Нагартовка это: Нагартовка – как заставить металл быть прочнее?
Содержание
Нагартовка – как заставить металл быть прочнее?
НАГАРТОВКА — КАК ЗАСТАВИТЬ МЕТАЛЛ БЫТЬ ПРОЧНЕЕ?
10 АПРЕЛЯ / 2020
Определение процесса
Нагартовка (наклеп) — технологический процесс упрочнения металлов, происходящий в результате пластической деформации при холодной обработке металлов давлением. В результате данного процесса изменяются механические свойства металлов: повышаются прочность и твердость материала, увеличивается предел текучести, однако снижается пластичность.
Схема влияния степени нагартовки на прочность, твердость и пластичность металлов
Нагартовка и наклеп — различие понятий
Довольно часто понятия «нагартовка» и «наклеп» считают взаимозаменяемыми, однако между ними есть одно отличие.
Нагартовка представляет собой осознанный и целенаправленный процесс, который проводится специально в целях улучшения прочностных характеристик металла.
Наклеп, в отличие от нагартовки, часто является самопроизвольным процессом и может нести как положительный, так и отрицательный эффект. Детали с неблагоприятным наклепом подлежат дальнейшей термической обработке. Как известно, чем выше температура металла, тем ниже его способность к нагартовке. Для избавления от нежелательного наклепа металл подлежит нагреву, и в результате рекристаллизации восстанавливается недеформированная структура зерен.
Способы достижения нагартовки и благоприятного наклепа
Достижение нагартовки (благоприятного наклепа) возможно несколькими способами: с помощью специальных операций, целенаправленно проводимых для достижения упрочнения металла и в результате пластической деформации при холодной обработке металла давлением.
Нагартовка в результате специальных операций
Процесс целенаправленной нагартовки с помощью специальных операций происходит под воздействием внешних сил.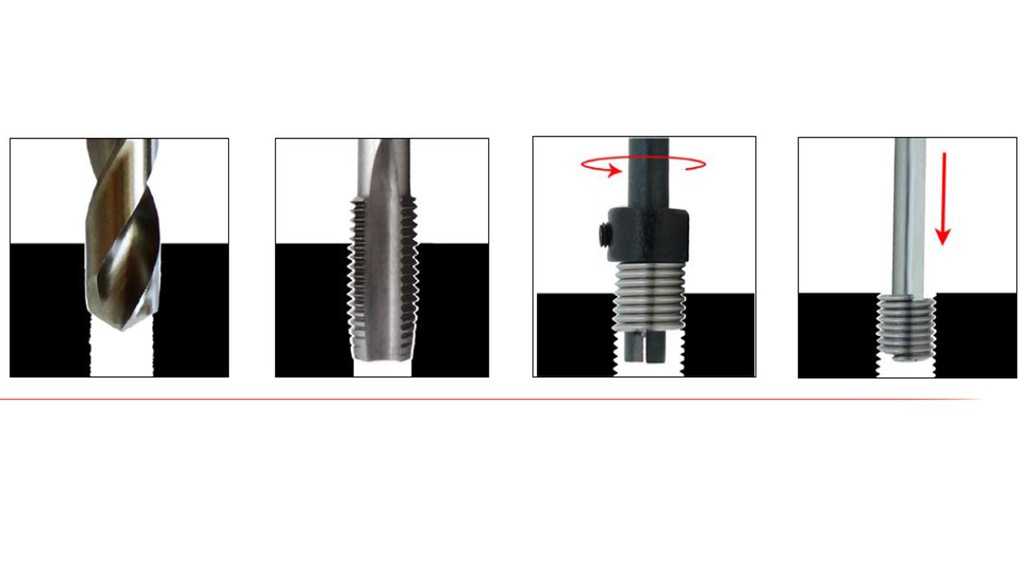 Существует два метода образования нагартовки:
Существует два метода образования нагартовки:
1
Дробеструйный способ
Данный процесс организован с использованием дроби диаметром до 4 мм, которая выбрасывается на поверхность детали с огромной скоростью.
2
Центробежно-шариковый способ
Принцип действия данного метода выражается в использовании вращающегося обода, в гнездах которого расположены специальные шарики. При вращении в результате центробежной силы шарики отбрасываются в крайнее положение, нанося удар по обрабатываемой детали.
Благоприятный наклеп в результате холодной обработки металла давлением
Одним из наиболее известных способов умышленного создания наклепа является холодная обработка металла давлением.
Среди основных видов металлообработки давлением при температуре ниже температуры рекристаллизации, в результате которых происходит упрочнение материала, можно выделить следующие:
- Ковка
- Прокатка
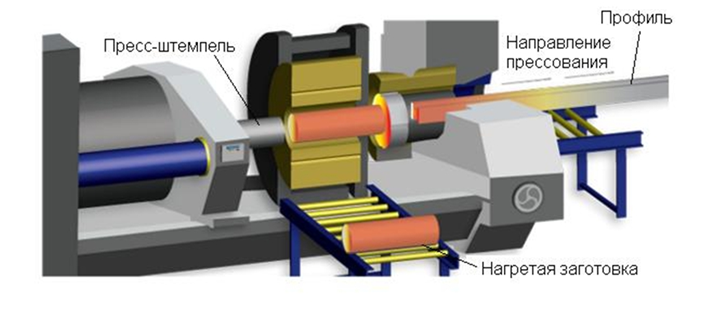
- Прессование
- Волочение
- Штамповка
- Ротационная вытяжка
Образование наклепа в процессе ротационной вытяжки
Ротационная вытяжка представляет собой технологический процесс формоизменения металла давлением, используемый для изготовления тонкостенных деталей в форме полых тел вращения.
Процесс ротационной вытяжки металла
Среди видов холодной обработки металлов давлением ротационная вытяжка заслуживает особого внимания. Данный метод можно считать одним из наиболее эффективных способов получения прочных и твердых деталей, так как он имеет большую производительность и экономическую эффективность, не требует дополнительной обработки и позволяет получать сложные и глубокие изделия.
В результате получения деталей данным способом повышаются предел прочности и предел текучести металла, а также возрастают предел выносливости и твердость материала. Чем больше степень утонения стенки заготовки в процессе обработки, тем более высокую прочность и твердость будет иметь полученная деталь.
Ротационная вытяжка отличается высокой степенью деформационного упрочнения материала, в результате чего возможно использовать более экономически выгодные металлы при соблюдении требуемой прочности изделия.
Области применения нагартованных деталей
Детали, подверженные упрочнению в результате нагартовки, имеют особую ценность в некоторых отраслях промышленности: машиностроении, судостроении, авиастроении и т. д.
д.
Нагартовка занимает важное место при изготовлении деталей, подвергающихся различным внешним неблагоприятным воздействиям (колебание температуры, высокое давление и т. д.), и позволяет повысить износостойкость и усталостную прочность изделия.
На сегодняшний день нагартовка пользуется большой популярностью в разных сферах производства благодаря своим полезным свойствам и способности значительно увеличить эффективность металлообработки.
На нашем канале на платформе Яндекс. Дзен еще больше всего интересного!
Подпишитесь и следите за обновлениями.
| Подписаться |
Другие наши услуги и технологии
Детали вентиляции
Корпуса вентиляторов, диффузоры, сопла, корпуса шумоглушителей, вентиляционные зонты
Корпусные детали
Детали из алюминия, меди, латуни, стали, нержавеющей стали
Полусферы
Полусферы и шары из алюминия, меди, латуни, стали, нержавеющей стали
Наклеп и нагартовка металлов
Нагартовка
Нагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1.
Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1.
Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1]
Наклеп и нагартовка
В русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла.
Предел текучести и наклеп
Одной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений.
Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2).
Рисунок 2.1 – Увеличение предела текучести металла после его нагружения выше предела текучести
Что такое наклеп металла
Атомы, решетка, дислокации
Металлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением.
Рисунок 2.2 – Нагартовка алюминия [6]
Типичными процессами холодной обработки металлов давлением являются:
- холодная ковка (рисунок 2)
- холодная прокатка (рисунок 3)
- холодное прессование (экструзия) (рисунок 4)
- волочение (рисунок 5)
Рисунок 3 – Ковка металла
Рисунок 4 – Прокатка металла
Рисунок 5 – Прессование металла
Рисунок 6 – Волочение металла
Уменьшение плотности металла
При наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Остаточные напряжения
Наружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин.
Полезный наклеп
Наклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка.
Стандарты о наклепе и нагартовке
Отечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные».
Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные».
Вредный наклеп
Нежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой.
Когда «наклеп», а когда «нагартовка»?
Учитывая выше изложенное, делаем два «смелых», но естественных вывода.
Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное.
Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно.
Что такое холодная деформация
Холодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления.
Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления.
Что такое горячая деформация
В отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой.
Деформируемые алюминиевых сплавов
С металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы:
- деформационно-упрочняемые сплавы
- сплавы, упрочняемые термической обработки (старением).

Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением.
Нагартовка деформационно-упрочняемых сплавов
Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4]
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).
Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства:
предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3]
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.
Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).

Рисунок 7 – Изотермические кривые отжига сплава 5754 [3]
Рисунок 8 – Изменение твердости и структуры при отжиге [3]
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок 9.1). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3]
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (h3X), чем в «чисто» нагартованном металле (h2X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3].
Рисунок 9.2- Различие нагартованных состояний h24 и h34 [5]
Нагартовка термически упрочняемых сплавов
Для термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке.
В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2].
Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2].
Влияние температуры нагартовки
Характеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2].
Источники:
1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002
2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486.
3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004.
4. Aluminium in Commercial Vehicle – European Aluminium Association – 2011
5. Production routes of wrought aluminium alloys / Aluminium technologies – 01.12.2015
6. TALAT 1501
Наклеп и нагартовка металла: явление, причины, сущность
Серия Н3 – для сплавов алюминий-магний
Серия Н3 – состояния с нагартовкой и стабилизирующей обработкой: Н32, Н34, Н36 и Н38. Эту серию состояний применяют только для алюминиево-магниевых сплавов – сплавов серии 5ххх. Дело в том, что в нагартованном состоянии эти сплавы в течение некоторого времени могут терять, достигнутые нагартовкой прочностные свойства, за счет механизма естественного старения. Поэтому, если стабильность прочностных свойств важна, их часто нагревают до умеренных температур, например, 220 °С, чтобы завершить этот процесс старения, при этом несколько снизить прочность, но повысить пластичность и, тем самым, обеспечить последующую стабильность механических свойств и рабочих характеристик.
Применение
В промышленности нагартовку применяют для придания прочности изделиям из нержавеющей стали, меди, алюминия и его сплавов
Это очень важно для машиностроения, поскольку различные узлы и механизмы часто работают в неблагоприятных условиях и со временем изнашиваются
Нагартованная проволока из нержавеющей стали обладает повышенной твердостью и жесткостью и устойчива к колебаниям температуры. Такая проволока используется в машиностроении при изготовлении деталей различных видов автомобилей. Она также нашла широкое применение для изготовления очень прочных канатов, тросов и пружин. Еще нагартовку часто используют для производства нержавеющих лент.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение.
Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести. Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале. Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа. Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода. При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь. Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения. В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения. В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие. Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться. Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
Изменение структуры поверхностного слоя в результате холодной деформации
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается. Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение. Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Упрочнение деталей наклёпом
В машиностроении наклёп используется для поверхностного упрочнения деталей.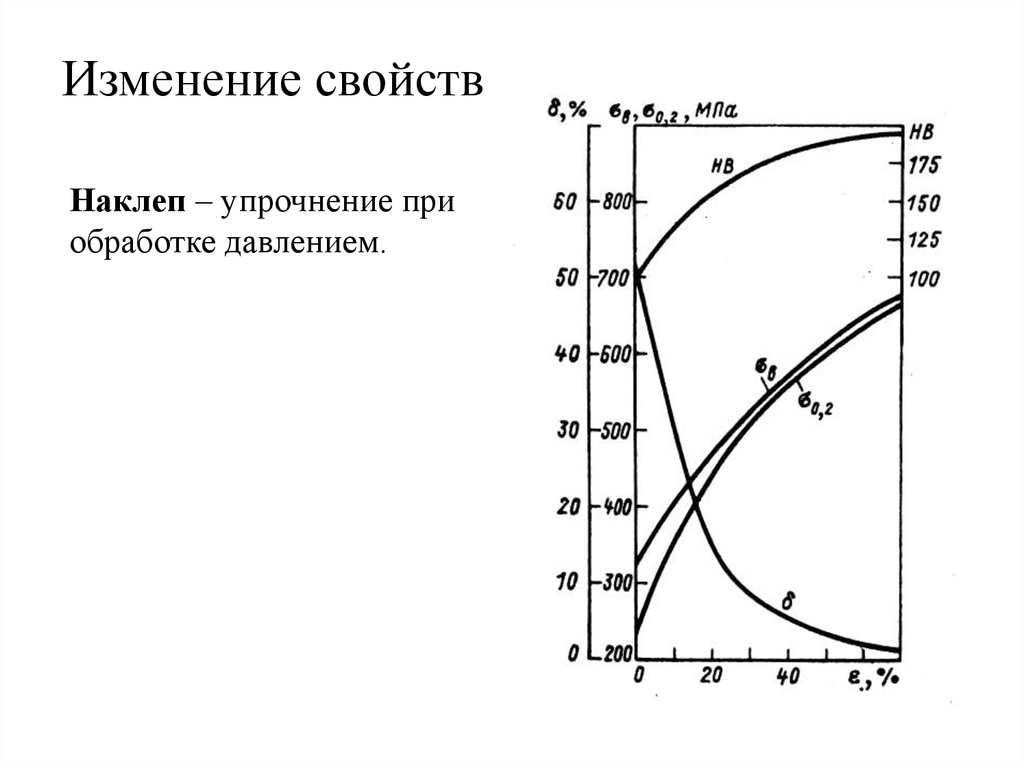 Наклёп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации (ППД), выражающийся в повышении усталостной прочности, а иногда и износостойкости. Для получения упрочненного наклёпом поверхностного слоя заготовку подвергают обработке различными видами ППД, например, обкатка роликами, дробеструйная обработка, поверхностное дорнование и др.
Наклёп приводит к возникновению в поверхностном слое детали благоприятной системы остаточных напряжений, влияние которых главным образом и определяет высокий упрочняющий эффект поверхностной пластической деформации (ППД), выражающийся в повышении усталостной прочности, а иногда и износостойкости. Для получения упрочненного наклёпом поверхностного слоя заготовку подвергают обработке различными видами ППД, например, обкатка роликами, дробеструйная обработка, поверхностное дорнование и др.
Нагартовка деформационно-упрочняемых сплавов
Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п. , но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
, но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).
Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.
Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).
Рисунок 7 – Изотермические кривые отжига сплава 5754
Рисунок 8 – Изменение твердости и структуры при отжиге
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок 9.1). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (h3X), чем в «чисто» нагартованном металле (h2X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке .
Рисунок 9.2- Различие нагартованных состояний h24 и h34
Виды заклепок
Заклепки для работы вручную
Один из простейших и активно используемых видов заклепок, чаще всего применяемый для тех соединений, которые в дальнейшем не будут разбираться.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- В углублении размещается головка заклёпки.
- С помощью молотка поверхности плотно прижимаются.
- Вторая головка развальцовывается круговыми ударами инструмента, придается нужная форма.
Виды клепок (по форме головок):
- с выпуклой головкой. Диаметр 1-36 мм; длина 2-180 мм.
- с потайной головкой. Диаметр 1-36 мм; длина 2-180 мм.
Виды работ: крепление видимых пластин, тонких листов из металла и т.д.
Недостаток: необходима доступность к обеим сторонам соединяемых деталей; сложность клёпки.
Трубчатые, полутрубчатые и пистонные заклёпки
Этот вид заклёпок по причине их непрочности применяется для сочленения деталей, подвергающихся небольшим физическим нагрузкам.
