды…
Общая информация Все покрытые электроды в большей или меньшей степени чувствительны к реабсорбции влаги. Необходимо соблюдать осторожность при хранении и обращении, чтобы предотвратить повторное поглощение влаги. Хранение Покрытые электроды любого типа очень медленно впитывают влагу, если они хранятся в следующих климатических условиях: Температура Относительная влажность 5-15°С < 60% 15-25°С < 50%выше 25°С < 40% Зимой можно иметь низкую относительную влажность, поддерживая температуру в кладовой не менее чем на 10°С выше температуры наружного воздуха. В определенные периоды летом и…
Печь для выдержки Печь для выдержки используется для промежуточного хранения во избежание скопления влаги в покрытии электродов с низким содержанием водорода и электродов из кислотно-рутиловой нержавеющей стали. Электроды, которые следует хранить в печи для выдержки: 1. Электроды, которые были повторно высушены.2. Электроды, извлеченные из герметично закрытого контейнера. 3. Электроды, которые считаются исправными и передаются непосредственно со склада после распаковки. Температура печи выдержки: 120-150С. Меры предосторожности на объекте Держите электроды как минимум в колчанах с электрическим подогревом…
Официальное одобрение В дополнение к официальному разрешению, указанному в этом каталоге, многие электроды OK одобрены иностранными властями, железнодорожными комиссиями, частными компаниями и т.д. Информацию о различных типах разрешений можно получить по запросу. Свойства при растяжении Если не указано иное, свойства при растяжении относятся ко всем испытательным образцам металла сварного шва, подготовленным в соответствии с правилами классификационных обществ с использованием электродов диаметром 4 и 6 мм. Сварочный ток Приведены максимальное и минимальное значения. Наиболее подходящий сварочный ток во многом зависит от размера заготовки,…
Водород образуется из воды в окружающей среде и из покрытия электрода. В дуге вода разделяется на кислород и водород, и, в частности, водород имеет сильную склонность к растворению в металле сварного шва и инициированию холодного растрескивания. Маркировка Тип электрода четко указан на покрытии каждого электрода рядом с рукояткой, например, ОК 48.00. > Нелегированные электроды Общие сведения о влиянии типа покрытия на сварочные свойства, скорость сварки и качество металла шва Электроды с рутиловым покрытием дают около…
Свойства при растяжении такие же или несколько выше, чем у металла шва из нелегированных основных электродов, но имеют более низкие относительное удлинение и ударную вязкость. не менее хороши с точки зрения усталостной прочности, чем необработанные соединения, выполненные с использованием основных электродов. Нелегированные рутиловые электроды, независимо от их эффективности, могут быть рекомендованы для сварки низкоуглеродистой стали с номинальным пределом прочности 440 МПа (45 кп/мм > 2 ). Что касается прочности на растяжение…
Шлак обычно не так легко удаляется, как шлак кислотных или рутиловых электродов, но, несмотря на это, его можно классифицировать как легко отделяемый. Шлак от основных электродов имеет более низкую температуру плавления, чем от рутиловых или кислотных электродов. Таким образом, риск образования шлаковых включений при стандартной производственной сварке при использовании основных электродов необычно мал, даже если шлак не полностью удаляется между валиками во время многопроходной сварки. Металл шва основных электродов имеет низкое содержание водорода и обычно обладает хорошей ударной вязкостью. даже при низких температурах. Основные электроды…
Положения сварки в соответствии со стандартом ASME IX / BS EN ISO 6947 Основные положения сварки > Плоско или вниз (1G) Горизонтально/вертикально (2G) Вертикально вверх (3G) Вертикально вниз (3G) Над головой (4G) 63 size=»-1″>
Стандарты качества и окружающей среды Качество и окружающая среда являются двумя ключевыми направлениями деятельности. ЭСАБ — одна из немногих международных компаний, которые достигли нового стандарта ISO 14001 в системах экологического менеджмента на всех наших производственных предприятиях по всему миру. В ЭСАБ качество — это непрерывный процесс, который лежит в основе всех наших производственных процессов и объектов по всему миру. Местное представительство и международная сеть независимых дистрибьюторов делают преимущества качества и непревзойденного опыта ЭСАБ в области материалов и процессов доступными для всех наших…
Все каталоги и технические брошюры ЭСАБ
Heliarc™ 283i 353i AC/DC
2 страницы
Фартук для одежды
3 страницы
SUPRAREX HDX
12 страниц
ОДЕЖДА
1 страниц
Справочник по сварке присадочного металла
556 страниц
Инвертор 161S
2 страницы
WF-100
20 страниц
Питатели и источники питания ESAB
6 страниц
REBEL AC/DC
1 стр.
