Плазменная установка: Плазменные установки — Plasma.com
Содержание
Плазменная поверхностная закалка
Закалка металла представляет собой нагрев до некоторой критической температуры (более 750 градусов) и последующее быстрое охлаждение, в результате чего твердость стали и чугуна увеличивается в 2-3 раза, с HRC 20…25 до HRC 50…65. Благодаря этому изнашивание деталей замедляется. Снижение износа может составлять десятки и даже сотни раз.
Закалка увеличивает срок службы машин, но не всегда доступна. Поэтому значительное число рабочих поверхностей эксплуатируется без упрочнения, быстро изнашивается и становится причиной частых ремонтов. Это положение может исправить установка плазменной закалки УДГЗ-200, разработанная в 2002г и удостоенная в 2008г медали Женевского салона изобретений и инноваций. Сварщик горелкой (как маляр кистью) закаливает поверхность полосами 7…14мм с некоторым перекрытием. Твердый слой закалки HRC45-65 (в зависимости от марки стали) толщиной 0,5…1,5мм обеспечивает хорошую работоспособность в различных условиях эксплуатации, в том числе крановых рельс и колес, зубчатых и шлицевых соединений, футеровочных плит, штампов и др. Закалка происходит без подачи воды на деталь (за счет теплоотвода в её тело), поэтому применяется не только в специализированных цехах, но и на ремонтных площадках. Закалка, оставляя на поверхности цвета побежалости, не ухудшает шероховатость в диапазоне Rz4…40 и не дает деформаций, благодаря чему детали могут эксплуатироваться без последующей механообработки (шлифовки). Упрочняются не только конструкционные, но и низкоуглеродистые стали типа 20ГЛ, 35Л, традиционно считающиеся не закаливающимися: посадочные места в корпусах и станинах различных машин и оборудования. Работу на УДГЗ-200 легко осваивают сварщики 2…3 разрядов. Процесс закалки может быть автоматизирован. Установка УДГЗ-200 состоит из источника питания, блока водяного охлаждения закалочной горелки и самой горелки с кабелем-рукавом. Снабжается паспортом, сертификатом, руководством по эксплуатации и техинструкцией по ведению закалки для сварщика.
Закалка происходит без подачи воды на деталь (за счет теплоотвода в её тело), поэтому применяется не только в специализированных цехах, но и на ремонтных площадках. Закалка, оставляя на поверхности цвета побежалости, не ухудшает шероховатость в диапазоне Rz4…40 и не дает деформаций, благодаря чему детали могут эксплуатироваться без последующей механообработки (шлифовки). Упрочняются не только конструкционные, но и низкоуглеродистые стали типа 20ГЛ, 35Л, традиционно считающиеся не закаливающимися: посадочные места в корпусах и станинах различных машин и оборудования. Работу на УДГЗ-200 легко осваивают сварщики 2…3 разрядов. Процесс закалки может быть автоматизирован. Установка УДГЗ-200 состоит из источника питания, блока водяного охлаждения закалочной горелки и самой горелки с кабелем-рукавом. Снабжается паспортом, сертификатом, руководством по эксплуатации и техинструкцией по ведению закалки для сварщика.
В нашей компании «РусСтанКом» вы можете купить высокотехнологичную установку УДГЗ 200 по выгодной цене, мы предлагаем только запатентованное и сертифицированное оборудование.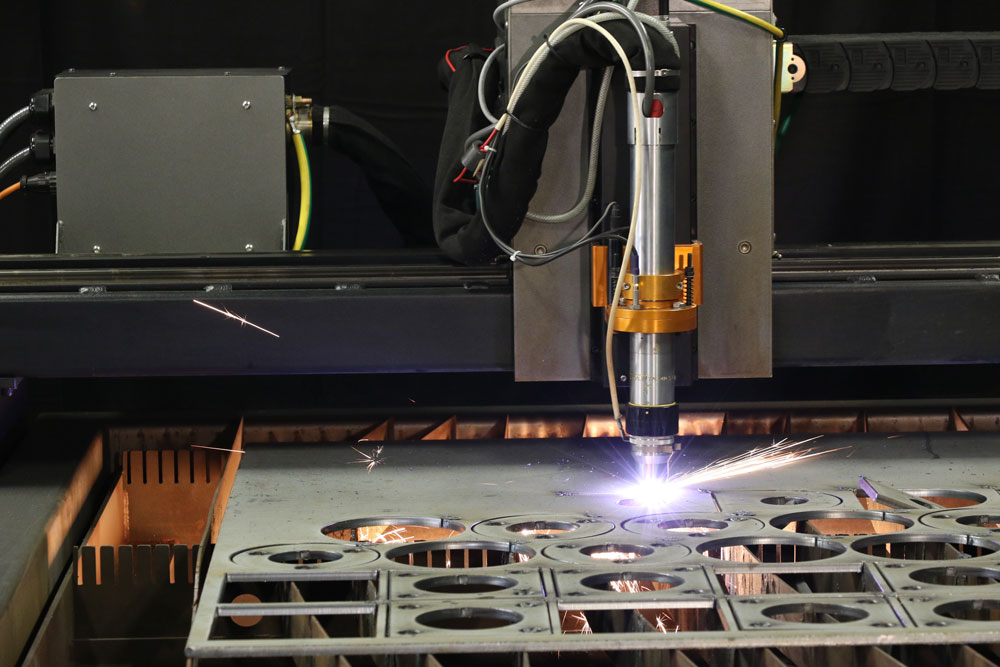
УДГЗ-200 география поставок
Плазменная закалка: техническая информация
Плазменная закалка представляет собой локальный нагрев детали до температуры более 750 С и последующем быстром охлаждении. В результате этой процедуры твердость и износостойкость металла увеличиваются в несколько раз. Эта технология остается наиболее распространенным способом упрочнения деталей на производствах. Такой процедуре подвергаются, например, пружины, режущие инструменты, крановые рельсы и т.д.
Основное удобство установки УДГЗ 200 заключается в том, что закалку деталей можно осуществлять без их предварительного демонтажа. Упрочнению можно подвергать следующие металлы:
- сталь
- чугун
- низкоуглеродистая сталь
- инструментальная сталь
Перед обработкой сначала проводится предварительная зачистка поверхности и обезжиривание, а затем осуществляется сама плазменная закалка — плазматрон перемещают над изделием полосами с небольшим перекрытием.
Технические характеристики станка УДГЗ 200:
-
Твердость слоя (HRC): до 65. -
Производительность (см2/мин): до 110. -
Рабочий газ: аргон (15л/мин).
С таким оборудованием плазменная закалка становится высокоэффективным процессом. Технология и установка запатентованы и много лет применяются на практике.
Установка плазменной закалки УДГЗ 200: технология
Мощная и функциональная установка плазменной закалки УДГЗ 200 позволяет сделать процесс упрочнения автоматизированным. Технология проста и легко осваивается сварщиками любых разрядов.
Закалка с помощью установки УДГЗ-200 избавляет от необходимости использования печей. Процесс осуществляется без подачи воды на деталь, за счет теплоотвода в её тело, что дает возможность использовать станок на ремонтных площадках.
Также эта установка за счет высоких скоростей нагрева, обеспечивающих сохранение концентрации углерода структуре, способна на упрочнение низкоуглеродистой стали. После обработки на поверхности не образуются какие-либо деформации, благодаря чему деталь далее можно использовать без финишной шлифовки.
После обработки на поверхности не образуются какие-либо деформации, благодаря чему деталь далее можно использовать без финишной шлифовки.
Цены на плазменную закалку
Устанавливаемая на УДГЗ 200 цена вполне удовлетворяет наших клиентов, реализовано уже более 100 установок на территории Российской федерации, Украины, Казахстана, Азербайджана, Киргизии. Мы являемся эксклюзивными поставщиками данной установки, что позволяет держать доступную цену.
Подробно ознакомиться с ценами вы можете в прайс-листе, размещённом на нашем сайте. При закупке нескольких единиц возможно предоставление скидок.
Покупка у нас очень удобна:
- техника отгружается со склада.
- оборудование всегда в наличии.
Гарантированные преимущества покупки
Ознакомьтесь со следующими преимуществами приобретения установки УДГЗ 200:
- Повышение износостойкости поверхности.

