Нгф 110ш4: НГФ-110 (НГФ-110Ш4) Станок фрезерный горизонтальный настольный. Паспорт, схемы, описание, характеристики
Содержание
Назначение и устройство настольно-фрезерного станка НГФ -110Ш4. Настройка и управление фрезерным станком. доклад, проект
УСТРОЙСТВО ГОРИЗОНТАЛЬНО — ФРЕЗЕРНОГО СТАНКА
НГФ – 110Ш4 И УПРАВЛЕНИЕ ИМ
ИЛОВАЙСКАЯ ОБЩЕОБРАЗОВАТЕЛЬНАЯ ШКОЛА № 14
Харцызского городского совета
Донецкой Народной Республики
Урок подготовил и провел учитель технологий
Иловайской ОШ № 14
Донецкой Народной Республики
Фоменко Александр Андреевич
Иловайск, 2015 г.
Тема занятия: Назначение и устройство настольно-фрезерного станка НГФ -110Ш4. Настройка и управление фрезерным станком.
Цели занятия:
обучающая — ознакомление с фрезерным станком, его настройкой и управлением;
познакомить с профессией фрезеровщика и пути её получения.
воспитательная — воспитание сознательной дисциплины, аккуратности и внимательности при работе на фрезерном станке, уважение к рабочей профессии;
развивающая – развитие умений и навыков настойки и управления фрезерным станком
Детали машин часто имеют сложные поверхности, представляющие собой комбинации плоских и фасонных, с различными элементами: пазами прорезями, уступами, криволинейными канавками и т.п. Изготовляют такие детали на специальных технологических машинах – фрезерных станках с помощью многорезцовых инструментов – фрез.
Фрезерные станки относятся к 6-й группе металлорежущих станков. По своему устройству они могут быть самыми разнообразными. Из всех фрезерных станков наибольшее распространение получили станки для обработки плоских и криволинейных поверхностей: консольно-фрезерные, вертикально-фрезерные, продольно-фрезерные и копировально-фрезерные.
На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать резьбу, шлицы, зубья, производить сверлильные и расточные работы.
Фрезерование – это операция механической обработки резанием, при которой фреза совершает вращательное (главное) движение, а обрабатываемая заготовка, закреплённая на столе станка, – поступательное движение (движение подачи)
Поверхности, обрабатываемые фрезерованием
а – гравюры штампов и пресс-форм; б – шпоночные пазы; в – направляющие типа «ласточкин хвост»; г – поверхность сложного профиля; д – поверхность зубчатых колёс, червячных передач, резьб.
Основные операции, выполняемые на фрезерных станках
а, б – фрезерование горизонтальных поверхностей ; в, г – фрезерование вертикальных поверхностей; д, е – фрезерование наклонных поверхностей; ж, з, и – фрезерование пазов и канавок; к – фрезерование фасонных поверхностей.
Устройство горизонтально-фрезерного станка НГФ – 110 Ш Школьные учебные мастерские оборудуются горизонтально-фрезерным станками типа НГФ – 110 Ш4. Буквы и цифры означают: Н – настольный, Г — горизонтальный, Ф – фрезерный, 110 – наибольший диаметр применяемых на станке фрез (мм), Ш – широкоуниверсальный, 4 – четвёртая модель. Он состоит из следующих основных частей:
основания А со стойкой Б, хобота В
с салазками Е и консоли Ж.
серьгой Г, стола Д с продольными
Органы управления:
1 – кнопочное управление, 2 — маховик
вертикального перемещения стола,
3 – маховик продольной подачи,
4 – рукоятки установления скорости
вращения шпинделя, 7 — маховик
поперечной подачи;
приспособления: 5 – оправка,
6 – машинные тиски.
⊲Рис.1
В нижнем отсеке стойки Б расположен двигатель, а в верхней коробка скоростей. Она сообщает главное вращательное движение шпинделю с оправкой и закреплённой на ней фрезе.
Она сообщает главное вращательное движение шпинделю с оправкой и закреплённой на ней фрезе.
Коробка скоростей обеспечивает получение 6 частот вращения шпинделя – от 125 до 1250 об/мин с помощью рукояток 4 (Рис.1)
Кинематическая схема коробки
скоростей: ? — ?V – валы, 1 – 10 –
зубчатые колёса
Кинематическая схема станка НГФ — 110Ш4
Консоль НГФ-110Ш4
Консоль прикреплена к передней части станины и перемещается по направляющим. Она служит опорой для стола. В ней размещены механизмы поперечной и вертикальной подач. Поперечная подача осуществляется с помощью маховика 8 и передачи «винт-гайка» 6-7. Для отчёта перемещения служит лимб 9. Механизм вертикальной подачи представляет собой сочетание передачи «винт-гайка» 2-3 и конической зубчатой 4-5. Вертикальная подача осуществляется маховиком 10, а отчёт перемещения ведётся по лимбу 11.
Стол НГФ 110Ш4
Стол фрезерного станка предназначен для установки и закрепления обрабатываемых заготовок в тисках или других приспособлениях. Сами приспособления надёжно крепятся к столу болтами и гайками. Для этого рабочая поверхность корпуса 5 имеет специальный паз. Стол может перемещаться в трёх направлениях: продольном (по направляющим салазок 6), поперечном (вместе с салазками, двигающимся по направляющим консоли) и вертикальном (вместе с салазками и консолью, двигающейся по направляющим стойки). Продольная подача осуществляется с помощью маховика 1 и передачи «винт-гайка» 2-3. Для отчёта перемещения служит лимб .
Кинематическая схема стола:
1 – ходовой винт, 2 – гайка,
3 – маховик продольной подачи.
Наладка и управление настольно-фрезерным станком
НГФ – 110Ш4
Наладка фрезерного станка заключается в закреплении фрезы и заготовки с помощью различных технологических приспособлений, машинных тисков, оправки с насадными кольцами (а) и прихватами (б) со специальными болтами.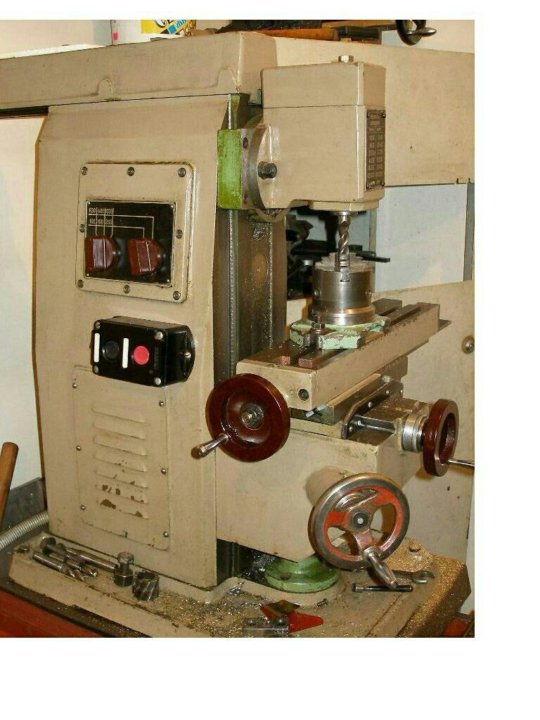
Технологические приспособления к станку НГФ – 110Ш4
Закрепление заготовок в тесках
Машинные поворотные тиски (они входят в комплект оборудования станка) крепятся к столу фрезерного станка при помощи болтов, входящих в выемки плиты 2. На плите крепится поворотный корпус 1 тисков, закрепляемый в любом положении при помощи болта 3. Поворот корпуса 1 относительно плиты 2 устанавливают по шкале.
У тисков имеются неподвижная губка 4, подвижная губка 7, каленые планки губок 5 и 6, прижимной винт 8 с квадратным концом 10, на который надевается рукоятка, направляющие 9, по которым перемещается подвижная губка 7.
Для правильной установки на столе станка необходимо произвести выверку расположения тисков в зависимости от их расположения параллельно или перпендикулярно относительно оси шпинделя станка. Для того, чтобы губки тисков были параллельны оси шпинделя станка, тиски (в незакреплённом состоянии) располагают на столе станка так, чтобы фрезерная оправка, установленная в шпинделе, плотно прилегала к неподвижной губке (а). Если тиски необходимо расположить так, чтобы губки были перпендикулярны оси шпинделя станка, то их (в незакрепленном состоянии) располагают так, чтобы угольник, слегка зажатый в тисках, плотно прилегал без просвета к фрезерной оправке, закрепленной в гнезде шпинделя (б) .
Если тиски необходимо расположить так, чтобы губки были перпендикулярны оси шпинделя станка, то их (в незакрепленном состоянии) располагают так, чтобы угольник, слегка зажатый в тисках, плотно прилегал без просвета к фрезерной оправке, закрепленной в гнезде шпинделя (б) .
После того как тиски станут в правильное положение их накрепко прикрепляют болтами к столу фрезерного станка.
Закрепление заготовки в тесках
Для закрепления заготовки в тесках надо развести губки на ширину несколько больше ширины заготовки, протереть насухо губки и дно тисков. Если заготовка по высоте меньше высоты губок тисков, следует взять одну или две стальные подкладки с правильно обработанными параллельными плоскостями, протереть и положить между губками на направляющие тисков.
Установленная на подкладки заготовка должна быть выше губок тисков примерно на 10—15 мм. Положив заготовку в тиски на подкладку, надо поворотом рукоятки тисков зажать ее и, обстукивая ударами киянки (деревянным молотком), удостовериться в надежном закреплении. При неплотном прилегании заготовки ее следует еще осадить ударами молотка и дополнительно закрепить.
При неплотном прилегании заготовки ее следует еще осадить ударами молотка и дополнительно закрепить.
Установку или замену фрезы производят следующим образом. Отворачивают гайку 7 и снимают серьгу 8, гайку, насадные кольца 6 и фрезу 5. Затем подбирают насадные кольца для установки другой фрезы в нужном месте оправки 4 и надевают кольца, фрезу и гайку на оправку. Хвостовик оправки с помощью шомпола 1 и втулки 2 плотно закрепляют в коническом отверстии шпинделя 3. После этого устанавливают серьгу и затягивают гайку.
Заготовки крепятся в машинных тисках или с помощью прихватов .
В этом случае прихваты 2 одним концом опираются на заготовку, а другим — на подкладку 5. Заготовки прижимают к столу 6 с гайкой 4 и специальным болтом 3, головка которого заведена в Т-образный паз стола.
Настройка фрезерного станка
Настраивают фрезерный станок с помощью рукояток 4 в соответствии с таблицей, закрепленной на стойке станка.
В продольном, поперечном и вертикальном направлениях стол перемещают с помощью маховиков 3,7 и 2.
Все маховики снабжены лимбами. Лимбы продольного и поперечного перемещений стола имеют цену деления 0,05 мм, вертикального – 0,025 мм.
Для включения и выключения электродвигателя служит кнопочное управление 1. Пуск осуществляют нажатием на черную кнопку, а остановку – на красную.
После наладки и настройки станка можно приступить к управлению станком – выполнению действий, обеспечивающих процесс резания, т.е. включение вращения шпинделя и перемещения заготовки.
Контрольные вопросы
К какому виду машин относятся фрезерные станки? Почему? 2.С каким из изученных вами станков сходен фрезерный по характеру движения инструмента? В чём их отличие?
3. Что означает марка станка НГФ-110Ш4? 4. Из каких основных частей и механизмов состоит горизонтально-фрезерный станок? Объясните их назначение. 5. Какие виды работ можно выполнять на фрезерном станке НГФ – 110Ш4? 6. В чём отличие главных движений в фрезерном и токарно-винторезном станках?
Из каких основных частей и механизмов состоит горизонтально-фрезерный станок? Объясните их назначение. 5. Какие виды работ можно выполнять на фрезерном станке НГФ – 110Ш4? 6. В чём отличие главных движений в фрезерном и токарно-винторезном станках?
7. Какие типовые детали имеются во фрезерном станке?
8. Как передаются главное движение и движение подачи на фрезерном станке? (Определить по кинематической схеме станка). 9. Как устанавливается определённая чистота вращения шпинделя? 10. Как устанавливается и закрепляется заготовка на столе фрезерного станка? 11. Как установить и закрепить фрезу? 12. В каких направлениях может перемещаться стол фрезерного станка? Как осуществляются эти перемещения и как определить их величину?
Как установить и закрепить фрезу? 12. В каких направлениях может перемещаться стол фрезерного станка? Как осуществляются эти перемещения и как определить их величину?
Профессия – фрезеровщик
Фрезеровщик – (от немецкого слова Fraser, рабочий-станочник) – специалист по работе на фрезерном станке.
Описание профессии Фрезерование — один из самых распространенных способов обработки металлов резанием с помощью многолезвийных инструментов — фрез. Рабочий-фрезеровщик — это высококвалифицированный специалист, умеющий читать чертежи, правильно использовать разные фрезы, пользоваться различными приспособлениями к станку, выбирать рациональные приемы фрезерования, производить точные измерения обрабатываемых поверхностей. Хорошее пространственное воображение помогает фрезеровщику представить по чертежу форму будущей детали, которая бывает очень сложной. Точность и согласованность движений, устойчивое внимание, глазомер необходимы в процессе обработки деталей. При большом разнообразии видов обработки, а также используемых фрез, важную роль в деятельности рабочего-фрезеровщика играет творческое техническое мышление — рабочий может усовершенствовать приспособления для обработки заготовок, тем самым увеличивая производительность труда, точность обработки.