Fabricator 3 в 1 Многопроцессорные сварочные системы
12 страниц
2019 Каталог продукции — Северная Америка
228 страниц
Esab
2 страницы
Ручка/ВИГ
16 страниц
Переключаемые магнитные зажимы заземления
4 страницы
Weldcloud
4 страницы
ТЕХНОЛОГИЯ Thermal Dynamics 3DPro
2 страницы
Thermal Dynamics iHC XT
2 страницы
Thermal Dynamics ProMotion
4 страницы
Thermal Dynamics Precision Performance HeavyCut Technology
2 страницы
Битва воинов
12 страниц
84-1104
4 страницы
СРАВНИТЕЛЬНАЯ ИНФОРМАЦИЯ ARCAIR
2 страницы
Aristo® Mig 5000i/U5000i
4 страницы
TAF 801 / 1251
2 страницы
Серия A
4 страницы
Решения для плазменного оборудования от EsAB
65 страниц
Origo™ Mig 320 и 410
2 страницы
Aristo™ Feed 3004 U6
3 страницы
РТ250 ? RT500
2 страницы
Origo Mig 3001i, A24 Mig 3001i/3001iw
2 страницы
Origo Mag C171/C201/C251
2 страницы
Caddy® Arc 151i/201i
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Колонна и стрела
2 страницы
AGW1 и AGW2
2 страницы
Обычные роликовые кровати
2 страницы
ЭКСКАВАТОР ДЛЯ КОНСКОГО УГЛА
5 страниц
Газокислородные горелки
9 страниц
ESAB Plasma VBA
3 страницы
ВИДЕНИЕ? T5
5 страниц
ALPHAREX
4 страницы
КОМБИРЕКС? DX
7 страниц
Э-ВЕНТИЛЯТОР?
7 страниц
100 — 13 000 мм/мин | ИМП?
4 страницы
Miggytrac 1001
2 страницы
A21 PRB и PRC
2 страницы
Аристо? MechControl 2 и 4
2 страницы
Аристо? MechTig 4000iw
2 страницы
Аристо? MechTig C2002i
2 страницы
Комплекты пистолетов Mig Spool
2 страницы
Migmaster® 215 Pro и 280 Pro
2 страницы
GunMaster 250 и 400
2 страницы
Caddy® Mig C200i
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
113 страниц
Станок для гидроабразивной резки Hydrocut LX
2 страницы
ПЕРЕХОД ДАННЫХ
7 страниц
КОЛУМБ III
5 страниц
Энергия ветра
1 стр.
Эффективная сварка в производстве ветряных башен
4 страницы
Buddy Arc 145
2 страницы
Бадди Тиг 160
2 страницы
PT26
2 страницы
Приятель? Arc 180
2 страницы
Ориго? Tig 3001i, TA24
2 страницы
Ориго? Tig 3001i, TA23
2 страницы
KHM 351 YS
2 Страницы
TIGAID 315 AC/DC
2 страницы
Ориго? Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Ориго? Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Kit_F-15-691
2 страницы
20519_RP
16 страниц
Chart_ver-b
1 страниц
20 Данные.
182 страницы
20201
46 страниц
20450
74 страницы
20360
46 страниц
CC-11
44 страницы
SSP-10000
36 страниц
SSP-1014
4 Стр.
SWR-10002
2 страницы
SWR-10000
14 страниц
COR-1049B
22 страницы
COR-1055
16 страниц
КОР-1078
21 страниц
COR-1076
9 страниц
SWR-10001
6 страниц
ALC-10001
4 страницы
Пульты дистанционного управления
2 страницы
DEUCE PACK 150 PLASMARC™
2 страницы
Origo™ Arc 410c/650c/810c
2 страницы
Origo™ Arc 4001i, A22/A24
2 страницы
Caddy™Arc251i
2 страницы
Caddy™Arc 151i/201i
2 Страницы
TIGAID 315 AC/DC
2 страницы
Горелки TIG TXH™ с функциями дистанционного управления
2 страницы
Горелки TXH™ TIG для качественной сварки
2 страницы
Origo™ Tig 4300iw AC/DC, TA24 AC/DC
2 Страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 2200i AC/DC
2 страницы
Aristo™ Tig 4000i
2 страницы
Origo™Tig 3001i, TA24
2 страницы
Origo™Tig 3001i, TA23
2 страницы
Caddy™Tig 1500i/2200i
2 страницы
WeldPoint™
2 страницы
QSet™
1 страниц
MXH™ 300/400 Вт, полипропилен
2 Страницы
PSF™ Centrovac
2 страницы
PSF™
2 страницы
MXH™300/400w PP
2 страницы
Резаки MXL™
2 страницы
MobileFeed 200 / 300 AVS
2 страницы
Aristo™ YardFeed 2000
2 страницы
Origo™ YardFeed 200
2 страницы
Пакет роботов Aristo™ для модернизации ввода-вывода
2 страницы
Упаковка робота Aristo™
4 страницы
Aristo™RoboFeed3004w / FeedMech5804w
2 страницы
Aristo™U8 / W8
2 страницы
Aristo™ Feed 3004 / 4804
2 страницы
Origo™ FeedAirmatic
2 страницы
Origo™ Feed 302 M11 Origo™ Feed 304 и 484 M12
2 страницы
Origo™Mig L305, L405 Origo™Feed L302, L304
2 страницы
Origo™/ Aristo™Mig5000i Aristo™MigU4000i/U5000i
2 страницы
MMA
2 страницы
TIG
2 страницы
MIG/MAG — источники питания с отдельными механизмами подачи проволоки
2 страницы
Компактные MIG/MAG
2 страницы
Suprarex SXE BIG
9 страниц
ESP 150 Plasma
6 страниц
Автоматизация ЭСАБ — максимальное повышение эффективности сварки
16 страниц
Импульсная сварка MIG
20 страниц
Шлемы NewTech
4 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 1500i, 2200i
2 страницы
MobileFeed 200, 300 AVS
