Вес электрода 3мм: Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Содержание
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Для оптимизации рабочего процесса, связанного со сварочными процедурами, необходимо учитывать ряд параметров. Наряду с важнейшими показателями, влияющими непосредственно на физико-химические свойства результата работ – типа покрытия электрода, назначения в зависимости от разновидности рабочей поверхности и других параметров – следует брать во внимание такие показатели, как вес электрода.
Согласно п. 6.3. ГОСТ 9466-75 масса электродов в пачке не должна превышать:
3 кг — для электродов до ? 2,5 мм;
5 кг — для электродов ? 3,0 — 4,0 мм;
8 кг — для электродов свыше ? 4,0 мм.
ГОСТом 9466-75 также регламентируется допустимое отклонение массы электродов в коробке или пачке. Согласно документа, отклонение массы от указанной на упаковке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
Продукция нашего производства упаковывается в соответствии с требованиями ГОСТа. Электроды с диаметром от 3 мм, 4 мм, 5 мм и 6 мм, укладываются в картонные коробки по 5 кг (более подробную информацию можно получить в статье «Упаковка электродов»)
Вес 1 электрода
Очень часто для определения потребности электродов ответственные лица прибегают к подсчету расхода электродов в штуках на 1 п/м шва. Этот метод позволяет осуществлять контроль за поштучным расходом электродов.
Как известно, на массу одного электрода влияют такие параметры, как диаметр, длина, тип покрытия и другие факторы. К примеру, рассмотрим особенности расчета массы электродов для сварки марки УОНИ. Масса пачки электродов УОНИ-13/55 тип Э50А составляет 5 килограммов, длинна сварочного электрода для диаметров 3мм, 4мм, 5мм и 6мм составляет 450 мм, покрытие – основное толстое. Для данной марки со своими характеристиками следующие расчетные показатели количества и массы:
Количество электродов в пачке
Для диаметра 3 мм – 156 шт
Для диаметра 4 мм – 88 шт
Для диаметра 5 мм – 54 шт
Вес одного электрода
Для диаметра 3 мм – 32 грамма
Для диаметра 4 мм – 56,8 граммов
Для диаметра 5 мм – 92,5 грамма
Стоит заметить, что параметры количества штук электродов в одной пачке и веса одного электрода для каждой марки электродов свои, так как в производстве этих марок используются разные материалы.
Для иностранных производителей с их стандартами условных диаметров электродов, вес одного электрода немного отличается.Рассмотрим к примеру Японские электроды LB-52U и Шведские электроды КО 53.70, эти электроды соответствуют российским электродам УОНИ-13/55 по типу, и покрытию.
Количество штук в пачке и вес одного электрода LB-52U:
Диаметр КО 53.70 (мм) | Длина КО 53.70 (мм) | Вес коробки КО 53.70 (кг) | Вес одного электрода ОК 53.70 (г) | Количество электродов ОК 53.70 в пачке (шт) |
2,5 | 350 | 4,5 | 18,8 | 240 |
3,2 | 350 | 4,7 | 30,7 | 153 |
4 | 450 | 6 | 63,2 | 95 |
Количество штук в пачке и вес одного электрода КО 53. 70:
70:
Диаметр LB-52U (мм) | Длина LB-52U (мм) | Вес коробки LB-52U (кг) | Вес одного электрода LB-52U (г) | Количество электродов LB-52U в пачке (шт) |
2,6 | 350 | 5 | 20 | 250 |
3,2 | 350 | 5 | 31 | 161 |
4 | 400 | 5 | 53 | 94 |
5 | 400 | 5 | 82 | 61 |
Хорошее знание особенностей используемой продукции позволяет эффективно планировать необходимое потребление сварочных электродов и стимулировать сварщиков к снижению расхода электродов.
Сколько электродов в пачке 1-5 кг.Вес пачки и одного электрода
Электроды стали основным расходным материалом при сварке, который обеспечивает весь успех данного процесса. Металл, который находится в его стержне, расплавляется под действием тепловой энергии, которая образуется от электрического тока, на дуге между концом этого стержня и поверхностью заготовки. Расплавленный металл образует сварочную ванну, в которой плавится расходный материал, смешиваясь с металлом в заготовке и после остывания образующий плотное неразъемное соединение. Все свойства, которыми должен обладать шов, задаются не только материалом стержня изделия, но и его покрытием, так что подбор нужного вида должен быть важным моментом.
Существует масса разновидностей, которые отличаются не только по своему составу, но и по физическим параметрам. Это может быть длина, толщина, проявляющаяся в диаметре и так далее. Основным параметром в готовом варианте всегда считается вес наплавленного металла, но при покупке электроды могут продаваться как поштучно, так и на вес в пачке. Для всех разновидностей значения будут отличаться, так как здесь многое зависит от толщины и плотности покрытия, без которого редко выпускают продукцию. Также здесь влияет диаметр продукции, который может отличаться даже при одном и том же составе стержня и покрытия. Для упрощения подсчетов при продаже указывают, сколько электродов в пачке, а также сам вес пачки электродов.
Для всех разновидностей значения будут отличаться, так как здесь многое зависит от толщины и плотности покрытия, без которого редко выпускают продукцию. Также здесь влияет диаметр продукции, который может отличаться даже при одном и том же составе стержня и покрытия. Для упрощения подсчетов при продаже указывают, сколько электродов в пачке, а также сам вес пачки электродов.
Сколько электродов в пачке 1,5 кг
Указания по применению
При использовании сварочного оборудования важно придерживаться заданных режимов. Но при этом не стоит забывать о подготовительных процедурах. Дело в том, что обмотка имеет свойство накапливать влагу, вследствие чего во время начала работ она может закипеть внутри от высокой температуры, что приведет к опаданию частей обмотки и дефектам в сварочном шве. Чтобы это предотвратить, следует заранее просушить или прокалить материалы, чтобы начинать работу с сухими электродами. Для каждого из них процедуру не стоит повторять более двух раз, так как это также вредит их состоянию. Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Применение всех материалов должно быть безопасным, так как неподготовленные материалы могут привести к залипанию, что негативно отображается на работе сварочного аппарата. Все огарки и прочие отработанные куски металла следует сразу перемещать в специально отведенное место, чтобы это не привело к травмоопасным ситуациям. Помимо этого требуется соблюдать элементарные правила работы с электрооборудованием, надежно закреплять электрод, выбирать правильную маркировку и обеспечивать правильное хранение.
Количество электродов в пачке в зависимости от диаметра
Каждый параметр изделия влияет на размеры упаковки, а соответственно и на ее вместительность. С учетом того, что многие производители продают их на вес, то чем больше диаметр стержня, его длина и толщина обмотки, тем меньше штук в пачке. Для тех, кто не берет их в больших объемах, данная информация не так уж важна, но для крупных закупок все это требуется знать для расчета. Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
| Диаметр | Длина, м | Масса, г | Количество в упаковке, шт. | Общий вес упаковки, кг |
| 3 | 0,35 | 26,5 | 95 | 2,5 |
| 4 | 0,45 | 60 | 82 | 5 |
| 5 | 0,45 | 95 | 52 | 5 |
Для остальных марок тенденция сохраняется примерно такой же, но само количество будет меняться, так как марка электрода также влияет на физические параметры, от которых определяется размер упаковки. При ограничении по весу количество изделий может меняться, в иных же случаях меняется вес упаковки.
Вес пачки в зависимости от производителя
Естественно, что все это зависит еще и от производителя, который занимается формированием упаковки, но принципы сохраняются во всех местах одни и те же. Диаметр может иметь отклонения в десятых долях миллиметра, и это будет оказывать влияние на другие параметры. Все это можно рассмотреть на примерах с относительно небольшим отличием от различных производителей:
Все это можно рассмотреть на примерах с относительно небольшим отличием от различных производителей:
Сколько штук в одной заводской упаковке и масса одной единицы УОНИ-13/55 от одного производителя:
| Диаметр (мм) | Длина (м) | Масса коробки (г) | Масса изделия(г) | Количество единиц в упаковке (шт.) |
| 2,5 | 0,35 | 4 500 | 18,8 | 240 |
| 3,2 | 0,35 | 4 700 | 30,7 | 153 |
| 4 | 0,45 | 6 000 | 63,2 | 95 |
Сколько штук в одной заводской упаковке и масса одной единицы УОНИ-13/55 от другого производителя:
| Диаметр (мм) | Длина (м) | Масса коробки (г) | Масса изделия(г) | Количество единиц в упаковке (шт.) |
| 2,6 | 0,35 | 5 000 | 20 | 250 |
| 3,2 | 0,35 | 5 000 | 31 | 161 |
| 4 | 0,4 | 5 000 | 53 | 94 |
| 5 | 0,4 | 5 000 | 82 | 61> |
Вес одного электрода
При изготовлении продукции могут возникать небольшие погрешности, так что если какое-то из изделий будет весить на 1-2 грамма больше остальных, остается не таким страшным. Все равно масса пачки определяется общая, и сколько электродов в пачке 5 кг, или другой вместительности, практически всегда будет одинаковым. Чтобы определить вес одной единицы, следует общую массу пачки в граммах поделить на количество, находящееся в ней.
Все равно масса пачки определяется общая, и сколько электродов в пачке 5 кг, или другой вместительности, практически всегда будет одинаковым. Чтобы определить вес одной единицы, следует общую массу пачки в граммах поделить на количество, находящееся в ней.
| Диаметр, мм | Вес, г |
| 2,5 | 18,8 |
| 2,6 | 20 |
| 3 | 29 |
| 3,2 | 31 |
| 4 | 53 |
| 5 | 82 |
Сколько в пачке электродов и каков вес стандартной пачки?
Для правильного расчета объема сварочных работ необходимо учитывать вес упаковки электродов 3, 2, 4, 5 мм. Расходные стержни предназначены для защиты сварочного шва от негативного влияния кислорода. Они используются в строительстве, коммунальном и частном хозяйстве. Для правильного шва и хорошего качества сцепления следует знать не только его состав, но и физические характеристики.
Количество электродов
Количество электродов в пачке — это очень важный параметр. От него во многом зависит вес пачки и одного электрода. А это, в свою очередь, влияет на размер упаковки. С количеством все просто: чем больше диаметр и длина электродов, тем меньше их будет в пачке. На самом деле, вам, как обычному покупателю не так уж важно знать количество электродов в пачке. Эта информация полезна скорее для оптовиков и тех, кто закупает электроды в больших количествах.
От него во многом зависит вес пачки и одного электрода. А это, в свою очередь, влияет на размер упаковки. С количеством все просто: чем больше диаметр и длина электродов, тем меньше их будет в пачке. На самом деле, вам, как обычному покупателю не так уж важно знать количество электродов в пачке. Эта информация полезна скорее для оптовиков и тех, кто закупает электроды в больших количествах.
Ниже вы можете видеть, сколько электродов в пачке марки УОНИ-13/55. Это усредненные значения, они могут отличаться в зависимости от производителя:
Что касается других марок, то там количество электродов не прогнозируемо. Форма, длина и диаметр электрода может отличаться в зависимости от маркировки, поэтому невозможно с точностью указать даже примерные значения. Внимательно изучайте упаковку перед покупкой.
Вес пачки в зависимости от производителя
Для примера приведем несколько популярных изготовителей стержней для сварки, которые формируют массу упаковки по государственным стандартам.
Комбинат “СВЭЛ” выпускает марку ОК-46.00. Вес коробки составляет 5,3 и 6,6 кг для диаметров 3,5 и 4 мм соответственно.
Завод “ЭСАБ-Тюмень” производит разновидность сварочных стержней типа SE-46-00. Пачка электродов 3 мм весит до 6 кг. У компании ESAB представлены модификации УОНИИ 13/55Р. Максимальная масса упаковки – 6 кг.
У большинства других марок точно назвать вместимость электродов в упаковке невозможно. Конфигурация, диаметр и длина стержня отличаются не по ГОСТу, а согласно специфическим маркировкам. Поэтому указать, сколько штук в килограмме, затруднительно. Чтобы выяснить интересующую информацию, необходимо внимательно изучить упаковку.
Вес электродов
Сразу скажем, что вес одного электрода всегда разнится от партии к партии даже у одного производителя. Это связано с количеством обмазки, которая наносится не совсем равномерно на каждый электрод. Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
К тому же, учитывается масса всей пачки и количество электродов, которые можно вписать в рамки условных килограмм. Так что вес зачастую примерно одинаковый.
Так что вес зачастую примерно одинаковый.
Чтобы узнать вес одного электрода поделите общую массу (например, 5 кг) на количество электродов в пачке. Вы получите примерный вес с учетом погрешности. И учитывайте, что в зависимости от диаметра вес тоже может разниться. Вес электрода 3мм зачастую меньше 5 мм.
Теперь вес пачки электродов. У каждого производителя он свой. Но стандартный вес — 5 кг. У кого-то 4,5 кг, у кого-то 6. Ниже вы можете видеть таблицу с примерными значениями веса и количества электродов в одной упаковке для электродов марки УОНИ-13/55.
Учитывайте, что если на упаковке написано 5 кг, то вряд ли электроды будут столько весить. Здесь так же допускается небольшая погрешность, но она не должна исчисляться в десятках грамм. Это откровенный недовес.
В некоторых магазинах недобровольные продавцы вынимают несколько электродов из каждой пачки из большой партии и продают их отдельно под видом электродов на развес, чтобы получить больше прибыли. Чтобы от этого защититься покупайте электроды в проверенных магазинах или у официальных представителей. Еще лучше — прямо с завода.
Чтобы от этого защититься покупайте электроды в проверенных магазинах или у официальных представителей. Еще лучше — прямо с завода.
Указания по применению
При использовании сварочного оборудования важно придерживаться заданных режимов. Но при этом не стоит забывать о подготовительных процедурах. Дело в том, что обмотка имеет свойство накапливать влагу, вследствие чего во время начала работ она может закипеть внутри от высокой температуры, что приведет к опаданию частей обмотки и дефектам в сварочном шве. Чтобы это предотвратить, следует заранее просушить или прокалить материалы, чтобы начинать работу с сухими электродами. Для каждого из них процедуру не стоит повторять более двух раз, так как это также вредит их состоянию. Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
Области использования:
- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
- судостроение;
- машиностроение.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М – масса свариваемой конструкции; К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F – площадь поперечного сечения; L – длина сварочного шва; M – масса проволоки (1 см3).

Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.

Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза.
Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Источник
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М – масса металла; К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.

- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Небольшое вступление
Начнем с того, что электрод считают чуть ли не главным механизмом в сварочных работах. На второй план отходят даже провода и защитные газы.
Используя технологию РДС сварки, у вас получится легко провести ремонт или сварить разные элементы. В вашем арсенале должны быть лишь портативный инвертор и упаковка электродов. Ручная арковая сварка может быть такой простой!
Простота – не всегда хороша, если речь идет о качестве швов и необходимости правильно подбирать комплектующие. Если марка будет выбрана неверно – все ваши усилия будут напрасны.
Чтобы выбрать хорошую сетку, необходимо знать ее состав и базовые параметры.
В XXI веке в вашем распоряжении десятки типов механизмов со своими характеристиками. Но физические величины играют первостепенную роль. Особенно тогда, когда вас интересуют оптовые закупки деталей.
Розничные сети торгуют сварочными стержнями в индивидуальных упаковках, а небольшие магазины заинтересованы в поштучной продаже. Когда известен вес материалов – это удобно как покупателю, так и продавцу.
У вас получится купить нужное количество деталей за несколько минут.
Но иногда происходит так, что в магазине вас пытаются обмануть. Чтобы избежать таких ситуаций, важно тщательно разобраться в этом вопросе. Мы расскажем, какое количество электродов продается в пачках и какой у них вес.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.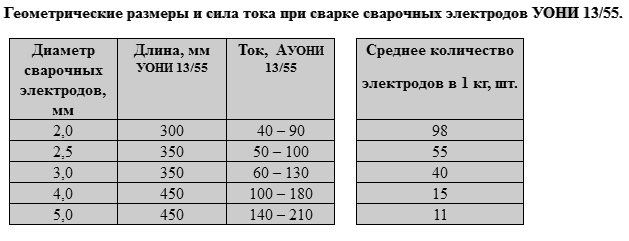
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв – расход электродов на сваривание; Нпр – расход стержней на прихватки; Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%. Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Как расшифровать электроды марки МР 3
05.07
2019
Рутиловые электроды МР-3 — одна из самых популярных и востребованных марок на рынке сварочных электродов. Эта марка электрода используется при сварке углеродистых низколегированных сталей общего назначения.
Содержание
1. Производство электродов МР-3
2. Условное обозначение
3. Диаметр и вес
4. Массовая доля элементов, %
5. Электроды МР — 3 технические характеристики
6. Какой полярностью варить электродами МР 3
7. Преимущества
8. Недостатки
9. Применение электродов МР 3
10. Аналоги
11. Где купить оптом и в розницу
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeO -TiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя — ферромарганец. Взаимодействие всех этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они очень подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги — это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.

Массовая доля элементов, %
| Марганец (Mn) | Кремний (Si) | Углерод (C) | Фосфор (P) | Сера (S) |
| 0,08-0,12 | 0,07-0,2 | 0,8-0,8 | не более 0,04 | не более 0,04 |
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Какой полярностью варить электродами МР 3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при t 180 °C.
Преимущества | Недостатки |
| Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. |
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
- судостроение;
- машиностроение.
Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
5
(6.5 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток — переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 А (НАКС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Показать еще
Электроды “Монолит” (РЦ) 3 мм — 2,5 кг
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Универсальный электрод для широкого применения в промышленности и быту. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Условия применения
Коэффициент наплавки – 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,75 кг.
Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| ||
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
|
|
|
|
|
|
|
|
ОСОБЫЕ СВОЙСТВА
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
возможно сваривание по окисленным, масляным и окрашенным поверхностям.
РЕЖИМЫ СВАРКИ
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В. )
УПАКОВОЧНЫЕ ДАННЫЕ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АНАЛОГИ
|
|
|
|
|
|
|
|
|
|
|
|
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 25 — 30 мин.
ПОЛОЖЕНИЕ ШВОВ ПРИ СВАРКЕ
РА РВ РС PF
PG PE PD EN 287
СЕРТИФИКАЦИЯ
Сертификат соответствия системе сертификации УкрСЕПРО
Сертификат соответствия государственным стандартам Республики Беларусь (СтБ)
Государственный стандарт Российской Федерации (ГОСТ Р)
Сертификат соответствия ISO 2560A № С-W/002/07 Instytut Spawalnictwa, Польша
Сертификат соответствия с директивами Евросоюза (CE)
Система менеджмента качества
Сертификат Национального Агентства Контроля Сварки
Уменьшена токсичность до 28%
Сварочные электроды МОНОЛИТ: РЦ, МР-3 АРС, УОНИ-13/55 ПЛАЗМА —
Сварочные электроды МОНОЛИТ РЦ
Назначение и область применения
Электроды МОНОЛИТ РЦ являются универсальными и подходят как для промышленного применения, так и для использования в быту. Основное предназначение изделий – это ручная дуговая сварка на переменном и постоянном токе. Использовать электроды можно в любых пространственных положениях (исключением является положение «сверху-вниз» при диаметре электрода 5.0 мм). Работать можно с ответственными и рядовыми конструкциями из низкоуглеродистой стали, стандартов ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Условия применения
Электрод имеет коэффициент наплавки равный 8.5-9.5 г/А.ч. При этом расход на один килограмм наплавляемого металла составит 1.75 кг электродов.
МОНОЛИТ РЦ – это электроды, которые подходят для работы с угловыми, стыковыми и нахлесточными соединениями. Толщина металла может быть от 3-х до 20-ти мм.
Особенность электродов в том, что они не требуют тщательной подготовки поверхности. Им не страшны ржавчина и загрязнения.
Выполнение монтажной сварки допускает работу в разных пространственных положениях. Необходимости менять сварочный ток не возникает. Для сварки вертикальных швов методом «сверху-вниз» необходимо опирание или использование короткой дуги. Во время сварки шлак не должен затекать впереди дуги. Чтобы этого не допускать следует контролировать угол подъема (оптимальное положение 40–70 градусов). Если это нижнее положение, то электрод следует наклонять по направлению сварки на 20–40 градусов.
Химический состав наплавленного металла, %
|
Mn
|
Si
|
C
|
P
|
S
|
|
0,40-0,65
|
0,15-0,40
|
не более
| ||
|
0,11
|
0,035
|
0,030
| ||
Механические свойства металла ШВА
|
Временное сопротивление, Н/мм2
|
Относительное удлинение, %
|
Ударная вязкость,Дж/см2
|
|
≥450
|
≥22
|
≥78
|
Особые свойства
Отличительная особенность продукции МОНОЛИТ РЦ в невысокой интенсивности образования аэрозоля и марганца при сварке. Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Высокие показатели качества не раз были отмечены ведущими научными институтами страны. Именно электроды МОНОЛИТ РЦ вырабатывают на 30 % меньше марганца и на 28 % меньше вредных веществ в аэрозоле.
Продукция МОНОЛИТ РЦ обеспечивает легкое начальное и повторное зажигание, а также стабильное и мягкое горения дуги. При использовании электродов данной марки удается снизить потери металла в результате разбрызгивания. Удается достичь великолепного качества шва, равномерного плавления покрытия и хорошей отделимости корки шлака.
При использовании электродов МОНОЛИТ РЦ проводить сварку можно даже на предельно-низких токах. Если речь идет об использовании изделий небольшого диаметра, то для них источником питания способна стать обычная бытовая сеть.
Обращаться с электродами очень просто. Работать с ними смогут даже молодые специалисты.
При сгибании электрода не происходит разлома обмазки. По этой причине их удобно применять для сварки в труднодоступных местах.
Изделия допускается использовать при соединении металла с окрашенными, масляными и окисленными поверхностями.
Режимы сварки
|
Сила сварочного тока (А), для электрода диаметром, мм
| |||||
|
2,0
|
2,5
|
3,0
|
3,2
|
4,0
|
5,0
|
|
40-80
|
50-90
|
70-110
|
80-120
|
110-170
|
150-220
|
Для сварки допускается использование постоянного тока любой полярности (желательная полярность электрода обратная «+», либо переменный ток трансформатора при напряжении холостого хода более 50 В. )
Упаковочные данные
|
Диаметр, мм
|
Длина, мм
|
Количество электродов в пачке, шт.
|
Вес пачки, кг
|
|
2,00
|
300
|
50-54; 99-108
|
0,5; 1
|
|
2,50
|
350
|
27-28; 53-56; 133-140
|
0,5; 1; 2,5
|
|
3,00
|
350
|
18-19; 35-37; 89-93
|
0,5; 1; 2,5
|
|
3,20
|
350
|
16; 32; 78-81
|
0,5; 1; 2,5
|
|
4,00
|
450
|
8; 16-17; 40-41; 81-83
|
0,5; 1; 2,5; 5
|
|
5,00
|
450
|
53-54
|
5
|
Аналоги
|
Производитель
|
Марка электродов
|
|
ESAB
|
OK 46.
|
|
Oerlikon
|
Overcord, Overcord Z
|
Прокалка перед сваркой
Если электроды хранились при нормальных условиях, то перед эксплуатацией прокалка не потребуется. Но если было допущено увлажнение, то необходима предварительная сушка в течение 25-30 минут при температуре порядка 110-ти градусов.
Положение швов при сварке
Сварочные электроды МР-3 АРС
Вид покрытия – рутиловое
|
AWS A 5.1:E 6013
|
ISO 2560-А- E 38 0 R 12
|
ГОСТ 9466
|
Э 46 –МР-3 АРС- Ø — УД
Е 432 (3) Р21
|
ТУ У 28. 7-34142621-007:2012-09-14
Назначение
Использовать изделия марки МР-3 АРС можно для дуговой ручной сварки стали марок по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3), имеющих любые степени раскисления.
Условия применения
Коэффициент наплавки электродов составляет 8.0-9.0 г/А.ч. А расход на один килограмм наплавления равен 1.7 кг.
Использовать продукцию можно для создания нахлесточных, стыковых и угловых соединений. Толщина металла допускается от 3-х до 20-ти мм. Данная марка электродов толщиной от 2.5 до 4.0 мм подходит для сварки в любых пространственных положениях. Диаметр в 5.0 мм идеально подходит для вертикального положения «снизу-вверх», для горизонтального на вертикальной плоскости и для нижнего положения.
Электроды МР-3 АРС требуют постоянного тока любой полярности, либо же переменного тока трансформатора, имеющего холостой ход более 50 В.
Химический состав наплавленного металла, %
|
Mn
|
C
|
Si
|
P
|
S
|
|
0,40-0,70
|
не более
| |||
|
0,10
|
0,15-0,35
|
0,030
|
0,030
| |
Механические свойства металла шва
|
Временное сопротивление, Н/мм2
|
Относительное удлинение, %
|
Ударная вязкость,
Дж/см2
|
|
≥450
|
≥22
|
≥78
|
Особые свойства
- При использовании изделий обеспечивается простое перекрытие зазоров;
- МР-3 АРС – это легкость выполнения работ и повторного разжигания дуги, а также превосходные сварочно-технологические свойства;
- Великолепный внешний вид швов;
- Лёгкое отделение слоя шлака;
- Возможность удлинять дугу для обработки окисленных поверхностей;
- Соответствие всем санитарно-гигиеническим нормам.
Сварочные данные
|
Сила сварочного тока, А, для электрода диаметром, мм
| ||||
|
2,5
|
3,0
|
3,2
|
4,0
|
5,0
|
|
50-90
|
70-110
|
80-120
|
110-170
|
150-220
|
Упаковочные данные
|
Диаметр, мм
|
Длина, мм
|
Вес электрода, г
|
Количество электродов в пачке, шт.
|
Вес пачки, кг
|
|
2,50
|
350
|
17-18
|
55-58; 139-147
|
1; 2,5
|
|
3,00
|
350
|
25-26
|
38-40; 96-100
|
1; 2,5
|
|
3,20
|
350
|
30-31
|
32-33; 80-83
|
1; 2,5
|
|
4,00
|
450
|
58-59
|
42-43; 84-86
|
2,5; 5
|
|
5,00
|
450
|
91-92
|
27; 54
|
2,5; 5
|
Аналоги
|
Производитель
|
Марка электродов
|
|
ЛЭЗ
|
МР-3С, АНО-4
|
|
СпецЭлектрод
|
МР-3С, АНО-4
|
|
Thyssen
|
Phoenix SH Gelb R
|
Прокалка перед сваркой
В тех случаях, когда электроды хранились в нормальных условиях, предварительная прокалка не потребуется. Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Положение швов при сварке
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Сварочные электроды УОНИ-13/55 ПЛАЗМА
Вид покрытия – основное с железным порошком
|
WS A 5.1:E 7018
|
ISO 2560-А-E 42 4 В 42 Н 5
|
ГОСТ 9466
|
Э 50А –
Е 51 5 — БЖ 26
|
ТУ У 28.7-34142621-001:2008
Назначение и область применения
УОНИ-13/55 ПЛАЗМА – это высококачественные электроды, которые могут использоваться для сварочных работ в любых пространственных положениях. Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Условия применения
Электроды имеют коэффициент наплавки равный 10.5-11.5 г/А.ч. Расход на один килограмм наплавляемого металла составляет 1.58 кг. Максимальная производительность может достигать 115 %. Изделия, имеющие диаметр от 2.0 до 4.0 мм, могут использоваться для сварки во всех пространственных положениях, за исключением вертикального «сверху-вниз». В свою очередь, изделия диаметром 5.0 мм подойдут для горизонтального положения на вертикальной площадке, для нижнего и для вертикального положения «снизу-вверх».
Химический состав наплавленного металла, %
|
Mn
|
Si
|
C
|
P
|
S
|
|
1,10-1,50
|
0,40-0,70
|
не более
| ||
|
0,09
|
0,030
|
0,020
| ||
Механические свойства металла шва
|
Временное сопротивление, Н/мм2
|
Относительное удлинение, %
|
Ударная вязкость, Дж/см2
|
|
500-640
|
≥26
|
≥180
|
Дополнительные сведения
УОНИ-13/55 ПЛАЗМА – это электроды, которые обеспечивают повышенную прочность швов, низкое содержание водорода и особую чистоту. Благодаря возможности задействовать переменный ток полностью исключается магнитное дутье. Плазма позволяет создать стабильное горение дуги и аккуратное формирование швов.
