Плазменная резка как работает: Плазменная резка металла: принцип работы плазмореза
Содержание
Плазменная резка с ЧПУ | Обзор станков и принцип работы ЧПУ
Плазменная резка — вид высокотемпературной обработки металлов, в том числе и тугоплавких. Для разрезания сплава применяется струя газа, которая под действием электрической дуги превращается в поток плазмы высокой температуры. На промышленных станках с ЧПУ температура плазмы достигается 30 тыс. градусов, а скорость ее истечения – 1,5 тыс. м/с. Такие экстремальные условия позволяют разрезать с высокой производительностью листы тугоплавких металлов и стальные листы большой толщиной.
Плазма — четвертое агрегатное состояние вещества, при котором газ ионизируется. Электрически нейтральные атомы под воздействием высокой температуры распадаются на отдельные отрицательно заряженные электроны и положительно заряженные ядра атомов. Розжиг газовой струи до температуры плазмы выполняется электрической дугой. Электрическая дуга является частным случаем плазмы. Ее температура равна 7-18 тыс. градусов. Конструкция резака у плазморезного оборудования такова, что струя газа проходит сквозь электрическую дугу и разогревается до состояния плазмы.
Для образования струи плазмы используют два вида газовых смесей — активные и неактивные. К первому виду относят воздух и чистый кислород, а ко вторым виду — инертные газы (азот, аргон, водяной пар или водород). Для охлаждения зоны резки используют направленную струю инертного газа. Плазма, образованная активными газами, применяется для резки черных металлов, а плазма, образованная неактивными газами, применяется для резки цветных металлов.
Разновидности станков для плазменной резки
Станки для плазменной резки бывают двух видов — ручные и портальные. Ручные устройства наиболее востребованы на небольших производствах для резки тонколистового металла. Они компактны, недороги в приобретении и в обслуживании, но относительно маломощны. Сила тока и скорость истечения газовой смеси недостаточна для образования скоростной высокотемпературной плазмы, способной быстро прожигать толстостенные или тугоплавкие листы металла.
Поэтому на средних и крупных предприятиях устанавливаются портальные станки.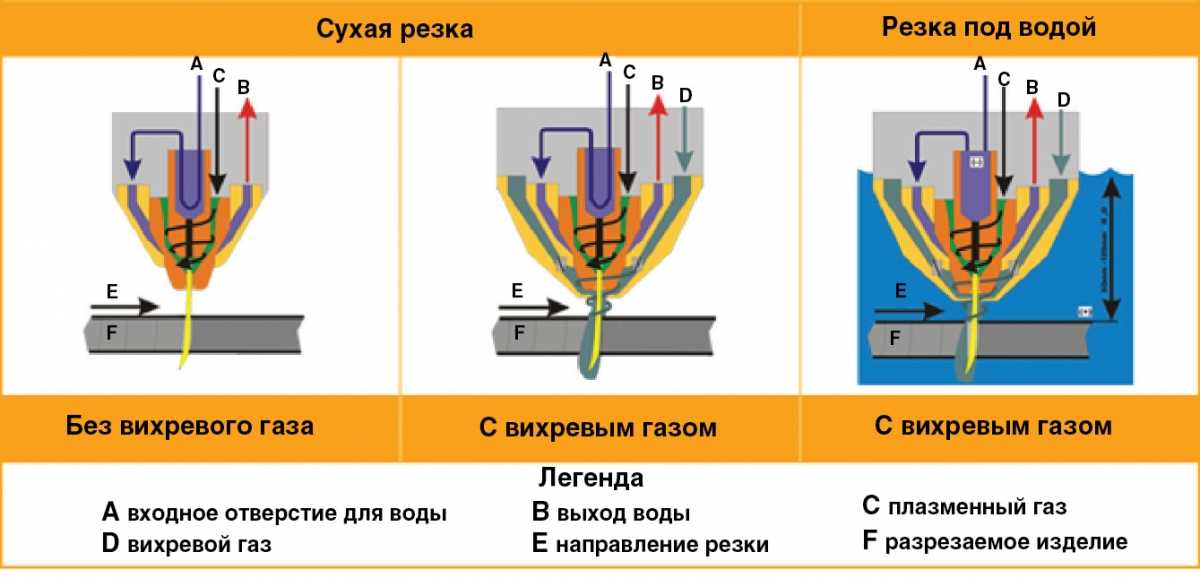 У них плазменная резка выполняется на стационарном портале (координатном столе). Управление таким способом резки — только электронное, при помощи блока ЧПУ. Цена портального плазменного оборудования определяется:
У них плазменная резка выполняется на стационарном портале (координатном столе). Управление таким способом резки — только электронное, при помощи блока ЧПУ. Цена портального плазменного оборудования определяется:
- Предельными скоростями истечения и температуры плазмы;
- Скоростью и точностью резки металла;
- Инновационными технологиями, которые были применены при создании станка;
- Дополнительными функциональными возможностями;
- Эффективностью.
Эффективность станков с ЧПУ для плазменной резки определяется не столько скоростью прожигания металла, сколько способностью работать бесперебойно, без необходимости охлаждения. Также на эффективность влияют степень повторяемости, база предустановленных параметров резки и простота изменения технического задания.
Ручное оборудование для плазменной резки можно собрать в домашних условиях, но делать это нерационально. Для его создания потребуются дорогие комплектующие — инвертор и компрессор профессионального класса. Плюс возникнет вопрос к качеству сборки, а значит, и к безопасности эксплуатации. Наконец, использовать в домашних условиях именно плазморез нерационально. С резкой металлов в домашних условиях прекрасно справляется оборудование для аргонодуговой сварки. Для небольших же предприятий лучше приобрести готовый ручное устройство.
Плюс возникнет вопрос к качеству сборки, а значит, и к безопасности эксплуатации. Наконец, использовать в домашних условиях именно плазморез нерационально. С резкой металлов в домашних условиях прекрасно справляется оборудование для аргонодуговой сварки. Для небольших же предприятий лучше приобрести готовый ручное устройство.
Принцип работы станков для плазменной резки с ЧПУ
Типовая конструкция станка для плазменной резки с ЧПУ состоит из следующих элементов:
- Координатный стол, установленный на несущую раму. Часто на координатный стол устанавливаются прокатные ролики. Они упрощают загрузку и выгрузку листов стали. Для их вращения к прокатным роликам может быть подключен электропривод. Такая технология чаще всего встречается на конвейерных производственных линиях. Размеры и прочность несущей рамы определяются листами металла, которые станок режет;
- Резак (плазматрон). С внешней стороны к нему подсоединены гибкие шланги, по которым подаются под давлением газовые смеси — для образования струи плазмы и для охлаждения зоны контакта плазмы с металлической поверхностью.
 Также с внешней стороны подсоединен электрический кабель для высокоамперного тока. С внутренней стороны, с той, что обращена к листу металла, размещены электрод и два сопла. Из одного сопла истекает струя газа, которая под действием электрического тока превращается в плазму. Второе сопло размещено чуть в стороне. Из него истекает струя инертного газа для охлаждения металла;
Также с внешней стороны подсоединен электрический кабель для высокоамперного тока. С внутренней стороны, с той, что обращена к листу металла, размещены электрод и два сопла. Из одного сопла истекает струя газа, которая под действием электрического тока превращается в плазму. Второе сопло размещено чуть в стороне. Из него истекает струя инертного газа для охлаждения металла; - Две подвижные планки. Одна по оси Х, другая по оси Y. На них закреплен резак. Изменение положений планок по осям Х и Y изменяет положение плазмотрона относительно листа металла. Сами планки установлены на несущую раму при помощи роликов с малым сопротивлением качению. Планки приводятся в движение шаговыми электродвигателями. Размер шага вместе с диаметром сопла определяет точность резки;
- Компрессор высокого давления. Он нагнетает в плазмотрон газы для образования плазмы и для охлаждения зоны резки;
- Кабель-шланговый пакет. В него включены все шланги и кабели для подачи газовых смесей и электротока;
- Блок числового программного управления.
 Он состоит из электронной платы и устройств ввода информации. Последние — это физические кнопки или клавиатура, сенсорный экран, разъемы, к которым подключены кабели от внешних устройств управления;
Он состоит из электронной платы и устройств ввода информации. Последние — это физические кнопки или клавиатура, сенсорный экран, разъемы, к которым подключены кабели от внешних устройств управления; - Системы аварийного отключения.
У некоторых станков с ЧПУ для плазменной резки могут быть установлены дополнительные электронные и механические устройства. Наличие их определяется технологическими особенностями конкретных производств и инновационными решениями фирм-производителей.
Ведущие мировые компании, изготовляющие станки для плазменной резки
Ведущими производителями станков с ЧПУ для плазменной резки металлов являются:
- HGG Group (Нидерланды). Эта компания специализируется на изготовления оборудовании для раскроя плазмой труб, в т.ч., и большого диаметра. Также эта компания разрабатывает фирменное программное обеспечение для ЧПУ-станков, работающего с тонко- и толстолистовым металлом.
- Kjellberg (Германия). Эта компания знаменита своей серией мобильных установок с ЧПУ HiFocus.
 Также под брендом Kjellberg выпускаются плазморежущие аппараты, широко применяемые в роботизированных конвейерных системах различного назначения (машиностроение, автомобилестроение и пр.).
Также под брендом Kjellberg выпускаются плазморежущие аппараты, широко применяемые в роботизированных конвейерных системах различного назначения (машиностроение, автомобилестроение и пр.). - Zinser (Германия). Эта компания изготовляет оборудование с ЧПУ для работы с алюминием, легированной и нержавеющей сталью. Zinser производит плазморежущие аппараты во всех ценовых сегментах — премиальный, средний и бюджетный. Одна из особенностей оборудования Zinser — это комбинация плазменной и газокислородной резки.
- Польско-германская компания Eckert изготавливает плазменные станки с ЧПУ, в которых внедрена фирменная технология интеграции гидроабразивной и плазменной резки. Также эта компания выпускает серию станков Onyx с ЧПУ, которая считается одной из лучшей в своем классе. Onyx выполняют автоматическую высокоточную скоростную 2D/3D раскройку черных и цветных металлов.
- OTC Daihen (США). Эта компания специализируется на выпуске сварочного оборудования, но она выпускает еще и источники питания.
 В частности, под этим брендом изготовляется промышленный источник питания OTC Daihen D-12000 к оборудованию для кислородно-плазменной раскройки металлов.
В частности, под этим брендом изготовляется промышленный источник питания OTC Daihen D-12000 к оборудованию для кислородно-плазменной раскройки металлов. - Thermal Dynamics (США). Эта компания выпускает плазморежущие установки с ЧПУ и универсальные контроллеры iCNC Performancee. Последние повышают точность и эффективность работы оборудования среднего и бюджетного ценового сегмента.
- SPT Plasmateknik (Швеция). Это производитель мощных и высокопроизводительных аппаратов с ЧПУ для крупных европейских машиностроительных заводов. Но шведская компания хорошо известна своей аппаратурой для ручной плазменной резки.
- Messer Cutting Systems (Германия). Эта компания разрабатывает и создает оборудование с ЧПУ для крупных машиностроительных предприятий. В частности, Messer Cutting Systems выпускает станки MetalMaster Xcel, Titan III, MetalMaster Evolution и др.
- Плазмакрой (Россия). Компания выпускает 3 вида плазморезов с ЧПУ — Плазмакрой 2500М, Плазмакрой 3000М и Плазмакрой 6000М.
 Эти станки отличаются друг от друга размерами координатного стола и оснащенностью.
Эти станки отличаются друг от друга размерами координатного стола и оснащенностью.
Все эти компании выпускают оборудование для разрезания плазмой стальных листов. Оно характеризуется большой точностью, производительностью и длительностью беспрерывной работы. Достаточно высокая цена этого оборудования компенсируется широкими функциональными возможностями и огромным ресурсом надежности.
На что следует обращать внимание при выборе станков с ЧПУ для плазменной резки?
На какие моменты необходимо обращать внимание при выборе оборудования для ручной и портальной плазменной резки?
Характеристики плазменной струи — температура, скорость истекания, глубина реза. Ручные устройства работают с низкотемпературной плазмой, температура которой не превышает 5 тыс. градусов. Из-за низкой температуры состояние плазмы не устойчиво. Отрицательные электроды и положительные ядра атомов быстро, всего за несколько микросекунд, соединяются в электрически нейтральные атомы, которые уже не способны разрушить кристаллическую решетку металлов, а только ее расплавить.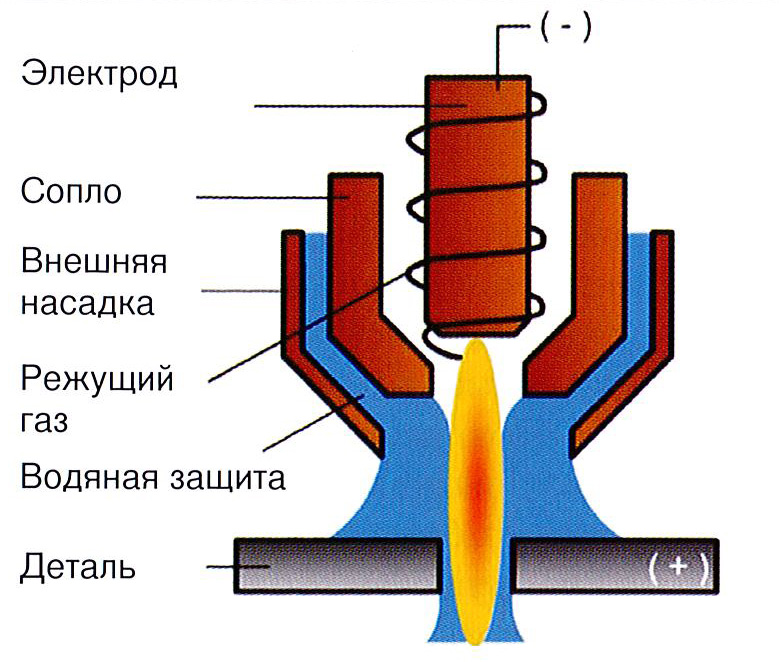 В результате качество резки существенно ухудшается — края реза оплавляются, на их поверхности появляются окалины и иные деформации.
В результате качество резки существенно ухудшается — края реза оплавляются, на их поверхности появляются окалины и иные деформации.
Качество термической изоляции между соплом и электродом. Этот параметр определяет время непрерывной резки. Чем лучше эта изоляция, тем дольше способно работать оборудование без перерыва на остывание сопла.
Длина рабочего рукава и надежность его крепления. Длина рукава определяет зону работы вокруг плазморезного ручного станка. Надежность крепления шлангов и кабелей определяет безопасность работы с плазморезом на продолжительном периоде времени.
Лучшие станки для плазменной резки
Предлагаем вашему внимание краткий обзор лучших ручных и портальных машин для раскройки стальных листов плазмой.
Ручные устройства для плазменной резки
Если вам необходим качественный, долговечный и функциональный ручной плазморез, значит, вам надо обратить внимание на продукцию шведской компании SPT Plasmateknik:
- Uppercut — компактная установка (весом 17 кг), предназначенная для работы в сложных производственных условиях.
 Модель комплектуется плазменным резаком РТА120 с 6-метровым рукавом. Мощность ручного плазмореза позволяет качественно резать листы металла до 35 мм. Максимальная толщина листов металла, которые способен разрезать Uppercut, — 45 мм. Диапазон рабочего тока — 20-120 ампер;
Модель комплектуется плазменным резаком РТА120 с 6-метровым рукавом. Мощность ручного плазмореза позволяет качественно резать листы металла до 35 мм. Максимальная толщина листов металла, которые способен разрезать Uppercut, — 45 мм. Диапазон рабочего тока — 20-120 ампер; - Ручной плазморез Speedfire весом 16 кг создан для работы в сложных промышленных условиях. Комплектуется плазмотроном РТА120 с 6-метровым рукавом. Качественная резка металла — до 35 мм, максимальная толщина реза — 35 мм. Диапазон рабочего тока — 20-100 А. Охлаждение — воздушное;
- Splitfire — установка для воздушно-плазменной резки в сложных промышленных условиях. Вес — 15 кг. Качественная резка стальных листов до 20 мм, максимальная толщина реза металла — 28 мм. Комплектуется плазмотроном РТА120 с 6-метровым рукавом. Диапазон рабочего тока — 20-70 А;
- Unifire 30 — компактная модель весом 7,5 кг. Она оптимальна для работы на небольших предприятий, в коммунальных хозяйствах и в автосервисах.
 Качественная резка металлов до 8 мм, максимальная толщина реза — 10 мм. Запитывается в отличие от вышеописанных моделей не от трехфазного тока 380 В, а от однофазного 220 В. Диапазон рабочего тока — 10-30 А.
Качественная резка металлов до 8 мм, максимальная толщина реза — 10 мм. Запитывается в отличие от вышеописанных моделей не от трехфазного тока 380 В, а от однофазного 220 В. Диапазон рабочего тока — 10-30 А.
Надежные и эффективные мобильные аппараты выпускает германская компания Kjellnerg. Например, HiFocus 161I Neo. Технические и эксплуатационные характеристики этой модели следующие. Размер (ДхШхВ) — 985х570х1140 мм. Вес — 206 кг. Диапазон рабочего тока — 10-160 А. Толщина листа металла для точной резки — до 30 мм. Максимальная толщина листа металла для резки — 50 мм. Плазменная горелка PerCut 201/211.
С помощью этой модели можно резать не только листовую сталь, но и трубы. Фирменная технология Contour Cut повышает точность обработки мелких наружных и внутренних контуров в конструкционной стали и в цветных металлах.
Недорогие портальные плазморезные станки
В бюджетном классе мы хотим обратить ваше внимание на оборудование российской компании Плазмакрой. Она изготавливает 3 станка с ЧПУ в разных размерных характеристиками координатного стола — 1250х2500 мм (Плазмакрой 2500М), 1500х3000 мм (Плазмакрой 3000М), 2000х6000 мм (Плазмакрой 6000М).
Она изготавливает 3 станка с ЧПУ в разных размерных характеристиками координатного стола — 1250х2500 мм (Плазмакрой 2500М), 1500х3000 мм (Плазмакрой 3000М), 2000х6000 мм (Плазмакрой 6000М).
Эти портальные станки оснащаются в базовой комплектации блоком ЧПУ (программа русифицирована), автоматическим контроллером высоты, силовым блоком, шаговыми биполярными электромоторами, линейными направляющими, регулируемыми виброопорами, приводом из шестерни и зубчатой рейкой. На станки Плазмакрой 3000М и 6000М дополнительно устанавливаются автоматическая газовая система, дистанционный пульт, вращатели до 219 мм.