2 страницы
Origo™ Mig C3000i, L3000i Origo™Feed L3004
2 страницы
Origo™ Mag C171, C201, C251,
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ 3000
2 страницы
ПОЗИЦИОНЕРЫ И РОЛИКОВЫЕ СТАНКИ ESAB AHMA 250-35000 Позиционеры
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Источники питания LAF
2 страницы
A2 Multitrac SAW
2 Страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Miggytrac 1001
2 страницы
Блок подачи проволоки
2 страницы
Инструмент для сварки труб A21 Сварочные головки PRB и PRC
2 страницы
ОРБИТАЛЬНАЯ СВАРКА MechTig C2002iw
2 страницы
Каталог продукции
105 страниц
Сравнить
Удалить все
Сравнить до 10 продуктов
Виды сварки | Руководство по дуговой сварке, сварке шпилек, сварке сопротивлением
Перейти к содержимому
Предыдущая Следующая
- Просмотреть увеличенное изображение
Типы сварки
Существует множество различных видов сварки, как современных, так и традиционных. От кузнечной сварки с молотками в средние века до открытия дуговой сварки углеродом в 1800-х годах сварка значительно эволюционировала за эти годы. В этом руководстве компания Taylor Studwelding собрала сведения о различных типах сварки и о том, для чего они используются.
- Arc Welding
- Stick Welding
- MIG Welding
- TIG Welding
- Submerged Arc Welding
- Electroslag Welding
- Atomic Hydrogen Welding
- Carbon Arc Welding
- Resistance Welding
- Точечная сварка
- Выступающая сварка
- Стыковая сварка
- Шовная сварка
- Сварка оплавлением
- Ацетиленовая сварка
- Solid State Welding
- Forge Welding
- Cold Welding
- Hot Pressure Welding
- Roll Welding
- Friction Welding
- Ultrasonic Welding
- Magnetic Pulse Welding
- Explosion Welding
- Diffusion Welding
- Электронно-лучевая сварка
- Лазерная сварка
- Приварка стержней
- Приварка стержней дуговой вытяжкой
- Приварка стержней коротким циклом
- Приварка стержней конденсаторным разрядом
- Кузнечная сварка : детали из низкоуглеродистой стали нагреваются и сбиваются вместе.
- Холодная сварка : Высокое давление при комнатной температуре приводит к слиянию очень чистых металлов.
- Сварка горячим давлением : макродеформация основного материала под воздействием тепла и давления.
- Роликовая сварка : ролики вызывают деформацию под воздействием тепла и давления (вместо молотков).
- Сварка трением : механическое скользящее движение стирает материалы друг с другом.
- Ультразвуковая сварка : преобразователь излучает высокочастотные колебания для соединения материалов.
- Магнитно-импульсная сварка : магнитные силы сваривают заготовки вместе.
- Сварка взрывом : управляемая детонация соединяет быстро движущиеся части.
- Диффузионная сварка : соединение тугоплавких металлов без нарушения их металлургических свойств.
- Символы сварки и размеры сварных швов четко указаны на чертеже и сопутствующих документах.
- Конструкции и размеры сварных соединений четко указаны в чертежах и соответствующих документах.
- Карты сварки определяют спецификацию процедуры сварки (WPS), которая будет использоваться для конкретных сварных соединений.
- Подробные размеры и возможные искажения.
- Специфицированные сварочные материалы.
- Надлежащее обращение с расходными материалами, если таковые имеются.
- Определены требования к основному материалу (например, использование материалов, испытанных на ударную вязкость, где пластичность надреза является требованием при эксплуатации при низких температурах).
- Определены механические свойства и необходимые испытания.
- Определены требования к защите от атмосферных воздействий и ветрозащиты.
- Определены требования к предварительному нагреву и допустимые методы предварительного нагрева.
- Определены требования к термической обработке после сварки (PWHT) и приемлемый метод PWHT.
- Определены контрольные точки и требования NDE.
- Четко указаны дополнительные требования, такие как производственные образцы сварных швов.
- Требования к испытаниям под давлением, если таковые имеются, четко указанные
- Компетентность сварочной организации для выполнения сварочных работ в соответствии с указанными нормами, стандартами и спецификациями
- Роли и обязанности инженеров, сварочной организации и инспекторов по сварке определены и соответствуют работе.