Точность и согласованность движений, устойчивое внимание, глазомер необходимы в процессе обработки деталей. При большом разнообразии видов обработки, а также используемых фрез, важную роль в деятельности рабочего-фрезеровщика играет творческое техническое мышление — рабочий может усовершенствовать приспособления для обработки заготовок, тем самым увеличивая производительность труда, точность обработки.
Должен знать Основы геометрии, тригонометрии, черчения; материаловедение, теорию обработки металлов; устройство, принципы работы и наладки фрезерных станков; приемы проведения измерений с использованием измерительных инструментов; систему допусков, классы точности и шероховатости.
Основные термины
Фрезерный станок, основание, стойка, хобот, серьга, консоль, стол, продольные салазки, коробка скоростей, шпиндель, оправка, фреза, механизмы продольной, поперечной и вертикальной подачи, машинные тиски, наладка, настройка станка, управление станком, фрезеровщик.
Это интересно!
В 1724 году знаменитый русский механик и изобретатель А.К. Нартов построил фрезерный станок для нарезания зубьев. И только в 1818 году американский изобретатель Эми Уитин создал фрезерный станок, способный обрабатывать фасонные поверхности. Станок был горизонтально-фрезерным с подвижным столом. Специализированные фрезерные станки для обработки ружейных стволов, намного превосходившие зарубежные образцы, строил талантливый тульский механик и изобретатель П. Д. Захава.
Слово «консоль» французского происхождения и означает строительную конструкцию или её часть, выступающую за опору.
НГФ 110 Ш4 настольный горизонтально-фрезерный станок
Регулирование станка
Станок выпускается заводом отрегулированным и до износа отдельных элементов конструкции в регулировке не нуждается, поэтому регулировку механизмов станка производите лишь после того, как установлена ее необходимость.
Если шлифовальный шпиндель имеет осевой люфт, или поверхность обработанной детали недостаточно чиста, отрегулируйте подшипниковые узлы станка, создав соответствующий предварительный натяг подшипников (рис. 15).
15).
Схема дуплексирования подшипников станка 3Л631
Предварительный натяг осуществляется подгонкой компенсационных колец. Распорное внутреннее кольцо окончательно шлифуется до размера;
Н = (h2 — ΔI) — 0,01
где: h2 — фактическая толщина наружного распорного кольца, замеренная с точностью до 0,01 мм;
ΔI = (а — b) среднее арифметическое из трех замеров, произведенных под углом 120° между торцами внутренних колец подшипников;
а — расстояние между внутренними кольцами подшипников в мм;
b —толщина мерной вставки в мм.
Периодически проверяйте и регулируйте плавность вращения правящего инструмента, установленного в державке приспособления для правки шлифовальных кругов.
Правящий инструмент должен вращаться (от руки) плавно, без рывков и заметной осевой качки.
Люфт устраняется регулированием зазоров в опорах ролика.
НГФ-110 (НГФ-110Ш4) Станок фрезерный горизонтальный настольный. Паспорт, схемы, описание, характеристики
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
Горизонтально-фрезерный станок НГФ-110Ш1 выпускался заводом № 5 имени Дзержинского г. Щелково Московской области пос. им. Свердлова в 60-х годах прошлого века.
Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Обозначение фрезерного станка НГФ-110Ш4. Буквы и цифры означают:
- Н – настольный станок
- Г – горизонтальный станок
- Ф – фрезерный станок
- 110 – наибольший диаметр фрез, применяемых на станке (мм)
- Ш – широкоуниверсальный
- 3, 4 – модель
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
НГФ-110 Посадочные и присоединительные базы фрезерного станка.
 Стол с салазками
Стол с салазками
- стол
- салазки
- гайка поперечной подачи
- гайка продольной подачи
- винт продольной подачи
- винт зажима cтола на салазках
- винт зажима салазок на консоли
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
Перечень органов управления фрезерным станком НГФ-110
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
Перечень и расположение составных частей
Это оборудование относится к разновидности широко универсальных станков. Для учебных целей технические характеристики можно назвать идеальными. В станке присутствуют следующие составные части:
Для учебных целей технические характеристики можно назвать идеальными. В станке присутствуют следующие составные части:
- Оправка.
- Освещение локально подают по отдельному источнику.
- Специальная плита, на которую ставят электрическое оборудование.
- Экран для обеспечения защиты.
- Хобот с серьгой.
- Тиски.
- Скоростная коробка монтируется на стойке.
- Стол для установки салазок.
- Консоль.
Для управления используют стандартный кнопочный пост. Это упрощает эксплуатацию, повышает безопасность для пользователей. Двумя дополнительными рычагами выбирают частоты вращения узла со шпинделем. Имеется три маховика, о них уже упоминалось ранее.
Есть три направления, в которых осуществляется движение стола:
- В месте с консолями, по направляющим стойки. Это вертикаль.
- В случае с продольным движением опора идёт на направляющие салазок.
- Движение с опорой на консольные направляющие, если речь – о перечной плоскости.
 Тогда рабочая поверхность и салазки перемещаются одновременно.
Тогда рабочая поверхность и салазки перемещаются одновременно.
Читать также: Как мерить мультиметром аккумулятор
Тремя дополнительными винтами снабжают конструкцию стола. Каждый из них – со своей отдельной задачей:
- Зажим салазок на консоли.
- Зажим салазками непосредственно рабочей поверхности.
- Выполнение подачи в продольном направлении.
Две гайки подходят для одновременного налаживания подачи вдоль, поперёк.
Оправка позволяет зафиксировать заготовку, которая применяется совместно с агрегатом.Гайка и несколько монтажных колец позволяют соединять конструкцию в единое целое. В опору серьги монтируют оправку, вторым концом. Монтаж опоры у серьги происходит в хоботе. Благодаря подобному устройству фрезы остаются максимально жёсткими.
Правила эксплуатации оборудования
Для проведения подготовительных работ на станке НГФ-110-Ш4 необходимо детально изучить инструкцию по эксплуатации. В ней подробно описываются способы проведения профилактических работ, методики замены и точения фрез, эталонные характеристики оборудования.
В ней подробно описываются способы проведения профилактических работ, методики замены и точения фрез, эталонные характеристики оборудования.
Установка станка осуществляется только согласно рекомендациям производителя. Плоскость рабочего стола должна быть ровная. Для достижения этого можно использовать регулировочные ножки оборудования или площадку, на которую смонтирован станок.
Основные правила эксплуатации станка НГФ-110:
- запуск оборудования. После настройки исходных параметров необходимо заполнить резервуар СОЖ. Затем выполняется смазка компонентов коробки передач;
- регулировка скоростей шпинделя. Осуществляется с помощью рукоятей. Ее следует проворачивать до тех пор, пока указатель не займет нужное положение;
- правила крепления фрезы. Установить фрезу в оправку так, чтобы их пазы совпадали. Зафиксировать фрезу с помощью установочных колец. С помощью гайки выполняется окончательное крепление режущего инструмента;
Описание основных узлов фрезерного станка НГФ 110
«Ласточкин хвост» – место, куда устанавливают хобот учебного станка. Верхний участок стойки агрегата – вот где установлена деталь. Для зажима применяют специальный клин. Закручивая винт, пользователи могут надёжно закрепить эту конструкцию.Движение хобота идёт только вручную.
Верхний участок стойки агрегата – вот где установлена деталь. Для зажима применяют специальный клин. Закручивая винт, пользователи могут надёжно закрепить эту конструкцию.Движение хобота идёт только вручную.
Серьга находится в передней части. Её габариты подгоняют под параметры, которыми обладает каждый из конкретных станков. Нельзя переставлять серьги по разным агрегатам.
Соединение хобота и серьги происходит с участием гайки. Серьгу снабжают втулкой, по сути-подшипником. Его изготавливают из сплава бронзы. Наружная поверхность-конус, разрезы вдоль – основные элементы детали.
Иногда зазор внутри втулки меняет своё положение, но периодический ремонт помогает справиться с проблемой. То же касается регулярного смазывания, для которого используется состав с обозначением И-30А.
Если подшипник нагревается слишком сильно во время работы оборудования –значит, пора провести как минимум диагностику.
Стойка станка –одна из базовых составляющих. На ней монтируют остальные рабочие узлы и механизмы. У неё есть свои особенности.
У неё есть свои особенности.
- Сечение с формой трапецией по высоте.
- Хорошо развитое основание.
- Благодаря таким деталям конструкция может похвастаться высоким уровнем жёсткости.
Любые стойки снабжены двумя отделениями, сверху и снизу. Внизу – двигатель на электричестве,вверху – коробка скоростей. Последняя поддерживает шесть передач, снабжается тремя валами.
Узел со шпинделем движется с определёнными частотами, регулируемыми коробкой скоростей.Переключающие рукоятки позволяют без проблем выбирать нужный показатель для конкретной ситуации. Сами рукоятки находятся слева у фрезерного оборудования.
Коробку скоростей закрывают с помощью специальной крышки, которую требуется снимать при проведении осмотров по оборудованию.
Основной элемент в механизме подач – это станочная консоль. Направляющие – места монтажа салазок с рабочей поверхностью. Шпиндель классического вида – полый вал, у которого две опоры. К подшипнику радиального типа идёт шейка детали сзади. К двум другим радиальным подшипникам направлена часть сзади.
К двум другим радиальным подшипникам направлена часть сзади.
Детали вмещают друг между другом кольца, элементы для распора. У шпиндельного узла есть и компенсационное кольцо. Это позволит защититься от осевого смещения конструкции.
Как устроен хобот и коробка скоростей вместе с другими узлами?
Для установки хобот на этот настольный станок используются «ласточкины хвосты», что располагаются в верхней части агрегатной стойки и зажимаются при помощи специальных клиньев, для обеспечения жёсткости конструкции. Тот в свою очередь крепко затягивают, закручивая винт и шпиндель, что позволяет надёжно закрепить узел и обезопасить использование устройства в школе. В переднюю часть хобота вставляют специальную индивидуальную под каждую комплектацию серьгу, которую запрещается использовать повторно. Но даже с учётом всего этого, фрезерование на таком станке всё ещё нельзя осуществить.
Далее хобот стягивается с серьгой при помощи гайки и первая располагается подшипник состоящий из сплава бронзы и нескольких других металлов. Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.
Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.
Устройство станка НГФ 110 Ш4
Базой любого станка считают его стойку, на которой монтируют каждый механизм и рабочий узел. Стойку выполняют снизу-вверх при помощи трапецеидального сечения, и располагают массивным основанием к полу. Таким образом обеспечивается жёсткая конструкция на любой поверхности. Включает в себя она несколько отделений – верхнее и нижнее. В первом располагают коробку скоростей (всего их 6), запасной шпиндель и 3 вала, а во второй электрический двигатель, который и запускает весь аппарат, позволяя ему заготавливать детали по чертежам мастера.
Читать также: Сварочный аппарат для электромуфтовой сварки
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
«МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.

- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.
- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.
Особенности модификаций
Модель НГФ-110 была первой, из серии настольных школьных станков. Ее модифицировали и стали выпускать широкоуниверсальные станки.
НГФ-110Ш1
Отличительные особенности модели:
- круглый хобот;
- штурвал вертикальной подачи расположен в основании винта;
- рычаг переключения скоростей на корпусе металлический.
Нижняя плита литая, низкая, как у модели НГФ-110.
НГФ-110Ш3
Визуально сильно отличается от предыдущих моделей:
- прямоугольный хобот с дугообразным верхом – «горбатый»;
- основание тонкое;
- кнопки включения-остановки двигателя на колонне, внизу;
- рядом табличка с маркировкой модели;
- на концах ручек переключения скоростей накручены пластмассовые шарики;
- двигатель внутри станины;
- вертикальная передача производится маховичком на консоли.
Модель считается переходной к следующей модификации.
110Ш4
Последняя, модернизированная модель, которая выпускалась дольше остальных. Отличается от предыдущих вариантов фрезерного станка:
Отличается от предыдущих вариантов фрезерного станка:
- прямоугольный хобот с перемещающейся, по его направляющим, серьгой;
- основание высокое 100 мм, полое;
- местное освещение;
- ручки переключения скоростей полностью пластмассовые;
- табличка с маркировкой расположена на хоботе.
На основании сбоку находятся кнопки включения, внутри трансформатор тока под местное освещение 36 В. Двигатель расположен в нижней части стойки, внутри.
Технические характеристики станков моделей НГФ-110Ш4
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30. .200 .200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6 (1410..1440) | 0,55..0,75 (1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
Список литературы:
Станок настольный горизонтально-фрезерный НГФ110Ш4. Руководство по эксплуатации, 1984
Руководство по эксплуатации, 1984
ТУ 79 РСФСР 441-79
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В. К. Металлорежущие станки, 1973
К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Школьные токарные станки. Обзор
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Описание технических характеристик
Станок серии НГФ-110 относится к разряду учебного оборудования. Поэтому перед началом работы на нем ответственное лицо должно проверить правильность установки и настройки агрегата. Приступать к фрезерованию можно только после проведения инструктажа по технике безопасности.
Поэтому перед началом работы на нем ответственное лицо должно проверить правильность установки и настройки агрегата. Приступать к фрезерованию можно только после проведения инструктажа по технике безопасности.
Так как масса станка небольшая, всего 340 кг, при выборе заготовки следует учитывать ее площадь и вес. Габариты оборудования составляют 68,5*64*92,5 и для его установки необходимо оборудовать рабочий стол. Желательно, чтобы он имел функцию регулирования по высоте.