- Увеличение безремонтной эксплуатации оборудования.
- Сокращение затрат на проведение ремонтов.
- Снижение простоев оборудования.
- Восполняет отсутствие дорогостоящих печей на предприятии.
Как следствие – повышение производительности и эффективности предприятия в целом.
Благодаря установке плазменной закалки УДГЗ 200, вы сэкономите время и средства. На все модели цены в нашей компании невысоки, предоставляется заводская гарантия. Поэтому сделать заказ предлагаем уже сейчас!
Получить более подробную информацию о цене и условиях доставки, вы можете по контактным телефонам: +7 (343) 383-50-80, 8 800-302-30-80, а также прислать заявку на почту: [email protected].
Плазменная сварка и наплавка Castolin
Каталог оборудования/Технологии, материалы и оборудование Castolin для получения износостойких покрытий, для ремонта/Микроплазменная сварка и наплавка Eutronic GAP (GasArcProcess)
Артикул:
Castolin
Micro GAP 50 DC — для ручной сварки и наплавки на малых токах.
Micro GAP 50 DC идеален для ручного применения, когда требуется точность и высокое качество материала наплавки, когда полная автоматизация невозможна или невыгодна из-за небольшого количества изделий.
Частота сети питания 50/60 Гц
Предохранитель сети max. 16 A \
Потребляемая мощность, макс 3.5 kVA
Средний потребляемый ток 9.6 A
Cosphi 0.99
Класс защиты IP 23
Напряжение холостого хода пилот дуги 85 V DC
Напряжение холостого хода источника 100V DC
Максимальный ток (100%ПВ) 33 A
Максимальный ток (60%ПВ) 40 A
Максимальный ток пилот-дуги(100%ПВ) 5 A
Диапазон тока плазма-сварка/ TIG сварка / точечная сварка 0.5 ÷ 50 A
Диапазон тока пилот-дуги 0.5 ÷ 50 A
Габариты (Д x Ш x В ) 655 x 310 x 605 мм
Вес 46.5 кг
- Описание
- Документы
Micro GAP 50 DC разработан для ручной и полуавтоматической сварки, которые требуют частой смены значений параметров. Все настройки отображаются на ЖК-дисплее в виде понятных символов и текста, с возможностью сохранения в память до 100 различных настроек процесса. Особо мощный инверторный nисточник выдает ток от 0.5 до 50А, который вполне достаточен для микро-плазменной сварки.
Все настройки отображаются на ЖК-дисплее в виде понятных символов и текста, с возможностью сохранения в память до 100 различных настроек процесса. Особо мощный инверторный nисточник выдает ток от 0.5 до 50А, который вполне достаточен для микро-плазменной сварки.
Micro GAP 50 DC поддерживает процесс сварки дугой с плазменным переносом (PTA). GAP-процесс идеален для наплавки и соединения деталей. Плотная, высококонцентрированная дуга образуется путем сжатия плазмообразующего газа между соплом и электродом горелки. Дуга с плазменным переносом быстро плавит локализированную поверхность, дополнительно защищаемую инертным газом. Подача наплавляемого материала в виде порошка или проволоки происходит независимо от плазменной дуги; существует множество различных конфигураций комплекса плазменной сварки и наплавки.
GAP (GasArcProcess) технология имеет ряд преимуществ по сравнению с традиционной дуговой сваркой:
- высокая плотность и сфокусированность дуги
- сверхвысокая скорость плавления
- однородность наплавленного слоя, отсутствие брызг и пор
- перемешивание, тепловложение, отклонения, зона термического влияния гораздо меньше, чем при обычных видах сварки
- идеальный контроль за толщиной наплавочного слоя
- высочайшая чистота и качество наплавки
- гладкая поверхность наплавочного слоя снижает время последующей мехобработки
- воспроизводимость операций
Со всеми этими преимуществами, GAP-процесс предназначен для работ, которые требуют высокой точности, минимальных отклонений и тепловложений. GAP-технология также обеспечивает исключительную чистоту материала наплавки непосредственно с первого слоя.
GAP-технология также обеспечивает исключительную чистоту материала наплавки непосредственно с первого слоя.
В связи с высокой производительностью, точностью контроля за толщиной наплавочного слоя, качеством поверхности наплавки, GAP-процесс позволяет значительно сократить производственные затраты за счет экономии потребления материалов и снижения общего времени проведения операций.
Процесс переноса плазменной дугой РТА (Plasma Transferred Arc)
Eutronic GAP® — процесс переноса плазменной дугой (РТА)от компании Castolin Eutectic.
GAP® идеален для соединения и нанесения покрытий. При процессе PTA плазма фокусируется при прохождении через тугоплавкий анод, вызывая значительное уплотнение и повышение мощности дуги. Присадочный материал, в виде мелкодисперсного порошка или цельной проволоки, подается прямо в столб плазменной дуги, который защищается от атмосферного воздуха потоком инетртного газа.
Компания Castolin Eutectic разаработала специальные порошки для GAP® применения.
GAP (GasArcProcess) технология имеет ряд преимуществ по сравнению с традиционной дуговой сваркой:
- высокая плотность и сфокусированность дуги
- сверхвысокая скорость плавления
- однородность наплавленного слоя, отсутствие брызг и др.
- перемешивание, тепловложение, отклонения, зона термического влияния гораздо меньше, чем при обычных видах сварки
- идеальный контроль за толщиной наплавочного слоя
- высочайшая чистота и качество наплавки
- гладкая поверхность наплавочного слоя снижает время последующей мехобработки
- превосходная воспроизводимость операций
- прочность и ударостойкость покрытий
- возможность автоматизации (электронное управление подачей газа и порошка, интерфейс для полного внешнего управления)
Состав комплекта:
Установка плазменной сварки Micro GAP 50 DC
Плазматрон (горелка) Torch E5N, 3м с клавишами для ручного управления. Наклон 70гр. Водоохлаждаемая горелка. Максимальный сварочный ток: 50А Вес со шланг-пакетом: 1,5кг
Максимальный сварочный ток: 50А Вес со шланг-пакетом: 1,5кг
Набор запасных и быстроизнашивающихся частей для горелки E5N
Охлаждающая жидкость Cooling Liquide Xuper Cool, 5л
Плазменная установка «Плутон» | Атомная энергия 2.0
Технологии
3 января 2011
—
Плазменная шахтная печь для переработки твердых РАО
Плазменно-химический метод переработки радиоактивных отходов, применяемый на ГУП МосНПО «Радон», обеспечивает получение химически- и радиационно стойкого шлакового компаунда с максимальной степенью включения радионуклидов.
Разработкой плазменных технологий ученые предприятия занимаются свыше 30 лет. Они провели множество исследований и экспериментов по переработке отходов в различных условиях, с использованием плазменных источников нагрева (плазмотронов) различных типов. На основе плазменных технологий действуют пилотные и опытно-промышленные установки «Пиролиз», «Плавление зольного остатка», «Плутон», «Плазмохимический реактор».
Плазменная установка «Плутон» позволяет перерабатывать смешанные твердые отходы, содержащие не только горючие компоненты (древесину, бумагу, ветошь, пластики), но и негорючие (металл, стекло, грунтовые и изоляционные материалы). Ее производительность может достигать 250 кг/ч.
Основным узлом установки является шахтная печь для переработки РАО. Здесь отходы последовательно проходят стадии сушки, пиролиза, окисления, сжигания и плавления.
Через узел загрузки упаковки с РАО попадают в верхние слои шахты и, опускаясь под действием силы тяжести, нагреваются за счет тепла отходящих газов, движущихся вверх им навстречу. В верхней части печи отходы проходят стадии сушки и пиролиза, сопровождающиеся интенсивным газовыделением. Ниже происходит выжигание коксового остатка. Оставшиеся неорганические компоненты (шлак) плавятся и поступают в зону накопления и гомогенизации расплава. Здесь шлак усредняется, перегревается до температуры 1500–1700°С и через узел слива направляется в бокс приемки расплава. После охлаждения расплава в приемных контейнерах образуется шлак, по структуре и свойствам подобный вулканическому стеклу, а по химической стойкости — в десятки раз превосходящий боросиликатные стекла. Таким образом, за один этап производственного процесса получается продукт, пригодный для безопасного длительного хранения сразу после охлаждения.
После охлаждения расплава в приемных контейнерах образуется шлак, по структуре и свойствам подобный вулканическому стеклу, а по химической стойкости — в десятки раз превосходящий боросиликатные стекла. Таким образом, за один этап производственного процесса получается продукт, пригодный для безопасного длительного хранения сразу после охлаждения.
Источником нагрева печи служат дуговые плазмотроны, установленные в подовой части печи над ванной; в качестве плазмообразующего газа используется воздух. Применение воздушных плазмотронов достаточной мощности позволило отказаться от дополнительного топлива, что существенно упростило управление процессом. Энергия, подаваемая в печь, используется с максимальной эффективностью — в том числе и на пиролиз отходов. За счет высокой теплотворной способности полученного пирогаза, после начального разогрева, камеру дожигания можно эксплуатировать только за счет тепла его сгорания, в автотермическом режиме.
В высокотемпературной зоне шахтной печи, в нижних слоях отходов, происходит возгонка летучих соединений. В то же время в среднем и верхнем уровнях шахты печи, в зоне относительно низких температур, эти соединения конденсируются и сорбируются в слое отходов. Система очистки отходящих газов позволяет эффективно улавливать радиоактивную пыль, которую вновь направляют на переработку в шахтную печь вместе с другими РАО. В результате, резко снижается унос из печи радиоактивных изотопов и тяжелых металлов. Например, унос цезия-137 из плазменной печи «Радона» составляет не более 10%, кобальта-60 — не более 2,5%, урана и плутония — менее 1%. (Для сравнения, в других вариантах плазменного сжигания РАО унос радионуклидов цезия достигает 70-98%). В итоге, существенно увеличивается коэффициент включения радиоактивных изотопов и тяжелых металлов в шлак.
В то же время в среднем и верхнем уровнях шахты печи, в зоне относительно низких температур, эти соединения конденсируются и сорбируются в слое отходов. Система очистки отходящих газов позволяет эффективно улавливать радиоактивную пыль, которую вновь направляют на переработку в шахтную печь вместе с другими РАО. В результате, резко снижается унос из печи радиоактивных изотопов и тяжелых металлов. Например, унос цезия-137 из плазменной печи «Радона» составляет не более 10%, кобальта-60 — не более 2,5%, урана и плутония — менее 1%. (Для сравнения, в других вариантах плазменного сжигания РАО унос радионуклидов цезия достигает 70-98%). В итоге, существенно увеличивается коэффициент включения радиоактивных изотопов и тяжелых металлов в шлак.
Пиролизные газы из шахты печи направляются в комплексную систему газоочистки. Она включает узлы высокотемпературного дожигания твердых и газообразных горючих компонентов, химической и каталитической нейтрализации агрессивных и токсичных веществ, двухступенчатой системой улавливания радиоактивных аэрозольных частиц. Газы, поступающие в атмосферу после очистки, полностью удовлетворяют санитарным требованиям.
Газы, поступающие в атмосферу после очистки, полностью удовлетворяют санитарным требованиям.
Поделиться
Отправить
Твитнуть
Отправить
Научный портал «Атомная энергия 2.0“ – это открытое к сотрудничеству прогрессивное цифровое СМИ с элементами управления ядерными знаниями, семантического анализа и ценностного лидерства, ставящее своей целью решение ключевых социально-ориентированных задач фундаментальной системообразующей атомной отрасли:
– образования и общения широкой общественности и специалистов об инновационном развитии экологически устойчивых, эффективных и полезных ядерных и радиационных наук и технологий в России и мире,
– формирования популярного сообщества ученых, инноваторов, деловых, государственных, общественных и экологических лидеров, открыто поддерживающих их дальнейшее развитие и изучение,
– формирования популярного сообщества компаний и организаций, открыто обменивающихся передовым опытом, знаниями, культурой, возможностями, инновациями и инициативами,
– и поддержки и привлечения талантливой и амбициозной молодежи к реализации длительных и успешных профессиональных карьер в атомной и смежных индустриях.
Мы предлагаем Вашей организации стать одним из партнеров нашего просветительского проекта и получить уникальный пакет профессиональных коммуникационных и рекламных услуг.
Почему нужна атомная энергетика?
Установка KDE Plasma на Arch Linux
KDE Plasma Desktop Environment — одна из самых чистых, быстрых и совершенных сред рабочего стола в Linux. Рабочий стол KDE 5 требует меньше памяти для работы. Он легкий. Это также очень отзывчиво. KDE 5 — моя любимая среда рабочего стола.
В этой статье я покажу вам, как установить среду рабочего стола KDE 5 Plasma в Arch Linux. Давайте начнем.
Arch Linux — это скользящий выпуск дистрибутива Linux. Все его пакеты всегда обновляются в момент их выпуска. Поэтому всегда полезно выполнить полное обновление системы, прежде чем пытаться сделать что-либо, связанное с огромным изменением системы, например, установить новую среду рабочего стола. Это устраняет множество проблем, которые могут возникнуть из-за неразрешимых зависимостей в процессе установки.
Вы можете выполнить полное обновление системы Arch Linux с помощью следующей команды:
$ sudo pacman -Syu
Теперь вам могут задать много вопросов. Просто нажмите «y», а затем нажмите
Ответив на все вопросы, вы должны увидеть следующее окно. Здесь вы можете увидеть, сколько сетевых данных вам нужно для загрузки обновленных пакетов. Нажмите «y», а затем нажмите
Должен начаться процесс обновления. Это может занять некоторое время в зависимости от вашего сетевого подключения.
На этом этапе процесс обновления завершен.
Теперь, когда на вашем компьютере Arch установлены последние пакеты, вы можете установить среду рабочего стола KDE 5 Plasma в Arch Linux с помощью следующей команды.
$ sudo pacman -S плазма
Вам будет предложено выбрать пакеты для установки из списка. Если вы не знаете, что здесь делать, просто нажмите
Если вы не знаете, что здесь делать, просто нажмите
Теперь вас попросят выбрать серверную часть phonon Qt 5. Вы можете выбрать серверную часть gstreamer или vlc . Если вы не знаете, что это такое, просто выберите значение по умолчанию, то есть серверную часть gstreamer .
Теперь нажмите «y», а затем нажмите
Должен начаться процесс загрузки пакета. Это может занять некоторое время в зависимости от вашего интернет-соединения.
Должна быть установлена среда рабочего стола KDE Plasma 5.
Теперь вам нужно установить и настроить рекомендованный KDE 5 Plasma менеджер рабочего стола, который называется SDDM.
Вы можете установить диспетчер рабочего стола SDDM из официального репозитория Arch Linux с помощью следующей команды:
$ sudo pacman -S sddm
Теперь нажмите «y», а затем нажмите 
Должен быть установлен диспетчер рабочего стола SDDM.
Проверить, запущен ли SDDM, можно с помощью следующей команды:
$ sudo systemctl status sddm
Как видно из снимка экрана ниже, SDDM не запущен.
Проверить, запущен ли GDM, можно с помощью следующей команды:
$ sudo systemctl status gdm
Как видно из снимка экрана ниже, GDM работает.
Прямо сейчас Я использую среду рабочего стола GNOME 3 в Arch Linux. GNOME 3 по умолчанию использует диспетчер рабочего стола GDM. Вы должны остановить диспетчер рабочего стола GDM и запустить диспетчер рабочего стола SDDM, чтобы среда рабочего стола KDE 5 Plasma работала без сбоев.
Я не буду останавливать GDM и запускать SDDM напрямую. Вместо этого я уберу GDM из автозагрузки системы и добавлю SDDM в системный автозапуск Arch Linux. Таким образом, когда я перезапущу свою машину с Arch, SDDM запустится автоматически, а GDM — нет.
Чтобы удалить GDM при запуске системы, выполните следующую команду:
$ sudo systemctl disable gdm
Чтобы добавить SDDM при запуске системы, выполните следующую команду:
$ sudo systemctl enable sddm
SDDM следует добавить в автозагрузку системы.
Теперь перезапустите компьютер Arch с помощью следующей команды:
$ sudo reboot
Это то, что вы должны увидеть при запуске компьютера Arch. Это менеджер рабочего стола SDDM. Внешний вид SDDM по умолчанию может быть не очень красивым, но он легко настраивается. Вы можете изменить тему SDDM позже, если вам небезразлично, как она выглядит.
По умолчанию GNOME Classic 9Выбран 0016, как вы можете видеть из отмеченного раздела на скриншоте ниже. Нажмите на отмеченный раскрывающийся список, чтобы изменить его.
Вы должны увидеть некоторые параметры, как показано на скриншоте ниже. Нажмите на Плазма .
Плазма следует выбрать. Теперь введите свой пароль и войдите в систему.
Вы должны увидеть экран загрузки KDE, как показано на скриншоте ниже.
Через несколько секунд вас поприветствует красивая среда рабочего стола KDE 5 Plasma.
На момент написания этой статьи последней стабильной версией была KDE 5.12 Plasma.
Вот как вы устанавливаете среду рабочего стола KDE 5 Plasma в Arch Linux. Спасибо, что прочитали эту статью.
Среда рабочего стола (изменение) — поддержка System76
Pop!_OS и Ubuntu по умолчанию включают среду рабочего стола GNOME. Среда рабочего стола отвечает за внешний вид графического рабочего стола и включает в себя множество ключевых программ, которые используются каждый день.
Вы можете установить альтернативную среду рабочего стола, следуя приведенным ниже инструкциям.
ПРИМЕЧАНИЕ. будьте осторожны при установке других сред рабочего стола, так как они могут повлиять на рабочий стол GNOME по умолчанию (как Ubuntu, так и Pop).
Если у вас возникли проблемы при использовании альтернативной среды рабочего стола, вы можете вернуться к среде по умолчанию. Чтобы обеспечить установку среды рабочего стола GNOME по умолчанию в Pop!_OS, установите пакет pop-desktop :
sudo apt установить поп-рабочий стол
Для Ubuntu вместо этого установите пакет ubuntu-desktop :
sudo apt install ubuntu-desktop
Окружение рабочего стола действует как верхний графический уровень ОС. Окружение рабочего стола запускается диспетчером отображения; Pop!_OS и Ubuntu по умолчанию используют GDM (GNOME Display Manager).
Если установлено несколько сред рабочего стола, GDM отобразит значок шестеренки, который позволит вам выбрать среду рабочего стола, которую вы хотите запустить. Вам нужно будет либо перезагрузить, либо перезапустить диспетчер дисплея, используя sudo systemctl перезапустить gdm , прежде чем вновь установленная среда рабочего стола появится в списке параметров.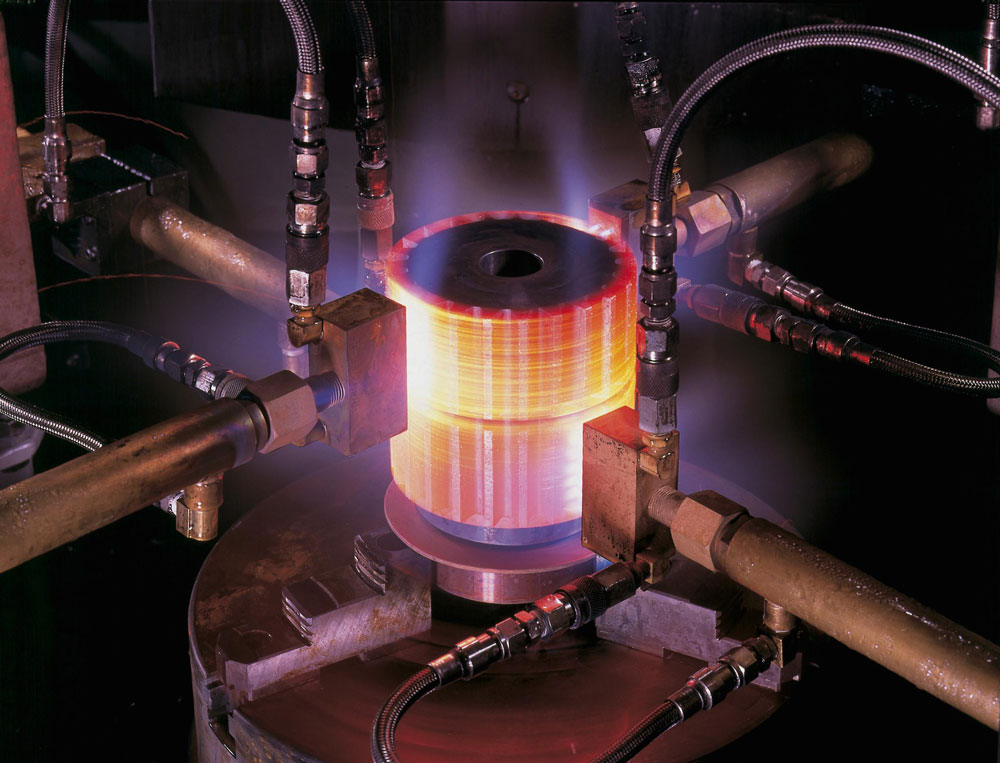
Различные среды рабочего стола
MATE
MATE — это простой и привлекательный рабочий стол, использующий традиционные концепции. MATE является ответвлением GNOME 2.
Эта команда установит MATE и его зависимости:
sudo apt install mate-desktop-environment mate-desktop-environment-extras ubuntu-mate-themes
Cinnamon
Cinnamon используется в Linux Mint по умолчанию. Cinnamon стремится предоставить традиционный опыт и является ответвлением GNOME 3.
Cinnamon устанавливается с помощью:
sudo apt install cinnamon-desktop-environment
GNOME
Хотя Pop и Ubuntu содержат GNOME по умолчанию, обе включают ряд настроек GNOME. Вы также можете установить ванильный сеанс GNOME, чтобы получить опыт работы с исходным GNOME.
Вы можете установить сеанс vanilla GNOME с помощью этой команды:
sudo apt install gnome-session
KDE Plasma
Окружение рабочего стола KDE Plasma — знакомая рабочая среда, внешне похожая на рабочий стол Windows. Он легко настраивается и выглядит чистым.
Он легко настраивается и выглядит чистым.
Рабочий стол KDE Plasma и его зависимости можно установить с помощью этой команды:
sudo apt install kde-standard
При установке KDE вам будет предложено выбрать диспетчер отображения:
Нажмите Enter, чтобы выбрать опцию OK. (Если опция OK не выбрана, нажмите Tab, чтобы выбрать ее.) В списке снова нажмите Enter, чтобы сохранить gdm3 в качестве диспетчера отображения:
UKUI
UKUI — это облегченная среда рабочего стола, основанная на подключаемом фреймворке. для Linux и других UNIX-подобных дистрибутивов. Он предоставляет простой интерфейс для просмотра, поиска и управления компьютером. Он разработан с использованием GTK и Qt.
UKUI можно установить с помощью:
sudo apt install ukui-desktop-environment
XFCE
XFCE воплощает традиционную для UNIX философию модульности и возможности повторного использования. Эта среда обеспечивает хорошее соответствие программ, написанных для нее. XFCE также предоставляет настраиваемую среду с меньшими затратами ресурсов.
Эта среда обеспечивает хорошее соответствие программ, написанных для нее. XFCE также предоставляет настраиваемую среду с меньшими затратами ресурсов.
Вы можете установить XFCE и его зависимости с помощью этой команды:
sudo apt install xfce4 xfce4-goodies
При установке XFCE вы увидите приглашение выбрать диспетчер отображения по умолчанию:
Нажмите Enter, чтобы выбрать вариант OK. (Если опция OK не выбрана, нажмите Tab, чтобы выбрать ее.) В списке снова нажмите Enter, чтобы сохранить gdm3 в качестве диспетчера отображения:
LXDE
Облегченная среда рабочего стола X11 — это быстрая и энергоемкая сохранение среды рабочего стола. Он похож на старые версии Windows. Это экономичная среда рабочего стола, которая может помочь продлить срок службы батареи ноутбуков.
LXDE можно установить с помощью:
sudo apt install lxde
Во время установки LXDE вы увидите приглашение выбрать диспетчер отображения по умолчанию:
Нажмите Enter, чтобы выбрать вариант OK. (Если опция OK не выбрана, нажмите Tab, чтобы выбрать ее.) В списке снова нажмите Enter, чтобы сохранить gdm3 в качестве диспетчера отображения:
(Если опция OK не выбрана, нажмите Tab, чтобы выбрать ее.) В списке снова нажмите Enter, чтобы сохранить gdm3 в качестве диспетчера отображения:
LXQt
LXQt — облегченная среда рабочего стола Qt. Он разрабатывается как преемник LXDE. Он ориентирован на то, чтобы быть классическим рабочим столом с современным внешним видом.
LXQt можно установить с помощью:
sudo apt install lxqt
Устранение неполадок
Окружения рабочего стола могут мешать друг другу или изменять общесистемные настройки. Проблемы с внешним видом среды рабочего стола обычно можно исправить, изменив тему на панели управления Appearance .
Настройка диалогового окна уведомлений
Xfce изменит диалоговое окно уведомлений на собственное. Его можно настроить с помощью этой команды:
xfce4-notified-config
Удалить повторяющиеся параметры с экрана входа в систему
Некоторые среды рабочего стола обеспечивают более одного сеанса. Например, Cinnamon обеспечивает как сеанс 2D, так и сеанс 3D. Параметры, доступные при входе в систему, находятся в каталоге
Например, Cinnamon обеспечивает как сеанс 2D, так и сеанс 3D. Параметры, доступные при входе в систему, находятся в каталоге /usr/share/xsessions , а ненужные параметры можно удалить, удалив соответствующие файлы. Например, чтобы удалить дополнительную опцию Cinnamon:
sudo rm /usr/share/xsessions/cinnamon2d.desktop
Изменение программ автоматического запуска
Некоторые среды рабочего стола настраивают дополнительные программы для запуска при загрузке. Чтобы изменить их, запустите программу Startup Applications и отключите все нежелательные программы запуска.
Пароли экрана двойной блокировки
GNOME не использует заставку (только экран блокировки), но другие среды рабочего стола могут установить классический пакет заставки GNOME в качестве зависимости. Если вам дважды предлагается ввести пароль после приостановки или блокировки экрана, отключите второй запрос с помощью этой команды:
gsettings set org.gnome.desktop.screensaver с включенной блокировкой false
Или, если это не останавливает второе приглашение, удалите избыточную заставку с помощью этой команды:
sudo apt purge gnome-screensaver
Включить экран блокировки Cinnamon
Если экран блокировки рабочего стола Cinnamon не работает, эта команда снова включит его:
gsettings set org.cinnamon.desktop.lockdown disable-lock-screen false
Удаление окружения рабочего стола
Если вы больше не хотите использовать среду рабочего стола, ее можно удалить с помощью:
sudo apt autoremove --purge ...
Например, чтобы удалить KDE:
sudo apt autoremove --purge kde-standard
Как установить KDE Plasma на Ubuntu
Linux — действительно модульная операционная система. Например, у вас есть возможность изменить не только обои рабочего стола, но и всю среду рабочего стола. Другие операционные системы, такие как Windows или macOS, поставляются с предустановленной системой рабочего стола, которую вы не можете изменить.
K Desktop Environment, широко известная как KDE, — это известная среда рабочего стола Linux, которая является рабочим столом по умолчанию в таких дистрибутивах, как Manjaro KDE, Fedora KDE, Kubuntu и SteamOS. Но это не означает, что вам нужно будет установить эти дистрибутивы, чтобы использовать KDE. Вы также можете установить его на другие дистрибутивы Linux.
Давайте установим и изучим среду рабочего стола KDE в Ubuntu.
Роль среды рабочего стола в Linux
Традиционно Linux был ориентирован на продвинутых пользователей компьютеров. Таким образом, в нем отсутствовал графический пользовательский интерфейс. Вместо этого люди взаимодействовали с ОС, используя только терминал. Что ж, за эти годы многое изменилось, так как теперь Linux может похвастаться богатыми интерфейсами и расширенными пользовательскими меню.
Возможно, вам также будет интересно узнать, что по сей день большинство серверов Linux работают без среды рабочего стола для оптимальной эффективности. Итак, терминал по-прежнему играет важную роль в Linux. Однако для большинства обычных пользователей графический интерфейс является основным способом взаимодействия с ОС, и именно здесь появляется среда рабочего стола.
Итак, терминал по-прежнему играет важную роль в Linux. Однако для большинства обычных пользователей графический интерфейс является основным способом взаимодействия с ОС, и именно здесь появляется среда рабочего стола.
Среда рабочего стола отвечает за предоставление вам всех необходимых функций для визуального интуитивного взаимодействия с вашей ОС. Он также определяет внешний вид вашей операционной системы, приложения по умолчанию, которые поставляются с ней, и производительность вашей системы.
KDE построен на основе системы X Window и включает оконный менеджер, меню, приложения по умолчанию, файловый менеджер и панели, определяющие внешний вид ОС.
Доступные версии KDE
Перед установкой KDE вам может быть интересно узнать, что для установки доступны три основных выпуска KDE.
- KDE full : Это полный пакет KDE со всеми приложениями и параметрами по умолчанию.
- Стандарт KDE : это урезанная версия полной версии KDE, которая поставляется только с избранными приложениями.