Эти станки запитываются от однофазной электросети 220 В, потребляемая мощность — 1 кВт. Вес самого крупного станка — 600 кг. Российское предприятие предлагает услуги пусконаладочных работ и по обучению персонала.
Промышленные станки с ЧПУ для плазменной резки премиального класса
Эти портальные электромеханические системы с ЧПУ устанавливаются на крупных промышленных предприятиях. Они эксплуатируются как отдельные устройства, и как встроенная часть конвейерной линии.
Они эксплуатируются как отдельные устройства, и как встроенная часть конвейерной линии.
Портальный станок Messer Titan III (Германия). Ширина реза — от 1,82 м до 4,876 м. Длина реза — до 45,72 м. Точность реза и повторяемость — 0,254 мм. Максимальная толщина листа металла для точного реза — до 20,32 м. Скорость позиционирования — 72 см/с. Блок ЧПУ оснащается фирменной программной оболочкой Global ControlPlus, работающий на системе Windows. На станок с ЧПУ устанавливается минимум 2 и максимум 8 плазменных горелок. Координатный стол устанавливается на фирменный подъемник большой точности и высокой скорости изменения положений.
Портальный станок Eckert Onyx с фирменным плазмотроном Vortex 3D FL точно разрезает листы стали и трубы большого диаметра. Угол поворота плазматрона — ±540 градусов, угол наклона — ±47 градусов. Для резки мало- и низкоуглеродистой стали плазморез оснащается кислородной горелкой. Она оснащена автоматическим розжигом и датчиком высоты. Станок с ЧПУ оснащен модульным координатным столом. Он эффективно поглощает газовую смесь охлаждения из зоны горения и газообразные окислы. Конструкция модульного стола — самоподдерживающееся основание со сменными решетками. Программное обеспечение — i-Vision с интуитивно понятным интерфейсом. Орган ввода информации — сенсорный экран на поворотном шарнире.
Он эффективно поглощает газовую смесь охлаждения из зоны горения и газообразные окислы. Конструкция модульного стола — самоподдерживающееся основание со сменными решетками. Программное обеспечение — i-Vision с интуитивно понятным интерфейсом. Орган ввода информации — сенсорный экран на поворотном шарнире.
Высокопроизводительные портальные станки с ЧПУ характеризуются большой скоростью выполнения технологических операций, высокой точностью повторяемости и большой продолжительностью беспрерывной работы.
Принцип работы плазменной резки — Фирма Скат в Екатеринбурге
Обработка металлов резанием – один из важных этапов создания как готового продукта, так и заготовок для него, в частности листов. Используется для этого множество различных способов – физические, электрические и электрические в среде газа. Плазменная резка относится к одному из самых востребованных способов раскройки металла максимально быстро и с высоким уровнем точности. Принцип работы плазменной резки металла заключается в создании плазморезом при помощи электрического тока, ионизирующего воздух, специальной плазмы, которая и позволяет разрезать металл. Итоговый поток ионов формируется в дугу, которая в дальнейшем поддерживается на постоянной основе до момента отключения подачи тока. Насыщенный ионами воздух способен проводить электрический ток, сами же ионы разгоняются до огромных скоростей, что приводит к трансформации электрической энергии в тепловую.
Итоговый поток ионов формируется в дугу, которая в дальнейшем поддерживается на постоянной основе до момента отключения подачи тока. Насыщенный ионами воздух способен проводить электрический ток, сами же ионы разгоняются до огромных скоростей, что приводит к трансформации электрической энергии в тепловую.
Из каких элементов состоит плазморез
Плазменная резка иначе именуется плазморезом, который состоит из следующих составных частей:
- источника тока;
- резака;
- компрессора;
- набора кабель-шлангов.
Источник тока для плазмореза должен выдавать высокую мощность для того, чтобы быть эффективным при раскройке разных по толщине листов металла. Принцип в этом случае простой — электрический ток через цепь преобразователей и воздух превращается в тепловую энергию. Температура прогрева дуги может составлять больше +5000 градусов Цельсия.
В качестве источника тока могут выступать трансформаторы. Такие устройства практически не восприимчивы к перепадам напряжения. Это позволяет отправлять устройству огромную мощность тока, что позволяет разрезать даже крупные слои металла. Недостаток трансформаторов – низкий уровень КПД, при преобразовании теряется около 55-65% от первоначальной силы тока.
Такие устройства практически не восприимчивы к перепадам напряжения. Это позволяет отправлять устройству огромную мощность тока, что позволяет разрезать даже крупные слои металла. Недостаток трансформаторов – низкий уровень КПД, при преобразовании теряется около 55-65% от первоначальной силы тока.
Инвертор в этом случае – более продуманное устройство, однако резка толстых заготовок практически не возможна, максимум – 10-20 мм. Однако КПД составляет примерно 70%, что позволит сэкономить деньги на оплате электроэнергии. Устройства с инверторным источником тока гораздо компактнее, могут использоваться на сложных участках раскройки и стоят примерно на 50% меньше.
Как работает плазменная резка металла? В плазменной резке центральной частью выступает также резак, который состоит и сопла, изготовленного их жаропрочных сталей или других металлов, а также охладителя и колпачка. Также в состав входит плазменная камера, где собственно и формируется плазма – воздух под напором входит в камеру из сопла, между соплом и электродом образуется электрическая дуга, которая и разогревает воздух или другой газ до максимально высоких температур. Именно этот процесс и позволяет создать плазму, в отличие от горения, воздух в этом случае горит, но не сгорает, а трансформируется. Такой эффект можно наблюдать на поверхности Солнца, где миллиардами лет один и тот же раскаленный газ циркулирует по звезде, теряя всего до 10% от первоначального объёма за многие миллионы лет.
Именно этот процесс и позволяет создать плазму, в отличие от горения, воздух в этом случае горит, но не сгорает, а трансформируется. Такой эффект можно наблюдать на поверхности Солнца, где миллиардами лет один и тот же раскаленный газ циркулирует по звезде, теряя всего до 10% от первоначального объёма за многие миллионы лет.
Компрессор используется для подачи воздуха. Главная задача – правильная подача воздуха, то есть четко по центру электрода. При ином положении увеличивается нагрузка на сопло, от чего сопло может прорваться или образоваться сразу две дуги, что опасно для человека.
Технология и принцип резки
Плазменной резкой пользуются при необходимости разрезать металл с толщиной до 22 см, при этом при резке более крупных толщин, устройство может перегреться и выйти из строя. Все из-за того, что выдержать высокое давление и температуру при работе может не каждый металл и сплав.
Принцип технологии максимально прост. Плазмообразующий газ воспламеняется до такой температуры, что не сгорает, а превращается в плазму, то есть четвертый вид агрегатного состояния материалов. Эта плазма за доли секунды накапливается в количестве, способном разрезать практически любой металл. От искры, исходящей от электрода, воспламеняется подаваемый с большим давлением газ, то есть кислород или воздух. Перед возгоранием происходит ионизация, по сути, этот процесс преобразует все нейтральные частицы в ионы, которые создают подобие кристаллической решетки твердых материалов. Именно этот принцип и позволяет влиять на металл не только под воздействием температуры, но и давления.
Эта плазма за доли секунды накапливается в количестве, способном разрезать практически любой металл. От искры, исходящей от электрода, воспламеняется подаваемый с большим давлением газ, то есть кислород или воздух. Перед возгоранием происходит ионизация, по сути, этот процесс преобразует все нейтральные частицы в ионы, которые создают подобие кристаллической решетки твердых материалов. Именно этот принцип и позволяет влиять на металл не только под воздействием температуры, но и давления.
Где используется плазменная резка
Плазменная резка может быть совершенно разной по способу преобразования электрического тока. Однако практически каждый вид таких устройств используется для:
- разрезания труб разного диаметра;
- резки листового и рулонного металла;
- фигурного вырезания изделий, к примеру, многие металлические фигуры производятся именно таким оборудованием с ЧПУ;
- раскройки чугуна и стали с толщиной до 25 мм, однако есть устройства, которые разрезают до 20-22 см;
- раскройки бетонных конструкций, камня, высокопрочных материалов, а также сплавов по типу молибдена.

Также применяется такая резка и в различных автомастерских, при изготовлении деталей для авто и так далее.
Главные виды плазменной резки
Плазменная резка бывает разных типов в зависимости от среды. Так, по этому показателю стоит выделить такие виды плазмотрона:
- Обычный или базовый. Такой вид является самым простым, так как защитного газа нет, а главный газ для плазмы — азот или воздух. Такие устройства часто называют еще бытовыми из-за незатейливых требований к эксплуатации. При этом стоит понимать, что потеря производительности будет составлять до 40% из-за отсутствия защитного газа, который препятствует дополнительному окислению.
- В среде с газом. В таких устройствах принцип работы такой же, как и в первом случае, однако дополнительно используется защитный от окисления газ. Из-за такой манипуляции увеличивается качество среза.
- В среде с водой. Этот вид устройств — нетипичный представитель плазмотронов, в которых роль защитного газа исполняет вода.
 Также вода дополнительно защищает основные элементы плазмореза от перегрева продлевая, таким образом, срок его эксплуатации.
Также вода дополнительно защищает основные элементы плазмореза от перегрева продлевая, таким образом, срок его эксплуатации.
Последние два вида устройств нужно применять при толщине металла свыше 20 мм, а при раскройке особо твердых металлов, начиная с 10 мм. Не стоит применять обычный плазморез для толстых заготовок.
Плазменно-дуговая резка – проводится только с металлами, дуга образуется между электродом и разрезаемым материалом, пламенный столб совмещенный с дугой.
Используемые газы
Газы используются в любом случае, так как они и преобразуются в плазму, при этом не для каждого металла подходит использование воздуха или азота. Более того, скорость, температура и насыщенность потока резки напрямую зависят от используемого газа. Так, для обработки цветных металлов, в частности алюминия и меди, а также сплавов на их основе применяются такие газы:
- сжатый воздух;
- кислород;
- азотно-кислородная смесь;
- азот;
- аргоно-водородная смесь.

При резке титана недопустимо использовать азот или кислород, а также смеси на их основе, так как это может сделать металл максимально хрупким.
При раскройке металла с толщиной до 50 мм используется чаще сжатый воздух, причем как в виде базового рабочего газа, так и защитного. Для резки более толстых металлов используют смеси на базе кислорода, азота, аргона, гелия или водорода, смеси на основе воздуха будут работать гораздо хуже, что уменьшит КПД и увеличит стоимость проведения резки.
Сильные и слабые стороны плазменной резки
Свойства плазменной резки позволяет раскраивать самые разные материалы, что до появления этого вида устройств было крайне сложно. К преимуществам таких устройств стоит отнести следующие:
- обладают высокой мощностью, по своим характеристикам уступает лишь лазерным аналогам;
- способны работать с толщиной металла более 60 мм;
- характеристики потребления газов и электроэнергии находятся на среднем уровне, что дает право говорить о плазменной резке как об экономически выгодном способе раскройки;
- позволяют создать ровный отрез с минимальным уровнем ширины – в дальнейшем шлифовка нужна только едким швам;
- при использовании плазменно-дуговой резки потребляет минимальное количество ресурсов и выделяет крайне мало вредных веществ в окружающую среду.

Среди относительных недостатков плазменного принципа резки стоит выделить невозможность разрезать особо толстые материалы, а также возможность одновременного использования двух плазморезов.
Этот вид резки второй по точности после лазерной, при этом примерно на 50% доступнее из-за более дешевого оборудования, а также расходных материалов.
Воспользоваться услугой плазменной резки листового металла и рассчитать стоимость можно у менеджера нашей компании по телефону 8-922-16-015-48.
Устранение проблем с качеством плазменной резки
Введение
Как и при любой резке, на качество плазменной резки влияет целый ряд факторов. Вот лишь некоторые из них.
- Тип горелки
- Расположение горелки
- Состояние расходных материалов
- Напряжение дуги или высота резки
- Тип газа
- Чистота газа
- Давление и расход газа
- Толщина материала
- Состав материала
- Состояние поверхности
- Ток резки
- Размер отверстия сопла
- Скорость резки (скорость хода машины)
Большинство из этих переменных взаимозависимы: изменение одной из них влияет на остальные. Часто непросто понять, как устранить проблемы с качеством резки, поэтому мы подготовили для вас описание стандартных решений для распространенных проблем. Начнем с самого понятного параметра.
Часто непросто понять, как устранить проблемы с качеством резки, поэтому мы подготовили для вас описание стандартных решений для распространенных проблем. Начнем с самого понятного параметра.
- Угол резки
- Плоскостность резки
- Шероховатость поверхности
- Окалина
Рекомендуемые параметры резки обычно обеспечивают оптимальные результаты и приведены в руководстве вместе с режимами резки для вашей системы. Однако иногда условия могут отклоняться от стандартных и требуется корректировка параметров. В этом случае следуйте приведенным ниже правилам.
- Меняйте расход и давление газа с небольшим шагом.
- Повышайте или понижайте напряжение дуги с шагом 1 В по мере необходимости.
- Корректируйте скорость резки с шагом 5 % или менее до тех пор, пока не удастся добиться улучшения.
Угол резки
Отрицательный угол резки
Если верхняя часть детали больше ее нижней части, это означает, что угол резки отрицательный. Это может быть вызвано указанными ниже причинами.
Это может быть вызвано указанными ниже причинами.
- Неправильное расположение горелки
- Изгибание или скручивание материала
- Износ или повреждение расходных материалов
- Низкое напряжение дуги
- Слишком низкая скорость резки
Положительный угол резки
Если верхняя часть детали меньше ее нижней части, это означает, что угол резки положительный. Обычно это вызвано указанными ниже причинами.
- Неправильное расположение горелки
- Изгибание или скручивание материала
- Износ или повреждение расходных материалов
- Высокое напряжение дуги
- Слишком высокая скорость резки
- Неправильная сила тока
Плоскостность резки
Скругление сверху и снизу
Как правило, такой эффект возникает только при резке материалов толщиной менее 6 мм. Чаще всего это происходит из-за избытка энергии или из-за использования слишком высокого тока для данной толщины.
Подрез верхнего края
Подрез верхнего края происходит, если стороны поверхности резки загнуты внутрь. Как правило, такой эффект возникает, когда при резке горелка расположена слишком близко к материалу. Это происходит в том случае, если напряжение дуги слишком низкое для данной толщины материала.
Состояние поверхности
Шероховатость, вызванная резкой
Если на поверхности резки наблюдаются однородные шероховатости (иногда только по одной оси), вероятнее всего, они возникли во время процесса резки. Вот возможные причины.
- Износ или повреждение расходных материалов
- Слишком высокий расход газа
Шероховатость, вызванная состоянием машины
Когда шероховатости на поверхности резки неоднородны (часто они бывают расположены только по одной оси), причина этого, вероятно, заключается в характере хода машины. Это может быть вызвано указанными ниже причинами.
- Загрязнение направляющих, колес, рейки или шестерни машины
- Смещение направляющих рельсов
- Износ, повреждение или ослабление крепления колес либо подшипников
Окалина
При резке часто образуется окалина. На это влияет целый ряд факторов. Современные системы плазменной резки поддерживают самые разные режимы работы без образования окалины, поэтому, если вы заметили ее на деталях, вероятнее всего, возникла какая-то проблема. Существует несколько видов окалины: высокоскоростная, низкоскоростная и верхняя.
Высокоскоростная окалина
Когда окалина небольшая, но при этом приварена или закатана на верхней части обрабатываемой детали, это, как правило, вызвано слишком высокой скоростью резки. Окалину такого типа сложно удалить, для этого может потребоваться шлифовка. Часто она сопровождается S-образными бороздками, которые также указывают на слишком высокую скорость резки. Кроме того, необходимо проверить, не слишком ли велико напряжение дуги.
Низкоскоростная окалина
Низкоскоростная окалина представляет собой крупные шаровидные частицы на нижней кромке и обычно легко удаляется. Попытайтесь ускорить резку или повысить напряжение дуги, чтобы увеличить высоту расположения резака.
Верхняя окалина
Такая окалина имеет вид брызг на деталях и обычно легко удаляется. Как правило, она вызвана слишком высокой скоростью или большой высотой расположения резака (высоким напряжением дуги).
Неравномерная окалина
Если окалина неравномерная и образуется вверху или внизу детали, проверьте степень износа расходных материалов.
Другие причины образования окалины
Существуют и другие факторы, которые могут привести к образованию окалины, и большинство из них связано с самим материалом. К их числу относятся температура материала, состояние поверхности (например, интенсивная заводская окалина или ржавчина) и состав. Например, на сплавах с высоким содержанием углерода обычно формируется больше окалины.
Размещено в
Системы резки
, Теги
Плазменная,
Процесс
Газы для резки
4.1 Определение плазменных газов
Плазменный газ
Это название относится ко всем газам и газовым смесям, которые могут быть использованы для создания плазмы, а также для самого процесса резки. К плазменной дуге имеют отношение два основных этапа: этап зажигания и этап резки. Таким образом, плазменный газ делится на газ зажигания и газ резки, которые могут отличаться как по типу, так и по объёмному расходу.
Газ зажигания
Этот газ используется для зажигания плазменной дуги. От него зависит облегчение процесса зажигания и/или продление срока службы электрода.
Газ резки
Этот газ требуется для резки изделия плазменной дугой. От него зависит достижение оптимального качества реза при работе с различными материалами.
Вторичный газ – газ, образующий завихрения – вспомогательный газ
Этот газ охватывает плазменную струю, тем самым, охлаждая и обжимая её. Таким образом, он повышает качество кромок реза и защищает сопло при прожигании изделия и выполнении резки под водой.
4.2 Влияние плазменных газов на качество процесса плазменной резки
От того, какой плазменный газ используется, в наибольшей степени зависит качество и экономическая эффективность процесса плазменной резки. Разные материалы и разные толщины материалов требуют различных сред для создания плазмы. Эти среды могут быть газами, газовыми смесями и водой. В следующем разделе определяются критерии выбора, основное внимание уделяется газам.
Чтобы исключить необходимость дальнейшей обработки после плазменной резки, для данного материала следует подбирать подходящий плазменный газ. При выборе газа должны рассматриваться физические и механические свойства газов. Для достижения высокой скорости резки и хорошего качества кромки реза, плазменная струя должна содержать большое количество энергии, а также обладать хорошей теплопроводностью, чтобы передавать тепло металлу, а также иметь высокую кинетическую энергию.