Основные технические характеристики станка модели НГФ-110-Ш4:
- габариты рабочего стола – 10*40 см;
- горизонтальный шпиндель может быть удален от поверхности стола на расстояние от 3 до 20 см;
- горизонтальный шпиндель удален от фиксирующего хобота на 85 мм;
- на станке НГФ-110-Ш4 можно устанавливать фрезу, чей диаметр не превышает 11 см;
- параметры смещения рабочего стола. Продольное составляет 25 см; поперечное – 8,5 см; вертикальное – 17 см;
- на столе имеется один т-образный паз для фиксации обрабатываемой детали;
- характеристики смещения на одно деление лимба.
 Поперечное и продольное – 0,05 мм; вертикальное – 0,25 мм;
Поперечное и продольное – 0,05 мм; вертикальное – 0,25 мм; - с помощью системы управления можно изменять частоты вращения шпиндельной головки в диапазоне от 125 до 1250 об/мин;
- число скоростей для горизонтального шпинделя составляет 6.
Главный привод станка осуществляется за счет работы электродвигателя, мощность которого составляет 0,55 кВт. При этом в конструкции оборудования не предусмотрены многие стандартные функции, а в частности — быстрый ход стола, возможность его поворота и дополнительные усилия для всех видов подач. Поэтому данный станок модели НГФ-110 не может эксплуатироваться в мелкосерийном производстве или профессиональных мастерских.
https://youtube.com/watch?v=vPxCUMxnxhM
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- Классификация фрезерных станков – все разновидности оборудования
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация
Недавние
- Лоты
Разделы
Поиски
Избранные
- Лоты
Разделы
Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты
Разделы
Поиски
Покупаю
Торгуюсь сейчас
Я купил
Не купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
Мой магазин
Активация
Настройка
Торгуюсь сейчас
Я купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Продать
В продаже
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 190 р 5 гривен Украина 2020 Академия наук 100 лет национальной академии наук unc 350 р Фотография девочки, маленькая барышня. Винтаж . коллекционное .Ателье Л.Смелянский. Александрия 749 р 1 цент 1911 d год США пшеничный one cent оригинал РЕДКАЯ ! 385 р 2004 Польша Ватикан Совместный выпуск Гербы Флаги Геральдика Папа Римский Ян Павел-2 ** 410 р РСФСР Удостоверения 1921 г. 190 р Гражданская Авиация. Аэрофлот. Грамота. 1984 295 р 2 СЕНТИ 1934 г. ДОВОЕННАЯ ЭСТОНИЯ . ОТЛИЧНОЕ СОСТОЯНИЕ . № 295 15 р Приднестровье 1 рубль 2007(2012) p42b ЕС пресс unc 130 р 15 КОПЕЕК 1923 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 1313 690 р Цирк комплект из 2 блоков 1500 р «premiere» №5-98 Шэрон Стоун,Лавров,Е. 120 р 1 КОПЕЙКА 1949 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 264
|

 Шевченко,Этан Хоук,Пэлтроу Хоффман,Такеши Кетано,»Титаник»
Шевченко,Этан Хоук,Пэлтроу Хоффман,Такеши Кетано,»Титаник» Старина
СтаринаТехника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать. Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день
Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Особенности конструкции
Станок НГФ-110 отличается простотой конструкции. Некоторые модели сохранились и продолжают работать в домашних мастерских. Модель не имеет механических подач, вся работа производится вручную.
Некоторые модели сохранились и продолжают работать в домашних мастерских. Модель не имеет механических подач, вся работа производится вручную.
Консоль
Консоль – базовый узел механизма подач. Она перемещается горизонтально. Муфта с косозубым зацеплением превращает вращение винта в линейное движение. Ручка перемещения расположена внизу.
Стол
Стол имеет на рабочей поверхности один продольный Т-образный паз для крепления заготовок и тисков. В продольном направлении стол движется по направляющим на салазках, и вместе с ними перемещается по консоли вдоль оправки. Маховички на концах винтов находятся слева на боковой стороне стола и прямо, на салазках.
Стойка
Стойка конической формы крепится на плите станка. Внутри ее полость разделена горизонтально на 2 части. В нижней расположен электрический шкаф. Выше находится коробка скоростей и шпиндельный узел. Над ними закреплен круглый хобот.
На корпусе слева вверху ручка переключения скоростей. Слева рычаг для зажима хобота. Впереди направляющие, по которым вертикально перемещается консоль. Двигатель крепится сбоку или ниже основания под столешницей. Со шкивом ведущего вала коробки скоростей он соединен ременной передачей позади стойки.
Впереди направляющие, по которым вертикально перемещается консоль. Двигатель крепится сбоку или ниже основания под столешницей. Со шкивом ведущего вала коробки скоростей он соединен ременной передачей позади стойки.
Хобот с серьгой
Круглый хобот проходит через втулки в верхней части стойки. Он перемещается вдоль оси вручную и фиксируется клином неподвижно при работе. Серьга трапецеидальной формы имеет отверстие, по размеру равное диаметру хобота и зажимается на нем гайкой. Аналогично в ней закрепляется оправка. Свободное вращение обеспечивается подшипником.
Защитный экран
Стекло, вставленное в металлическую рамку, перемещается в рабочее положение вручную, удерживается рычажной стойкой. Оно расположено слева на корпусе.
Важно!
На сохранившихся станках НГФ-110 защитные экраны сломаны. Мастера делают новые.
Специальная плита с аппаратурой
Модернизированные станки, такие как широкоуниверсальный НГФ-110Ш4, имеют внизу высокую плиту. В ее полости расположено электрооборудование, кнопочный блок включения и трансформатор. У остальных в них крепится винт для подъема консоли и сбоку кнопка пуска.
У остальных в них крепится винт для подъема консоли и сбоку кнопка пуска.
Источник освещения
Освещение подключено отдельно. Плафон с лампой крепятся длинной гибкой стойкой к станине сбоку, выше электрического шкафа.
Оправка
Оправка крепится в конусе шпинделя, свободный конец вставляется в серьгу. Для установки фрезы в нужном положении используются дистанционные кольца различной длины и диаметра. Они входят в комплект инструменты.
В продольный паз вставляется длинная шпонка, позволяющая зафиксировать фрезу и передавать ей вращательное движение. На оправку устанавливается ВФГ для сверления и фрезеровки боковых поверхностей.
Технические характеристики
Обработка детали производится за счет перемещения детали, закрепленной на станке, относительно вращающегося инструмента.
Технические характеристики станка НГФ-110:
- мощность станка 0,55 кВт;
- частота вращения шпинделя 125-1250 об/мин;
- число скоростей шпинделя 6;
- размер стола 100×400 мм;
- количество Т-образных пазов 1;
- продольное перемещение стола 250 мм;
- поперечное – 85 мм;
- максимальный диаметр фрезы 110 мм;
- максимальное удаление оси шпинделя от поверхности стола 117 мм;
- габариты станка 685×64×925 мм.

Смещение стола на одно деление лимба равно при поперечном и продольном перемещении 0,05 мм.
Конструкция и область применения станка
Модель НГФ-110 предназначена для горизонтальной обработки стальных заготовок методом фрезерования. При установке дополнительной вертикальной фрезерной головки функциональность станка значительно увеличивается.
Оборудование этого типа условно разделяется на несколько моделей. Наиболее распространенной является станок серии НГФ-110-Ш4. Он отличается от базовой версии широкой универсальностью (Ш) и относится к четвертому поколению. Разница между моделями не влияет на общий принцип компоновки элементов.
К конструктивным и техническим особенностям станка НГФ-110-Ш4 можно отнести следующие нюансы:
- конструкция стойки. В ее верхней части располагаются направляющие «ласточкин хвост», по которым происходит смещение хобота. Это осуществляется вручную. Для фиксации необходимо использовать специальный клин;
- упрощенная форма оправы.
 Она предназначена для установки фрез различной формы. Они зажимаются на оправе с помощью набора колец и гайки;
Она предназначена для установки фрез различной формы. Они зажимаются на оправе с помощью набора колец и гайки; - многофункциональность рабочего стола. В нем предусмотрен механизм смещения по трем направлениям. Благодаря этому упрощается процедура фрезерной обработки заготовки.
Жесткость стойки обеспечивается за счет трапециевидной формы. Она разделена на две секции. В верхней располагается коробка скоростей. Для установки электродвигателя конструкторы предусмотрели нишу в нижней части конструкции стойки.
На консоли находится стол с салазками. На нем крепится обрабатываемая деталь, которая смещается относительно фрезы по трем направлениям. Подачи осуществляются от разных винтов. Поэтому работнику следует быть внимательным при одновременном изменении положения заготовки.
Паспорт на горизонтально-фрезерный станок НГФ-110Ш4 / Фрезерные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Фрезерные станки
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе.
Станок позволяет производить фрезерные операции по обработке вертикальных и горизонтальных поверхностей, пазов и других поверхностей цилиндрическими дисковыми, торцевыми, концевыми, угловыми и фасонными фрезами.
Перед эксплуатацией станка необходимо изучить его схему, назначения рукояток и правила их переключения.
Скачать бесплатно паспорт к горизонтально-фрезерному станку НГФ-110Ш4
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Фрезерный станок нгф110 — описание.
 Фрезерные станки и правила их эксплуатации
Фрезерные станки и правила их эксплуатации
Горизонтально фрезерный станок нгф110 предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определённым углом. Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Какого б вида фрезерные станки не попадали в пользование, будь это или «Вертикально фрезерные станки», или «Горизонтально фрезерные станки», или даже «Универсальные фрезерные станки», долговечность работы каждого из них во многом будет зависеть от условия их эксплуатации. Если соблюдение правил при упаковки станков, их перевозки и переноски не нарушается, то повреждений при транспортировке можно будет избежать.
Фрезерные станки и правила их эксплуатацииОдним из важных компонентов, который также будет влиять на качество работы, является правильно установленный на фундаменте станок. Если наличие фундамента не предусмотрено, то установка будет возможна лишь на таком полу, у которого бетонированный слой имеет толщину 200-300 мм. Остальные варианты, для того, чтобы работа станка была точной и спокойной, предполагают подготовку бетонного фундамента.
После того, как произошло полное затвердевание цементного раствора, установка на фундамент станка разрешена. Специальные фундаментные болты, имеющие навинченные гайки, закладывают в отверстия основания самой станины, а во время установки станка на подготовленный фундамент болты опускают в колодцы, подготовленные заранее. Для того чтобы станок находился в правильном положении, применяются регулируемые башмаки или стальные клинья, установка которых происходит вдоль периметра станины, при этом оставляя между ними определенные расстояния. После того, как выверка станка в поперечном и продольном направлениях была сделана, производится заливка раствором цемента основания станка.
У любого фрезерного станка, находящегося в цехе, должен быть паспорт, который был выдан заводом-изготовителем, и который хранится в заводском отделе у главного механика. В паспорте станка, который есть самым главным техническим документом, содержится полная характеристика данного станка.
Данные, которые занесены в паспорт, описывают модель и тип станка, указывают завод-изготовителя, год выпуска и заводской номер, место его установки, дату запуска в эксплуатирование и тому подобные сведения, также должна быть фотография станка.
Паспорт любого фрезерного станка имеет несколько разделов. К примеру, раздел «Основные данные станка» дает сведения, которые характеризуют массу и габарит станка, сведения, описывающие основные размеры, направляющие станины, серьгу и хобот, шпиндель, стол, приспособления и принадлежности для обслуживания или настройки станка, а также комплект поставки, сведения о ремонте.
Раздел «Механика станка» содержит данные о механике самого главного движения (мощность на шпинделе, количество оборотов в минуту шпинделя) и данные о механике подачи (поперечная, вертикальная и продольная – подачи в мм/мин стола, подачи стола ускоренные). Также, каждый станок имеет приложенное к себе эксплуатационное руководство, хранящееся либо на рабочем месте, либо у механика цеха. Руководство имеет не только сведения, которые даны в паспорте, а также содержит рекомендации для транспортировки, распаковки, установки на фундаментальную основу станка, подготовки станка к работе, рекомендации по смазке станка и для охлаждения фрез во время резания. Руководство также должно иметь кинематическую схему станка с описанием спецификации червячных и зубчатых колес, реек и червяков, правила конструкции станка, узлов, правила по настройке, режимов и наладки работы, эксплуатирования и регулирования электрооборудования и т.п. Чертежи деталей, которые считаются быстроизнашивающимися, прилагаются в самом конце руководства.
Также, каждый станок имеет приложенное к себе эксплуатационное руководство, хранящееся либо на рабочем месте, либо у механика цеха. Руководство имеет не только сведения, которые даны в паспорте, а также содержит рекомендации для транспортировки, распаковки, установки на фундаментальную основу станка, подготовки станка к работе, рекомендации по смазке станка и для охлаждения фрез во время резания. Руководство также должно иметь кинематическую схему станка с описанием спецификации червячных и зубчатых колес, реек и червяков, правила конструкции станка, узлов, правила по настройке, режимов и наладки работы, эксплуатирования и регулирования электрооборудования и т.п. Чертежи деталей, которые считаются быстроизнашивающимися, прилагаются в самом конце руководства.
Если вводить в эксплуатацию нужно несколько разновидностей фрезерных станков, будь-то «Вертикально фрезерные станки», «Горизонтально фрезерные станки» или «Универсальные фрезерные станки», то обязательно необходимо изучить паспорт и все рекомендации по эксплуатации для каждого станка отдельно, чтобы избежать в дальнейшем поломок и выведения из строя техники.