Эти детали полые: трубчатые без шляпки и со сквозным отверстием; полутрубчатые наполовину полые; пистонные с тонкостенными трубками.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.

- Расклепывается пуансонами.
- Соединение готово.
Недостаток: можно использовать только при небольшой физической нагрузке, необходима доступность к обеих сторон.
Закладные заклёпки
Данные заклепки выгодно отличаются от предыдущих прочностью. Это связано с тем, что в их основании после установки остается пуансон.
Процесс клёпки:
- Просверливается отверстие, куда помещается заклёпка.
- Внутрь заклёпки помещается пуансон так, чтобы он вышел и противоположной стороны.
- Расклепывается материал заклёпки.
- Формируется шляпка.
Виды работ: толстостенные конструкции с повышенной жесткостью.
Заклёпка с резьбой
Заклёпка с резьбой необходима для произведения резьбового соединения в материалах с легкой текстурой, где создание резьбы в самих деталях невозможно по причине его небольшой толщины, например, в листовой жести. Резьбовая заклёпка внутри содержит резьбу, используемую во время соединения к поверхности заклепки. Хотя ее основное применение – создавать болтовое соединение.
Хотя ее основное применение – создавать болтовое соединение.
Процесс клепки:
- Проделывается отверстие.
- Деталь аккуратно накручивается на подготовленный для этой работы инструмент, затем располагается в созданном отверстии.
- При помощи заклёпочника заклёпка сжимается по всей длине, плотно придавливает с обеих сторон детали.
- Инструмент выворачивается.
Материал заклёпки должен быть идентичен материалу соединяемых деталей.
Виды работ: декоративная деятельность; поверхности, где крайне необходимой считается износостойкость к коррозийным процессам.
Вытяжные заклёпки
Предложенный тип заклёпок имеет широкое применение для сочленения разнообразных материалов, особенно хрупких.
Процесс клепки:
- Создается отверстие.
- Заклепка аккуратно вставляется на специализированный инструмент, затем располагается в углубление.
- Инструмент тянет стержень, сжимает его по длине.
- Удаляется инструмент одновременно со стержнем.
Материал: алюминий, сталь, комбинированный вариант.
Виды заклепок, зависящий от формы бортика:
- Со стандартным;
- С широким;
- С потайным.
Виды работ: универсальны.
Правила техники безопасности при клепке
- Специальный молоток должен быть плотно насажен на рукоятку.
- Обжимки и бойки должны быть без трещин и выбоин.
- Работу лучше выполнять в паре, так как это облегчает и без того трудоемкий процесс.
- Вырезы на поддержки должны присутствовать в обязательном порядке, а сама поддержка должна быть тяжелее молотка в 4-5 раз.
Если при работе происходит брак, испорченную деталь срезают зубилом косяком. При необходимости пользуются не только молотком, но и кувалдой. После этого бородком выбивают стержень заклепки.
Эти этапы работы на бракованным изделием не подходят для деталей, изготовленных из тонких листов, так как срубание головки заклепки может привести к деформации детали. В данном случае уместнее будет применить метод высверливания.
Необходимо отметить, что область применения клепки с каждым годом сужается, так как совершенствуются методы сварки.Но и сегодня сфера применения достаточна широка: авиа- и судостроение, строительные конструкции, машиностроение и т.д.
Внимание покупателей подшипниковУважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Нагартованный металл это
Листы изготовляют по ГОСТ 21631-76 в ред 1990 г
- из алюминия марок А7, А6, А5, А0, АД0, АД1
- алюминиевых сплавов марок Д12, АМц, АМцС, АМг2, АМг3, АМг5, АМг6, АВ, Д1, Д16, В95.
Листы подразделяют:
a) по способу изготовления:
| неплакированные из сплавов марок Д12, УМн, АМцС, АМг2, АМг3, АМг5, АМг6, АВ и алюминия марок А7, А6, А5, А0, АД0, АД1 | обозначают маркой сплава без дополнительных знаков | |
| плакированные из сплавов марок АМг6 и Д16 с технологическим плакированием | — Б | АМг6Б, Д16Б |
| плакированные из сплавов марок Д1, Д6, В95 с нормальным плакированием | — А | Д1А, Д16А, В95А |
| плакированные из сплавов марок АМг6 и Д16 с утолщенным плакированием | — У | АМг6У, Д16У |
б) по состоянию материала:
| без термической обработки | дополнительное обозначение не присваивается | |
Примечание. Листы, изготовляемые без термической обработки, кроме сплава ВД1, могут быть подвергкуты отжигу. Листы, изготовляемые без термической обработки, кроме сплава ВД1, могут быть подвергкуты отжигу. | ||
| отожженные | М | Д16БМ, Д16АМ, Д16УМ и В95АМ. |
| Примечание. Отожженные листы из алюминия и алюминиевых сплавов можно поставлять без термической обработки, если они удовлетворяют требованиям, предъявляемым к отожженным листам по механическим свойствам, качеству поверхности и неплосткостности. Такие листы маркируют бквой М в скобках (М). | ||
| полунагартованные | Н2 | |
| нагартованные | Н | А7Н. А6Н, А5Н, А0Н, АД0Н, АД1Н. АМцН, АМцСН и АМг2Н: |
| закаленные и естественно состаренные | Т | АВТ, Д1АТ, Д16БТ,Д16АТ и Д16УТ |
| закаленные и искусственно состаренные | Т1 | ABТ1 и B95AT1 |
| нагартованные после закалки и естественного старения | ТН | Д16БТН, Д16АТН |
в) по качеству отделки поверхности на группы:
| высокой отделки | — В | А7, А6, А5, А0, АД0, АД1, АМц, АМг2 |
| повышенной отделки | — П | А7, А6, А5, А0, АД0, АД1, АМц, АМцС, Д12, АМг2, АМг3, АМг5, АМг6, АМг6Б, АМг6У, АВ, Д1А, Д16Б, Д16А, Д16У, В95А |
| обычной отделки | — без дополнительного обозначения | А7, А6, А5, АО, АД0, АД1, АМц, АМцС, Д12, АМг2, АМг3, АМг5, АМг, АМг6Б, АМг6У, АВ, Д1А, Д16Б, Д16А, Д16У и В95А |
Примечание. Листы высокой группы отделки изготовляют толщиной до 4,0 мм; Листы высокой группы отделки изготовляют толщиной до 4,0 мм; |
г) по точности изготовления по толщине:
- повышенной точности по толщине, ширине, длине или по одному из указанных параметров — П;
- нормальной точности по толщине, ширине, длине — без дополнительного обозначения.
Листы поставляют мерной или кратной мерной длины в пределах длин, установленных по табл. 106, с интервалом 500 мм.
В случае отсутствия в наряде-заказе указания о точности изготовления и группе отделки листы из алюминия и алюминиевых сплавов изготовляют нормальной точности и обычной отделки.
Примеры обозначений:
лист из сплава марки АД1, без термической обработки, обычной отделки поверхности, нормальной точности изготовления, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм:
Лист АД1-5 x 1000 х 2000 ГОСТ 21631-76
то же, отожженный, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм:
Лист АД1. М-5 х 1000 х 2000 ГОСТ 21631— 76
М-5 х 1000 х 2000 ГОСТ 21631— 76
то же, полунагартованный, повышенной отделки поверхности, нормальной точности изготовления:
Лист AД1.h3-П-5 х 1000 х 2000 ГОСТ 21631-76
то же, нагартованный, повышенной отделки поверхности, повышенной точности изготовления:
Лист АД1Н-П-5 х 1000 х 2000 ГОСТ 21631-76
Основные характеристики крепежа
С точки зрения выбора данного метиза главной характеристикой является размер. Учитывается несколько параметров, среди которых — диаметр стержня. Он может составлять от 1 до 36 мм при длине от 2 до 180 мм. При этом не стоит думать, что большая толщина напрямую связана с прочностью заклепки. Стальные стержневые детали толщиной 10 мм могут быть гораздо прочнее медных трубчатых элементов, диаметр которых превышает и 20 мм. Впрочем, многое зависит от характера оказываемых нагрузок – иногда выгоднее использовать тонкостенные трубчатые детали.
Модели заклепок с низкой полукруглой головкой как раз имеют небольшой диапазон показателей толщины – от 1 до 10 мм, а длина в данном случае варьируется от 4 до 80 мм. Изделия с плоской шляпкой имеют толщину в спектре 2-36 мм с длиной 4-180 мм. Самые же длинные детали представляют полупотайные виды заклепок, которые можно использовать в нишах глубиной порядка 200 мм.
Изделия с плоской шляпкой имеют толщину в спектре 2-36 мм с длиной 4-180 мм. Самые же длинные детали представляют полупотайные виды заклепок, которые можно использовать в нишах глубиной порядка 200 мм.
Почему бандажные ленты из металла так популярны
Металлическая лента – самый востребованный упаковочный материал. Помимо упаковки грузов стальные полосы применяются в электромонтажных работах. С их помощью самоизолирующие провода СИП надежно крепятся к различным опорам: железобетонным, деревянным столбам, стенам домов.
Главные преимущества– отличные технические и эксплуатационные характеристики:
- Универсальность применения.
- Сведение к минимуму случаев деформаций, порчи товаров.
- Высокая прочность, надежность крепления, сопротивляемость сверхвысоким механическим нагрузкам.
- Аккуратность, внешний вид груза остается открытым для внешнего обзора.
- Компактность, удобная расфасовка для пользования (бухты, рулоны).
- Большой выбор типоразмеров.

- Доступность, сравнительно невысокая стоимость.
- Транспортировка грузов различными видами транспорта.
Дислокации в алюминии
При разливке алюминиевых слитков первичные кристаллы растут из жидкой фазы и литая микроструктура обычно очень грубая. Когда алюминий пластически деформируют, каждое зерно деформируется путем движения линейных дефектов своей кристаллической решетки. Деформация происходит за счет проскальзывания
поплоскостям скольжения вдоль направлений сдвига. Эти дефекты называютдислокациями (рисунок 1). Дислокации двигаются по некоторым кристаллографическим плоскостям в кристалле – так называемым «плотно упакованным плоскостям», которые известны как плоскости скольжения. Движение одной дислокации производит единичную сдвиговую деформацию, а объединенное движение сотен тысяч дислокаций — полную деформацию.
В ходе деформации при комнатной температуре число дислокаций возрастает и им становится трудно двигаться сквозь атомную решетку. В этом случае говорят, что алюминий «получил нагартовку», «получил деформационное упрочнение» или даже «наклепался», а такой алюминий или алюминиевый сплав называют нагартованным. Это означает, что для продолжения деформации требуется все большие усилия, а алюминий постепенно теряет пластичность, что, в конечном счете, приведет к образованию в нем трещин и его разрушению.
В этом случае говорят, что алюминий «получил нагартовку», «получил деформационное упрочнение» или даже «наклепался», а такой алюминий или алюминиевый сплав называют нагартованным. Это означает, что для продолжения деформации требуется все большие усилия, а алюминий постепенно теряет пластичность, что, в конечном счете, приведет к образованию в нем трещин и его разрушению.
В это время на атомном уровне происходит следующее. В ходе деформации скольжение дислокаций происходит очень активно и движущиеся дислокации различных плоскостей скольжения начинают взаимодействовать друг с другом, перепутываться между собой и образовывать так называемый «лес» дислокаций. С увеличением плотности дислокаций возрастает предел текучести материала — где-то прямо пропорционально корню квадратному из плотности дислокаций.
Состояния алюминиевых сплавов в стандартах ГОСТ
В старых, еще «советских», но еще успешно действующих ГОСТах применяются свои обозначения нагартованных состояний. В ГОСТ 18475-82 на холоднодеформированные трубы, ГОСТ 7871-75 на сварочную проволоку и ГОСТ 21631-76на листы предусмотрены следующие состояния материала:
- нагартованный (Н) и
- полунагартованный (П).
В ГОСТ 24767-81 на холодногнутые профили предусмотрено
полунагартованное состояние с обозначением ½Н.
В относительно «свежем» ГОСТ 13726-97 на ленты к состоянием М и Н уже включают дополнительные состояния материала:
- четвертьнагартованный (Н1),
- полунагартованный (Н2) и
- тричетвертинагартованный (Н3).
Обозначения Н1, Н2 и Н3 имеют тут другой смысл, чем в стандартах ANSI, EN и ISO.
ГОСТ 18475-82 кроме этого предусматривает еще два состояния материала с участием нагартовки для термически упрочняемых сплавов АД31 и 1955:
- нагартованный после закалки и искусственно состаренный (ТН) и
- нагартованный после закалки и естественно состаренный (ТН1).
Это аналоги международных обозначений состояний Т8 и Т3, которые относятся к состояниям термически упрочняемых алюминиевых сплавов.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.
Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.
Устройство промышленной дробомётной установки для обработки труб
Такие методы упрочнения металлов, как контролируемый наклеп или нагартовка, могут быть реализованы при помощи различного оборудования, от качества и функциональности которого зависит результат выполняемых операций. Оборудование для нагартовки изделий из стали или других сплавов, которое сегодня представлено большим разнообразием моделей, может быть общего назначения или специального – для того, чтобы выполнять обработку деталей определенного типа (болтов, пружин и др.).
В промышленных масштабах нагартовка выполняется на автоматизированных устройствах, все режимы работы которых устанавливаются и контролируются за счет использования электронных систем. В частности, на таких станках автоматически регулируется как количество, так и скорость подачи дроби, используемой для выполнения обработки.
Дробометная установка для обработки листового и профильного металлопроката
Выполнение наклепа, при котором процесс его формирования контролируется, используется в тех случаях, когда изделие из стали нет возможности упрочнить при помощи термической обработки. Помимо нагартовки и наклепа повысить прочность поверхностного слоя металлического изделия могут и другие методы холодной пластической деформации. Сюда, в частности, относятся волочение, накатка, холодная прокатка, дробеструйная обработка и др.
Кроме стали, содержание углерода в которой не должно превышать 0,25%, такой способ упрочнения необходим изделиям из меди, а также некоторым алюминиевым сплавам. Нагартовке также часто подвергается лента нержавеющая. Ленту нагартованную применяют в тех случаях, когда обычная лента нержавеющая не способна справляться с воспринимаемыми нагрузками.
Нагартованная нержавеющая лента обладает более высокой прочностью с определенной потерей вязкости и пластичности
Наклеп, который сформировался на поверхности металлического изделия в процессе выполнения его обработки различными методами, можно снять, для чего используется специальная термическая обработка. При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
При выполнении такой процедуры металлическое изделие нагревают, что приводит к тому, что атомы его внутренней структуры начинают двигаться активнее. В результате она переходит в более устойчивое состояние.
Выполняя такой процесс, как рекристаллизационный отжиг, следует учитывать степень нагрева металлической детали. Если степень нагрева незначительна, то в структуре металла снимаются микронапряжения второго рода, а его кристаллическая решетка частично искажается. Если интенсивность нагрева увеличить, то начнут формироваться новые зерна, оси которых сориентированы в одном пространственном положении. В результате интенсивного нагрева полностью исчезают деформированные зерна и формируются те, оси которых ориентированы в одном направлении.