Химические свойства: восстановительная активность, нейтральность, окислительная активность, очень сильно влияют на форму кромок реза и, таким образом, на все последующие издержки, связанные с завершающими операциями. Поскольку плазменный газ взаимодействует с расплавленным металлом, он также может в значительной мере влиять на качество кромок реза.
Влиянию подвержены следующие показатели качества:
• неровность реза
• шероховатость поверхности
• закругление верхней кромки
• образование грата
• свариваемость (поры)
При выборе плазменного газа всегда следует принимать во внимание следующие физические свойства:
• энергия ионизации одноатомного газа
• энергия диссоциации многоатомного газа
• теплопроводность
• атомная масса и молекулярная масса
• удельный вес
• химическая активность
В табл. 3 представлено сопоставление основных физических свойств газов, которые обычно используются для плазменной резки.
Таблица 3: Сопоставление основных физических свойств газов, использующихся для плазменной резки
Свойство | N2 (N) | H2(H) | O2(O) | Ar | Воздух |
Энергия ионизации [эВ] | 15,5 (14,5) | 15,6 (13,5) | 12,5 (13,6) | 15,8 | 34 |
Энергия диссоциации [эВ] | 9,8 | 4,4 | 5,1 | — |
|
Атомная масса [атомная единица массы] | 14 | 1 | 16 | 40 | 14,4 |
Теплопроводность при 0°С [Вт/м·К] | 24,5 | 168 | 24,7 | 16,6 | 24,5 |
4. 3 Выбор плазменного газа, исходя из материала и используемого метода
3 Выбор плазменного газа, исходя из материала и используемого метода
Обычно инертные и активные газы, а также их смеси подходят для использования в качестве плазменных газов. Соответствие газов для плазменной резки в отношении их обозначения, точности смешивания и чистоты устанавливается стандартом DIN EN 439.
В качестве плазменных газов можно использовать аргон, водород, азот, кислород, смеси этих газов и воздух. Что касается их преимуществ или недостатков, ни один из описанных ниже плазменных газов не является оптимальной плазменной средой. По этой причине в большинстве случаев используется смесь этих газов. Перед тем как использовать определённую смесь газов, следует проконсультироваться у производителя, подходит ли такая смесь для данной системы. Если смеси не подходят, то это может привести к уменьшению срока службы расходных деталей или к повреждению или поломке резака.
Аргон
Аргон является единственным инертным газом, который может производиться для коммерческих целей с использованием метода воздушной сепарации при объёмном проценте 0,9325. Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи.
Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи.
При низкой энергии ионизации, которая составляет 15,76 эВ, аргон достаточно легко можно ионизировать. По этой причине чистый аргон часто применяется для зажигания плазменной дуги. После того как плазменная дуга прямого действия зажигается, подаётся тот газ, который является собственно плазменным, и, таким образом, начинается процесс резки. Из-за своей относительно низкой теплопроводности и энтальпии, аргон не является совершенно идеальным газом для плазменной резки, так как он позволяет достичь только лишь относительно небольшой скорости резки, в результате чего получаются скругления, поверхности имеют чешуйчатый вид.
Водород
По сравнению с аргоном, водород имеет очень маленькую атомную массу (1) и характеризуется относительно большой теплопроводностью.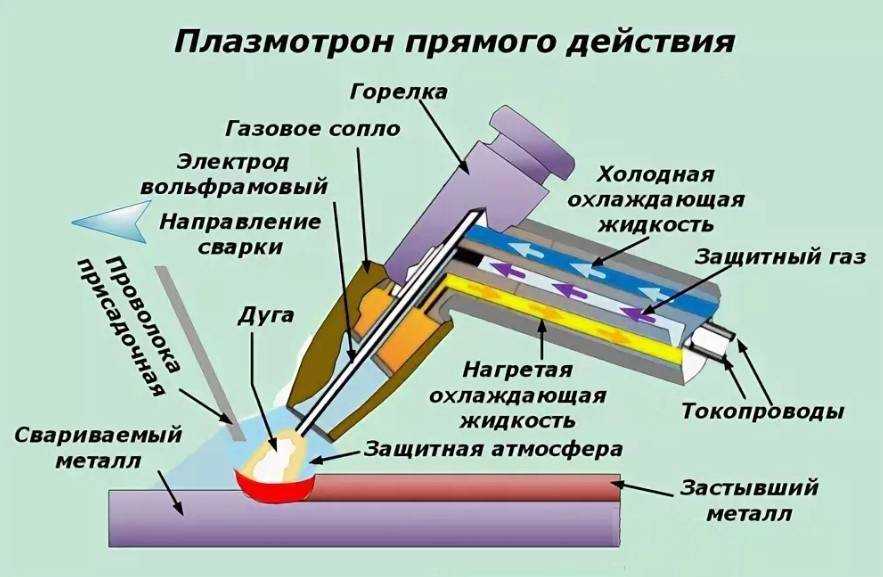 Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Диссоциация водорода начинается при температуре 2 000 К и прекращается полностью при 6 000 К. Полная ионизация водорода имеет место при температурах около 25 000 К. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Когда дуга достигает поверхности материала, происходит рекомбинация заряженных частиц, которые отдают энергию в виде тепла рекомбинации, повышая температуру расплавленного материала. Вязкие оксиды хрома и алюминия при добавлении водорода восстанавливаются, что делает расплав более текучим. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей (большое содержание энергии и энтальпия) совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию (атомная масса), а также достаточное количество тепловой энергии разрезаемому материалу.
Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Диссоциация водорода начинается при температуре 2 000 К и прекращается полностью при 6 000 К. Полная ионизация водорода имеет место при температурах около 25 000 К. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Когда дуга достигает поверхности материала, происходит рекомбинация заряженных частиц, которые отдают энергию в виде тепла рекомбинации, повышая температуру расплавленного материала. Вязкие оксиды хрома и алюминия при добавлении водорода восстанавливаются, что делает расплав более текучим. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей (большое содержание энергии и энтальпия) совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию (атомная масса), а также достаточное количество тепловой энергии разрезаемому материалу.
Смеси аргона и водорода
Смеси аргона и водорода часто применяются для резки высоколегированных сталей и алюминия. Добавив всего несколько процентов водорода к аргону, можно добиться значительного улучшения в отношении скорости резания и качества кромки реза. Кроме того, восстанавливающий эффект водорода обеспечивает гладкость и отсутствие окисленного металла на поверхностях реза. Такие смеси часто применяют для резки листов, имеющих толщину до 150 мм.
Часть водорода доходит до 35% по объёму и зависит от толщины материала. Дальнейшее повышение процентного содержания водорода не даёт значительного увеличения скорости резки. Содержание водорода, превышающее 40% по объёму, может стать причиной неровностей на поверхностях реза и увеличения образования грата на нижней кромке изделия.
Азот
В отношении физических свойств азот занимает приблизительно промежуточное положение между аргоном и водородом. Имея атомную массу 14, азот значительно превосходит водород, однако ощутимо уступает аргону. Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла.
Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла.
Смеси азота и водорода
Смеси азота и водорода часто используются для резки высоколегированных сталей и алюминия. Они позволяют выполнять резы с параллельными кромками при значительно более высоких скоростях резки, чем в случае аргона. Окисление на поверхностях реза также меньше, чем когда применяется чистый азот. Такие смеси, имеющие название «формирующие газы», содержат до 20% водорода.
Окисление на поверхностях реза также меньше, чем когда применяется чистый азот. Такие смеси, имеющие название «формирующие газы», содержат до 20% водорода.
Смеси аргона с водородом и азотом
Смеси аргона с водородом и азотом используются для резки высоколегированных сталей и алюминия. Они обеспечивают хорошее качество кромок реза и в меньшей степени формируют грат по сравнению со смесями аргона и водорода. Большинство смесей, которые обычно используются, состоят на 50 – 60% из аргона, и на 40 – 50% из азота и водорода. Процентное содержание азота обычно составляет 30%. Количество водорода зависит от толщины изделия: чем толще материал, тем больше следует использовать водорода. Добавляя азот в смесь аргона и водорода при резке высоколегированных и конструкционных сталей, можно получить кромки без грата, а также добиться большой скорости резки.
Кислород
Кислород применяется в качестве плазменного газа для резки нелегированных и низколегированных сталей. Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Благодаря высокой скорости резки ширина зоны, подверженной воздействию тепла очень мала, поэтому механические свойства разрезаемого металла не ухудшаются. Высокая скорость резки объясняется протеканием химической реакции кислорода с материалом изделия.
Углекислый газ
Углекислый газ обычно не используется в качестве плазменного газа для плазменной резки. В редких случаях его используют как вторичный или охлаждающий газ.
Воздух
Основными составляющими воздуха являются азот (объёмное содержание 78,18%) и кислород (объёмное содержание 20,8%). Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими.
Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими.
Однако, как газ для резки, воздух повышает содержание азота на поверхностях реза. Если такие кромки реза далее не подвергаются механической обработке, в сварном шве могут создаться поры. При резке алюминия кромки реза могут изменить свой цвет. Вода (пар)
При определённой температуре вода распадается на водород и кислород. Если добавляется большее количество энергии, вода подвергается диссоциации и ионизации. В случае плазменной резки с впрыскиванием воды и плазменной резки с водяным экраном, часть воды используется для передачи тепла, тогда как другая часть помогает выполнять обжатие плазменной дуги и охлаждать сопло.
| Рисунок 17: Влияние температуры на теплопроводность газа |
Таблица 4: Рекомендуемые сочетания газов и их влияние на качество кромки реза
Материал/толщина | Плазменный | Вторичный | Примечание |
Конструкционная сталь от 0,5 до 8 мм | Кислород | Кислород или кислород/ азот или азот | — Допуск неровности сходен с обеспечиваемым лазером — Гладкие кромки без грата |
Конструкционная сталь от 4 до 50 мм | Кислород | Кислород/азот или воздух или азот | — Допуск неровности до 25 мм сходен с обеспечиваемым лазером — Гладкие поверхности реза — До 20 мм без грата |
Высоколегированная сталь от 1 до 6 мм | Азот | Азот или азот/водород | — Узкий допуск неровности — Гладкие кромки без грата (1,4301) |
Высоколегированная сталь от 5 до 45 мм | Аргон | Азот или азот/водород | — Узкий допуск неровности — Гладкие поверхности реза — До 20 мм без грата (1,4301) |
Алюминий от 1 до 6 мм | Воздух | Азот или азот/водород | — Почти вертикальные резы — Резы без грата (AlMg3) — Шероховатость, зернистость |
Алюминий от 5 до 40 мм | Аргон | Азот или азот/водород | — Почти вертикальные резы — До 20 мм без грата — Шероховатость, зернистость |
4. 4 Подача газа для машин плазменной резки
4 Подача газа для машин плазменной резки
Машины плазменной резки работают с одним из нескольких отличающихся друг от друга газов. Требуемое давление в линии нагнетания и расход зависят от типа используемого оборудования. Должны неукоснительно соблюдаться условия, определённые производителем. Газ может подаваться в разных формах, например, он может быть в баллоне, в группе баллонов, либо содержаться в баках в сжиженном состоянии.
Форма, в которой подаются нужные газы, газообразное или жидкое состояние, в первую очередь зависит от того, какое количество газов необходимо. Из тех же соображений подбирается размер и тип сосуда для хранения газа. Не следует упускать из виду и экономические факторы, касающиеся конструкции системы подачи газа для плазменной резки. Количество требующейся плазмы и вторичных газов зависит от различных факторов. Оно зависит от диаметра плазменного сопла, давления газа и тока резки, и может быть в пределах от 20 до 100 л/мин. При таких условиях, в зависимости от рассматриваемой работы (работ), для подачи достаточного количества газа может оказаться достаточно и одного газового баллона, а могут потребоваться и стационарные баки. Если потребление газа составляет 200 – 300 м3/неделя, газ подаётся в газообразной форме, если же потребное количество больше этой величины, то используется сжиженный газ.
Если потребление газа составляет 200 – 300 м3/неделя, газ подаётся в газообразной форме, если же потребное количество больше этой величины, то используется сжиженный газ.
Если расход газа в системе плазменной резки опускается ниже величины, определённой производителем, резак может получить серьёзные повреждения. Для исключения этого первостепенную важность имеет настройка давления на величину, определённую производителем. Необходимо иметь возможность устанавливать давление, по меньшей мере, на 12 бар.
В табл. 5 приведены минимальные требования по чистоте для газов, применяющихся для плазменной резки нелегированных, низколегированных и высоколегированных сталей и алюминия. Несоответствие этим величинам может отрицательно повлиять на качество и экономическую эффективность из-за снижения скорости резки. Примечание: В случаях, когда воздух подаётся от компрессора, а не от баллонов с техническим воздухом, наиболее важным является соблюдение требований, указанных в табл. 5, которые касаются максимального размера частиц, содержания остаточного масла и точки росы, так как повышение содержания масла и влаги может сократить срок службы расходных деталей, а также повысить вероятность поломки резака.
5, которые касаются максимального размера частиц, содержания остаточного масла и точки росы, так как повышение содержания масла и влаги может сократить срок службы расходных деталей, а также повысить вероятность поломки резака.
Таблица 5: Требования к чистоте газов, использующихся для плазменной резки
| Вид газа | Требования к газам |
| Кислород | 99,5% (2,5) |
| Аргон | 99,996% (4,6) |
| Водород | 99,95% (3,5) |
| Азот | 99,999% (5,0) для плазменного газа или |
| Воздух | Сухой, без грязи, масла и воды. |

описание технологии •⚙• ООО «ТЗГШО»
В настоящее время существует несколько разных способов резки металлических изделий. Все методы отличаются друг от друга эффективностью и стоимостью. Но важным фактором является то, что некоторые способы могут использоваться только на промышленном предприятии, в то время как иные также могут применяться и в домашних условиях.
Среди методов, применяющихся в быту, особенно следует подчеркнуть плазменную резку металлов. Ведь, по сути, эффективность данного способа ограничивается тем, насколько опытен мастер и правильно ли была подобрана установка.
Для большего понимания давайте подробнее разберемся с тем, что представляет собой резка металла при помощи плазмы, как она осуществляется, а также в каких сферах она может применяться.
Основы плазменной резки металла
Прежде чем разбираться с основами плазменной резки металлических изделий, необходимо узнать, что такое плазма. Потому как от правильного понимания данного термина и принципов работы с плазматроном напрямую зависит качество конечного результата.
Потому как от правильного понимания данного термина и принципов работы с плазматроном напрямую зависит качество конечного результата.
Для успешной резки металлов рабочая струя, состоящая из жидкости и газа и направленная на обрабатываемую поверхность, должна быть доведена до определенных характеристик. К данным характеристикам следует отнести:
- скорость. Рабочая струя подается на поверхность металлического изделия под большим давлением. То есть плазменная резка подразумевает моментальный нагрев металла и его последующий выдув. Следует отметить, что скорость струи может достигать 1.5-4 км за секунду;
- температуру. Так как для создания плазмы необходимо за максимально короткое время разогреть металлическое изделие до 5-30 тысяч градусов Цельсия, то для достижения такого показателя используется электрическая дуга. После того, как воздух достигнет необходимой температуры он ионизируется, поменяет свои свойства и обретет способность проводить электрический ток.
 В процессе плазменной резки также могут использоваться системы для нагнетания воздушного потока и специальные осушители для удаления излишков влаги;
В процессе плазменной резки также могут использоваться системы для нагнетания воздушного потока и специальные осушители для удаления излишков влаги; - наличие электроцепи. Сразу следует отметить, что абсолютно все о резке металлов при помощи плазмы можно узнать только на практике. Но все же определенные нюансы нужно учитывать еще перед покупкой установки. На современном рынке представлены плазматроны прямого и косвенного действия. Их основное отличие заключается в том, что первая разновидность устройств может использоваться только с теми материалами, которые могут проводить электрический ток и могут быть включены в электросеть, в то время как для второго вида данный нюанс не имеет абсолютно никакого значения. Именно поэтому использование плазматронов косвенного действия предоставляет возможность осуществлять раскройку металлов и каких-либо иных материалов, не проводящих ток.
Ко всему вышесказанному также следует добавить, что плазменная резка толстых металлических изделий практически никогда не используется. Почему? Все дело в том, что такого рода раскройка достаточно дорогостоящая и малоэффективна.
Почему? Все дело в том, что такого рода раскройка достаточно дорогостоящая и малоэффективна.
Как осуществляется резка металлов плазмой?
Основной принцип работы резки металлов при помощи плазмы следует описать следующим образом.
- Во-первых, компрессор подает на горелку плазматрона воздух.
- Во-вторых, благодаря практически моментальному нагреву воздушного потока при помощи электрического тока он начинает пропускать сквозь себя электричество и образовывать плазму. В некоторых устройствах вместо воздуха могут использоваться инертные газы.
- В-третьих, резка металлической конструкции при помощи плазмы выполняется за счет моментального узконаправленного нагрева поверхности до определенной температуры и последующего выдувания расплавившегося металла.
- В-четвертых, после того, как все работы по резке были окончены, образуются отходы, которые включают остатки металлического листа, высечку, окалины и остатки расплавленного металла.

Так как для успешной резки при помощи плазмы материал разогревается до жидкого состояния, то толщина металла не должна превышать определенного значения. К примеру, толщина алюминия не должна быть больше 120 мм, меди – более 80 мм, легированной и углеродистой стали более 50 мм, а чугуна – более 90 мм.
Виды плазменной резки металлов
В настоящее время существует два метода обработки металлических изделий, от которых зависят характеристики плазменной резки. Такими способами являются:
- плазменно-дуговая резка. Данный метод идеально подходит для всех разновидностей металлов, которые могут проводить электрический ток. В большинстве случаев плазменно-дуговую резку применяют для промышленного оборудования. Вся суть метода состоит в том, что плазма образуется благодаря дуге, появляющейся между плазматроном и поверхностью обрабатываемого металла;
- плазменно-струйная резка. В этом случае дуга создается непосредственно в самом плазматроне.
 Благодаря этому плазменно-струйная резка более универсальна и позволяет осуществлять раскройку неметаллических изделий. Главным недостатком данного способа является необходимость регулярной замены электродов.
Благодаря этому плазменно-струйная резка более универсальна и позволяет осуществлять раскройку неметаллических изделий. Главным недостатком данного способа является необходимость регулярной замены электродов.