Ремонт станков также является важной деталью во время эксплуатации техники. Существует некая аббревиатура ППР, означающая систему планово-предупредительного ремонта, которая занимается предусмотрением выполнения процессов по надзору, уходу и ремонту станков. Основные задания в этой системе – это межремонтные обслуживания и плановые периодические ремонты. К межремонтному обслуживанию относится ежедневное осматривание станков и устранение появившихся недостатков, периодический – проводят в установленные сроки на точность станков. На каждый станок заводится журнал, в которых ведется отчет всех осмотров, ремонтов, переделок, аварий, проведения модернизации.
Если любой фрезерный станок эксплуатировать, придерживаясь всех вышесказанных правил, то он будет исправно служить долгое время.
Фрезерный станок НГФ-110-Ш4 предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей.
Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определённым углом. Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Жесткая классическая конструкция позволяет уверенно обрабатывать как стали, так и легкие сплавы. Станок обладает повышенной надежностью и простотой в эксплуатации.
В комплект поставки входят – набор фрез и инструмент, оправка, защитный экран и тиски.
Незаменим для получения первоначальных навыков работы на фрезерных станках, а при комплектации его вертикальной головкой может использоваться в качестве учебного оборудования для обучения профессии фрезеровщика.
Область применения станка достаточно широка: его приобретают технические университеты, профессионально-технические училища, промышленные предприятия и опорные ремонтные базы Министерства Обороны РФ.
Станок соответствует классу точности «Н». Технические характеристики: Cтанок горизонтальный консольно-фрезерный НГФ – 110 – Ш4
Расстояние от оси шпинделя до стола, мм: 30. ..200 Диапазон оборотов шпинделя, об/мин.: 125/ 200/ 315/ 500/ 800/ 1250 Размеры стола, мм: 400×100 Продольное перемещение стола, мм: 250 Поперечное перемещение стола, мм: 85 Вертикальное перемещение стола, мм: 170 Мощность двигателя горизонтального шпинделя, кВт : 0,75-1,1 Габаритные размеры, мм: 685x640x925 Масса станка, кг: 240
..200 Диапазон оборотов шпинделя, об/мин.: 125/ 200/ 315/ 500/ 800/ 1250 Размеры стола, мм: 400×100 Продольное перемещение стола, мм: 250 Поперечное перемещение стола, мм: 85 Вертикальное перемещение стола, мм: 170 Мощность двигателя горизонтального шпинделя, кВт : 0,75-1,1 Габаритные размеры, мм: 685x640x925 Масса станка, кг: 240
Инструкция по охране труда при работе на фрезерных станках
Работа на фрезерных станках может сопровождаться наличием ряда вредных и опасных производственных факторов, к числу которых относятся:
электрический ток;
мелкая стружка и аэрозоли смазочно-охлаждающей жидкости;
отлетающие кусочки металла;
высокая температура поверхности обрабатываемых деталей и инструментов;
повышенный уровень вибрации;
движущиеся машины и механизмы, передвигающиеся изделия, заготовки, материалы;
недостаточная освещенность рабочей зоны, наличие прямой и отраженной блескости, повышенная пульсация светового потока.
При разработке настоящей Типовой инструкции использованы следующие стандарты системы безопасности труда: ГОСТ 12.0.003—74 «Опасные и вредные производственные факторы. Классификация», ГОСТ 12.L004—91 «Пожарная безопасность. Общие требования», ГОСТ 12.3.002—75 «Процессы производственные. Общие требования безопасности», ГОСТ 12.3.025—80 «Обработка металлов резанием. Требования безопасности» и др.
Фрезеровщики при производстве работ согласно имеющейся квалификации обязаны выполнять требования безопасности, изложенные в настоящей Типовой инструкции.
В случае невыполнения положений настоящей Типовой инструкции работники могут быть привлечены к дисциплинарной, административной, уголовной и материальной ответственности в соответствии с законодательством Российской Федерации в зависимости от тяжести последствий.
1. Общие требования безопасности
1.1. К самостоятельной работе на фрезерных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.
1.2. Фрезеровщику разрешается работать только на станках, к которым он допущен, и выполнять работу, которая поручена ему руководителем цеха (участка).
1.3. Рабочий, обслуживающий фрезерные станки, должен иметь; костюм хлопчатобумажный или полукомбинезон, очки защитные, ботинки юфтевые.
1.4. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это сам.
1.5. Фрезеровщику запрещается:
работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
работать на станке с оборванным заземляющим проводом, а также при отсутствии или неисправности блокировочных устройств;
стоять и проходить под поднятым грузом;
проходить в местах, не предназначенных для прохода людей;
заходить без разрешения за ограждения технологического оборудования;
снимать ограждения опасных зон работающего оборудования;
мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.
1.6. О каждом несчастном случае фрезеровщик обязан немедленно поставить в известность мастера и обратиться в медицинский пункт.
2. Требования безопасности перед началом работы
2.1. Перед началом работы фрезеровщик обязан:
принять станок от сменщика; проверить, хорошо ли убраны станок и рабочее место. Не следует приступать К работе до устранения выявленных недостатков;
надеть спецодежду, застегнуть рукава и куртку, надеть головной убор;
проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от стружки и охлаждающих жидкостей;
отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
проверить наличие смазки станка. При смазке следует пользоваться только специальными приспособлениями;
проверить на холостом ходу станка:
а) исправность органов управления;
б) исправность системы смазки и охлаждения;
в) исправность фиксации рычагов включения и переключения (убедиться в том, что возможность самопроизвольного переключения с холостого хода на рабочий исключена).
2.2. Фрезеровщику запрещается:
работать в тапочках, сандалиях, босоножках и т.п.;
применять неисправные и неправильно заточенные инструменты и приспособления;
прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру.
3. Требования безопасности во время работы
3.1. Во время работы фрезеровщик обязан:
перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;
тщательно очистить соприкасающиеся базовые и крепежные поверхности, чтобы обеспечить правильную уста-
новку и прочность крепления;
установку и снятие тяжелых деталей и приспособлений производить только с помощью грузоподъемных средств;
поданные на обработку и обработанные детали укладывать устойчиво на подкладках;
не опираться на станок во время его работы и не позволять это делать другим;
при возникновении вибрации остановить станок, проверить крепление фрезы и приспособлений, принять меры к устранению вибрации;
фрезерную оправку или фрезу закреплять в шпинделе только ключом, включив перебор, чтобы шпиндель не проворачивался;
не оставлять ключ на головке затяжного болта после установки фрезы или оправки;
набор фрез устанавливать в оправку так, чтобы зубья их были расположены в шахматном порядке;
после установки и закрепления фрезы проверить радиальное и торцевое биение, которое должно быть не более 0,1 мм;
при снятии переходной втулки, оправки или фрезы из шпинделя пользоваться специальной выколоткой, подложив на стол станка деревянную подкладку;
обрабатываемую деталь прочно и жестко закреплять в приспособлении; при этом усилия резания должны быть направлены на неподвижные опоры, а не на зажимы;
при креплении детали за необрабатываемые поверхности применять тиски и приспособления, имеющие насечку на прижимных губках;
при закреплении на станке приспособлений и обрабатываемых деталей пользоваться только специально предназначенной рукояткой либо исправными стандартными ключами, соответствующими размерам гаек и головок болтов;
подачу детали к фрезе производить только тогда, когда фреза получила рабочее вращение;
врезать фрезу в деталь постепенно: механическую подачу включать до соприкосновения детали с фрезой. При ручной подаче не допускать резких увеличений скорости и глубины резания;
При ручной подаче не допускать резких увеличений скорости и глубины резания;
пользоваться только исправной фрезой; если режущие кромки затупились или выкрошились, фрезу заменить;
при смене обрабатываемой детали или ее измерении отвести фрезу на безопасное расстояние и выключить подачу;
не допускать скопления стружки на фрезе и оправке. Удалять стружку следует только после полной остановки шпинделя специальными крючками с защитными чашками и щетками-сметками;
не допускать уборщицу к уборке у станка во время его работы;
остановить станок и выключить электрооборудование в следующих случаях:
а) уходя от станка даже на короткое время;
б) при временном прекращении работы;
в) при перерыве в подаче электроэнергии;
г) при уборке, смазке, чистке станка;
д) при обнаружении какой-либо неисправности, которая грозит опасностью;
е) при подтягивании болтов, гаек и других крепежных деталей.
3.2. Во время работы на станке фрезеровщику запрещается:
работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
обдувать сжатым воздухом из шланга обрабатываемую деталь;
на ходу станка производить замеры, проверять рукой чистоту поверхности обрабатываемой детали;
тормозить вращение шпинделя нажимом руки на вращающиеся части станка;
пользоваться местным освещением напряжением выше 42 В;
охлаждать инструмент с помощью тряпок и концов;
выколачивая фрезу из шпинделя, поддерживать ее голой
рукой; для этих целей следует использовать эластичную прокладку;
при фрезеровании вводить руки в опасную зону вращения фрезы;
во время работы станка открывать и снимать ограждения и предохранительные устройства;
удалять стружку непосредственно руками и инструментом;
оставлять ключи, приспособления и другие инструменты на работающем станке;
находиться между деталью и станком при установке детали грузоподъемным краном.
4. Требования безопасности в аварийных ситуациях
4.1. В случае поломки станка, отказа в работе пульта управления фрезеровщик должен отключить станок и сообщить об этом мастеру.
4.2. В случае загорания ветоши, оборудования или возникновения пожара необходимо немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.
4.3. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей следует отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю.
5. Требования безопасности по окончании работы
По окончании работы фрезеровщик обязан:
выключить станок и электродвигатель;
привести в порядок рабочее место:
а) убрать со станка стружку и металлическую пыль;
б) очистить станок от грязи;
в) аккуратно сложить заготовки и инструменты на отведенное место;
г) смазать трущиеся части станка;
сдать станок сменщику или мастеру и сообщить обо всех неисправностях станка;
снять спецодежду и повесить ее в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ.
Общие требования безопасностипри работе на станках
1.1. К самостоятельной работе на фрезерном станке допускаются лица в возрасте не моложе 16 лет, прошедшие соответствующую подготовку инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья.
К работе на фрезерном станке под руководством учителя (преподавателя, мастера) допускаются учащиеся с 7-го класса, прошедшие инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья.
1.2. Обучающиеся должны соблюдать правила поведения, расписание учебных занятий, установленные режимы труда и отдыха.
1.3. При работе на фрезерном станке возможно воздействие на работающих следующих опасных производственных факторов:
— отсутствие ограждения приводных ремней и защитного экрана;
— ранения рук вращающимися частями станка, обрабатываемой деталью или фрезой;
— поражение глаз отлетающей стружкой при обработке хрупких металлов;
— наматывание волос на вращающуюся оправку фрезы;
— неисправности электрооборудования станка и заземления его корпуса.
1.4. При работе на фрезерном станке должна использоваться следующая спецодежда и индивидуальные средства защиты: халат хлопчатобумажный, берет, защитные очки. На полу около станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.5. В учебной мастерской должна быть медаптечка с набором необходимых медикаментов и перевязочных средств для оказания первой по-моши при травмах.
1.6. Обучающиеся обязаны соблюдать правила пожарной безопасности, знать места расположения первичных средств пожаротушения. Учебная мастерская должна быть обеспечена первичными средствами пожаротушения: огнетушителем химическим пенным, огнетушителем углекислотным или порошковым и ящиком с песком.
1.7. При несчастном случае пострадавший или очевидец несчастного случая обязан немедленно сообщить учителю (преподавателю, мастеру), который сообщает об этом администрации учреждения. При неисправности оборудования, инструмента прекратить работу и сообщить об учителю (преподавателю, мастеру).
1.8. Обучающиеся должны соблюдать порядок выполнения работы, правила личной гигиены, содержать в чистоте рабочее место.
1.9. Обучающиеся, допустившие невыполнение или нарушение инструкции по охране труда, привлекаются к ответственности и со всеми обучающимися проводится внеплановый инструктаж по охране труда.
2. Требования безопасности перед началом работы
2.1. Надеть спецодежду, волосы тщательно заправить под берет.
2.2. Проверить наличие и надежность крепления защитного ограждения приводных ремней и соединения защитного заземления с корпусом станка.
2.3. Разложить инструменты и заготовки в определенном установленном порядке на тумбочке или на особом приспособлении, убрать все лишнее.
2.4. Прочно закрепить обрабатываемую деталь и фрезу, ключ убрать на отведенное место.
2.5. Проверить работу станка на холостом ходу.
2.6. Проветрить помещение учебной мастерской.
3. Требования безопасности во время работы
3.1. Плавно подводить фрезу к обрабатываемой детали, не допускать увеличения сечения стружки.
3.2. Не наклонять голову близко к фрезе или движущейся детали.
3.3. Не передавать и не принимать какие-либо предметы через вращающиеся или движущиеся части станка.
3.4. Не облокачиваться и не опираться на станок, не класть на него инструмент и заготовки.
3.5. Не измерять обрабатываемую деталь и не смазывать, не чистить или убирать стружку до полной остановки станка.
3.6. Не охлаждать фрезу или обрабатываемую деталь с помощью тряпки или протирочных концов.
3.7. Не останавливать станок путем торможения вращающейся Фрезы рукой.
3.8. Не оставлять работающий станок без присмотра.