Ручная правка наклепом изогнутого вала
Существует также такая технологическая операция, как правка наклепом, при помощи которой металлический вал или лист приводятся в исходное состояние. Чтобы выполнить такую операцию, нацеленную на устранение несоответствий геометрических параметров их требуемым значениям, нет необходимости использовать специальный станок – ее выполняют при помощи обычного молотка и ровной плиты, на которую укладывается обрабатываемое изделие.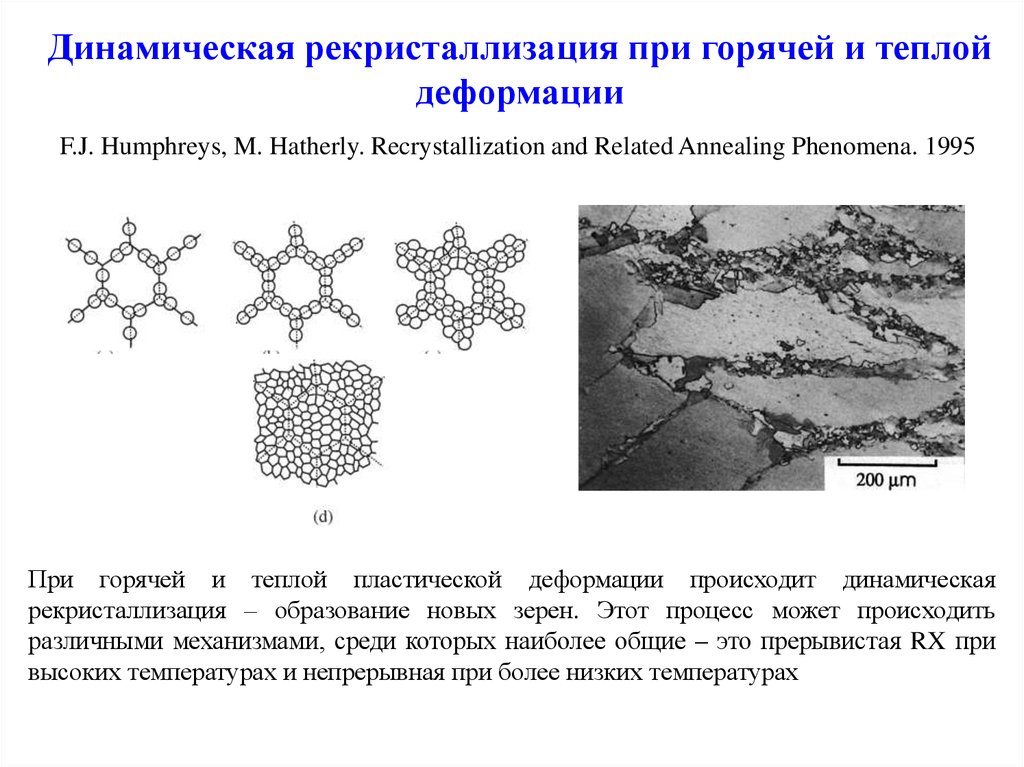 Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
Нанося таким молотком удары по изделию, форму которого требуется исправить, добиваются формирования на его поверхности наклепанного слоя, что в итоге приведет к достижению требуемого результата.
Сварка сплавов
Мы отмечали, что после добавления компонентов металлообработка, в том числе с помощью сварочного аппарата, затрудняется. Посмотрим, в чем особенности.
Низколегированных
Рекомендации:
- Нельзя допускать быстрого остывания шва – тогда могут появиться микротрещины.
- Аппарат должен быть с обратной полярностью и постоянным напряжением.
- Нужно использовать электроды с фтористо-кальциевым покрытием.
- Процесс – без перерыва, плавно со средней скоростью в 20 м/ч.

- Напряжение – 40 В и сила тока – 80 А.
Среднелегированных
Особенности:
- В электродах должно быть меньше легирующих веществ, чем в сплаве.
- Если лист шире, чем 5 мм, применяйте аргоновую сварку.
- При газовом аппарате используйте смесь из ацетилена и кислорода.
Явление – наклеп
Явление наклепа часто используется в технике; например, для уменьшения провисания проводов их предварительно вытягивают для создания в них наклепа. В случаях, когда наклеп нежелателен ( так как он повышает хрупкость материала), его можно устранить путем отжига детали.
Явление наклепа и явление Баушин-гера органически укладываются в рамки новой теории и соответствующим образом обобщаются. Соотношения известной теории пластичности Генки-Ильюшина при наличии линейного упрочнения и простого нагружения ( компоненты девиатора напряжений изменяются пропорционально друг другу) полностью воспроизводятся. При отсутствии упрочнения новая теория приводит к соотношениям теории пластичности Прандтля-Рейсса , причем математическая формулировка последней теории становится более прозрачной.
Явление наклепа особенно вредно в микромашинах, Это объясняется тем, что у них зона наклепа составляет значительную часть общей толщины зубца.
Явление наклепа и, как следствие, изменение механических и физических свойств материала могут быть причиной появления волнистости и тарельчатости диска. Следует также учитывать, что вследствие анизотропии механических свойств материала вдоль и поперек проката вырубленный диск не имеет правильной формы. Для устранения указанных дефектов заготовку подвергают правке ( рихтованию) и токарной обработке по наружному и внутреннему диаметрам. Припуск на механическую обработку диаметров должен превышать погрешность формы и величину деформированного слоя. При толщине материала 1 6 – 2 мм припуск составляет 1 – 1 5 мм.
Явление наклепа учитывают при назначении припусков на обработку, чтобы чистовой инструмент не работал режущей кромкой по наклепанному слою. При резании пластичных металлов на передней поверхности резца, вблизи режущей кромки, образуется бугорок металла, приварившегося к передней поверхности. Это так называемый н а-рост.
Это так называемый н а-рост.
| Арматура железобетонных конструкций. |
Явление наклепа частично либо полностью теряется при нагревании холоднодеформированных сталей более чем до 350 – 40СР С.
Явление наклепа часто используется в техн се; например, для уменьшения провисания проводов, расчетные напряжения в которых превышают первоначальный предел пропорциональности, их предварительно вытягивают для создания в них наклепа. В тех случаях, когда наклеп нежелателен ( так как он повышает хрупкость материала), его можно ус-ранить путем отжига детали.
Благодаря явлению наклепа и зависимости механических свойств от величины зерен сочетание холодной и термической обработки металла позволяет изменять в довольно широких пределах упругость, пластичность и прочность металла.
Благодаря явлению наклепа и зависимости механических свойств от величины зерна сочетание термической и механической обработки позволяет в широких пределах изменять упругость, пластичность и прочность металлов.
Для уменьшения явления наклепа в заводской технологии применяется отжиг стали. Для этого трансформаторная сталь закладывается в жароупорный ящик с наглухо закрывающейся крышкой для ограничения доступа воздуха. Ящик с трансформаторной сталью загружается в печь при температуре печи 700 С. После некоторой выдержки стали при этой температуре производится подъем температуры до 850 С в течение двух часов. Затем температура снижается до 830 – 845 С с выдержкой этой температуры в течение трех часов и далее нагрев снимается.
В окончательно обработанной детали явление наклепа следует считать положительным – поверхность детали в состоянии наклепа обладает повышенной прочностью. Металлы с высокой твердостью наклепу не подвергают. К ним относятся чугун, инструментальные стали, бронза.
Изменение формы и размеров зерна металла при холодной деформации в результате сдвига и вращения.| Изменение формы и размеров зерна металла при горячей деформации в результате сдвига, вращения и рекристаллизации. |
Для холодной деформации характерно явление наклепа. Упрочнение наклепом возникает вследствие поворота плоскостей скольжения и увеличения искажений кристаллической решетки.
Примером этого вида изнашивания может служить явление наклепа с последующим отслоением металла на посадочных поверхностях клапанов, беговых дорожках подшипников и других механизмов, подверженных ударным нагрузкам.
3 Нагартовка – оборудование и технологический процесс
Данный способ упрочнения нашел свое применение в том случае, когда необходимо повысить устойчивость деталей к растрескиванию, а также предотвратить усталость материала. Он часто используется в таких областях, как автомобиле- и авиастроение, в нефтяной и строительной индустриях. Немаловажным в этом вопросе является и качество оборудования, с помощью которого производят наклеп металла. Сегодня выбор установок довольно велик, причем они могут быть как общего назначения, так и созданные для какого-то конкретного ассортимента, например болтов, пружин и т.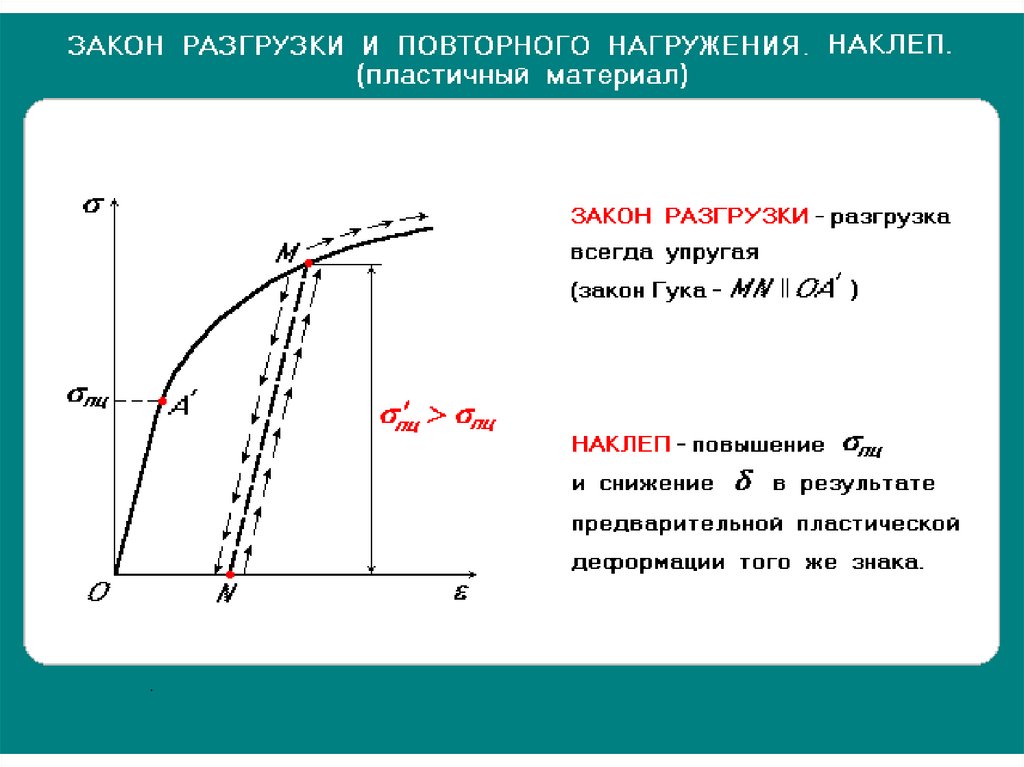 д. При этом независимо от размеров и вида обработки, процесс полностью автоматизирован, каждая установка позволяет регулировать как количество дроби, так и скорость, с которой она подается.
д. При этом независимо от размеров и вида обработки, процесс полностью автоматизирован, каждая установка позволяет регулировать как количество дроби, так и скорость, с которой она подается.
Как говорилось выше, данное явление может быть желаемым и наоборот. Желательное (полезное) – его называют нагартовкой – в основном применяют, когда нет возможности упрочнить металл путем термической обработки, также тогда находят свое применение операции, осуществляемые путем холодного деформирования. Это накатка, волочение, холодная прокатка, дробеструйная обработка и т. д. В основном нагартовке подвергаются медь, некоторые алюминиевые сплавы и сталь с содержанием углерода менее 0,25 %.
Что же насчет вредного наклепа, так здесь тоже все понятно, он возникает как бы сам собой и является нежелательным результатом какого-либо механического воздействия. Таким образом, проводить дальнейшую обработку металла зачастую становится невозможно, потому что можно повредить как инструмент, так и само изделие. Еще одним поводом для нежелательного упрочнения может служить нагрузка, повторявшаяся несколько раз, и в каждом случае было превышение предела текучести материала. Вследствие чего металл может быть подвержен полному разрушению.
Еще одним поводом для нежелательного упрочнения может служить нагрузка, повторявшаяся несколько раз, и в каждом случае было превышение предела текучести материала. Вследствие чего металл может быть подвержен полному разрушению.
В случае, когда необходимо вернуть образцу первоначальные свойства, производят снятие наклепа. Осуществляется данная процедура путем нагревания металла, так как тогда движение атомов становится более интенсивным, что способствует протеканию процессов, которые возвращают его в более устойчивое состояние. При этом следует иметь в виду, если нагрев относительно невысокий, тогда происходит возврат (снятие микронапряжений второго рода и частичного искажения кристаллической решетки).
Но если температуру и дальше увеличивать, тогда атомы становятся все более и более подвижными, в результате чего появляются новые равноосные зерна. Данное явление носит название рекристаллизационный отжиг. Этот процесс является по своей сути диффузионным, первыми возникают зародыши новых зерен в местах, где плотность дислокаций повышена и сосредоточены наибольшие искажения кристаллической решетки. Далее же происходит рост очагов в результате перехода атомов от проблемных участков. В конце концов деформированные зерна исчезают полностью, а металл состоит из новых, равноосных. Так становится видно, что наклеп и рекристаллизация являются противоположными процессами.
Далее же происходит рост очагов в результате перехода атомов от проблемных участков. В конце концов деформированные зерна исчезают полностью, а металл состоит из новых, равноосных. Так становится видно, что наклеп и рекристаллизация являются противоположными процессами.
процесс поверхностного лазерного упрочения сплавов пластической деформацией и способы или механизм этого
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий. Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Нагартовка
Нагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1.
Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1]
Используемое оборудование
Процедура деформационного упрочнения поверхности используется в различных отраслях промышленности, в которых предъявляются повышенные требования к устойчивости поверхности к растрескиванию.
Существует широкий выбор оборудования для наклепа металла. Габариты и технические характеристики зависят от величины обрабатываемых изделий и объемов производства.
Габариты и технические характеристики зависят от величины обрабатываемых изделий и объемов производства.
Полезный наклеп в промышленных масштабах выполняют на станках с высоким уровнем автоматизации. В основном используют дробеструйные установки.
Для снятия наклепа применяют температурный отпуск металла. Это способствует активизации процессов, которые возвращают материал в первоначальное состояние.
Наклеп металла – это процесс, который наряду с нагартовкой активно используют при изготовлении узлов и агрегатов в различных отраслях промышленности. А вы сталкивались с деформационным упрочнением поверхности? Как вы считаете, будет ли процесс наклепа и нагартовки востребован в обозримом будущем? Напишите ваше мнение в блоке комментариев.
Предел текучести и наклеп
Одной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений.
Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2).
Рисунок 2.1 – Увеличение предела текучести металла после его нагружения выше предела текучести
Перенаклеп
Это явление, характеризующееся разрушением кристаллической решетки материала. Процесс сопровождается шелушением и отслаиванием частичек металла, что снижает эксплуатационные показатели поверхности.
Обычно перенаклеп происходит при нарушении технологических требований механической обработки изделий. Причиной служит избыточное давление в зоне контакта инструмента и заготовки.
Причиной служит избыточное давление в зоне контакта инструмента и заготовки.
Данный процесс необратим: свойства металла невозможно восстановить даже с помощью термообработки.
Что такое наклеп металла
Атомы, решетка, дислокации
Металлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением.
Рисунок 2.2 – Нагартовка алюминия [6]
Типичными процессами холодной обработки металлов давлением являются:
- холодная ковка (рисунок 2)
- холодная прокатка (рисунок 3)
- холодное прессование (экструзия) (рисунок 4)
- волочение (рисунок 5)
Рисунок 3 – Ковка металла
Рисунок 4 – Прокатка металла
Рисунок 5 – Прессование металла
Рисунок 6 – Волочение металла
Уменьшение плотности металла
При наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Остаточные напряжения
Наружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин.
Полезный наклеп
Наклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка.
Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка.
Стандарты о наклепе и нагартовке
Отечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные».
Вредный наклеп
Нежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой.
Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой.
Когда «наклеп», а когда «нагартовка»?
Учитывая выше изложенное, делаем два «смелых», но естественных вывода.
Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное
и
вредное
,
умышленное
и
неумышленное
.
Нагартовкой называется только полезное
деформационное упрочнение изделий, которое
умышленно
применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно.
Иногда, может быть, и не умышленно, но всегда осознанно.
Что такое холодная деформация
Холодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления.
Что такое горячая деформация
В отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой.
Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой.
СОРТАМЕНТ
1.1. Прутки изготовляют диаметром 1,0 — 30 мм квалитетов h9, h20 и h21, групп отделки поверхности В, Г и Д, формой, размерами и предельными отклонениями — по ГОСТ 14955-77.
