Нарезание резьбы конической на токарном станке: Нарезка конической резьбы на токарном станке в Москве
Содержание
Завод металлоконструкций | Северо-Западный завод по изготовлению изделий из металла | Производство и монтаж металлоконструкций
- Главная
- Услуги
- Нарезные резьбы
Нарезка резьбы относится к процедурам, техника которых имеет проверенные годами стандарты.
Наши услуги по нарезанию резьбы различных типов
Наша металлообрабатывающая компания «МеталлЭнерго Северо-Запад» оказывает услуги по нарезанию резьбы различных типов, а также нестандартных деталей из конструкционных и строительных сталей, различных цветных сплавов. На нашем заводе вы всегда можете заказать:
- Нарезание конической резьбы по зарубежным и российским стандартам.
 — Трубной резьбы по зарубежным и российским стандартам.
— Трубной резьбы по зарубежным и российским стандартам. - Нарезание наружной резьбы (дюймовая, метрическая).
- Внутренней резьбы (дюймовая, метрическая).
- Сложные виды. Нарезание на токарном станке резьбы (многозаходная, прямоугольная, трапецеидальная).
 — Трубной резьбы по зарубежным и российским стандартам.
— Трубной резьбы по зарубежным и российским стандартам.
Технологии, оборудование, возможности
Услуга нарезки резьбы всех типов происходит на нашем заводе, при помощи современного высокоточного оборудования с программным управлением. Также наш завод использует резьбонарезные специализированные станки. Они обеспечивают высокоточное и быстрое осуществление заказов по нарезанию трубной резьбы, чей диаметр достигает до 50 миллиметров, а также производство болтов диаметром от 6 до 52 миллиметров.
Работа на токарном оборудовании обеспечивает возможность поучить профиль, который отличается от треугольного. Наш завод может производить шариковинтовые пары и червячные передачи. У нас нарезание трапецеидальной резьбы осуществляется самым быстрым способом углубления предварительной канавки, а затем профиль обрабатывается двумя резцами.
Наш завод применяет следующие виды резьбы:
- Дюймовая коническая с углом профиля 60о ГОСТ 6111 (нарезание резьбы для воздушных, водяных, масляных и топливных трубопроводов станков и машин).
- Цилиндрическая трубная ГОСТ 6357, коническая трубная ГОСТ 6211 (резьбовые конические соединения, а также нарезка на конусе наружной резьбы для соединения с цилиндрической внутренней).
- Метрическая, шаг и диаметр определяет ГОСТ 8724, профиль – ГОСТ 9150.
Нарезка внешней резьбы
Для этого используется вороток, тиски и плашка с необходимым шагом резьбы и диаметром. Берется металлический подготовленный стержень, крепко зажимается и снимается фаска надфилем или специальным бархатным напильником. Следом при помощи воротка на конец стержня надевается плашка, которую нужно перед этим обильно смазать машинным маслом. Далее на стержень навинчивается плашка.
Сделав полтора оборота, отвинчивается на пол оборота назад плашка, а затем вперед снова на полтора оборота и снова немного назад до получения необходимой глубины резьбы.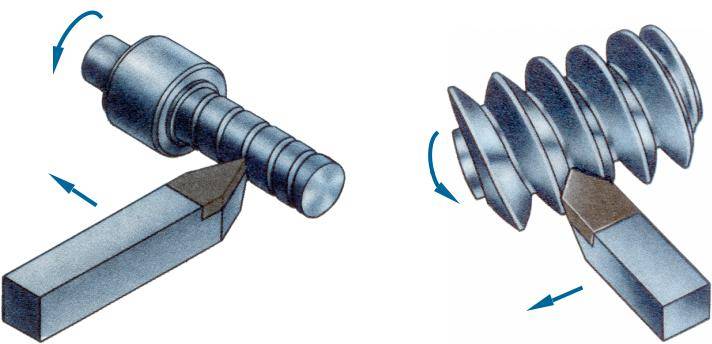 В процессе осуществления этой работы необходимо внимательно следить за тем, чтобы перекосов не возникало.
В процессе осуществления этой работы необходимо внимательно следить за тем, чтобы перекосов не возникало.
Другие материалы в этой категории:
« Лазерная резка
Покраска »
Почему выбирают нас?
Мы всегда готовы помочь
Нам нестрашны трудновыполнимые задачи и сжатые сроки. Если у вас сложности с проектом, то напишите нам на почту или позвоните, чтобы мы смогли вам помочь.
Первоклассные специалисты
В производственной компании “МеталлЭнерго Северо-Запад” работают только высококвалифицированные специалисты, а также высокотехнологичное оборудование.
Приятные цены на продукцию и услуги
Наши цены являются справедливыми и доступными для всех компаний. И, если Вы наш частый клиент, то у нас для вас найдутся приятные бонусы и скидки.
Лучшее предложение для вас
Благодаря завышенным стандартам и серьезному отношению к работе, продукция, производимая на нашем заводе, так высоко ценится нашими партнёрами и клиентами.
§ 110.
 Токарь (4-й разряд) \ КонсультантПлюс
Токарь (4-й разряд) \ КонсультантПлюс
§ 110. ТОКАРЬ
4-й разряд
Характеристика работ. Токарная обработка и подводка сложных деталей по 7 — 10 квалитетам на универсальных токарных станках, а также с применением метода совмещенной плазменно-механической обработки. Включение и выключение плазменной установки. Токарная обработка длинных валов и винтов с применением подвижного и неподвижного люнетов, глубокое сверление и расточка отверстий пушечными сверлами и другим специальным инструментом. Токарная обработка тонкостенных деталей с толщиной стенки до 1 мм и длиной свыше 200 мм. Нарезание наружных и внутренних двухзаходных треугольных, прямоугольных, полукруглых, пилообразных и трапецеидальных резьб. Установка деталей в различных приспособлениях и на угольнике с точной выверкой в горизонтальной и вертикальной плоскостях. Наладка станка, плазменной установки и плазмотрона на совмещенную работу. Токарная обработка деталей, требующих точного соблюдения размеров между центрами эксцентрично расположенных отверстий или мест обточки. Токарная обработка деталей из графитовых изделий для производства твердых сплавов. Токарная обработка новых и переточка выработанных прокатных валков с калиброванием простых и средней сложности профилей. Обдирка и отделка шеек валков. Управление токарно-центровыми станками с высотой центров свыше 800 мм, имеющих более трех суппортов.
Токарная обработка деталей из графитовых изделий для производства твердых сплавов. Токарная обработка новых и переточка выработанных прокатных валков с калиброванием простых и средней сложности профилей. Обдирка и отделка шеек валков. Управление токарно-центровыми станками с высотой центров свыше 800 мм, имеющих более трех суппортов.
Должен знать: устройство и кинематические схемы токарных станков различных типов, правила проверки их на точность; конструктивные особенности и правила применения универсальных и специальных приспособлений; устройство контрольно-измерительных инструментов и приборов; геометрию, правила термообработки, заточки и доводки режущего инструмента; основные принципы калибрования профилей простых и средней сложности; правила определения режимов резания по справочникам и паспорту станка; систему допусков и посадок; квалитеты и параметры шероховатости; основы электротехники и правила обеспечения безопасной работы плазменной установки, вытяжной вентиляции и системы охлаждения; принципиальную схему установки плазменного подогрева и способы наладки плазмотрона.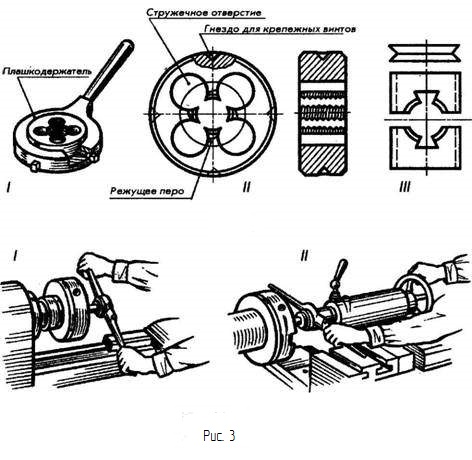
Примеры работ
1. Бабки задние — окончательная расточка отверстия на станке под пиноль.
2. Баллоны — полная токарная обработка.
3. Бандажи универсальных клетей — разрезание.
4. Барабаны кабельные диаметром до 500 мм — нарезание ручьев, полная токарная обработка.
5. Болты и гайки свыше М48 — окончательная обработка.
6. Буксы золотников и суммирующие золотники паровых турбин длиной до 500 мм — полная токарная обработка.
7. Валики гладкие и ступенчатые длиной свыше 1500 мм — полная токарная обработка.
8. Валики пустотелые многоступенчатые — обтачивание, сверление и растачивание.
9. Валы гладкие и ступенчатые длиной до 5000 мм — обтачивание с припуском на шлифование.
10. Валы и оси с числом чистовых шеек свыше пяти — полная токарная обработка.