- KDE Plasma : минимальная версия KDE, которая поставляется с самыми основными функциями, такими как файловый менеджер, браузер и текстовый редактор.
В этом руководстве показано, как установить настольную версию KDE Plasma, так как она легкая и ее загрузка занимает минимальное время.
Связанный: Получите больше всего с помощью кнопки «Получить новое» в KDE Plasma
Установка KDE Plasma на Ubuntu
Сначала обновите информацию об источнике пакетов вашей системы, выполнив следующую команду:
sudo подходящее обновление
Затем установите пакет kde-plasma-desktop с помощью APT.
sudo apt установить kde-plasma-desktop
Система предложит вам настроить SDDM (Simple Desktop Display Manager), программу, обеспечивающую графический вход в систему KDE. Нажмите Введите , чтобы продолжить.
Затем выберите в меню sddm и нажмите Enter .
Теперь ваш менеджер пакетов приступит к загрузке среды KDE. Обратите внимание, что это может занять некоторое время в зависимости от скорости вашего интернета.
После завершения установки перезагрузите компьютер с помощью приведенной ниже команды.
судо перезагрузка
Краткий обзор KDE Plasma
При перезагрузке ПК отобразит новый экран входа только что установленного рабочего стола.
Примечание . Убедитесь, что выбрана правильная среда рабочего стола, например Plasma , в раскрывающемся списке сеансов, расположенном в верхнем левом углу.
Введите пароль пользователя и нажмите кнопку Enter .
После входа в систему система отобразит красивый рабочий стол KDE. Макет очень похож на Windows 10, с панелью запуска приложений или кнопкой «Пуск», расположенной по умолчанию в левом нижнем углу.
KDE также поставляется с собственным набором программ, например, файловым менеджером Dolphin, эмулятором терминала Konsole и веб-браузером Konqueror.
Меню также предоставляет вам поле поиска, которое вы можете использовать для поиска приложений, файлов и папок в вашей системе. В нижней части меню находятся значки для перехода к важным частям системы, таким как избранные приложения, все приложения и настройки компьютера.
По умолчанию панель KDE находится в самом низу окна рабочего стола. Панель дает вам обзор открытых приложений. В крайнем правом углу панели вы можете проверить состояние батареи или питания, время и другие важные системные уведомления и уведомления о состоянии.
Одним из основных преимуществ KDE по сравнению с другими средами рабочего стола, такими как GNOME, является то, что KDE предоставляет вам столько свободы в настройке рабочего стола и компоновки меню.
Чтобы вернуться к GNOME, просто выйдите из системы и выберите Ubuntu в раскрывающемся списке сеансов.
Связано: Как настроить экран входа в систему на KDE Plasma
Какую среду рабочего стола следует использовать?
В этом руководстве показано, как установить K Desktop Environment (KDE) в системе с Ubuntu. KDE — это современная, красивая и настраиваемая среда рабочего стола, которую может использовать каждый.
KDE — это современная, красивая и настраиваемая среда рабочего стола, которую может использовать каждый.
Если вы не уверены, какую среду рабочего стола использовать, может быть целесообразно установить, протестировать и узнать как можно больше о доступных средах рабочего стола Linux.
Как выполнить минимальную установку KDE Plasma Desktop в Arch Linux
Учебники
Последнее обновление автор: yelopanda
В предыдущем посте я показал вам, как установить Arch Linux в вашей системе. Это была базовая установка без какой-либо среды рабочего стола или графического интерфейса.
Здесь я покажу вам, как выполнить минимальную установку KDE Plasma поверх существующей системы Arch Linux. Давайте начнем.
Предварительные условия
1. Существующая функциональная установка Arch Linux. У вас должен быть уже установлен и настроен Arch Linux. Если вы еще не установили арч, следуйте этому руководству, чтобы выполнить базовую установку арки, и после этого вы можете продолжить это руководство.
Если вы еще не установили арч, следуйте этому руководству, чтобы выполнить базовую установку арки, и после этого вы можете продолжить это руководство.
2. Рабочее подключение к Интернету в вашей системе Arch Linux (инструкция доступна в моем руководстве по установке Arch Linux).
3. Доступ к Sudo для вашего пользователя (также упоминается в руководстве по базовой установке).
Установка
Во-первых, убедитесь, что ваша установка Arch Linux обновлена с помощью команды:
sudo pacman -Syuu
Затем загрузите пакет плазменного рабочего стола.
sudo pacman -S Plasma-Desktop
Вам может быть предложено выбрать поставщиков для некоторых пакетов, просто нажмите Enter, чтобы выбрать пакеты по умолчанию и продолжить установку. Он также автоматически установит сервер отображения xorg, поэтому вам не нужно об этом беспокоиться.
После завершения установки плазменного рабочего стола мы можем приступить к установке менеджера дисплея. Диспетчер отображения — это графический интерфейс, который позволяет нам войти в среду рабочего стола. Здесь мы будем использовать sddm, так как это диспетчер отображения по умолчанию для KDE Plasma.
Диспетчер отображения — это графический интерфейс, который позволяет нам войти в среду рабочего стола. Здесь мы будем использовать sddm, так как это диспетчер отображения по умолчанию для KDE Plasma.
Чтобы установить sddm, введите:
sudo pacman -S sddm
Теперь вы почти готовы к работе. Но если вы запустите sddm и войдете в свою плазменную сессию, вы увидите пустой рабочий стол без веб-браузера, сетевого менеджера, элементов управления звуком, файлового менеджера и даже терминального приложения.
Нам нужно исправить это и установить некоторые необходимые утилиты. Вот те, которые я выбрал:
Веб-браузер : В качестве веб-браузера мы будем использовать старый добрый Firefox.
Сетевой менеджер : Kde имеет пакет с именем Plasma-nm, который мы можем установить и использовать для подключения к сети (Wi-Fi/Ethernet).
Аудио : Для аудио мы установим Plasma-pa, который интегрируется с PulseAudio для рабочего стола Plasma.
Диспетчер файлов : Dolphin — файловый менеджер, который мы собираемся установить.
Терминал : Что касается терминала, мы будем устанавливать Konsole. Это терминальное приложение по умолчанию для KDE.
Я также решил установить пакет kdeplasma-addons. Он предоставляет некоторые дополнительные виджеты для вашей строки состояния, такие как индикатор Caps Lock, индикатор микрофона, переключатель ночного цвета и т. д.
Стиль GTK : Некоторые приложения в KDE выглядят немного не так (с точки зрения стиля) без этого. Чтобы настроить это, после установки перейдите в «Настройки»> «Внешний вид»> «Стиль приложения»> «Стиль приложения GNOME/GTK».
Опять же, это те утилиты, которые я выбрал для установки, поскольку они отлично работают с KDE Plasma, и если вы знаете, что делаете, вы можете заменить их другими утилитами по своему вкусу.
Теперь, чтобы установить их, используйте команду:
sudo pacman -S firefox плазма-нм плазма-па дельфин консоль kdeplasma-addons kde-gtk-config
После завершения установки используйте эти две команды (с учетом регистра), чтобы запустите и включите сетевой менеджер.
sudo systemctl включить NetworkManager
sudo systemctl запустить NetworkManager
Дополнительные пакеты :
powerdevil : Если вы устанавливаете KDE Plasma на такое устройство, как ноутбук или ноутбук, вы можете установить powerdevil. Powerdevil покажет процент заряда батареи вашего устройства на панели задач, а также предоставит вам элементы управления для регулировки яркости экрана. Он также предоставляет такие настройки, как действие при закрытии крышки, тайм-аут экрана, настройки сна, действие при низком заряде батареи и т. д.
kscreen : Этот пакет позволит вам настроить ваш монитор/мониторы. Если вы хотите изменить ориентацию, разрешение, масштабирование и частоту обновления вашего монитора, вам понадобится это приложение. kscreen также рекомендуется для установок с несколькими мониторами .
Теперь мы можем войти в KDE Plasma Desktop. Во-первых, давайте включим sddm, чтобы он запускался при загрузке.
sudo systemctl enable sddm
Теперь введите команду ниже, чтобы запустить sddm
sudo systemctl start sddm
После того, как вы введете указанную выше команду, вы должны увидеть экран входа в систему, введите свои данные и войдите в систему.
Вуаля, теперь вы используете минимальный плазменный рабочий стол в Arch Linux.
Заключение
Итак, мы подошли к выводу, надеюсь, что ваша установка Arch теперь запущена и работает со средой рабочего стола Plasma. Поскольку это минимальная установка, есть много вещей, которые могут отсутствовать при установке. Например, программа для просмотра фотографий, видеоплеер, почтовый клиент и так далее. Но именно по этой причине я решил написать этот небольшой гайд.
Большинство других установок KDE Plasma, которые я видел, поставляются с предустановленной массой «полезного» программного обеспечения. Эти раздутые… кхм «полезные» программы заполняют пространство для хранения, их можно удалить, и они могут вызвать проблемы при принудительном удалении (ошибки зависимости).
Когда мы пропускаем пакет kde-applications , мы можем значительно уменьшить размер установки и общее количество установленных программ.
Теперь приступайте к установке ваших любимых пакетов. Помимо основных пакетов, которые я упомянул, вы можете установить некоторые другие программы, которые вам понадобятся.
Вот мои рекомендации:
Видеоплеер : mpv (простой мультиплатформенный видеоплеер)
Средство просмотра фотографий : nomacs (немного тяжелый, но поддерживает большинство форматов изображений)
Текстовый редактор : kate (хорошо работает в kde и поддерживает несколько вкладок)
AUR Helper : yay/pamac (для cli, yay и GUI pamac. Pamac также можно использовать в качестве менеджера программного обеспечения для обычного пакета)
Спасибо за чтение, оставляйте свои отзывы, предложения и вопросы в комментариях ниже.
Как установить рабочий стол (GUI) на Ubuntu Server
Введение
Ubuntu Server — это вариант ОС Ubuntu, который по умолчанию не включает графический интерфейс пользователя (GUI). Приложения с графическим интерфейсом потребляют системные ресурсы, необходимые для задач, ориентированных на сервер, поэтому серверные дистрибутивы Linux обычно избегают графического интерфейса в пользу терминала командной строки.
Приложения с графическим интерфейсом потребляют системные ресурсы, необходимые для задач, ориентированных на сервер, поэтому серверные дистрибутивы Linux обычно избегают графического интерфейса в пользу терминала командной строки.
Однако некоторые инструменты работают лучше и ими проще управлять с помощью графического интерфейса. Если вы используете инструмент с графическим интерфейсом, установка среды рабочего стола может улучшить работу с сервером.
Это руководство покажет вам, как установить графический интерфейс рабочего стола (GUI) на ваш сервер Ubuntu.
Необходимые условия
- Сервер под управлением Ubuntu Linux Server
- Учетная запись пользователя с правами sudo или root
- Администратор пакетов apt, включенный по умолчанию
Обновление репозиториев и пакетов на сервере, обеспечивающее запуск программного обеспечения до даты.
1. Обновите репозиторий и списки пакетов и выполните необходимые обновления с помощью следующей команды:
sudo apt update && sudo apt upgrade
2. При появлении запроса нажмите Y и нажмите Введите , чтобы начать обновление.
При появлении запроса нажмите Y и нажмите Введите , чтобы начать обновление.
Установка и настройка Диспетчера дисплея
Диспетчер дисплея — это приложение, которое запускает сервер дисплея, запускает рабочий стол и управляет аутентификацией пользователей. По умолчанию GDM3 является ресурсоемким диспетчером дисплея. Для экономии системных ресурсов рассмотрите более легкий инструмент, например SLiM или ЛайтДМ .
В этом руководстве используется SLiM для иллюстрации остальной части процесса установки с графическим интерфейсом.
1. Чтобы установить SLiM, введите:
sudo apt install slim
2. Нажмите Y , а затем нажмите . Введите , чтобы начать процедуру установки.
Примечание : Если вместо этого вы предпочитаете установить диспетчер отображения LightDM, введите:
sudo apt install lightdm
Установить графический интерфейс на Ubuntu Server
После установки диспетчера отображения перейдите к установке графического интерфейса. Разделы ниже содержат инструкции для наиболее распространенных сред рабочего стола Linux.
Разделы ниже содержат инструкции для наиболее распространенных сред рабочего стола Linux.
Рабочий стол Ubuntu
Рабочий стол Ubuntu по умолчанию представляет собой модифицированную версию среды рабочего стола GNOME.
1. Установите Ubuntu Desktop, выполнив следующую команду:
sudo apt install ubuntu-desktop
Примечание: , если появится запрос, подтвердите slim в качестве менеджера рабочего стола по умолчанию.
2. Перезагрузите систему после завершения установки, введя:
sudo reboot
Примечание : Если вы не хотите перезагружаться немедленно, введите следующую команду для запуска SLiM:
sudo service slim start
После перезагрузки системы появляется графический экран входа в систему. Диспетчер отображения по умолчанию создает этот экран.
3. Введите свое имя пользователя в поле и нажмите . Введите , чтобы открыть поле пароля. Введите свой пароль для доступа к среде рабочего стола.
Примечание : для использования vanilla GNOME установите следующие пакеты:
sudo apt install vanilla-gnome-desktop vanilla-gnome-default-settings
KDE Plasma
KDE Plasma — это гибкая и настраиваемая среда рабочего стола, которая обеспечивает визуальное единообразие и стиль, оставаясь при этом быстрым и отзывчивым. Чтобы установить KDE Plasma, используйте следующую команду:
sudo apt install kde-plasma-desktop
Перезагрузите систему и войдите в систему, чтобы получить доступ к среде KDE.
XFCE
Среда рабочего стола XFCE разработана так, чтобы быть легкой и удобной для пользователя. Основной пакет, xfce4-session обеспечивает базовую среду. Если вам нужны все возможности, также установите пакет xfce4-goodies .
Установите пакеты с помощью следующей команды:
sudo apt-get install xfce4-session xfce4-goodies
После перезагрузки системы и входа в систему появится рабочий стол XFCE.
MATE
MATE — это ответвление GNOME 2 и популярный графический интерфейс, разработанный для снижения потребления ресурсов. Установите его, выполнив следующую команду:
sudo apt install ubuntu-mate-desktop
LXDE
LXDE — это среда рабочего стола с очень легким графическим интерфейсом. Используйте LXDE, если вам нужен графический интерфейс, но вы хотите минимизировать влияние на системную память и ЦП.
Чтобы установить LXDE в Ubuntu, используйте следующую команду:
sudo apt install lxde
Переключение между графическими интерфейсами
Если вы устанавливаете более одной среды рабочего стола, вы можете переключаться между различными графическими интерфейсами с экрана диспетчера дисплея. SLiM, например, позволяет переключаться между установленными средами, нажимая F1 повторно. Имя текущей переключаемой среды отображается в нижней части экрана.
Войдите в систему, как только вы переключите графический интерфейс, который вы хотите использовать.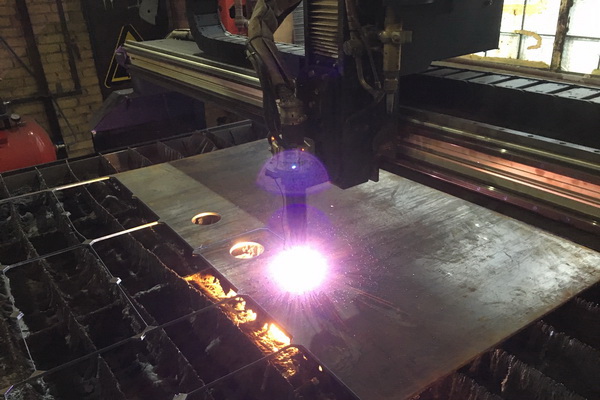
Удаление графического интерфейса и диспетчера отображения
Чтобы вернуться к интерфейсу командной строки и удалить пакеты, связанные с диспетчером отображения и средами рабочего стола:
1. Откройте терминал и введите:
sudo apt remove [display- manager] [desktop-environment]
Например, чтобы удалить SLiM и LXDE, введите:
SUDO APT Удалить Slim LXDE
2. Перезагрузите систему и бревно. управляйте физическими серверами в облачной среде с помощью Bare Metal Cloud. Чтобы узнать больше, прочитайте об облачных выделенных серверах phoenixNAP.
Заключение
Если вы много работали с обычными операционными системами, вам может быть сложно работать в интерфейсе командной строки. К счастью, Ubuntu, как и многие системы Linux, имеет открытый исходный код, поэтому существует множество доступных для установки графических интерфейсов.
После завершения этого руководства вы должны знать, как установить диспетчер отображения и среду рабочего стола на свой сервер Ubuntu.
PlasmaC Руководство пользователя
1. Лицензия
PlasmaC и все связанное с ним программное обеспечение выпускаются под лицензией GPLv2.
2. Введение
PlasmaC — это конфигурация для плазменной резки, загружаемая поверх LinuxCNC версии 2.8 или более поздней. Он включает в себя компонент HAL, а также конфигурации графического интерфейса для Axis и Gmoccapy. Существует также возможность отображать графический интерфейс Axis в портретном режиме, см. файл Axis
Желаемый графический интерфейс пользователя LinuxCNC (Axis или Gmoccapy) с загруженным компонентом PlasmaC следует выбрать до начала процесса установки LinuxCNC, поскольку для переключения между Axis и Gmoccapy требуется создание новой конфигурации.
Примеры скриншотов PlasmaC, загруженного поверх графического интерфейса Axis и Gmoccapy, приведены ниже:
AXIS:
GMOCCAPY:
Компонент PlasmaC должен работать на любом оборудовании, поддерживаемом LinuxC. аппаратные контакты ввода-вывода для выполнения требований плазменной конфигурации.
аппаратные контакты ввода-вывода для выполнения требований плазменной конфигурации.
Если пользователь не знаком с плазменной резкой с ЧПУ, рекомендуется прочитать документ Plasma CNC Primer, который представляет собой общее введение в плазменную резку с ЧПУ.
Примечание | Если не указано иное, в этом руководстве предполагается, что пользователь использует последнюю версию PlasmaC. Уведомления об обновлениях PlasmaC публикуются по адресу: https://forum.linuxcnc.org/plasmac/37233-plasmac-updates. См. версию PlasmaC, чтобы увидеть текущую версию PlasmaC на панели конфигурации. Если номер версии отсутствует, версия PlasmaC пользователя предшествует v0.121. См. Обновление PlasmaC для получения информации об обновлении PlasmaC. |
3. Установка LinuxCNC
Предпочтительным методом установки LinuxCNC (который по умолчанию содержит PlasmaC) является использование ISO-образа, как описано ниже.
Примечание | Можно установить и запустить LinuxCNC в различных дистрибутивах Linux, однако это выходит за рамки данного руководства пользователя. Если пользователь хочет установить дистрибутив Linux, отличный от рекомендуемых, ему сначала необходимо установить предпочтительный дистрибутив Linux, а затем установить LinuxCNC v2.8 или более позднюю версию вместе со всеми необходимыми зависимостями. Если пользователь хочет установить дистрибутив Linux, отличный от рекомендуемых, ему сначала необходимо установить предпочтительный дистрибутив Linux, а затем установить LinuxCNC v2.8 или более позднюю версию вместе со всеми необходимыми зависимостями. |
3.1. Если у пользователя не установлен Linux
Следуя этим инструкциям, вы получите машину с текущей стабильной ветвью (v2.8) LinuxCNC.
3.2. Если у пользователя есть Linux с LinuxCNC v2.7
Следуя этим инструкциям, вы получите машину с текущей стабильной ветвью (v2.8) LinuxCNC.
3.3. Создание конфигурации рабочей базовой машины
Примечание | «Конфигурация базовой машины» означает полную рабочую систему без каких-либо плазменных соединений, указанных в разделе «Требования к вводу-выводу». Все оси должны работать и настроены для достижения наилучшей производительности, а все выключатели исходного положения и концевые выключатели для осей X, Y и Z (если они установлены) должны работать правильно. |
Важно | НЕ НЕ ДОБАВЬТЕ В ЭТО ВРЕМЯ ЛЮБОЕ ИЗ ПЛАЗМЕННЫХ СОЕДИНЕНИЙ, ПОКАЗАННЫХ В РАЗДЕЛЕ ТРЕБОВАНИЙ К ВВОДАМ-ВЫВОДАМ, ЭТИ ВВОДЫ-ВЫВОДЫ БУДУТ ДОБАВЛЕНЫ ПОЗЖЕ, ВО ВРЕМЯ НАСТРОЙКИ PlasmaC С ИСПОЛЬЗОВАНИЕМ КОНФИГУРАТОРА. |
Некоторые рекомендуемые настройки:
Z MINIMUM_LIMIT должен быть чуть ниже верха ламелей с учетом float_switch_travel и допуска на превышение хода. Например, если для срабатывания поплавкового выключателя пользователя требуется 4 мм (0,157 дюйма), установите минимальное значение Z на 5 мм (0,197 дюйма) плюс допуск на перебег (рассчитанный с использованием приведенного ниже уравнения) ниже самой нижней планки.
Z MAXIMUM_LIMIT должно быть наивысшим значением, которое пользователь хочет использовать для перемещения по оси Z (оно не должно быть ниже Z HOME_OFFSET).
Z HOME должен быть установлен примерно на 5 мм (0,196 дюйма) ниже максимального предела.