Примечания:
. Прутки квалитетов h7 и h8 и группы отделки поверхности Б изготовляют по согласованию изготовителя с потребителем.
. По согласованию изготовителя с потребителем допускается изготовление стали в мотках.
(Измененная редакция, Изм. № 3).
Примеры условных обозначений
Прутки диаметром 15 мм, квалитета h21, отделки поверхности Г, из стали марки 12X13, термообработанные на заданную прочность:
Круг 15-h21-Г-12X13-ТП ГОСТ 18907-73
Прутки диаметром 5 мм, квалитета h9, группы отделки поверхности В, из стали марки 08Х18Н10Т, нагартованные:
Круг 5-h9-B-08X18h20T-H ГОСТ 18907-73
Прутки диаметром 8 мм, квалитета h21, группы отделки поверхности Г, из стали марки 25X13Н2, оттожженные:
Круг 8-h21-Г-25Х13Н2-Т ГОСТ 18907-73.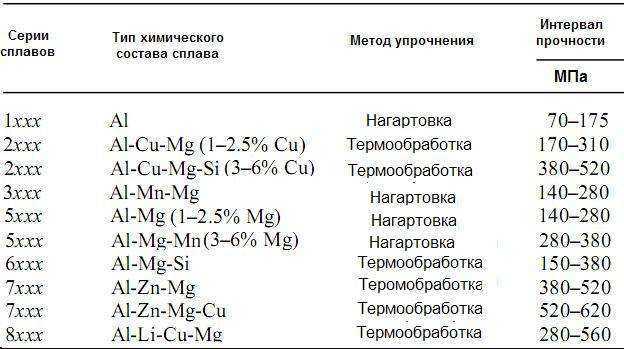
(Измененная редакция, Изм. № 1, 4).
Нагартовка деформационно-упрочняемых сплавов
Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4]
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).
Рисунок 6.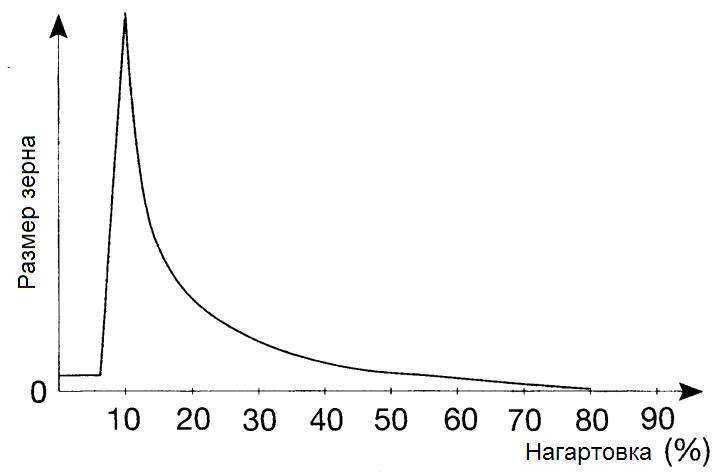 2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3]
2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3]
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.
Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).

Рисунок 7 – Изотермические кривые отжига сплава 5754 [3]
Рисунок 8 – Изменение твердости и структуры при отжиге [3]
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок 9.1). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3]
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (h3X), чем в «чисто» нагартованном металле (h2X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3].
Рисунок 9.2- Различие нагартованных состояний h24 и h34 [5]
Разупрочнение
Процесс, при котором наблюдается снижение напряжения, требуемого для пластичного течения материала. Как правило, данное явление можно наблюдать в закаленных сортах стали при высокотемпературном отпуске.
Тепловые параметры разупрочнения зависят от степени наклепа. Негативные последствия данного явления необходимо учитывать при любых операциях с металлическими изделиями. Например, элементы кузова автомобиля изготавливают методом штамповки и соединяют с помощью точечной сварки, применение которой носит местный характер. При кузовном ремонте необходимо использовать оборудование, которое имеет наименьшую зону термического воздействия. В противном случае нагрев выше температуры рекристаллизации приведет к разупрочнению элемента.
При кузовном ремонте необходимо использовать оборудование, которое имеет наименьшую зону термического воздействия. В противном случае нагрев выше температуры рекристаллизации приведет к разупрочнению элемента.
Нагартовка термически упрочняемых сплавов
Для термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке.
В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2].
Нагартованная сталь это — bankingid.ru
Содержание
- Нагартовка и наклеп – принципиальна ли разница?
- 1 Явление наклепа и нагартовки – зачем оно нужно?
- 2 Наклеп металла – типы и физика этого процесса
- 3 Нагартовка – оборудование и технологический процесс
- Способ производства холоднокатаной листовой нагартованной стали
- способ производства холоднокатаной листовой нагартованной стали
- ФОРМУЛА ИЗОБРЕТЕНИЯ
- Вопрос по стали, заковыристый!
- Вопрос по стали, заковыристый!
Нагартовка и наклеп – принципиальна ли разница?
Безусловно, упрочнение металлов весьма важно, ведь большинство узлов машин и механизмов работают в неблагоприятных условиях, способствующих возникновению разных дефектов, и одним из способов добиться износоустойчивости является нагартовка стали.
1 Явление наклепа и нагартовки – зачем оно нужно?
Наклеп является одним из видов упрочнения металлов и их сплавов путем пластической деформации, проходящей при температуре, которая ниже температуры рекристаллизации. Осуществляется этот процесс через изменение структуры материала и фазового состава. Явление наклепа сопровождается дефектами кристаллической решетки, выходящими на поверхность образца. В результате увеличиваются твердость и прочность, но при этом снижаются такие характеристики, как ударная вязкость, пластичность и сопротивляемость материала деформации противоположного знака, также снижается и его устойчивость к коррозии.
Осуществляется этот процесс через изменение структуры материала и фазового состава. Явление наклепа сопровождается дефектами кристаллической решетки, выходящими на поверхность образца. В результате увеличиваются твердость и прочность, но при этом снижаются такие характеристики, как ударная вязкость, пластичность и сопротивляемость материала деформации противоположного знака, также снижается и его устойчивость к коррозии.
У ферромагнитных же металлов, например у железа, возрастает коэрцитивная сила, а магнитная проницаемость, напротив, становится меньше. Остаточная индукция при небольших степенях деформации падает, но если этот параметр увеличить, то она резко возрастет. Кроме того, более пластичные материалы создают большее трение, наклеп деформируемого металла упрочняет его и, соответственно, данный показатель становится ниже.
Что же насчет нагартовки, так она, по сути, является тем же наклепом. Просто последний может быть полезным либо вредным (неумышленным). Например, в результате резанья происходит интенсивный наклеп, металл упрочняется и становится более хрупким, хотя мы не хотели такого результата. В общем, все произошло само собой, без нашего желания и потребности. А вот нагартовка – это осознанное упрочнение, когда хотят добиться такого эффекта.
2 Наклеп металла – типы и физика этого процесса
Данное упрочнение бывает двух видов. В случае если в металле произошли фазовые изменения, в результате чего образовались новые фазы, имеющие иной удельный объем, то такой процесс будет, соответственно, называться фазовым наклепом. А когда изменения кристаллической решетки произошли в результате воздействия каких-то внешних сил, то это будет деформационный. Он, в свою очередь, делится на центробежно-шариковый и дробометный наклеп.
Так, при первом на обрабатываемую поверхность воздействуют шарики, которые располагаются на периферии обода и затем отбрасываются вглубь гнезда. Дробеструйное (дробометное) упрочнение достигается посредством кинетической энергии быстрого потока (его скорость достигает 70 м/с) круглой дроби диаметром в пределах от 0,4 до 2 миллиметров. Часто для этой цели используют чугунные, керамические, стальные элементы.
Разберемся в физике этого процесса. Если на металл производить некую нагрузку, которая будет превышать предел текучести, то при этом возникнут напряжения, а после снятия давления материал будет деформирован. В случае же повторного «нагружения» способность данного изделия к пластическим деформациям снизится, и его предел текучести повысится до значения возникших ранее напряжений. Материал, очевидно, станет прочнее. И тогда чтобы опять вызвать очередное изменение формы с остаточным изгибом, необходимо будет прикладывать более высокую нагрузку.
Вообще, пластическая деформация является следствием перемещения дислокаций. И пара движущихся дефектных линий в кристаллической решетке способна породить сотни новых, результатом этого является повышение предела текучести. Но такое явление значительно отражается на строении металла. Его решетка искажается, а беспорядочно ориентированные кристаллы поворачиваются осями наибольшей прочности вдоль направления деформации. И чем последняя окажется больше, тем заметнее будет увеличиваться степень структурированности, другими словами, все зерна станут ориентированы одинаково. При этом мнение, будто зерна измельчаются, весьма ошибочно, они только лишь деформируются, сплющиваются, но сохраняют площадь поперечного сечения.
Таким образом, наклеп металла представляет собой физический процесс, в результате которого изменяется кристаллическая структура материала, и металл становится более прочным, твердым, но в то же время и хрупким.
3 Нагартовка – оборудование и технологический процесс
Данный способ упрочнения нашел свое применение в том случае, когда необходимо повысить устойчивость деталей к растрескиванию, а также предотвратить усталость материала. Он часто используется в таких областях, как автомобиле- и авиастроение, в нефтяной и строительной индустриях. Немаловажным в этом вопросе является и качество оборудования, с помощью которого производят наклеп металла. Сегодня выбор установок довольно велик, причем они могут быть как общего назначения, так и созданные для какого-то конкретного ассортимента, например болтов, пружин и т. д. При этом независимо от размеров и вида обработки, процесс полностью автоматизирован, каждая установка позволяет регулировать как количество дроби, так и скорость, с которой она подается.
Как говорилось выше, данное явление может быть желаемым и наоборот. Желательное (полезное) – его называют нагартовкой – в основном применяют, когда нет возможности упрочнить металл путем термической обработки, также тогда находят свое применение операции, осуществляемые путем холодного деформирования. Это накатка, волочение, холодная прокатка, дробеструйная обработка и т. д. В основном нагартовке подвергаются медь, некоторые алюминиевые сплавы и сталь с содержанием углерода менее 0,25 %.
Что же насчет вредного наклепа, так здесь тоже все понятно, он возникает как бы сам собой и является нежелательным результатом какого-либо механического воздействия. Таким образом, проводить дальнейшую обработку металла зачастую становится невозможно, потому что можно повредить как инструмент, так и само изделие. Еще одним поводом для нежелательного упрочнения может служить нагрузка, повторявшаяся несколько раз, и в каждом случае было превышение предела текучести материала. Вследствие чего металл может быть подвержен полному разрушению.
В случае, когда необходимо вернуть образцу первоначальные свойства, производят снятие наклепа. Осуществляется данная процедура путем нагревания металла, так как тогда движение атомов становится более интенсивным, что способствует протеканию процессов, которые возвращают его в более устойчивое состояние. При этом следует иметь в виду, если нагрев относительно невысокий, тогда происходит возврат (снятие микронапряжений второго рода и частичного искажения кристаллической решетки).
Но если температуру и дальше увеличивать, тогда атомы становятся все более и более подвижными, в результате чего появляются новые равноосные зерна. Данное явление носит название рекристаллизационный отжиг. Этот процесс является по своей сути диффузионным, первыми возникают зародыши новых зерен в местах, где плотность дислокаций повышена и сосредоточены наибольшие искажения кристаллической решетки. Далее же происходит рост очагов в результате перехода атомов от проблемных участков. В конце концов деформированные зерна исчезают полностью, а металл состоит из новых, равноосных. Так становится видно, что наклеп и рекристаллизация являются противоположными процессами.
Способ производства холоднокатаной листовой нагартованной стали
Владельцы патента RU 2369456:
Способ предназначен для повышения потребительских свойств низкоуглеродистой холоднокатаной листовой нагартованной стали сечением 0,43…0,63×1250 мм. Способ включает прокатку полосовой горячекатаной заготовки в валках широкополосного стана с заданными обжатиями. Получение листовой стали, имеющей свойства нагартованного металла, пригодной для последующего оцинкования, обеспечивается за счет того, что прокатку производят на двухклетевом реверсивном стане с относительным суммарным обжатием в пределах 69…79%, при этом величину обжатия в последнем проходе принимают равной 56…60% от обжатия в первом проходе, а величину удельного натяжения — в пределах 75…85 Н/мм 2 при добавочном натяжении не более 20 Н/мм 2 .
Изобретение относится к прокатному производству и может быть использовано при изготовлении холоднокатаной листовой нагартованной стали.
Нагартованная — это поверхностно наклепанная сталь, обработанная без ее полной рекристаллизации (см. «Толковый металлургический словарь» под ред. В.И.Куманина, М., «Металлургия», 1989, с.177 и 179). Нагартованную листовую сталь получают холодной прокаткой, технология которой достаточно подробно описана, например, в книге П.И.Полухина и др. «Прокатное производство», М., «Металлургия», 1982, с.511-535.
Известен способ холодной прокатки тонколистовой стали, при котором в заданные промежутки непрерывного стана подают смазочно-охлаждающую жидкость, содержащую пальмовое масло, при этом масло многократно используют в оборотном цикле смазочно-охлаждающей жидкости с заданными жирностью и удельным расходом (см. пат. РФ №2288791, кл. В21В 1/28, опубл. БИ №34, 2006 г.). Однако этот способ непригоден для получения нагартованной листовой стали.
Наиболее близким аналогом к заявляемому способу является технология холодной прокатки листовой стали, описанная в книге В. Ф.Зотова и В.И.Елина «Холодная прокатка металла», М., «Металлургия», 1988, с.165-179.
Эта технология заключается в прокатке полосовой горячекатаной заготовки в валках непрерывного стана с заданными обжатиями и характеризуется тем, что величину суммарного обжатия принимают в зависимости от конечной толщины полос в пределах 42…85%, а величину удельных натяжений доводят до 0,6…0,7 от предела текучести прокатываемого металла.
Использование известной технологии для производства нагартованной холоднокатаной стали весьма затруднительно из-за отсутствия конкретизации величин обжатий и натяжений, что не позволит получить требуемые потребительские свойства готового проката.
Технической задачей настоящего изобретения является повышение потребительских свойств низкоуглеродистой листовой стали, предназначенной для последующего оцинкования.
Для решения этой задачи в способе, заключающемся в прокатке горячекатаной заготовки в валках широкополосного стана с заданными обжатиями, прокатку низкоуглеродистой стали сечением 0,43…0,63×1250 мм на двухклетевом реверсивном стане ведут с относительным суммарным обжатием в пределах 69…79%, при этом величину обжатия в последнем проходе принимают равным 56…60% от обжатия в первом проходе, а величину удельного натяжения — в пределах 75…85 Н/мм 2 при добавочном натяжении не более 20 Н/мм 2 .
Приведенные параметры прокатки получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в оптимизации величин обжатий и натяжений при холодной прокатке низкоуглеродистой стали, что позволяет получить оцинкованный лист с улучшенными потребительскими свойствами. Добавочное натяжение делается для более плотной смотки полос в рулоны, что весьма важно для последующей операции оцинкования на непрерывном агрегате.
Опытную проверку предлагаемого способа осуществляли на двухклетевом реверсивном стане 2500 ОАО «Магнитогорский металлургический комбинат». С этой целью при холодной прокатке низкоуглеродистой полосовой стали вышеуказанного сортамента варьировали величины суммарных обжатий, величину обжатия в последнем (четвертом) проходе и натяжение (в том числе — добавочное). Результаты опытов оценивали по выходу нагартованной стали повышенного качества.
Наилучшие результаты (выход листового проката повышенного качества в пределах 99,4…99,9%) получены с использованием заявляемого способа. Отклонения от рекомендуемых его параметров ухудшали достигнутые показатели. Так например, при величине суммарного обжатия εΣ 2 , а отсутствие добавочного натяжения ухудшало смотку полос в рулоны, что отрицательно сказывалось на процессе оцинкования..