В обмазку электродов УОНИ-13/55 ПЛАЗМА добавлен железный порошок. Благодаря этому эффективность возрастает на 20 %. Использование изделий обеспечивает ряд важных преимуществ:
- Компенсацию потерь металла на разбрызгивании и выгорании;
- Уменьшение расхода электродов до 15 %;
- Повышение производительности на 10 %;
- Шлак не попадает в сварочную ванну, формируется мелкочешуйчатый шов, а удаляется появившаяся шлаковая корка очень просто.
Упаковочные данные
|
Диаметр, мм
|
Длина, мм
|
Количество электродов в пачке, шт.
|
Вес пачки, кг
|
|
2,5
|
350
|
104-113; 208-226
|
2,5; 5
|
|
3,0
|
350
|
74-81; 147-158
|
2,5; 5
|
|
3,2
|
350
|
68-71; 136-142
|
1; 2,5
|
|
4,0
|
450
|
71-74
|
5
|
|
5,0
|
450
|
47-50
|
5
|
Аналоги
|
Производитель
|
Марка электродов
|
|
ESAB
|
OK 48.
|
|
Lincoln Electric
|
Basic One
|
|
ELGA
|
P48S
|
Прокалка перед сваркой
Прокалка на протяжении одно часа при температуре 380-420 градусов потребуется только при наличии влаги.
Положение швов при сварке
Сварочный электрод: таблица и выбор
Электрод представляет собой металлическую проволоку с покрытием.
Изготавливается из материалов, близких по составу к свариваемому металлу.
Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта. Вкратце:
- Электроды SMAW или стержневые электроды являются расходуемыми, то есть они становятся частью сварного шва, а также называются присадочными электродами или сварочными прутками.
- TIG являются неплавящимися, поскольку они не плавятся и не становятся частью сварного шва, что требует использования сварочного стержня.
- TIG представляют собой дополнительный присадочный материал, используемый для сплавления двух заготовок вместе в виде композита.
- Электрод для сварки MIG представляет собой проволоку с непрерывной подачей, называемую проволокой MIG.
Вольфрамовые электроды
Присадочные стержни
Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму разбрызгивания.
Электроды необходимо хранить в защищенном от влаги месте и осторожно вынимать из любой упаковки (следуйте инструкциям во избежание повреждений).
Покрытые сварочные электроды
Когда расплавленный металл контактирует с воздухом, он поглощает кислород и азот и становится хрупким или подвергается другим неблагоприятным воздействиям.
Шлаковый покров необходим для защиты расплавленного или затвердевающего металла сварного шва от атмосферы. Это покрытие может быть получено из покрытия электрода.
Состав покрытия сварочного электрода определяет его пригодность, состав наплавленного металла и характеристики электрода.
Состав покрытий сварочных электродов основан на хорошо зарекомендовавших себя принципах металлургии, химии и физики.
Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов другими способами, в том числе:
- Гладкая поверхность металла шва с ровными краями
- Минимальное разбрызгивание вблизи сварного шва
- Стабильная сварочная дуга
- Контроль проникновения
- Прочное, прочное покрытие
- Более легкое удаление шлака
- Улучшенная скорость наплавки
Электроды для металлической дуги могут быть сгруппированы и классифицированы как электроды без покрытия или с тонким покрытием, а также электроды с экранированной дугой или электроды с толстым покрытием.
Покрытый электрод является наиболее популярным типом присадочного металла, используемого в дуговой сварке.
Состав покрытия электрода определяет пригодность электрода к использованию, состав наплавленного металла и технические характеристики электрода.
Тип используемого электрода зависит от конкретных свойств, требуемых для наплавленного сварного шва.
К ним относятся коррозионная стойкость, пластичность, высокая прочность на растяжение, тип свариваемого основного металла, положение сварного шва (плоское, горизонтальное, вертикальное или потолочное), а также требуемый тип тока и полярность.
Популярная сварочная проволока (E6010), используемая для изготовления, строительства, сварки труб и судостроения общего назначения.
Система идентификации электродов для дуговой сварки стали устроена следующим образом:
- E – указывает электрод для дуговой сварки.
- Первые две (или три) цифры — обозначают предел прочности при растяжении (сопротивление материала силам, пытающимся его разорвать) в тысячах фунтов на квадратный дюйм наплавленного металла.
- Третья (или четвертая) цифра – указывает положение сварного шва. 0 указывает, что классификация не используется; 1 для всех позиций; 2 только для плоского и горизонтального положения; 3 только для горизонтального положения.
- Четвертая (или пятая) цифра – указывает тип покрытия электродов и тип используемого источника питания; переменного или постоянного тока, прямой или обратной полярности.
- Типы покрытия, сварочный ток и положение полярности, обозначаемые четвертой (или пятой) идентификационной цифрой классификации электродов, перечислены в таблицах 5-4 ниже.
Номер E6010 – указывает на электрод для дуговой сварки с минимальной прочностью на растяжение при снятом напряжении 60 000 фунтов на квадратный дюйм; используется во всех положениях, и требуется постоянный ток обратной полярности.
Типы покрытия, тока и полярности, обозначаемые четвертой цифрой в классификационном номере электрода
| Цифра | Покрытие | Сварочный ток |
|---|---|---|
| 0 | * | * |
| 1 | Целлюлоза Калий | ак, дкрп, дксп |
| 2 | Титана натрия | ак, дксп |
| 3 | Титания калия | ак, дксп, дцрп |
| 4 | Железный порошок Titania | ак, дксп, дцрп |
| 5 | Натрий с низким содержанием водорода | дкрп |
| 6 | Калий с низким содержанием водорода | ак, дкрп |
| 7 | Железный порошок оксид железа | ак, дксп |
| 8 | Железный порошок с низким содержанием водорода | ак, дкрп, дксп |
Когда четвертая (или последняя) цифра равна 0, тип используемого покрытия и тока определяется третьей цифрой.
Таблица 5-4
Система идентификации электродов пруткового электрода для дуговой сварки нержавеющей стали настроена следующим образом:
- E обозначает электрод для дуговой сварки.
- Первые три цифры обозначают тип нержавеющей стали American Iron and Steel.
- Последние две цифры обозначают используемый ток и позицию.
- Номер Е-308-16 по этой системе указывает на институт нержавеющей стали типа 308; используется во всех положениях; с переменным или обратной полярностью постоянного тока.
Система классификации электродов для дуги под флюсом
Система идентификации твердой углеродистой стали для дуги под флюсом следующая:
- Буква E в префиксе используется для обозначения электрода. За этим следует буква, указывающая уровень марганца, то есть L для низкого, M для среднего и H для высокого марганца. Далее следует число среднего количества углерода в пунктах или сотых долях процента. Состав некоторых из этих проволок почти идентичен некоторым проволокам, указанным в спецификации для дуговой сварки в среде защитного газа.
- Электродная проволока, используемая для дуговой сварки под флюсом, указана в спецификации Американского общества сварщиков «Электроды из мягкой стали без покрытия и флюсы для дуговой сварки под флюсом». В этой спецификации указан состав проволоки и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации указан состав электродной проволоки. Эта информация приведена в таблице 8-1. Когда эти электроды используются с определенными флюсами под флюсом и свариваются с соблюдением надлежащих процедур, наплавленный металл шва будет соответствовать механическим свойствам, требуемым спецификацией.
- В красных присадочных материалах, используемых для газокислородной сварки, буква префикса — R, за которой следует буква G, указывающая на то, что стержень используется специально для газовой сварки. За этими буквами следуют две цифры: 45, 60 или 65. Они обозначают приблизительную прочность на растяжение в 1000 фунтов на квадратный дюйм (6895 кПа).
- В цветных присадочных металлах используется префикс E, R или RB, за которым следует химический символ основных металлов в проволоке. Далее следуют инициалы одного или двух элементов. Если имеется более одного сплава, содержащего одни и те же элементы, может быть добавлена буква или номер суффикса.
- Спецификации Американского общества сварщиков наиболее широко используются для указания неизолированных сварочных прутков и электродной проволоки. Существуют также военные спецификации, такие как типы MIL-E или -R, и федеральные спецификации, обычно тип QQ-R и спецификации AMS. Конкретная спецификация должна использоваться для определения присадочных металлов.
Наиболее важным аспектом сплошных электродных проволок и стержней является их состав, указанный в спецификации. В спецификациях указаны пределы состава для различных проводов и требования к механическим свойствам.
Иногда на сплошных медных проволоках медь может отслаиваться в механизме подающего ролика и создавать проблемы. Он может забивать вкладыши или контактные наконечники. Желателен легкий медный налет. Поверхность электродной проволоки должна быть в достаточной степени очищена от грязи и волочильных составов. Это можно проверить, используя белую чистящую ткань и протянув через нее кусок проволоки. Слишком большое количество грязи забьет направляющие, уменьшит токосъем наконечника и может привести к неустойчивой сварке.
Состояние или прочность проволоки можно проверить на испытательной машине. Проволока более высокой прочности будет лучше проходить через пушки и кабели. Минимальная прочность на растяжение, рекомендуемая спецификацией, составляет 140 000 фунтов на квадратный дюйм (965 300 кПа).
Непрерывная электродная проволока доступна в различных упаковках. Они варьируются от крошечных катушек, используемых в шпульных пистолетах, до катушек среднего размера для дуговой сварки металлическим электродом с тонкой проволокой. Имеются мотки электродной проволоки, которые можно размещать на катушках, входящих в состав сварочного оборудования. Встречаются и огромные катушки весом в несколько сотен фунтов. Электродная проволока также доступна в барабанах или раздаточных упаковках, где проволока укладывается в круглый контейнер и вытягивается из контейнера с помощью автоматического механизма подачи проволоки.
Вот таблица, описывающая шесть стандартных электродов, используемых для сварки низкоуглеродистой стали:
Покрытия
Покрытия сварочных электродов для сварки низколегированных и низколегированных сталей могут содержать от 6 до 12 ингредиентов, включая:
- Целлюлоза – для создания газовой защиты с восстановителем, в котором при распаде целлюлозы образуется газовая защита, окружающая дугу
- Карбонаты металлов – для регулирования основности шлака и создания восстановительной атмосферы
- Диоксид титана – для образования высокотекучего, но быстрозамерзающего шлака и для обеспечения ионизации дуги
- Ферромарганец и ферросилиций – для раскисления расплавленного металла шва и увеличения содержания марганца и кремния в наплавленном металле шва.
- Глины и смолы – для придания эластичности при выдавливании материала пластикового покрытия и для придания прочности покрытию
- Кальция фторид – для обеспечения защитного газа для защиты дуги, регулирования основности шлака и обеспечения текучести и растворимости оксидов металлов
- Минеральные силикаты – для образования шлака и придания прочности электродному покрытию
- Легирующие металлы, включая никель, молибден и хром – для обеспечения содержания легирующих элементов в наплавленном металле сварного шва
- Оксид железа или марганца – для регулирования текучести и свойств шлака и стабилизации дуги.
- Железный порошок – для повышения производительности за счет дополнительного осаждения металла в сварном шве.
Ниже описаны основные типы покрытий электродов для сварки низкоуглеродистой стали.
- Натрий-целлюлоза (EXX10) : Электроды этого типа из целлюлозного материала в виде древесной муки или переработанные низколегированные электроды содержат до 30 процентов бумаги. Газовая защита содержит двуокись углерода и водород, которые являются восстановителями. Эти газы создают дугу копания, обеспечивающую глубокое проникновение. Наплавленный металл несколько шероховат, а уровень разбрызгивания выше, чем у других электродов. Он обеспечивает отличные механические свойства, особенно после старения. Это один из первых разработанных типов электродов, который широко используется для прокладки трубопроводов по пересеченной местности методом сварки с уклоном. Обычно используется с постоянным током с положительным электродом (обратная полярность).
- Целлюлозно-калиевый (EXX11) : Этот электрод очень похож на целлюлозно-натриевый электрод, за исключением того, что используется больше калия, чем натрия. Это обеспечивает ионизацию дуги и делает электрод пригодным для сварки переменным током. Действие дуги, проплавление и результаты сварки очень похожи. Как в электроды E6010, так и в электроды E6011 можно добавлять небольшое количество железного порошка. Это способствует стабилизации дуги и немного увеличивает скорость наплавки.
- Рутил-натрий (EXX12) : Когда содержание рутила или диоксида титана относительно велико по сравнению с другими компонентами, электрод будет особенно привлекательным для сварщика. Электроды с таким покрытием имеют тихую дугу, легко контролируемый шлак и низкий уровень разбрызгивания. Наплавленный наплав будет иметь гладкую поверхность, а проплавление будет меньше, чем при использовании целлюлозного электрода. Свойства металла сварного шва будут немного ниже, чем у целлюлозных типов. Этот тип электрода обеспечивает достаточно высокую скорость осаждения. Он имеет относительно низкое напряжение дуги и может использоваться с переменным или постоянным током с отрицательным электродом (прямая полярность).
- Рутил-калиевый (EXX13) : Это электродное покрытие очень похоже на рутил-натриевое покрытие, за исключением того, что калий используется для обеспечения ионизации дуги. Это делает его более подходящим для сварки переменным током. Его также можно использовать с постоянным током любой полярности. Он производит очень тихую и плавную дугу.
- Железный рутиловый порошок (EXXX4) : Это покрытие очень похоже на рутиловые покрытия, упомянутые выше, за исключением добавления железного порошка. Если содержание железа составляет от 25 до 40 процентов, используется электрод EXX14. Если содержание железа составляет 50 процентов или более, используется электрод EXX24. Благодаря более низкому процентному содержанию железного порошка электрод можно использовать во всех положениях. Более высокий процент железа может использоваться только в плоском положении или для выполнения горизонтальных угловых швов. В обоих случаях скорость осаждения увеличивается в зависимости от количества железного порошка в покрытии.