Плавающая головка — рекомендуется использовать плавающую головку и чтобы она имела достаточное движение, чтобы обеспечить перебег во время измерения. Перерасход можно рассчитать по следующей формуле:
92где: o = выбег, a = ускорение в единицах/сек2 и v = скорость в единицах/сек.
Пример в метрической системе: для оси Z MAX_ACCELERATION, равной 600 мм/с 2 , и MAX_VELOCITY, равной 60 мм/с, перебег составит 3 мм.
Британский пример: для оси Z MAX_ACCELERATION, равной 24 дюймам/с 2 , и MAX_VELOCITY, равному 2,4 дюйма/с, перебег составит 0,12 дюйма.
На машинах, которые будут использовать омический датчик в качестве основного метода измерения, настоятельно рекомендуется установить переключатель на плавающей головке в качестве резервного средства остановки движения Z в случае отказа омического датчика из-за загрязнения поверхностей.
Пользователь может выбрать создание базовой машины вручную или использовать один из существующих помощников по настройке:
Примечание
Настоятельно рекомендуется сохранять конфигурацию базовой машины простой до тех пор, пока она не будет полностью протестирована и настроена. 
При использовании Stepconf или Pncconf отмените выбор панели VCP, шпинделя, ручной смены инструмента и классических опций лестничной диаграммы.
Любая из вышеупомянутых опций может быть добавлена вручную позже, если возникнет такая необходимость.Важно
НЕ ДОБАВЛЯЙТЕ НИКАКИХ СПЕЦИФИЧЕСКИХ ТРЕБОВАНИЙ ВВОДА-ВЫВОДА ДЛЯ PLASMA В МАСТЕРА PNCCONF ИЛИ STEPCONF. При использовании платы Mesa Electronics используйте мастер pncconf (введите следующую команду в окно терминала):
pncconf
При использовании параллельного порта используйте мастер stepconf (введите следующую команду в окно терминала) :
степконф
Если у пользователя уже есть двухмоторная конфигурация портала, требующая ручного редактирования конфигурации:
Эта ветка форума LinuxCNC может оказаться полезной.Важно
ПРЕЖДЕ ЧЕМ ПРОДОЛЖАТЬ, ПОЛЬЗОВАТЕЛЬ ДОЛЖЕН БЫТЬ СПОСОБНЫ ВЕРНУТЬ МАШИНУ, ОБНУЛИТЬ КАЖДУЮ ОСЬ, ПЕРЕМЕСТИТЬ ВСЕ ОСИ НА МЯГКИЕ ПРЕДЕЛЫ БЕЗ СБОЕВ И ЗАПУСТИТЬ ПРОГРАММЫ ПРОВЕРКИ G-КОДА БЕЗ КАКИХ-ЛИБО ОШИБОК. 
ТОЛЬКО ПРИ СООТВЕТСТВИИ этому критерию пользователь может продолжить настройку PlasmaC «поверх» работающей машины, запустив конфигуратор.
Осторожно
ВЫПОЛНЯТЬ , НЕ ПРОДОЛЖАТЬ, ПОКА БАЗОВАЯ МАШИНА НЕ НАСТРОЕНА И НЕ ЗАРАБОТАЕТ. 4. Особенности ввода/вывода плазменной системы
Перед началом настройки плазменной системы важно, чтобы пользователь имел четкое представление о доступных режимах работы, а также о входах/выходах, необходимых для успешной работы плазменной системы. .
4.1. Режимы
PlasmaC требует выбора одного из следующих трех режимов работы:
Режим
Описание
0
Использует внешний вход напряжения дуги для расчета напряжения дуги (для управления высотой резака) и дуги в норме.