4. Требования безопасности в аварийных ситуациях
4.1.. При возникновении неисправности в работе станка, поломке фрезы, а также при неисправности заземления корпуса станка прекратить работу, отвести фрезу от обрабатываемой детали, выключить станок и сорить об этом учителю (преподавателю, мастеру).
4.2. При загорании электрооборудования станка, немедленно выключить станок и приступить к тушению очага возгорания углекислотным, порошковым огнетушителем или песком.
4.3. При получении травмы сообщить об этом учителю (преподавателю. мастеру), которому оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение и сообщить администрации учреждения.
5. Требования безопасности по окончании работы
5.1. Отвести фрезу от обрабатываемой детали и выключить станок
5.2. Убрать стружку со станка при помощи щетки, не сдувать стружку ртом и не сметать ее рукой.
5.3. Протереть и смазать станок, промасленную ветошь убрать в металлический ящик с крышкой.
5.4. Привести в порядок инструмент и убрать его на место.
5.5. Снять спецодежду и тщательно вымыть руки с мылом.
5.6. Проветрить помещение учебной мастерской.
Горизонтально фрезерный станок нгф110 предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определённым углом. Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Жесткая классическая конструкция позволяет уверенно обрабатывать как стали, так и легкие сплавы.
Станок обладает повышенной надежностью и простотой в эксплуатации.
В комплект поставки входят – набор фрез и инструмент, оправка, защитный экран и тиски.
Незаменим для получения первоначальных навыков работы на фрезерных станках, а при комплектации его вертикальной головкой может использоваться в качестве учебного оборудования для обучения профессии фрезеровщика.
Область применения станка достаточно широка: его приобретают технические университеты, профессионально-технические училища, промышленные предприятия и опорные ремонтные базы Министерства Обороны РФ.
Станок соответствует классу точности «Н».
Технические характеристики:
Габариты стола, мм 400 х 100
Перемещение стола, мм: — продольное 250
— поперечное 85
— вертикальное 170
Перемещение на одно деление лимба, мм:
— продольное 0,05
— поперечное 0,05
— вертикальное 0,25
Расстояние от оси шпинделя до стола, мм 30 ÷ 200
Конус шпинделя Морзе 3
Наибольший диаметр фрезы, мм 30 ÷ 110
Частота вращения шпинделя, об/мин 125/ 200/ 315/ 500/ 800/ 1250
Электродвигатель, кВт/В 0,75 ÷ 1,1/380
Габариты станка, мм, не более 685 х 640 х 925
Масса станка НГФ-110-Ш4, кг, не более 240
Область применения: мелкосерийное и серийное производство.
Если у вас нет возможности приобрести фрезерный станок, вы всегда можете сделать его самостоятельно (как сделать фрезерный станок с чпу своими руками, фрезерный станок по дереву своими руками) или купить подержанный станок (например, фрезерный станок по металлу б у).
Технические характеристики школьного фрезерного станка НГФ-110 по металлу, паспорт
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
68,5 * 64 * 92,5.
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см.
 Продольное движение – 25 см.
Продольное движение – 25 см. - 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Общий вид и органы управления школьного станка по металлу
НГФ-110 представляет собой одностоечный фрезерный станок с литым основанием в виде фигурной плиты. По углам она имеет отверстия в ушках для крепления к столу, и регулировки по горизонтали при установке. В передней части консоль со столом и салазками. Сверху круглый хобот с серьгой. По бокам, на корпусе закреплен плафон с освещением и защитный экран.
По углам она имеет отверстия в ушках для крепления к столу, и регулировки по горизонтали при установке. В передней части консоль со столом и салазками. Сверху круглый хобот с серьгой. По бокам, на корпусе закреплен плафон с освещением и защитный экран.
Двигатель стоит сзади и соединен с коробкой скоростей ременной передачей. Включается кнопками внизу станка. Ручка переключения частоту вращения шпинделя сбоку на стойке. На салазках и торце стола расположены маховики с ручками управления перемещения. Вертикально стол поднимается маховичком в самом низу винта.
Справка! Хобот выдвигается на заданный размер вручную и зажимается неподвижно ручкой, расположенной слева вверху.
Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать.
Особенности конструкции
Станок НГФ-110 отличается простотой конструкции. Некоторые модели сохранились и продолжают работать в домашних мастерских. Модель не имеет механических подач, вся работа производится вручную.
Консоль
Консоль – базовый узел механизма подач. Она перемещается горизонтально. Муфта с косозубым зацеплением превращает вращение винта в линейное движение. Ручка перемещения расположена внизу.
Стол
Стол имеет на рабочей поверхности один продольный Т-образный паз для крепления заготовок и тисков. В продольном направлении стол движется по направляющим на салазках, и вместе с ними перемещается по консоли вдоль оправки. Маховички на концах винтов находятся слева на боковой стороне стола и прямо, на салазках.
Стойка
Стойка конической формы крепится на плите станка. Внутри ее полость разделена горизонтально на 2 части. В нижней расположен электрический шкаф. Выше находится коробка скоростей и шпиндельный узел. Над ними закреплен круглый хобот.
Внутри ее полость разделена горизонтально на 2 части. В нижней расположен электрический шкаф. Выше находится коробка скоростей и шпиндельный узел. Над ними закреплен круглый хобот.
На корпусе слева вверху ручка переключения скоростей. Слева рычаг для зажима хобота. Впереди направляющие, по которым вертикально перемещается консоль. Двигатель крепится сбоку или ниже основания под столешницей. Со шкивом ведущего вала коробки скоростей он соединен ременной передачей позади стойки.
Хобот с серьгой
Круглый хобот проходит через втулки в верхней части стойки. Он перемещается вдоль оси вручную и фиксируется клином неподвижно при работе. Серьга трапецеидальной формы имеет отверстие, по размеру равное диаметру хобота и зажимается на нем гайкой. Аналогично в ней закрепляется оправка. Свободное вращение обеспечивается подшипником.
Защитный экран
Стекло, вставленное в металлическую рамку, перемещается в рабочее положение вручную, удерживается рычажной стойкой. Оно расположено слева на корпусе.
Важно!
На сохранившихся станках НГФ-110 защитные экраны сломаны. Мастера делают новые.
Специальная плита с аппаратурой
Модернизированные станки, такие как широкоуниверсальный НГФ-110Ш4, имеют внизу высокую плиту. В ее полости расположено электрооборудование, кнопочный блок включения и трансформатор. У остальных в них крепится винт для подъема консоли и сбоку кнопка пуска.
Источник освещения
Освещение подключено отдельно. Плафон с лампой крепятся длинной гибкой стойкой к станине сбоку, выше электрического шкафа.
Оправка
Оправка крепится в конусе шпинделя, свободный конец вставляется в серьгу. Для установки фрезы в нужном положении используются дистанционные кольца различной длины и диаметра. Они входят в комплект инструменты.
Они входят в комплект инструменты.
В продольный паз вставляется длинная шпонка, позволяющая зафиксировать фрезу и передавать ей вращательное движение. На оправку устанавливается ВФГ для сверления и фрезеровки боковых поверхностей.
Технические характеристики
Обработка детали производится за счет перемещения детали, закрепленной на станке, относительно вращающегося инструмента.
Технические характеристики станка НГФ-110:
- мощность станка 0,55 кВт;
- частота вращения шпинделя 125-1250 об/мин;
- число скоростей шпинделя 6;
- размер стола 100×400 мм;
- количество Т-образных пазов 1;
- продольное перемещение стола 250 мм;
- поперечное – 85 мм;
- максимальный диаметр фрезы 110 мм;
- максимальное удаление оси шпинделя от поверхности стола 117 мм;
- габариты станка 685×64×925 мм.
Смещение стола на одно деление лимба равно при поперечном и продольном перемещении 0,05 мм.
Схема электрическая фрезерного станка НГФ-110
Электрическая схема фрезерного станка НГФ-110ш4
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка (поз. 6 рис. 1) магнитный пускатель, трансформатор, клеммные колодки, предохранителя, выключатели, кнопочный пост управления, тепловое реле.
6 рис. 1) магнитный пускатель, трансформатор, клеммные колодки, предохранителя, выключатели, кнопочный пост управления, тепловое реле.
На станке установлен светильник местного освещения
Особенности модификаций
Модель НГФ-110 была первой, из серии настольных школьных станков. Ее модифицировали и стали выпускать широкоуниверсальные станки.
НГФ-110Ш1
Отличительные особенности модели:
- круглый хобот;
- штурвал вертикальной подачи расположен в основании винта;
- рычаг переключения скоростей на корпусе металлический.
Нижняя плита литая, низкая, как у модели НГФ-110.
НГФ-110Ш3
Визуально сильно отличается от предыдущих моделей:
- прямоугольный хобот с дугообразным верхом – «горбатый»;
- основание тонкое;
- кнопки включения-остановки двигателя на колонне, внизу;
- рядом табличка с маркировкой модели;
- на концах ручек переключения скоростей накручены пластмассовые шарики;
- двигатель внутри станины;
- вертикальная передача производится маховичком на консоли.

Модель считается переходной к следующей модификации.
110Ш4
Последняя, модернизированная модель, которая выпускалась дольше остальных. Отличается от предыдущих вариантов фрезерного станка:
- прямоугольный хобот с перемещающейся, по его направляющим, серьгой;
- основание высокое 100 мм, полое;
- местное освещение;
- ручки переключения скоростей полностью пластмассовые;
- табличка с маркировкой расположена на хоботе.
На основании сбоку находятся кнопки включения, внутри трансформатор тока под местное освещение 36 В. Двигатель расположен в нижней части стойки, внутри.
Сведения о производителе фрезерного горизонтального настольного станка НГФ-110
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Аналоги
Для обучения подростков фрезерному делу выпускалась серия станков НГФ-110 различных модификаций. В настоящее время производители предлагают многофункциональное настольное фрезерное оборудование. В основном это вертикально-фрезерные станки и универсальное оборудование с ЧПУ.
В настоящее время производители предлагают многофункциональное настольное фрезерное оборудование. В основном это вертикально-фрезерные станки и универсальное оборудование с ЧПУ.
JET JUM-X2 – настольный фрезерный станок широкоуниверсальный. Имеет вертикальный и горизонтальные шпиндели. Наибольший диаметр фрезы дисковой 63 мм, торцевой 30 мм. Optimum MH50G – настольный станок с резьбонарезной функцией. Имеется привод подъема головы. Наибольший диаметр торцевой фрезы 80 мм.
Важно!
На рынке фрезерных станков большой выбор настольных моделей. Они с механическим приводом всех передач, высокопроизводительные, многофункциональные.
Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.

- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.
Отзывы
Станкам НГФ-110 уже более 50 лет, но на них по-прежнему работают любители мастерить своими руками. Отзывы о станке их владельцев.
Юрий 27 лет. Станок обалденный. Мой отец ставил на него вертикальную головку, и даже дверные ручки умудрялся фрезеровать. Постоянно точил стамески и правил ножи. Антон 46 лет. Хороший станок. Подходит для маленьких мастерских, гаражей. Я на нем делаю интересные вещи.
Созданные для обучения детей станки НГФ-110 пользуются популярностью у любителей мастерить. Они легко восстанавливаются и ремонтируются, благодаря простому механизму. Отличается оборудование высокой чистотой обработки. Установка тисков и ВФГ увеличивает количество операций, производимых на станках.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
- Лоты
Разделы Поиски Избранные
- Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов.  Хотите узнать больше?
Рекомендованные лоты: (показать все) 190 р 5 гривен Украина 2021 Академия наук 100 лет национальной академии наук unc 350 р Фотография девочки, маленькая барышня. Винтаж . коллекционное .Ателье Л.Смелянский. Александрия 749 р 1 цент 1911 d год США пшеничный one cent оригинал РЕДКАЯ ! 385 р 2004 Польша Ватикан Совместный выпуск Гербы Флаги Геральдика Папа Римский Ян Павел-2 ** 410 р РСФСР Удостоверения 1921 г. 190 р Гражданская Авиация. Аэрофлот. Грамота. 1984 295 р 2 СЕНТИ 1934 г. ДОВОЕННАЯ ЭСТОНИЯ . ОТЛИЧНОЕ СОСТОЯНИЕ . № 295 15 р Приднестровье 1 рубль 2007(2012) p42b ЕС пресс unc 130 р 15 КОПЕЕК 1923 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 1313 690 р Цирк комплект из 2 блоков 1500 р «premiere» №5-98 Шэрон Стоун,Лавров,Е. 120 р 1 КОПЕЙКА 1949 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 264 | |
| 500.00 р. | 52 секунды |
| 50.00 р. | 52 секунды |
| 650.00 р. | 52 секунды |
| 20.00 р. | 01 минута |
| 155.00 р. | 01 минута |
 Шевченко,Этан Хоук,Пэлтроу Хоффман,Такеши Кетано,»Титаник»
Шевченко,Этан Хоук,Пэлтроу Хоффман,Такеши Кетано,»Титаник»| Смотреть дальше → |
Вход:
| Для Вас и Вашего сайта: |
| • Аукцион на Вашем сайте! |
| • Открой свой магазин |
| • Партнерская программа |
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2021 года. Старина |
Информация верна на Sun, 26 Apr 2021 00:52:50 +0300
Фрезерный станок нгф 110
Станок фрезерный НГФ-110 относится к классу тренажеров. Его проектированием и изготовлением занимается специализированное предприятие «МАСГО», г. Ростов-на-Дону. Небольшие габариты машины и ее масса позволяют устанавливать ее в стандартные классы.