Следует отметить, что резка металлов при помощи плазмы работает также, как и стандартная дуговая, но в данном случае не используются привычные нам электроды. Но нужно учитывать, что эффективность резки, прежде всего, зависит от толщины обрабатываемого материала.
Скорость и точность процесса плазменной резки металлов
Как и в случае с другими разновидностями термической обработки материалов, при плазменной резке металлов осуществляется оплавление изделия, что отражается на качестве среза. Кроме того, существуют и иные нюансы, характерные для вышеуказанного метода. А именно:
- конусность. В зависимости от производительности установки и от того, насколько опытный мастер выполнял резку, конусность может составлять 3-10 градусов;
- оплавление кромки.
 Вне зависимости от профессионализма мастера и режима резки металлической конструкции в начале выполнения работ будет присутствовать небольшое оплавление поверхности;
Вне зависимости от профессионализма мастера и режима резки металлической конструкции в начале выполнения работ будет присутствовать небольшое оплавление поверхности; - скорость резки. Стандартная процедура раскроя металла при помощи плазматрона выполняется достаточно быстро и с минимальным расходом напряжения и электроэнергии. Если учесть технические характеристики ручных установок и нормы ГОСТ, то скорость резки металла при помощи плазмы не должна быть более 6500 мм/минута;
- характеристики реза. Скорость и качество выполнения плазменной резки зависит от операций, которые необходимо выполнить. К примеру, для обычного разделительного реза потребуется меньше всего времени и, кроме того, большинство установок могут разрезать даже металл, толщина которого достигает 64 мм. Ну а если необходимо осуществить фигурную резку, то это займет больше времени, а толщина обрабатываемого материала не должна превышать 40 мм.
Важным нюансом является то, что от мастерства специалиста во многом зависит скорость и качество выполнения плазменной резки. Именно поэтому точный и чистый рез с минимальным отклонением от необходимых размеров сможет осуществить только квалифицированный работник, имеющий профильное образование.
Именно поэтому точный и чистый рез с минимальным отклонением от необходимых размеров сможет осуществить только квалифицированный работник, имеющий профильное образование.
Можно ли выполнять резку цветных металлов при помощи плазмы?
В зависимости от вида материала, его плотности и многих иных технических характеристик для обработки цветных металлов могут использоваться различные способы резки. Но в любом случае в процессе резки цветного сплава необходимо учитывать следующие рекомендации:
- в процессе резки нержавеющей стали нежелательно использовать сжатый воздух. В зависимости от толщины материала может использоваться или же чистый азот, или азот, смешанный с аргоном. Кроме того, не стоит упускать такой нюанс, что нержавеющие стали чувствительные к воздействию переменных токов, так как это может привести к быстрому выходу материала из эксплуатации.
Наиболее оптимальным решением для резки нержавейки будет использование установки косвенного воздействия; - для резки алюминия толщиной до 70 мм можно использовать сжатый воздух.
 Но его применение нецелесообразно в случае, если материал имеет малую плотность.
Но его применение нецелесообразно в случае, если материал имеет малую плотность.
Сфера применения плазменного раскроя металлов
В настоящее время плазмотроны пользуются широкой популярностью и спросом. И это ничуть не удивительно, потому как если сравнивать с другим оборудованием для резки металла, то вышеуказанное устройство позволяет добиться высокого качества реза при относительно невысокой стоимости ручной установки.
Сегодня плазменная резка металлических конструкций используется в следующих отраслях промышленности:
- обработка металлопроката. При помощи плазмы можно без каких-либо сложностей разрезать абсолютно любой металл, включая тугоплавкий, черный и цветной;
- изготовление металлических конструкций;
- обработка различных деталей и художественная ковка. Не сомневайтесь, при помощи плазменного резака удастся создать деталь практически любой сложности;
- автомобилестроение, авиастроение, капитальное строительство и многое другое.

Следует отметить, что использование станков для плазменной резки не смогло заменить ручное оборудование.
Художественная плазменная резка металлов предоставляет уникальную возможность создать деталь, которая точно соответствует замыслу дизайнера или художника, что позволяет использовать ее для декоративного украшения лестниц, заборов, перил и т.п.
Основные достоинства и недостатки резки металлов плазмой
Сегодня плазменная резка металла используется практически в каждой отрасли промышленности. Причины такой распространенности скрываются в достоинствах процедуры. Так к преимуществам указанного выше метода следует отнести:
- высокую скорость работы и производительность. Если сравнивать данный метод со стандартной электродной резкой, то плазменная резка предоставляет возможность выполнить все работы в несколько раз быстрее;
- низкую стоимость. Если необходимо сэкономить, то резка при помощи плазмы – это идеальное решение.
 Главное и единственное ограничение скрывается в толщине материала. Ведь экономически невыгодно и нецелесообразно резать, к примеру, сталь, толщина которой составляет более 50 мм;
Главное и единственное ограничение скрывается в толщине материала. Ведь экономически невыгодно и нецелесообразно резать, к примеру, сталь, толщина которой составляет более 50 мм; - точность. Благодаря использованию современного оборудования деформации от тепловой обработки практически невидны и не нуждаются в дополнительной обработке;
- безопасность резки.
Что касается отрицательных сторон такого рода резки металла, то к минусам следует отнести: - ограничения, связанные с толщиной реза;
- жесткие требования касательно выполнения обработки металлической детали.
Сравнение лазерной и плазменной резки металла
Основное отличие плазменной резки от лазерной состоит в методе воздействия на поверхность обрабатываемого материала.
Да, несомненно, лазерное оборудование обеспечивает меньший процент оплавленности, а также большую производительность и скорость обработки детали, но такого рода обработка будет стоить на порядок дороже и кроме того толщина обрабатываемого материала не должна превышать 20 мм.
Что касается резки плазменным способом, то в данном случае плазматрон меньше стоит и имеет более широкую область применения.
Что является лучшим вариантом и почему
Плазменная, лазерная или водяная резка? Почти каждый, кто занимается изготовлением металлоконструкций, сталкивался с подобным вопросом. Хотя точного или определенного ответа на этот вопрос, который задают всегда, не существует. Все зависит от того, что вы цените больше всего.
Поэтому для решения этой проблемы, с которой люди всегда сталкиваются при выборе лучшего варианта, здесь представлен обзор экономических, а также технических качеств обоих решений для резки металла.
Как и во многих других случаях в мире производства, существует более чем один способ приступить к выполнению определенной работы. Это очень верно, особенно когда речь идет о резке сырья. Два наиболее распространенных метода, которые можно встретить в магазинах по всему миру, — это водоструйные и плазменные резаки.
Хотя обе машины известны своей способностью прямо и легко разрезать определенные материалы, есть относительно немного того, что отличает их как по способностям, так и по ограничениям.
Table of Contents
- Как работает гидроабразивная резка
- Как работает плазменная резка
- Гидроабразивная и плазменная резка: Какой из них вам нужен и почему?
- Гидроабразивная и плазменная резка: Что лучше для вашего бизнеса?
- Затраты на гидроабразивную и плазменную резку (затраты на закупку и текущие/эксплуатационные расходы)
- Вам нужна гидроабразивная или плазменная резка? Вот что вы должны знать
- Выбор между гидроабразивной и плазменной резкой
- Заключение
Как работает гидроабразивная резка
Гидроабразивная струя — это метод резки, который зависит от комбинации воды и абразива для легкого разрушения материала по заданной траектории Примите это за высокоскоростную эрозию.
Абразив, которым обычно является гранат, засыпается через трубопровод в смесительную трубку, где он обычно встречается с источником воды и распыляется под огромным давлением (более 50 000psi) для получения тонкой режущей струи на кончике керамического сопла.
Затем сопло перемещается по траектории, определяемой подключенным программным обеспечением ЧПУ, со скоростью, зависящей от типа и толщины материала.
Как работает плазменная резка
В этом типе техники вместо воды и абразива плазменный резак работает с помощью газа и электричества. Газ подается через сжатое отверстие под очень высоким давлением, в этот момент он вступает в контакт с электрической дугой, которая направляется через сопло.
Таким образом, он вызывает реакцию, и газ, которым обычно является (азот, аргон, кислород и т.д.), нагревается до такой степени, что переходит в четвертое состояние материи.
Плазма настолько горячая, что может проплавить металл с высокой скоростью, при этом излишки материала отсекаются, и получается умеренно чистый срез. Можно использовать несколько типов газов, что также зависит от типа и толщины материала.
Гидроабразивная и плазменная резка: Какой из них вам нужен и почему?
Лучше всего выбрать гидроабразивную резку, поскольку гидроабразивная резка — это, как правило, холодный процесс, при котором в разрезаемый материал не подается тепло. Это означает, что во время всей операции резки не образуется зона термического воздействия.
Это означает, что во время всей операции резки не образуется зона термического воздействия.
Это очень важный факт для тех, кто работает в аэрокосмической промышленности, поскольку гидроабразивный резак не изменяет физическое состояние разрезаемого материала и даже не вызывает его изгиба под воздействием тепла.
Кроме того, резка материалов с отсутствием зоны термического влияния (ЗТВ) помогает и производителям листового металла. Отсутствие зоны термического влияния означает, что весь процесс может перейти непосредственно от гидроабразивной резки к процессам резьбы или сварки без необходимости устранения какого-либо материала, подверженного термическому влиянию.
В итоге это позволяет снизить трудозатраты и получить качественный продукт с высокой скоростью и эффективностью. А поскольку гидроабразивная резка — это чистая резка, необходимость в смягчении или шлифовке по краям материала отпадает.
Гидроабразивная и плазменная резка: Что лучше для вашего бизнеса?
Два основных метода резки, которые часто используют изготовители металлоконструкций при раскрое материалов, включают лазерную и гидроабразивную резку. Когда речь идет о приобретении машины для резки для вашего бизнеса или просто для личного пользования, вы можете рассмотреть возможность покупки лазерного, плазменного или гидроабразивного резака.
Когда речь идет о приобретении машины для резки для вашего бизнеса или просто для личного пользования, вы можете рассмотреть возможность покупки лазерного, плазменного или гидроабразивного резака.
Но в зависимости от типа используемого материала и желаемого результата полезно знать различия между этими двумя резаками, поэтому сначала необходимо ознакомиться с преимуществами и недостатками каждого из них, чтобы понять, какой из них лучше всего подходит для вашего бизнеса.
Каждая из этих фрез имеет свои преимущества и недостатки. Давайте кратко рассмотрим их по очереди.
Плюсы и минусы гидроабразивной резки:
Плюсы:
- Может резать практически все
- Не образует зоны термического влияния (ЗТВ), что хорошо для резки термочувствительных материалов.
- Не дает опасных испарений и отходов.
- Производит высокоточные разрезы
- Безупречно работает даже на шероховатых поверхностях
Конс:
- Абразивные материалы в основном очень дорогостоящие.

- Процесс резки создает много шума, если он не выполняется под водой.
- Имеет низкую скорость резки для большинства металлов.
Плюсы и минусы плазменной резки:
Плюсы:
- Может резать широкий спектр металлов.
- Простота в освоении и эксплуатации.
- Более высокая скорость резки.
- Отличное качество отверстий.
Конс:
- Образует огромные зоны термического воздействия (HAZ).
- Он менее точен по сравнению с гидроабразивной резкой.
- Может создавать микротрещины на некоторых металлах в процессе резки.
- Выделяет токсичные пары.
Затраты на гидроабразивную и плазменную резку (затраты на закупку и текущие/эксплуатационные расходы)
Начальная цена покупки плазменных резаков самая дешевая по сравнению с гидроабразивными. Цена плазмореза может варьироваться от 15 000 долларов США до 300 000 долларов США. Однако цена большинства плазморезов не превышает 100 000 долларов США. Стоимость гидроабразивного резака составляет от 100 000 до 350 000 долларов США.
Стоимость гидроабразивного резака составляет от 100 000 до 350 000 долларов США.
Читать подробнее: Сколько стоит гидроабразивная резка
Помимо цены покупки, плазморезы также недороги, когда речь идет об эксплуатационных расходах. Они стоят примерно 15 долларов США в час, в то время как гидроабразивные резаки стоят около 20 долларов США в час.
Гидроабразивная и плазменная резка — общие области применения
Водометы могут резать практически все. Но этот тип резака обычно используется для резки термочувствительных материалов, таких как пластик или алюминий, и когда точность имеет первостепенное значение.
Читайте также: Какие материалы может резать гидроабразивная машина
В то время как плазморезы имеют самое низкое качество резки. Эти резаки обычно используются в компаниях по утилизации и утилизации отходов, авторемонтных мастерских, мастерских по изготовлению металлоконструкций, а также в некоторых промышленных сооружениях. Надеюсь, с помощью этих нескольких советов и идей вы поймете, что лучше всего подходит для вашего бизнеса.
Надеюсь, с помощью этих нескольких советов и идей вы поймете, что лучше всего подходит для вашего бизнеса.
Вам нужна гидроабразивная или плазменная резка? Вот что вы должны знать
Гидроабразивная резка, бесспорно, занимает лидирующие позиции, когда речь идет о качестве, точности и экономичности.
Вот некоторые моменты, которые вы должны знать.
- Без химических веществ и тепла
Поскольку для резки материала по этой технологии требуется только вода и гранит, технически это процесс холодной резки, и любое тепло, которое может выделяться в процессе эрозии, быстро охлаждается потоком воды.
Таким образом, деформация, неправильная форма и закалка материала, обычно связанные с лазерной, плазменной и механической обработкой, прекращаются, что снижает потребность во вторичной обработке.
Он гораздо безопаснее для операторов и окружающей среды, так как не производит ни пара, ни дыма, а частицы пыли, образующиеся в процессе эрозии, задерживаются в воде и впоследствии безопасно отфильтровываются.
Рекомендуется: 10 советов по безопасности гидроабразивной резки для новых пользователей
- Универсальность/гибкость
Как уже упоминалось ранее, гидроабразивная резка используется практически во всех отраслях промышленности благодаря своей способности резать практически любой материал значительно дешевле, не изменяя свойств материала. Материалы толщиной от 0,010″ акрила до 10″ нержавеющей стали также могут быть разрезаны гидроабразивным резаком. Тонкие материалы можно даже укладывать в кучи для повышения производительности и снижения затрат.
Эти машины доступны с различными размерами столов от 0,5 х 1,5 м до 2 х 4 м, но некоторые машины изготавливаются на заказ и могут включать в себя большие столы размером 4 х 18 м и множество головок.
- Точная или почти точная фигурная резка
При использовании обработки Q5 возможны допуски более жесткие, чем +/- 0,005″, особенно в тонких материалах, таких как 1″ нержавеющая сталь, а поскольку скорость резки может быть изменена в середине резания, это позволяет деталям иметь различные качества кромок.
Что нужно учитывать при выборе между гидроабразивной и плазменной резкой
Рассмотрев определения, преимущества, а также недостатки каждого из методов резки, пришло время оценить, как они соотносятся друг с другом.
- Стоимость
Если оценивать затраты на закупку, то плазменная резка является наиболее экономичной, а лазерная — наиболее дорогостоящей. Что касается эксплуатационных расходов, то при учете материалов, используемых для каждой машины, плазменная резка остается самой низкой по цене, а гидроабразивная — самой дорогостоящей.
- Скорость работы
Скорость производства этих металлорежущих станков определяется их скоростью резки. Плазменная струя является самой быстрой с точки зрения скорости резки и работы. В то время как гидроабразивная струя является медленной с точки зрения скорости резки (особенно на толстых металлах или материалах).
- Передовое качество
Точность машины для резки обычно определяется путем сравнения исходных размеров получаемой детали с запрограммированным размером детали. Однако, благодаря меньшему тепловому искажению, наиболее точным является станок гидроабразивной резки, за ним следует плазменный.
Однако, благодаря меньшему тепловому искажению, наиболее точным является станок гидроабразивной резки, за ним следует плазменный.
Выбор между гидроабразивной и плазменной резкой
Выбор между гидроабразивной и плазменной резкой зависит от условий применения, допусков, бюджета и требований заказчика.
Можно оценить и другие аспекты, но для простоты, сосредоточившись на потребностях клиента в области применения, производительности, допуске и эксплуатационных расходах, можно прийти к правильному решению. Итак, посмотрите на статистику обеих фрез ниже, чтобы знать, что лучше выбрать.
Статистика гидроабразивной резки
- Материалы, которые можно резать гидроабразивным станком, включают сталь, нержавеющую сталь, кожу, композиты, камень, плитку, стекло, продукты питания, бумагу, алюминий, текстиль, резину, пену, пластик. Он может резать практически любой материал.
- Водометы обычно способны разрезать металл толщиной около 6 дюймов и до 18 дюймов для большинства материалов.

- Гидроабразивная резка — это, как правило, метод холодной эрозии, при котором отсутствует зона термического влияния (HAZ) или механическое напряжение материала (очень важно в аэрокосмической промышленности).
- Он создает гладкую кромку — материал не требует вторичной обработки.
- Способность создавать детальный срез — можно создавать замысловатые формы.
- Кроме того, процесс резки может быть немного муторным.
Плазменная статистика
- Материалы, которые могут быть разрезаны машиной плазменной резки, включают мягкую сталь, углеродистую сталь, медь, нержавеющую сталь, алюминий и другие металлы.
- Плазменный резак можно использовать на металле в любом состоянии (ржавом, окрашенном или натертом).
- В большинстве случаев производительная резка выполняется на стали толщиной от 1/4 дюйма до 2 дюймов.
- Он покрывает толщину от 2-3 дюймов, в зависимости от материала.
- Для удаления шлака вокруг зоны термического влияния (ЗТВ) может потребоваться некоторое растирание; плазма высокой четкости уменьшает количество шлака.
- Плазморезы высокоавтоматизированы, что делает их гораздо более простыми и удобными в использовании для оператора.
- Качество и точность реза не такие детальные, как при гидроабразивной резке.
Заключение
Когда дело доходит до определения лучшего среди водоструйных и плазменных резаков, нет однозначного победителя. Потому что существует слишком много переменных, которые необходимо оценить, прежде чем выбрать один из них.
И я уверен, что эта статья предоставит вам краткий обзор относительного сравнения между этими двумя различными фрезами, чтобы вы могли выбрать или решить для себя. Но результат будет зависеть исключительно от ваших приоритетов.
Все, что вам нужно знать о плазменной резке
Независимо от того, являетесь ли вы рабочим на верфи, строящей грузовые суда, или художником, пытающимся превратить свое последнее видение в шедевр из металла, скорее всего, в какой-то момент вы будете использовать плазменную резку. процесс.
процесс.