При εΣ>79% и ε4>0,6ε1 сталь получалась излишне наклепанной, что ухудшало свойства оцинкованного металла. Этот же отрицательный результат наблюдался при σ>85 Н/мм 2 , а также при добавочном натяжении σд>20 Н/мм 2 . В этих случаях выход проката требуемого качества не превысил 95%.
Технология, взятая в качестве ближайшего аналога (см. выше), в опытах не проверялась ввиду заведомой ее непригодности для получения требуемого листового проката. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
Технико-экономический анализ показал, что использование настоящего способа при холодной прокатке тонколистовой нагартованной стали, предназначенной для оцинкования, увеличит выход листа с повышенными потребительскими свойствами не менее чем на 5% при соответствующем росте прибыли от его реализации.
Пример конкретного выполнения
Низкоуглеродистая сталь с конечными размерами 0,53×1250 мм прокатывается за два прохода (1-2 клеть, 2-1 клеть) на двухклетевом реверсивном широкополосном стане.
Исходная горячекатаная заготовка имеет толщину 2,0 мм. Суммарное относительное обжатие: εΣ=(2,0-0,53): 2,0×100%=73,5%. Толщина полосы по проходам: 2,0→1,36→0,96→0,65→0,53.
Величина удельного натяжения полосы при прокатке: σ=80 Н/мм 2 , а добавочного σд=18 Н/мм 2 .
Полученный подкат для оцинкования обладает свойствами нагартованного металла.
Способ производства холоднокатаной листовой нагартованной низкоуглеродистой стали сечением 0,43…0,63×1250 мм, включающий прокатку полосовой горячекатаной заготовки в валках двухклетевого реверсивного широкополосного стана, которую осуществляют с относительным суммарным обжатием в пределах 69…79%, обжатием в последнем проходе, равным 56…60% от обжатия в первом проходе, и удельным натяжением, составляющим 75…85 Н/мм 2 , с добавочным натяжением для смотки не более 20 Н/мм 2 .
способ производства холоднокатаной листовой нагартованной стали
Способ предназначен для повышения потребительских свойств низкоуглеродистой холоднокатаной листовой нагартованной стали сечением 0,43 0,63×1250 мм. Способ включает прокатку полосовой горячекатаной заготовки в валках широкополосного стана с заданными обжатиями. Получение листовой стали, имеющей свойства нагартованного металла, пригодной для последующего оцинкования, обеспечивается за счет того, что прокатку производят на двухклетевом реверсивном стане с относительным суммарным обжатием в пределах 69 79%, при этом величину обжатия в последнем проходе принимают равной 56 60% от обжатия в первом проходе, а величину удельного натяжения — в пределах 75 85 Н/мм 2 при добавочном натяжении не более 20 Н/мм 2 .
Изобретение относится к прокатному производству и может быть использовано при изготовлении холоднокатаной листовой нагартованной стали.
Нагартованная — это поверхностно наклепанная сталь, обработанная без ее полной рекристаллизации (см. «Толковый металлургический словарь» под ред. В.И.Куманина, М., «Металлургия», 1989, с.177 и 179). Нагартованную листовую сталь получают холодной прокаткой, технология которой достаточно подробно описана, например, в книге П.И.Полухина и др. «Прокатное производство», М., «Металлургия», 1982, с.511-535.
Известен способ холодной прокатки тонколистовой стали, при котором в заданные промежутки непрерывного стана подают смазочно-охлаждающую жидкость, содержащую пальмовое масло, при этом масло многократно используют в оборотном цикле смазочно-охлаждающей жидкости с заданными жирностью и удельным расходом (см. пат. РФ № 2288791, кл. В21В 1/28, опубл. БИ № 34, 2006 г.). Однако этот способ непригоден для получения нагартованной листовой стали.
Наиболее близким аналогом к заявляемому способу является технология холодной прокатки листовой стали, описанная в книге В.Ф.Зотова и В.И.Елина «Холодная прокатка металла», М., «Металлургия», 1988, с.165-179.
Эта технология заключается в прокатке полосовой горячекатаной заготовки в валках непрерывного стана с заданными обжатиями и характеризуется тем, что величину суммарного обжатия принимают в зависимости от конечной толщины полос в пределах 42 85%, а величину удельных натяжений доводят до 0,6 0,7 от предела текучести прокатываемого металла.
Использование известной технологии для производства нагартованной холоднокатаной стали весьма затруднительно из-за отсутствия конкретизации величин обжатий и натяжений, что не позволит получить требуемые потребительские свойства готового проката.
Технической задачей настоящего изобретения является повышение потребительских свойств низкоуглеродистой листовой стали, предназначенной для последующего оцинкования.
Для решения этой задачи в способе, заключающемся в прокатке горячекатаной заготовки в валках широкополосного стана с заданными обжатиями, прокатку низкоуглеродистой стали сечением 0,43 0,63×1250 мм на двухклетевом реверсивном стане ведут с относительным суммарным обжатием в пределах 69 79%, при этом величину обжатия в последнем проходе принимают равным 56 60% от обжатия в первом проходе, а величину удельного натяжения — в пределах 75 85 Н/мм 2 при добавочном натяжении не более 20 Н/мм 2 .
Приведенные параметры прокатки получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в оптимизации величин обжатий и натяжений при холодной прокатке низкоуглеродистой стали, что позволяет получить оцинкованный лист с улучшенными потребительскими свойствами. Добавочное натяжение делается для более плотной смотки полос в рулоны, что весьма важно для последующей операции оцинкования на непрерывном агрегате.
Опытную проверку предлагаемого способа осуществляли на двухклетевом реверсивном стане 2500 ОАО «Магнитогорский металлургический комбинат». С этой целью при холодной прокатке низкоуглеродистой полосовой стали вышеуказанного сортамента варьировали величины суммарных обжатий, величину обжатия в последнем (четвертом) проходе и натяжение (в том числе — добавочное). Результаты опытов оценивали по выходу нагартованной стали повышенного качества.
Наилучшие результаты (выход листового проката повышенного качества в пределах 99,4 99,9%) получены с использованием заявляемого способа. Отклонения от рекомендуемых его параметров ухудшали достигнутые показатели. Так например, при величине суммарного обжатия 2 , а отсутствие добавочного натяжения ухудшало смотку полос в рулоны, что отрицательно сказывалось на процессе оцинкования..
При >79% и 4>0,6 1 сталь получалась излишне наклепанной, что ухудшало свойства оцинкованного металла. Этот же отрицательный результат наблюдался при >85 Н/мм 2 , а также при добавочном натяжении д>20 Н/мм 2 . В этих случаях выход проката требуемого качества не превысил 95%.
Технология, взятая в качестве ближайшего аналога (см. выше), в опытах не проверялась ввиду заведомой ее непригодности для получения требуемого листового проката. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
Технико-экономический анализ показал, что использование настоящего способа при холодной прокатке тонколистовой нагартованной стали, предназначенной для оцинкования, увеличит выход листа с повышенными потребительскими свойствами не менее чем на 5% при соответствующем росте прибыли от его реализации.
Пример конкретного выполнения
Низкоуглеродистая сталь с конечными размерами 0,53×1250 мм прокатывается за два прохода (1-2 клеть, 2-1 клеть) на двухклетевом реверсивном широкополосном стане.
Исходная горячекатаная заготовка имеет толщину 2,0 мм. Суммарное относительное обжатие: =(2,0-0,53): 2,0×100%=73,5%. Толщина полосы по проходам: 2,0 1,36 0,96 0,65 0,53.
Величины относительных обжатий 1=32,0%; 2=29,4%; 3=32,3; 4=18,5%; т.е 4=0,58× 1.
Величина удельного натяжения полосы при прокатке: =80 Н/мм 2 , а добавочного д=18 Н/мм 2 .
Полученный подкат для оцинкования обладает свойствами нагартованного металла.
ФОРМУЛА ИЗОБРЕТЕНИЯ
Способ производства холоднокатаной листовой нагартованной низкоуглеродистой стали сечением 0,43 0,63×1250 мм, включающий прокатку полосовой горячекатаной заготовки в валках двухклетевого реверсивного широкополосного стана, которую осуществляют с относительным суммарным обжатием в пределах 69 79%, обжатием в последнем проходе, равным 56 60% от обжатия в первом проходе, и удельным натяжением, составляющим 75 85 Н/мм 2 , с добавочным натяжением для смотки не более 20 Н/мм 2 .
Вопрос по стали, заковыристый!
Вступление.
Это всё не про ножи. Но я смутно догадываюсь, что именно в этом разделе найду специалистов по сортам нержавеющей стали.
Предыстория.
Задумал я бизнес один хитрый, изготовление супер-элитных визитных карточек из тонкой нержавейки, толщина 200-300 микрон. Глубокое травление плюс сквозное травление, никакой краски, и пока никаких покрытий.
Аналогов в мире два — в Британии и Гонконге. Есть ещё в США, но там всё гораздо хуже.
Искал подходящую сталь, нашёл совершенно случайно. Основной бизнес — электроника, видел маски для нанесения паяльной пасты на платы, сталь понравилась, связался с производителем, выпросил небольшую партию листов для экспериментов. Подошла!
История.
Дядька этот наотрез отказался назвать мне сорт стали. Тем более — назвать мне производителя. Ну ещё бы, ценник-то он мне выставил ого-го! И вот стоит у меня задача выяснить — шо цэ такэ?
Исходные данные нержавейки: 0.2 мм, лист 600х800 мм, идеально ровный, делается в Японии (это факт, дядька таки проговорился), магнитится, упругая, вобщем мартенситная по всем признакам. А химанализ говорит — AISI 304, а это аустенитный сорт.
Аустенитная нам не катит — гнётся, а мне хочется чтобы пружинила. Вот и у американцев аустенит на визитках — очень пошло смотрится
Что делать? Или может кто сразу подскажет, что за сорт и где такие листы найти? Желательно полированные, и неплохо бы в защитной плёнке, чтобы при раскрое лазером края оставались чистыми. А то уже сами готовы обклеивать — задолбали эти капельки по краю.
Такая «пружинность» достигается путем холодной холодной прокатки. При этом и слабая магнитность появляется.
попробуйте нагреть кусочек этой стали до светло-красного и неспеша остудить — магнитность должна исчезнуть.
LOCARUS
Аналогов в мире два — в Британии и Гонконге
Тема не новая. Видел и медные карточки Уралэлектромеди и нержавеющие местного изготовления. LOCARUS
Аустенитная нам не катит — гнётся, а мне хочется чтобы пружинила
нагартованная и пружинит и магнитится.
Набираем в гугле «лента нержавеющая зеркальная нагартованная» или «лист нержавеющий зеркальный нагартованный» и подбираем.
Нытвенский металлургический завод вам в помощь , там такое добро катают , и зеркальное тоже
Коллеги, я видел нагартованную сталь. У неё неровная поверхность, даже когда она полированная. Ну то есть в смысле — волнами она идёт, с периодами волны порядка единиц-десятков сантиметров.
Вообще, про изменение свойств при уплотнении я читал уже.
Имхуется мне, что это не нагартовка, а всё-таки какая-то разновидность прокатки. Поверхность просто идеальная у всего листа, по всей площади. Никаких волн в принципе. Я ж говорю — Япония!
Нытвенский? Блин, где бы образцы увидеть. Наши торгаши металлом нихрена не имеют, ни кусочка.
Нытва не пойдёт. У них такая толщина только на Ст70. Да как-то и не верится мне в их офигительное качество — ребята упаковочную ленту гонят
Вобщем, для представления о масштабах цен. Я плачу за лист 600х800 35 евро.
Подошла сталь, вот и покупайте. Дайте и дядьке копеечку заработать.
Не надо в эпоху перемен думать о сверх прибылях и, ГЛАВНОЕ, лезть в эксперименты.
Вы выводите свой хитрый бизнес на твердую самоокупаемость, а уж потом вместо дорогих крепдешинов будете клиентам отличный ситчек продавать по тому же прайсу
Лучшее — враг хорошего!
Вальтер, меня просто пугает некая монопольная зависимость от одного поставщика. А вдруг он завтра разорится и я его вообще не найду?
Поэтому мне важно знать где купить аналог, пусть даже я его и ещё дороже куплю, ведь у меня партии малюсенькие.
LOCARUS
Коллеги, я видел нагартованную сталь. У неё неровная поверхность, даже когда она полированная. Ну то есть в смысле — волнами она идёт, с периодами волны порядка единиц-десятков сантиметров..
В процессе холодного проката и получается нагартовка. «Волны» — результат низкого качества валков. А у японцев они лучше (ровные и не бьют).
Главное Вам объяснили: сталь у у Вас действительно AISI 304.
Осталось найти альтернативного поставщика «aisi 304 cold rolled mirror 0.2mm»
есть близкий вопрос: где можно купить нержавеющую ленту шириной 610 и больше, толщина 0. 2, конкретная марка фиолетова. Нужно несколько метров.
наш гост предусматривает максимальную ширину 400мм.
Гриня
есть близкий вопрос: где можно купить нержавеющую ленту шириной 610 и больше, толщина 0.2, конкретная марка фиолетова. Нужно несколько метров.
наш гост предусматривает максимальную ширину 400мм.
Такой широкой в прайсах не видел.
В процессе холодного проката и получается нагартовка. «Волны» — результат низкого качества валков. А у японцев они лучше (ровные и не бьют).
Главное Вам объяснили: сталь у у Вас действительно AISI 304.
Осталось найти альтернативного поставщика «aisi 304 cold rolled mirror 0.2mm»
Завтра сфоткаю простую полосу нержи из нытвы, толщина 0.35, но она отожженая, т.е. не сильно то и пружинит. И на ней как будо сатин продольный, примерно 800-1000 горит. Это от валков, при шлифовке так получается. У них есть и полированные, заодно постараюсь найти контакты вам. Цена будет конской, ибо цена заготовки, которую мы берём у них, выросла в 2 раза.
А почему именно нержа? Титан анодированный на визитках — просто конфетка!
Титан Мне лично сталь больше по душе.
отожженая Мягкая не годится. Думал насчёт 400-х мартенситных, они, походу, тоже не годятся, могут сломаться в случае сильного перегиба и поранить ВИП-клиента. А вот эта прокатанная японцами 304-я — самое то: отлично пружинит в пальцах, но при превышении усилия не ломается, а всё-таки гнётся.
Удивительно как повезло её найти. Первые опыты так и ставили — на старой маске от нашей печатной платы.
LOCARUS
Мне лично сталь больше по душе
Мне еще нравятся деревянные — очень красиво.
а титан! ммммм!
Ну и карбончик очень неплохо смотрится 🙂
Кстати, чем больше вариантов, тем более довольны будут Ваши клиенты.
Пока без вариантов
Отработаем одну технологию, быть может, возьмемся за следующую. Но скорее это будет окраска той же нержавейки.
Вопрос по стали, заковыристый!
Вступление.
Это всё не про ножи. Но я смутно догадываюсь, что именно в этом разделе найду специалистов по сортам нержавеющей стали.
Предыстория.
Задумал я бизнес один хитрый, изготовление супер-элитных визитных карточек из тонкой нержавейки, толщина 200-300 микрон. Глубокое травление плюс сквозное травление, никакой краски, и пока никаких покрытий.
Аналогов в мире два — в Британии и Гонконге. Есть ещё в США, но там всё гораздо хуже.
Искал подходящую сталь, нашёл совершенно случайно. Основной бизнес — электроника, видел маски для нанесения паяльной пасты на платы, сталь понравилась, связался с производителем, выпросил небольшую партию листов для экспериментов. Подошла!
История.
Дядька этот наотрез отказался назвать мне сорт стали. Тем более — назвать мне производителя. Ну ещё бы, ценник-то он мне выставил ого-го! И вот стоит у меня задача выяснить — шо цэ такэ?
Исходные данные нержавейки: 0.2 мм, лист 600х800 мм, идеально ровный, делается в Японии (это факт, дядька таки проговорился), магнитится, упругая, вобщем мартенситная по всем признакам. А химанализ говорит — AISI 304, а это аустенитный сорт.