- Независимость инспекционной организации от производственной организации ясна и продемонстрирована.
- WPS должным образом квалифицированы и соответствуют применимым нормам, стандартам и спецификациям для работы.
- Записи квалификации процедур (PQR) выполнены надлежащим образом и поддерживают WPS.
- Квалификация сварщика (WPQ) соответствует требованиям WPS.
- Исследователи ОСП должным образом сертифицированы для техники ОСП.
- Процедуры NDE актуальны и точны.
- Текущая калибровка оборудования неразрушающего контроля.
- Калибровка сварочного аппарата текущая
- Приборы, такие как амперметры, вольтметры, контактные пирометры, имеют токовые калибровки.
- Печи для хранения сварочных материалов работают с автоматическим контролем нагрева и визуальной индикацией температуры.
- Процедура термообработки доступна и подходит
- Доступны процедуры испытаний под давлением и подробные требования к испытаниям.
- Калибровка оборудования PWHT актуальна.
- Оборудование для испытаний под давлением и манометры откалиброваны и отвечают соответствующим требованиям к испытаниям.
- Имеются сертификаты испытаний материалов и правильно маркированные элементы (включая опорное кольцо, если оно используется;).
- Маркировка электродов, флажки для оголенных проводов, маркировка на катушках проволоки и т. д., как указано.
- Маркировка присадочного материала соответствует сертификации присадочного материала.
- Маркировка основного металла соответствует сертификации материала.
- Выполняется запись информации о прослеживаемости наполнителя и основного металла.
- Штамповки из основного металла имеют низкую нагрузку и не повреждают компонент.
- Цветовой код полос краски соответствует материалу конструкции.
- Записи PMI дополняют прослеживаемость материала и подтверждают материал конструкции.
- Поверхности подготовки к сварке не содержат загрязнений и дефектов основного металла, таких как расслоения и трещины.
- Предварительный нагрев, при необходимости применяется для термической резки c. Термическая обработка прокаливанием водородом, при необходимости, выполняется по процедуре.
- Сварное соединение не содержит оксидных и сульфидных отложений, остатков углеводородов и любых избыточных отложений грунтовок для сварки.
- Тип сварного соединения, угол скоса, поверхность притупления и отверстие приварки соответствуют требованиям.
- Соосность и несоответствие правильные и приемлемые
- Размеры основных материалов, присадочного металла и сварного шва правильные.
- Раструбные сварные швы труб имеют надлежащий зазор.
- Оборудование и техника предварительного нагрева приемлемы.
- Покрытие и температура предварительного нагрева указаны правильно.
- Повторный нагрев, если требуется, применяется для операций термической резки.
- Предварительный нагрев, если требуется, применяется для удаления влаги
- Тип и размер присадочного металла соответствуют процедуре.
- Присадочные металлы должным образом обрабатываются и хранятся.
- Присадочные металлы чистые и не содержат загрязнений.
- Покрытие электродов с покрытием не повреждено и не намокло.
- Флюс подходит для процесса сварки и требует надлежащего обращения.
- Инертные газы, при необходимости, подходят для защиты и продувки.
- Состав газа правильный и соответствует всем требованиям по чистоте.
- Системы защитного газа и коллектора продувки периодически сбрасываются, чтобы предотвратить повторное заполнение воздухом.
- Сварщик несет ответственность за качество изготовления сварных изделий
- Сварщик соответствует квалификационным требованиям
- Сварщик понимает технологию сварки и требования к работе.
- Специальная подготовка и макет сварки, если требуется.
- Сварщик понимает контрольные точки.
- Основные переменные соблюдаются во время сварки.
- Наполнитель, флюсы и состав/расход инертного газа.
- Техника очистки, скорость потока, анализ O2 и т. д.
- Нагреватели стержней включены или если нагреватели стержней не используются, сварщик соблюдает максимальное время выдержки вне электродной печи.
- Предварительный нагрев во время прихватки и удаление прихваточных швов (при необходимости).
- Техника сварки, ход сварки, перекрытие валиков и т. д.
- Настройки оборудования, такие как сила тока, напряжение и подача проволоки.
- Предварительный нагрев и межпроходная температура.
- Скорость движения (ключевой элемент тепловложения).
- Подвод тепла (при необходимости).
- Сварка макета, при необходимости, выполнение требований со сварщиком и инженером-сварщиком.
- Сварщик демонстрирует уверенность и придерживается передовых методов сварки.
- Прихваточные швы, которые должны быть включены в сварной шов, имеют приемлемое качество.
- Корень шва имеет адекватное проплавление и качество.
- Допускается очистка между проходами сварки и любых поверхностей с обратной выемкой.
- Дополнительный неразрушающий контроль, выполненный между проходами сварки и на поверхностях с обратной строжкой, показывает приемлемые результаты.
- В процессе доработки и устранения дефектов выполнены.