1
Использует внешний вход напряжения дуги для расчета напряжения дуги (для управления высотой резака).
Использует внешний вход Arc OK для Arc OK.2
Использует внешний вход Arc OK для Arc OK.
Используйте внешние сигналы вверх/вниз для управления высотой резака.Важно
Если источник питания плазмы имеет выходной сигнал Arc OK (Перенос), то рекомендуется использовать его для Arc OK, а не мягкий (расчетный) Arc OK, обеспечиваемый режимом 0. 4.2. Доступные входы/выходы
Примечание
В этом разделе рассматриваются только аппаратные входы/выходы, необходимые для компонента PlasmaC. Требования к базовой машине, такие как концевые выключатели, выключатели исходного положения и т.  д., дополняют эти и должны быть настроены и работать до того, как пользователь запустит конфигуратор.
д., дополняют эти и должны быть настроены и работать до того, как пользователь запустит конфигуратор.Имя
Режимы
Описание
Напряжение дуги
0, 1
Аналоговый вход; опционально.
Подключен к выходу скорости коммутационной платы, оборудованной энкодером.
Этот сигнал используется для считывания напряжения дуги, чтобы определить необходимые поправки для сохранения расстояния резака от заготовки во время резки.Дуга ОК
1, 2
Цифровой вход; опционально.

Подключен от выхода Arc OK источника питания плазмы к входу на коммутационной плате.
Этот сигнал используется для определения того, установлена ли режущая дуга и можно ли двигаться станку (иногда это называется переносом дуги).Поплавковый выключатель
0, 1, 2
Цифровой вход; опционально, см. информацию в таблице ниже:
Подключен от входа коммутационной платы к переключателю на плавающей головке.
Этот сигнал используется для механического зондирования заготовки горелкой и установки нуля Z в верхней части заготовки.
Если он используется и омический датчик не настроен, это основной метод измерения.
Если используется и сконфигурирован омический пробник, это резервный метод пробника.
Омический датчик
0, 1, 2
Цифровой вход; опционально, см. информацию в таблице ниже:
Подключен от к выходу омического зонда ко входу коммутационной платы.
Этот сигнал используется для электронного зондирования путем замыкания цепи с использованием заготовки и расходных материалов резака и установки нуля Z в верхней части заготовки.
Если используется, это основной метод зондирования.
Если омическому зонду не удается обнаружить заготовку и отсутствует поплавковый выключатель, зондирование будет продолжаться до тех пор, пока горелка не оторвется или не будет достигнут минимальный предел Z.Включение датчика сопротивления
0, 1, 2
Цифровой выход; опционально, см.
 информацию в таблице ниже:
информацию в таблице ниже:
Подключен от выхода коммутационной платы к входу для управления питанием омического зонда.Размыкатель
0, 1, 2
Цифровой вход; опционально, см. информацию в таблице ниже:
Подключен от входа коммутационной платы к выключателю обнаружения обрыва резака.
Этот сигнал определяет, оторвался ли резак от держателя.Фонарик включен
0, 1, 2
Цифровой выход; требуется.
Подключен от выхода коммутационной платы к входу включения резака источника питания плазмы.
Этот сигнал используется для управления источником питания плазмы и запуска дуги..jpg)
Вверх
2
Цифровой вход; опционально.
Подключен от верхнего выхода внешнего управления THC к входу коммутационной платы.
Этот сигнал используется для управления осью Z при движении вверх и внесения необходимых корректировок для сохранения расстояния резака от заготовки во время резки.Вниз
2
Цифровой вход; опционально.
Подключен от нижнего выхода внешнего управления THC к входу коммутационной платы.
Этот сигнал используется для управления осью Z при движении вниз и внесения необходимых корректировок для сохранения расстояния резака от заготовки во время резки.Постановка на охрану писца
0, 1, 2
Цифровой выход; опционально.
Подключен от выхода коммутационной платы к цепи активации писка.
Этот сигнал используется для размещения метчика на заготовке.Писец на
0, 1, 2
Цифровой выход; по желанию.
Подключен от выхода коммутационной платы к цепи маркировки.
Этот сигнал используется для включения разметочного устройства.Требуется только один из поплавкового выключателя или омического датчика . Если используются оба, то поплавковый выключатель будет запасным вариантом, если омический датчик не обнаружен.
Если Омический датчик 9Если используется 0016, то в графическом пользовательском интерфейсе PlasmaC необходимо проверить Активация омического датчика .

Разрывной выключатель не является обязательным, поскольку Поплавковый выключатель рассматривается так же, как размыкатель при отсутствии зондирования. Если это два отдельных переключателя и на коммутационной плате недостаточно входов, их можно объединить и подключить как поплавковый переключатель .
Примечание
Минимальные требования ввода/вывода для работы конфигурации PlasmaC: Напряжение дуги вход ИЛИ Дуга в норме вход, Поплавковый выключатель вход и Горелка включена выход. Повторим еще раз: в этом случае PlasmaC будет рассматривать поплавковый выключатель как размыкающий, когда он не выполняет измерения. Важно
ВЫШЕУКАЗАННЫЕ КОНТАКТЫ БУДУТ ВВЕДЕНЫ ПОЗЖЕ В ПРОЦЕССЕ КОНФИГУРАТОРА PLASMAC. ВО ВРЕМЯ ПРОВОДКИ ЗАПИСЫВАЙТЕ НА СООТВЕТСТВУЮЩИЕ ВХОДЫ И ВЫХОДЫ НА КОММУНИКАЦИОННОЙ ПЛАТЕ.  ЭТИ ШТЫРЬКИ ДОЛЖНЫ НЕ ИСПОЛЬЗОВАТЬ ДЛЯ СОЗДАНИЯ ФАЙЛА .HAL БАЗОВОЙ МАШИНЫ.
ЭТИ ШТЫРЬКИ ДОЛЖНЫ НЕ ИСПОЛЬЗОВАТЬ ДЛЯ СОЗДАНИЯ ФАЙЛА .HAL БАЗОВОЙ МАШИНЫ.5. Установка PlasmaC на базовую машину с помощью конфигуратора
К этому моменту пользователю НЕОБХОДИМО иметь полностью протестированную и работающую конфигурацию базовой машины без каких-либо подключений к конкретным входам/выходам плазмы, прежде чем продолжить. Редактировать конфигурацию базовой машины после добавления PlasmaC намного сложнее, так как pncconf и stepconf больше нельзя использовать для помощи в редактировании конфигурации.
Осторожно
НЕ ДЕЛАЙТЕ , НЕ ПРОДОЛЖАЙТЕ, ПОКА БАЗОВАЯ МАШИНА НЕ УСТАНОВЛЕНА. Примечание
Если пользователь использует карту Mesa Electronics THCAD для измерения дугового напряжения, перед продолжением см. Mesa THCAD. Установка конфигурации PlasmaC на базовую машину выполняется из конфигуратора.

Введите следующую команду в окно терминала:
python /usr/share/doc/linuxcnc/examples/sample-configs/by_machine/plasmac/configurator.py
5.1. Configure
Окно выбора теперь видимо:
Выберите New в окне выбора, это покажет информационное диалоговое окно, выберите Continue и появится окно New Configuration.
Примечание
В зависимости от выбранного режима будут отображаться разные поля. Примеры подключения HAL в следующей таблице показывают примеры как для конфигурации параллельного порта, так и для конфигурации Mesa 7i96. При необходимости измените имена контактов в соответствии с конфигурацией коммутационной платы.
Поле
Описание
Примеры
Название машины
Новое имя машины.
 Это создаст каталог ~/linuxcnc/
Это создаст каталог ~/linuxcnc/и файл .ini.
«» описывает имя, введенное в это поле плазменная_таблица.ini.
INI-файл
Это файл .ini, созданный в результате создания рабочей и протестированной конфигурации базовой машины.
base.ini
Файл HAL
Это файл .hal, созданный в результате создания рабочей и протестированной конфигурации базовой машины.
база.hal
Режим
Выберите необходимый режим, исходя из следующих критериев:
0 — при использовании внешнего входа напряжения дуги для расчета как напряжения дуги (для управления высотой резака), так и дуги в норме.
1 — При использовании внешнего входа напряжения дуги для расчета напряжения дуги (для управления высотой резака) и внешнего входа дуги OK для дуги OK.
2 — При использовании внешнего входа Arc OK для Arc OK и внешних сигналов вверх/вниз для управления высотой резака.1
Напряжение дуги
Требуется только для режимов 0 и 1.
Относится к входному контакту HAL, к которому подключен сигнал напряжения дуги.Параллельный порт Пример: encoder.0.velocity
Mesa 7i96 Пример: hm2_7i96.0.encoder.00.velocityФонарик включен
Требуется для всех режимов.
Относится к выходному контакту HAL, к которому подключен сигнал включения факела.
Параллельный порт Пример: parport.0.pin-16-out
Mesa 7i96 Пример: hm2_7i96.0.ssr.00.out-00Дуга ОК
Требуется только для режимов 1 и 2.
Относится к входному контакту HAL, к которому подключен сигнал Arc OK.Параллельный порт Пример: parport.0.pin-10-in-not
Mesa 7i96 Пример: hm2_7i96.0.gpio.008.inОмический датчик
Требуется при использовании омического датчика.
Относится к входному контакту HAL, к которому подключен сигнал омического датчика.Параллельный порт Пример: parport.0.pin-11-in
Mesa 7i96 Пример: hm2_7i96. 0.gpio.007.in
0.gpio.007.inВключение датчика сопротивления
Требуется при использовании омического датчика.
Относится к выходному контакту HAL, к которому подключен сигнал включения омического датчика.Параллельный порт Пример: parport.1.pin-01-out
Mesa 7i96 Пример: hm2_7i96.0.ssr.00.out-01Поплавковый выключатель
Требуется при использовании поплавкового выключателя.
Относится к входному контакту HAL, к которому подключен сигнал поплавкового выключателя.Параллельный порт Пример: parport.0.pin-12-in
Mesa 7i96 Пример: hm2_7i96.0.gpio.006.inРазмыкатель
Требуется при использовании аварийного выключателя.

Относится к входному контакту HAL, к которому подключен сигнал прерывателя.Параллельный порт Пример: parport.0.pin-13-in
Mesa 7i96 Пример: hm2_7i96.0.gpio.005.inВверх
Требуется только для режима 2.
Относится к входному контакту HAL, к которому подключен сигнал перемещения вверх.Параллельный порт Пример: parport.1.pin-10-in
Mesa 7i96 Пример: hm2_7i96.0.gpio.004.inВниз
Требуется только для режима 2.
Относится к входному контакту HAL, к которому подключен сигнал перемещения вниз.Параллельный порт Пример: parport.
 1.pin-11-in
1.pin-11-in
Mesa 7i96 Пример: hm2_7i96.0.gpio.003.inПроходная панель
Вкладка «Выполнение» — при выборе этого параметра рамка выполнения PlasmaC помещается на вкладку за вкладкой предварительного просмотра.
Run Panel (Панель выполнения) — при выборе этого параметра рамка выполнения PlasmaC помещается на панель сбоку от графического интерфейса.
Пример каждой из них см. в разделе «Панель запуска».Вкладка «Выполнение»
Постановка на охрану писца
Требуется при использовании писца.
Относится к выходному контакту HAL, к которому подключен механизм активации писца.Параллельный порт Пример: parport.
 1.pin-16-out
1.pin-16-out
Mesa 7i96 Пример: hm2_7i96.0.ssr.00.out-02Писец на
Требуется при использовании писца.
Относится к выходному контакту HAL, к которому подключен источник питания разметчика.Параллельный порт Пример: parport.1.pin-16-out
Mesa 7i96 Пример: hm2_7i96.0.ssr.00.out-03Связь PowerMax
Требуется при использовании последовательной связи PowerMax.
Относится к последовательному порту, который будет использоваться для связи./dev/ttyUSB0
Примечание
Если вы не уверены в полном имени контакта HAL, пользователь может запустить LinuxCNC для базовой машины и запустить HalShow для получения полного списка всех контактов HAL. 
Заполните необходимые записи в соответствии с конфигурацией проводки/разветвительной платы машины, нажмите Создайте , и рабочая конфигурация PlasmaC будет создана в следующем каталоге: ~/linuxcnc/configs/
Недавно созданный PlasmaC Конфигурацию можно запустить, введя следующую команду в окно терминала ( измените «
» на имя машины, введенное в конфигуратор PlasmaC ):linuxcnc ~/linuxcnc/configs/
/ .ini После создания новой конфигурации требуется некоторая первоначальная настройка перед с помощью компонента PlasmaC.
5.2. Начальная настройка
Следующая диаграмма высот поможет пользователю визуализировать различные высоты, связанные с плазменной резкой, и то, как они измеряются:
После выполнения команды в конце раздела 5.1 LinuxCNC должен работать с видимыми панелями PlasmaC.
Щелкните вкладку «Конфигурация», чтобы открыть панель конфигурации, и убедитесь, что все эти параметры адаптированы к машине.