11. Валки трубопрокатных, трубоправильных и трубоэлектросварочных станов — полная токарная обработка.
12. Валы и оси длиной свыше 1000 до 2000 мм — сверление глубоких отверстий и полная токарная обработка.
13. Валы коленчатые для прессов и компрессоров — чистовая обработка и полирование шеек.
14. Валы паровых турбин — предварительная обработка.
15. Валы распределительные дизелей длиной до 1000 мм — чистовое обтачивание и подрезание кулачков.
16. Валы шестерни шестеренных клетей прокатных станов диаметром до 500 мм, длиной до 2000 мм — полная токарная обработка.
17. Винты для микрометров — нарезание резьбы.
18. Винты суппортные длиной свыше 500 до 1500 мм — полная токарная обработка.
19. Винты ходовые длиной до 2000 мм — полная токарная обработка.
20. Вкладыши, обоймы и головки шаровые диаметром до 70 мм — полная токарная обработка.
21. Вкладыши разъемные — полная токарная обработка.
22. Втулки — окончательная обработка.
23. Втулки и поршни — окончательная обработка внутренних канавок по Н9 (3 класс точности).
24. Втулки цилиндров судовых дизелей диаметром до 600 мм — окончательная обработка.
25. Гайки и контргайки с диаметром резьбы свыше 100 мм — полная токарная обработка.
26. Гайки специальные с резьбой — полная токарная обработка после термообработки.
27. Гайки суппортные — подрезание, сверление, растачивание и нарезание резьбы.
28. Детали с конусной резьбой — полная токарная обработка с нарезанием резьбы.
29. Детали с несколькими параллельными отверстиями с точным расстоянием между центрами — чистовое растачивание отверстий.
30. Детали валообразные из труднообрабатываемых сталей и сплавов — токарная обработка с применением плазменного подогрева.
31. Детали сложной конфигурации с несколькими поверхностями — окончательная обработка.
32. Детали химаппаратуры и химоборудования из обожженного фарфора и дунитовой керамики — токарная обработка.
33. Диски для универсальных патронов металлообрабатывающих станков — полная токарная обработка с нарезанием спирали по торцу.
34. Калибры для конусной резьбы (пробки и кольца) — нарезание резьбы под доводку.
35. Калибры на получистовой клети — предварительное вырезание.
36. Калибры (пробки, кольца) для треугольной резьбы и гладкие — полная токарная обработка.
37. Кольца поршневые — полная токарная обработка с припуском на шлифование.
38. Кольца резьбовые — полная токарная обработка.
39. Корпуса: арматура с условным переходом до 32 мм и длиной тела корпуса от уплотнительного поля до фланца 150 мм и выше: клапанных колонок высокого давления; захлопок сложных с взаимопересекающимися осями — окончательная обработка.
40. Корпуса клапанов, подшипников, буксы, ролики — окончательная обработка.
41. Корпуса и клинья клинкетных задвижек с условным переходом до 200 мм — полная токарная обработка.
42. Корпуса и крышки гидромашинок, корпуса сверлильных и шлифовальных пневмомашинок — окончательная обработка.
43. Корпуса кранов — расточка конусных отверстий в упор.
44. Корпуса сдвоенных фильтров — обработка отверстий.
45. Корпуса стаканов и сальников диаметром свыше 150 мм — окончательная обработка с большим количеством переходов и посадок.
46. Корпуса центробежных насосов — полная токарная обработка.
47. Крышки, кольца с лабиринтными канавками диаметром свыше 500 мм — полная токарная обработка.
48. Кулачки для универсальных патронов — нарезание резьбы под диск.
49. Матрицы, пуансоны, пуансонодержатели для формовочных вытяжных и вырубных штампов, пресс-форм — полная токарная обработка.
50. Метчики с однозаходной трапецеидальной и двухзаходной треугольной, прямоугольной, полукруглой резьбой — полная токарная обработка.
51. Муфты включения мощных дизелей — нарезание пересекающихся канавок.
52. Муфты фрикционные, цилиндры сложной конфигурации с внутренними глухими выточками — полная токарная обработка.
53. Патроны кулачковые и планшайбы — полная токарная обработка.
54. Пиноли к задним бабкам — полная токарная обработка.
55. Поверхности цилиндрические наружные и внутренние — доводка и притирка.
56. Подшипниковые щиты фланцевого исполнения — полная токарная обработка.
57. Подушки упорных подшипников — окончательная обработка.
58. Поршни алюминиевые — полная токарная обработка.
59. Пресс-формы средней сложности — полная токарная обработка.
60. Пресс-формы средней сложности — полная токарная обработка с полированием.
61. Прогонки трубные с трапецеидальной резьбой — нарезание резьбы.
62. Протяжки круглые — полная токарная обработка.
63. Резьбовые кольца — нарезание резьбы под доводку.
64. Роторы и якоря электродвигателей — полная токарная обработка.
65. Скользящие опоры и ступицы из двух половин диаметром до 300 мм — окончательная токарная обработка.
66. Седла и клапаны поршневых насосов — полная токарная обработка.
67. Слитки вакуумно-дугового и электрошлакового переплава — токарная обработка с применением плазменного подогрева.
68. Стаканы для герметических разъемов сложные — полная токарная обработка.
69. Ступицы гребных винтов регулируемого шага — окончательная обработка сферы.
70. Тарелки захлопок с ДУ-300 и более с несколькими посадочными размерами с резьбовыми поверхностями М100 и более — полная токарная обработка.
71. Трубы бурильные, обсадные, насосно-компрессорные, бурильные штанги, замки, переводники и калибры к ним — изготовление и нарезание конической резьбы.
72. Фильтры твердосплавные — доводка по Н7 — Н9.
73. Фрезы резьбовые, гребенки к резьбонарезным головкам — изготовление.
74. Фрезы червячные, модульные, угловые и двухугловые несимметричные диаметром до 200 мм — полная токарная обработка.
75. Цанги зажимные и подающие к станкам — полная токарная обработка без шлифования.
76. Шейки и бочки валков всех станов — обдирка и отделка.
77. Шестерни цилиндрические, шкивы гладкие и для клиноременных передач диаметром свыше 500 до 1000 мм, конические и червячные диаметром свыше 300 до 600 мм — полная токарная обработка.
78. Шестерни мелкомодульные — полная обработка по Н7 — Н9.
79. Шпангоуты, кольца диаметром до 600 мм — токарная обработка.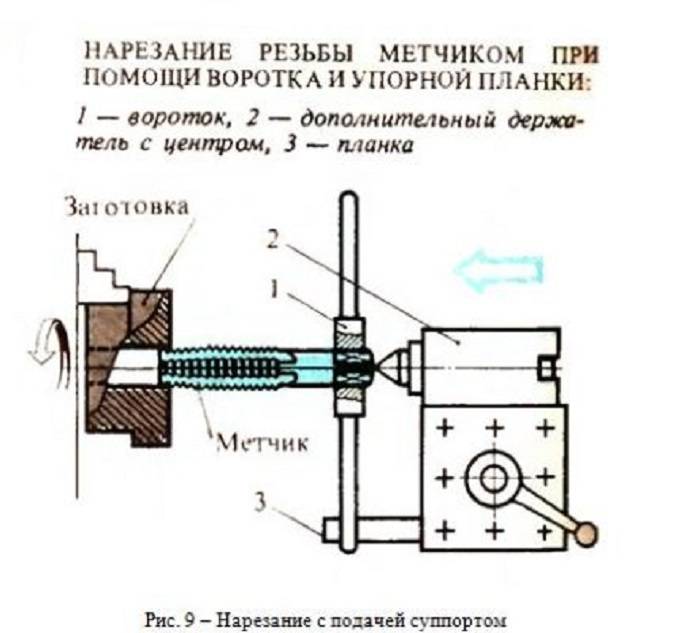
80. Шпиндели токарных станков длиной до 1000 мм — полная токарная обработка.
81. Штанги малых конусов доменных печей — токарная обработка с нарезанием резьбы.
Как нарезать конус на токарном станке
Последнее обновление: 24 апреля 2021 г., Чарльз Уилсон
Возможно, вы уже знаете, что токарный станок — это многофункциональный станок для растачивания, фрезерования, резки, сверления и токарной обработки.
С помощью некоторых методов вы можете эффективно выполнять вышеупомянутые операции. Среди всех этих операций токарная обработка является самой простой.
Рабочие делают это, чтобы минимизировать ширину цилиндрического стержня. Если есть необходимость в определенном конусе на заготовке, рабочие выполняют операцию точения конуса.
Но как это сделать? Читайте дальше, чтобы углубиться в методы токарной обработки конусов.
Связанная тема: Методы крепления токарного патрона
Содержание
Различные методы токарной обработки конуса
Вы можете нарезать конус на токарном станке, используя следующие методы. Давайте посмотрим, как эти методы работают и когда вы их используете.
Давайте посмотрим, как эти методы работают и когда вы их используете.