- Измерение феррита в процессе, если требуется, выполняется и записывается.
- Усиление окончательного шва и размер углового шва соответствуют рабочим спецификациям и чертежам.
- Размер, длина и расположение всех сварных швов соответствуют чертежам/спецификациям/коду.
- Сварные швы не добавляются без утверждения.
- Размерный и визуальный контроль сварного шва не выявляет несплошности сварки, чрезмерную деформацию и низкое качество изготовления.
- Временные крепления и сварные швы удалены и соединены с основным металлом.
- Несоответствия проверены на соответствие критериям приемлемости для классификации дефектов.
- PMI сварного шва, если требуется, и выводы эксперта показывают, что они соответствуют спецификации.
- Штамповка/маркировка сварных швов подтверждена сварщиком.
- Выполнить проверку твердости поля.
- Подтвердить проведение NDE в выбранных местах и просмотреть выводы эксперта.
- Осмотрены указанные места.
- Установленная частота осмотра.
- NDE после финальной PWHT.
- Работа каждого сварщика включена в методики выборочной проверки.
- Качество пленки RT, размещение IQI, видимость IQI и т. д. соответствуют стандартам.
- Инспектор согласен с интерпретациями и выводами экспертов.
- Правильно выполненная документация по всем NDE
- Убедиться, что термообработка после сварки выполняется в соответствии с процедурой и дает приемлемые результаты.
- Удалены следы краски и другие вредные загрязнения.
- Временные вложения удалены.
- Механически обработанные поверхности, защищенные от окисления.
- Внутренние детали оборудования, такие как внутренние детали клапанов, удалены во избежание повреждений.
- Оборудование с опорой для предотвращения деформации.
- Термопары закреплены правильно.
- Термопары адекватно контролируют различные температурные зоны и самые толстые/тонкие детали в изготовлении.
- Система контроля температуры откалибрована.
- Пропускная способность для локального обогрева достаточна.
- Изоляция, примененная к компоненту, где требуется местное отопление.
- Температура и время выдержки правильные.
- Скорость нагрева и скорость охлаждения правильные.
- Деформация допустима после завершения термоцикла.
- Твердость указывает на приемлемую термическую обработку
- Проверка выполнения испытания под давлением в соответствии с процедурой
- Давление соответствует требованиям испытаний.
- Продолжительность теста указана.
- Температура металла компонента соответствует минимальным и максимальным требованиям.
- Падение или спад давления допустимы для каждой процедуры.
- Визуальный осмотр дефектов не выявил.
- Проведите окончательную проверку досье инспекции для выявления неточностей и неполной информации.
- Все проверки в плане качества выполнены надлежащим образом.
- Отчеты об инспекциях заполнены, приняты и подписаны ответственными лицами.
- Отчеты об инспекциях, интерпретация и выводы экспертов NDE точны.
- WPS — это письменный документ, который дает указания сварщику или оператору сварки для выполнения производственного сварного шва в соответствии с требованиями кодекса. Это должно быть проверено сварочной инспекционной компанией.
- PQR документирует то, что произошло во время сварки тестового образца, и результаты испытаний образца. Это должно быть проверено сварочной инспекционной компанией.
- Квалификация процедуры показывает соответствие сварного шва требуемым механическим свойствам (т. е. прочности, пластичности), а квалификация производительности показывает способность сварщика наплавлять качественный сварной шов. Это должно быть проверено сварочной инспекционной компанией.
- Каждый производитель или подрядчик должен вести учет результатов, полученных в процессе сварки, и квалификации сварщика/оператора. Записи должны быть заверены производителем или подрядчиком и доступны для уполномоченного инспектора.
- Испытание на растяжение дает значение растяжения, а испытание на изгиб показывает пластичность и прочность. Рентгенография также указывает на целостность.
- Таким образом, квалификация процедуры: испытание на растяжение + испытание на изгиб
- Квалификация характеристик: испытание на изгиб или радиография
- Испытание на растяжение для аттестации процедуры считается пройденным, если разрушение происходит в а) металле сварного шва с прочностью >= SMTS основного металла или b) с прочностью основного металла >= 95% SMTS основного металла. Это должно быть проверено сварочной инспекционной компанией.
- Если сварщик или оператор сварки аттестован рентгенографически, минимальная длина проверяемого образца должна составлять 6 дюймов и включать всю окружность сварного шва для трубы
- Производственные испытания с некоторыми условиями приемлемы
- Трещина при испытании на изгиб не должна превышать 1/8” в любом направлении. Критерии рентгенографии более строгие, чем рентгенография для работы.
- P-номера представляют собой классификацию основного металла с аналогичным составом и свойствами, т. е. с аналогичной прочностью и пластичностью.
- F-число указывает на аналогичные аспекты удобства использования наполнителя.
- A-номер дает аналогичный хим. комп. В состоянии «как сварное».
- Существенные переменные (EV), если они изменены, требуется новая квалификация процедуры. Несущественные переменные (NEV) могут быть изменены без квалификации новой процедуры. Но процедура должна быть пересмотрена.