Чтобы установить ЦИ оси Z относительно оси Z MINIMUM_LIMIT, пользователь должен выполнить следующие шаги. Важно понимать, что в PlasmaC касание ЦИ оси Z не влияет на положение оси Z при выполнении программы G-кода. Эти шаги просто позволяют пользователю более легко установить высоту датчика, так как после выполнения шагов отображаемое значение DRO оси Z будет относительно оси Z MINIMUM_LIMIT.
Пользователь должен быть знаком с рекомендуемыми настройками оси Z.
Верните ось Z.
Убедитесь, что под резаком ничего нет, затем переместите ось Z вниз, пока она не остановится на оси Z MINIMUM_LIMIT, затем нажмите Коснитесь при выборе оси Z, чтобы установить ось Z на нулевое смещение.
Снова верните ось Z в исходное положение.
Если машина оборудована поплавковым выключателем, то пользователь должен установить смещение на панели конфигурации.
 Это можно сделать, запустив цикл «Проверка зонда».
Это можно сделать, запустив цикл «Проверка зонда».Убедитесь, что параметры Probe Speed и Probe Height на панели конфигурации указаны правильно. PlasmaC может выполнять измерения с полной скоростью по оси Z, если поплавковый выключатель машины достаточно перемещается, чтобы компенсировать любой перебег. Если машина подходит, пользователь может установить высоту датчика на значение, близкое к минимуму оси Z, и выполнять все измерения на полной скорости.
Если машина еще не переведена в исходное положение и не находится в исходном положении, выполните возврат машины в исходное положение.
Поместите немного материала на рейки под горелкой.
Нажмите кнопку «Тест зонда».
Ось Z будет зондировать вниз, находить материал, а затем двигаться вверх до указанной высоты прожига, установленной текущим выбранным материалом. Резак будет находиться в этом положении в течение времени, установленного в файле
.  ini. Время удержания тестового теста по умолчанию составляет 30 секунд, это значение можно изменить в файле
ini. Время удержания тестового теста по умолчанию составляет 30 секунд, это значение можно изменить в файле .ini. После этого горелка вернется на исходную высоту. Измерьте расстояние между материалом и наконечником резака, пока резак находится на высоте прожига.
Если измеренное значение больше, чем высота прокола выбранного в данный момент материала, уменьшите «плавающий ход» на панели конфигурации на разницу между измеренным значением и заданным значением. Если измеренное значение меньше высоты прожига выбранного в данный момент материала, увеличьте «плавающий ход» на панели конфигурации на разницу между указанным значением и измеренным значением.
После внесения корректировок в «плавающий ход» повторяйте процесс, начиная с пункта 4 выше, пока измеренное расстояние между материалом и наконечником резака не совпадет с высотой прожига выбранного в данный момент материала.
Примечание
Если время между контактом резака с материалом и его перемещением вверх и остановкой на высоте прожига кажется чрезмерным, возможное решение см.  в разделе «Измерение».
в разделе «Измерение».Важно
ПРИ ИСПОЛЬЗОВАНИИ Mesa Electronics THCAD ТОГДА ДО НАСТОЯЩЕГО ВРЕМЕНИ Шкала напряжения ЗНАЧЕНИЕ БЫЛО ПОЛУЧЕНО МАТЕМАТИЧЕСКИ. ЕСЛИ ПОЛЬЗОВАТЕЛЬ НАМЕРЕН ИСПОЛЬЗОВАТЬ НАПРЯЖЕНИЕ ИЗ ПРОИЗВОДСТВЕННОЙ СХЕМЫ РЕЗКИ, ТОГДА РЕКОМЕНДУЕТСЯ ПРОИЗВОДИТЬ ИЗМЕРЕНИЯ ФАКТИЧЕСКИХ НАПРЯЖЕНИЙ И ТОЧНУЮ НАСТРОЙКУ Шкалы напряжения И Смещение напряжения . Внимание
НАПРЯЖЕНИЕ ПЛАЗМЕННОЙ РЕЗКИ
МОЖЕТ БЫТЬ СМЕРТЕЛЬНЫМ, ЕСЛИ ПОЛЬЗОВАТЕЛЬ НЕ ОПЫТЕН В ПРОВЕДЕНИИ ЭТИХ ИЗМЕРЕНИЙ, ОБРАТИТЕСЬ К КВАЛИФИЦИРОВАННОЙ ПОМОЩИ. 5.3. Перенастройка существующей конфигурации PlasmaC
Конфигуратор также можно использовать для перенастройки существующей конфигурации PlasmaC для изменения настроек вместо изменения файлов вручную.
Конфигуратор может изменять только:
Контакты HAL, соединяющие PlasmaC с машиной.

Режим, используемый PlasmaC.
Положение панели запуска в графическом интерфейсе.
Изменение конфигурации PlasmaC выполняется с помощью конфигуратора, который находится в каталоге конфигурации.
Перед продолжением рекомендуется сделать резервную копию существующей конфигурации PlasmaC.
Для запуска конфигуратора введите в окно терминала следующую команду:
python linuxcnc/
/configurator.py Окно выбора теперь видно:
Выберите Перенастроить из окна выбора, появится информационное диалоговое окно, выберите Продолжить и появится окно перенастройки:
Выберите файл
.ini конфигурации PlasmaC для перенастройки. Если пользователь меняет режимы, поля ввода изменятся в зависимости от текущего выбранного режима.
Когда все введено правильно, нажмите Перенастроить , и конфигурация PlasmaC пользователя будет изменена.

Описание входов можно найти здесь
Примечание
Имя компьютера и файл .hal изменить нельзя. 6. Другие аспекты установки PlasmaC
6.1. Фильтр нижних частот
Компонент PlasmaC имеет встроенный фильтр нижних частот, который при использовании применяется к Plasmac.arc-voltage-in входной контакт для фильтрации любого шума, который может вызвать ошибочные показания напряжения. Фильтр нижних частот следует использовать только после использования Halscope, чтобы определить требуемую частоту и достаточно ли велика амплитуда шума, чтобы вызвать какие-либо проблемы. Для большинства плазменных машин фильтр нижних частот не требуется и не должен использоваться, если в этом нет необходимости.
Вывод HAL, назначенный этому фильтру, имеет номер Plasmac.lowpass-frequency и по умолчанию установлен на 0 (отключен). Чтобы применить фильтр нижних частот к дуговому напряжению, пользователь должен отредактировать следующую запись в файле <имя_машины>_connections.
 hal в каталоге конфигурации машины, чтобы добавить соответствующую частоту среза, измеренную в герцах (Гц).
hal в каталоге конфигурации машины, чтобы добавить соответствующую частоту среза, измеренную в герцах (Гц).Например:
setpplasmac.lowpass-frequency 100
В приведенном выше примере частота среза составляет 100 Гц.
6.2. Отклонение контактов
Дрожание контактов из-за механических реле, переключателей или внешних помех может привести к непостоянному поведению следующих переключателей: программное обеспечение может воспринимать дребезг контакта как несколько изменений состояний ввода, происходящих за очень короткий период времени, и неправильно интерпретировать очень быстрое включение-выключение входа. Один из методов уменьшения дребезга контактов — «устранение дребезга» на входе. Подводя итог, можно сказать, что как только программное обеспечение видит вход с состоянием изменения задержки устранения дребезга, оно ожидает заданный период задержки перед повторной проверкой состояния входа. После периода устранения дребезга программное обеспечение будет рассматривать изменения состояния как нормальное поведение ввода и реагировать соответствующим образом.

Периоды отката можно изменить, отредактировав соответствующее значение отката в файле
_connections.hal в папке конфигурации . Каждое приращение задержки добавляет один цикл потока сервопривода ко времени устранения дребезга. Например: при периоде потока сервопривода 1000000 (измеряется в наносекундах) задержка устранения дребезга 5 будет равняться 5000000 нс или 5 мс.
Для поплавкового и омического переключателей это соответствует увеличению результата измерения высоты на 0,001 мм (0,00004 дюйма).
Рекомендуется поддерживать как можно более низкие значения подавления дребезга, при этом получая стабильные результаты. Использование Halscope для построения входных данных — хороший способ установить правильное значение.
В PlasmaC доступны две версии устранения дребезга контактов. Используемый метод определяется тем, когда конфигурация была впервые создана. Не существует метода автоматического обновления для преобразования исходной настройки подавления дребезга в альтернативную настройку устранения дребезга, поскольку трудно применить необходимые изменения без понимания каких-либо ручных правок, которые могли быть внесены в файлы конфигурации машины и потенциально «сломать» работающую систему.
 конфигурация. Если пользователь хочет изменить исходную настройку на новую, он должен сделать это вручную.
конфигурация. Если пользователь хочет изменить исходную настройку на новую, он должен сделать это вручную.6.2.1. Debounce (для установок PlasmaC с использованием версии 0.173 и более поздних)
Для установок PlasmaC с использованием версии 0.173 (выпущенной 11 сентября 2020 г.) и более поздних версий устранение дребезга достигается с помощью компонента HAL dbounce, который является более поздней альтернативой исходному компоненту устранения дребезга. Эта новая версия позволяет загружать и именовать отдельные экземпляры устранения дребезга и совместима с обработкой файлов Twopass HAL.
Все четыре вышеприведенных сигнала имеют отдельный компонент устранения дребезга, поэтому периоды устранения дребезга можно настроить индивидуально для каждого входа. Любые изменения, внесенные в эти значения в файле
_connections.hal, не будут перезаписаны более поздними обновлениями PlasmaC. Задержка по умолчанию для всех четырех входов составляет пять периодов потока сервопривода.
 В большинстве случаев это значение будет работать достаточно хорошо. Если какой-либо из входов не использует механические переключатели, может быть возможно либо уменьшить, либо удалить задержку для этих входов.
В большинстве случаев это значение будет работать достаточно хорошо. Если какой-либо из входов не использует механические переключатели, может быть возможно либо уменьшить, либо удалить задержку для этих входов.Если подавление дребезга требуется для другого оборудования, такого как домашние или концевые выключатели и т. д., то в любой из файлов HAL можно добавить дополнительные компоненты dbounce без учета сигналов, перечисленных здесь.
6.2.2. Debounce (для установок PlasmaC с использованием v0.172 и более ранних версий)
Для установок PlasmaC, использующих версию 0.172 (выпущенную 10 сентября 2020 г.) и более ранние, устранение дребезга достигается с помощью компонента устранения дребезга HAL. Если пользователь установил PlasmaC с использованием версии до v0.173 (выпущенной 11 сентября 2020 г.) и хочет использовать новый метод устранения отказов, ему необходимо будет следовать указаниям в разделе «Изменение типа устранения отказов».
В стандартной конфигурации, созданной до этой даты, устраняется дребезг только на входах поплавкового выключателя, омического датчика и аварийного выключателя, а единое значение задержки применяется ко всем трем выключателям одновременно.
 Эти входы могут быть разделены и управляться индивидуально, используя эксклюзивную группу подавления дребезга для каждого сигнала.
Эти входы могут быть разделены и управляться индивидуально, используя эксклюзивную группу подавления дребезга для каждого сигнала.Если устранение дребезга требуется для другого оборудования, такого как домашние или концевые выключатели, то можно либо добавить дополнительные фильтры в существующую группу, либо добавить другую группу, отредактировав существующую строку loadrt debounce в файле
_connections.hal. Чтобы добавить дополнительный фильтр в существующую группу:
Измените строку по умолчанию ниже:
loadrt debounce cfg=3
на:
loadrt debounce cfg=4
Это добавит новый фильтр с именем debounce.0.3 который можно использовать для подавления дребезга другого входного сигнала переключателя.
Чтобы добавить дополнительную группу с одним фильтром:
Измените строку по умолчанию ниже (и добавьте две дополнительные строки):
loadrt debounce cfg=3
на:
loadrt debounce cfg=3,1 setp debounce.
 1.delay n
addf debounce.1 servo-thread
1.delay n
addf debounce.1 servo-thread Это добавит новую группу с именем debounce.1 с новым фильтром с именем debounce.1.0 с задержкой в n сервоциклов, которые можно использовать для устранения дребезга другого входного сигнала переключателя. Пользователь должен будет изменить «n» на соответствующую величину задержки для нового ввода.
6.2.3. Изменение типа устранения дребезга
Можно вручную изменить старую настройку устранения дребезга на более позднюю, отредактировав файл
_connections.hal. Если это сделано, необходимо следовать соглашению об именовании, используемому в этом примере файлаconnections.hal. Также необходимо отредактировать файл
.ini, чтобы добавить следующее изменение: # требуется для обновлений (НЕ ИЗМЕНЯТЬ) LAST_MAJOR_UPGRADE = 0,144
to:
# требуется для обновлений (НЕ ИЗМЕНЯТЬ) LAST_MAJOR_UPGRADE = 0,144 DBOUNCE = 1
Несоблюдение этой процедуры приведет к ошибкам при загрузке LinuxCNC.

6.3. Desktop Launcher
Если ссылка на запуск конфигурации не была создана при создании конфигурации, пользователь может создать настольную программу запуска для конфигурации, щелкнув правой кнопкой мыши на рабочем столе и выбрав «Создать программу запуска» или аналогичную. Это вызовет диалоговое окно для создания лаунчера. Дайте значку красивое короткое имя, введите что-нибудь для команды и нажмите «ОК».
После того, как программа запуска появится на рабочем столе, щелкните ее правой кнопкой мыши, а затем отредактируйте в выбранном пользователем редакторе. Отредактируйте файл, чтобы он выглядел примерно так:
[Desktop Entry] Комментарий= Терминал=ложь Имя=LinuxCNC Exec=sh -c "linuxcnc $HOME/linuxcnc/configs/<имя_машины>/<имя_машины>.ini" Тип = Приложение Icon=/usr/share/pixmaps/linuxcncicon.png
Если пользователь хочет, чтобы окно терминала открывалось за окном графического интерфейса, измените строку терминала на:
Terminal=true
Отображение терминала может быть удобно для сообщений об ошибках и информационных сообщений.

6.4. Файлы PlasmaC
После успешной установки PlasmaC в каталоге конфигурации создаются следующие файлы:
Имя файла
Функция
<имя_машины>.ini
Файл конфигурации, содержащий базовые системные параметры, а также различные настройки, необходимые для PlasmaC.
.hal Файл соединений HAL, который включает базовые системные соединения ввода-вывода HAL с LinuxCNC.
_connections.hal Соединения HAL, которые включают соединения ввода-вывода HAL, характерные для PlasmaC.