1. Метод с формовочным инструментом
Это безопасный метод изготовления короткого конуса. Форма приземляется и используется в соответствии с требованием.
Оси подачи и токарного станка работают параллельно. Однако форма режущего инструмента сохраняет угол конусности. Вы можете одновременно использовать поперечную и продольную подачу.
Кроме того, вы должны сделать длину конуса более значительной, чем длина режущей кромки инструмента.
Процесс создает сильную вибрацию. Это происходит потому, что вся режущая кромка разрушает металл.
Таким образом, требуется большая сила, даже если работа выполняется на низкой скорости. Вибрация зависит от размера инструмента.
Плюсы
✅ Самый простой метод
✅ Довольно точный
Минусы
❌ Производит сильные вибрации
2. Метод установки задней бабки
Если нет доступного конического крепления, этот метод используется тогда . В этом методе ось станины устанавливается под углом, при котором ось задания вращается.
В этом методе ось станины устанавливается под углом, при котором ось задания вращается.
Инструмент перемещается параллельно станине станка. Вместо градусов базовое значение задней бабки смещается в миллиметрах или дюймах.
Поскольку работа ведется в основном под углом, ее следует выполнять между центрами. После того, как операция токарной обработки завершена, следует с особой осторожностью установить заднюю бабку.
Как установить параллельное положение? Вот шаги:
- Чтобы захватить лист бумаги в пределах поверхности конуса и инструмента, переместите носик инструмента к левому краю конуса.
- Проверьте показания шкалы поперечной подачи. Выньте инструмент.
- Продвиньте инструмент к правому краю конуса, чтобы захватить бумагу.
- Снять показания; набор более совершенен, если он соответствует.
Давайте рассмотрим этапы этой настройки:
- Слегка отсоедините зажим задней бабки.

- Пока вы не получите требуемый набор, продолжайте регулировать винты.
- Расположите инструмент параллельно токарной обработке.
- Попробуйте черновой монтаж.
- Отшлифуйте размер, если вы получите желаемую конусность.
Pros
✅ Более длинные работы можно сужать с помощью автоматической подачи, вы можете получить лучшую поверхность
✅ Можно нарезать наружную коническую резьбу
Минусы
❌ Нет возможности нарезать чистую коническую резьбу
❌ Нет возможности снять внутреннюю коническую
3. Метод составного слайда
Для получения короткого и крутая конусность, рекомендуется метод составного слайда. Как и при любой другой токарной операции, в этом методе заготовка устанавливается в патрон с помощью зажимов.
Задание вращается вместе с осью станка. Перед зажимом составной упор следует повернуть на нужный угол.
Гибкость составного ползуна может вращаться на его центральных штифтах в обоих направлениях, поскольку он закреплен в верхней части поперечного ползуна.
Конусное точение можно выполнять как снаружи заготовки, так и в отверстии.
Составной слайд имеет два основных принципа. Во-первых, его режущий инструмент движется именно так, как вы хотите. Потому что вы можете отрегулировать желаемый угол, ослабив гайки.
И другое, ось задания вращается параллельно оси станины станка.
Резцедержатель используется для установки режущего инструмента. Поворачивая винт, можно подавать подачу по желаемой траектории и углу.
Пока инструмент перемещается по траектории составного суппорта, вы получаете нужный метчик.
Плюсы
✅ Вы можете получить лучшую, более крутую и короткую конусность
Минусы
❌ Низкое осветление и низкая эффективность продукта
❌ Можно нарезать только короткий конус
Вот несколько ключевых советов для вас, если вы используете метод составных слайдов-
- Выступ инструмента опасен.

- Будьте осторожны при установке точки высоты инструмента в центре.
- Используйте смазочное масло.
4. Метод присоединения для токарной обработки конуса
Приспособление для работы здесь немного отличается. Для этого крепления следует использовать нижний кронштейн или лоток.
Заготовка крепится к задней части станины станка. Для желаемого угла поворота здесь используется направляющая планка.
Этот стержень может раскачиваться, что обеспечивает гибкость угла наклона. Направляющая планка также выполняет функцию ее центра при выполнении операции.
С помощью направляющего блока перемещается по направляющей шине.
Направляющий блок соединяет задний конец поперечных салазок и помогает двигаться. Для того, чтобы соединить поперечный салазок, необходимо удалить крепежный винт.
Итак, поперечный салазок свободен от винта скольжения. Как и составной слайд, он также имеет градуировку градусов. С помощью этого метода вы можете выполнять токарную обработку любого размера.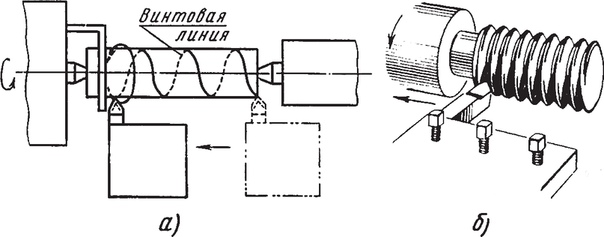
Как работает приспособление для токарной обработки резьбы
Это приспособление является своего рода направляющей формы , установленной в задней части станка и регулируемой по оси станка, удерживая токарный станок на траектории центра.
Но это помогает освободить поперечный суппорт, а также направить его по траектории разрезаемого конуса.
Кронштейн, прикрепленный к станине станка, несет направляющую шину. И вы можете повернуть направляющую на нужный угол. В этом методе болт надежно фиксирует направляющую шину на месте.
С помощью тяги и замка направляющий блок соединяется с поперечными салазками токарного станка.
Таким образом, он может свободно скользить по направляющей. Это также позволяет кресту свободно перемещаться по своему пути.
Но для этого свободного движения его нужно отсоединить от седла. Чтобы отсоединить поперечный салазок от продольной подачи седла, достаточно ослабить винт поперечной подачи.
Вы должны установить глубину реза для инструмента после каждого реза. Как и во всех других методах, мы используем вращающуюся рукоятку составного суппорта, чтобы подавать инструмент на идеальную глубину резания.
Как и во всех других методах, мы используем вращающуюся рукоятку составного суппорта, чтобы подавать инструмент на идеальную глубину резания.
Установите составной ползун в обычное положение, например, на 90°.
Кроме того, положение направляющей шины будет параллельно инструменту для конуса. Кроме того, направляющая шина считывает индикатор шкалы, который она вращает, по углу конуса.
Преимущества токарной обработки с конусом
- Простая и быстрая установка насадки
- Этот метод не мешает обычной наладке токарного станка
- Улучшение чистовой обработки
- Можно задать как внутренний, так и внешний конус
- Можно использовать приспособление в качестве резьбы для точения конуса
Недостатки точения конуса с деталями
- Неправильный конус:
Если настройка задней бабки, составного суппорта или приспособления для точения конуса неидеальна, получается несовершенный конус не будет ничего удивительного. Чтобы избежать этого, убедитесь, что настройка выполнена с точностью до минуты.
Чтобы избежать этого, убедитесь, что настройка выполнена с точностью до минуты.
- Неверные размеры конуса :
Это также происходит из-за неправильных настроек.
- Неправильные диаметры:
Часто бывает так, что и диаметр одной стороны, и угол конусности точны, а диаметр другой кромки не точен. Причиной этого дефекта является неточная длина конуса. Тщательная проверка длины конуса может предотвратить это.