- Низководородно-натриевые (EXXX5) : Покрытия, содержащие большое количество карбоната кальция или фторида кальция, называются электродами с низким содержанием водорода, известково-ферритным или основным типом электродов. В этом классе покрытий не используются целлюлоза, глины, асбест и другие минералы, содержащие связанную воду. Это необходимо для обеспечения минимально возможного содержания водорода в атмосфере дуги. Эти электродные покрытия запекаются при более высокой температуре. Семейство электродов с низким содержанием водорода имеет превосходные свойства металла сварного шва. Они обеспечивают самую высокую пластичность любого из месторождений. Эти электроды имеют среднюю дугу со средним или умеренным проплавлением. Они имеют среднюю скорость осаждения, но для достижения наилучших результатов требуются специальные методы сварки. Электроды с низким содержанием водорода должны храниться в контролируемых условиях. Этот тип обычно используется с постоянным током с положительным электродом (обратная полярность).
- Покрытие с низким содержанием водорода и калия (EXXX6) : Этот тип покрытия аналогичен покрытию с низким содержанием водорода и натрия, за исключением замены натрия калием для обеспечения дуговой ионизации. Этот электрод используется с переменным током и может использоваться с постоянным током, положительный электрод (обратная полярность). Дуга более плавная, но проплавление двух электродов одинаковое.
- Низководородно-калиевые (EXXX6) : Покрытия этого класса электродов аналогичны покрытиям с низким содержанием водорода, упомянутым выше. Однако в электрод добавляется железный порошок, и если его содержание превышает 35–40 процентов, электрод классифицируется как EXX18.
- Порошок железа с низким содержанием водорода (EXX28) : Этот электрод подобен EXX18, но содержит 50 или более процентов порошка железа в покрытии. Его можно использовать только при сварке в плоском положении или для выполнения горизонтальных угловых швов. Скорость осаждения выше, чем у EXX18. Покрытия с низким содержанием водорода используются для всех высоколегированных электродов. При добавлении определенных металлов в покрытия эти электроды становятся типами сплавов, где суффиксные буквы используются для обозначения состава металла сварного шва. Электроды для сварки нержавеющей стали также относятся к низководородному типу.
- Оксид железа-натрий (EXX20) : Покрытия с высоким содержанием оксида железа образуют наплавленный шов с большим количеством шлака. Это может быть трудно контролировать. Этот тип покрытия обеспечивает высокоскоростное нанесение и среднее проникновение с низким уровнем разбрызгивания. Полученный шов имеет очень гладкую поверхность. Электрод можно использовать только для сварки в плоском положении и для выполнения горизонтальных угловых швов. Электрод можно использовать с переменным током или постоянным током любой полярности.
- Железо-окисно-железный электрод (EXX27) : Этот тип электрода очень похож на железо-оксидно-натриевый, за исключением того, что он содержит 50 или более процентов железа. Увеличенное количество энергии железа значительно увеличивает скорость осаждения. Он может использоваться с переменным постоянным током любой полярности.
Существует множество типов покрытий, помимо упомянутых здесь, большинство из которых, как правило, представляют собой комбинации этих типов, но для специальных применений, таких как наплавка твердым сплавом, сварка чугуна и цветных металлов.
См. также : 6010 vs 6011 vs 6013 vs 7018 vs 7024
Хранение
Рисунок 5-32: Печь для сушки электродов
Электроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание и привести к пористости и трещинам в зоне сварки. Электроды, подвергавшиеся воздействию влажного воздуха более двух или трех часов, должны быть высушены путем нагревания в подходящей печи (рис. 5-32) в течение двух часов при 500°F (260°C).
После высыхания их следует хранить во влагонепроницаемом контейнере. Изгиб электрода может привести к отслоению покрытия от жилы. Электроды не следует использовать, если жила оголена.
Электроды с суффиксом «R» в классификации AWS имеют более высокую влагостойкость.
Типы электродов
Неизолированные электроды
Неизолированные сварочные электроды изготавливаются из проволоки, состав которой требуется для конкретных применений.
Эти электроды не имеют других покрытий, кроме тех, которые требуются для волочения проволоки. Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Неизолированные электроды используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен. Схема переноса металла через дугу оголенного электрода показана на рис. 5-29.
Перенос расплавленного металла голым электродом
Электроды с легким покрытием
Электроды для сварки со светлым покрытием имеют определенный состав.
На поверхность нанесено легкое покрытие путем мытья, погружения, нанесения кистью, распылением, галтовкой или протиранием. Покрытия улучшают характеристики потока дуги. Они перечислены под серией E45 в системе идентификации электродов.
Покрытие обычно выполняет функции, описанные ниже:
- Растворяет или восстанавливает примеси, такие как оксиды, сера и фосфор.
- Он изменяет поверхностное натяжение расплавленного металла, так что шарики металла, покидающие конец электрода, становятся меньше и чаще. Это помогает сделать поток расплавленного металла более равномерным.
- Повышает стабильность дуги за счет введения материалов, легко ионизирующихся (т. е. превращающихся в мелкие частицы с электрическим зарядом) в поток дуги.
- Некоторые легкие покрытия могут образовывать шлак. Шлак довольно тонкий и не действует так же, как шлак типа экранированного дугового электрода.
Рисунок 5-30: Дуговое действие, полученное с помощью электрода с легким покрытием
Защитная дуга или электроды с толстым покрытием
Защитная дуга или сварочные электроды с толстым покрытием имеют определенный состав, на который нанесено покрытие погружением или экструзией.
Электроды выпускаются трех основных типов:
- с целлюлозным покрытием
- с минеральными покрытиями
- те, чьи покрытия представляют собой комбинации минералов и целлюлозы
Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшим количеством калия, натрия или титана и, в некоторых случаях, с добавлением минералов.
Минеральные покрытия состоят из силиката натрия, оксидов металлов, глины и других неорганических веществ или их комбинаций.
Электроды с целлюлозным покрытием защищают расплавленный металл газовой зоной вокруг дуги и зоны сварки.
Электрод с минеральным покрытием образует шлаковый налет.
Электроды с защитной дугой или электроды с толстым покрытием используются для сварки сталей, чугуна и наплавки твердым сплавом. См. рисунок 5-31 ниже.
Рисунок 5-31: Действие дуги, полученное с помощью экранированного дугового электрода
Функции экранированной дуги или электродов с толстым покрытием
Эти сварочные электроды создают восстанавливающую газовую защиту вокруг дуги.
Предотвращает загрязнение металла сварного шва атмосферным кислородом или азотом.
Кислород легко соединяется с расплавленным металлом, удаляя легирующие элементы и вызывая пористость.
Азот вызывает хрупкость, низкую пластичность и, в некоторых случаях, низкую прочность и плохую коррозионную стойкость.
Они снижают содержание таких примесей, как оксиды, сера и фосфор, так что эти примеси не ухудшают качество наплавленного металла.
Они снабжают дугу веществами, повышающими ее стабильность. Это устраняет большие колебания напряжения, так что дуга может поддерживаться без чрезмерного разбрызгивания.
Уменьшая силу притяжения между расплавленным металлом и концом электродов или уменьшая поверхностное натяжение расплавленного металла, испарившееся и расплавленное покрытие заставляет расплавленный металл на конце электрода распадаться на мелкие, мелкие частицы.
Покрытия содержат силикаты, которые образуют шлак на расплавленном сварном шве и основном металле. Поскольку шлак затвердевает относительно медленно, он удерживает тепло и позволяет нижележащему металлу медленно охлаждаться и затвердевать. Это медленное затвердевание металла исключает попадание газов в сварной шов и позволяет твердым примесям всплывать на поверхность. Медленное охлаждение также оказывает эффект отжига на наплавленный металл.
Физические характеристики наплавленного металла изменяются за счет включения легирующих материалов в покрытие электрода. Флюсовое действие шлака также приводит к получению металла шва лучшего качества и позволяет проводить сварку на более высоких скоростях.
Вольфрамовые электроды
Неплавящиеся сварочные электроды для дуговой сварки вольфрамовым электродом в среде защитного газа (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий от 0,3 до 0,5 процента циркония.
Вольфрамовые электроды могут быть идентифицированы по типу окрашенными концевыми метками следующим образом.
- Зеленый – чистый вольфрам.
- Желтый – 1 процент тория.
- Красный – 2% тория.
- Коричневый – от 0,3 до 0,5 процента циркония.
Электроды из чистого вольфрама (99,5% вольфрама) обычно используются при менее критичных сварочных операциях, чем электроды из вольфрама, который является легированным. Этот тип электрода имеет относительно низкую токонесущую способность и низкую устойчивость к загрязнениям.
Торированные вольфрамовые электроды (1 или 2 процента тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой пропускной способности по току, более длительного срока службы и большей устойчивости к загрязнению.
Вольфрамовые сварочные электроды, содержащие от 0,3 до 0,5% циркония, обычно занимают промежуточное положение между чисто вольфрамовыми электродами и торированными вольфрамовыми электродами с точки зрения рабочих характеристик. Тем не менее, есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.
Более точное управление дугой может быть достигнуто, если электрод из вольфрамового сплава заточен до точки (см. рис. 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить достаточную стабильность дуги. Вольфрамовые электроды трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги от прикосновения является стандартной практикой. Сохранение формы электрода и уменьшение вольфрамовых включений в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при использовании контактного пуска.
Рисунок 5-33: Правильный конус вольфрамового электрода
Выступ сварочного электрода за пределы газовой камеры определяется типом свариваемого соединения. Например, расширение за пределы газового колпачка на 1/8 дюйма (3,2 мм) может использоваться для стыковых соединений тонколистового материала, в то время как расширение примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм) может потребоваться для некоторых угловых швов. Вольфрамовый электрод горелки должен быть слегка наклонен, а присадочный металл должен добавляться осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. Если загрязнение все же произошло, электрод необходимо снять, заново заточить и заменить в горелке.
Электроды для дуговой сварки постоянным током
При использовании определенного типа сварочного электрода необходимо следовать рекомендациям производителя. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (отрицательный электрод), либо для обоих. Многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток предпочтителен для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
В большинстве случаев электроды с прямой полярностью обеспечивают меньшее проплавление, чем электроды с обратной полярностью, и по этой причине обеспечивают более высокую скорость сварки. Хорошее проплавление может быть получено при использовании любого типа сварки при надлежащих условиях сварки и манипулировании дугой.
Электроды для дуговой сварки на переменном токе
Доступны электроды с покрытием, которые можно использовать как с постоянным, так и с переменным током. Переменный ток более предпочтителен при сварке в ограниченных зонах или при использовании высоких токов, необходимых для толстых профилей, поскольку он уменьшает дугу. Дуга дуги вызывает пузыри, шлаковые включения и непровар в сварном шве.
Переменный ток используется при сварке атомарным водородом и в тех процессах с угольной дугой, которые требуют двух угольных электродов. Это обеспечивает равномерную скорость сварки и расход электрода. В угольно-дуговых процессах, где используется один угольный электрод, рекомендуется постоянный ток прямой полярности, потому что электрод будет расходоваться с меньшей скоростью.
Дефекты электродов и их последствия
Если в покрытиях электродов присутствуют определенные элементы или оксиды, это повлияет на стабильность дуги. В неизолированных электродах состав и однородность проволоки являются важным фактором контроля стабильности дуги. Тонкие или толстые покрытия на электродах не могут полностью устранить последствия дефекта проволоки.
Алюминий или оксид алюминия (даже при наличии 0,01 процента), кремний, диоксид кремния и сульфат железа неустойчивы. Оксид железа, оксид марганца, оксид кальция и стабилизируют дугу.
Когда в электроде содержится более 0,04 процента фосфора или серы, они ухудшают состояние металла сварного шва, поскольку переносятся с электрода в расплавленный металл с очень небольшими потерями. Фосфор вызывает рост зерен, хрупкость и «хладноломкость» (т. е. хрупкость при температуре ниже красного каления) в сварном шве. Эти дефекты увеличиваются по мере увеличения содержания углерода в стали. Сера действует как шлак, нарушает прочность металла шва и вызывает «горячую коррозию» (т. е. хрупкость при температуре выше красного каления). Сера особенно вредна для неизолированных электродов из низкоуглеродистой стали с низким содержанием марганца. Марганец способствует образованию прочных сварных швов.
Если термическая обработка, учитывая проволочный сердечник электрода, неоднородна, электрод будет давать сварные швы хуже, чем сварные швы, полученные с электродом того же состава, который был должным образом термически обработан.
Скорость наплавки
Различные типы электродов имеют разную скорость наплавки из-за состава покрытия. Электроды, содержащие железный порошок в покрытии, имеют самые высокие скорости осаждения. В Соединенных Штатах доля железа в покрытии составляет от 10 до 50 процентов. Это основано на зависимости количества железного порошка в покрытии от массы покрытия. Это показано в формуле:
Эти проценты связаны с требованиями спецификаций Американского общества сварщиков (AWS). Европейский метод определения мощности железа основан на сравнении массы наплавленного металла с массой израсходованной проволоки с неизолированным сердечником. Это показано следующим образом:
Таким образом, если бы вес наплавки был в два раза больше веса жилы, это означало бы 200-процентную эффективность наплавки, даже если количество железного порошка в покрытии составляло лишь половину от общего депозита. 30-процентная формула мощности железа, используемая в Соединенных Штатах, обеспечивает эффективность осаждения от 100 до 110 процентов при использовании европейской формулы. Силовой электрод с 50-процентным содержанием железа, рассчитанный по стандартам Соединенных Штатов, будет давать КПД примерно 150 процентов, используя европейскую формулу.
Неплавящиеся электроды
Типы
Существует два типа неплавящихся сварочных электродов.
- Углеродный электрод представляет собой металлический электрод без наполнителя, используемый при дуговой сварке или резке, состоящий из угольно-графитового стержня, который может быть покрыт или не покрыт медью или другими покрытиями.
- Вольфрамовый электрод определяется как металлический электрод без наполнителя, используемый для дуговой сварки или резки, изготовленный в основном из вольфрама.
Угольные электроды
Американское общество сварщиков не предоставляет спецификации для углеродных сварочных электродов, но есть военная спецификация, №. MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием».
В данной спецификации представлена система классификации, основанная на трех сортах: гладкий, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, информацию о длине и требования к допускам на размер, обеспечению качества, отбору проб и различным тестам. Области применения включают сварку угольной дугой, сварку двойной угольной дугой, углеродную резку, а также резку и строжку воздушной угольной дугой.