Разработанный для быстрой и точной резки, неудивительно, что плазменная резка получила такое широкое распространение во всем мире. Скорее всего, вы каждый день используете продукты, частично изготовленные с помощью плазменной резки.
Итак, что такое плазменная резка? И как именно это работает?
Что такое плазма?
Чтобы понять, как работает плазменная резка, сначала нужно понять основы. Начнем с ответа на простой вопрос: что такое плазма?
Не путать с прозрачной жидкостью в крови, в которой взвешены жировые шарики (что бы это ни значило). Плазма, о которой мы говорим, представляет собой ионизированный газ — газ, который был возбужден до такой степени, что электроны отрываются от своих атомов, но все еще путешествуют вместе с ядром.
Этот заряженный газ является плазмой. Плазму на самом деле называют четвертым состоянием материи, что ставит ее рядом с тремя другими хорошо известными и широко изучаемыми состояниями. Правильно, состояния вещества на самом деле: твердое, жидкое, газообразное и ПЛАЗМА.
Правильно, состояния вещества на самом деле: твердое, жидкое, газообразное и ПЛАЗМА.
Интересно, что, согласно науке, плазма является наиболее распространенным состоянием материи во Вселенной! Мы очень сильно полагаемся на плазму здесь, на Земле. Я уверен, что вы знакомы с солнцем. Что ж, наш большой желтый друг на небе, наряду с большинством других звезд, на самом деле представляет собой гигантский шар плазмы. Типа круто, да?
Существует несколько различных способов превращения газа в плазму, но это всегда включает в себя накачку газа полной энергией. В этом случае очень эффективным источником энергии является искра. Когда мы пропускаем сжатые газы (например, кислород, азот, аргон или даже воздух из цеха) через большую искру, она ионизирует газ и создает управляемый поток плазмы.
Вы можете спросить себя: «Как мы используем газ, чтобы прорезать самые твердые материалы, известные человеку?» Что ж, плазменные резаки могут почти мгновенно достигать ошеломляющих 40 000 ° F. Поток плазмы при такой температуре может быстро и легко пройти через большинство материалов.
Поток плазмы при такой температуре может быстро и легко пройти через большинство материалов.
Я даю тебе…
ПЛАЗМЕННЫЙ ФАКЕЛ!
Каждая система плазменной резки состоит из следующих трех компонентов:
- Источник питания — Источник питания плазмы отвечает за поддержание плазменной дуги в течение всего времени резки.
- Консоль запуска дуги — Или ASC создает искру внутри плазменной горелки, которая создает плазменную дугу.
- Плазменный резак — Плазменный резак обеспечивает выравнивание, необходимое для точной резки, а также для охлаждения расходных материалов.
Теперь, когда вы поняли, что такое плазма, давайте перейдем к применению плазмотрона.
Типы плазменной резки
Почти все системы плазменной резки делятся на две категории: обычные и прецизионные плазменные системы.
Обычные плазменные системы — Обычно в качестве плазменного газа используется воздух из цеха, а форма дуги определяется соплом горелки. Ручные системы относятся к категории обычных плазменных систем, а также к приложениям, в которых разрезаемые материалы имеют более низкие допуски. Хотя эти типы распространены, они менее точны, чем другие формы плазменной резки.
Ручные системы относятся к категории обычных плазменных систем, а также к приложениям, в которых разрезаемые материалы имеют более низкие допуски. Хотя эти типы распространены, они менее точны, чем другие формы плазменной резки.
Прецизионные плазменные системы — Используйте различные газы, такие как кислород, азот или смесь водорода/аргона/азота, для оптимальной резки широкого спектра проводящих материалов. Эти типы систем управляются ЧПУ и предназначены для получения наиболее точных резов, достижимых с помощью плазмы. Горелки и рисунки, которые они вырезают, более сложны, а форма дуги сужена для повышения точности.
Зачем использовать плазму?
К этому моменту вы должны хорошо понимать, что такое плазма и как работает плазменная резка, но остается без ответа один очень важный вопрос — почему?
Существует множество других способов резки металла — пилы, лазеры, гидроабразивная резка и газокислородные системы. Мы не будем вдаваться в подробности каждого из них прямо сейчас, так как вы захотите использовать разные методы для разных задач.
При принятии решения о том, какой метод резки использовать, в игру вступают несколько факторов. Важно учитывать толщину материала, который вы режете, требуемое качество кромки и то, что важнее: производительность или стоимость.
Наиболее заметные различия между плазменной резкой и другими методами резки заключаются в время и стоимость . Плазменная резка быстрее других методов, особенно при работе с более толстыми материалами, а последние достижения в технологии плазменной резки снижают влияние плазменной резки на вашу прибыль.
Стоимость гидроабразивной или лазерной резки очень высока по сравнению с ними. В целом гидроабразивная резка стоит в три раза дороже плазменной, а лазерная резка может стоить до восьми раз дороже! Плазменная резка — это очень практичный метод резки, и он достаточно точен практически для любых ваших потребностей в фигурной резке.
Итак, вот оно! Полное изложение — от науки о том, что такое плазма, до того, как работают плазменные резаки и как плазменная резка приносит вам пользу.
Если выяснится, что это не все, что вы хотели знать, и даже больше, позвоните в один из наших офисов, и мы с удовольствием поговорим о том, как ваш бизнес может воспользоваться преимуществами плазменной резки.
Вы нашли эту информацию интересной? Посетите страницу блога Boyd Metals для получения более интересной информации о металлургической промышленности, и не забудьте ознакомиться с этой бесплатной загрузкой с фактами о стали!
Сталь — удивительный многогранный материал, который люди используют каждый день , часто даже не задумываясь о его важности. Для вашего развлечения и просвещения мы составили бесплатный путеводитель: 12 впечатляющих и интригующих фактов о нержавеющей стали!
Мы надеемся, что эта информация
окажется для вас такой же захватывающей, как и мы!
Общие сведения о плазменной резке
Станок плазменной дуговой резки для резки внутренних частей металлической детали.
Изображение предоставлено: Portrait Images Asia by Nonwarit/Shutterstock.com
Плазменно-дуговая резка, также называемая плазменной резкой плавлением или плазменной резкой, представляет собой производственный процесс, в котором используется перегретый ионизированный газ, пропускаемый через плазменную горелку для нагрева, расплавления и, в конечном счете, резки электропроводящего материала в нестандартные формы и конструкции. Этот процесс подходит для широкого спектра металлических материалов, включая конструкционную сталь, легированную сталь, алюминий и медь, и может резать материалы толщиной от 0,5 мм до 180 мм.
Процесс плазменной резки часто представляют как альтернативу лазерной, гидроабразивной и кислородно-топливной резке, и он предлагает определенные преимущества по сравнению с этими вариантами, включая более быстрое время резки и более низкие первоначальные капиталовложения и эксплуатационные расходы. Хотя плазменная резка демонстрирует некоторые преимущества по сравнению с другими процессами резки, ее использование в некоторых производственных приложениях может быть проблематичным, например, при резке непроводящего материала.
Несмотря на то, что у каждого процесса резки есть свои преимущества и недостатки, в этой статье основное внимание уделяется плазменной резке с описанием основ процесса плазменной резки, а также необходимых компонентов и механики машины плазменной резки. Кроме того, в статье рассматриваются различные варианты плазменной резки и предлагаются альтернативы процессам плазменной резки.
Что такое плазма?
Три наиболее часто упоминаемых агрегатных состояния вещества — твердое, жидкое и газообразное. Плазму, однако, часто называют четвертым состоянием материи, и технически это наиболее часто встречающееся состояние — по объему и массе — поскольку оно встречается по всей галактике и за ее пределами (например, в центрах звезд и в форме молния).
Плазма возникает, когда к газу добавляется дополнительная энергия, что позволяет молекулам газа двигаться быстрее и сталкиваться с большей силой. Столкновения между молекулами позволяют молекулам разделяться на составляющие их атомы, а эти отдельные атомы отделяться от электронов внешней оболочки, образуя ионы. По мере того, как все больше атомов теряют свои электроны, газ достигает критической точки, когда количество атомов, теряющих электроны, и количество атомов, принимающих свободные электроны, уравновешиваются. В этот момент ионизированный газ становится плазмой.
По мере того, как все больше атомов теряют свои электроны, газ достигает критической точки, когда количество атомов, теряющих электроны, и количество атомов, принимающих свободные электроны, уравновешиваются. В этот момент ионизированный газ становится плазмой.
Плазма, обычно встречающаяся в астрофизической сфере, естественным образом встречается в звездах и в межпланетной, межзвездной и межгалактической среде. В земном царстве это происходит только в виде редких явлений, таких как молнии или полярные сияния. Однако его можно создать искусственно путем перегрева газа или воздействия на него сильного электромагнитного поля до тех пор, пока газ не станет ионизированным и не приобретет высокую электропроводность. Этот искусственно созданный ионизированный газ используется в машинах плазменной резки и в процессе плазменно-дуговой резки для разрезания электропроводящего материала.
Пример земной плазмы: множественные удары молнии по мосту.
Изображение предоставлено: John Wollwerth/Shutterstock. com
com
Процесс плазменной резки
Процесс плазменно-дуговой резки представляет собой термический производственный процесс, в котором используется суженная плазменная дуга с переносом для резки широкого спектра металлов, включая конструкционную сталь, легированную сталь, алюминий и медь. Хотя доступно несколько вариантов, основные принципы процесса и необходимые компоненты остаются одинаковыми во всех них. Процесс первичной плазменно-дуговой резки включает следующие этапы:
- Запуск вспомогательной дуги
- Генерация основной дуги
- локальный нагрев и плавка
- выброс материала
- дуговое движение
Рисунок 1 – Электрическая полярность плазменной дуги
Запуск пилотной дуги
Процесс начинается с команды пуска, которая побуждает источник питания генерировать напряжение холостого хода до 400 В постоянного тока, т. е. напряжение холостого хода, и инициирует подачу сжатого плазмообразующего газа в узел плазменной горелки, который содержит электрод и плазменное сопло. Как показано на Запуск дежурной дуги на рис. 1 выше, источник питания также подает отрицательное напряжение на электрод, устанавливая его в качестве катода в цепи дежурной дуги, и замыкает нормально разомкнутые контакты цепи сопла, размещая временный положительный контакт. напряжение на сопле, которое затем служит анодом цепи вспомогательной дуги. Затем консоль запуска дуги (ACS) создает высокочастотный потенциал высокого напряжения между электродом и соплом, который генерирует высокочастотную искру. Искра ионизирует плазменный газ, делая его электропроводным и создавая путь тока с низким сопротивлением между электродом и соплом. Вдоль этого пути тока формируется начальная низкоэнергетическая дуга, т. е. вспомогательная дуга, по мере того как энергия течет и разряжается между двумя компонентами.
Как показано на Запуск дежурной дуги на рис. 1 выше, источник питания также подает отрицательное напряжение на электрод, устанавливая его в качестве катода в цепи дежурной дуги, и замыкает нормально разомкнутые контакты цепи сопла, размещая временный положительный контакт. напряжение на сопле, которое затем служит анодом цепи вспомогательной дуги. Затем консоль запуска дуги (ACS) создает высокочастотный потенциал высокого напряжения между электродом и соплом, который генерирует высокочастотную искру. Искра ионизирует плазменный газ, делая его электропроводным и создавая путь тока с низким сопротивлением между электродом и соплом. Вдоль этого пути тока формируется начальная низкоэнергетическая дуга, т. е. вспомогательная дуга, по мере того как энергия течет и разряжается между двумя компонентами.
Генерация основной дуги
После запуска вспомогательная дуга вытекает вместе с плазменным газом через отверстие сопла в направлении заземленной электропроводной заготовки, которая частично ионизирует область между ними и образует новый путь тока с низким сопротивлением. Поскольку поток газа вынуждает вспомогательную дугу выступать дальше через отверстие, дуга в конечном итоге входит в контакт с заготовкой и переходит на нее. Как показано на диаграмме Main Arc Generation на рис. 1 выше, этот перенос дуги создает основную дугу, т. е. плазменную дугу, которая выполняет фактическую операцию резки, и устанавливает заготовку как часть вновь созданной цепи основной дуги. вместе с электродом. Перенос дуги также побуждает источник питания повторно размыкать нормально разомкнутые контакты сопла, удаляя сопло из цепи вспомогательной дуги, а основная дуга увеличивается до оптимальной силы тока резки.
Поскольку поток газа вынуждает вспомогательную дугу выступать дальше через отверстие, дуга в конечном итоге входит в контакт с заготовкой и переходит на нее. Как показано на диаграмме Main Arc Generation на рис. 1 выше, этот перенос дуги создает основную дугу, т. е. плазменную дугу, которая выполняет фактическую операцию резки, и устанавливает заготовку как часть вновь созданной цепи основной дуги. вместе с электродом. Перенос дуги также побуждает источник питания повторно размыкать нормально разомкнутые контакты сопла, удаляя сопло из цепи вспомогательной дуги, а основная дуга увеличивается до оптимальной силы тока резки.
Локальный нагрев и плавление
Сопло сужает ионизированный газ и основную дугу, когда они проходят через отверстие сопла, увеличивая плотность энергии и скорость плазмы. Станки плазменной резки производят плазму с температурой до 20 000°C, которая движется к заготовке со скоростью, в три раза превышающей скорость звука. Эта тепловая и кинетическая энергия используется для операции резки.
В процессе плазменно-дуговой резки используется метод резки плавлением и выдуванием, при котором происходит нагрев, расплавление и испарение локализованной области заготовки. Когда плазма попадает на поверхность заготовки, материал заготовки поглощает тепловую энергию дуги и плазменного газа, увеличивая внутреннюю энергию и выделяя тепло, что ослабляет материал и позволяет его удалять для получения желаемых разрезов.
Выброс материала
Ослабленный материал заготовки выталкивается из пропила — на ширину удаляемого материала и разрезаемого продукта — за счет кинетической энергии используемого плазмообразующего газа. Оптимальный поток плазмообразующего газа определяется током и соплом, при этом слишком низкий или слишком высокий уровень потока плазмы приводит к менее точным разрезам и выходу компонентов из строя.
Дуговое движение
После начала локализованного нагрева, плавления и испарения заготовки плазменная дуга вручную или автоматически перемещается по поверхности заготовки для выполнения полной резки. В случае ручных систем плазменной дуговой резки оператор вручную инициирует процесс и перемещает резак по поверхности, чтобы создать желаемые разрезы. Для автоматизированных систем плазменной дуговой резки машина запрограммирована на перемещение головки резака с оптимальной скоростью для обеспечения точной и аккуратной резки.
В случае ручных систем плазменной дуговой резки оператор вручную инициирует процесс и перемещает резак по поверхности, чтобы создать желаемые разрезы. Для автоматизированных систем плазменной дуговой резки машина запрограммирована на перемещение головки резака с оптимальной скоростью для обеспечения точной и аккуратной резки.
Ручной плазменный резак, выполняющий операцию резки.
Изображение предоставлено: Игорь В. Подкопаев/Shutterstock.com
Варианты процесса плазменной резки
Основные принципы процесса плазменно-дуговой резки остаются одинаковыми для различных доступных вариантов. Тем не менее, каждый вариант процесса обеспечивает определенные преимущества в отношении производственных приложений в зависимости от разрезаемого материала и его свойств, выходной мощности и конкретных требований приложения. Варианты обычно различаются в зависимости от их системы охлаждения, типа плазмообразующего газа, конструкции электрода и типа используемой плазмы.
Некоторые из доступных вариантов плазменной резки включают:
- Стандартная (или обычная) плазменная дуговая резка
- Плазменно-дуговая резка с использованием вторичной среды
- Плазменная дуговая резка с впрыском воды
Стандартная (или обычная) плазменная дуговая резка
При обычной плазменной дуговой резке оборудование для плазменной резки включает узел плазменной горелки, в котором используется один плазменный газ, служащий одновременно газом зажигания и газом для резки. Как правило, в стандартном процессе используется азот, кислород или смесь водорода и аргона. Сжатие плазменной дуги и газа осуществляется только соплом без помощи какой-либо вторичной среды. В качестве охлаждающей жидкости для плазмотрона может использоваться вода или воздух.
Плазменно-дуговая резка со вторичной средой
Для плазменно-дуговой резки, в которой используется вторичная среда, дополнительная среда, т. е. вода или газ, перекачивается в плазменную горелку для дальнейшего сужения плазменной дуги и получения специфических характеристик для конкретного применения резки.
Использование вторичного газа в процессе плазменно-дуговой резки может повысить удельную мощность, качество и скорость резки. Кроме того, вторичный газ может уменьшить повреждение системы и риск возникновения двойной дуги, а также продлить срок службы расходных деталей резака. Этот тип плазменной резки подходит для металлических листов толщиной до 75 мм.
Некоторые из наиболее распространенных комбинаций вторичного газа включают:
- воздух, кислород и азот для резки стали
- азот, аргон-H 2 и CO 2 для резки нержавеющей стали
- аргон-H 2 , азот и CO 2 для резки алюминия
Использование воды в процессе плазменной резки может привести к получению поверхности заготовки с более высоким коэффициентом отражения. Вода действует как барьер или щит во время процесса резки, поскольку она перекачивается в плазменную горелку, выбрасывается и испаряется плазменной дугой. Этот тип плазменной резки подходит для алюминия и высоколегированных сталей толщиной до 50 мм.
Плазменная дуговая резка с впрыском воды
При плазменной дуговой резке с впрыском воды в процессе резки также используется вода. В плазмотрон впрыскивается вода, которая дополнительно сужает плазменную дугу. В отличие от плазменно-дуговой резки со вторичной средой, большая часть воды остается неиспаренной и вместо этого действует как охлаждающая жидкость для компонентов плазменной горелки и заготовки. Охлаждающий эффект воды обеспечивает меньшую деформацию материала, более высокое качество резки и более длительный срок службы расходных деталей резака. Этот тип плазменно-дуговой резки подходит для подводной плазменной резки металлов толщиной от 3 мм до 75 мм.
Другие варианты
Другие варианты плазменной резки включают:
- Плазменная дуговая резка с повышенным сужением
- Резка плазменной дугой под водой
- Плазменная строжка
- Плазменная маркировка
Отдельно от ранее упомянутых вариантов, увеличенное сужение плазменной дуги достигается за счет использования специализированных сопел, которые обеспечивают определенные возможности, такие как вращение плазмообразующего газа или регулировка сопла в процессе резки.