Его проектированием и изготовлением занимается специализированное предприятие «МАСГО», г. Ростов-на-Дону. Небольшие габариты машины и ее масса позволяют устанавливать ее в стандартные классы.
Конструкция и назначение станка
Модель НГФ-110 предназначена для горизонтальной обработки стальных заготовок методом фрезерования. За счет установки дополнительной вертикальной фрезерной головки функциональность станка значительно увеличивается.
Оборудование данного типа условно делится на несколько моделей. Наиболее распространена машина серии НГФ-110-Ш5. От базовой версии отличается широкой универсальностью (W) и относится к четвертому поколению. Разница между моделями не влияет на общий принцип расположения элементов.
К конструктивно-техническим особенностям станка НГФ-110-Ш5 можно отнести следующие нюансы:
- конструкция стойки. В его верхней части имеются направляющие типа «ласточкин хвост», по которым смещается ствол. Это делается вручную. Для фиксации необходимо использовать специальный клин;
- упрощенная форма рамы.
 Он предназначен для размещения фрез различной формы. Они крепятся к раме с помощью набора колец и гайки;
Он предназначен для размещения фрез различной формы. Они крепятся к раме с помощью набора колец и гайки; - многофункциональность рабочего стола. Он обеспечивает трехсторонний механизм смещения. Это упрощает процедуру фрезерования заготовки.
Жесткость стойки обеспечивается трапециевидной формой. Он разделен на две части. Редуктор расположен вверху. Для установки электродвигателя конструкторы предусмотрели нишу в нижней части стоечной конструкции.
На консоли есть стол с горкой. К нему крепится заготовка, которая смещается относительно фрезы в трех направлениях. Подача осуществляется от разных шнеков. Поэтому рабочий должен быть осторожен при одновременном изменении положения заготовки.
В задней части конструкции расположен модуль смазки шестерен коробки передач. При активации охлаждающая жидкость поступает в коробку и смазывается распылением.
Описание технических характеристик
Станок серии NGF-110 относится к категории учебного оборудования. Поэтому перед началом работ на нем ответственное лицо должно проверить правильность установки и настройки агрегата. Приступать к фрезерованию можно только после инструктажа по технике безопасности.
Поэтому перед началом работ на нем ответственное лицо должно проверить правильность установки и настройки агрегата. Приступать к фрезерованию можно только после инструктажа по технике безопасности.
Так как масса станка небольшая, всего 340 кг, при выборе заготовки следует учитывать ее площадь и вес. Габариты оборудования 68,5*64*92.5 и для его установки необходимо оборудовать рабочий стол. Желательно, чтобы он имел функцию регулировки высоты.
Основные технические характеристики станка модели НГФ-110-Ш5:
- размеры рабочего стола — 10*40 см;
- горизонтальный шпиндель снимается с поверхности стола на расстояние от 3 до 20 см;
- горизонтальный шпиндель отстоит от фиксирующего ствола на 85 мм;
- на станок НГФ-110-Ш5 можно установить фрезу, диаметр которой не превышает 11 см;
- вариантов смещения рабочего стола. Продольный 25 см; поперечный — 8,5 см; вертикальный – 17 см;
- на столе имеется один Т-образный паз для фиксации заготовки;
- характеристик смещения на деление циферблата.
 Поперечный и продольный — 0,05 мм; вертикальный — 0,25 мм;
Поперечный и продольный — 0,05 мм; вертикальный — 0,25 мм; - с помощью системы управления можно изменять скорость вращения шпиндельной бабки в диапазоне от 125 до 1250 об/мин;
- количество скоростей горизонтального шпинделя 6.
Главный привод машины осуществляется за счет работы электродвигателя, мощность которого 0,55 кВт. В то же время конструкция оборудования не предусматривает многих стандартных функций, в частности, быстрого перемещения стола, возможности его поворота и дополнительных усилий для всех видов подач. Поэтому данный станок модели NGF-110 нельзя использовать в мелкосерийном производстве или профессиональных мастерских.
Для повышения производительности на машину устанавливается светильник, обеспечивающий местное освещение. Он крепится на гибкой гофре и может менять свое положение относительно заготовки.
Правила эксплуатации оборудования
Для проведения подготовительных работ на станке НГФ-110-Ш5 необходимо подробно изучить инструкцию по эксплуатации. Подробно описаны методы проведения профилактических работ, способы замены и токарной обработки фрез, справочные характеристики оборудования.
Подробно описаны методы проведения профилактических работ, способы замены и токарной обработки фрез, справочные характеристики оборудования.
Установка машины осуществляется только в соответствии с рекомендациями производителя. Плоскость рабочего стола должна быть ровной. Для этого можно использовать выравнивающие ножки оборудования или платформу, на которой установлена машина.
Основные правила эксплуатации станка NGF-110:
- пуск оборудования. После настройки исходных параметров необходимо заполнить бачок охлаждающей жидкости. Затем смазываются детали коробки передач;
- регулировка скорости вращения шпинделя. Выполняется ручками. Его следует вращать до тех пор, пока указатель не займет нужное положение;
- правила крепления фрезы. Поместите фрезу в оправку так, чтобы их пазы совпали. Зафиксируйте резак регулировочными кольцами. С помощью гайки осуществляется окончательное крепление режущего инструмента;
👃🏽 ☝🏽 🐙 Электронный микроскоп в гараже.
 Taller de tornado 🙋🏽 👌🏿 🏙️
Taller de tornado 🙋🏽 👌🏿 🏙️
Para aquellos que aún no conocen el proyecto, pueden leer aquí .
Desde aspiradoras hasta tornos.
Для восстановления и модернизации диспозитивов сказок (SEM, TEM и других диспозитивов де устремлений), es simplemente vital producir todo typeo de adapteradores, enchufes, soportes, unidades y manipuladores no estándar. Por supuesto, си compra ип nuevo microscopio ип distribuidor, comenzarán todo y realizarán un servicio anual llave en mano. Перо, эн грунт Лугар, эль Presio де Эсте пласер ва мас алла дель presupuesto де cualquier garaje y, ан Segundo Лугар, Эс Бастанте aburrido.
Por ejemplo, en el caso de nuestro microscopio, no hay un solo compuesto de vacío estándar en él: KF o CF. Por lo tanto, cualquier dispositivo de vacío de la tienda simplemente no se puede conectar. Y la única decisión correcta sería Fabricar adapteradores para bridas estándar KF.
Descubrimos cómo funciona la bomba de vacío frontal en un artículo anterior. Ahora necesitas conectarlo todo. Pero incluso си Hace уна camiseta, necesitará ип accesorio ан ла бомба delantera пункт colocar уна manguera де vacío. Y lo más Importante: hay varios agujeros en la columna que deben cerrarse antes de Experimentar el placer del vacío recibido en ella.
Ahora necesitas conectarlo todo. Pero incluso си Hace уна camiseta, necesitará ип accesorio ан ла бомба delantera пункт colocar уна manguera де vacío. Y lo más Importante: hay varios agujeros en la columna que deben cerrarse antes de Experimentar el placer del vacío recibido en ella.
Vamos a estimar la lista de lo que hay que hacer:
- Tee para conectar dos entradas forevac a una bomba
- Adaptador de bomba de vacío
- Tapa para el sensor de electronices secundario (alguien quitós el Sensor para de secundario repuesto)
- Адаптер для подключения датчика патента JEOL к KF16, установленный для подключения датчика датчика расхода в обычном режиме (один из первых вариантов, следующий за датчиком)
- Адаптер датчика KF25 для датчика подключения к пистолету де электроны
- Un par de accesorios de compresor
- Cada pequeña cosa
Нет puedes comprarlo, todo es индивидуал. Puede dibujar dibujos y ordenar desde un torneador (todavia está buscando un buen torneador, porque en lugares necesita garantizar una buena precisión). Pero personalizar эль lugar не funcionará, pero эс невозможно prever todo por adelantado. Quiero probar cómo funcionará mejor, cómo no funcionará. Además, todavía tengo muchos planes sobre lo Que se puede hacer interesante y sobre qué contarles.
Pero personalizar эль lugar не funcionará, pero эс невозможно prever todo por adelantado. Quiero probar cómo funcionará mejor, cómo no funcionará. Además, todavía tengo muchos planes sobre lo Que se puede hacer interesante y sobre qué contarles.
Entonces, ¿qué camino elegimos?
¡Por supuesto, aprende a girar! Como себе cita en лос comentarios sobre эль ultimo artículo: arremangarse лас mangas де уна chaqueta costosa е ир, afilar. Completamente desde cero, nunca vi un torno (en Baumansky, manyas personas practican en el Departmentamento de Metalurgia, pero hicieron una excepción para los desarrolladores de software, y no había química ni metalurgia en nuestro plan de estudios). Nos armamos кон эль método científico у comenzamos a estudiar эль área temática.
В целом, hay dos grandes direcciones.
Первый пример станков с ЧПУ.
El segundo es universal:
- tornillar
- fresado
- coordinar aburrido
- molienda
- perforación
- rectificadoras de herramientadoras.

Si es de una manera muy simple, entonces la máquina CNC de la pieza de trabajo, con la ayuda de un conjunto de herramientas y un programa, crea la pieza deseada. En otras palabras, la creación de una parte es el desarrollo de un programa que se puede obtener de un modelo 3D, hay un softwarecoriente para esto. Y el hombre trabaja en máquinas universales, y el detalle que puede hacer depende de su habilidad y dominio.
La Máquina CNC Tiene Una ventaja Innegable En Dos Casos:
- Productción en Masa
- Configuración Compleja del Producto (Por Ejemplo, Hélice de Barco O Cuerpo de Dise alguna manera эль-тема, decidí comenzar де poco y, en ocasiones, adquirí уна máquina де tornear Pilot L400 muy rara e inusual, factoryada en Eskilstuna, Suecia. Tan raro Que este artículo será el segundo en todo Internet, que lo cuenta. Un montón de cosas diferentes llegaron a esta maquina: un cabezal divisor, una mesa de coordenadas, una mesa senoidal, parte de una maquina de perforación, cortadores Sandvik, cortadores japoneses, piezas de trabajo e incluso dispositivos cuyo propósito aún no he descubo.

Para facilitar el transporte, se retiraron muchas piezas, incluido el cartucho, la alimentación transversal y el portaherramientas. Pero la esencia de esta foto es visible: esta máquina está instalada en una mesita de noche de madera. Aunque se hizo hase mucho tiempo, está muy limpio y la condición es perfecta (без сена óxido). Де-лас-раресас дие inmediatamente меня llamaron ла atención: ¡су кабесаль лобной эс ajustable en altura! Puede ver un montón de imágenes de esta máquina en una configuración, аналогичный en el enlace de arriba.
Una mesa de madera para torno no es sólida. Por lo tanto, se hizo una nueva mesa para el desde la esquina. Электродвигатель reemplazado por uno mucho más potente de factoryación soviética, con un convertidor de frecuencia Hyundai (en la gente común llamada chastotnik ) В общем, эль-частотник имеет дие trabajar en maquinas sea tan, удобный, que volveré sobre el más adelante текст. Un conveniente obvio es que los buenos chastotniks (alta potencia) son bastante caros.

Para aumentar el diámetro máximo de las piezas de trabajo, la posición de trabajo del cabezal delantero se hizo más alta, y se hicieron los separadores корреспонденты debajo del portaherramientas y el contrapunto.Se reemplazaron los cojinetes del eje, se mecanizó una nueva polea para el motor (en ella, en ella, por sí misma, las piezas afilan la máquina).
Después de todas las alteraciones, se ve así: se
muele bastante bien y ayudó muchas veces, incluso la restauración de una maquina grande (sobre la cual continuación) se llevó a cabo usándola. Pero, por supuesto, podría ser más dificil. Es imposible cortar un tocho de acero con una herramienta de corte grande; вот добла тодо.
En esta máquina, comencé a profundizar en el negocio de la transformación. Mirando hacia эль futuro, diré Que en relación con la puesta en Marcha de un gran giro, este se mantuvo en reserva y ahora rara vez se usa.
Hay muchos recursos para estudiar los conceptos básicos de trabajar en un torno. Популярный форум Chipmaker, посвященный этой теме ( модератор Cual silenciosamente limpió mi tema de los enlaces los artículos mismos ). Noto dos canales de video que resultaron ser los más útiles para mí:
- Video curso sobre metalurgia Виктор Леонтьев. Aquí исчерпывающий habla de tornos para metal.
- Тио Макс. El tío tiene maravillosos ejemplos prácticos de cómo y qué hacer en varias máquinas. El idioma ucraniano comenzó entender a través de varios videos.
Fresadora NGF
¿Qué hacer si necesita hacer una parte que no sea un cuerpo de revolución? ¿O simplemente hacer un avión en la pieza / pieza de trabajo? En el proyecto «Microscopio electronico» definitivamente necesitaremos esto. Una fresadora viene al rescate. También comenzamos con uno pequeño, y los expertos lo saben por las tres letras del NHF: Фресадора горизонталь-де-меса .
El fresado puede ser вертикальный и горизонтальный, según la ubicación del eje del husillo. Debo decir де inmediato дие лас горизонталес сын bastante específicas, у ан ла майория де лос casos se requiere ип enrutador вертикальный. El NHF является универсальным: cambia де горизонтальный вертикальный mediante la instalación de un cabezal especial. Ahora lo verás todo.Esta máquina educativa, están llenas en las clases Laborales de las escuelas soviéticas. Por lo tanto, fue posible comprar una máquina completamente nueva que estuvo en pie durante muchos años. Desafortunadamente, no tomé la foto inmediatamente después de la compra, así que encontré algo, аналогичное в Интернете. El hecho де Que Sea Nuevo Significa Que не Tiene piezas desgastadas. Pero los detalles mal cercados son suficientes. Pintado con pintura opaca de color verde claro, polvo centenario y grasa petrificada en el interior. Desmontamos todo en partes, pieles, pintura, grasa nuevamente.