Сварочные электроды
Сварочные электроды различаются по:
- Размер : общие размеры 1/16, 5/64, 3/32 (наиболее распространенные), 1/8, 3/16, 7/32, 1/4 и 5/16 дюймов. Стержневая проволока, используемая с электродами, должна быть уже, чем свариваемые материалы.
- Материал : стержневые сварочные электроды изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащей железа (цветной) и специальных сплавов. )
- Прочность : относится к пределу прочности при растяжении. Каждый сварной шов должен быть прочнее свариваемого металла. Это означает, что материалы электрода также должны быть прочнее.
- Положение сварки (горизонтальное, плоское и т. д.): для каждого положения сварки используются разные электроды.
- Смесь железного порошка (до 60% во флюсе): железный порошок во флюсе увеличивает количество расплавленного металла, доступного для сварки (тепло превращает порошок в сталь).
- Мягкая дуга Обозначение : для более тонких металлов или металлов, которые не имеют идеальной посадки или зазора.
Схема сварочного электрода SMAW
Как описано выше, существует много видов электродов. Вот самые популярные электроды для сварки электродами (SMAW):
- E6013 и E6012 : Для тонких металлов и соединений, которые трудно соединяются друг с другом.
- E6011 : Хорошо подходит для работы на замасленных, ржавых или загрязненных поверхностях. Универсален тем, что работает с полярностью постоянного или переменного тока. Создает мало шлака, еще один большой плюс. Обратите внимание, что этот электрод не следует помещать в электродную печь.
- E6010 : Аналогично E6011, но работает только с постоянным током (DC). Обратите внимание, что этот электрод не следует помещать в электродную печь.
- E76018 и E7016 : Изготовлены из железного порошка во флюсе. Он создает прочные сварные швы, но имеет лужу, которая может создать некоторые проблемы с управлением для начинающих.
Тип, размер и сила тока – WeldPundit
Выбор электрода для сварки электродом может вызвать затруднения у начинающих и домашних сварщиков. Что нужно знать о выборе правильного типа электрода? Кроме того, как насчет правильного размера электрода и силы тока? Плюс диаграмма с размером стержня и силой тока на толщину металла.
Это руководство поможет вам понять основы выбора сварочных электродов.
Содержание
- Обзор электродов для электродуговой сварки
- На что обратить внимание перед выбором электрода для электродуговой сварки?
- Какие стержни наиболее распространены для домашней сварки?
- Как выбрать правильный размер сварочного электрода?
- Как выбрать силу тока электрода для электродуговой сварки?
- В двух словах
Большая часть статьи посвящена электродам (или стержням) из низкоуглеродистой стали и металлам, поскольку они наиболее популярны.
Обзор электродов для стержневой сварки
В двух словах, электроды для сварки низкоуглеродистых и низколегированных сталей имеют обозначение, которое указывает:
- Прочность на растяжение (Википедия), которая представляет собой силу растяжения, которую металл может выдержать до разрыва. .
- позиции сварки : плоская, горизонтальная, вертикальная (вверх или вниз) и потолочная.
- Флюс типа , покрывающий стержень:
- Целлюлозный . Подходит для открытых корневых соединений и грязных металлов. Стержни с таким флюсовым покрытием — E6010 и E6011.
- Рутил . Прост в использовании и подходит для тонких металлов. Стержни с таким флюсовым покрытием: E6012, E6013, E7014 и E7024.
- Основные или низководородные . Для тяжелых работ. Стержни с таким флюсовым покрытием: E7016, E7018 и E7028.
- Целлюлозный .
- Если в обозначении есть суффикс , это дает информацию о дополнительных легирующих элементах и/или содержании водорода в стержне.
Например, обозначение низководородного стержня Э7018-1:
- 70 указывает, что стержень имеет минимальную прочность на растяжение 70 000 фунтов на квадратный дюйм.
- 1 сварка во всех положениях.
- 8 имеет основное (или щелочное) флюсовое покрытие с добавлением железного порошка и низким содержанием водорода.
- -1 , что в нем больше марганца, чем в обычном E7018.
Обозначения стержней из других металлов, таких как нержавеющая сталь или чугун, указывают на химический состав.
Например, обозначение стержня из нержавеющей стали E316L-15:
- 316 указывает на количество хрома и никеля и общую коррозионную стойкость металла конечного шва.
- L , металл шва имеет пониженное содержание углерода для улучшения свариваемости.
- Суффикс -15 указывает на то, что стержень имеет основное флюсовое покрытие.
В Weldpundit уже есть статья о стержневых сварочных электродах , чтобы ознакомиться с ними.
Электроды для стержневой сварки
На что следует обратить внимание перед выбором типа электрода для стержневой сварки?
При выборе лучшего сварочного электрода для конкретной работы необходимо учитывать множество факторов. Некоторые факторы легко выяснить, например, положение сварки. Однако некоторые другие, например, не идентифицируют тип металла.
Давайте начнем с вашего опыта и любых ограничений для вашего электродухового сварщика.
1. Ваш опыт сварки
Если вы новичок в сварке электродами (SMAW), для ваших первых практических сварных швов и ваших первых сварочных проектов лучше выбрать рутиловые стержни, например, E6013 и E7014. Эти удилища прощают многие ошибки по сравнению с другими удилищами.
Когда вы станете более уверенными, вы сможете сваривать целлюлозными прутьями, например, Э6011 и низководородными прутьями, например, Э7018. Их труднее сваривать, но они более полезны.
2. Тип тока, который выдает ваш сварочный аппарат
Большинство сварочных аппаратов выдают переменный ток (AC) или постоянный ток (DC). Некоторые сварщики могут предоставить и то, и другое. В соответствии с этим у вас могут быть ограничения на использование стержней.
Если у вас есть сварочный аппарат, вырабатывающий переменный ток, вы можете использовать самые популярные низкоуглеродистые стержни, кроме E6010.
Если у вас есть современный инверторный источник питания постоянного тока, вы все равно не сможете использовать стержни E6010. Старые сварочные аппараты постоянного тока, которые больше и тяжелее, могут без проблем сжигать E6010.
Некоторые популярные стержни для нержавеющей стали, алюминия, чугуна или твердосплавного покрытия работают только с постоянным током.
DC всегда дает лучшие результаты, чем AC. За исключением случаев, когда вы свариваете намагниченные металлы.
3. Какое напряжение холостого хода (OCV) может выдать ваш сварочный аппарат
OCV — это напряжение между стержнем и рабочим зажимом (или заземляющим зажимом) до того, как загорится дуга. Проверьте заднюю сторону сварочного аппарата или руководство, чтобы узнать, сколько OCV он предлагает.
Доступные сварочные аппараты мощностью не более 50В. Это напряжение низкое, и вы можете использовать только рутиловые стержни. Если OCV больше 70В, можно сжигать основные и целлюлозные стержни.
Кроме того, для работы большинства стержней из нержавеющей стали, чугуна и т. д. требуется высокое значение OCV.
4. Диапазон силы тока, который может выдавать ваш сварочный аппарат
Другим фактором, который следует учитывать при выборе электродов, является диапазон тока вашего сварочного аппарата, который должен охватывать диапазон тока электрода.
Диапазон силы тока стержня зависит не только от диаметра стержня, но и от типа флюса.
Например, со сварочным аппаратом мощностью 50–200 ампер нельзя использовать 1/16-дюймовый (1,6 мм) стержень E6013 с диапазоном 20–40 ампер. Ни 3/16-дюймовый (4,8 мм) стержень E7018 с диапазоном 200-275 ампер.
5. Какой металл вы будете сваривать
Тип металла, который вы хотите сварить, является наиболее важным фактором при выборе электрода. Если вы не знаете, с каким типом металла вы имеете дело, у Weldpundit есть подробная статья об идентификации металла.
Определить металл не очень просто, если вы новичок. Если вы ошибетесь и используете не тот стержень, у вас будут дефекты сварки и сварной шов, который может разрушиться в будущем.
Если у вас есть сомнения, вам следует обратиться за помощью к опытному сварщику, другому слесарю или поставщику для идентификации.
Однако, если вам нужно сваривать незнакомые металлы, для этой работы есть стержни, о которых будет рассказано далее в статье.
Основные типы металлов, которые можно сваривать электродами:
- Низкоуглеродистая сталь (или мягкая сталь). Этот металл на сегодняшний день является самой распространенной, доступной и свариваемой сталью. Чтобы выбрать стержень для низкоуглеродистой стали, необходимо, чтобы он соответствовал пределу прочности на растяжение. Вы можете использовать все распространенные низкоуглеродистые удилища, например, E6011, E6013 и E7014. Но при желании можно использовать и обычные низководородные стержни, например, Е7018.
- Нержавеющая сталь. Выбирая стержень для нержавеющей стали, вы делаете это в соответствии с его химическим составом. Прочность на растяжение второстепенна и не входит в обозначение стержня.
- Углеродистая сталь с содержанием углерода более 0,40% . Здесь вы выбираете стержень по прочности на разрыв, но используете только сухие стержни с низким содержанием водорода. Если вы используете обычные стержни или стержни с низким содержанием водорода, подверженные воздействию влаги, захваченный водород растрескает сварной шов, если он выдержит нагрузку.
- Стали низколегированные. Эти металлы представляют собой низкоуглеродистые стали, но с дополнительными легирующими элементами. Для низколегированных сталей вы соответствуете пределу прочности при растяжении и условиям эксплуатации каждого типа. Низколегированные стержни представляют собой стержни с низким содержанием водорода с необходимыми легирующими элементами в их флюсовом материале. Например, E7018-A1 содержит молибден для обеспечения высокой термостойкости.
- Чугун. С чугуном все сложнее, потому что нужно правильно идентифицировать каждый тип и учитывать условия его эксплуатации. Сваривать чугун можно прутьями, которые могут относиться к разным категориям. Например, чугунные стержни или стержни для никелевых сплавов.
- Алюминий. Этот металл плохо поддается сварке даже очень опытным сварщикам. Если вы хотите получить пруток для алюминия, он должен соответствовать серии, к которой относится заготовка.
6. Прочность металла на растяжение
При выборе стержней для углеродистой стали самое главное правильно подобрать прочность металла на растяжение. Прочность на растяжение стержней из углеродистой стали указывается в первых двух, а иногда и в трех цифрах их обозначения.
Наиболее распространенными металлами являются мягкие стали с пределом прочности при растяжении около 60 000 фунтов на квадратный дюйм (или 60 тысяч фунтов на квадратный дюйм) в зависимости от их марки.
В большинстве сварочных прутков упоминается, что они имеют предел прочности при растяжении 60 тыс.фунтов/кв.дюйм, но они намного больше, около 10% или даже больше. В результате они могут работать с большинством марок низкоуглеродистой стали, так что вам не о чем беспокоиться.
Однако некоторые марки мягкой стали могут иметь более высокую прочность на растяжение, которую не могут обеспечить стержни E 60 XX. Это не является чем-то необычным для холоднокатаной мягкой стали. Для этих металлов вы выбираете стержни с пределом прочности на растяжение 70ksi (на самом деле около 80ksi).
7. Назначение сварки
Если вы хотите сварить приспособления для дома, которые будут удерживать статический вес, например, сварочные тележки, столы или полки, то рутиловых стержней более чем достаточно. Даже если металл толстый и тяжелый.
Если сварка предназначена для более сложных условий. Например, если он подвергается воздействию низких температур или подвергается сильным ударам, для его сварки необходимы стержни с низким содержанием водорода.
Металл шва низководородных стержней обладает повышенными механическими свойствами, например пластичностью. Пластичность – это то, как долго металл шва может растягиваться, не ломаясь.
Особые условия эксплуатации
Если сварка работает в очень суровых условиях, вам потребуется стержень с низким содержанием водорода и легирующими элементами, соответствующими этим условиям.
Например, вы хотите сваривать оборудование, подвергающееся воздействию очень низких температур, например, на открытом воздухе при -40°F (-40°C). Стержень E7018-1 с низким содержанием водорода наплавляет металл сварного шва, пригодный для работы в этих условиях.
Если вы используете целлюлозные или, что еще хуже, рутиловые стержни, металл сварного шва станет хрупким и сломается при ударе.
8. Положение сварки
Если вы хотите сваривать в вертикальном или потолочном положениях, вам понадобится стержень с цифрой «1» в обозначении, например, Е70 1 8.
Наиболее распространенные стержни для сварки во всех положениях, но большинство из них не подходят для вертикальной сварки вниз, даже если они указывают на сварку во всех положениях.
Все основные стержни не подходят для сварки вертикально вниз. Рутиловые стержни диаметром 1/8 дюйма и тоньше можно сваривать вертикально вниз, а более толстые — нет. Чтобы быть уверенным, проверьте их упаковку, допускают ли они вертикальное опускание.
Если в обозначении стержня стоит цифра «2», например, E70 2 4, можно сваривать в горизонтальном положении. Вы можете использовать эти стержни для угловых швов (2F) в горизонтальном положении, но не для швов с разделкой кромок (2G).
Если вам нужны универсальные удилища, способные двигаться вертикально вниз, выберите удилища из целлюлозы.
9. Состояние поверхности заготовки
Если на заготовке (или основном металле) есть покрытия, например, оцинкованная сталь, краска, ржавчина или другие виды загрязнений, их следует удалить.
Однако, если вам нужно сваривать металлы без их очистки, вам следует использовать стержни с самой сильной дугой. Целлюлозные стержни создают самую сильную дугу. Эти стержни могут прожигать покрытия и эффективно проникать в корродированный металл.
Рутиловые или даже более простые стержни имеют проблемы с покрытыми или грязными поверхностями и требуют чистого металла для хорошей работы.
10. Толщина заготовки
Рутиловые стержни больше подходят для сварки тонких металлов, например, менее 1/8″ (3,2 мм), потому что они создают мягкую дугу, которая не проникает глубоко. Таким образом, вы предотвратите продувание металла.
Низкоуглеродистая сталь толщиной более 0,75 дюйма (19 мм) больше не является низкоуглеродистой сталью. Для сварки всегда следует использовать сухие стержни с низким содержанием водорода.