Подводная плазменная дуговая резка выполняется на глубине от 60 до 100 мм под водой, что позволяет уменьшить шум, пыль и загрязнение воздуха, но требует больше энергии и времени резки, чем атмосферная плазменная дуговая резка.
Плазменная строжка и плазменная маркировка — это процессы, которые обычно не разрезают заготовку; плазменная строжка удаляет только поверхностный материал заготовки, чтобы получить более гладкую поверхность, в то время как плазменная маркировка создает поверхностные метки на готовых компонентах.
Процесс плазменно-дуговой резки предлагает множество вариантов, которые подходят для широкого спектра производственных применений. Пригодность каждого варианта зависит от спецификаций и требований резания.
Станок плазменно-дуговой резки
В то время как в процессе лазерной резки используются станки для лазерной резки, а в процессе/услуге гидроабразивной резки используется оборудование для гидроабразивной резки с водой под давлением и абразивами, в процессе плазменно-дуговой резки используется оборудование плазменной резки для получения желаемых разрезов на заготовке. Станки плазменной резки варьируются от модели к модели, а также от приложения и приложения с настройками от простых (например, ручные резаки, подключенные к источнику питания) до сложных (например, программируемое и автоматизированное оборудование с ЧПУ). Базовая комплектация оборудования для этих машин плазменной резки включает в себя источник питания плазмы, консоль зажигания дуги, блок горелки, систему подачи газа, систему охлаждения и электропроводящую заготовку.
Станки плазменной резки варьируются от модели к модели, а также от приложения и приложения с настройками от простых (например, ручные резаки, подключенные к источнику питания) до сложных (например, программируемое и автоматизированное оборудование с ЧПУ). Базовая комплектация оборудования для этих машин плазменной резки включает в себя источник питания плазмы, консоль зажигания дуги, блок горелки, систему подачи газа, систему охлаждения и электропроводящую заготовку.
Источник питания: Источник питания обеспечивает энергию для запуска вспомогательной дуги и поддержания основной дуги на протяжении всего процесса плазменной резки. Как правило, они имеют высокое напряжение без нагрузки (т. е. напряжение холостого хода) в диапазоне от 240 до 400 В постоянного тока для создания вспомогательной дуги, но требуют только от 50 до 60 В постоянного тока для поддержания основной дуги после ее возникновения.
Консоль зажигания дуги (ACS): ACS создает начальную искру, которая инициирует цепь вспомогательной дуги.
Используемые газы и среды: Плазменные газы подразделяются на воспламеняющие газы (зажигают плазменную дугу), режущие газы (используются с плазменной дугой в процессе резки) и вторичные газы (сужают и охлаждают плазменную дугу). Используемые газы могут быть инертными, реакционноспособными или смесью двух предыдущих типов. Вода также используется в качестве вторичной среды в процессе резки.
Горелка в сборе: Горелка в сборе и детали включает электрод и сопло, подключена к источнику питания и использует плазму и режущие газы для инициирования и выполнения операции плазменной резки.
Система охлаждения: Система охлаждения охлаждает компоненты узла резака и заготовку, продлевая срок службы расходных деталей. Система может быть как с водяным, так и с газовым охлаждением.
Заготовка: Заготовка – это разрезаемый материал. Материал должен быть электропроводным для плазменной резки, поскольку заготовка служит компонентом основной цепи дуги.
Другие варианты установки для плазменно-дуговой резки включают столы для резки, оборудование для контроля загрязнения воздуха и подвесные направляющие системы. Раскройный стол служит рабочей поверхностью для резки заготовки, а контрольно-измерительное оборудование средством удаления выбросов, образующихся в процессе резки. На автоматических станках резак резак подвешивается над головой на системе направляющих, что позволяет перемещаться по поверхности заготовки.
Расходуемые сопла плазмотрона.
Изображение предоставлено: Nordroden/Shutterstock.com
Вопросы материалов
Поскольку в процессе плазменной резки используются переносные плазменные дуги, его использование ограничивается резкой только материалов, обладающих электропроводностью. Однако он подходит для широкого спектра металлов, в том числе:
- Конструкционная сталь
- Нелегированная, низколегированная и высоколегированная сталь
- Алюминий
- Плакированные металлические пластины
Плазменно-дуговая резка также может использоваться для таких материалов, как медь, латунь, титан и чугун, хотя некоторые из их температур плавления могут оказаться проблематичными для получения высококачественной резки кромки. В зависимости от технических характеристик машины плазменной дуговой резки и материала заготовки этот процесс позволяет резать материалы толщиной от 0,5 мм до 180 мм.
В зависимости от технических характеристик машины плазменной дуговой резки и материала заготовки этот процесс позволяет резать материалы толщиной от 0,5 мм до 180 мм.
Альтернативные процессы резки
Среди продемонстрированных преимуществ плазменно-дуговой резки по сравнению с другими методами резки можно отметить следующие:
- Более быстрое время выполнения работ
- Резка более высокого качества
- Возможность работы с более толстыми материалами
- Минимальный риск деформации материала
- Более низкие затраты на оборудование и эксплуатационные расходы
Однако, несмотря на эти преимущества, он может не подходить для каждого производственного применения, и другие процессы резки могут оказаться более подходящими и экономически эффективными. Альтернативы плазменной резке включают газокислородную резку, гидроабразивную резку и лазерную резку.
Резюме
Выше изложены основы машины и процесса плазменной дуговой резки, различные варианты плазменной резки, а также некоторые соображения, которые могут приниматься во внимание производителями и механическими мастерскими при принятии решения о том, является ли плазменная резка наиболее оптимальным решением для их конкретной резки. заявление.
заявление.
Чтобы найти более подробную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для производства на заказ, посетите платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- http://www.techno-isel.com
- http://www.boc-gas.co.nz/en/legacy/attachment?files=tcm:y435-68107,tcm:435-68107,tcm:35-68107
- https://www.esabna.com/us/en/education/blog/the-basics-of-plasma-cutting.cfm
- https://www.researchgate.net
- https://www.lincolnelectric.com/en-us/equipment/plasma-cutter/process-and-theory/Pages/how-a-plasma-cutter-works.aspx
- https://www.twi-global.com/technical-knowledge/job-knowledge/cutting-processes-plasma-arc-cutting-process-and-equipment-considerations-051
- http://www.esabna.com/us/en/education/blog/what-is-plasma-cutting.cfm
- https://weldguru.com/plasma-arc-cutting/
- https://www.
 gemathis.com/laser-cutting-vs-plasma-cutting/
gemathis.com/laser-cutting-vs-plasma-cutting/
Другие режущие инструменты
- Механическая резка, лазерная резка, фрезерование
- Общие сведения о ротационной высечке
- Типы операций высечки
- Инструменты для формовки высечки
- Ведущие поставщики услуг лазерной резки в США
- Типы режущих инструментов
- Ведущие поставщики услуг по высечке и оборудования для высечки в США
- Введение в планшетную высечку
- Различия между станком для гидроабразивной резки и станком для лазерной резки
- Общие сведения о высечке
- Общие сведения о лазерной резке
- Лазерная резка стали и алюминия
Больше из Изготовление и изготовление на заказ
Что такое плазменная резка и как работает плазменная резка?
Что такое плазменная резка?
Плазменная резка — это процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Во время процесса между электродом (катодом) и заготовкой (анодом) зажигается электрическая дуга. Электрод утоплен в газовом сопле с водяным или воздушным охлаждением, которое сужает дугу, вызывая образование узкой, высокотемпературной и высокоскоростной плазменной струи.
Когда плазменная струя попадает на заготовку, происходит рекомбинация, и газ возвращается в свое нормальное состояние, выделяя при этом сильное тепло. Плазменные газы обычно представляют собой аргон, аргон/водород или азот. Эти инертные газы можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония.
Использование сжатого воздуха делает этот вариант плазменного процесса весьма конкурентоспособным по сравнению с кислородно-топливным процессом для резки углеродисто-марганцевых и нержавеющих сталей толщиной до 20 мм. Инертные газы предпочтительны для высококачественной резки реактивных сплавов.
Плазменная дуга может резать очень широкий спектр электропроводящих сплавов, включая простую углеродистую и нержавеющую сталь, алюминий и его сплавы, никелевые сплавы и титан. Первоначально этот метод был разработан для резки материалов, которые нельзя было удовлетворительно разрезать кислородно-топливным процессом.
Обычно деталь или лист, подлежащий резке, остаются неподвижными, а плазменный резак перемещается. Кроме того, поскольку стоимость плазменного резака низка по сравнению со стоимостью манипуляционного оборудования, обычно к столу для резки прикрепляют несколько резаков.
Как работает плазменная резка?
Плазменные резаки создают электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое поток газа заставляет его проходить с высокой скоростью, подобно воздуху, проходящему через трубку Вентури в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
Вы также можете думать об этом как о электрически нагретом газовом потоке. Мне нравится думать об этом как о состоянии, в котором все электроны от каждого атома перетекают от атома к атому, а не просто вращаются по орбите. Вне зависимости от того, что происходит в потоке плазмы, резать металлы с ним довольно просто.
Мне нравится думать об этом как о состоянии, в котором все электроны от каждого атома перетекают от атома к атому, а не просто вращаются по орбите. Вне зависимости от того, что происходит в потоке плазмы, резать металлы с ним довольно просто.
Возьмите поток электричества, протекающий через газ, и сузьте его через маленькое отверстие. Сейчас этот поток действительно плотный и движется очень быстро. Образовавшаяся струя может легко расплавить и продуть большинство металлов. Это плазменный резак.
Горелки для плазменной резки обычно используют медное сопло для сужения газового потока при прохождении через него дуги. Эта дуга перескакивает с одного электрода в горелке на что-то другое — обычно на разрезаемый проводящий материал. Это «перенесенная дуга». В некоторых системах используется дуга без переноса, когда она отражается от электрода обратно к соплу, но они обычно не используются для резки.
Это означает, что плазменная резка используется только для токопроводящих материалов, в основном из мягкой стали, нержавеющей стали и алюминия. Но многие другие металлы и сплавы также обладают электропроводностью, например, медь, латунь, титан, монель, инконель, чугун и т. д. Проблема в том, что температура плавления некоторых из этих металлов затрудняет резку с хорошим качеством кромки.
Но многие другие металлы и сплавы также обладают электропроводностью, например, медь, латунь, титан, монель, инконель, чугун и т. д. Проблема в том, что температура плавления некоторых из этих металлов затрудняет резку с хорошим качеством кромки.
Электрод обычно медный, но с металлической вставкой, куда крепится дуга. Это связано с тем, что медь плавилась бы слишком быстро, если бы дуга прилипала непосредственно к ней. Вольфрам — отличный материал для электродов, поэтому многие электроды имеют вольфрамовую вставку.
В некоторых фонариках меньшего размера используется электрод в виде карандаша, сделанный полностью из вольфрама с заостренным концом. Проблема с вольфрамом в том, что он горит в присутствии кислорода. Поэтому, если вы используете кислород или сжатый воздух в качестве режущего газа, вставка изготовлена из материала, называемого гафнием. Гафний живет намного дольше в присутствии кислорода, но немного стирается каждый раз, когда зажигается дуга.
Зачем использовать кислород в плазменной горелке?
По той же причине, по которой вы используете кислород в ацетиленовой горелке, кислород в плазменном потоке реагирует с мягкой сталью. Поэтому чистый кислород используется только при резке низкоуглеродистой стали или «углеродистой стали». Эта химическая реакция между кислородом плазмообразующего газа и основным металлом ускоряет процесс резки и улучшает качество кромки.
Поэтому чистый кислород используется только при резке низкоуглеродистой стали или «углеродистой стали». Эта химическая реакция между кислородом плазмообразующего газа и основным металлом ускоряет процесс резки и улучшает качество кромки.
Однако, поскольку кислород не реагирует так же, как нержавеющая сталь или алюминий, для этих металлов можно использовать более дешевые газы, такие как азот или сжатый воздух (который в любом случае является азотом).
Другие специальные газы иногда используются для других целей. В плазменной маркировке используется газ аргон (совершенно другая тема). Смесь аргона и водорода часто используется при резке более толстой нержавеющей стали или алюминия. Некоторые люди используют смесь водорода и азота или метана и азота при резке более тонкой нержавеющей стали. Каждая смесь имеет свои преимущества (улучшенное качество резки) и недостатки (стоимость и обработка).
Как пользоваться плазменным резаком?
Пользоваться плазменным резаком очень удобно и достаточно просто. Преимущество заключается в том, что на основе металла можно выполнять разрезы «свободной формы» на основе маршрута фрезера. Поскольку эта машина проводит плазму, создавая цепь, требуется заземляющий зажим, как при сварке.
Преимущество заключается в том, что на основе металла можно выполнять разрезы «свободной формы» на основе маршрута фрезера. Поскольку эта машина проводит плазму, создавая цепь, требуется заземляющий зажим, как при сварке.
Шаг 1: Выберите рабочее место. Поскольку мы планируем резать металл, важно разместить металл на надежной поверхности, обеспечивающей свободу движений. Идеально подойдет «решетка» или подобная поверхность, которая действует как стол.
Шаг 2: Подключаемый модуль. Убедитесь, что устройство выключено, и включите его.
Шаг 3: Подключите воздух. Подключите внешний воздушный компрессор к плазменной резке. Это делается для того, чтобы поток плазмы оставался под высоким давлением. Чтобы зафиксировать соединения, оттяните внешний фланец штекерного соединения и вставьте штекерное соединение.
Шаг 4. Включите подачу воздуха. Включите воздушный поток. В этом случае поверните рычаг на 90 градусов от перпендикулярного к воздуховоду до прямого.
Шаг 5: Прикрепите зажим заземления. Положите металл, который вы используете, на стол и прикрепите зажим заземления рядом с местом, где вы хотите резать.
Шаг 6: Включите машину. Включите машину, установив переключатель позади устройства в положение ON.
Шаг 7: Установите ток. В данном случае мы устанавливаем значение 25 для листа 18 ga.
Шаг 8: Разрежьте металл. Используйте курок на пистолете, чтобы активировать плазменный резак. Обратите внимание, что спусковой крючок имеет предохранитель, который необходимо снять, прежде чем вы сможете нажать на спусковой крючок. Держите фрезер (конец сопла) близко к металлу и используйте направляющие, окружающие сопло, чтобы обвести шаблоны, если таковые имеются.
Шаг 9: Выключите машину. Когда вы закончите резать металл, выключите станок.
Шаг 10: Отсоедините зажим заземления. Отсоедините зажим заземления от обрабатываемого металла.
Шаг 11: Выключите воздух. В этом случае отключите подачу воздуха, повернув рычаг на 90 градусов от линии до линии, перпендикулярной линии.
Шаг 12: Намотайте все шланги. Завершить линию плазменной пушки, авиалинию и наземную линию.
Плазменная резка
Плазменная резка Советы по улучшению результатов
Если при выборе и использовании плазменного резака вы примете во внимание несколько советов и рекомендаций, вы сможете улучшить результаты.
Совет 1. Выберите правильный плазменный резак
Одними из ключевых факторов, которые следует учитывать при выборе плазменного резака, являются выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер. Выбирая машину, подумайте о задачах, которые вы выполняете чаще всего.
- Выходная мощность : Требуемая выходная мощность в основном зависит от толщины и типа разрезаемого материала.
 Два стандарта: номинальный и секционный разрезы. Номинальный разрез — это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Тяжелая резка — это максимальная толщина, с которой может справиться плазменная резка. Скорость движения ниже, и может потребоваться очистка разреза.
Два стандарта: номинальный и секционный разрезы. Номинальный разрез — это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Тяжелая резка — это максимальная толщина, с которой может справиться плазменная резка. Скорость движения ниже, и может потребоваться очистка разреза. - Скорость резки: Обычно указывается в дюймах в минуту (IPM). Одному станку, который режет материал толщиной 1/2 дюйма, может потребоваться пять минут, а другому — одну. Скорость резки существенно влияет на время производства.
- Потребляемая мощность: Вы всегда используете плазменный резак в одном и том же месте или вам нужна портативность и возможность использовать различные источники питания? Ищите плазменные резаки с различными вариантами производительности. Некоторые могут переключаться со 120 вольт на 240 вольт.
- Рабочий цикл: Рабочий цикл — это время, в течение которого машина может резать в 10-минутном цикле без перегрева.
 Если рабочий цикл машины составляет 60%, машина может непрерывно работать шесть из десяти минут, а затем должна охлаждаться в течение оставшихся четырех минут. Больший рабочий цикл важен при выполнении длинных пропилов, при работе с высокопроизводительными приложениями или при использовании машины в жарких условиях.
Если рабочий цикл машины составляет 60%, машина может непрерывно работать шесть из десяти минут, а затем должна охлаждаться в течение оставшихся четырех минут. Больший рабочий цикл важен при выполнении длинных пропилов, при работе с высокопроизводительными приложениями или при использовании машины в жарких условиях. - Вес и размер : Если вам важна портативность, существует множество портативных устройств весом менее 45 фунтов.
Совет 2. Прочтите руководство
Внимательно прочтите руководство по эксплуатации, чтобы ознакомиться с безопасной и правильной работой вашего плазменного резака. Это поможет вам оптимизировать возможности вашего плазменного резака и обеспечить безопасное использование машины.
Совет 3. Уделите внимание настройке
Прикрепляйте заземляющий зажим только к чистому металлу. При необходимости сошлифуйте ржавчину или краску, так как они препятствуют прохождению электричества.
Также поместите зажим заземления как можно ближе к разрезу или, если возможно, к самой заготовке. Проверьте свои кабели на наличие изношенных мест, ослабленных соединений или чего-либо, что может излишне мешать прохождению тока.
Чтобы правильно отрегулировать силу тока или нагрев режущего блока, выполните несколько пробных резов с высокой силой тока. Затем вы можете уменьшить ток в зависимости от скорости движения. Если сила тока слишком высока или скорость движения слишком мала, разрезаемый материал может нагреться и вызвать чесотку.
Совет 4. Проследите путь, прежде чем резать
Проследите путь, который вы хотите вырезать, не нажимая на курок. Для длинных разрезов потренируйтесь в своих движениях перед нажатием на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений для непрерывного разреза. Остановка и повторный запуск в одном и том же месте затруднены и обычно приводят к неровностям на кромке реза.
Вы также можете сделать выкройку из того же материала, с которым будете работать. Таким образом, вы убедитесь, что используете правильные настройки и крейсерскую скорость.
Совет 5. Используйте правильную технику
Используйте нережущую руку в качестве опоры для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянное расстояние от 1/16 до 1/8 дюйма. Обратите внимание, что большинству людей легче притянуть фонарик к себе, чем оттолкнуть.