_material.cfg Этот файл используется для хранения настроек материала из Run Panel
postgui.tcl
Файл HAL, который запускается после загрузки графического интерфейса пользователя для пользовательской настройки.
инструмент.стол
Таблица инструментов, используемая для хранения информации о смещениях для дополнительных инструментов (разметчиков и т. д.), используемых конфигурацией PlasmaC.
Примечание
— любое имя, которое пользователь ввел в поле «Имя компьютера» конфигуратора.
ПРИМЕЧАНИЕ. Пользовательские команды разрешены в файлах_connections.hal и postgui.  hal, поскольку они не перезаписываются во время обновлений.
hal, поскольку они не перезаписываются во время обновлений.В дополнение к вышеуказанным файлам создаются следующие ссылки на файлы или каталоги в исходном каталоге:
Функция
тест
Каталог, содержащий тестовую панель для конфигураций моделирования.
волшебники
Каталог, содержащий файлы, относящиеся к библиотеке форм для поддержки диалоговой функции в PlasmaC.
configurator.py
Сценарий Python, используемый для настройки новой конфигурации PlasmaC. Он также используется для обновления/перенастройки существующей конфигурации PlasmaC.
materialverter.
 py
pyСценарий Python, используемый для преобразования библиотек инструментов из различных программ CAM и заполнения файла материала PlasmaC.
pMX_test.py
Сценарий Python, используемый для предоставления панели для поиска правильного последовательного порта и проверки связи между PlasmaC и источником питания PowerMax.
версии.html
HTML-файл, содержащий полную версию и историю обновлений PlasmaC.
Наконец, создаются следующие каталоги:
Папка
Функция
резервный
Каталог, содержащий резервные копии файлов, которые были изменены во время обновлений существующей установки, а также исходные файлы .
 hal и .ini.
hal и .ini.плазмак
Каталог, содержащий ссылки на исходные файлы PlasmaC.
После первого запуска новой конфигурации в каталоге конфигурации будут созданы следующие файлы:
Функция
_config.cfg Этот файл используется для хранения параметров конфигурации из панели конфигурации
_run.cfg Этот файл используется для хранения параметров конфигурации из панели запуска
_wizards.cfg Этот файл используется для хранения параметров конфигурации из библиотеки диалоговых форм
плазмаc_stats.
 var
varЭтот файл используется для хранения сохраненной статистики резки
Примечание
Файлы конфигурации (<имя_компьютера>.ini и <имя_компьютера>.hal), созданные PlasmaC, снабжены пометками, поясняющими требования, помогающими манипулировать этими конфигурациями вручную. Их можно редактировать в любом текстовом редакторе. Примечание
Файлы .cfg представляют собой обычный текст и могут редактироваться в любом текстовом редакторе. 6.5. Файл INI
Для PlasmaC требуются определенные переменные файла
.ini, как указано ниже: 6.5.1. Общий
[PLASMAC] Секция
РЕЖИМ = 0 (используйте внешнее напряжение дуги в качестве напряжения дуги) (используйте внешнее напряжение дуги для дуги в норме) = 1 (используйте внешнее напряжение дуги в качестве напряжения дуги) (используйте внешний Arc OK для Arc OK) = 2 (Использовать внешний Arc OK в качестве Arc OK) (используйте внешний вверх/вниз для THC) CONFIG_DISABLE = 0 (0=включить или 1=отключить панель конфигурации PlasmaC) PAUSED-MOTION-SPEED = n (умножьте скорость подачи на это значение для скорости движения с паузой) TORCH-PULSE-TIME = n (время включения горелки при запросе ручного импульса) BUTTON_n_NAME = <ИМЯ> (название пользовательской кнопки) BUTTON_n_CODE =(код, запускаемый пользовательской кнопкой) BUTTON_n_IMAGE =(изображение, отображаемое кнопками 10~19) [ФИЛЬТР] Раздел
PROGRAM_EXTENSION = .
 ngc (фильтровать файлы gcode)
нгк = ./плазмак/плазмак_gcode.py
нк = ./плазмак/плазмак_gcode.py
tap = ./plasmac/plasmac_gcode.py
ngc (фильтровать файлы gcode)
нгк = ./плазмак/плазмак_gcode.py
нк = ./плазмак/плазмак_gcode.py
tap = ./plasmac/plasmac_gcode.py [RS274NGC] Section
RS274NGC_STARTUP_CODE = o
вызов (G-код запуска машины) SUBROUTINE_PATH = ./:./plasmac:../../nc_files/subroutines (./ должно быть в этом пути) FEATURES = 12 (для чтения переменных .ini и HAL) USER_M_PATH = ./:./plasmac (для M190 замена материала) Важно
СМ. ДОПУСК ПУТИ ДЛЯ ИНФОРМАЦИИ RS274NGC_STARTUP_CODE, ОТНОСЯЩЕЙСЯ К G64. [HAL] Раздел
TWOPASS = on (необходим для нескольких файлов .hal) HALFILE =
.hal (файл .hal вашей базовой машины) ПОЛОВИНА = PlasmaC.tcl (стандартный файл PlasmaC .hal) HALFILE = _connections.hal (подключения PlasmaC к машине) ПОЛОВИНА = HALUI = halui (обязательно) Файл
.hal имеет num_spindles=[TRAJ]SPINDLES , добавленный в конец строки loadrt motmod , чтобы разрешить добавление писца, если это необходимо. 
Примечание
Пользователь может поместить пользовательские команды HAL в файл _connections.hal, так как этот файл не перезаписывается обновлениями PlasmaC. [TRAJ] Раздел
ШПИНДЕЛИ = 3
[AXIS_X] Секция
MAX_VELOCITY = двойное значение в соответствующем соединении MAX_ACCELERATION = удвоить значение в соответствующем суставе OFFSET_AV_RATIO = 0,5
[AXIS_Y] Секция
MAX_VELOCITY = двойное значение в соответствующем соединении MAX_ACCELERATION = удвоить значение в соответствующем суставе OFFSET_AV_RATIO = 0,5
[AXIS_Z] Секция
MIN_LIMIT = верхняя часть ваших планок или чуть ниже MAX_VELOCITY = удвоить значение в соответствующем соединении MAX_ACCELERATION = удвоить значение в соответствующем суставе OFFSET_AV_RATIO = 0,5
Примечание
PlasmaC использует функцию внешних смещений LinuxCNC для всех перемещений по оси Z и для перемещения по осям X и/или Y для замены расходных материалов во время паузы.  Для получения дополнительной информации об этой функции, пожалуйста, прочитайте Смещение внешней оси в документации LinuxCNC.
Для получения дополнительной информации об этой функции, пожалуйста, прочитайте Смещение внешней оси в документации LinuxCNC.6.5.2. Axis GUI Specific
[PLASMAC] Section
FONT = sans 10 (допустимые размеры шрифта от 9 до 15 включительно) ТЕМА = Clearlooks (любая установленная тема, только для вкладок плазмы) WINDOW_SIZE = 0 (0 = минимальный размер в соответствии со шрифтом, 1 = максимальный размер, ширина x высота = нестандартный размер) AXIS_ORIENT = портрет
Значения по умолчанию для вышеуказанных параметров, если они не указаны:
FONT = sans 10 THEME = текущая системная тема WINDOW_SIZE = минимальный размер шрифта AXIS_ORIENT = альбомная
Изменение размера FONT изменяет минимальный размер окна. PlasmaC требует большего размера окна, чем стандартное окно Axis. Размер окна варьируется в зависимости от того, выбрал ли пользователь просмотр панели запуска в виде вкладки или панели в правой части графического интерфейса.
 При использовании портретного режима высота окна будет варьироваться в зависимости от того, есть ли у пользователя поворотная ось. Если окно не полностью помещается на экране, пользователю необходимо уменьшить размер шрифта.
При использовании портретного режима высота окна будет варьироваться в зависимости от того, есть ли у пользователя поворотная ось. Если окно не полностью помещается на экране, пользователю необходимо уменьшить размер шрифта.Пользовательский размер окна указывается как ширина x высота, например. 1600 x 900. Пробелы игнорируются, но могут использоваться для удобочитаемости, а x может использоваться как в нижнем, так и в верхнем регистре.
Примечание
WINDOW_SIZE заменил MAXIMISED. Для обратной совместимости эти имена взаимозаменяемы. [ДИСПЛЕЙ] Секция
TOOL_EDITOR = tooledit x y USER_COMMAND_FILE = плазмаc_axis.py.py EMBED_TAB_NAME = Статистика EMBED_TAB_COMMAND =gladevcp -cplasmac_stats -x
-u ./plasmac/plasmac_stats.py -H ./plasmac/plasmac_stats.hal ./plasmac/plasmac_stats.glade #используйте один из следующих двух # запускать кадр во вкладке за предпросмотром EMBED_TAB_NAME = Прогон плазмы EMBED_TAB_COMMAND =gladevcp -cplasmac_run -x -u . /plasmac/plasmac_run.py -H ./plasmac/plasmac_run.hal ./plasmac/plasmac_run_tab.glade
#run frame в панели с правой стороны
#GLADEVCP = -cplasmac_run -u ./plasmac/plasmac_run.py -H ./plasmac/plasmac_run.hal ./plasmac/plasmac_run_panel.glade
EMBED_TAB_NAME = Конфигурация плазмы
EMBED_TAB_COMMAND =gladevcp -cplasmac_config -x -u ./plasmac/plasmac_config.py -H ./plasmac/plasmac_config.hal ./plasmac/plasmac_config.glade EMBED_TAB_NAME = Дополнительно EMBED_TAB_COMMAND =gladevcp -cplasmac_wizards -x {XID} -u ./plasmac/plasmac_wizards.py ./plasmac/plasmac_wizards.glade Рабочее окно может отображаться как:
Панель в правой части графического интерфейса Axis, подходящая для широкоэкранных дисплеев.
Вкладка за вкладкой «Предварительный просмотр», которая подходит для дисплеев с соотношением сторон 4:3.
6.5.3. Gmoccapy GUI Специфический
[ДИСПЛЕЙ] раздел
EMBED_TAB_NAME = плазмац_кнопки EMBED_TAB_LOCATION = box_cooling EMBED_TAB_COMMAND =gladevcp -cplasmac_buttons -x
-u . /plasmac/plasmac_buttons.py -H ./plasmac/plasmac_buttons.hal ./plasmac/plasmac_buttons.glade
EMBED_TAB_NAME = плазмаc_control
EMBED_TAB_LOCATION = коробка_шпиндель
EMBED_TAB_COMMAND =gladevcp -cplasmac_control -x -u ./plasmac/plasmac_control.py -H ./plasmac/plasmac_control.hal ./plasmac/plasmac_control.glade EMBED_TAB_NAME = Статистика EMBED_TAB_LOCATION = ntb_preview EMBED_TAB_COMMAND =gladevcp -cplasmac_stats -x -u ./plasmac/plasmac_stats.py -H ./plasmac/plasmac_stats.hal ./plasmac/plasmac_stats.glade EMBED_TAB_NAME = Прогон плазмы #используйте один из следующих двух #run панель во вкладке за предварительным просмотром EMBED_TAB_LOCATION = ntb_preview EMBED_TAB_COMMAND =gladevcp -cplasmac_run -x -u ./plasmac/plasmac_run.py -H ./plasmac/plasmac_run.hal ./plasmac/plasmac_run_tab.glade #run panel в панели слева #EMBED_TAB_LOCATION = box_left #EMBED_TAB_COMMAND =gladevcp -cplasmac_run -x -u ./plasmac/plasmac_run.py -H ./plasmac/plasmac_run.hal . /plasmac/plasmac_run_panel.glade
EMBED_TAB_NAME = Конфигурация плазмы
EMBED_TAB_LOCATION = ntb_preview
EMBED_TAB_COMMAND =gladevcp -cplasmac_config -x -u ./plasmac/plasmac_config.py -H ./plasmac/plasmac_config.hal ./plasmac/plasmac_config.glade EMBED_TAB_NAME = плазменный_монитор EMBED_TAB_LOCATION = box_tool_and_code_info EMBED_TAB_COMMAND =gladevcp -cplasmac_monitor -x -u ./plasmac/plasmac_monitor.py -H ./plasmac/plasmac_monitor.hal ./plasmac/plasmac_monitor.glade EMBED_TAB_NAME = Дополнительно EMBED_TAB_LOCATION = ntb_preview EMBED_TAB_COMMAND =gladevcp -cplasmac_wizards -x {XID} -u ./plasmac/plasmac_wizards.py ./plasmac/plasmac_wizards.glade Рабочее окно может отображаться как:
Панель в левой части графического интерфейса Gmoccapy, подходящая для широкоэкранных дисплеев.
Вкладка за вкладкой «Предварительный просмотр», которая подходит для дисплеев с соотношением сторон 4:3.
7.
Использование PlasmaCПосле успешной установки PlasmaC перемещение по оси Z не требуется для выполнения программы резки с G-кодом. На самом деле, если какие-либо ссылки на ось Z присутствуют в программе резки, стандартная конфигурация PlasmaC удалит их в процессе загрузки программы.
Для надежного использования PlasmaC пользователь должен НЕ использовать любые смещения оси Z, отличные от смещений системы координат (G54-G59.3).
Из-за того, что PlasmaC автоматически обрабатывает перемещения по оси Z, перед выполнением каких-либо ручных резов или запуском любых Программы G-Code
7.1 Панели графического интерфейса пользователя PlasmaC
PlasmaC вносит несколько изменений в графический интерфейс пользователя.0003
Некоторые функции/возможности используются только для определенных режимов и не отображаются, если они не требуются для выбранного режима PlasmaC.
7.1.1. Панель конфигурации
Эта панель используется для отображения редко изменяемых параметров конфигурации.
Эту панель можно отключить, чтобы настройки машины не могли быть изменены неавторизованным персоналом. Это достигается установкой следующей переменной в файле
.ini: [PLASMAC] CONFIG_DISABLE = 1
Если уполномоченному персоналу необходимо изменить конфигурацию после отключения панели конфигурации, контакт HAL с именем Plasmac_config.config-disable может быть установлен на 0 (ноль), чтобы включить панель. Этот контакт может быть привязан к физическому клавишному переключателю или аналогичному устройству на шкафу, чтобы только авторизованный персонал мог позволить панели конфигурации изменять настройки.
Зонд
Наименование
Описание
Плавающий ход
Устанавливает величину перемещения поплавкового выключателя перед замыканием цепи поплавкового выключателя.
Это расстояние можно измерить с помощью кнопки Probe Test и метода, описанного в разделе «Начальная настройка».Датчик скорости
Устанавливает скорость, с которой резак будет исследовать материал после того, как он переместится на высоту зонда.
Высота зонда
Устанавливает высоту выше минимального предела по оси Z, с которого начинается скорость датчика.
Смещение датчика сопротивления
Устанавливает расстояние над материалом, которое должна пройти горелка после успешного омического зонда. Он в основном используется для компенсации высоких скоростей измерения.
Омические повторные попытки
Устанавливает, сколько раз PlasmaC будет повторять попытку отказа омического датчика, прежде чем вернуться к поплавковому выключателю для обнаружения материала.
Пропустить IHS
Устанавливает пороговое значение расстояния, используемое для определения того, можно ли пропустить начальное определение высоты (зонд) для текущего реза, см. Пропуск IHS.
Примечание
Если время между контактом резака с материалом и его перемещением вверх и остановкой на высоте прожига кажется чрезмерным, возможное решение см. в разделе «Измерение». ТГК
Имя
Режимы
Описание
Задержка
0, 1, 2
Задает задержку (в секундах), измеренную с момента получения сигнала Arc OK до активации контроллера высоты резака (THC).
Порог (В)
0, 1, 2
Устанавливает допустимое отклонение напряжения от целевого напряжения до того, как система THC сделает движения для корректировки высоты резака.
Коэффициент усиления ПИД-регулятора (скорость)
0, 1
Устанавливает пропорциональное усиление для ПИД-контура THC. Это примерно соответствует тому, как быстро THC пытается скорректировать изменения высоты.
Порог VAD (%)
0, 1
(Velocity Anti Dive) Устанавливает процент от текущей скорости подачи резки, до которой машина может замедлиться перед блокировкой THC для предотвращения погружения резака.
Блокировка датчика пустоты (%)
0, 1
Задает величину изменения напряжения резки, необходимого для блокировки THC и предотвращения погружения резака (более высокие значения требуют большего изменения напряжения для блокировки THC).
Коэффициент усиления ПИД-регулятора I
0, 1
Устанавливает интегральное усиление для ПИД-контура THC. Интегральный коэффициент связан с суммой ошибок системы во времени и не всегда нужен.
Коэффициент усиления ПИД-регулятора
0, 1
Устанавливает производное усиление для контура ПИД-регулятора THC. Производное усиление работает для демпфирования системы и уменьшения перекорректирующих колебаний и не всегда необходимо.
Примечание
Настройка контура ПИД-регулятора
— сложный процесс, который не рассматривается в данном руководстве пользователя. Существует множество источников информации, которые могут помочь в понимании и настройке ПИД-контуров. Если система регулировки высоты тона вносит поправки недостаточно быстро, рекомендуется постепенно увеличивать усиление P до тех пор, пока система не будет работать удовлетворительно. Большие регулировки коэффициента усиления P могут привести к перекорректировке и колебаниям. Безопасность
Наименование
Описание
Безопасная высота
Задает высоту над материалом, на которую резак будет втягиваться перед выполнением быстрых перемещений.
Если установлено значение Zero, то в качестве безопасной высоты будет использоваться максимальная высота по оси Z.Arc
Имя
Режимы
Описание
Тайм-аут сбоя
0, 1, 2