Аустенитная нам не катит — гнётся, а мне хочется чтобы пружинила. Вот и у американцев аустенит на визитках — очень пошло смотрится
Что делать? Или может кто сразу подскажет, что за сорт и где такие листы найти? Желательно полированные, и неплохо бы в защитной плёнке, чтобы при раскрое лазером края оставались чистыми. А то уже сами готовы обклеивать — задолбали эти капельки по краю.
Такая «пружинность» достигается путем холодной холодной прокатки. При этом и слабая магнитность появляется.
попробуйте нагреть кусочек этой стали до светло-красного и неспеша остудить — магнитность должна исчезнуть.
LOCARUS
Аналогов в мире два — в Британии и Гонконге
Тема не новая. Видел и медные карточки Уралэлектромеди и нержавеющие местного изготовления. LOCARUS
Аустенитная нам не катит — гнётся, а мне хочется чтобы пружинила
нагартованная и пружинит и магнитится.
Набираем в гугле «лента нержавеющая зеркальная нагартованная» или «лист нержавеющий зеркальный нагартованный» и подбираем.
Нытвенский металлургический завод вам в помощь , там такое добро катают , и зеркальное тоже
Коллеги, я видел нагартованную сталь. У неё неровная поверхность, даже когда она полированная. Ну то есть в смысле — волнами она идёт, с периодами волны порядка единиц-десятков сантиметров.
Вообще, про изменение свойств при уплотнении я читал уже.
Имхуется мне, что это не нагартовка, а всё-таки какая-то разновидность прокатки. Поверхность просто идеальная у всего листа, по всей площади. Никаких волн в принципе. Я ж говорю — Япония!
Нытвенский? Блин, где бы образцы увидеть. Наши торгаши металлом нихрена не имеют, ни кусочка.
Нытва не пойдёт. У них такая толщина только на Ст70. Да как-то и не верится мне в их офигительное качество — ребята упаковочную ленту гонят
Вобщем, для представления о масштабах цен. Я плачу за лист 600х800 35 евро.
Подошла сталь, вот и покупайте. Дайте и дядьке копеечку заработать.
Не надо в эпоху перемен думать о сверх прибылях и, ГЛАВНОЕ, лезть в эксперименты.
Вы выводите свой хитрый бизнес на твердую самоокупаемость, а уж потом вместо дорогих крепдешинов будете клиентам отличный ситчек продавать по тому же прайсу
Лучшее — враг хорошего!
Вальтер, меня просто пугает некая монопольная зависимость от одного поставщика. А вдруг он завтра разорится и я его вообще не найду?
Поэтому мне важно знать где купить аналог, пусть даже я его и ещё дороже куплю, ведь у меня партии малюсенькие.
LOCARUS
Коллеги, я видел нагартованную сталь. У неё неровная поверхность, даже когда она полированная. Ну то есть в смысле — волнами она идёт, с периодами волны порядка единиц-десятков сантиметров..
В процессе холодного проката и получается нагартовка. «Волны» — результат низкого качества валков. А у японцев они лучше (ровные и не бьют).
Главное Вам объяснили: сталь у у Вас действительно AISI 304.
Осталось найти альтернативного поставщика «aisi 304 cold rolled mirror 0.2mm»
есть близкий вопрос: где можно купить нержавеющую ленту шириной 610 и больше, толщина 0. 2, конкретная марка фиолетова. Нужно несколько метров.
наш гост предусматривает максимальную ширину 400мм.
Гриня
есть близкий вопрос: где можно купить нержавеющую ленту шириной 610 и больше, толщина 0.2, конкретная марка фиолетова. Нужно несколько метров.
наш гост предусматривает максимальную ширину 400мм.
Такой широкой в прайсах не видел.
В процессе холодного проката и получается нагартовка. «Волны» — результат низкого качества валков. А у японцев они лучше (ровные и не бьют).
Главное Вам объяснили: сталь у у Вас действительно AISI 304.
Осталось найти альтернативного поставщика «aisi 304 cold rolled mirror 0.2mm»
Завтра сфоткаю простую полосу нержи из нытвы, толщина 0.35, но она отожженая, т.е. не сильно то и пружинит. И на ней как будо сатин продольный, примерно 800-1000 горит. Это от валков, при шлифовке так получается. У них есть и полированные, заодно постараюсь найти контакты вам. Цена будет конской, ибо цена заготовки, которую мы берём у них, выросла в 2 раза.
А почему именно нержа? Титан анодированный на визитках — просто конфетка!
Титан Мне лично сталь больше по душе.
отожженая Мягкая не годится. Думал насчёт 400-х мартенситных, они, походу, тоже не годятся, могут сломаться в случае сильного перегиба и поранить ВИП-клиента. А вот эта прокатанная японцами 304-я — самое то: отлично пружинит в пальцах, но при превышении усилия не ломается, а всё-таки гнётся.
Удивительно как повезло её найти. Первые опыты так и ставили — на старой маске от нашей печатной платы.
LOCARUS
Мне лично сталь больше по душе
Мне еще нравятся деревянные — очень красиво.
а титан! ммммм!
Ну и карбончик очень неплохо смотрится 🙂
Кстати, чем больше вариантов, тем более довольны будут Ваши клиенты.
Пока без вариантов 😊
Отработаем одну технологию, быть может, возьмемся за следующую. Но скорее это будет окраска той же нержавейки.
Деформационное упрочнение металлов.Наклеп и нагартовка металла.
— Справочная информация
Нагартовка
Нагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1.
Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1]
Наклеп и нагартовка
В русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла.
Предел текучести и наклеп
Одной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений.
Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2).
Рисунок 2 – Увеличение предела текучести металла после его нагружения выше предела текучести
Что такое наклеп металла Атомы, решетка, дислокации
Металлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением. Типичными процессами холодной обработки металлов давлением являются:
- холодная ковка (рисунок 2)
- холодная прокатка (рисунок 3)
- холодное прессование (экструзия) (рисунок 4)
- волочение (рисунок 5)
Рисунок 3 – Ковка металла
Рисунок 4 – Прокатка металла
Рисунок 5 – Прессование металла
Рисунок 6 – Волочение металла
Уменьшение плотности металла
При наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Остаточные напряжения
Наружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин.
Полезный наклеп
Наклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка.
Стандарты о наклепе и нагартовке
Отечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные».
Вредный наклеп
Нежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой.
Когда «наклеп», а когда «нагартовка»?
Учитывая выше изложенное, делаем два «смелых», но естественных вывода.
Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное.
Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно.
Что такое холодная деформация
Холодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления.
Что такое горячая деформация
В отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой.
Деформируемые алюминиевых сплавов
С металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы:
- деформационно-упрочняемые сплавы
- сплавы, упрочняемые термической обработки (старением).

Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением.
Нагартовка деформационно-упрочняемых сплавов Модификация структуры
К этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом.
Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях.
Рисунок 6. 1 – Кривые нагартовки алюминиевого сплава 5083 [4]
Механические свойства
Деформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6).
Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства:
предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3]
Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом.
Cмягчающий отжиг
Упрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7):
- частичным: это – cмягчающий или неполный отжиг;
- полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8).
Рисунок 7 – Изотермические кривые отжига сплава 5754 [3]
Рисунок 8 – Изменение твердости и структуры при отжиге [3]
Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом.
Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок а35). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка».
Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3]
Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным).
Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (h3X), чем в «чисто» нагартованном металле (h2X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3].
Рисунок 9.2- Различие нагартованных состояний h24 и h34 [5]
Нагартовка термически упрочняемых сплавов
Для термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке.
В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2].
Влияние температуры нагартовки
Характеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2].
Источники:
1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002
2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486.
3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004.
https://aluminium-gu…p-i-nagartovka/
work_hardening
Деформационное упрочнение , деформационное упрочнение или холодная обработка — это упрочнение материала за счет увеличения плотности дислокаций материала. В металлических кристаллах необратимая деформация обычно осуществляется в микроскопическом масштабе дефектами, называемыми дислокациями, которые создаются флуктуациями локальных полей напряжений внутри материала, что приводит к перестройке решетки по мере распространения дислокаций по решетке. При нормальных температурах дислокации не уничтожаются отжигом. Вместо этого дислокации накапливаются, взаимодействуют друг с другом и служат точками закрепления или препятствиями, существенно затрудняющими их движение. Это приводит к увеличению предела текучести материала и последующему снижению пластичности.
Любой материал с достаточно высокой температурой плавления, такой как металлы и сплавы, может быть укреплен таким образом. Сплавы, не поддающиеся термической обработке, в том числе малоуглеродистые стали, часто подвергаются наклепу. Некоторые материалы не могут подвергаться деформационному упрочнению при нормальных температурах окружающей среды; например индий, который имеет низкую температуру плавления. Это делает индий подходящим для изготовления прокладок, которые деформируются, чтобы заполнить зазоры, для использования в высоком вакууме.
Деформационное упрочнение часто производится тем же процессом, который придает металлу его окончательную форму, включая холодную прокатку (контрастную горячую прокатку) и холодное волочение . Были разработаны методы сохранения общей формы заготовки во время деформационного упрочнения, в том числе дробеструйная обработка и угловое прессование с постоянным каналом . Упрочняемость материала можно предсказать, анализируя кривую напряжения-деформации, или изучить в контексте, выполнив тесты на твердость до и после процесса.
Холодная штамповка — это тип холодной обработки, включающий операции ковки, такие как экструзия, волочение или чеканка, выполняемые при низких температурах. Холодная обработка может также относиться к процессу, посредством которого материалу придается это качество. Такая деформация увеличивает концентрацию дислокаций, которые впоследствии могут образовывать малоугловые границы зерен, окружающие субзерна. Холодная обработка обычно приводит к более высокому пределу текучести в результате увеличения количества дислокаций и эффекта Холла-Петча субзерен, а также снижения пластичности. Эффекты холодной обработки можно устранить путем отжига материала при высоких температурах, когда восстановление и рекристаллизация уменьшают плотность дислокаций.
Дополнительные рекомендуемые знания
Содержимое
|
Теория
Упругая и пластическая деформация
Основная статья: Деформация
Деформационное упрочнение является следствием пластической деформации или остаточной деформации материала. Это отличается от упругой деформации, которая является обратимой деформацией. Большинство материалов не демонстрируют ни того, ни другого, а скорее их комбинацию. Последующее обсуждение в основном относится к металлам, особенно к сталям, которые хорошо изучены. Деформационное упрочнение особенно заметно для пластичных материалов, таких как металлы. Пластичность — это способность материала перед разрушением подвергаться большим пластическим деформациям (например, сгибание стального стержня до его окончательного разрыва).
Испытание на растяжение широко используется для изучения механизмов деформации. Это связано с тем, что при сжатии большинство материалов будут испытывать тривиальные (несоответствие решеток) и нетривиальные (выпучивание) явления до того, как произойдет пластическая деформация или разрушение. Поэтому промежуточные процессы, протекающие в материале при одноосном сжатии перед возникновением пластической деформации, затрудняют испытание на сжатие.
Материал обычно упруго деформируется, если на него воздействуют небольшие силы, что позволяет материалу легко вернуться к своей первоначальной форме при снятии деформирующей силы. Такое поведение материалов регулируется законом Гука. Материалы ведут себя упруго до тех пор, пока деформирующая сила не превысит предел упругости, также известный как предел текучести. В этот момент материал оказывается постоянно деформированным и не может вернуться к своей первоначальной форме при снятии силы. Это явление называется пластической деформацией. Например, если растянуть винтовую пружину до определенного момента, она вернется к своей первоначальной форме, но как только она будет растянута за пределы упругости, она останется деформированной и не вернется в исходное состояние.
Упругая деформация растягивает атомные связи в материале от их равновесного радиуса разделения связи, не прикладывая достаточно энергии для разрыва межатомных связей. Пластическая деформация, с другой стороны, разрывает межатомные связи и включает перегруппировку атомов в твердом материале.
Дислокации и поля деформаций решетки
Основная статья: Вывих
На языке материаловедения дислокации определяются как линейные дефекты в кристаллографической структуре материала. Они окружены относительно натянутыми (и более слабыми) связями, чем связи между составляющими правильной кристаллической решетки. Это объясняет, почему при пластической деформации эти связи разрываются первыми. Как и любая термодинамическая система, кристаллы имеют тенденцию снижать свою энергию за счет образования связей между составляющими кристалла. Таким образом, дислокации взаимодействуют друг с другом и с атомами кристалла. В результате получается более низкая, но энергетически выгодная энергетическая конформация кристалла. Дислокации являются «негативной сущностью» в том смысле, что они не существуют: это просто вакансии в среде-хозяине, которая существует. Таким образом, сам материал не сильно двигается. В гораздо большей степени видимое «движение» — это движение в связке в основном стационарных атомов. (См. для дальнейшего обсуждения: краевая дислокация, винтовая дислокация)
Напряженные связи вокруг дислокации характеризуются полями деформаций решетки. Например, существуют связи, напряженные при сжатии, непосредственно рядом с краевой дислокацией, и связи, напряженные при растяжении, за концом краевой дислокации. Они образуют поля деформации сжатия и поля деформации растяжения соответственно. Поля деформации в некотором роде аналогичны электрическим полям. Кроме того, поля деформации дислокаций подчиняются законам притяжения и отталкивания.
Видимые (макроскопические) результаты пластической деформации являются результатом движения микроскопических дислокаций. Например, растяжение стального стержня в приборе для испытаний на растяжение обеспечивается за счет движения дислокаций в атомном масштабе.
Увеличение дислокаций и деформационное упрочнение
Увеличение числа вывихов является количественным показателем наклепа. Пластическая деформация возникает в результате работы над материалом; к материалу добавляется энергия. Кроме того, энергия почти всегда прикладывается достаточно быстро и в достаточно большой степени, чтобы не только сдвинуть существующие дислокации, но и произвести большое количество новых дислокаций путем достаточного сотрясения или обработки материала.
Повышение предела текучести в холоднодеформированном материале. Используя поля деформаций решетки, можно показать, что среда, заполненная дислокациями, будет препятствовать движению любой одной дислокации. Поскольку движение дислокаций затруднено, пластическая деформация не может происходить при нормальных напряжениях. При приложении напряжений, чуть превышающих предел текучести ненаклепанного материала, наклепанный материал будет продолжать деформироваться, используя единственный доступный механизм: упругую деформацию. Продолжает происходить штатная схема растяжения или сжатия электрических связей (без движения дислокаций), а модуль упругости не меняется. В конце концов напряжение становится достаточно большим, чтобы преодолеть взаимодействие деформации и поля, и пластическая деформация возобновляется.
Однако пластичность упрочненного материала снижается. Пластичность — это степень, в которой материал может подвергаться пластической деформации, то есть насколько материал может пластически деформироваться до разрушения. Нагартованный материал, по сути, представляет собой обычный материал, который уже растянулся на часть своей допустимой пластической деформации. Если движение дислокаций и пластическая деформация были достаточно затруднены накоплением дислокаций, а растяжение электронных связей и упругая деформация достигли своего предела, возникает третий вид деформации: разрушение.
Основные уравнения
Напряжение дислокации τ зависит от модуля сдвига G, постоянной решетки b и плотности дислокации :
где τ 0 — собственная прочность материала с низкой плотностью дислокаций, а α — поправочный коэффициент, специфичный для материала.
Как показано на рис. 1 и в приведенном выше уравнении, деформационное упрочнение имеет полукорневую зависимость от числа дислокаций. Материал обладает высокой прочностью при наличии либо высокого уровня дислокаций (более 10 14 дислокаций на м 2 ) или без дислокаций. Умеренное число дислокаций (от 10 -7 до 10 -9 дислокаций на м 2 ) обычно приводит к низкой прочности.