- Дополнительные существенные переменные (SEV) рассматриваются как (EV) только в том случае, если есть требования по ударной вязкости. В противном случае они являются «несущественными» переменными.
- EV и SEV включены в документ PQR. EV, SEV и NEV включены в документ WPS.
- Документ PQR содержит данные, используемые в тесте PQR, и результаты тестов, и его нельзя изменить.
- WPS предоставляет параметры, которые будут использоваться в производственном задании, и они должны находиться в пределах диапазона, установленного тестом PQR.
- WPS может быть пересмотрен в пределах квалифицированных электромобилей. NEV всегда можно пересмотреть, не влияя на действительность PQR.
- Только в режимах SMAW, SAW, GTAW, PAW и GMAW (кроме короткого замыкания) или их комбинации Радиографический тест может использоваться для квалификационного теста сварщика, но есть исключение, кроме P-No.21 — P- №25 и от П-№51 до П-№53 и от П-№61 до П-№62, сварщик разделки швов от П-№21 до П-№25 и от П-№51 до Металлы P-No. 53, обработанные методом GTAW, также могут быть квалифицированы с помощью рентгенографии.
- Для аттестации сварщика, когда образец не прошел визуальный осмотр и предполагается провести немедленное повторное испытание, сварщик должен изготовить два контрольных образца для каждой позиции, в которой он не прошел. Если оба контрольных образца прошли визуальный контроль, один из них может быть выбран экзаменатором для механического контроля, аналогичным образом, если механический контрольный образец не прошел, сварщик должен изготовить два контрольных образца, оба контрольных образца должны пройти испытание.
- Для аттестации сварщика с помощью рентгенографии для немедленного повторного испытания, проверка двух 6-дюймовых пластин и труб должна включать две трубы, в общей сложности 12-дюймовый сварной шов, который должен включать всю окружность сварного шва
- Если сварщик не выполнял сварку в процессе период 6 месяцев или более, его квалификация для этого процесса истекает
- Статью IV не следует читать напрямую, при изучении других статей, в частности, «спецификации процедур переменных параметров сварки» (QW-252–265) следует ссылаться на конкретный параграф в этой статье.
Что такое сварка?
Сварка — это тип производственного процесса, в котором используется тепло и давление для сплавления двух или более материалов. После охлаждения деталей формируется сварочный шов для соединения двух заготовок вместе. Готовое соединение обозначается как сварное соединение .
Сварка — это процесс, обычно используемый для металлов, но также может применяться и для дерева. Для большинства сварочных процессов требуется форма защиты для защиты наполнителя и материалов от окисления. Имея это в виду, давайте рассмотрим различные виды сварки.
Какие существуют виды сварки?
Дуговая сварка
Дуговая сварка является одним из наиболее известных видов сварки. Дуговые процессы включают использование концентрированного тепла электрической дуги для соединения металлических материалов. Эти процессы в целом делятся на две категории: методы с плавящимся электродом и методы с неплавящимся электродом. Это различие определяет, включает ли процесс плавление электрода и его вхождение в сварное соединение, или же он не плавится и действует только как проводник дуги.
Другой переменной дуговой сварки является использование тока; некоторые методы требуют определенного типа тока, тогда как другие более универсальны. Кроме того, для некоторых процессов дуговой сварки требуется защитный газ, а для других нет. Узнайте больше о некоторых наиболее известных типах дуговой сварки:
Дуговая сварка металлическим электродом в среде защитного газа (сварка электродом)
Разработанная в 1950-х годах дуговая сварка металлическим электродом в среде защитного газа, также известная как электродуговая сварка, использует сварочный материал с флюсовым покрытием. электрод с источником переменного или постоянного тока для создания электрической дуги. Затем дуга плавит заготовку и электрод в ванну расплава, образуя соединение при охлаждении.
Дуговая сварка металлическим газом (сварка МИГ)
Дуговая сварка металлическим газом используется для создания электрической дуги между расходуемым проволочным электродом и материалом заготовки.
В этом процессе сварочная горелка подается через электрод с защитным газом для защиты от загрязнений. Затем заготовка плавится, и материалы образуют связь.
Подтипами дуговой сварки металлическим газом являются сварка MIG (металл в инертном газе) и сварка MAG (металл в активном газе). Первоначально эти процессы были разработаны для цветных металлов, таких как алюминий, но со временем стали наиболее распространенным процессом сварки твердых материалов, включая сталь.
Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка ВИГ)
Дуговая сварка вольфрамовым электродом в среде защитного газа, также известная как сварка ВИГ (ВИГ означает вольфрам в инертном газе), требуется нерасходуемый вольфрамовый электрод, источник постоянного тока и инертный электрод. защитный газ, создающий плазменную дугу.
Этот процесс обеспечивает больший контроль оператора, чем сварка Stick или MIG, что делает его пригодным для сварки тонких профилей цветных металлов. Однако этот процесс сварки может быть более медленным и технически сложным.