Заключительное слово
Это все о методе конусной фрезы на токарном станке.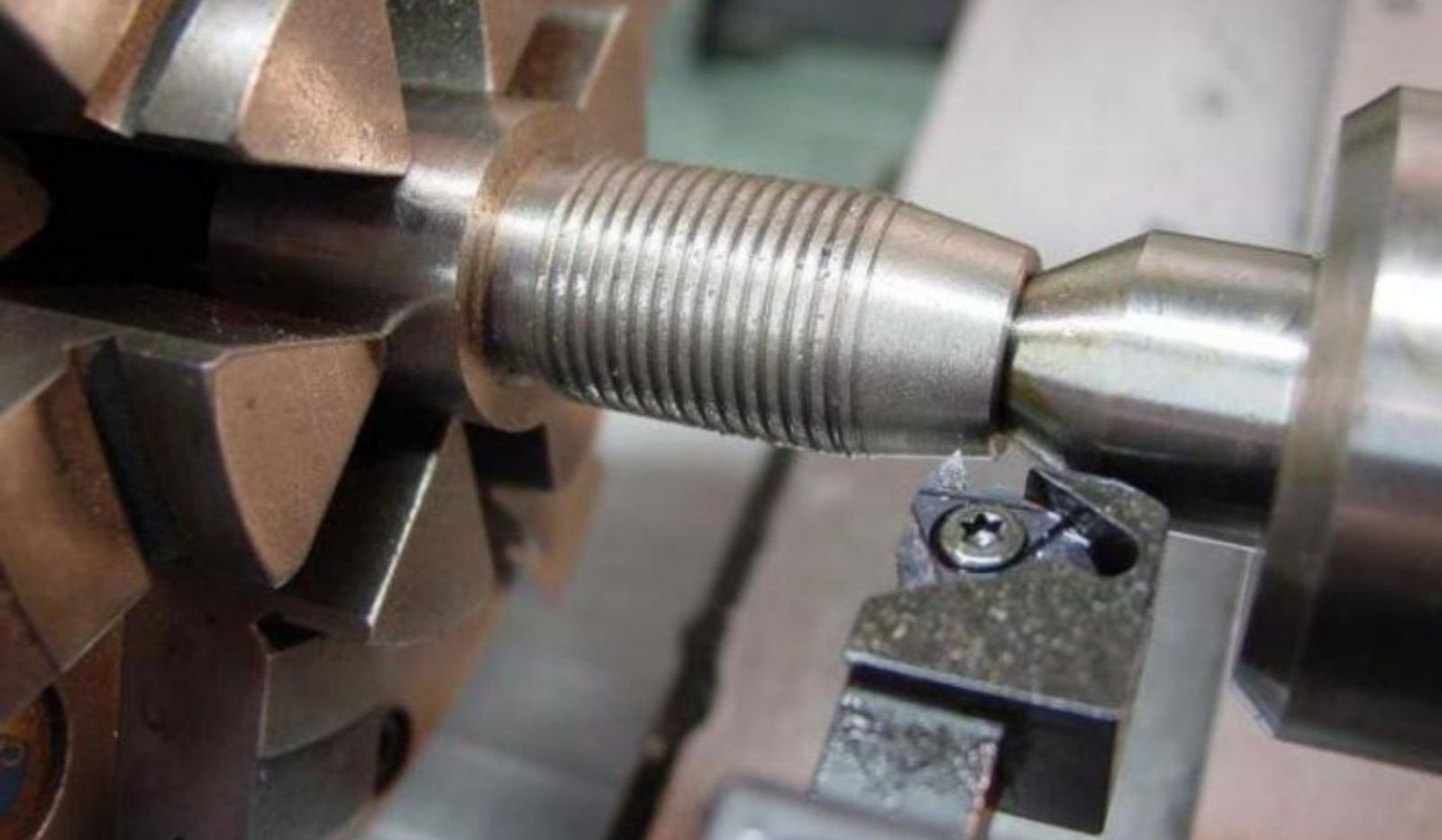 Здесь необходимо устранить одну важную путаницу: нет необходимости выполнять конусную резку на полноразмерном токарном станке, вы можете сделать это и на малогабаритном токарном станке.
Здесь необходимо устранить одну важную путаницу: нет необходимости выполнять конусную резку на полноразмерном токарном станке, вы можете сделать это и на малогабаритном токарном станке.
Надеюсь, эта статья помогла вам разобраться в токарной обработке конусов. Если у вас есть какие-либо вопросы или вопросы, не стесняйтесь комментировать в разделе комментариев.
Источники:
https://www.lifelarn.com
Точение конусов на токарном станке
Вернуться на главную
Вернуться на предыдущую страницу
9 0016 Точение конусов на токарном станкеКонусы имеют две основные цели. Они могут быть декоративными или выполнять механическую функцию. Иногда они могут быть обоими.
Декоративные конусы
Многие конусы являются «декоративными». Они заставляют работу выглядеть должным образом завершенной или могут быть просто удобными. В этом случае угол конусности не имеет решающего значения. Даже в этом случае некоторые декоративные конусы, которые, кажется, не должны быть точными, на самом деле требуют гораздо большей точности, чем можно было бы ожидать.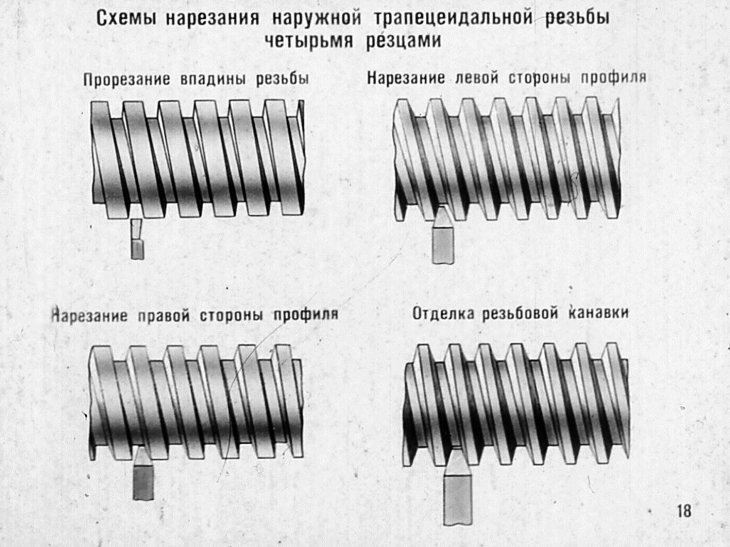 Примером этого является конус, используемый просто как украшение, например, на колонне. Хотя может показаться, что угол не имеет решающего значения, диаметр в верхней части колонны и диаметр в нижней части будут правильными только в том случае, если угол правильный. На конусах, где отношение ширины к длине велико, очень маленькие ошибки в угле могут быть очень значительными.
Примером этого является конус, используемый просто как украшение, например, на колонне. Хотя может показаться, что угол не имеет решающего значения, диаметр в верхней части колонны и диаметр в нижней части будут правильными только в том случае, если угол правильный. На конусах, где отношение ширины к длине велико, очень маленькие ошибки в угле могут быть очень значительными.
Декоративные конусы обычно только внешние.
Некоторые декоративные конусы также могут быть рифлеными. Изготовление канавок на конической поверхности описано по адресу:
Изготовление канавок на конической поверхности
Механические части
С механической точки зрения конусы обладают очень важным свойством. Дело в том, что если охватываемый конус входит в охватывающий конус, то ось охватываемого конуса автоматически совпадет с осью охватывающего конуса. Но это верно только в том случае, если углы обоих конусов одинаковы.
Вторым важным свойством является то, что по мере того, как угол пары конусов становится меньше, эти два конуса имеют тенденцию смыкаться. С другой стороны, если угол достаточно велик, конусы никогда не сцепятся друг с другом.
С другой стороны, если угол достаточно велик, конусы никогда не сцепятся друг с другом.
В некоторых случаях пара конусов может иметь шпонку, предотвращающую вращение одной пары. (Я думаю, что колеса на Austin Seven удерживаются с помощью конусов и шпонок. Это, конечно, дешевое решение. В автомобиле более высокого качества, таком как Singer Senior, использовались бы шлицы.)
Благодаря этим свойствам конусы широко используются в технике. Естественно, тогда становится необходимым наличие стандартов для размеров конусов. К сожалению, существует довольно много наборов стандартов. Одними из наиболее распространенных являются те, которые определяют конусы Морзе.
654 фрезерный патрон с конусом Морзе
Конус Морзе с наружной резьбой 654
Угол конуса Морзе достаточно мал, чтобы два конуса Морзе сцепились друг с другом. Эта функция используется на передней и задней бабке токарного станка. Это обе женские свечи. Инструмент, который подходит для них, будет иметь конус с наружной резьбой.
Можно было бы предположить, что угол конуса Морзе каждого размера будет одинаковым. Но это не так. Дело даже не в том, что они отличаются по каким-то очень тонким техническим причинам. Все они немного разные. При копировании конуса Морзе важно, чтобы размер копируемого конуса был того же размера, что и создаваемый.
MEW № 26 стр. 58 В поисках мистера Морса
Другой распространенный конус — международный конус. Это часто используется на фрезерных станках.
229 международный конус с наружной резьбой
Угол на нем таков, что он никогда не защелкнется. Это означает, что при использовании его всегда нужно удерживать с помощью дышла.
Конусы на штифтах
Конусы также используются на штифтах. Такие штифты используются для крепления ручек к валам. Эти булавки являются стандартными элементами и могут быть куплены в готовом виде. Независимо от размера штифты использовали один и тот же угол конусности для всего диапазона. Однако дюймовые штифты имеют конусность 1 к 48, то есть 1/4 дюйма на фут. Метрические конусы имеют конусность 1 к 50.
Метрические конусы имеют конусность 1 к 50.
Подобные внешние конусы можно изготовить на токарном станке. Внутренние не могут. Их можно сделать, просверлив их обычным спиральным сверлом, а затем развернув. Их также можно сделать с помощью специальной дрели.
Разумеется, для правильной работы охватываемый и охватывающий конусы должны быть одинакового размера. Чтобы быть уверенным в правильности этого, необходимо уметь их измерять. См.
измерение малых конусов
Измерение конусов
Конусность можно измерить одним из нескольких способов.
Один из них, если мы посмотрим на конус сверху и разделим его посередине. Мы можем видеть этот конус как движение от центральной линии на столько-то на расстояние вдоль. Один из способов выразить это — количество дюймов на фут.