Pero la máquina es educativa, lo que significa que está destinada a la formación y no a los asuntos reales.
Нужен рефинар!- Cambiamos los rodamientos del WFH ( cabezal de fresado vertical ) por otros más modernos, lubricamos todo con buena grasa.
- Desmontamos las alimentaciones продольные и поперечные, instalamos rodamientos allí para que todo gire fácilmente y sin esfuerzo (antes de eso, todo se basaba simplemente en la fricción, y debido a la falta de alimentaciones automáticas, el proceso de fresado dem volvitedó volvitedio ).
- Creamos un nuevo eje de ejecución, que es responsable de moverse a lo largo del eje Z. Esto nos permissione expandir los limites del movimiento потомок ла-месы (y así es como es necesario en esta máquina)
- Adjuntamos la FMH a la cama para que no haya juego.
- Compramos e instalamos un portabrocas moderno con un conjunto de pinzas de 2 mm a 20 mm
Hoy, la maquina está en esta condición.
Este enrutador ha ayudado y continúa ayudando en situaciones difíciles.
Se хан hecho muchas cosas interesantes аль respecto.Torno grande
En el torno sueco, obtuve una valosa experiencia práctica. Pero esta máquina tiene un límite de posibilidades. No es posible afilar el cono (tan necesario para las bridas KF) sin una herramienta adicional, el acero inoxidable no se puede procesar, es demasiado duro y el titanio tampoco se afila.
Тодо эс удобный, де tamaño pequeño, preciso y claro, pero … В целом, comencé a mirar lentamente las máquinas herramienta más, leer sobre IL y otros. No busqué nada a propósito, solo estuve atento a las offeras. Y leí en el foro que los muchachos trajeron tornos C1E61VM де escuelas vocacionales у están vendiendo al precio de la chatarra, además de una pequeña recompensa para que entreguen a Moscú y trabajen.
Había 10 o más maquinas herramienta, y se agotaron, como los pasteles calientes. Ллегамос и чудеса. Sí, las máquinas están en una fila, la condición: sí, chatarra.
Golpeado, doblado durante la carga, a veces incompleto. Camine de un lado a otro durante mucho tiempo, giré los mangos, naturalmente todo se atascó debido al hecho de que Experimenté una fuerte deformación.Y luego, la copya menos atractiva de todas las copyas atrajo la atención. Oxidado, con pintura descascarada, pero completamente completo, incluido el cartucho. Las guías no están trilladas, aunque sean tocadas por la corrosion. Y lo más Importante: no es golpeado en ningún lado. La pinza está en su lugar, el contrapunto está en su lugar, una gruesa capa de aceite durante décadas de funcionamiento ha protegido partes importantes de la corrosion. Десидьерон томарло.
Esto es lo que эра en el momento en que se acababa de traer (reemplazó el fundo, de lo contrario, la máquina verde contra el fundo de la hierba verde no se veía muy bien).
Y así, en lo que se convirtió en el garaje:
todo también se resolvió en el. Estación de aceite, caja de cambios, caja de cambios.
En el cabezal delantero, todos los rodamientos fueron reemplazados. El cojinete del husillo main resultó ser tocado por el óxido, pero aun así, la precisión no sufrió, y hubo un Problema de ruido excesivo. En cualquier caso, todo esto se reemplaza por rodamientos de la misma clase. Lo mismo себе aplica аль delantal де ла máquina. Se corrigieron уна серия де pequeños Problemas, debido a los cuales, aparentemente, Esta máquina не se usó lo suficiente пункт эль proósito previsto. Por ejemplo, la búsqueda no funcionó, la alimentación продольное no se activó и т. д.Нуэстро главный проект эс ип микроскоп, por lo que puedo contarles más profundamente sobre la restauración de maquinas en presencia de interés de los lectores.
Pero te sostraré algo. Por ejemplo, así es como puede funcionar un viejo cartucho de tres mordazas de mayor precisión (en el indicador, la cifra más a la derecha es micras):
El presupuesto
- 9001 ruble:
- (olvidé cuánto) — un torno sueco junto con un montón de todo lo demás
- 20 миллионов рублей — fresado NGF-110Sh5
- Бесплатно: pocos cortadores для разных лиц. Pero los incisivos son siempre pocos, los registros también para ellos (incluso teniendo experiencia, de todos modos a veces se rompen). Planeo encontrar otro elbor.
- Бесплатно — Indicadores de hora soviéticos
Probablemente haya adivinado que todo esto no se hizo en una semana o incluso en un mes. Restaurar ип гран торно Desde лас руинас llevó mucho tiempo, у fue más fácil encontrar una máquina де trabajo дель типо 16K20 (pero la precisión sería menor) или IL. Pero el conocimiento adquirido valio la pena.
Mayor desarrollo
Si soñamos con el desarrollo futuro, entonces dos maquinas de escritorio se convierten en candidatos para el reemplazo: un pequeño torno, porque funcionalmente no se utiliza, y fresado NGF.
Como reemplazo de NGF, puede haber una gran molienda, por ejemplo, 6P12, или включая главные перфорарные координаты 2A450. Es interesante porque la discreción del posicionamiento de la mesa en ella es de 0,001 мм, debido al uso de una escala óptica especial.
A menos que haya mucho interés en convertir el proceso de restauración de la máquina en un proyecto de video separado, entonces ya no rejectaría las opciones de chatarra. Lo mismo se aplica a la molienda, si de repente lo necesita.
Эмбарго на грех, ahora tenemos todo (y herramientas y habilidades) para producir partes de complejidad арбитражный пункт el microscopio y proyectos relacionados.
¡Comenzaremos con esto en la próxima serie!
PD Después de conocer mi interés, una universidad sugirió recoger maquinas que ya no necesitan, en relación con la adquisción de nuevas maquinas CNC. Por ejemplo, uno de ellos es una fresa de este typeo:
Pero resultó que durante el tiempo que estuvieron allí, lograron reconstruir la hahatación para que sea imposible sacarlos sin destruir las paredes del edificio (o, más precisamente, tirarlos en pedazos a través de un largo corredor costará demasiado). Por lo tanto, без функции.
Источник: https://habr.com/ru/post/es399931/
Еще статьи:
Все статьи
TV-6 Токарный станок есть
Купить машину Csavarvágópad TV-6
Gyártó Csavarvágópad модель TV6 — Ростов новые компактные машины MAGS berendezés. 1956-бан алакульт.
MAGS Works egy pénzügyi és ipari csoport Comtech. amely a piacon szerszámgép már kb évek, és elsőbbséget élvez a termelési kis méretű szerszámgépek eszterga, marógép, vibrátoros, csiszolás, fúrás, amelyek fel vannak szerelve az iskolák, szakiskolák, főiskolák, intézetek, javítási és szerelési társaság valamennyi régióban Oroszország.
Gépek által termelt Rostov novény egy kis meretű szerszámgépek MAGS
- TV 4 — Csavarvágópad képzés Ø 200, RMC 350 мм
- TV6 — Esztergapadok képzés Ø 200, RMC 350 мм
- TV-6M — Чаварвагопадские кепки Ø 200, RMC 350 мм Дубно
- TV 7 — Csavarvágópad képzés Ø 220, RMC 330 мм
- TV-7M — Csavar-vágó edzőgép Ø 220 мм, 275 мм RMC
- TV-9 — Csavar-vágó edzőgép Ø 220 мм, 525 мм RMC
- TV-11 — Csavar-vágás egy edzőgép, a frekvenciaváltó Ø 240 мм RMC 750
- НГФ-110Ш5 — фасонный лист 0,75, размер листа 100х500 мм
- NA-16 — фурнитура Ø 16. Верхняя крышка M2 Морзе
TV6 (ТВ6) eszterga képzés. Cél, hatály
TV-6 készülék egy tanulási univerzális eszterga és célja mindenféle fordult műveletek a műhelyekben iskolák polytechnikai oktatás és hideg fém vágás.
Искола Чаварвагопад TV-6 или модель TV-4. (Lásd cikket Iskola eszterga).
Képzési Eszterga TV-6, Annak Ellenére, Hogy Az Egyszerűsített építési, Az összes összetevője „felnőtt» Csavarvágópad: aeáranenhra ningeren, aeren inehranehranenhranenhranenhr.
6-на-6-ос Gép rendelkezik egy orsó sebesség váltás a hajtómű függesztő sebesség féknyereg 3 иннинга. Meg lehet vágni 3 metrikus menetek anélkül, hogy mozgatni, fantaskerekek и gitár.
Vége TV-6 M36h5 menete, így állítsa be a Esztergatokmány vagy karimás az orsóra közbenső karima van szükség (ez az úgynevezett, az is egy terv-mosó) (lásd a cikk eszterga tokmányok). Стандартная фурнитура TV6 — Ø100 мм.
A gép hajtja aszinkron motor
380. Keresztül ékszíj átviteli és tárcsák egylépcsős mozgást továbbitják bemenő tengely a hajtómű.
Бент Sebességváltó mozgással továbbitja afogaskerék orsó. Az orsó, attól függően, hogy a helyzet fantyuk a fej forog az egyik 6-sebességgel. orsós motor forgási határozzuk meg.A Orsómozgás viszi át fangaskerekek a kihajtótengelyétől sebességváltó, majd a gitár, és távol a bemenő tengely box inning.
A kimeneti tápkamrának futnak a vezérorsó tengely és forgató felváltva az egyik 3 árak. A vezérorsó van kapcolva, amikor menetvágás. A sebesség és a forgási irányát a csigatengely adott kilincseket tápkamrának és meghatározza az egyik 3 metrikus rezboy (vezérorsó lehet használni hosszirányú adagolás mód, de nem használt, annak érdekében, hogy ne viselje) futó tengely lehetővé teszi, hogy kap egy-egy 3 hosszanti takarmány диам. Betáplálási sebesség és az irány által adott karok elülső falán doboz подач.
A vezérorsó tengely és az alváz nyúlik kerestül a támogatási kötény, amely átalakítja a forgómozgásának a menetes hajtóorsó, vagy a vezető henger hosszanti vonalú mozgását g fékny Kereszt mechanikai mozgás egy támogatás стенд TV-6 nem biztosított.
Kenés Transmission — razbrygivaniem sebességváltó olajat az olajteknő alján a fej. Смазка добозок иннинг — Вик Талькабол ван Толтве Олайжал Эгысер Элмоздулас. Котены, слайд-гитара, szegnyereg és az ágy kenni manuálisan minden műszak.
A gép lehetővé teszi, hogy az alábbi műveletek fordult:
- Furat és egy furata a hengeres és kúpos felületek
- нет
- сегмент
- Вагаси метрикус менетек
- Fúró és számos más művek
Összességében a TV méreteihez-6 készülék munkaterület
Összességében a TV méreteihez-6 készülék munkaterület
Az általános nézet az Csavarvágópad TV-6
Photo Csavarvágópad TV-6
Hely komponensek Csavarvágópad TV6
Hely komponensek Csavarvágópad TV6
Specifikációja alkatrészek Csavarvágópad TV6
- Váltókar meghajtó meghajtó 0 cs 9 tengely tenges 1 forgási forgás
- Váltókar meghajtó tengely forgási sebesség és a csavaros tengely
- Валтокар механический гитарный
- Shift orsó sebesség
- Shift orsó sebesség
- поперечная подача тумана féknyereg
- rögzítéséről a kilincset a szerszámtarto
- Fogantyú mozgó felső kocsi
- Марколат пенна szerelhető
- Ньелчатлакозас Сегньерег
- Lendkerék tollat takarmány
- Фогантюк Элленорзес Моторос
- Фогантюк Элленорзес Моторос
- гомб
- Lendkerék mozgó féknyergek
- Gombot, hogy engedélyezze vagy tiltsa le a motor
Кезелёсзервек Эстерга TV6
Кезелёсзервек Эстерга TV6
Спецификация кормов Csavarvágópad TV-6
- Illeszkedő fogantyú orsófordulatszámmal
- Illeszkedő fogantyú orsófordulatszámmal
- telepítése Fogantyú a Jobb, és a bal oldali szálak és irányának megváltoztatásához takarmány
- Illeszkedő Fogantyú és a kinálat mennyisége a menetemelkedés
- Футо горго вальтокар
- Фордитотт начинает и останавливает работу
- Керитесек покровитель
- Ведопайз
- Fogantyú rögzítője szerszámfej
- Helyi lampest K-1M
- Fogantyú erőhatásnak a keresztzán
- Mozgó a felső Fogantyú (incizális) dia
- Ньелчатлакозас Сегньерег пенна
- Nyélcsatlakozás szegnyereg a vezetőkeret
- Lendkerék mozgó szegnyereg penna
- A bekapcsoló gomb, és kapcsolja ki afogasléc és Fogaskerek
- Lendkerék manuális hosszirányú mozgását a kocsi
- Kezelje kapcolja orsóanya
- Fogantyú viszont korlátot, mechanikai takarmány
- Панель Kerítések vezérorsó és tengely
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671. 041-84
Vezetési kinematikai Csavarvágópad TV-6
Mechanizmusai Csavarvágópad TV-6
Kinematikai rendszer Csavarvágópad TV-6
A design Csavarvágópad TV-6
Esztergagép az alábbi fő összetevőből áll: egy elülső szekrény, egy hátsó szekrény, gépágy, a fej, dobozában takarmány, gitár, kotény, féknyereg, szegnyereg, védőburkolat, a vályú, elektromos pajzs.