Сохранение зазора от 1/16 дюйма до 1/8 дюйма увеличивает производительность станков меньшего размера и продлевает срок службы расходных материалов.
Используйте буксирное ограждение, если оно есть на вашей машине. Это позволяет упереть резак в заготовку, сохраняя оптимальное расстояние, не касаясь металла наконечником, что негативно сказывается на качестве реза и сроке службы расходного материала.
Начните резку, поместив резак как можно ближе к краю основного металла. Нажмите триггер, чтобы запустить ток смещения. Загорается вспомогательная дуга, а затем режущая дуга. Как только дуга зажжется, медленно перемещайте горелку по металлу.
Отрегулируйте скорость так, чтобы режущие искры вылетали из нижней части металла. В конце реза слегка наклоните резак к концу реза или ненадолго остановитесь, чтобы завершить рез. Остаточный воздух остается вскоре после отпускания курка для охлаждения горелки и расходных деталей.
Совет 6. Проверка расходных материалов
Если наконечник или электрод изношены или повреждены, это повлияет на качество резки. Поэтому регулярно проверяйте расходные материалы. Если отверстие наконечника неправильное и/или покрыто брызгами, выбросьте его. Если на кончике электрода образовалась ямка, выбросьте его.
Расходные материалы изнашиваются при каждом резе, но такие факторы, как влажность в системе подачи воздуха, резка слишком толстых материалов или плохая технология, увеличивают износ расходных материалов. Для наилучшего качества резки рекомендуется менять местами наконечник и электрод.
Не перетягивайте держатель расходных материалов. Части внутри действительно должны двигаться (разделяться), чтобы создать дугу. Так что просто используйте свой палец, чтобы затянуть чашку.
Совет 7: следите за скоростью движения
Чем быстрее вы едете (особенно с алюминием), тем чище будет ваш рез. При резке более толстого материала включите машину на полную мощность и изменяйте скорость движения. Для более тонкого материала уменьшите силу тока и переключитесь на наконечник с меньшей силой тока, чтобы сделать узкий пропил.
При разумной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов против направления движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно. Если он брызгает назад, это означает, что вы двигаетесь слишком быстро.
Если вы едете с правильной скоростью и используете нужное количество тепла, вы получите очень чистый срез с меньшим количеством чесотки на нижней стороне среза и небольшим или нулевым искажением металла.
Совет 8. Соблюдайте меры безопасности
Для надлежащей безопасности плазмы необходимо защищать открытые участки кожи. Вам понадобятся сварочные перчатки и сварочный халат или другая огнестойкая одежда. Застегните манжеты рубашки, карманы и воротник, чтобы предотвратить попадание искр.
Защитите свои глаза с помощью подходящей теневой линзы для плазменного резака, который вы планируете использовать. В инструкции по эксплуатации указан необходимый цвет для силы тока. Вы можете использовать обычные очки для плазменной резки/кислородной резки или сварочный шлем с режимом резки.
Процедуры безопасности должны строго соблюдаться при каждом применении плазменной резки.
Преимущества плазменной резки
- Возможность резки всех токопроводящих материалов. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
- Отличное качество для толщины до 50 мм.
- Максимальная толщина до 150 мм.

- Относительно дешев для нарезки средней толщины.
- Лучший способ резки нержавеющей стали и алюминия средней толщины.
- Станки с ЧПУ обеспечивают высокую точность и повторяемость.
- Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
- Меньший пропил по сравнению с газовой резкой.
- Более высокая скорость резки, чем при кислородной резке.
Недостатки плазменной резки
- Большая ЗТВ по сравнению с лазерной резкой.
- Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
- Допуски не такие точные, как при лазерной резке.
- Не достигает такой толщины, как гидроабразивная или газовая резка.
- Оставляет ЗТВ, чего не делает гидроабразивная резка.
- Более широкий пропил, чем при лазерной резке.
Часто задаваемые вопросы.
Что такое плазменная резка?
Плазменная резка (плазменно-дуговая резка) представляет собой процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Как работает плазменная резка?
Плазменные резаки работают, посылая электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое проходит газ, заставляет его сжиматься с высокой скоростью, как воздух, проходящий через отверстие в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
Для чего используется плазменная резка?
Ослепительно яркий факел плазменного резака можно найти в большинстве мастерских металлообработки. Эта техника используется для разрезания огромных листов металла любой толщины, а также для изготовления всевозможных металлических предметов, таких как ворота, вывески и скульптуры.
Как долго работает плазменный резак?
Типичный срок службы комплекта расходных материалов должен составлять от 1 до 3 часов при механизированной резке током 120 А, это зависит от выполняемой работы. Резка при более низком токе может увеличить срок службы расходных материалов.
Насколько глубоко может резать плазменный резак?
Как правило, ручной плазменный резак может резать стальной лист толщиной до 38 мм (1,5 дюйма). В то время как, если вам нужно что-то более мощное, промышленный резак с компьютерным управлением может резать сталь толщиной до 150 мм (6 дюймов). Также необходимо учитывать тип металла, который вы режете.
Будет ли плазменный резак резать ржавый металл?
Плазменная резка любого электропроводящего металла, включая нержавеющую сталь, мягкую сталь, алюминий и т. д., без предварительного нагрева. Плазма также отлично подходит для резки окрашенного, грязного или даже ржавого металла.
Можно ли сваривать плазменным резаком?
При правильной конструкции горелки впрыск азота и воды, менее дорогой, чем другие газы, может хорошо работать при плазменной резке алюминия и нержавеющей стали для последующей сварки. В процессе используется электрод, окруженный азотом, который нагревается электрической дугой для образования плазмы.
Объявления
Плазменный резак лучше горелки?
Плазменная резка не требует предварительного нагрева металла перед резкой, что экономит время, а плазменные резаки также превосходят кислородно-топливные горелки при резке штабелированных металлов. Более высокие скорости могут быть достигнуты на более тонких металлах с помощью плазмы с минимальным искажением металла или без него.
Что требуется для плазменной резки?
Для плазменной резки требуются два основных элемента — воздух и электричество, поэтому следующий вопрос, который следует задать, — какой тип входной мощности доступен. Некоторые 30-амперные плазменные резаки, такие как Spectrum® 375 X-TREME™, работают с напряжением 120 или 240 вольт.
Каковы преимущества и недостатки плазменной резки?
| Преимущества резки плазмы | Недостатки в плазменной резки | |
| Широко-плазменные | ||
| Широко-плюсной | Широ-плаз. | Шум при резке толстых профилей |
| Низкие затраты на расходные материалы (воздух) | Дым при резке на воздухе | |
| Идеально подходит для данного листового материала | Дуговой блик при резке на воздухе | |
| Низкий дым при резке под водой | Стоимость расходных материалов (электрода и насадки) | Высококачественная резка |
В чем разница между газокислородной и плазменной резкой?
Плазменная резка стала возможной благодаря подаче электричества в сжатый воздух для создания ионизированного несбалансированного плазменного газа. Кислородно-кислородная резка заключается в том, что пламя топливного газа с кислородом предварительно нагревает материал до температуры воспламенения, а затем на материал направляется мощная струя кислорода.
Сколько стоит плазменный резак?
В зависимости от типа, размера и характеристик стоимость станка плазменной резки с ЧПУ может варьироваться от 15 000 до 300 000 долларов. Это большой диапазон, но подавляющее большинство плазменных станков с ЧПУ, продаваемых сегодня, стоят значительно ниже отметки в 100 000 долларов.
Может ли плазменный резак резать краску?
Проверьте заземление заготовки. Хотя плазма может прорезать окрашенный металл, она требует прочного соединения на чистой части заготовки как можно ближе к рабочей зоне.
Плазморез горячее солнца?
Тепло плазменного резака может достигать впечатляющей температуры в 25 000 градусов по Цельсию. Чтобы представить это в перспективе, она горячее, чем поверхность Солнца, температура которой составляет комфортные 5505 градусов по Цельсию.
Может ли плазменный резак резать алюминий?
Да, как и в случае с любым электропроводным металлом, плазменная резка алюминия не просто возможна, она очень эффективна. Для непосвященных плазменная резка — это процесс, при котором струя ионизированного газа на высокой скорости выбрасывается через отверстие.
Вам нужен газ для плазменной резки?
Да. Все системы плазменной резки, включая воздушно-плазменные резаки, используют газ.
Вам нужен воздушный компрессор для плазменной резки?
Плазменным резакам требуется давление воздуха для двухступенчатой резки. Во-первых, дуга нагревает металл до полугазообразного состояния. Во-вторых, плазма выталкивается потоками воздуха для завершения разреза. Таким образом, все плазменные резаки нуждаются в воздушном компрессоре для создания достаточного давления воздуха для выполнения задачи.
Какой толщины металл может резать 50-амперный плазменный резак?
Этот инверторный плазменный резак имеет выходную мощность 50 ампер и может резать стальные листы толщиной до 1/2 дюйма.
Можно ли сваривать алюминий плазменным резаком?
Плазменная резка алюминия позволяет получить идеальные сварные швы. Используя такой резак, вы можете сохранять поверхность металла за пределами зоны сварки умеренно прохладной. Кроме того, это помогает предотвратить деформацию или повреждение краски, которые обычно возникают при использовании газовых резаков. Плазменные резаки точно и быстро сваривают алюминиевые заготовки.
Какое давление воздуха требуется для запуска плазменной резки?
Для большинства продуктов линейки Everlast давление воздуха, необходимое для работы резаков, составляет от 55 до 70 фунтов на квадратный дюйм. Резки с малой силой тока требуют меньшего давления воздуха для более стабильной работы, иногда до 45 фунтов на квадратный дюйм или около того, иначе дуга будет гаснуть.
Может ли плазменный резак резать болты?
Их также можно использовать для резки почти всего, что является металлом, включая сталь, нержавеющую сталь и алюминий. Вы даже можете использовать их для резки ржавых гаек и болтов, как если бы вы использовали газовую горелку, только намного быстрее и с более чистыми результатами.
Можно ли резать чугун плазменным резаком?
Чугун можно резать плазменным резаком, но это не лучший метод. Если вам нужно разрезать чугун, лучше всего использовать либо резак с защелкой, либо инструмент с алмазным диском.
Можно ли резать арматуру плазменным резаком?
Плазменные или кислородно-ацетиленовые резаки. Эти инструменты часто используются для резки металла, но я обнаружил, что они оставляют много «шлака» или отходов вокруг разреза, которые мне затем приходится очищать шлифовальной машиной, чтобы разрезать гладкую поверхность до сварка. Плазме также требовалось много времени, чтобы прорезать арматуру, и потреблялось значительное количество электроэнергии.
Можно ли резать плазмой под водой?
При плазменной резке под водой вода поглощает большую часть плазменного дыма. Вместо вздымающихся облаков дыма, которые должны быть уловлены дорогим пылесборником, грунтовые воды обычно испускают случайные небольшие клубы дыма, которые быстро рассеиваются.
Основы плазменной резки|YesWelder
перейти к содержанию
Плазменная дуговая резка — это очень простой способ быстрой, точной резки и без лишней суеты. Но если вы новичок в процессе плазменной резки, это может быть не так просто.
Не беспокойтесь. Скоро будет.
Плазменные резаки — довольно простые машины. Плазменная дуга намного проще в обращении, чем, скажем, сварочная дуга, и вся установка намного менее сложна, чем процесс кислородно-ацетиленовой резки.
В этой статье вы узнаете основы плазменной резки и как правильно все настроить. Давайте введем вас в курс дела, чтобы вы могли сделать серьезные сокращения!
Что такое плазма и как работает процесс плазменной резки?
Плазма — это четвертое состояние вещества, но при работе с плазменными резаками мы должны определить его в соответствии с его назначением. В этом смысле плазма представляет собой электрически нагретый газ, который создается путем нагревания воздуха до экстремальных температур, что делает его электропроводным, или, другими словами, он становится ионизированным газом.
Этот ионизированный воздух/газ под давлением превращается в дугу плазменной резки, с помощью которой вы режете металл, как масло.
Внутри плазменной горелки есть электрод, который получает электричество от машины. Сжатый газ или воздух также подается через плазменную горелку, и как только электрод инициирует дугу с проводящим металлом (заготовкой), возникает плазменно-газовая дуга.
В этот момент сжатый газ начинает проводить электричество и превращается в плазму, которая вырывается под высоким давлением через маленькое отверстие на конце сопла. Этот электропроводящий воздух представляет собой плазменную дугу, которая режет металл благодаря невероятно высокой температуре, сосредоточенной в той маленькой точке, где плазма касается металлического куска.
Что можно резать плазменной резкой?
Любой проводящий металл.
Мягкая углеродистая сталь, нержавеющая сталь, алюминий, медь или любые другие цветные металлы. Пока он проводит электричество, вы можете его разрезать. Это чистый процесс, который обеспечивает ровные разрезы, если мощность вашего плазменного резака достаточна для толщины, с которой вы работаете.
Вы можете использовать плазменный резак в домашнем гараже, на улице (когда не идет дождь), в сварочном цеху, на строительной площадке или в любом другом месте, где вам нужно разрезать токопроводящий материал.
Как обстоят дела с кислородно-топливной резкой?
Ну, во-первых, процесс газокислородной резки может резать только сталь и черные металлы, которые поддерживают процесс окисления. Это потому, что он режет путем сжигания или окисления.
Это означает, что вы не можете, например, резать кислородом алюминий и нержавеющую сталь. Плазменная резка намного проще в освоении, и вам не нужны газовые баллоны с кислородом и ацетиленом, которые являются пожароопасными и требуют специального места для хранения.
Хранить плазменный резак просто. Отключите его от сети и поместите в относительно безопасное место, и проблем не должно быть, в то время как владение кислородно-топливной системой требует гораздо большей осторожности.
Для плазменной резки требуется давление воздуха, поэтому вам понадобится воздушный компрессор. Но в отличие от баллонов с газовым топливом, вам не нужно «пополнять» запасы воздуха. Воздух буквально везде и он бесплатный. Хотя компрессор не свободен, как и бензобаки, и их гораздо сложнее перемещать.
При резке металла плазменной дугой не требуется предварительный нагрев, в отличие от кислородной резки. Кислородно-кислородная резка — лучший выбор только в том случае, если вы режете очень толстые металлы или если вы работаете в месте, где электричество недоступно или нежелательно. Но для регулярного использования любителями плазменные резаки — гораздо лучший выбор.
На что обращать внимание при выборе плазменного резака
Существует множество элементов плазменного резака, о которых важно знать перед его покупкой. Не каждый станок для плазменно-дуговой резки удовлетворит ваши потребности.
С другой стороны, вы можете случайно перерасходовать и купить слишком мощный юнит, который вы никогда не сможете использовать в полной мере. Хотя это может увеличить продолжительность его жизни, обычно это не то, что людям нравится делать. Лучше всего получить машину, которая адекватно поддерживает ваши потребности и стоит как можно меньше.
Давайте теперь рассмотрим наиболее важные функции и характеристики, которые будут иметь большое влияние на возможности и стоимость машины.
Максимальная толщина реза и сила тока
Каждый станок плазменно-дуговой резки рассчитан на определенную толщину чистого реза и максимальную толщину реза/отрезка, и это более или менее соответствует его выходной силе тока.
Максимальная чистая резка представляет собой толщину, которую вы можете резать без каких-либо затруднений, а край металлической детали будет «чистым». Край будет прямым, и вам практически не понадобится чистка после резки.
Максимальный размер реза — это толщина, которую машина может резать, но она может работать медленно, а края реза будут не такими красивыми. Вам нужно будет сделать некоторую очистку после разреза с помощью шлифовальной машины или напильника.
Сила тока определяет большую часть толщины плазменной резки, но также и тип разрезаемого металла. Некоторые металлы труднее резать, чем другие. Например, выходной мощности 55 ампер может быть достаточно для чистого реза листа из мягкой стали толщиной 1/2 дюйма, но ваша скорость резки будет ниже, если вы будете делать такую же толщину и силу тока с нержавеющей сталью.
Рабочий цикл плазменной резки
Рабочий цикл представляет собой период времени, в течение которого ваша машина может работать, в отличие от периода времени, когда он должен отдыхать.Он представлен в процентном значении и для временных интервалов в 10 минут.
Например, плазменный резак с рабочим циклом 60% сможет резать в течение 6 минут, а затем ему нужно будет отдохнуть в течение 4 минут. Если вы режете менее 6 минут и оставляете его в покое более 4 минут, вы продлеваете срок службы плазменного резака, но если машина рассчитана на 60%, это то, что она должна обеспечить.
Когда речь идет о плазменной резке толстых материалов, толщина которых находится в диапазоне максимальной толщины, с которой может справиться плазменный резак, вы будете использовать машину на максимальном рабочем цикле, поэтому вам следует быть внимательным. Просто держите где-то в голове, что по мере приближения к максимальному времени использования машина должна отдыхать.
Периоды покоя позволяют машине остыть, чтобы не повредить внутреннюю схему.
Высокочастотный пуск или плазменный резак со свободным затвором?
Это распространенный вопрос, с которым люди сталкиваются.
Проще говоря, вам следует приобрести высокочастотный плазменный резак с запуском вспомогательной дуги, если вы не используете какие-либо электрические устройства на рабочем месте. Запуск высокочастотной плазменной дуги может мешать окружающей электронике, такой как мобильные телефоны, ноутбуки, станки с ЧПУ, другие инструменты и машины и т. Д. Это редко происходит в реальных сценариях, но нужно оставаться в безопасности и соблюдать инструкции по эксплуатации, Вы не должны использовать ВЧ-стартеры рядом с такими устройствами.
Плазменный запуск пилотной дуги с обратной продувкой — это другой метод, который безопасен для окружающей электроники. Эти плазменные резаки имеют специальную систему внутри плазменной горелки, которая инициирует вспомогательную дугу движением электрода, который размыкает цепь и вызывает электрическую искру.
Плазменные резаки с обратным пуском дороже, но они являются лучшим выбором, если вы используете чувствительное оборудование в рабочей зоне.
Потребляемая мощность и портативность
Некоторые плазменно-дуговые резаки работают только при подключении к источнику питания 220 В, в то время как многие предлагают возможность работы с двумя напряжениями 110 В / 220 В.
Однако следует обратить особое внимание на выходную силу тока, когда устройство находится в режиме 110 В. Он не сможет производить максимальную силу тока, которую он может производить с входным напряжением 220 В. Просто убедитесь, что сила тока, которую он может производить, соответствует той, с которой вы собираетесь работать, когда используете входы 110 В.