Первое значение в дюймах на фут
Полуконус
Увеличение уклона в мм/длина в мм
Повышение уклона в дюймах/длина в дюймах
Уголки в комплекте
Полуугольники
Размер I
Подходит ли существующий конус?
Изготовление конусов на токарном станке
Конусы – высота инструмента
Если конус должен быть как можно более точным, важно, чтобы высота режущей точки инструмента находилась точно на высоте центра токарного станка. Это не только потому, что это даст наилучшую отделку, но и потому, что угол нарезаемого конуса будет другим, при прочих равных условиях, если высота инструмента будет отличаться от этого.
Это не только потому, что это даст наилучшую отделку, но и потому, что угол нарезаемого конуса будет другим, при прочих равных условиях, если высота инструмента будет отличаться от этого.
См. The Mathematics of Taper Turning, MEW, № 22, стр. 53
Внешние конусы
Всякий раз, когда производится конус, всегда стоит подумать о том, как будет удерживаться заготовка, прежде чем поворачивать конус. Как правило, когда на детали есть конус, ее нельзя удерживать там, где конус. Часто это означает, что для заданной длины конуса заготовка должна быть длиннее конечной детали, чтобы ее можно было удерживать.
Обычно мелкие конусы имеют меньшие углы, чем можно себе представить. Не пытайтесь угадать угол — измерьте его. При очень маленьком угле, если заготовка имеет определенный диаметр на одном конце и определенный диаметр на другом, расстояние между этими двумя концами будет резко меняться в зависимости от угла конусности
Внешние конусы можно повернуть одним из нескольких способов. К ним относятся:
К ним относятся:
1 использование боковой стороны режущего инструмента
2 поворот верхней направляющей
3 Смещение задней бабки путем перемещения задней бабки
4 моделирование эффекта смещения задней бабки с помощью устройства смещения 900 03
5 с помощью приспособление для токарной обработки конуса
1 с помощью лезвия режущего инструмента.
В этом методе угол конусности представляет собой угол кромки режущего инструмента. Обычно это делается с помощью куска быстрорежущей стали, отшлифованного под требуемым углом. Кромка инструмента может быть всего несколько миллиметров в длину, но многие разрезы по одной и той же линии будут давать длинную кромку под углом, т. е. конусность. Используемая режущая кромка должна быть горизонтальной. Ограничений по углу наклона нет.
Этот метод работает независимо от того, удерживается ли заготовка.
Фаски
Фаска — это просто очень короткий конус.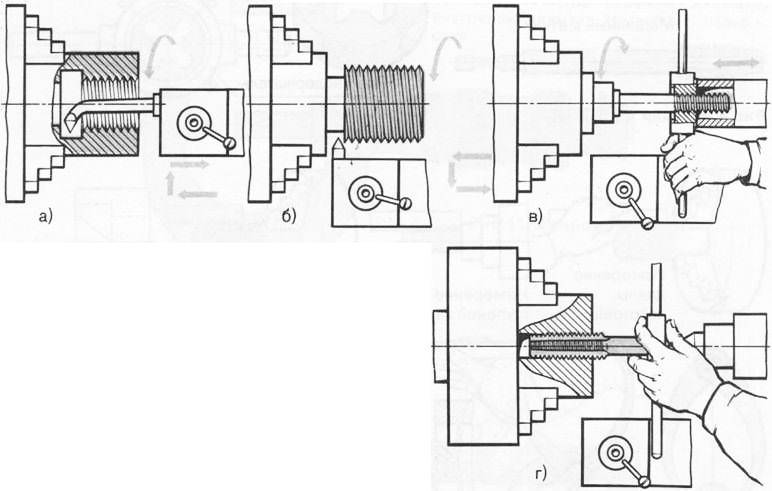 Он обычно используется на том, что в противном случае было бы острым краем. Преимущество этого заключается в том, что обработка детали становится более приятной, поскольку резкость исчезает. Это также имеет то преимущество, что снижает вероятность того, что край получит звон. Даже если это произойдет, это будет иметь меньше последствий.
Он обычно используется на том, что в противном случае было бы острым краем. Преимущество этого заключается в том, что обработка детали становится более приятной, поскольку резкость исчезает. Это также имеет то преимущество, что снижает вероятность того, что край получит звон. Даже если это произойдет, это будет иметь меньше последствий.
Угол такого конуса часто составляет 45°. Стоит настроить инструмент только для этого, как показано выше. Обратите внимание, что он вырезает фаску под углом 45°, которая может быть как левой, так и правой. например, ручка с накаткой обычно имеет фаску на обоих углах.
Иногда угол 60° выглядит лучше. Поскольку эти фаски обычно очень короткие, вполне возможно иметь одну фрезу/инструмент, который будет резать либо слева, либо справа, а также фаски под углом 45° или 60°.
фиг. Инструмент с двумя углами
При изготовлении ручки, для которой необходимо снять фаску с обеих сторон, из куска стержня, накатайте, снимите фаску с правого конца, начните отрезать слева, когда достаточно глубоко, скосите левый конец, затем закончите расставание.
Накатка всегда должна иметь фаску на обоих концах. См. «Накатка» xxxx. Это означает, что если на конце круглого стержня сделать фаску, необходимо, чтобы диаметр этого стержня был меньше на левом конце накатки, чтобы он выглядел правым.
Более длинные конусы можно сделать, если режущую кромку сдвинуть дальше. На малых токарных станках длина реза ограничена. Гораздо проще сделать много коротких отрезков, чем меньше длинных.
фиг. фаска, выполненная двумя надрезами с использованием кромки фрезы
2 создание конусов путем поворота верхнего ползуна
Верхний ползун обычно настроен таким образом, что его движение заставляет режущий инструмент двигаться параллельно станине токарный станок. Все верхние слайды сделаны так, что их можно вращать. Если он вращается, траектория, по которой инструмент перемещается при перемещении верхнего ползуна, будет под углом к заготовке, и он нарежет конус. Таким образом можно отрезать практически любой угол конусности.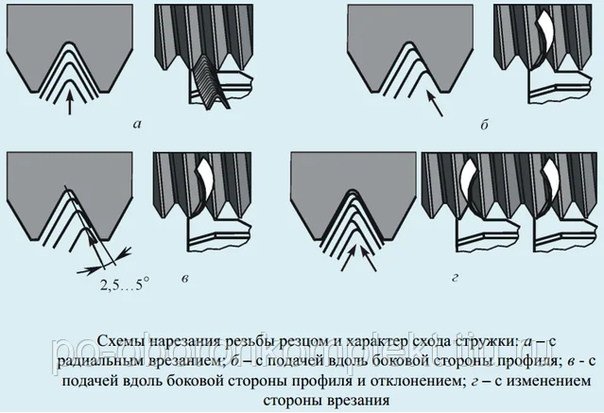 Максимальная длина конуса, которая может быть, равна длине хода верхнего ползуна. Но вполне возможно вырезать несколько конусов по одной и той же линии.
Максимальная длина конуса, которая может быть, равна длине хода верхнего ползуна. Но вполне возможно вырезать несколько конусов по одной и той же линии.
Если угол конусности не критичен, его можно установить просто с помощью калибровки на верхнем ползунке.
Использование верхнего суппорта для копирования существующих конусов
метод 1
Часто конус, который нужно сделать, должен соответствовать существующему конусу. В этом случае существующий конус можно использовать для установки угла верхнего ползуна. Предположим, у нас есть центр с конусом Морзе. Он имеет женский центр на одном конце и мужской центр на другом. Мы можем удержать это, взяв кусок круглого стержня и удерживая его в трехкулачковом патроне. Мы можем просверлить в нем внутренний центр с помощью центрирующего сверла, удерживаемого в сверлильном патроне в задней бабке.
Теперь мы можем удерживать центр между женским центром в конце передней бабки и центром в задней бабке.
L100, удерживающий центр с конусом Морзе
Все это предполагает, что ось центра параллельна оси станины токарного станка. Это можно проверить, поместив центр в шпиндель и центр в заднюю бабку и установив между ними тестовый стержень. Затем используйте DTI, установленный на седле, для проверки параллелизма.
Это можно проверить, поместив центр в шпиндель и центр в заднюю бабку и установив между ними тестовый стержень. Затем используйте DTI, установленный на седле, для проверки параллелизма.
Теперь можно установить угол верхней направляющей. Установите DTI на верхний слайд. Установите указатель так, чтобы он касался стороны центра. Убедитесь, что зонд DTI касается центра по его центральной высоте. Вращайте верхний слайд до тех пор, пока DTI не будет давать одинаковые показания по всей длине центра при перемещении верхнего слайда.
Создание конуса путем поворота верхнего ползуна – Метод 2
Если мы рассмотрим описанный выше метод, мы можем вывести второй метод. Что нам нужно, так это плоская поверхность, касающаяся стороны центра, и другая параллельная плоская поверхность, касающаяся стороны верхнего слайда. Но высота, где находится конус, и сторона топслайда находятся на разной высоте. Хитрость заключается в использовании приспособления, как показано на рис.