11. Подгонка шва
Если вы свариваете стыки с плотной подгонкой, например, квадратные стыки без зазора и фаски, то больше подходят целлюлозные стержни. Эти стержни обеспечивают проникновение на 60-70% глубже, чем рутиловые или базовые стержни.
Используйте рутиловые стержни, если соединение имеет большой или неравномерный зазор. Вместо того, чтобы прожечь металл, их мягкая дуга закроет щель.
Вы можете использовать базовые стержни, если заготовка большая и тяжелая со сложным или ограниченным соединением. Основные стержни создают пластичные сварные швы, способные выдерживать большие нагрузки.
12. Ожидаемая деформация
При сварке выделяется много тепла, что вызывает деформацию, что приводит к деформации заготовки. При сварке тонких металлов, например листового металла, деформации очень трудно избежать.
Для таких ситуаций было бы лучше, если бы у вас была удочка с очень гладкой дугой, но не сильной. Это означает рутиловые стержни вместо целлюлозных или основных стержней.
Рутиловые стержни также могут работать с DC-. Этот тип тока будет фокусировать тепло на стержне, а не на заготовке. Это поможет уменьшить искажения.
13. Внешний вид сварного шва
Если важен внешний вид сварного шва, вот низкоуглеродистые стержни от лучшего к худшему.
- Стержни быстрого заполнения , например, E7024 и E7028. Эти стержни создают очень толстое шлаковое покрытие, препятствующее быстрому охлаждению расплавленного металла. Это предлагает самые красивые бусы. Кроме того, шлак легко удаляется без особых усилий.
- Стержни Fill-Freeze , например, E7018, E7014 и E6013. Их шлаковое покрытие достаточно толстое, чтобы обеспечить красивый валик, и его легко удалить без особых усилий.
- Быстрозамораживающие стержни , например, Е6010 и Е6011. Эти стержни создают тощий шлак на борте. Из-за этого расплавленный металл застывает, не успев получить гладкую поверхность. Кроме того, без многократного применения отбойного молотка шлак не отделяется, что ухудшает внешний вид валика.
14. Производительность и количество сварочных проходов
Сварка электродом — медленный процесс. Если у вас много работы, стержни с добавлением железа во флюс могут ускорить процесс. Например, вместо E6013 можно выбрать E7014 или, что еще лучше, E7024.
Если вы хотите выполнить многопроходную сварку, целлюлозные стержни могут замедлить процесс. Они производят шлак, который нелегко удалить и который требует тщательной очистки между проходами. Кроме того, в их флюсе нет большого количества железного порошка.
Для этих сварных швов лучше всего использовать целлюлозные стержни только для корневого шва. После этого используйте другие стержни с высоким содержанием железного порошка, чтобы заполнить шов.
15. Стоимость сварки
Вы всегда должны выбирать стержень, который соответствует требованиям проекта, но при этом является наиболее эффективным с точки зрения затрат и времени.
Например, если вы используете мягкую сталь для сварки простой конструкции, вы можете использовать простую сталь E6013 вместо E7018 с низким содержанием водорода. Да, Е7018 прочнее, но дополнительные силы на такую работу тратятся впустую, стоят немного дороже, да и завести и перезапустить дугу новичку будет хлопотно.
Другим примером является использование стержня E316 для сварки заготовки из нержавеющей стали 304. Стержень из стали 316 обеспечивает превосходную коррозионную стойкость, которая теряется на заготовке из стали 304. Удилища 308 более чем достаточно, его легче найти и оно стоит дешевле.
Кроме того, стержни с тонкими диаметрами 1/16″ и 5/64″ стоят дороже, чем стержни обычного диаметра.
Стержни быстрого заполнения, такие как E7024, обеспечивают высокую производительность и могут сэкономить много времени, если вам предстоит много работы с более толстыми металлами.
Какие стержни наиболее распространены для домашней сварки?
Наиболее распространенными прутьями для электродуговой сварки являются E6011, E6013, E7024 и E7018 для углеродистых сталей. Эти стержни могут покрыть почти все потребности домашнего сварщика для мягкой стали.
Теперь давайте посмотрим, каково основное использование этих стержней для начинающих и домашних сварщиков.
E6011 для глубокого проплавления и грязных металлов
Стержень E6011 используется для сварки низкоуглеродистых сталей, где требуется дуга с глубоким проплавлением, когда металл грязный и когда металл шва должен быстро замерзнуть.
Стержень E6011 часто используется домашними сварщиками и идеально подходит для сварки следующих элементов:
- Открытые корневые швы.
- Соединения с плотной посадкой.
- Вертикальное положение вниз.
- Грязные металлы.
- Быстрое и надежное обслуживание наружного оборудования.
Однако сильная дуга затрудняет использование E6011 новичками. Кроме того, быстрозамерзающий металл сварного шва не дает красивых швов.
Существует также стержень E6010, аналогичный, но лучше, чем E6011. Однако, как уже упоминалось, большинство бытовых сварочных аппаратов с ним работать не могут.
E6013 для наиболее распространенных изделий
Стержневой стержень E6013 используется для сварки низкоуглеродистых сталей для некритических работ с очень удовлетворительными результатами. E6013 идеально подходит для сварки самых разных предметов домашнего обихода.
Стержни E6013 популярны, потому что:
- Они очень просты в использовании.
- Легко найти.
- Все сварочные аппараты могут сжечь их, потому что для их работы требуется низкое значение OCV.
- Они поддерживают как постоянный, так и переменный ток.
- Может сваривать очень тонкий металл.
- Они производят красивые бусы.
- Их легко хранить, нужно только защитить от чрезмерной влаги.
Однако стержни E6013 не обеспечивают хорошей видимости лужи и склонны к шлаковым включениям.
E7024 для более быстрой обработки крупных соединений
Стержень E7024 используется для наплавки большого количества металла сварного шва на толстую низкоуглеродистую сталь в плоском положении. Их высокое осаждение металла экономит много времени.
E7024 представляет собой рутиловый стержень, похожий на E6013 и E7014, но во флюсе содержится больше железного порошка. Не менее 50% флюса составляет железный порошок.
Добавленное железо делает E7024 быстро заполняемым стержнем и может наносить много металла сварного шва в стык. Кроме того, он предлагает самые красивые бусины и прост в использовании.
Однако этот стержень нельзя использовать для вертикальных, потолочных или горизонтальных стыковых швов. Также он не подходит для тонкого металла, например, тоньше 3/16″ (4,8 мм).
Наконец, вам нужен сварочный аппарат, способный выдавать большую силу тока для работы со стержнями E7024.
E7018 для трудносвариваемых металлов и соединений
Стержень E7018 используется для сварки низкоуглеродистых, низколегированных и некоторых трудносвариваемых сталей. E7018 также сваривает соединения, которые должны выдерживать нагрузки, которые другие типы стержней не могут выдержать.
Сварочные стержни E7018 являются основными (или низководородными) стержнями и подходят для тяжелых работ. Вы можете использовать их в сложных для сварки ситуациях, таких как следующие:
- Сталь с более высоким содержанием углерода, чем у мягкой стали.
- Стали простые низколегированные. За исключением случаев, когда содержание их сплава требует более подходящего стержня.
- Низкокачественная сталь с высоким содержанием серы. Основной флюсовый материал E7018 может справиться с этим.
- Сварные изделия, подвергающиеся постоянным или сильным ударам.
- Сварные швы, которые должны выдерживать удары при очень низких температурах.
- Большие соединения со сложной конструкцией или сильно ограниченные соединения, которые могут треснуть при сварке их стержнями из целлюлозы или рутила.
Основной флюс стержня Э7018 защищает металл шва от неметаллических включений, вызванных кислородом. Эти включения ослабляют металл шва. Базовый флюс также борется с примесями низкокачественной стали, такими как сера, которые могут привести к горячему растрескиванию.
Полученный металл шва обладает высокой пластичностью, способной выдерживать интенсивные остаточные напряжения, сильные удары, низкие температуры и т.д.
Сварка электродом с низким содержанием водорода
Уникальное преимущество E7018 заключается в том, что он содержит низкий уровень водорода. Водород внутри зоны термического влияния (ЗТВ) закаленной стали может вызвать растрескивание, если она подвергается сильным нагрузкам. ЗТВ — это обесцвеченная область рядом с буртиком.
Низкоуглеродистая сталь не может стать достаточно твердой, чтобы вызвать водородное растрескивание, за исключением случаев, когда ее толщина превышает 0,75 дюйма (19 мм). Все другие углеродистые стали с более высоким содержанием углерода или легирующих элементов могут становиться твердыми при сварке и требуют стержней с низким содержанием водорода.
Однако сварка с низким содержанием водорода является строгим процессом. Вы должны использовать стержни с низким содержанием водорода в течение 4 часов с момента открытия упаковки. После этого их необходимо повторно просушить в специальных печах для сварки электродов. Эти печи очень дорогие.
Для низководородной сварки также необходим правильный предварительный и последующий подогрев основного металла, совершенная техника сварки и т.д. Одним словом, низководородная сварка — это профессиональная работа.
Вы можете использовать стержни E7018 в домашних условиях для более прочных сварных швов, чем обычные сварные швы общего назначения, но не для критических работ с низким содержанием водорода. Критическая работа — это когда ломается соединение, в результате чего возникают травмы и повреждения тяжелого оборудования, например, при ремонте прицепов и строительных конструкций.
Сравнительная таблица самых популярных электродов для стержневой сварки
Вот сравнительная таблица наиболее известных сварочных электродов для низкоуглеродистой стали, чтобы получить краткий обзор.
| E6011 | E6013 | E7014 | E7024 | E7018 | |
|---|---|---|---|---|---|
| Power supply compatibility | 4 | 10 | 9 | 7 | 4 |
| Beginner friendly | 6 | 10 | 10 | 10 | 7 |
| Penetration | 10 | 5 | 6 | 5 | 7 |
| All position | 10 | 7 | 7 | – | 8 |
| Dirty metals | 9 | 4 | 5 | 4 | 3 |
| Sheet metal | 7 | 10 | 8 | – | 3 |
| Thin metal | 7 | 9 | 8 | 6 | 4 |
| Thick metal | 8 | 6 | 7 | 8 | 10 |
| Hard-to-weld metals | 5 | 3 | 3 | 4 | 10 |
| Appearance | 4 | 8 | 9 | 10 | 8 |
| Deposition rate | 4 | 5 | 6 | 10 | 6 |
| High fumes | 9 | 5 | 6 | 6 | 7 |
| Easy Storage | 9 | 7 | 7 | 7 | 2 |
Сравнительная таблица самых популярных электродов для электродуговой сварки
Как выбрать правильный размер электрода для электродуговой сварки?
После того, как вы выбрали правильный тип стержня, вы выбираете правильный размер.
Правильный размер стержня для дуговой сварки — это наибольший размер, который подходит для соединения, чтобы обеспечить надлежащее проплавление и плавление в сочетании с высоким наплавлением металла. Выбирая максимально возможный размер стержня, вы свариваете быстро, избегая при этом слишком сильного нагрева соединения.
Если размер стержня слишком мал, он может не обеспечить глубокого проникновения и сплавления с основным металлом. Шлаковые включения, представляющие собой шлак, застрявший в металле сварного шва, чаще встречаются при использовании стержней, слишком тонких для данной работы.
Для заполнения стыка вам придется сварить дополнительные проходы. Помимо потери времени на это, основной металл может деформироваться из-за чрезмерного нагревания соединения. Было бы лучше, если бы вы выжидали между каждым проходом, чтобы тепло спало.
Если стержень слишком толстый для соединения, дуга не достигнет корня. Вместо этого он прыгнет к ближайшему металлу.
В результате проникновение корня уменьшается или вообще отсутствует. Также под металлом шва могут быть шлаковые включения.
Суммарная толщина стержня и диаметр проволоки
Диаметр стержня представляет собой диаметр проволоки и не включает флюсовое покрытие. Толщина флюса зависит от количества образующегося шлака и добавленного железного порошка.
Разные типы стержней могут иметь одинаковый диаметр проволоки, но разную общую толщину.
Стержневые сварочные электроды с одинаковым диаметром проволоки, но разной общей толщиной
Стержни для быстрой наплавки имеют большое отношение флюса к диаметру проволоки, затем стержни для наплавки имеют среднее значение, и, наконец, стержни для быстрой заморозки имеют более тонкий флюс по сравнению с к проводу.
Например, стержень 1/8″ E7014 толще, чем 1/8″ E6013, и намного толще, чем 1/8″ E6010. Но он тоньше, чем 1/8-дюймовый стержень E7024. Каждый из них будет по-разному входить в один и тот же сустав.
Толщина основного металла
Как правило, для односторонних однопроходных стыковых швов с толщиной металла до 3/16″ выбирается сварочный пруток, который на одну ступень тоньше основного металла. Например, если основной металл 1/8″, вы выбираете стержень 3/32″.
Однако общее правило гибкое. Вы можете выбрать стержень толщиной примерно в половину толщины основного металла с хорошими результатами. Если стержень тоньше, то можно сваривать, но скорость наплавки металла неудовлетворительна.
Вы можете выбрать стержень той же толщины, что и основной металл, но используйте его с осторожностью. Тепло, попадающее в основной металл, может пройти сквозь металл и вызвать чрезмерную деформацию.
Новичку не следует выбирать стержень толще основного металла. В этой ситуации тепло, которое уходит в основной металл, слишком велико, что делает сварку невозможной.
Исключением является случай, когда вы хотите сваривать очень тонкие металлы, например, листовой металл 17 калибра (1,4 мм), в то время как самый тонкий стержень имеет толщину 1/16″ (1,6 мм). Но палочная сварка очень тонких металлов сложна и требует большого опыта, но дает плохие результаты.
Опытные сварщики могут использовать более толстые стержни для более тонких металлов, что полезно, поскольку тонкие стержни становятся все труднее найти и стоят дороже.
Если основной металл толще 3/16″ и для достижения полного провара при односторонней сварке, можно скосить стык, например, создав одно V-образное стыковое соединение. Затем вы свариваете соединение, используя стержни обычного размера. Пример следует позже.
Положение сварки
Положение сварки также важно при выборе размера стержня.