Также следует учитывать портативность плазменного резака. В то время как большинство на рынке легкие, некоторые легче, чем другие. Здесь, в YesWelder, например, мы предлагаем одни из лучших плазменных резаков, когда речь идет о портативности и выходной мощности, которую они обеспечивают.
Почему это важно?
Если вы сварщик и ваше рабочее место постоянно меняется в зависимости от работы, очень полезно, если ваш аппарат легкий, и вы действительно можете работать с напряжением, доступным на месте.
Расходные материалы
Для вашего плазменного резака потребуются так называемые расходные материалы. Это потому, что эти детали часто заменяются и, как правило, не очень дороги.
Однако расходные материалы некоторых производителей не отличаются хорошим соотношением цены и качества, и вам придется очень часто их заменять. Это не идеальная ситуация.
Эти расходные материалы включают, помимо прочего, наконечник сопла, защитный колпачок, газовое кольцо, электрод и т. д. Это зависит от марки.
Как выполнять плазменную резку
Выбор машины и фактическое ее использование — две разные вещи. Плазменная резка не представляет сложности. Начинать следует с простых вещей и с тонких кусков металла, пока не освоитесь. По мере продвижения вы будете приобретать навыки. Но давайте теперь взглянем на некоторые основы, которые важно знать еще до того, как вы начнете.
Безопасность при плазменной резке
Процесс плазменной резки не так опасен, как сварка, но есть одна проблема, которую часто упускают из виду. Плазменная резка обычно выдает чрезвычайно высокое напряжение, до 10 раз превышающее мощность сварочных аппаратов, поэтому при резке плазменной дугой необходимо соблюдать осторожность.
Носите соответствующую одежду для сварщиков, чтобы защитить себя от искр и расплавленного металла. Это включает в себя кожаные перчатки, кожаный фартук, подходящие сварочные штаны и сварочные сапоги.
Кроме того, чтобы защититься от электричества, вы должны помнить о своем окружении. Не стойте в воде, не используйте плазменный резак, если ваши руки и тело влажные/потные, и наденьте непроводящую обувь и перчатки.
Защитите глаза сварочным шлемом или защитными очками, имеющими соответствующую степень затемнения DIN для плазменной резки. О безопасности можно сказать гораздо больше, но это лишь некоторые из основ. Всегда следуйте инструкциям, прилагаемым к руководству по эксплуатации машины, а также правилам и стандартам безопасности труда, принятым в вашем регионе.
Техника резки
Хорошей техникой для начинающих является простое использование удлинителя для плазменного резака, который позволит вам положить резак на заготовку. Таким образом, вы будете намного точнее при плазменной резке.
Поместите плазменный резак под углом примерно 60 градусов к горизонтальной плоскости и примерно 30 градусов к вертикальной плоскости во время зажигания вспомогательной дуги. Затем продолжайте поворачивать горелку в вертикальное положение.
Вам необходимо найти адекватную скорость резки в соответствии с толщиной металла. Вы можете сделать это, наблюдая за углом, под которым расплавленный металл проталкивается вниз по линии реза, и изучая качество реза.
Если двигаться слишком медленно, окалина расплавленного металла оставит след на дне разреза, а если двигаться слишком быстро, то не будет чистого проникновения сверху. Угол, под которым расплавленный металл должен падать от линии реза при наблюдении снизу, составляет около 20 градусов.
Здесь нельзя совершить большую ошибку, особенно когда вы только начинаете. С некоторой тренировкой вы разовьете свою технику, и это будет легко для вас. Некоторые разрезы лучше всего тестировать на металлоломе. Сначала идите тонким слоем и постепенно увеличивайте толщину, пока не научитесь.
Заключение
Это был обзор процесса плазменно-дуговой резки. Надеюсь, вы узнали что-то новое.
Помните, что плазменная резка несложна, но вам потребуется соответствующее оборудование и подготовка. Убедитесь, что вы соблюдаете все протоколы безопасности и пробуете все медленно.
Если вы никогда раньше не пользовались плазменным резаком, неплохо было бы раздобыть немного металлолома и постепенно начать учиться. Не ждите прямых линий с первой попытки, но, с другой стороны, люди очень быстро схватывают это, потому что, как только вы освоитесь, все становится довольно просто.
При кислородной резке вам будет гораздо труднее, чем при плазменной резке.
14 комментариев
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты. «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
, пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Плазменная резка и принципы ее работы
Базовая технология плазменной резки существует уже несколько десятилетий. Исследователи и инженеры по-прежнему сосредоточены на повышении скорости резки, улучшении качества резки и продлении срока службы расходных материалов, делая системы меньше и мощнее.
Что такое плазменная резка?
Когда газ нагревается до чрезвычайно высокой температуры и ионизируется, он становится электропроводным и считается плазмой. В процессах плазменной резки и строжки используется плазма для переноса электрической дуги на заготовку. Металл, подлежащий резке или удалению, плавится под действием тепла дуги, а затем сдувается.
Тепло плазменной дуги — около 40 000 градусов по Фаренгейту (22 000 градусов по Цельсию) — обеспечивает чистую резку без окалины с минимальным подводом тепла. Процесс обычно требует очень небольшой доработки или очистки.
Плазменная резка
Плазменная резка — отличный выбор для большинства операций резки, поскольку она позволяет резать как черные, так и цветные металлы, но она особенно хорошо подходит для тех операций, где важны скорость и качество резки.
Плазменная резка с низкой зоной термического влияния или без нее, особенно на тонких металлах. Однако плазменная резка имеет свои ограничения. Резка более толстых (более 2 дюймов) черных металлов с помощью кислородной резки остается более рентабельной.
Небольшая подготовительная работа
Плазменная дуга достаточно горячая, чтобы прожечь большинство поверхностных покрытий, таких как краска и ржавчина, при условии, что зажим заземления обеспечивает хорошее соединение с заготовкой. Поэтому требуется меньше подготовительных работ. Сложные формы, такие как вентиляционные воздуховоды (HVAC), резервуары и сосуды, можно легко разрезать с помощью плазменной резки.
Выбор системы
Для выбора системы плазменной резки достаточно ответить на несколько основных вопросов. Ответы направят вас к системе, которая лучше всего соответствует вашим потребностям.
1. Какой толщины металл я хочу разрезать? Чем толще материал, тем выше необходимая сила тока.
Промышленность наводнена такими терминами, как отрыв , рекомендуемый , максимальный , номинальный , прокалывание , краевой старт , выбор плазменной машины 4 и 4 выбор плазменной машины. Ищите машину, которая может резать желаемую толщину в течение всего дня, каждый день, но имеет дополнительный удар, чтобы резать более толстый материал, когда возникает необходимость.
2. Какое качество резки мне требуется? Станок с более высокой силой тока и регулируемой мощностью даст вам возможность гибко регулировать выходную мощность для получения желаемого качества резки при различной толщине.
3. Какой металл я режу? Цветные металлы труднее резать, и для них требуется чуть больше мощности, чем для мягкой стали той же толщины. Если вы будете резать цветной металл, обязательно внимательно прочитайте спецификации, так как большинство опубликованных спецификаций основаны на резке мягкой стали.
4. Какова моя основная потребляемая мощность? Небольшие плазменные системы могут работать от напряжения 110 В и 220 В. Однако большинству плазменных систем требуется большая сила тока и напряжение питания не менее 220 В в однофазной или трехфазной сети. Системы в диапазоне от 60 до 120 ампер могут использовать различную входную мощность; увеличение напряжения снижает потребляемую силу тока плазменной системы.
Если вы готовы ответить на ваши вопросы, дистрибьютор плазменной системы или поставщик сварочного оборудования может предложить подходящий аппарат.
Термины плазменной резки
Когда вы рассматриваете плазменную резку для своего применения, полезно понимать терминологию процесса: резка наконечником, резка с зазором, резка с защитным экраном и строжка.
Резка волочащимся наконечником — Предпочтительный метод резки тонкого металла толщиной до ¼ дюйма. Резка волочащимся наконечником обеспечивает наилучшее качество реза, самую узкую ширину пропила и самую высокую скорость резки. Этот метод позволяет наконечнику соприкасаться с изделием. Расстояние между заготовкой и плазменной дугой остается постоянным, а качество резки остается постоянным. Используя непроводящий материал, вы можете использовать шаблон для отслеживания узора.
Резка с зазором — предпочтительна для более толстого металла и при силе тока выше 60 ампер, резка с зазором отделяет наконечник от заготовки и требует, чтобы вы сохраняли постоянное расстояние между наконечником и заготовкой. Держите наконечник вдали от расплавленного металла, чтобы предотвратить накопление шлака на наконечнике и продлить срок службы расходных материалов. Направляющие для резки с зазором можно использовать для поддержания постоянного расстояния.
Резка с защитным экраном — Удобный для оператора метод резки при силе тока от 70 до 120 А с сохранением постоянного расстояния зазора. Резка с защитным экраном позволяет резаку опираться на изделие во время процесса резки, но использует специальный скопление шлака и брызг на наконечнике. Непроводящие шаблоны можно использовать для вырезания прямых линий или узоров.
Строжка — Использование насадки для строжки и наклона резака под углом от 35 до 45 градусов — это простой способ удаления металла. Типичным применением является удаление существующего сварного шва во время ремонтных работ. Наконечники для строжки позволяют плазменной дуге рассеиваться и расширяться в зависимости от размера сварного шва и глубины удаления металла.
Плазменные установки работают в сложных условиях. Поскольку в них отсутствуют движущиеся части, они требуют минимального текущего обслуживания. Однако подача чистого, сухого воздуха и поддержание расходных материалов в хорошем состоянии обеспечивают оптимальную производительность изо дня в день.
Объяснение процесса для чайников!
Да, конечно, вы можете быть мастером своего дела. Но есть нечто большее, чем просто повседневный опыт. Насколько вы богаты знаниями о своих инструментах? Я бы не назвал кого-то настоящим мастером, если парень не знает, как работают его инструменты.
Не беспокойтесь, если вы работали с плазменными резаками или планируете это сделать в ближайшем будущем, вы обратились по адресу. Я собираюсь дать вам полное ноу-хау его функциональности. Эй, я даже обсужу процедуру операции.
Я также добавлю в типы и категории. Итак, чего же мы ждем, верно? Давайте подробно рассмотрим, как работает плазменный резак и как с ним обращаться. Я начну с некоторой базовой информации, которая перейдет к другим продвинутым техническим факторам.
Содержание
- Определение плазмы
- Части целого
- Категории плазменной резки
- Метод работы
- Давайте поговорим о том, как выполняется резка шаг за шагом
- Последний срез
Имея дело с плазменными резаками, нужно знать, что такое плазма, верно? Я не могу объяснить, как плазменные резаки делают то, что они делают, если мы не знаем, что такое плазма. Плазма — это, по сути, четвертое состояние вещества. Удивлен? Подождите, это еще не все.
Если вы знакомы с физикой 101, то знаете, что материя имеет три состояния: твердое, жидкое и газообразное. Материя может переходить из одного состояния в другое только тогда, когда в игру вступает энергия. Например Тепло.
Тепло (правильный уровень) может превратить лед в жидкое состояние или, лучше сказать, в воду. После этого, если мы еще больше повысим температуру, он превратится в газ. В данном случае пар. Предположим, что тепло увеличивается до крайней степени, оно становится ионизированным и электропроводным. Это то, что мы называем плазмой.
Итак, что делает плазменный резак? Он просто использует электропроводный газ для передачи энергии от источника питания к определенному проводящему материалу. В результате процесс резки становится намного чище и быстрее, чем при кислородной резке. Довольно аккуратно, а?
Следующий вопрос может звучать так: «Что такое плазменная дуга?» Что ж, плазменная дуга начинается, когда газ, такой как кислород, азот, аргон или даже воздух из цеха, нагнетается через небольшое отверстие сопла внутри горелки. Что происходит тогда, так это то, что электрическая дуга, генерируемая внешним источником питания, вводится в этот газ под высоким давлением.
Таким образом формируется плазменная струя. На самом деле интригует тот факт, что плазменная струя сразу достигает температуры до 40 000 ° F. Это идеально подходит для прокалывания заготовки и выдувания расплавленного материала.
Теперь, когда мы рассмотрели элементарные основы, давайте немного поговорим о компонентах системы.
Части целого
Плазменный резак — это не просто машина. Несколько основных компонентов обеспечивают безупречную работу резака. Его производительность и полезность сильно зависят от функциональности каждого компонента. Поговорим о деталях, которые «комплектуют» плазменный резак.
Блок питания
Как следует из названия, блок питания питает устройство. Но уверяю вас, это еще не все. Плазменный источник питания преобразует однофазное или трехфазное сетевое напряжение переменного тока в плавное и постоянное напряжение постоянного тока в диапазоне от 200 до 400 В постоянного тока.
Абсолютно необходимо поддерживать постоянное напряжение для поддержания плазменной дуги на протяжении всего разреза. Мало того, он регулировал выходной ток, который жизненно важен для рабочего процесса. Конечно, это зависит от обрабатываемого материала и его толщины.
Консоль запуска дуги
Консоль запуска дуги, также известная как ASC, должна быть второй в списке функциональных возможностей. Нет искры нет огня. Ну в таком случае ни дуги ни резки. ASC производит переменное напряжение приблизительно 5000 В переменного тока на частоте 2 МГц.
Он производит искру внутри плазменной горелки, создавая плазменную дугу. Давайте просто назовем его инициатором, хорошо?
Плазменная горелка
Давайте разберемся прямо. Основная функция плазменного резака заключается в обеспечении правильного выравнивания и охлаждения расходных деталей. Какие основные расходные материалы вызывают здесь плазменную дугу? Электрод, завихритель и сопло, верно?
Если к этому есть что добавить, можно использовать дополнительный защитный колпачок для дальнейшего повышения качества резки. Все эти детали по очереди скрепляются внутренней и внешней стопорными крышками. Это почти все, что вам нужно знать об этом деле.
Плазменные резаки Категории
Что касается классификации, я бы сказал, что плазменные резаки можно разделить на два типа. Я расскажу о том, как они работают в отдельных сегментах. Тем не менее, давайте пока перейдем к основной информации.
Обычные плазменные системы
В этих машинах в качестве плазменного газа обычно используется воздух из цеха. Форма плазменной дуги, создаваемой этими системами, определяется отверстием сопла. Если вы предполагаете базовую силу тока плазменной дуги этого типа, ответ будет 12-20 тысяч ампер на квадратный дюйм.
К вашему сведению, во всех портативных системах используется обычная плазма. Поскольку он все еще используется в некоторых механизированных приложениях, где детали «Уровни допуска» более щадящие, он по-прежнему широко популярен.
Прецизионные плазменные системы
Когда мы говорим о прецизионных плазменных системах, знайте, что мы говорим о высокой плотности тока. Эти типы резаков созданы и спроектированы для получения самых четких и высококачественных резов, достижимых с помощью плазменной резки.
Это действительно не так просто, как предыдущий тип, о котором мы говорили. Конструкция горелки и конструкции расходных материалов намного сложнее. Не говоря уже о том, что дополнительные детали включены для дальнейшего сужения и поддержания формы дуги.
При обычных условиях прецизионная плазменная дуга составляет примерно 40-50 л-ампер на квадратный дюйм. В качестве плазмообразующего газа используются различные газы, такие как кислород воздуха высокой чистоты, азот и смесь водорода/аргона/азота. Это означает, что оптимальные результаты могут быть достигнуты на широком диапазоне проводящих материалов.
Метод работы
Теперь, когда мы рассмотрели общую концепцию, давайте перейдем к тому, как работают эти категории. Точно так же, как разница в их внутренней конструкции и эффективности, вы можете ожидать, что полезность также будет контрастной.
Ручное управление
При работе с обычным портативным устройством, таким как Tomahawk Air Plasma, вы должны учитывать несколько моментов. Внутри горелки расходуемые части электрода и сопла соприкасаются друг с другом. Это, конечно, когда факел находится в выключенном состоянии.
Однако, когда вы нажимаете на спусковой крючок, источник питания генерирует постоянный ток, который протекает через этот предмет. Это в основном течет через это соединение и инициирует поток плазмообразующего газа.
Когда плазменный газ набирает достаточное давление, электрод и сопло отталкиваются друг от друга. Это, в свою очередь, вызывает электрическую искру и, следовательно, воздух превращается в струю плазмы. В результате поток постоянного тока переключается с электрода на сопло.
Затем результаты можно увидеть на пути между электродом и заготовкой. На всякий случай, если вам интересно, ток и воздушный поток продолжаются до тех пор, пока триггер не будет отпущен.
Precision Plasma Operation
Это немного отличается от того, что мы обсуждали до сих пор. В прецизионной плазменной горелке электрод и сопло не соприкасаются. На самом деле они изолированы друг от друга завихрением. У этой штуки есть маленькие вентиляционные отверстия, которые превращают плазменный газ в закручивающийся вихрь.
Давайте поговорим о том, как он выполняет резку шаг за шагом
Процесс начинается с подачи команды пуска на блок питания. Он генерирует напряжение холостого хода до 400 В постоянного тока, нагнетая предварительный газ через шланг, подключенный к горелке. Здесь это сопло временно подключено к положительному потенциалу источника питания через цепь вспомогательной дуги.
Да, как и предполагалось, электрод остается на минусе. Итак, что происходит дальше, довольно интригующе. От пускового пульта дуги генерируется высокочастотная искра. Это создает путь тока от электрода к соплу. Таким образом создается пилотная дуга плазмы.
Это еще не конец. Когда вспомогательная дуга контактирует с заготовкой, которая обычно соединена с землей планками режущего стола, путь тока смещается от электрода к заготовке. Затем отключается высокая частота и размыкается цепь дежурной дуги.
Затем источник питания увеличивает поток постоянного тока до силы тока резки (выбирается оператором) и подает предварительный поток оптимального плазмообразующего газа. Это, в свою очередь, обеспечивает резку материала. Должен добавить, также часто используется вторичный защитный газ, который вытекает из сопла.
Это, конечно, происходит через защитный колпачок. Особая форма защитного колпачка и точный диаметр его отверстия заставляют защитный газ еще больше сжимать плазменную дугу. В результате получается чистый срез даже с очень низкими углами и меньшим пропилом.
Последний срез
Помимо методов, которые я обсуждал, некоторые процедуры требуют прикосновения наконечника горелки к заготовке, чтобы создать искру.