Рис. 0003
0003
Круглый вырез соответствует основанию верхней направляющей
Круглая часть в основании верхней направляющей
Инструмент, установленный на верхней направляющей
Верхнюю направляющую поворачивают до тех пор, пока одна сторона устройства не коснется конуса, а другая сторона касается верхнего слайда.
Установка угла верхнего ползуна
Создание конуса путем вращения верхнего ползуна – Метод 3
В этом методе используется специально изготовленный инструмент. Этот инструмент крепится к поперечному суппорту. Он имеет вертикальную часть, на которой установлена небольшая полка. Идея состоит в том, что у основания есть два стержня, прикрепленных к нижней части. Один используется так, что вертикальная часть находится под прямым углом к поперечным салазкам. Другой стержень затем используется для надежного зажима инструмента на поперечном суппорте.
4204 приспособление для токарной обработки конуса снизу
Рис. снизу с двумя стержнями
Инструмент устанавливается, как описано выше. Синус-бар кладется на полку. Его поверхность находится на той же высоте, что и тело верхнего слайда. Угол можно отрегулировать с помощью измерителей скольжения.
Синус-бар кладется на полку. Его поверхность находится на той же высоте, что и тело верхнего слайда. Угол можно отрегулировать с помощью измерителей скольжения.
L108 приспособление для установки верхнего ползуна
рис. L108 установка угла верхнего ползуна
Этот метод можно использовать для точной установки верхнего ползуна под любым углом. Но максимальный размер угла ограничен.
Пятидюймовый синусоидальный стержень по определению имеет длину ровно 127 мм 460
1 0,59858
2 0,59941
3 0,60235
4 0,62326
3 задняя бабка – первый способ
При настройке токарного станка одной из ключевых настроек является установка задней бабки на одной линии с передней бабкой. Любое смещение будет означать, что вместо деталей с параллельными сторонами вы получите конические стороны. Этот эффект можно использовать для создания конусов. Его преимущества заключаются в том, что не требуется специального оборудования и можно изготавливать очень длинные конусы.
Его преимущества заключаются в том, что не требуется специального оборудования и можно изготавливать очень длинные конусы.
Коряг стало больше. Можно сделать только очень пологие углы. Заготовка должна удерживаться между центрами на обоих концах. Эти центры не указывают друг на друга, как должны, и поэтому ставят под угрозу точность. Это не означает, что конус не круглый. Что происходит неправильно, так это то, что конус в заготовке находится под углом к центрам как передней, так и задней бабки 9.0003
рис, показывающий проблему
Заготовка вращается собакой. Если заготовка касается центра в точке P1, когда заготовка поворачивается на 180º, то это место теперь будет в точке P2 и не может касаться центра независимо от того, как центр повернулся. Казалось бы, точка касания стороны центра вращается вокруг края женского центра в заготовке. Точно так же точка, где кончик центра касается заготовки, также вращается.
Это может привести к износу вершины центра, что приведет к смещению оси вращения заготовки, а также к уменьшению эффективной длины заготовки.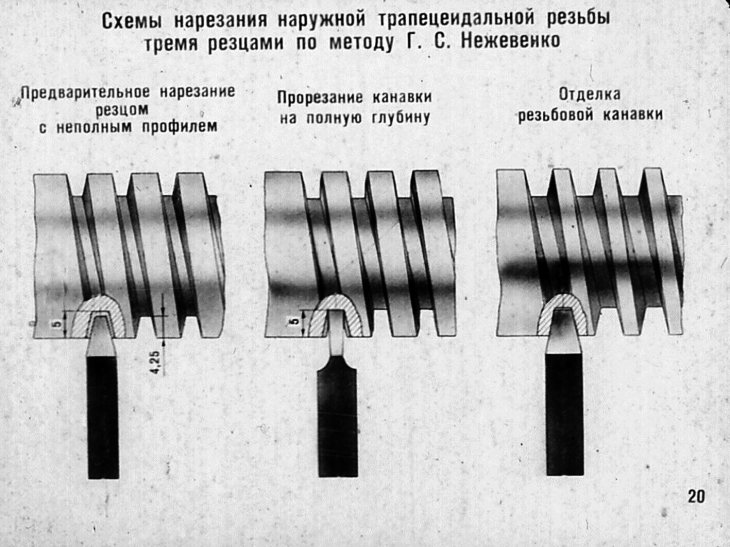
Если заготовка имеет длину, скажем, 12 дюймов, а конусность составляет 1 дюйм на фут, смещение составляет 1/2 дюйма. Полученный угол зависит от длины заготовки для каждого конкретного смещения. Таким образом, если необходимо изготовить более одной детали, все детали должны быть обработаны до одинаковой длины, прежде чем приступать к конусам.
L107 Смещение задней бабки
рис. Смещение задней бабки L107
На фотографии выше токарный станок не предназначен для изготовления конусов этим методом, поэтому движение задней бабки ограничено. Он там вообще только для совмещения задней бабки с передней бабкой.
L109 создание конуса путем смещения задней бабки
Использование этого метода возможно только при удерживании заготовки между центрами. Чтобы сделать это как можно точнее, используйте трехкулачковый патрон, чтобы установить центры на обоих концах заготовки. Сместите заднюю бабку. Замените трехкулачковый патрон защелкой и отцентрируйте. Установите собачку на заготовку. Поместите заготовку между центрами. Поверните конус. Используйте прецизионный транспортир и угольник, чтобы убедиться, что угол поверхности заготовки соответствует углу, необходимому для конусности.
Поместите заготовку между центрами. Поверните конус. Используйте прецизионный транспортир и угольник, чтобы убедиться, что угол поверхности заготовки соответствует углу, необходимому для конусности.
(Токарно-расточная обработка, Механическая библиотека машинного оборудования, № I, стр. 80)
4 Приспособление для смещения
Одна из основных проблем смещения задней бабки заключается в том, что ее последующее выравнивание может быть утомительным. Гаджет смещения задней бабки смещает заготовку без изменения настройки задней бабки. Вместо того, чтобы перемещать заднюю бабку, этот гаджет помещается в заднюю бабку, а не в центр, и имеет центр на нем, который можно смещать. Когда он закончен, его снимают, и задняя бабка остается там, где она была раньше. В противном случае этот метод сопряжен со всеми затратами и преимуществами смещения задней бабки.
Mew No 26 Приспособление для точения конуса задней бабки p12
Метод Tubal Cain заключается в использовании расточной головки в задней бабке. Это используется путем установки его с центром вместо режущего инструмента. Преимущество этого заключается в том, что его можно легко и точно регулировать.
Это используется путем установки его с центром вместо режущего инструмента. Преимущество этого заключается в том, что его можно легко и точно регулировать.
(см. № 56, стр. 59)
см. Инструмент для смещения задней бабки — Peter Rawlinson — mew №108, стр. 26
5 ходовой винт с поперечным салазками закреплен сразу за рукояткой, а гайка, прикрепленная к салазкам, меняется при повороте рукоятки.
Большинство приспособлений для токарной обработки конусов основаны на наличии стержня в задней части станины токарного станка. Этот стержень можно повернуть под углом к станине станка. Поперечные салазки прикреплены к нему, так что, когда поперечные салазки перемещаются вдоль станины токарного станка, они перемещаются внутрь (или наружу), образуя конус на заготовке.
При использовании конического токарного приспособления при повороте рукоятки ходовой винт поворачивается через скользящее соединение. Неподвижная точка ходового винта удерживается на салазках в задней части токарного станка. Этот салазок можно вращать так, что при перемещении седла фиксированная точка ходового винта перемещается внутрь или наружу, так что когда инструмент движется вдоль него, поперечный салазок перемещается внутрь или наружу, и создается конусность.
Этот салазок можно вращать так, что при перемещении седла фиксированная точка ходового винта перемещается внутрь или наружу, так что когда инструмент движется вдоль него, поперечный салазок перемещается внутрь или наружу, и создается конусность.
Вращающийся ползун может перемещаться только на очень малые углы, поэтому таким образом можно производить только неглубокие конусы. Однако длина конуса может быть довольно большой 200-300 мм. Этой длины обычно достаточно для большинства конусов, которые когда-либо необходимы. Но, при необходимости, можно сделать более длинные конусы, повторив такой же конус дальше вдоль заготовки.
Угол поворотного ползуна откалиброван, поэтому можно легко изменить угол и сделать другой конус на той же заготовке.
фиг. конусная токарная насадка сверху
Коническая насадка крепится к детали, параллельной станине токарного станка. Хотя здесь это не показано, есть стержень, который подходит к этой детали с правой стороны на одном конце и подходит к зажиму, выступающему из станины станка на правом конце станка. Эта параллельная часть может быть перемещена влево или вправо в любое место вдоль станины станка. Это означает, что конус можно сделать в любом месте станины станка, хотя он ограничен длиной поворотной части.