При сварке в вертикальном или потолочном положении вы выбираете стержень меньшего размера, чем в горизонтальном положении. Для вертикального положения вниз вы выбираете такой же, а иногда и более толстый размер стержня, чем для плоского положения.
Меньшие стержни создают меньшую лужу, которую легче контролировать.
Примеры выбора размера стержня
Вот два примера выбора размера стержня для стыковых сварных швов. Размеры стержней предназначены для стержней заполнения и замораживания, таких как E7018 и E6013. Квадратное стыковое соединение с открытым корнем
Допустим, вы хотите сварить квадратное стыковое соединение в плоском положении, а толщина основного металла составляет 1/8″ (3,2 мм). Вы можете оставить корневой зазор, равный половине толщины металла 1/16″ (1,6 мм), но не более того. Затем вы используете стержень 3/32″ (2,4 мм) для сварки.
Одинарное V-образное стыковое соединение
Если вы хотите сварить металл толщиной 1/4″ (6,4 мм), вы должны сделать фаски под углом 30 градусов. Затем оставьте корневую поверхность (или площадку) длиной 3/32 дюйма и корневой зазор длиной 1/16 дюйма. Это одинарное V-образное стыковое соединение.
Вы привариваете корень стержнем 3/32″. После этого вы можете заполнить остальную часть соединения стержнями 1/8″ (3,2 мм) или 5/32″ (4 мм).
Если вы используете целлюлозные стержни, всегда предпочтительнее оставлять тонкий корневой зазор, как в предыдущем примере, поскольку они проникают глубже. С другими стержнями вы можете оставить корневой зазор, равный поверхности корня, но не более того.
Какие размеры стержней наиболее распространены?
Наиболее распространенные размеры прутков для дуговой сварки: 3/32″ (2,4 мм), 1/8″ (3,2 мм) и 5/32″ (4 мм). Этих размеров достаточно для сварки наиболее распространенных проектов с помощью стержневой сварки.
Прутки малого диаметра, например, 1/16″ (1,6 мм) и 5/64″ (2 мм), сложнее сваривать, чем стержни обычных размеров.
Это потому, что вы используете эти диаметры для заготовок тоньше 1/8″ (3,2 мм), что является наименьшим рекомендуемым размером для сварки методом дуговой сварки.
Кроме того, стержни малого диаметра склонны вибрировать на конце, и для этого требуется очень твердая рука. Наконец, их труднее найти и они дороже.
Стержневые стержни 3/16″ и больше используются для очень толстых и больших заготовок, которые не являются обычными и требуют большого опыта для сварки. Они создают большую лужу, которую трудно контролировать.
Кроме того, для больших стержней вам понадобится сварочный аппарат, способный выдавать большую силу тока. Вероятно, трехфазное электропитание.
Наконец, с увеличением диаметра стержня возрастает и опасность сварки. Вы будете иметь дело с большим количеством тепла, УФ-лучей, сварочного дыма, брызг, шума и т. д.
Как выбрать силу тока для электрода для электродуговой сварки?
После того, как вы выбрали правильный тип и размер, вы выбираете правильную силу тока для стержня.
Вы выбираете силу тока электрода для сварки стержнем, устанавливая ее достаточно высокой, чтобы получить наилучшее проплавление и плавление для выполняемой работы, всего за один шаг до того, как слишком много тепла приведет к дефектам.
При сварке требуется наилучшее проплавление и сплавление металлов, с которыми вы работаете. Чтобы достичь этих результатов, вы устанавливаете высокую силу тока, чтобы выделить достаточно тепла, чтобы расплавить стержень, металлы и смешать их.
Тип флюса влияет на силу тока, необходимую для расплавления стержня, в первую очередь на дополнительный железный порошок. В сочетании с диаметром стержня существует диапазон силы тока, в котором стержень может работать эффективно.
Например, 3/32″ E7018 имеет диапазон силы тока 70–110 А, а 3/32″ E6011 — 60–90 А.
Если установить силу тока ниже диапазона, дуга будет только искрить, а стержень прилипнет к металлу.
Если сила тока выше диапазона, дуга будет действовать и звучать слишком агрессивно, флюс будет поврежден до того, как сгорит, а стержень станет красным во время сварки.
Что является хорошей отправной точкой для силы тока?
Поскольку вы выбрали правильный тип и размер стержня для имеющегося основного металла, давайте рассмотрим хорошую отправную точку для выбора силы тока для обычных сварных швов.
Предположим, вы свариваете галтель в горизонтальном положении (2F), установите силу тока, равную среднему диапазону силы тока стержня. Если вы свариваете стыковой шов в горизонтальном положении (1G), вы устанавливаете силу тока несколько ниже.
Например, 1/8″ E7014 имеет диапазон силы тока 100-150. Идеальный пусковой ток этого стержня для сварки 2F составляет 125 А.
Эта сила тока предотвратит прилипание стержня, скорость плавления будет высокой, а тепла будет более чем достаточно для хорошего плавления. В то же время не будет никаких побочных эффектов от слишком большого количества тепла.
Следуя этому общему правилу, вы точно настраиваете силу тока, учитывая следующие факторы.
Размер основного металла
Тонкие и маленькие детали не могут выдержать сильного нагрева, так как он насыщает металл и приводит к деформации. Даже если размер стержня правильно подходит к соединению, необходимо снизить силу тока.
Если у вас очень большая и толстая заготовка, она будет поглощать тепло с высокой скоростью. Это приведет к плохому проникновению и шлаковым включениям. По этим причинам вы устанавливаете силу тока выше.
Температура основного металла
Если температура основного металла очень низкая, это похоже на сварку с меньшей силой тока. Дуга не загорится легко, и стержень прилипнет к основному металлу. Чтобы предотвратить это, вы устанавливаете силу тока немного выше или предварительно нагреваете основной металл.
Если температура основного металла слишком высока из-за какой-либо предыдущей сварки, это похоже на сварку с более высокой силой тока. Основной металл перегреется и станет красным, особенно когда вы дойдете до конца соединения. Чтобы избежать этого, вы уменьшаете силу тока.
Положение сварки
Как и при выборе размера стержня, положение сварки очень важно при установке силы тока. Вы используете разную силу тока для разных положений сварки для одного и того же размера стержня.
Следует заметить, что когда вы точно настраиваете силу тока, вы не увеличиваете или меньше нагреваете заготовку. То, чего вы пытаетесь достичь, — это сварка с тем же нагревом, что и в плоском положении.
При сварке в положении потолочное тепло поднимается вверх и концентрируется на металле. Это похоже на то, что вы свариваете с более высокой силой тока. Лужа станет слишком жидкой и не останется в суставе. Для верхнего положения вы снижаете силу тока примерно на 5%.
Для положения вертикально вверх после выбора более тонкого стержня сила тока снижается на 10 %, чтобы предотвратить перегрев ванны и заготовки.
Когда вы свариваете вертикально вниз , вы устанавливаете силу тока выше примерно на 10-15%. Это потому, что вы свариваете с высокой скоростью сварки, и стержень должен плавиться достаточно быстро.
Тип соединения и подгонка
При сварке углов требуется более высокая сила тока, чем при сварке встык.
В зависимости от размера корневого зазора и торца, а также размера стержня сила тока может быть на 10-20 % ниже, чем обычно для швов с открытым корнем. Тем самым вы избежите прокола металла. Для любых дополнительных проходов требуется типичная сила тока для стержня.
Для сварки внешних угловых соединений требуется еще меньшая сила тока.
Соединения с плотной посадкой требуют большей силы тока, а соединения с очень широкой или неровной посадкой требуют меньшей силы тока.
Тип тока
Если вы свариваете на переменном токе, вы устанавливаете силу тока выше (10%), чем на постоянном токе. Это связано с тем, что переменный ток меняет направление с большой скоростью, и между каждым циклом происходит перепад тепла.
Функция форсирования дуги
Современные инверторные сварочные аппараты поддерживают функцию форсирования дуги или копания. Когда вы устанавливаете высокое значение силы дуги, источник сварочного тока увеличивает силу тока, если длина дуги сокращается.
Сила дуги полезна, поскольку предотвращает прилипание стержня к основному металлу, если вы протолкнете стержень в соединение.
Однако использование силы дуги похоже на сварку с более высокой силой тока. Поэтому, если вы установите высокое значение силы дуги, вы должны учитывать это при выборе силы тока стержня.
Как определить, слишком ли мала или высока сила тока при сварке электродом?
Во-первых, имейте в виду, что значения силы тока в статьях, видеороликах и таблицах являются приблизительными, чтобы дать вам хорошее начало.
Большая проблема в том, что все сварочные аппараты отображают силу тока по-разному. Более дорогие машины более надежны.
Например, вы настроили один сварочный аппарат на 100А, а на самом деле он дает вам 85А. Вы устанавливаете другой на 100 А, и он дает вам 95 А.
Кроме того, многие сварочные аппараты с двойным напряжением выдают различную силу тока в зависимости от напряжения, которое вы подключаете к ним.
Например, вы установили ручку управления сварочного аппарата на 150 А, но сварочный аппарат будет выдавать 120 А при подключении к сети 120 В и 160 А при подключении к сети 240 В. Прочтите руководство для сварщика или обратитесь по этому поводу к производителю.
Только надежный амперметр (Википедия) может показать реальную силу тока. Если вы хотите использовать его со сварочным аппаратом постоянного тока, убедитесь, что амперметр может работать с постоянным током.
Кроме того, все сварщики используют разное напряжение дуги для одного и того же размера стержня и силы тока. Напряжение дуги не влияет на нагрев напрямую, как сила тока, но оно напрямую влияет на температуру.
Наконец, вы можете ошибиться в расчете коэффициента выбора силы тока и получить неправильную силу тока.
Вы должны сразу понимать, если вы свариваете с неправильной силой тока, чтобы избежать дефектов.
Имея достаточный опыт, вы можете быть уверены в правильности силы тока для выполняемой работы.
Вы узнаете правильную силу тока по внешнему виду и поведению лужи в сочетании со звуком дуги.
При сварке с малой силой тока
- Вам будет труднее зажечь дугу.
- Стержень прилипает во время сварки.
- Дуга выглядит тусклой и слабой.
- Дуга будет звучать слабо и непоследовательно.
- Лужа будет узкой, маленькой и не будет хорошо смачиваться.
- Расплавленный шлак будет темнее обычного.
- Скорость движения ниже оптимальной.
- Последний валик будет высоким и узким с плохим сплавлением.
При сварке с высокой силой тока
- Дуга будет звучать нестабильно и выглядеть очень ярко.
- Лужа будет слишком широкой, текучей и трудноуправляемой.
- Расплавленный шлак будет иметь более длинный хвост и будет более красным, чем обычно.
- Скорость движения выше оптимальной.
- Будет больше брызг.
- Буртик будет слишком широким и плоским с некоторым подрезом.
Полезный совет для новичков — проверить силу тока на подобном металлоломе, чтобы найти правильную силу тока. После этого можно сваривать заготовку без дефектов.
Таблица с диапазоном силы тока популярных сварочных электродов
Полезная таблица с размерами и диапазоном силы тока популярных сварочных электродов. Диапазон силы тока удилища каждого производителя немного отличается. Вы всегда должны проверять упаковку удилища, чтобы точно знать диапазон.
| Stick rod | 1/16″ 1.6mm | 5/64″ 2.0mm | 3/32″ 2.4mm | 1/8″ 3.2mm | 5/32″ 4.0 mm | 3/16″ 4.8mm |
|---|---|---|---|---|---|---|
| E6010 | – | – | 60-90 | 75-130 | 120-165 | 160-195 |
| E6011 | 25-40 | 35-65 | 60-90 | 75-130 | 120-165 | 160-195 |
| E6013 | 25-50 | 40-70 | 65-95 | 85-135 | 125-175 | 175-215 |
| E7014 | – | – | 75-105 | 100-150 | 135-200 | 185-240 |
| E7018 | – | – | 70-110 | 90-160 | 130-220 | 170 -270 |
| E7024 | – | – | – | 130-160 | 165-225 | 210-290 |
| E308L-16 | – | 25-55 | 50-85 | 70-115 | 95-145 | 135-180 |
| ENiFe-CI | – | – | 70-85 | 85-110 | 110-140 | 120-160 |
| E4043 | – | – | 50-80 | 70-120 | 110-150 | – |
Диапазон силы тока сварочных электродов в зависимости от диаметра проволоки DC+
Примеры выбора силы тока и палочки
Теперь несколько примеров выбора силы тока. Сила тока указана для угловых швов. Для стыкового шва с открытым корнем уменьшите силу тока, чтобы избежать продувки металла.
Для сварки заготовки 3/16″ толщиной стержнем 1/8″ E6011 :
- Для горизонтального использования 100A.
- Для вертикального спуска используйте скорость 115 А и выше.
- Для установки вертикально вверх используйте более тонкий стержень 3/32″ и 65A.
Для сварки заготовки 3/32″ толщиной стержнем 3/32″ E6013 (они имеют одинаковую толщину):
- Для горизонтального использования 65A.
- Для установки вертикально вниз используйте 75A.
- Для установки вертикально вверх используйте более тонкий стержень 5/64″ и 40A.
Для сварки заготовки 3/16″ толщиной с стержнем 3/32″ E7018 :
- Для горизонтального использования 95A. Или вы можете использовать более толстый стержень 1/8 дюйма и 130 А для более быстрой сварки.
- Для установки вертикально вверх используйте 75A.
- С этим стержнем нельзя выполнять сварку вертикально вниз.
Таблица с указанием силы тока штанги на толщину металла в калибре, дюймах и мм.