Дуговая сварка порошковой проволокой
Дуговая сварка порошковой проволокой аналогична сварке MIG, но вместо защитного газа используется полая электродная проволока, заполненная флюсом.
Дуговая сварка с флюсовой проволокой идеально подходит для более толстых соединений благодаря высокой скорости наплавки металла шва и сильному проплавлению.
Плазменно-дуговая сварка
Плазменно-дуговая сварка использует ионизированные газы и электроды для формирования струй горячей плазмы.
Этот тип сварки идеально подходит для узких и глубоких швов, так как струи горячие, что позволяет увеличить скорость сварки.
Дуговая сварка под флюсом
Дуговая сварка под флюсом создает электрическую дугу под слоем порошкового флюса. Слой флюса обеспечивает экранирующий эффект и значительно снижает потери тепла. Бункер рециркулирует излишки флюса, а слои шлака удаляются после сварки.
Электрошлаковая сварка
При электрошлаковой сварке проволока подается в зону сварки, а флюс добавляется в электрическую дугу до тех пор, пока расплавленный шлак не достигнет кончика электрода и не погасит дугу.
Операторы электрошлаковой сварки используют источник питания постоянного тока и, как правило, работают с толстыми материалами, такими как пластины из низкоуглеродистой стали или алюминиевые шины.
Атомно-водородная сварка
Разработанная в 1926 году технология атомно-водородной сварки создает дугу между двумя вольфрамовыми электродами с водородом в качестве защитного газа. Образовавшуюся дугу поддерживают независимо от заготовки. Этот процесс сварки редко используется, поскольку сварка MIG стала предпочтительной альтернативой.
Дуговая сварка углеродом
Дуговая сварка углеродом была одним из первых процессов дуговой сварки, основанным в 1881 году. В этом методе электрическая дуга образуется между угольным электродом и заготовкой.
В ходе этого процесса выделяется значительное количество тепла, в то время как более современные методы намного безопаснее и производят необходимый для сварщиков уровень тепла.
Чтобы узнать больше о различных типах дуговой сварки , посетите наш удобный справочник.
Сварка сопротивлением
Процессы сварки сопротивлением включают приложение силы и пропускание тока через металлические детали для их нагрева и плавления в областях, заранее определенных электродами и/или деталями. К типам сварки сопротивлением относятся:
Точечная сварка
Сварщики используют точечную сварку для соединения листового металла внахлест в проектах, где прочность и долговечность не являются насущными проблемами. Медные электроды с силой скрепляют заготовки, а электрический ток нагревает их до температуры сварки. Этот процесс более экономичен, чем большинство методов дуговой сварки. Однако он имеет меньше применений и имеет тенденцию к упрочнению и деформации материалов заготовки. Здесь мы рассмотрим различия между точечной сваркой и приваркой шпилек.
Выступающая сварка
Как модификация точечной сварки, рельефная сварка включает локальный нагрев и сварку выступов (выступов) на одной или нескольких заготовках.
Стыковая сварка
Стыковая сварка используется для соединения толстых металлических стержней или пластин путем прижатия электродов к деталям и приложения противоположных сил. Нагрев происходит, но часто не плавится, образуя сварной шов в твердом состоянии.
Шовная сварка
Шовная сварка используется для соединения листового металла в местах швов путем приложения противоположных усилий электродными дисками. Вращающиеся колеса работают, чтобы локализовать ток и генерировать тепло.
Сварка оплавлением
При сварке оплавлением заготовки располагаются отдельно друг от друга и подается ток, создающий сопротивление в зазоре между материалами и дугу для плавления. Как только достигается правильная температура, две заготовки прессуются и куются вместе.
Ацетиленовая сварка
Также известная как кислородно-топливная сварка, кислородно-ацетиленовая сварка использует горючие газы и чистый кислород для повышения температуры пламени для локального плавления заготовок. Инженеры Эдмон Фуше и Шарль Пикард разработали оксиацетиленовую сварку в 1903 году, и с тех пор она в значительной степени устарела из-за развития дуговой сварки. Тем не менее, этот процесс по-прежнему используется для художественных работ и домашнего использования.
Сварка твердого тела
Сварка твердого тела характеризуется использованием температур ниже точек плавления основных материалов. В отличие от сварки сопротивлением, она не всегда требует давления. В зависимости от типа используемой твердотельной сварки, для завершения сварки может потребоваться от миллисекунд до часов. Существует множество различных типов твердотельной сварки, в том числе:
Электронно-лучевая сварка
Электронно-лучевая сварка использует пучок высокоскоростных электронов в условиях вакуума для создания мощных сварных швов. Электроны преобразуют кинетическую энергию в тепло, когда они сталкиваются с материалами заготовки, расплавляя их вместе, образуя сварной шов.