Эта параллельная часть может быть перемещена влево или вправо в любое место вдоль станины станка. Это означает, что конус можно сделать в любом месте станины станка, хотя он ограничен длиной поворотной части.
4202 конусное токарное приспособление 2
рис конусное токарное приспособление сбоку
Рис – пример оси с двумя конусами, изготовленной с помощью конусного токарного приспособления
неиспользуемый соединительный стержень полностью отсоединен. Даже если кажется, что он свободно скользит, когда винт откручен, это возможно, если седло резко сдвинуть, чтобы оно застряло хотя бы на мгновение. Это, конечно, портит работу.
При нарезке конуса справа налево в системе возникает люфт, т.е. седло должно пройти довольно значительное расстояние, прежде чем начнется конус.
4203 при повороте конуса виден параллельный срез из-за люфта
рис. L109 параллельный участок перед началом конуса
Такой же люфт будет при резке слева направо.
При использовании конической токарной насадки нет ограничений на то, как удерживается заготовка.
A Приспособление для точения конуса для серии Myford 7 — mew № 9 p64
Mew № 25 p12 — приспособление для точения конуса Myford для 254
Метод 6 Использование инструмента для снятия швов
Mew № 27 Инструмент для снятия швов p51
Наконечник для Боджерса
На внешнем конусе все, что действительно требуется для его «подгонки», — это коническое металлическое кольцо на одном конце и еще одно кольцо на другом конце. Если он сделан таким образом, а затем не подходит, гораздо проще использовать наждачную бумагу, чтобы просто подогнать его.
Фигурный конус только с двумя концами
Несколько конусов
Если поверхность имеет более одного конуса и встречаются два конуса, необходимо тщательно продумать, чтобы конусы совпадали там, где это необходимо. Примером этого может быть ось, у которой она сужается с обоих концов к середине. Очень маленькие ошибки могут привести к тому, что конусы не сойдутся точно посередине.
Очень маленькие ошибки могут привести к тому, что конусы не сойдутся точно посередине.
Внешние конусы – особый случай
Очень длинные наружные развертки часто используются для рассверливания отверстий при изготовлении различных музыкальных инструментов семейства деревянных духовых инструментов. Они могут быть очень длинными и в то же время довольно тонкими. Иногда угол конусности неодинаков по всей длине конуса. Поскольку их нужно превратить в развертки, их часто нужно делать из чего-то вроде серебряной стали, которую можно закалить.
Примером этого является отверстие для гобоя. У большинства деревянных духовых инструментов канал цилиндрический. На гобое он конический. Обычный гобой имеет длину около 600 мм. Но изготавливается из трех секций длиной не более 220мм. Это означает, что необходимы три развертки.
1 Если заготовка поддерживается между центрами, она тонкая и нагревается, существует серьезная опасность ее коробления.
Передвижной люнет можно использовать, если заготовка круглая, параллельная и концентрическая со шпинделем в начале работы. Работа начинается с правого конца, короткая часть конуса доводится до конца. Затем седло перемещается влево, делается еще одна секция и так далее.
Работа начинается с правого конца, короткая часть конуса доводится до конца. Затем седло перемещается влево, делается еще одна секция и так далее.
2 Вариант 1.
Заготовка находится внутри шпинделя, и только небольшая часть, скажем, 50 мм, выходит за пределы патрона. Это означает, что заготовка должна поместиться внутри шпинделя. Это повернуто до окончательного конуса, необходимого для этого раздела. Заготовку выводят еще на 50 мм и этот участок обтачивают до конца и так до окончания работы. См. и MEW № 54, стр. 63
Развертки для музыкальных инструментов см. MEW № 53, стр. 63
Конические штифты
Круглые детали, такие как ручка, часто крепятся к валу с помощью конических штифтов. Имперские конические штифты имеют конусность 1 к 48, то есть четверть дюйма на фут. Метрические конические штифты имеют конусность один к пятидесяти.
Этот конус даже меньше, чем у конуса Морзе. Это связано с тем, что с этим конусом охватываемый штифт будет очень плотно входить в охватывающий конус. Его нужно забить, но также нужен молоток, чтобы вытащить его.
Его нужно забить, но также нужен молоток, чтобы вытащить его.
Подобные охватываемые конусы обычно короткие, и их легко сделать, повернув верхний суппорт. Женский конус можно сделать, просверлив отверстие, а затем используя специальную развертку, предназначенную для этого.
рис. Коническая развертка для сверления отверстий под конические штифты
Такие штифты обычно закалены.
Токарная обработка конической резьбы
Когда необходимо сделать коническую резьбу, это возможно только в том случае, если подача от патрона через редуктор к ходовому винту приводит в движение седло с нужной скоростью. Это означает, что коническую резьбу можно нарезать только с помощью подачи для нарезания резьбы. Одним из способов, с помощью которого это можно сделать, является метод смещения хвоста. однако, поскольку заготовку приводит в движение собака, это может быть не идеально, но вряд ли это имеет значение. Бесспорно, лучший способ — это конусная токарная насадка.
Стойки при обработке конусов
Очень тонкие конусы можно поддерживать с помощью люнета. Например, если необходимо просверлить конец тонкого конуса, например стойки, можно сделать люнет, просверлив отверстие в тонком куске стали, который удерживается в быстросменной оправке. Это отверстие можно перемещать вдоль конуса до тех пор, пока конус точно не подойдет к отверстию. Затем его можно отрегулировать в направлении x с помощью поперечного суппорта и в направлении y с помощью регулировки высоты, которая уже существует в быстросменном держателе.
Например, если необходимо просверлить конец тонкого конуса, например стойки, можно сделать люнет, просверлив отверстие в тонком куске стали, который удерживается в быстросменной оправке. Это отверстие можно перемещать вдоль конуса до тех пор, пока конус точно не подойдет к отверстию. Затем его можно отрегулировать в направлении x с помощью поперечного суппорта и в направлении y с помощью регулировки высоты, которая уже существует в быстросменном держателе.
Внутренние конусы
Внутренние конусы существенно отличаются от внешних тем, что они могут опираться только на один конец — нет металла для размещения центра.
Вся суть любого конуса в том, что его ось совпадает с осью внешней стороны заготовки. Когда заготовка поддерживается только на конце патрона, возникает проблема. Решением является использование фиксированного люнета для удержания заготовки на правом конце.
Если заготовка короткая, ее можно удерживать в патроне.
Край фрезы нецелесообразно использовать в качестве формообразующего инструмента.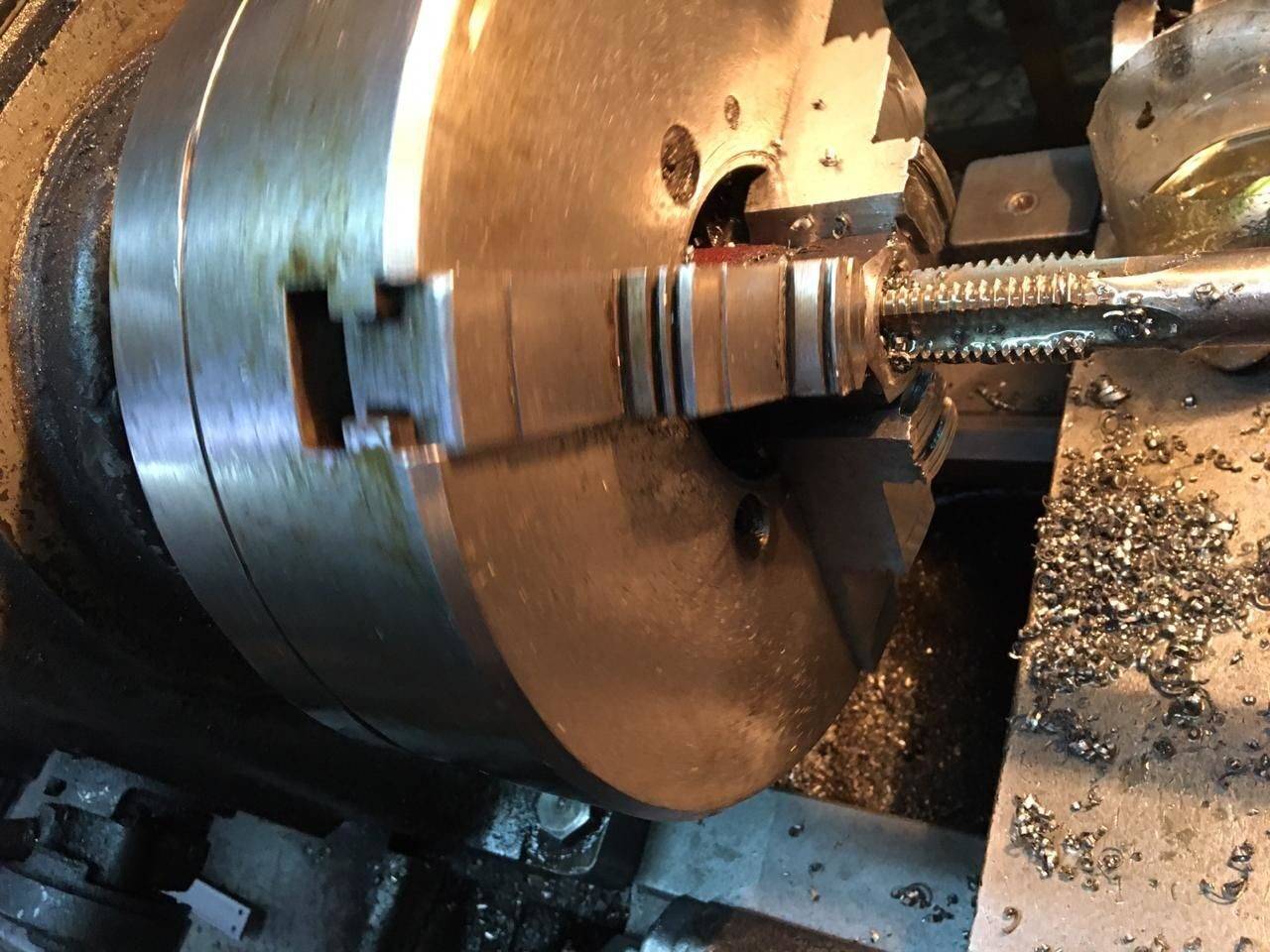 Невозможно использовать метод смещения хвоста, так как он зависит от наличия центра на обоих концах заготовки. Это оставляет нам два метода. Это можно сделать, повернув верхний суппорт или используя приспособление для поворота конуса. Какой бы метод ни использовался, инструментом будет расточная оправка.