Рекомендуемая сила тока предназначена для присадочных швов тройников и полярности DC+. С опытом вы можете использовать более толстые стержни с большей силой тока для более быстрого результата.
| Обозначение | Толщина металла | Размер стержня | AMPS | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| E6011 | 13 GA / .093 ″ (2,4 мм) | 5/644.093 ″ (2,4 мм) | 5/644.093 ″ (2,4 мм) | 5/644.0m3 ″ (2,4 мм) | 5/644 ″ / .093 ″ (2,4 мм) | 5. 093. | 11 GA/.125 ″ (3,2 мм) | 3/32 ″ (2,4 мм) | 70 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6011 | .188 ″ (4,8 мм) 9069 | 95 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6011 | 0,250″ (6,4 мм) | 1/8″ | 115 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6011 | .312 ″ (8,0 мм) | 5/32 ″ (4 мм) | 145 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 145 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6011 | 145 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6011 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 165 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6013 | 13 ga / .093″ (2.4 mm) | 5/64″ (2 mm) | 55 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6013 | 11 ga / .125″ (3.2 мм) | 3/32″ (2,4 мм) | 80 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6013 | 0,188″ (4,8 мм) | 1/8 ″ (3,2 мм) | 100 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E6013 | .250 ″ (6,4 мм) | 1/8 ″ | 120 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/32″ (4 mm) | 150 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E7018 | 11 ga / . 125 (3.2 mm) | 3/32″ (2.4 mm) | 80 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E7018 | 0,188″ (4,8 мм) | 3/32″ | 95 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E7018 | .250″ (6.4 mm) | 1/8″ (3.2 mm) | 125 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E7018 | .312″ (8.0 mm) | 1/8″ | 145 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E7018 | .375 ″ (9,5 мм) | 5/32 ″ (4 мм) | 175 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E7018 | .500 ″ (12,8 мм) | 5/32. сила тока стержня для угловых сварных швов на толщину металла в калибре, дюймах и мм.КороткоВыбор сварочного электрода для стержневой сварки немного сложен для новичков. Вот резюме. Стержни E6013, E6011 и, возможно, E7018 — это стержни, которые вы будете использовать для сварки низкоуглеродистой стали в качестве новичка. Убедитесь, что у вас есть сварочный аппарат, который может работать с двумя последними. Вы должны всегда выбирать размер стержня тоньше основного металла. Убедитесь, что размер стержня подходит для соединения, чтобы обеспечить глубокое проникновение в корень. Однако размер стержня также должен обеспечивать удовлетворительное осаждение металла. Установите высокую силу тока, всего за один шаг до того, как это может вызвать побочные эффекты в виде лужи или неустойчивого звука дуги. Другие статьи Weldpundit
4 основных типа покрытий сварочных электродов Машиностроительный заводВ этой статье мы рассмотрим 4 основных типа покрытий сварочных электродов. Прежде чем мы рассмотрим типы, давайте сначала разберемся с основами покрытий сварочных электродов. Что такое покрытие сварочного электрода?Покрытие электрода покрыто относительно качественным покрытием, нанесенным слоем толщиной от 1 до 3 мм. Масса такого покрытия составляет от 15 до 30 % от массы электрода. Большая часть сварки выполняется покрытыми электродами. Это ограничивает процесс медленной ручной операцией. Если флюсовое покрытие помещается внутрь длинной трубки, то электрод может быть в виде оголенной проволоки в виде катушки. Затем процесс экранированной дуги можно сделать непрерывным и автоматическим. Назначение покрытий электродов
Классификация покрытия электродовСтандарты классификации сварочных изделий различают несколько типов электродов с покрытием в зависимости от типа покрытия. Покрытие электрода всегда состоит из множества компонентов, выполняющих различные функции. Это МинеральныеМинеральные продукты, которые воздействуют на характеристики плавления, способствуют защите капель от окружающей атмосферы. Сварочная ванна, распадаясь на газообразные выбросы под действием тепла дуги и образуя шлак. Физико-химические характеристики оказывают большое влияние на эксплуатационные характеристики электрода. МеталлМеталлические изделия, которые соединяются с металлом в результате сплавления сердечника электрода. Это позволяет корректировать анализ металла шва для получения свойств, эквивалентных свойствам стали, используемой в сварном соединении. Органические материалы Органические материалы, добавляемые в небольших количествах в основные покрытия в качестве агента экструзии. СвязующиеСвязующие, которые позволяют получить прочное покрытие, прилипающее к металлическому сердечнику. Обычно бывают простые или сложные силикаты натрия, калия или лития. В промышленности наиболее часто используются следующие 4 основных типа покрытий сварочных электродов. Они
Рутиловый электрод Электроды рутилового типа обладают лучшими свойствами при использовании: очень хорошая стабильность дуги, перенос металла в виде мелких капель, что обычно приводит к меньшему уровню разбрызгивания и меньшему выбросу дыма, чем у основных электродов, очень хорошее смачивание валика и очень легкий перезапуск с холода. а. КислородСодержание кислорода в наплавленном металле может варьироваться в зависимости от природы и количества раскисляющих элементов, присутствующих в покрытии. Содержание кислорода не может быть снижено до уровня, которого можно достичь с помощью основного электрода. Это приводит к наиболее значительному содержанию включений и, следовательно, к более низкой энергии вязкого разрушения при ударных испытаниях. б. Титан Содержание титана в наплавленном металле нельзя регулировать, как хотелось бы, для оптимизации механических свойств. Действительно, поскольку шлак состоит в основном из элементов рутила (оксид титана TiO2), некоторое количество титана неизбежно переходит в наплавленный металл в различных количествах. По окислительно-восстановительным реакциям и обмену металл-шлак, происходящим в дуге и на границе со сварочной ванной. с. Ниобий и ванадийСодержание ниобия и ванадия в наплавленном металле не может быть снижено ниже определенного предела. Потому что эти элементы существуют в виде примесей в природных рутилах, используемых при производстве сварочных изделий. Использование синтетических рутилов, которые поэтому очень чистые, возможно, но не распространено. Потому что его стоимость значительно выше, чем у природного рутила. д. Диффузионный водород Содержание диффузионного водорода в сварных швах, выполненных электродами с рутиловым покрытием, всегда очень велико. Обычно это связано с добавлением органических материалов для облегчения экструзии и улучшения характеристик дуги. Таким образом, рутиловые электроды ценятся за их удобство в использовании и создание сварного шва, в то время как основные электроды необходимы, когда свариваемые соединения должны соответствовать строгим металлургическим стандартам качества. Основное или низководородное покрытие электрода Основное покрытие электрода состоит из карбонатов кальция и флюорита. Электроды с этим покрытием должны удовлетворять требуемым механическим свойствам сталей, которые они предназначены для сварки (прочность при растяжении, ударная вязкость, CTOD, ползучесть и т.д.). Многие аналитические комбинации позволяют получить искомые характеристики растяжения в наплавленном металле, но решения, которые удовлетворяют как характеристикам растяжения, так и характеристикам ударной вязкости, гораздо более ограничены. Кроме того, химический баланс, сохраняемый для электрода, должен быть максимально устойчивым, т. е. он должен удовлетворять различным требованиям, несмотря на вариации, присущие любому промышленному производству, в широком диапазоне условий сварки (термических циклов). Наконец, основной электрод должен быть сконструирован таким образом, чтобы содержание диффузионного водорода в наплавленном металле было как можно меньше, чтобы избежать любого риска холодного растрескивания при минимизации или даже исключении предварительного и последующего нагрева. Целлюлозное покрытие электрода Целлюлозное покрытие электрода состоит из органических материалов, в основном из целлюлозы. Целлюлозное покрытие электрода идентично рутиловому. Но основное отличие заключается в том, что процент диоксида титана (Tio2) меньше в целлюлозном покрытии. Когда целлюлоза горит, в результате выделяется смесь водорода и монооксида углерода. При одинаковой толщине изделия целлюлозное покрытие обеспечивает более глубокое проникновение по сравнению с рутиловым покрытием. Поскольку скорость выделения газообразного водорода высока, существует опасность водородного охрупчивания основного металла. Покрытие электрода из оксида железаЭлектрод с покрытием из оксида железа улучшает поведение дуги, внешний вид валика; помогает увеличить скорость наплавки металла и скорость перемещения дуги. При сварке выделение газообразного водорода меньше по сравнению с электродом с целлюлозным покрытием. Также это как низкое проплавление и хороший внешний вид проплавления сварного шва.
Ручные сварочные горелки — Spot Weld, Inc.
Spot Weld является ведущим дистрибьютором ручных сварочных горелок Tecna и ARO. Мы поставляем и можем обслуживать продукцию любого из этих производителей. Роботизированные и ручные сварочные горелки представлены в самых разных формах, размерах, стилях и типах для множества ограниченных пространств и необычных углов, которые часто требуются от этих горелок. Но, как и многие другие вещи, основы этих портативных сварочных аппаратов можно упростить. Приведенный ниже выбор от Tecna является одним из самых популярных. Существует гораздо больше доступных опций, чем указано здесь, некоторые из них требуют анализа конструкции для их правильного определения. Обратите внимание, что все эти сварочные горелки являются «портативными», но требуют системы подвески. Поскольку планировка каждого этажа уникальна, обычно заказчику необходимо установить собственный стреловой кран или козловой кран для подвешивания этих систем. Мы предлагаем некоторые портальные решения, но требуется изучение вашего плана этажа. Портативные сварочные горелки Tecna, предназначенные для небольших портативных сварочных горелок, можно найти в нашем разделе быстрой доставки. Модель Tecna 16 кВА LTG-3321N имеет следующие характеристики:
Цена в диапазоне от 14 000 до 17 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цены могут быть изменены) толщина листа из мягкой стали (макс. длина плеча): 0,08″ + 0,08″ (2 мм + 2 мм)По цене от 12 000 до 15 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цены могут быть изменены)
По цене от 12 000 до 14 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цена может быть изменена) толщина листа из мягкой стали (макс. длина плеча): 0,08″ + 0,08″ (2 мм + 2 мм)По цене от 18 000 до 21 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цены могут быть изменены) режим работы Однофазный тип «X» (пережимной), номинальная мощность 53 кВА при рабочем цикле 50 % толщина, мягкая сталь лист (макс. длина плеча): 0,125″ + 0,125″ (3 мм + 3 мм)По цене от 28 000 до 30 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цена может быть изменена) Также доступны другие пистолеты:
Выбор типа и размера вольфрамового электрода для алюминиевой сварки TIG В: Я слышал разные мнения о том, какой размер и тип вольфрамового электрода следует использовать для сварки алюминия вольфрамовой дугой (GTAW). A: Как вы знаете, мы используем отрицательный электрод постоянного тока (DCEN) или прямую полярность для сварки сталей и нержавеющих сталей. Для этого типа сварки почти повсеместно рекомендуются вольфрамовые электроды с 2-процентным содержанием тория, заточенные до конического конца. Чтобы сделать этот тип электрода, мы диспергируем мелкие частицы оксида тория или тория в вольфраме так, чтобы он составлял 2 процента от объема электрода. Thoria используется по двум причинам. Во-первых, это делает вольфрамовый электрод более устойчивым к провисанию или деформации при высоких температурах, которых он достигает во время сварки. Во-вторых, вольфрамовому электроду легче испускать электроны. Вместе это означает, что торированный вольфрамовый электрод может проводить больший ток, чем электрод из чистого вольфрама того же диаметра. При сварке DCEN около 80 процентов энергии дуги расходуется на работу, а вольфрамовый электрод рассеивает только около 20 процентов. Алюминий другой. Хотя можно сваривать алюминий с использованием защитного газа DCEN и гелия, это сложнее и требует тщательной очистки перед сваркой. Более распространено использование AC GTAW на алюминиевых сплавах. Когда мы используем переменный ток, электродная отрицательная (EN) часть волны переменного тока обеспечивает хорошее проникновение, чего мы и хотим, в то время как электродная положительная (EP) часть волны переменного тока удаляет любые оставшиеся оксиды с поверхности алюминия, что нам нужно. Это очищающее действие облегчает выполнение качественного сварного шва. На самом деле, вы можете это увидеть. Если вы посмотрите на хороший GTAW, вы увидите яркую морозную полосу шириной от 1/16 до 1/8 дюйма прямо рядом с валиком сварного шва. Ранние источники питания переменного тока GTAW использовали простой синусоидальный переменный ток с частотой 60 циклов, который давал равные величины EN и EP. Однако это не оптимально. В новых источниках питания используется переменный ток прямоугольной формы, что позволяет изменять баланс между EP и EN. Нам не нужно 50 процентов EP, чтобы получить хорошую очистку, а EP нагревает вольфрамовый электрод больше. Кроме того, мы хотим максимизировать количество EN, чтобы получить максимальное проникновение в сварной шов. Для достижения наилучших результатов обычно используют обычные источники питания переменного тока GTAW с 65-процентным EN и 35-процентным EP. Какое отношение все это имеет к твоему выбору? Соединение между источниками питания, вольфрам Вольфрамовый электрод нагревается больше при AC GTAW, чем при DCEN GTAW. Во-вторых, если вы отшлифуете вольфрам до острия и будете использовать его для сварки переменным током, наконечник быстро изнашивается. Традиционное решение этой проблемы — не шлифовать острие на вольфраме. В большинстве случаев GTAW на переменном токе выполняется электродом с тупым концом. Этот наконечник быстро образует круглый шар во время сварки. Если вы возьмете шарик электрода с 2-процентным содержанием тория, вы обнаружите, что по мере того, как он округляется, на его поверхности появляются небольшие неровности. Затем дуга блуждает от одной неровности к другой на кончике и становится несколько неустойчивой. По этой причине электроды с 2-процентным содержанием тория обычно не рекомендуются для сварки на переменном токе. Вместо этого используйте электроды из чистого вольфрама или вольфрама с цирконием. РекомендацииВ целом, следуйте этим трем рекомендациям:
Все эти рекомендации действительны для традиционных источников питания GTAW. Однако в последние несколько лет большинство производителей внедрили источники питания GTAW на основе инверторной технологии, которая позволяет изменять частоту переменного тока в диапазоне от 20 до 150 Гц. Это означает, что на вольфрам уходит меньше тепла, чем при сварке обычными источниками питания. Кроме того, эти источники питания могут производить приемлемые сварные швы на переменном токе с обратной полярностью от 10 до 15 процентов. С инверторными источниками питания вы можете использовать вольфрам меньшего диаметра и отшлифовать его до острого состояния. Если у вас малая сила тока при сварке, то точка прослужит долго. Чем выше ток, тем быстрее он изнашивается. Итак, какой электрод следует использовать для сварки алюминия на переменном токе? Это сводится к вашему источнику питания. Если вы используете обычный источник питания, используйте чистый вольфрам или циркониевый вольфрам и дайте концу сформировать шар.  | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||