Лазерная сварка
Лазерная сварка использует высококонцентрированный лазерный источник тепла для узких и глубоких сварных швов. Сварщики могут использовать непрерывный или импульсный лазерный луч, первый для глубоких сварных швов, второй для тонких материалов.
Приварка шпилек
Приварка шпилек — это специализированный и высокоэффективный метод соединения шпилек и других крепежных изделий с листовым металлом. Этот тип сварки позволяет избежать ловушек многих других сварочных процессов, таких как ослабление заготовки, ослабление шпилек, растрескивание и окрашивание. Приварка шпилек выполняется быстро и создает один из самых прочных швов без обратной маркировки или отверстий. Различные типы приварки шпилек включают:
Приварка стержня с разрядом конденсатора
При сварке стержня с разрядом конденсатора конденсаторы заряжаются до заданного напряжения в зависимости от диаметра сварки. Затем шпилька соприкасается с листом, и конденсаторы запускают свою энергию, создавая дугу и расплавляя штифт. Обратное давление прижимает шпильку к расплавленной поверхности для полного сплавления. Приварка шпилек CD — один из самых экономичных способов сварки, идеально подходящий для тонких заготовок.
Приварка шпилек вытянутой дугой
В процессе дуговой сварки вытянутой дугой запускается вспомогательная дуга, когда шпилька поднимается на заданную высоту. Затем дуга плавит привариваемый конец шпильки, создавая ванну расплава. Обратное давление вдавливает шпильку в бассейн, а прилагаемое кольцо формирует галтель.
Приварка шпилек DA — один из лучших способов сварки для крепления шпилек к более толстым основным материалам толщиной 0,7 мм и выше.
Приварка шпилек коротким циклом
Процесс приварки шпилек с коротким циклом имеет сходство с приваркой шпилек по кругу и по диагонали.
Как и приварка шпилек CD, приварка шпилек коротким циклом не требует наконечников, и, как и приварка шпилек DA, метод короткого цикла гораздо более устойчив к неровностям поверхности и дефектам.
Приварка шпилек коротким циклом обеспечивает более глубокий сварной шов, чем приварка шпилек конденсаторным разрядом, и является намного менее дорогостоящей, чем приварка шпилек вытянутой дугой.
Часто задаваемые вопросы
Существует около 30 различных типов сварки, которые делятся на семь основных категорий: дуговая сварка, сварка сопротивлением, кислородно-ацетиленовая сварка, сварка твердого тела, электронно-лучевая сварка и сварка шпилек.
Сварочный шлак образуется, когда флюс затвердевает после завершения сварки. Сварочный шлак представляет собой совокупность флюса и примесей, образующихся при сварке.
Для сварки разных металлов требуются разные температуры, поэтому температура сварочной дуги различается. Однако обычно дуговая сварка выполняется при температуре около 10 000 ℉.
Сварка была впервые открыта в 1800-х годах, но ни один человек не берет на себя ответственность за изобретение процесса. Однако сэр Хамфри Дэви произвел первую электрическую дугу между двумя угольными электродами в 1809 году. .
Сварка является важным процессом во многих отраслях промышленности, включая автомобилестроение, авиацию и строительство. Сварка позволяет создавать целый ряд металлических конструкций, и без этого процесса многие вещи, включая автомобили и космические путешествия, не существовали бы.
Ищете высококачественный аппарат для приварки шпилек?
Компания Taylor Studwelding является ведущим британским производителем и поставщиком машин для приварки шпилек, способных выполнять процессы конденсаторного разряда, дуговой сварки и короткоцикловой приварки шпилек.
Мы тщательно протестировали все наше оборудование, чтобы обеспечить самые прочные и эффективные сварные швы на различных металлах. Для получения дополнительной информации посетите наш веб-сайт или прочитайте наше окончательное руководство по приварке шпилек здесь. Есть вопрос? Просто свяжитесь с нами, мы всегда рады помочь.
Об авторе: Стефани Армстронг
Как директор по продажам Taylor Studwelding Systems Limited, в мои обязанности входит развитие продаж на новых рынках и управление отделом продаж внутри компании. Моя роль также заключается в поддержании и улучшении экспортных продаж и продаж нашего сварочного оборудования в Великобритании, от приварных шпилек до сложных систем ЧПУ.
Перейти к началу
Процедура проверки сварки/контрольный список
Процедура проверки сварки/контрольный список
В этой статье представлена общая процедура проверки сварки.
Стадия 1 — Проверка сварки перед сварочными работами
Этап 2 – Контроль сварки во время сварки
Стадия 3 — Контроль сварки по завершении сварки
Мы, как компания по контролю за сваркой, используем множество инструкций, процедур, форм контроля за сваркой, чтобы точно проверить вышеуказанный пункт, который относится к проверке после процесса сварки.
Welding Inspection @ ASME Section IX
Вот некоторые важные моменты в ASME Section IX, которые необходимо учитывать любой компании по надзору за сваркой, которая проводит проверку сварки стационарного оборудования, технологических и силовых трубопроводов, а также над землей резервуар.