Пример
В качестве крайнего примера, при испытании на растяжение стальной стержень подвергается деформации непосредственно перед расстоянием, на котором он обычно разрушается. Нагрузка снимается плавно, и материал частично снимает напряжение, уменьшаясь в длине. Уменьшение длины называется упругим восстановлением, и конечным результатом является упрочненный стальной стержень. Доля восстановленной длины (восстановленная длина/исходная длина) равна пределу текучести, деленному на модуль упругости. (Здесь мы обсуждаем истинное напряжение, чтобы учесть резкое уменьшение диаметра в этом испытании на растяжение.) Длина, восстановленная после снятия нагрузки с материала непосредственно перед его разрушением, равна длине, восстановленной после снятия нагрузки непосредственно перед тем, как она входит пластическая деформация.
Упрочненный стальной стержень имеет достаточно большое количество дислокаций, поэтому взаимодействие поля деформации предотвращает любую пластическую деформацию. Последующая деформация требует напряжения, которое изменяется линейно с наблюдаемой деформацией, наклон графика зависимости напряжения от деформации, как обычно, представляет собой модуль упругости.
Упрочненный стальной стержень разрушается, когда приложенное напряжение превышает обычное напряжение разрушения, а деформация превышает обычную деформацию разрушения. Это можно считать пределом упругости, и предел текучести теперь равен напряжению разрушения, которое, конечно, намного выше, чем предел текучести недеформационно-упрочненной стали.
Величина возможной пластической деформации равна нулю, что, очевидно, меньше величины возможной пластической деформации для материала, не подвергнутого деформационному упрочнению. Таким образом, пластичность нагартованного проката резко снижается.
Существенная и продолжительная кавитация также может привести к деформационному упрочнению.
Математические описания
Есть два общих математических описания явления наклепа. Уравнение Холломона представляет собой степенную зависимость между напряжением и величиной пластической деформации ε р . Уравнение Людвика аналогично, но включает предел текучести σ y
- (Холломонс)
- (Людвик)
где K — индекс прочности, n — индекс деформационного упрочнения.
Если материал был подвергнут предварительной деформации (при низкой температуре), то предел текучести будет увеличен на коэффициент, зависящий от величины предшествующей пластической деформации ε 0
Постоянная K зависит от структуры и зависит от обработки, в то время как n является свойством материала, обычно находящимся в диапазоне 0,2-0,5. Индекс деформационного упрочнения можно описать следующим образом:
Это уравнение можно оценить по наклону графика log(σ) — log(ε). Перестановка позволяет определить скорость деформационного упрочнения при заданном напряжении и деформации.
— Основы ядерной энергетики — Рабочее (деформационное) упрочнение [1]
См. также
- Систематика производственных процессов для различных процессов холодной обработки
- Холодная прокатка
- Обжим, процесс, включающий наклеп
- Механизмы усиления
Закалка и кондиционирование на рабочем месте: в чем разница?
Много раз мы получаем общий вопрос от врачей, наладчиков и NCM: «Что вы имеете в виду, есть разница между тренировкой и закалкой?» Правда, есть большая разница, особенно для вашего травмированного работника.
Убедиться, что ваш травмированный работник включен в соответствующую программу, может означать разницу между возвращением на работу или окончательной потерей трудоспособности. Подготовка к работе и закаливание на работе — это высокие уровни терапевтического вмешательства, предназначенные для того, чтобы помочь пациентам восстановить достаточную функцию, чтобы вернуться к своей обычной работе с полной занятостью.
Эти программы идеально подходят для пациентов, которые уже прошли традиционную физиотерапию, но все еще не в полной мере выполняют определенные обязанности на работе.
Подготовка к работе и закаливание на работе используют реальные или смоделированные рабочие задачи, чтобы помочь подготовить пациентов к безопасному возвращению в рабочую силу, предотвращая при этом новые или усугубляющиеся травмы.
Так какая разница между и ?
Рабочая кондиция
Рабочая кондиция — это строгая программа физической подготовки, разработанная для того, чтобы помочь пациентам восстановить системные функции и функции опорно-двигательного аппарата. Это включает в себя силу, подвижность, мощность, выносливость, двигательный контроль и функциональные способности.
Подготовка к работе обеспечивает промежуточный этап в процессе возвращения к работе. Целями программы подготовки к работе являются восстановление физической работоспособности и функциональных способностей пациента, предотвращение повторения той же травмы и уменьшение страха перед возвращением на работу.
Типичная программа подготовки к работе: 2-4 часа в день, 3-5 дней в неделю . Цель состоит в том, чтобы пострадавший работник имитировал типичные рабочие задачи до 50% своего обычного рабочего графика.
Посмотрите видео ниже, в котором показана наша программа S.P.O.R.T:
Закалка на работе
Закалка на работе — это индивидуальная, четко структурированная программа, разработанная, чтобы помочь пациентам безопасно и своевременно вернуться к своему уровню работы до травмы. . Он направлен на то, чтобы помочь пациентам восстановить свои биомеханические, сердечно-сосудистые, метаболические, нервно-мышечные и психосоциальные функции в сочетании с их рабочими задачами.
Закалка многопрофильная, с привлечением физиотерапевта, эрготерапевта, психолога и профессионального специалиста . Он включает в себя упражнения на укрепление и гибкость, сердечно-сосудистые упражнения, упражнения на стабилизацию позвоночника и суставов, а также обучение рабочим задачам (например, толкание, подтягивание, приседание, подъем, сгибание, сидение или скручивание).
Видите разницу? Обе программы могут принести пользу, но суть в том, что вам придется выбирать между сосредоточением внимания на восстановлении физической работоспособности и функциональных способностей пациента ИЛИ сосредоточением внимания на физических способностях, функциональных способностях, речи и неврологических способностях.
Who can benefit from Work Conditioning/Hardening
- Police Officers
- Firefighters
- Electricians
- Plumbers
- FBI Agents
- Correction Officers
- Mechanics
- Construction Workers
- Healthcare Providers
- Маляры
- Водители-курьеры
- Служащие почты
- Повара
- Любые другие трудоемкие специалисты
Что ожидать от оценки рабочей подготовки/закалки
Рабочая подготовка и закалка — это функциональные программы продолжительностью от четырех до восьми недель, разработанные для удовлетворения конкретных профессиональных потребностей пациента. Каждая программа индивидуальна для лечения конкретной травмы пациента и зависит от того, что прописывает лечащий врач.
Время и продолжительность сеансов обычно могут быть адаптированы к графику работы пациента, и мы можем работать с работодателем, чтобы убедиться, что мы следуем описанию работы пациента.
Функциональный базовый уровень
При первом посещении терапевт оценит травму и рассмотрит потребности пациентов в связи с их работой. Чтобы определить исходный функциональный уровень пациента, терапевту необходимо:
- Определить текущую физическую активность пациента (сидячий, легкий, средний или тяжелый).
- Определите аэробную способность пациента (плохая, удовлетворительная, средняя, хорошая или отличная).
- Определите силу захвата пациента .
- Определить подвижность пациента, силу мышц кора и суставов в связи с их травмой.
После определения исходного функционального уровня будет разработана индивидуальная программа для улучшения текущих физических возможностей пациента. Это будет сделано с сердечно-сосудистыми и силовыми упражнениями средней и высокой интенсивности, а также упражнениями на растяжку и подвижность, специально адаптированными к задачам, которые пациент должен выполнять на своей работе.
Направляющий врач и любые другие уполномоченные лица будут получать периодические обновления о ходе лечения, в которых будет документироваться посещаемость, участие и прогрессирование пациента. Приказы о выписке отдаются, когда пациент либо полностью восстанавливает свои функции, либо достигает плато в уходе.
Есть ли кто-нибудь, кто мог бы воспользоваться нашими услугами?
Здесь, в Robbins Rehabilitation West, наша программа Workforce Toolkit дает сотрудникам инструменты для возвращения к работе, а работодателям инструменты для минимизации их общих затрат.
Мы предлагаем условия труда на всех наших объектах. Чтобы записаться на прием к травмированному работнику, позвоните по номеру 610-839-8764 или, если вы хотите узнать больше о нашей общей программе компенсации работникам, нажмите здесь и нажмите «Зарегистрироваться на бесплатный обед и обучение» , чтобы назначить встречу с нашим директором по компенсации работникам.
Хотите еще больше? Звоните по телефону 610-839-8764
ЗАПИСАТЬСЯ НА ВСТРЕЧУ
Упрочнение и деформационное упрочнение [Руководство механика]
Что означает деформационное упрочнение или деформационное упрочнение?
Деформационное упрочнение, или, как его чаще называют, деформационное упрочнение, представляет собой упрочнение металла путем пластической деформации. Это может быть проблемой или преимуществом в металлообработке. Узнайте, что это такое и как избежать или поощрять его в этой статье.
Сгибание скрепки вперед и назад, пока она не сломается, является демонстрацией. Канцелярская скрепка ломается, потому что она, в конечном счете, настолько твердеет от напряжения из-за изгиба и становится настолько твердой, что становится хрупкой и ломается.
Материаловедение может многое сказать о деформационном упрочнении, и это несложно понять. Давайте сделаем это немного более техническим, чтобы у нас был язык, чтобы поговорить об этом. Не волнуйтесь, я поместил всю техническую информацию в самый конец статьи, чтобы вы могли легко ее пропустить!
Существует два уровня деформации – упругая деформация и пластическая деформация.
Пластическая деформация — это процесс приложения достаточного напряжения к материалу, так что он необратимо деформируется. Процесс приложения этого напряжения называется «холодной обработкой» материала.
Упругая деформация – это деформация, которая восстанавливается после снятия напряжения. А предел текучести — это механическое свойство, которое представляет собой величину напряжения, необходимого для точного перехода от упругой деформации (нижняя) к пластической деформации. Предел текучести часто является максимально допустимой нагрузкой на компонент, поскольку приложение большей нагрузки приведет к необратимой деформации компонента.
Вот соотношение эластичных и пластичных областей:
Деформация, которую мы применяем до пересечения (где линия меняется с синей на зеленую), является пределом текучести. Пока мы не прикладываем большее напряжение, чем это, мы вызываем упругую деформацию, и деталь вернется к своей первоначальной форме, когда мы удалим это напряжение. Но если мы пройдем эту точку, произойдет пластическая деформация, и если мы продолжим, деталь в конечном итоге сломается или сломается. Напряжение после этой точки называется пластическим напряжением.
При деформационном упрочнении пластическая деформация вызывает увеличение предела текучести.
Если мы посмотрим на виды деформации, мы увидим два механизма деформации. При деформации растяжением длина объекта увеличивается. При деформации сжатия длина уменьшается.
Подумайте об этом применительно к операциям механической обработки. Фрезер нарезает и вытаскивает стружку. Похоже, что вытаскивание чипа может быть деформацией растяжения. С другой стороны, если мы помещаем деталь в гидравлический пресс, мы применяем деформацию сжатия.
Теоретически любой металл или сплав можно подвергнуть деформационному упрочнению. Отличие заключается в том, насколько легко они затвердевают при напряжении и насколько труднее становятся.
Некоторые металлы, такие как алюминий и аустенитная нержавеющая сталь, не могут подвергаться термообработке или отпуску для повышения их твердости. Но они могут быть упрочнены проковкой, прокаткой, ковкой или волочением.
В этой статье я буду использовать термины «деформационное упрочнение» и «деформационное упрочнение» взаимозаменяемо. Давайте поговорим об этом закаливании более подробно.
Нежелательное деформационное упрочнение
Упрочнение материала звучит как хорошая вещь, но бывают случаи, когда это нежелательно. Во всяком случае, материал будет труднее обрабатывать, резать или формовать в процессе производства. Это означает, что его, возможно, придется резать с более низкими подачами и скоростями, иначе пострадает срок службы инструмента.
Но есть и другие недостатки упрочнения.
После деформационного упрочнения материал становится несколько менее пластичным, что может сделать его менее пригодным для использования по назначению. По мере того как скрепка сгибалась, она становилась все тверже, но менее пластичной, пока в конце концов не сломалась. Направленные свойства материала также могут быть неблагоприятно затронуты.
Как машинисты, мы часто озабочены тем, как свести к минимуму упрочнение при работе с материалом, склонным к нему. Подробнее об этом ниже.
Преднамеренное деформационное упрочнение
Среди механических свойств материалов твердость часто является ценным. При желании можно использовать различные процессы для увеличения твердости металла, этот процесс называется холодной обработкой.
Упрочнение определенных материалов
Величина, называемая показателем упрочнения при деформации, является одним из способов количественной оценки степени упрочнения материала. Вот таблица, показывающая показатель упрочнения при деформации (значение n) для ряда распространенных металлов:
| Материал | п |
| Алюминий 1100–O (отожженный) | 0,2 |
| 2024 алюминиевый сплав (термически обработанный — Т3) | 0,16 |
| Алюминий 5052-О | 0,13 |
| Алюминий 6061–O (отожженный) | 0,2 |
| Алюминий 6061–T6 | 0,05 |
| Алюминий 7075–O (отожженный) | 0,17 |
| Латунь, морская (отожженная) | 0,49 |
| Латунь 70–30 (отожженная) | 0,49 |
| Латунь 85–15 (холоднокатаная) | 0,34 |
| Сплав на основе кобальта (термически обработанный) | 0,5 |
| Медь (отожженная) | 0,54 |
| Магниевый сплав АЗ-31Б (отожженный) | 0,16 |
| Низкоуглеродистая сталь (отожженная) | 0,26 |
| 1045, горячекатаный | 0,14 |
| 1112, отожженный | 0,19 |
| 1112, холоднокатаный | 0,08 |
| 4135, отожженный | 0,17 |
| 4135, холоднокатаный | 0,14 |
| 4340 легированная сталь (отпущенная при 315 °C) | 0,15 |
| 17-4 P-H, отожженный | 0,05 |
| 52100, отожженный | 9,7 |
| Нержавеющая сталь 304 (отожженная) | 0,45 |
| Титан, Ti-6Al-4V, отожженный при 20°C | 0,015 |
| Титан, Ti-6Al-4V, отожженный при 200C | 0,026 |
| Титан, Ti-6Al-4V, отожженный 600C | 0,064 |
| Титан, Ti-6Al-4V, отожженный 800C | 0,146 |
|
Чем выше значение n, тем легче затвердевает материал. 17-4PH Нержавеющая сталь имеет значение n, равное 0,05, что означает лишь минимальное упрочнение. Но 304 нержавеющая сталь имеет n-фактор 0,45, что означает, что она очень восприимчива к наклепу. Я уверен, что это одна из причин, по которой многие машинисты не любят его.
Как избежать деформационного упрочнения
Наилучшие инструменты, имеющиеся в вашем распоряжении, чтобы избежать деформационного упрочнения, это использование надлежащих подач и скоростей, покрытий инструментов и охлаждающей жидкости. Но мы можем добавить ряд других советов и приемов:
- Убедитесь, что ваши режущие инструменты острые.
- Инструменты с подачей СОЖ (например, инструменты с подачей СОЖ через шпиндель) уменьшают деформационное упрочнение.
- Не останавливайте инструмент на одном месте.
- Поддерживайте постоянную подачу при сверлении.
- Сведите к минимуму количество переходов и обязательно извлеките вывод на полный диаметр инструмента.
Тепло — один из главных союзников нагартовки. Повышение температуры повышает восприимчивость материалов к деформационному упрочнению. Вам может понадобиться целый процесс обработки, когда вы делаете что-то вроде обработки титана.
Отжиг может отменить деформационное упрочнение
Деформационное упрочнение вызвано столкновением дислокаций в кристаллической структуре материала друг с другом. Отжиг — это приложение тепла для принудительной рекристаллизации, которая устраняет эти дислокации.
Подача тепла должна контролироваться, чтобы материал не плавился. Существуют руководства для большинства материалов, в которых указано, насколько горячим должен быть материал для отжига.