Невозможно использовать метод смещения хвоста, так как он зависит от наличия центра на обоих концах заготовки. Это оставляет нам два метода. Это можно сделать, повернув верхний суппорт или используя приспособление для поворота конуса. Какой бы метод ни использовался, инструментом будет расточная оправка.
Одним из преимуществ изготовления конуса с внутренней резьбой по сравнению с изготовлением конуса с выступом является то, что конус можно закончить с помощью конической развертки.
Специальный чемодан – очень длинная заготовка
Гораздо интереснее случай, когда заготовка длинная. Это очень важно, потому что это основа большинства шпинделей, которые так часто используются на станках. Пример, который чаще всего встречается инженеру-модельеру, — это шпиндель для инструмента и шлифовального станка.
В каждой заготовке прорезаны центры.
Наружная часть шпинделя поворачивается между центрами, один в шпинделе передней бабки, а другой в задней бабке.
Затем эта деталь используется для установки фиксированного люнета.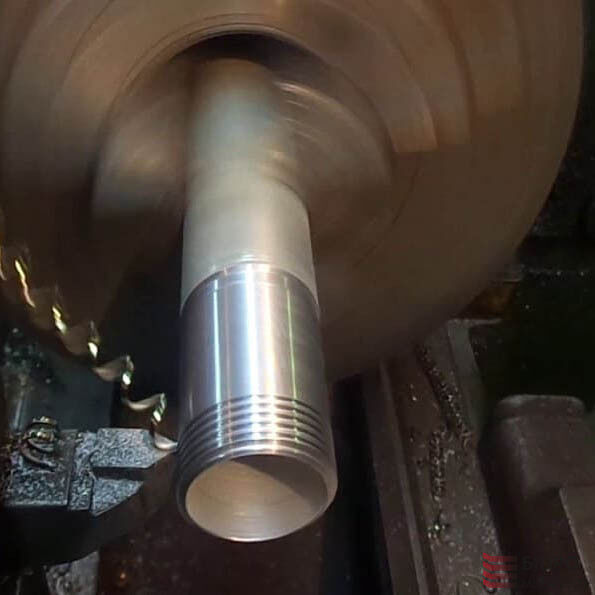 Неподвижный люнет свободно крепится к станине токарного станка. Затем шпиндель снова помещается между центрами. Положение удерживаемой таким образом заготовки в продольном направлении не будет таким же, как если бы она удерживалась в патроне позже. Люнет крепится к станине токарного станка в той точке на заготовке, где он будет находиться при точении конуса. Плечи фиксированного люнета отрегулированы так, что они просто касаются заготовки. Они заблокированы в этом положении. Это нелегко сделать. Я вернусь к этому позже. Неподвижный люнет теперь установлен, но не обязательно находится в нужном месте вдоль станины станка. Стабилизатор можно перемещать прямо вдоль кровати, чтобы на данный момент он не мешал.
Неподвижный люнет свободно крепится к станине токарного станка. Затем шпиндель снова помещается между центрами. Положение удерживаемой таким образом заготовки в продольном направлении не будет таким же, как если бы она удерживалась в патроне позже. Люнет крепится к станине токарного станка в той точке на заготовке, где он будет находиться при точении конуса. Плечи фиксированного люнета отрегулированы так, что они просто касаются заготовки. Они заблокированы в этом положении. Это нелегко сделать. Я вернусь к этому позже. Неподвижный люнет теперь установлен, но не обязательно находится в нужном месте вдоль станины станка. Стабилизатор можно перемещать прямо вдоль кровати, чтобы на данный момент он не мешал.
Центр передней бабки удален и установлен четырехкулачковый патрон.
Затем один конец заготовки удерживается в патроне. Его нельзя провести с центром, потому что это сработало бы только в том случае, если бы на другом конце был другой центр. Патрон регулируется до тех пор, пока заготовка не станет концентричной на конце патрона. Это должно быть максимально концентрично. Это должно быть сделано с dti, измеряемым с точностью до тысячной (миллиметра). Однако профессор Чеддок в своей книге «Quorn Tool and Cutter Grinder» использует трехкулачковый патрон. Он делает это с помощью эмуляции Grip-Tru.
Это должно быть максимально концентрично. Это должно быть сделано с dti, измеряемым с точностью до тысячной (миллиметра). Однако профессор Чеддок в своей книге «Quorn Tool and Cutter Grinder» использует трехкулачковый патрон. Он делает это с помощью эмуляции Grip-Tru.
Конечно, если бы все было идеально, дальний конец заготовки все еще должен быть концентричным. Но большинство людей найдут небольшую ошибку. Стабилизатор устанавливается на заготовку в нужном месте и фиксируется.
Следует отметить, что хотя все конусы имеют узкий конец, они никогда не заканчиваются острием. Узкий конец имеет ширину. В случае гнездовых раструбов всегда можно высверлить раструб с помощью сверла шириной с узкий конец конуса. Это лучше всего сделать, просверлив меньшим сверлом, скажем, 5 мм, а затем окончательное сверло. Маленькая дрель, возможно, должна быть длинной серией.
Расточная оправка установлена на верхнем салазках.
Конус теперь можно обрезать, поворачивая верхний ползун, но, если конус не короткий, это придется делать постепенно.
Гораздо лучшим методом является использование конической токарной насадки. Было бы немного оптимистично думать, что это сработает с первой попытки. проблема в том, как работает задний зазор на приспособлении для поворота конуса. Выполните пробный запуск для проверки.
На любом конусе важен не только угол, но и ширина на каждом конце. Мужские конусы предназначены для проникновения в женский конус на очень определенное расстояние. Это можно проверить, пытаясь время от времени вставлять охватываемый конус в охватываемый.
Вращение шпинделя в собственных подшипниках
Одним из ограничений возможной точности является затяжка рычагов на неподвижной опоре. Большинство шпинделей будут оснащены подшипниками, когда они будут окончательно установлены в систему, частью которой они являются. Если подшипник, который будет использоваться, устанавливается на шпиндель после того, как он был обточен снаружи, то его можно использовать для удержания шпинделя при растачивании конуса. В этом случае плечи неподвижной опоры можно максимально плотно прижать к подшипнику.
В этом случае плечи неподвижной опоры можно максимально плотно прижать к подшипнику.
рис. вращение шпинделя в собственном подшипнике
Это будет работать без осложнений только в том случае, если подшипник не является коническим роликоподшипником.
Список литературы
Математика поворота конуса (без автора не дает кредит), Mew № 22, p53
Привязанность конусного конуса для хвостовой баки, Mew no26, p12
26, стр. 23
Изготовление концентрических шпинделей с конусом Морзе, Дэвид Дью, MEW № 30, стр. 26
Изготовление собственных конусов Морзе, Гордон Рид, MEW № 34, стр. 24
Руководство для начинающих по токарному станку — часть 11 — конусы, Гарольд Холл, MEW № 46, стр. 40
Машинные конусы — Филип Амос, MEW № 56, стр. 56
Токарная обработка конуса с помощью смещения центра задней бабки, Дуг Болл, MEW № 71, стр. 35
Проекты токарного станка для начинающих – часть 9 – прецизионные конусы, Гарольд Холл, MEW № 75, стр.