элёл секрени
Az elülső szekrény készült U-alakú, merevítő bordák a felső és az alsó rész.
A meghajtó motor szerelhető a hátsó a szekrények, az első — hatra gombot, és leállítja a motort.
Шапка szekrény
Шляпа szekrény van kialakítva U alakú merevítő bordák a felső és az alsó rész. Панель серебристого цвета с электрощитовой панелью.
A gépváz
A keret arra szolgál, hogy fenntartsa, fix, és összekapcsolja a csomópontok a gép.
Gép ágyban doboz alakú ablakok. Ez két prizma útmutatókat.
Az első vasúti szolgál, hogy mozog a kocsi vissza — mozgatni a szegnyereg.
Az elülső oldalán a keret vezérorsó és telepített грабли
Az ágy fel van szerelve egy két remek.
Передняя бабка Csavarvágópad TV-6
Rajz függesztő (Transmission) csavaros vágógép, TV-6
Фото передняя бабка Csavarvágópad TV-6
Gear (гитара) eszterga Gear TV-6
0005
Transzmissziós mechanizmus arra szolgál, hogy továbbitja a forgatás az orsó dobozt Коробка передач. A mechanizmus tartalmaz egy kar van, amelyre a fangaskerekek. A transzmissziós mechanizmus jellemzi a áttétel, és a gép-TV-6, akkor:
i = 24/60 * 40/64 = 1/4
Ehhez a gép az áttétel folyamatosan cserélhetőfogaskerek a gépza nem tarmaztal.
Box inning eszterga TV-6
Box inning eszterga TV-6
takarmány kerék folkadására a mozgás a sebességváltó a hajtómű mechanizmus (гитара).
tápkamrának mechanizmus lehetővé teszi, hogy kapjunk egy metrikus menet menetemelkedése 0,8; 1,0; 1,25; 2,0 és hosszirányú adagolását dia belül 0,08; 0,1; 0,12 мм.
egy fordulattal az orsó.szükséges szál a takarmányok meghatározott a forgatógomb az előlapot a doboz inning. Rátérve a vezető görgő 5 elforgatásával a fantyút (1. ábra). Abban a helyzetben, az 5. ábrán latható hajtjuk orsó forgása. Амикор мозг тумана 9 jobbra туман jönni, hogy nem kapcsolódik тумана 10 és összekapcsolódik 11 tengelykapcsoló, amely közvetiti a forgatás a hajtóhengerre.
Így a takarmány doboz szerkezetet zárja ki egyidejű forgatása a vezérorsó és menetes-görgős.
Megváltoztatása menetirány a hengerek forgási történik a gomb elforgatásával
A kenési inning doboz mechanizmust a felső részén van egy teknőt olajbetöltő. Олай туманный és a súrlódó felületek alkalmazását kanoc.
A munka orsó van tengelyirányú elmozdulás.
A minták végső kell húzni két kerek dió.
Котень Чаварвагопад TV-6
Котены Чаварвагопад TV-6
- gomb
- туман
- сарни
- черный
- csigakerek
- туманю
- туманю
- orsóanya
- orsóanya
- футо горго
- сарны
- туман
- csigakerek
A kötény képes mechanikai hosszanti kitoló a futó görgő és az orsó, valamint a manuális hosszirányu feed.
Kézi adagolás forgatásával a kézikerék 1, szerelve a fangaskerek-tengelyt 4, összekapcsolódik a 3 fogaskeréknek, ul a tengelyen fangaskerek 2.
Az utóbbi kapcsolódik afogasléc mereven van rögzítve a kerethez. Mechanikus adagolóhenger 10 menetes féreg 5 végezzük társítva hegerrel csúszó reteszhorony. Червь vezet csigakerék 11 és tovább keresztül a tengelykapcsoló kerék ésfogaskerek 13, a forgatás kerül átadásra 3 pasfogasléc ésfogaskerekek. Аннак érdekében, hogy a mechanikus előtoló kar 6 kell bekapcsolni, amíg a körmos van kapcolva.
Mechanikus etetés a vezérorsó le forgatásával 7 Fogantyú összekötő Iakatanya mesterkeverék 8-9vezerorsó.
Reechnyh 2 hajtómű, megérinti szükséges visszalép a megbízástól az állvány 12 kar mozgását is.
Ha a mechanikai etetés a vezető henger és kézi adagolásához a támogatási 1 keresztül kézikerék Fogasléc és Fogaskerekek adjuk szükségszerűen összekapcsolódik a 12 tartókeret altal mozga foganty.
A szerkezet a kötény biztosított reteszelő, amely megakadályozza a két módon mechanikus pályán a menetes-görgős anyát és az anya.
Фекньерег Чаварвагопад TV-6
Féknyereg Csavarvágópad TV-6
- a kocsi 1 — kocsi hosszirányban eltolható elcsúsznak a vezetőkeret; Хосанти Сан; аз также dia
- kocsi 2 — Kerestirányú szállítást; толоаблаккал
- 4 шт. — вегюлетет диам.; фельсё сан; забыли
- Anya oldalirányú elmozdulása a kocsi
- csavar, hogy mozog a keresztirányú kocsi
- туманный мозг и весо сан
- чавар мозог и весо сан
- гибов
- rögzítő csavart
- туманю
- чавар
- туманю
- чаварок
Féknyereg célja, hogy megszilardítsa és mozgassa a szerszámot, hogy négy négy futók.
1 szán mozog hosszanti irányában a vezetőkeret.
Sled 2 mozog a keresztirányu felső vezetősínek 1 és arra szolgál, hogy a keresztirányu elmozdulás vágó.
4 szán hordozza a négyirányú vágóegységet csak hosszirányu mozgását vezetőhornyát 3, amely forgatható 40 ° a központi helyzetben mindkét irányban.
Keresztirányú elmozdulás dia 2 vezetőhorony mentén 1 készül alsó szán 6. és anyacsavar 5.
Csavar 6 hajtja a kézikart 12.
Top szán van egy mélyedés 2, amely magában foglalja része a felső nyúlvány novorotnoy féknyereg; rögzítésére a forgó rész 2. csavarfej, amely magában foglal egy T-alakú csúsztató horonyba 2.
Felső tolómércével 4 lehet mozgatni kézzel útmutatók, 7 fogantyú, amely forgatja a csavart 8. A segédkeret, és ékek csúsztassa ellen kopás folyamatos működés úgy, hogy egy rés jelenhet meg közöttük.
Ennek edmenyekent, ваго rezegni туман, és csökkenti pontossá получил gép. Hogy szükségtelenné a rezgési szorító rudak 10 slide 1 csavarokkal 11.
Beállító ékek altal termmelt csavarok elrendezett végei через 2. és 4. tolómercével.
A szerszámbefogó 4 rögzítjük a zárnyelv és a 13 markolat 14. kilazításakor szerszámtartó felfelé húzza a felső szán.
Rögzíteni позиция и szerszámtart 4-nek dián támogatási pin.
A szerszámtartó lehet csatolni akár négy metszöfoga.
Ваго 15 csavarozva.Szegnyereg Csavarvágópad TV-6
Szegnyereg Csavarvágópad TV-6
Összetevői a szegnyereg csavaros vágógép, TV-6
- hazma
- öntött haz
- базис надымама
- Телефон
- перо для умывания Перо
- Удлинитель csavart lúdtoll
- фогантю кезикерек
- Csavaros rögzítő kulcs elfordulását penna
- szorító kar penna
- csavarok beállítására keresztirányú elmozdulását a függesztő a kereten
- дио
- bőr szorító передняя бабка и kereten
Szegnyereg arra szolgál, hogy fenntartsa a második végén и munkadarabot. Fej 1 házban található 2 alap mentén mozgatjuk útmutatók keret gép.
A test hosszanti irányban mozog szegnyereg 3.
Перо egy kúpos furattal (Morse kúpos 2), amelybe a tolóerő központban, vagy más eszközzel; fúrók, dörzsárak, fúrótokmány és így tovább. грамм. mozgassa a tollat készül kézikerek 4. forgó csavar 5.
После того, как вы забыли и забыли об исправлении 6 ошибок.
A szegnyereg forgása, amikor a kézikerék nem fordult, hogy van egy horonnyal, amelybe kulcs tartalmaz egy csavaros 7. Fogantyú 8 szolgál bilincs a mozgatható hüvely függesztő hazban. tengely az orsó és szegnyereg kell egyeznie.
Vezetési becsavarható elektromos vágógép, TV-6
Sematikus ábrája csavaros vágógép, TV-6
Fresadora horizontal ngf 110 sh5
Ла fresadora NGF-110 относится к образовательному классу оборудования. Su diseño y Fabricación está a Cargo de la empresa especializada MASGO, Ростов-на-Дону. Las reducidas Dimensions de la Máquina Y Su Peso Allowen Su Instalación en Clases estándar.
Diseño y alcance de la máquina.
El modelo NGF-110 está diseñado para el procesamiento horizontal de palanquillas de acero mediante fresado. Al instalar un cabezal de fresado вертикальное дополнение, la funcionalidad de la máquina aumenta significativamente.
El equipo de este tipo se Division condicionalmente en varios modelos.
La más común es la maquina de la serie NGF-110-Sh5. Se diferencia де ла версия базовая ан су amplia versatilidad (W) у pertenece а-ля cuarta генерация. La diferencia entre los modelos no afecta el principio general de la disposición de los elementos.Los siguientes matices se pueden atribuir al diseño y las características técnicas de la máquina NGF-110-Sh5:
- diseño de stand En su parte Superior hay guías de cola de milano, a lo largo de las cuales se tron descoplaza . Esto se hace manualmente. Para la fijación es necesario utilizar una cuña especial;
- Марко упрощенный. Está destinado a la instalación de cortadores de varias formas. Se sujetan аль Марко кон ип Juego де Anillos у уна tuerca;
- Versatilidad de escritorio. Tiene ип mecanismo де Камбио де Трес Виас. Esto simplifica el proceso de fresado de la pieza de trabajo.
La dureza del Mostrador es abastecida a expensas de la forma трапециевидной формы. Está dividido en dos secciones.
En la parte Superior está la caja de cambios. Para instalar el motor eléctrico, los diseñadores proporcionaron un nicho en la parte inferior de la estructura del bastidor.En la consola hay una mesa con un trineo. Se le adjunta una pieza de trabajo, que se desplaza con respecto al cortador en tres direcciones. Los Avances себе реализовал desde diferentes tornillos. Por lo tanto, эль trabajador дебе тенер cuidado аль cambiar ла posición де ла пьеза де trabajo.
Para lubricar las ruedas dentadas de la caja de cambios, hay un modulo ubicado en la parte trasera de la estructura. Al activarse, el líquido refrigerante entra en la caja y se lubrica por salpicadura.
Описание технических характеристик
Модель серии NGF-110 относится к категории учебных заведений. Por lo tanto, antes de comenzar a trabajar en el, una persona responsable debe verificar la correcta instalación y configuración de la unidad. Puede comenzar fresar соло después де уна sesión информатива де seguridad.
Dado que la masa de la máquina es pequeña, solo 340 кг, al elegir una pieza de trabajo, se debe tener en cuenta su área y peso. Лас размеры дель Эквипо сын 68,5 * 64 * 92,5 y пункт су instalación Эс necesario equipar эль sobremesa. Es deseable Que tenga una función de ajuste de altura.
Основные технические характеристики машины NGF-110-Sh5:
- размеры шкафа — 10 * 40 см;
- el eje горизонтальное се пуэде китар де ла superficie де ла Меса на уна distancia де 3 a 20 см;
- el eje горизонтальное покрытие reira del tronco de fijación en 85 мм;
- на машине NGF-110-Sh5, с внутренней стороны, диаметром 11 см;
- opciones de desplazamiento de escritorio. Продольный es de 25 см; поперечный — 8,5 см; вертикали — 17 см;
- hay una ranura en T en la mesa para fijar la pieza de trabajo;
- características del desplazamiento por una división de la extremidad. поперечное и продольное — 0,05 мм; вертикали — 0,25 мм;
- utilizando el sistema de control, puede cambiar la velocidad del cabezal del husillo en el rango de 125 и 1250 об/мин;
- el número de velocidades para el husillo horizontal es 6.
Главный акционер машины, реализующий промежуточную функцию электродвигателя, с мощностью 0,55 кВт. Al mismo tiempo, muchas funciones estándar no están previstas en el diseño del equipo, в частности, el rápido desplazamiento de la mesa, la posibilidad de su rotación y esfuerzos adicionales para todo tipo de alimentación. Por lo tanto, Esta Maquina Modelo NGF-110 no se puede utilizar en producción a pequeña escala o Talleres profesionales.
Пункт mejorar el rendimiento, la máquina está equipada con una lámpara que proporciona iluminación local. Está montado sobre una ondulación гибкий у puede cambiar су ubicación en relación кон ла пьеза де trabajo.
Нормы функционирования оборудования
Для реализации подготовительных работ по машине NGF-110-Sh5, необходимо изучить подробное руководство по эксплуатации. Опишите en detalle los métodos para llevar a cabo el trabajo preventivo, los métodos para reemplazar y girar los cortadores y las características de referencia del equipo.