Теория деформационного упрочнения
Дислокации и решетчатые поля деформации
Основной причиной деформационного упрочнения является дислокация кристаллической структуры металла. В этом коротком видео есть отличные иллюстрации того, что я имею в виду под дислокациями:
Как уже упоминалось, дислокации вызываются приложением достаточного напряжения.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, включая:
ЗАКАЛКА И КОМПЕНСАЦИЯ РАБОЧИМ: ТЕРАПИЯ ДЛЯ ТРАВМИРОВАННЫХ РАБОЧИХ: ЧТО ВАМ НУЖНО ЗНАТЬ
Опубликовано Эдвардом Сингером
Компенсация работникам Медицинское обслуживание является особым. В отличие от традиционной медицины, промышленное лечение имеет уникальные цели. Лечение производственных травм регулируется законом. Другими словами, правительство установило специальные правила и положения в отношении обращения с травмированными работниками.
Закон штата Калифорния о компенсации работникам, в соответствии с разделом 4600(a) Трудового кодекса, имеет общую цель оказания медицинской помощи на производстве, чтобы обеспечить то, что «разумно требуется для лечения или облегчения последствий травмы работника, получившего травму». цель уточняется законом и положениями.
В рамках этой конструкции существуют и другие цели в отношении медицинского лечения травмированных рабочих. Одна из самых важных целей промышленной медицины — вернуть травмированного рабочего «к работе».
Термин «Возвращение к работе» имеет много значений. «Возвращение к работе» может означать возвращение травмированного работника к работе, которую он выполнял, когда получил травму. «Вернуться к работе» может означать, что травмированный работник может иметь в виду возвращение на измененную должность. «Вернуться к работе» может означать, что травмированный работник возвращается на альтернативную работу. «Возвращение к работе» может означать, что травмированный работник возвращается в состояние, при котором он может участвовать в программе профессиональной реабилитации. В целом, «Возвращение к работе» означает возвращение человека на открытый рынок труда.
Закалка на работе — это форма терапии, которая может помочь в решении проблем, связанных с возвращением к работе.
В этой статье обсуждается природа «закалки на работе», почему страховые компании должны поощрять это лечение и почему травмированные рабочие должны участвовать в таких программных программах.
Что такое упрочнение?
Закалка на работе — это форма «Трудотерапии».
«Закаливание труда» — это междисциплинарная, индивидуализированная программа деятельности, ориентированная на конкретную работу, с целью возвращения к работе. В программах закалки используются реальные или смоделированные рабочие задачи и упражнения на кондиционирование с постепенной градацией, которые основаны на измеренных индивидуальных допусках. Закаливание на работе обеспечивает переход от неотложной помощи к успешному возвращению к работе и предназначено для улучшения биомеханических, нервно-мышечных, сердечно-сосудистых и психосоциальных функций работника». Департамент труда и промышленности штата Вашингтон.
Каковы цели упрочнения?
Цели повышения квалификации включают улучшение профессиональной пригодности, улучшение возможностей трудоустройства и снижение профессиональных недостатков. Закалка труда: трудотерапия в промышленной реабилитации Леонард Н. Мэтисон; Линда Демпстер Огден; Крис Виолетта; Карен Шульц, Американский журнал профессиональной терапии, май 1985 г., Vol. 39, 314-321. https://doi.org/10.5014/ajot.39.5.314
Что происходит в программе повышения квалификации?
Программы закалки работают над силой и выносливостью травмированного рабочего, ставят цели и работают над моделированием рабочих задач. На протяжении всего процесса их прогресс отслеживается, чтобы увидеть, есть ли улучшения.
Кому выгодны программы повышения квалификации?
«Опыт показывает, что клиенты, которые получают наибольшую пользу от программ повышения квалификации, это те, кто серьезно потерял физическую форму после ухудшения состояния, вызванного травмой или болезнью. Кроме того, люди, у которых есть серьезные расхождения между их симптомами и объективными данными, и люди, чье нарушение ограничено доминирующей верхней конечностью, значительно выигрывают от закалки на работе. «Закаливание труда: трудотерапия в промышленной реабилитации Леонард Н. Мэтисон; Линда Демпстер Огден; Крис Виолетта; Карен Шульц, Американский журнал профессиональной терапии, 19 мая.85, Том. 39, 314-321. https://doi.org/10.5014/ajot.39.5.314
Таким образом, это наблюдение означает, что люди, которые не работали в течение значительного периода времени, получают пользу от закалки на работе. Декондиционирование может произойти, когда человек какое-то время не работает. Кроме того, может быть ухудшение состояния после тяжелой травмы, которая вызывает немедленную неспособность выполнять физические действия. Задержки и отказы в медицинском лечении могут еще больше способствовать ухудшению состояния.
Кроме того, люди с серьезными расхождениями между симптомами и объективными данными могут иметь тревогу и эмоциональные проблемы в связи с физической активностью. Закалка на рабочем месте может вселить в этих работников уверенность в своих способностях проявлять себя, не опасаясь повторной травмы.
Как травмированный работник может попасть в программу повышения квалификации?
Все виды медицинского лечения в рамках Калифорнийской системы компенсации работникам требуют, чтобы лечащий врач выдал запрос на авторизацию (RFA) для программы «закалки на работе». Запрос RFA подлежит проверке использования (UR). Если UR отказывает в разрешении, отказ может быть обжалован для проведения независимой медицинской проверки.
Что говорится в решениях Independent Medical ReviewI относительно «закалки на работе»?
Существует общий язык, который неоднократно используется в решениях IMR в отношении разрешения на такое лечение.
В Решениях IMR в качестве обоснования указывается, что «[t]есть известная этиология синдрома хронической боли или конкретного клинического состояния, которое включает физическую травму или заболевание . Были предприняты другие соответствующие медицинские и/или инвазивные меры, которые оказались недостаточными для восстановления функционального состояния. Пациент имеет соответствующий реабилитационный потенциал (т. е. считается, что он или она может получить существенную пользу от программы) . Пациент не отвечает на менее дорогостоящие вмешательства, включая качественные программы физиотерапии ; У пациента есть по крайней мере некоторые поведенческие или психосоциальные проблемы, влияющие на его выздоровление. Для работников без проблем, связанных с поведением, и просто физического разрыва между текущими способностями и будущими требованиями к работе программы кондиционирования/закалки труда обычно являются более подходящими и экономически эффективными.
У пациента имеется значительный разрыв между текущими физическими возможностями и фактическими или прогнозируемыми профессиональными потребностями. Нет никаких известных противопоказаний к программе лечения , например, определенные нестабильные медицинские состояния, первичное расстройство, связанное со злоупотреблением психоактивными веществами, или когнитивные ограничения, которые могут помешать надлежащему обучению. Пациент настроен на выздоровление». 85 кал. Комп. Чехлы 451 CM19-0133693, 85 кал. Комп. Чехлы 446 СМ19-0130002; 84 кал. Комп. Дела 470, CM19-0021422 [курсив добавлен]
Таким образом, решения IMR создают несколько препятствий для утверждения такой программы. Поэтому важно, чтобы травмированный работник участвовал в традиционных программах физиотерапии, прежде чем пытаться получить разрешение на участие в программе повышения квалификации.
Почему травмированный рабочий должен участвовать в «закалке»?
Существует множество причин, по которым травмированный работник должен участвовать в программе повышения квалификации. Во-первых, программы повышения квалификации могут помочь пострадавшему вернуться на работу. Во-вторых, было обнаружено, что программы повышения квалификации сокращают количество прогулов после возвращения на работу. Шонштайн Э., Кенни Д.Т., Китинг Дж.Л., Коес Б.В. Подготовка к работе, закаливание и функциональное восстановление рабочих с болями в спине и шее. Кокрановская база данных систематических обзоров, 2003 г., выпуск 3. Ст. №: CD001822. DOI: 10.1002/14651858.CD001822. В-третьих, участие в программе повышения квалификации с неудовлетворительными результатами может рассматриваться как достоверное свидетельство неспособности конкурировать на открытом рынке труда. В-четвертых, отказ от участия в Программе повышения квалификации может негативно сказаться на намерениях и способностях Пострадавшего работника.
Что делать, если мне нужен совет?
Если вам нужна бесплатная консультация по вопросам компенсации работникам, обратитесь в юридическое бюро Edward J. Singer, Professional Law Corporation. Уже 27 лет мы помогаем людям в Центральной и Южной Калифорнии справляться с делами о компенсации работникам. Свяжитесь с нами сегодня, чтобы получить дополнительную информацию.
Эта запись была размещена в Отпуск по нетрудоспособности, терапия, упрочнение работы, Производственная травма, Компенсация работникам и отмечена Калифорнийским законом о компенсации работникам, imr, трудовая нетрудоспособность, травмированный работник, трудовой кодекс 4600, терапия, упрочнение работы, Производственная травма, компенсация работникам, компенсация рабочим. Добавьте постоянную ссылку в закладки.
Что такое упрочнение?
`;
Деформационное упрочнение, также известное как деформационное упрочнение, представляет собой процесс, который позволяет повысить прочность металлического компонента с помощью так называемой пластической деформации. Некоторые металлы и металлические сплавы, такие как алюминий или медь, наиболее эффективно упрочняются с использованием именно этого подхода. Существенный процесс включает в себя создание специфических дислокационных движений в структуре самого металла, в результате которых сохраняются все характеристики металла, при этом материал дополнительно упрочняется.
Существует несколько различных процессов, которые можно использовать для упрочнения. В некоторых случаях процесс включает использование тепла. Это особенно верно в ситуациях, когда есть желание изменить форму металла, а также повысить прочность готового изделия. В других случаях металл может подвергаться пластической деформации с использованием холода, а не тепла. В этом сценарии температура металла снижается до уровня, при котором происходит кристаллизация внутри металла, что позволяет сгибать, сжимать, вытягивать или срезать металл для создания желаемой формы и степени прочности.
Во время процесса упрочнения металл часто становится несколько ковким, что упрощает придание материалу любой желаемой формы. Например, медь, которая подвергается процессу, будет несколько ковкой при использовании тепла или холода для создания эффекта. В течение этого периода можно просто растянуть, согнуть или даже придать меди любую желаемую форму. После завершения процесса закалки медь становится очень прочной и способна сохранять свою форму в течение длительного времени.
Одним из преимуществ деформационного упрочнения является то, что этот процесс может помочь снизить вероятность растрескивания вдоль поверхности упрочненного металла или металлического сплава. Используя этот процесс, можно использовать металлы для создания устройств, которые рассчитаны на то, чтобы выдерживать определенную нагрузку в течение определенного периода времени. Поскольку деформационное упрочнение не является обратимым процессом, прочность легко измерить, что позволяет выбрать нужный металл или сплав для изготовления изделия.
К преимуществам деформационного упрочнения также относится возможность контролировать степень загрязнения самого металла. Это, в свою очередь, способствует упрочнению металла, поскольку присутствие загрязняющих веществ, которые могут ослабить металл в различных точках, сведено к минимуму. Результатом является однородность прочности, которая помогает обеспечить срок службы готового продукта, при условии, что продукт подвергается использованию в соответствии со стандартами, установленными производителем.
Есть также некоторые недостатки, связанные с закалкой, из-за которых в некоторых ситуациях этого процесса следует избегать. После обработки металл будет несколько менее пластичным, что сделает его непригодным для производства некоторых видов продукции. Кроме того, в процессе требуется большое усилие, независимо от того, используется ли тепло или холод. Также могут быть неблагоприятно затронуты направленные свойства металла, что является еще одним фактором, который может сделать металл непригодным для определенных целей. По этой причине деформационное упрочнение может быть желательным, исходя из характера изделий, которые будут изготовлены из металла, или быть совершенно нежелательным как событие, которое непреднамеренно происходит во время производственного процесса.
После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к
мелочи, исследования и письмо, став внештатным писателем на полную ставку. С тех пор он публиковал статьи в
множество печатных и интернет-изданий, в том числе AboutMechanics, а его работы также появились в поэтических сборниках,
религиозные антологии и несколько газет. Другие интересы Малкольма включают коллекционирование виниловых пластинок, мелкие
лига бейсбола и велоспорт.
После многих лет работы в индустрии телеконференций Майкл решил реализовать свою страсть к
мелочи, исследования и письмо, став внештатным писателем на полную ставку. С тех пор он публиковал статьи в
множество печатных и интернет-изданий, в том числе AboutMechanics, а его работы также появились в поэтических сборниках,
религиозные антологии и несколько газет. Другие интересы Малкольма включают коллекционирование виниловых пластинок, мелкие
лига бейсбола и велоспорт.
Можно ли избежать деформационного упрочнения металла?
спросил
Изменено
4 года, 6 месяцев назад
Просмотрено
3к раз
$\begingroup$
Мой левый наушник недавно сломался посреди провода: часть, с которой я люблю возиться и гнуть. Я исправил это, но мне интересно, есть ли металлы, которые не закаляются или устойчивы к этому?
Можно ли обработать обычный металл, чтобы предотвратить или, по крайней мере, уменьшить последствия деформационного упрочнения.
Можно ли их использовать в наушниках в коммерческих целях? (т.е. являются ли они экономически целесообразными?)
металлы
$\endgroup$
2
$\begingroup$
Деформационное упрочнение не приводит к разрушению изделий, но фактически заставляет их сопротивляться дальнейшей пластической деформации, увеличивая их прочность. Провода, согнутые взад и вперед, могут в конечном итоге сломаться из-за усталости. Материал на краю сжимается и растягивается, что приводит к усталости. Количество циклических напряжений определяет, сколько циклов материал может выдержать свой предел выносливости.
Из этой статьи:
Если напряжение на краю проволоки ниже предела выносливости, то проволока может бесконечно изгибаться вперед и назад. Один из способов уменьшить напряжение и сделать провода более гибкими — использовать плетеные провода. Это работает за счет уменьшения поперечного сечения каждой нити и, таким образом, уменьшения величины деформации, необходимой для получения определенного радиуса изгиба.
Конечно, если под возиться с и сгибать его, вы имеете в виду деформацию выше предела упругости, так что возникает перегиб, то вы по своей сути превышаете предел текучести каждый цикл, и микротрещины будут распространяться очень быстро. Если это то, что вы хотели бы получить от своих шнуров и хотели бы, чтобы шнур выдержал такую обработку, я бы разработал такой шнур с тонкими плетеными проводами, окруженными самовосстанавливающимся полимером. Это позволит вам пластически деформировать пуповину и добиться ее заживления.
Что касается металлов, которые могут восстанавливаться после деформации, то существуют сплавы с памятью формы, хотя я думаю, что они будут слишком дорогими.
$\endgroup$
3
$\begingroup$
Мой левый наушник недавно сломался посреди провода: часть, с которой я люблю возиться и гнуть. Я исправил это, но мне интересно, есть ли металлы, которые не закаляются или устойчивы к этому?
Простой ответ: Нет . Деформационное упрочнение является результатом пластичности. Идеально эластичных материалов не бывает
Есть ли способ, которым вы можете обработать обычный металл, чтобы предотвратить или, по крайней мере, уменьшить последствия деформационного упрочнения.
Можно ли их использовать в наушниках в коммерческих целях?
Как кто-то указал, отжиг в основном используется для смягчения материала, чтобы сделать его более пригодным для обработки. Так что, по сути, если вы хотите обратить вспять последствия закалки, это единственный путь, которым вы можете воспользоваться. 0755 жизнеспособен .
Деформационное упрочнение приводит к существенному упрочнению или усилению до тех пор, пока не перестанет проявляться пластичность или материал не расколется или не выйдет из строя . Если материал не затвердевает при работе или если нет пластичности , он выйдет из строя из-за хрупкого разрушения при пределе текучести.
Упомянутая вами проволока может производиться только в том случае, если она демонстрирует пластичность (или деформационное упрочнение), в первую очередь, если бы она была идеально эластичной, ее нельзя было бы использовать из-за риска хрупкого разрушения или низкой ударной вязкости.
$\endgroup$
$\begingroup$
деформационное упрочнение не сохраняется, если рабочая температура составляет от 1/3 до 1/2 температуры расплава, при которой термически активируемые диффузионные эффекты достаточно сильны, чтобы разгрузить дислокационные скопления за счет переползания дислокаций.