Задает время (в секундах), в течение которого PlasmaC будет ждать между командой «Включить резак» и получением сигнала «Дуга OK», прежде чем истечет время ожидания и отобразится сообщение об ошибке.
Макс. Запуск
0, 1, 2
Задает количество попыток PlasmaC запустить дугу.
Задержка повтора
0, 1, 2
Задает время (в секундах) между сбоем дуги и новой попыткой запуска дуги.
Шкала напряжения
0, 1
Задает шкалу ввода напряжения дуги и используется для отображения правильного напряжения дуги.
Информацию о начальной настройке см. в разделе Калибровочные значения.Смещение напряжения
0, 1
Задает смещение напряжения дуги и используется для отображения нулевого напряжения при входе нулевого напряжения дуги.
Информацию о начальной настройке см. в разделе Калибровочные значения.Высота на вольт
0, 1, 2
Устанавливает расстояние, на которое горелка должна переместиться, чтобы изменить напряжение дуги на один вольт.
Используется только для ручного управления высотой.OK Высокое напряжение
0
Устанавливает пороговое значение напряжения, ниже которого сигнал Arc OK является действительным.
OK Низкое напряжение
0
Устанавливает пороговое значение напряжения, выше которого действителен сигнал Arc OK.
Примечание
При установке OK Низкое напряжение и OK Высокое напряжение в режиме 0, напряжение отключения стабильной дуги должно быть выше значения OK Низкое напряжение, но ниже значения OK Высокое напряжение, чтобы PlasmaC мог получить действительный сигнал Arc OK. Для дальнейшего уточнения, чтобы иметь действительную дугу в норме, напряжение дуги должно находиться между двумя пределами.Движение
Имя
Описание
Макс. Скорость
Отображает максимальную скорость, на которую способна ось Z (это контролируется файлом
.ini). Настройка скорости
Скорость по оси Z для наладочных перемещений (перемещения на высоту датчика, высоту прожига, высоту резки и т. д.).
Примечание
Setup Speed не влияет на скорость THC, которая соответствует скорости, отображаемой в поле Max. Поле скорости.Писец
Имя
Описание
Задержка активации
Устанавливает задержку (в секундах) с момента получения команды записи до ее активации. Это позволяет разметчику добраться до поверхности материала перед его активацией.
С задержкой
Устанавливает задержку (в секундах), позволяющую запустить механизм разметки перед началом движения.
Зрение
Наименование
Описание
Порог (В)
Задает напряжение дуги, при котором запускается таймер задержки.
0 В запускает задержку при активации сигнала включения горелки.Время включения (мс)
Устанавливает время (в миллисекундах), в течение которого горелка остается включенной после достижения порогового напряжения.
Кнопки сохранения и перезагрузки
Кнопка Сохранить сохраняет текущие отображаемые параметры в файл
_config.cfg. Кнопка Reload перезагрузит все параметры из файла
_config.cfg. Метка Version отображает текущую версию PlasmaC.
Кнопка Backup создает полную резервную копию конфигурации машины для архивирования или помощи в диагностике неисправностей. Сжатая резервная копия конфигурации машины будет сохранена в домашнем каталоге пользователя Linux. Имя файла будет
_ . tar.gz, где — имя компьютера, введенное в конфигураторе, а — текущая версия PlasmaC, на которой работает пользователь. 7.1.2. Панель запуска
На этой панели отображаются параметры, активные для текущего разреза.
Существует два формата этой панели: вкладка, которая находится за вкладкой предварительного просмотра, или панель в правой части графического интерфейса. Форматы разные, но оба обеспечивают одинаковую функциональность для управления параметрами резки.
См. раздел Axis [DISPLAY] или раздел Gmoccapy [DISPLAY] для получения информации о том, как переключаться между двумя форматами в файлах
.ini. В качестве альтернативы пользователь может снова запустить конфигуратор, чтобы выбрать другую опцию. Параметры резки
Имя
Описание
Материал
Верхнее раскрывающееся меню используется для ручного выбора текущих параметров резки материала.
Если в файле материала нет материалов, будет отображаться только материал по умолчанию.Ширина пропила
Устанавливает ширину пропила для текущего выбранного материала.
THC включен
Этот флажок включает или отключает THC для текущего выбранного материала.
Высота прокола
Устанавливает высоту прожига для текущего выбранного материала.
Задержка прожига
Устанавливает задержку прожига (в секундах) для текущего выбранного материала.
Высота среза
Устанавливает высоту реза для текущего выбранного материала.
Скорость подачи
Устанавливает скорость подачи для выбранного материала.
Отрезной ток
Устанавливает силу тока при резке выбранного материала.
Это визуальный индикатор только для оператора, если только не используется связь PowerMax.Отсечное напряжение
Устанавливает напряжение резки для выбранного в данный момент материала.
Высота P-Jump
Устанавливает высоту прыжка из лужи для выбранного материала.
Обычно используемый для более толстых материалов, режим прыжка по луже позволяет резаку иметь промежуточный шаг между высотой прожига и высотой резки.
Если установлено, резак будет переходить от высоты прожига к высоте P-прыжка в течение определенного периода времени (задержка P-перехода), прежде чем перейти к высоте резки, чтобы эффективно «перепрыгнуть» через расплавленную ванну.Задержка P-перехода
Устанавливает задержку прыжка лужи (в секундах) для текущего выбранного материала.
Это значение является обязательным, если задана высота P-перехода, так как оно определяет продолжительность времени, в течение которого резак будет оставаться на высоте P-перехода, прежде чем перейти к высоте резки.Пауза в конце
Задает время (в секундах), в течение которого резак будет оставаться включенным в конце резки, прежде чем будет выполнена команда M5 для выключения и подъема резака. Дополнительные сведения см.
в разделе «Пауза в конце фрагмента».Давление газа
Устанавливает давление газа для выбранного материала.
Эта настройка действительна только в том случае, если используется связь PowerMax.
0 = использовать автоматический режим давления PowerMax.Режим резки
Устанавливает режим резки для текущего выбранного материала.
Эта настройка действительна только в том случае, если используется связь PowerMax.
1 = нормальный
2 = CPA (постоянная пилотная дуга)
3 = выемка/меткаТГК
Имя
Режимы
Описание
Государственный
0, 1, 2
Отключено = THC постоянно отключен.
Авто = Состояние THC можно определить по состоянию флажка «THC ENABLED» и/или управлять соответствующими М-кодами в работающей программе.
Включено = THC будет включен, если только он не будет отключен соответствующими M-кодами в работающей программе.Использовать автоматическое напряжение
0, 1
Отмечено = целевое напряжение THC определяется путем измерения напряжения дуги после истечения задержки THC.
Не отмечено = целевое напряжение THC берется из параметра материала «Cut Volts».Включение предотвращения погружения по скорости (VAD)
0, 1, 2
Отмечено = Velocity Anti-Dive включен.
Флажок снят = Velocity Anti-Dive отключен.Включение датчика пустоты
0, 1
Отмечено = обнаружение пустот включено.
Не отмечено = обнаружение пустоты отключено.Омический датчик
Наименование
Описание
Включение датчика сопротивления
Этот флажок включает или отключает вход омического датчика.
Примечание
Если вход омического датчика отключен, светодиод омического датчика по-прежнему будет отображать состояние входа датчика, но результаты омического датчика будут игнорироваться. Однозаходный
Наименование
Описание
Длина оси X
Устанавливает расстояние перемещения по оси X для одного прохода.
Длина оси Y
Устанавливает расстояние перемещения по оси Y для одного прохода.
Кнопка запуска резки
Нажмите эту кнопку, чтобы начать одиночную резку.
Режим резки
Наименование
Описание
Сетчатый режим
Этот флажок включает или отключает режим сетки для резки просечно-вытяжного листа.
Этот флажок может быть включен или отключен в любое время во время обычной резки. Кроме того, этот режим можно включить или отключить с помощью соответствующих M-кодов в работающей программе.
Сетчатый режим:
— Потребуется сигнал Arc OK, чтобы начать движение машины.
— Отключит THC.
— Не останавливает движение машины при потере сигнала Arc OK.
— Будет автоматически выбирать режим CPA, если используется связь PowerMax.
Для получения дополнительной информации см. Режим сетки (расширенный металл).Игнорировать дугу ОК
Этот флажок определяет, игнорирует ли PlasmaC сигнал Arc OK. Этот флажок может быть включен или отключен в любое время во время обычной резки. Кроме того, этот режим можно включить или отключить с помощью соответствующих M-кодов в работающей программе.
Игнорировать режим Arc OK:
— Не будет требоваться получение сигнала Arc OK перед началом движения машины после подачи сигнала «Факел включен».
— Отключит THC.
— Не останавливает движение машины при потере сигнала Arc OK.
Дополнительные сведения см. в разделе «Игнорировать дугу».Связь PowerMax
Примечание
Этот фрейм виден только в том случае, если PM_PORT настроен в разделе [PLASMAC] файла .ini. Имя
Описание
Включить
Этот флажок включает или отключает связь с PowerMax.
Статус
Когда связь PowerMax включена, отображается одно из следующего:
Подключение , Подключено , Ошибка связи или Код ошибки .Для получения дополнительной информации см. раздел «Связь PowerMax».
Параметры запуска
Имя
Описание
Сохранить
Эта кнопка вызывает диалоговое окно со следующими параметрами:
Материал — эта кнопка сохраняет параметры резки для отображаемого в данный момент материала.
Настройки — Эта кнопка сохраняет настройки THC, омического датчика, одиночной резки, режима резки и связи PowerMax. Он не сохранит настройки в разделе «Параметры резки».
Оба — эта кнопка сохранит все настройки, отображаемые на панели запуска.
Отмена — Эта кнопка закроет диалоговое окно без сохранения.Перезагрузка
Эта кнопка перезагрузит все отображаемые настройки на панели запуска и повторно отобразит текущий выбранный материал. Независимо от ранее сохраненных настроек, если связь PowerMax была включена до нажатия кнопки «Обновить», она останется включенной и после.
Новый
Эта кнопка позволяет добавить новый материал в файл материала. Пользователю будет предложено ввести номер материала и название материала, все остальные параметры будут считаны из текущего выбранного материала. После ввода PlasmaC перезагрузит файл материала и отобразит новый материал. Затем необходимо будет отрегулировать и сохранить параметры резки для нового материала.
Удалить
Эта кнопка используется для удаления материала.
После ее нажатия пользователю будет предложено указать номер материала для удаления, а затем снова будет предложено убедиться, что пользователь уверен. После удаления файл материала будет перезагружен, и в раскрывающемся списке будет отображаться материал по умолчанию.Ниже приведен пример диалогового окна Сохранить:
7.1.3. Панель монитора
Панель монитора используется для отображения состояния различных соответствующих входов/выходов. И Axis, и Gmoccapy имеют похожие панели мониторов.
Имя
Режимы
Описание
Напряжение дуги
0, 1
Отображает фактическое напряжение дуги.
Дуга ОК
1, 2
Указывает состояние сигнала Arc OK.
Фонарик включен
0, 1, 2
Указывает состояние выходного сигнала «Факел включен».
THC включен
0, 1, 2
Указывает, будет ли THC включена или отключена во время резки.
Омический датчик
0, 1, 2
Указывает, что датчик обнаружил материал.
Поплавковый выключатель
0, 1, 2
Указывает, что поплавковый выключатель активирован.
Отрыв
0, 1, 2
Указывает на активацию датчика отрыва резака.
ТГК Актив
0, 1, 2
Указывает, что THC активно управляет осью Z.
ТГК вверх
0, 1, 2
Указывает, что система регулировки высоты вала выдает команду на подъем оси Z.
Пух ТГК
0, 1, 2
Указывает, что система регулировки высоты вала выдает команду оси Z на опускание.
Замок VAD
0, 1, 2
Указывает, что система регулировки высоты резака заблокирована на текущей высоте из-за того, что скорость резания упала ниже порогового значения VAD, установленного на панели конфигурации.
Замок с датчиком пустоты
0, 1
Указывает, что THC заблокирован из-за обнаружения пустоты.
Примечание
Светодиод омического датчика показывает состояние входа датчика независимо от того, включен или отключен омический датчик. 7.1.4. Панель кнопок
Панель кнопок содержит кнопки, используемые для управления машиной.
Оба графических интерфейса имеют постоянную кнопку Включение резака , все остальные кнопки программируются пользователем в файле
.ini. У Axis пять пользовательских кнопок, а у Gmoccapy — четыре пользовательских кнопки. Расположение кнопок оси:
Расположение кнопок Gmoccapy:
Кнопка «Отключение/включение резака» позволяет переключаться между включением и отключением резака.
Эта кнопка по умолчанию имеет значение «Резак отключен» при первом запуске PlasmaC, и ее необходимо щелкнуть, чтобы изменить ее на «Резак включен», прежде чем можно будет начать резку материала.Если с помощью этой кнопки отображается «Факел отключен», то запуск загруженной программы приведет к тому, что машина запустит цикл без зажигания резака. Иногда это называют «пробным прогоном».
7.1.5. Панель управления
Панель управления позволяет пользователю запускать импульс резака в течение желаемого периода времени, вручную блокировать контроль высоты и управлять машиной во время паузы движения с заданной скоростью. И Axis, и Gmoccapy похожи, за исключением того, что панель управления Gmoccapy интегрирована в существующую рамку, содержащую подачу и быстрые переопределения.
После возврата станка в исходное положение Импульс резака и Переопределение высоты постоянно отображаются в режимах простоя и работы. Скорость движения в паузе будет включена, если машина перейдет в режим паузы.
Примеры различных состояний показаны ниже.Панель управления Axis:
Панель управления Gmoccapy:
Torch Pulse
80036 Имя
6
Описание
Импульс
Эта кнопка включит пульсацию фонарика.
Ползунок длительности импульса
Этот ползунок задает время (в секундах), в течение которого фонарик остается включенным в импульсном режиме.
Коррекция высоты
Имя
Описание
Поднять
При каждом нажатии этой кнопки высота резака будет увеличиваться на значение, установленное в поле «Высота на вольт» в дуговой рамке панели конфигурации.
Нижний
При каждом нажатии этой кнопки высота резака будет уменьшаться на значение, установленное в поле «Высота на вольт» в дуговой рамке панели конфигурации.
Сброс
Эта кнопка отменяет любое ручное изменение высоты.
Скорость движения в паузе
В случае паузы программы этот интерфейс позволяет движению X/Y следовать запрограммированному пути в обратном или прямом направлении.
Имя
Описание
Ред.
В случае приостановленной программы эта кнопка будет перемещать машину в обратном направлении по запрограммированному пути, пока не будет достигнута последняя команда M3, которая либо была выполнена, либо которую PlasmaC пытался выполнить до того, как программа была приостановлена.
Ползунок скорости движения
Этот ползунок задает процентное значение текущей скорости подачи при резке, отображаемое в разделе «Параметры резки» панели «Выполнение» для выбранного в данный момент материала.
Вперед
В случае паузы в программе эта кнопка будет перемещать машину вперед по запрограммированному пути на неопределенный срок до конца программы, пропуская команды M3.
Дополнительные сведения о восстановлении после неудачного разреза см. в разделе Восстановление разреза.
7.1.6. Панель статистики
Панель статистики предоставляет статистику, позволяющую отслеживать износ расходных материалов и время выполнения заданий.
Эти статистические данные отображаются для текущего задания, а также промежуточного итога.
Статистика предыдущего задания сбрасывается после запуска следующей программы.
Общие значения можно сбросить либо по отдельности, нажав соответствующую кнопку «Сброс», либо все вместе, нажав «Сбросить все».
Панель «Дополнительно» содержит десять дополнительных настраиваемых пользователем кнопок, а также кнопку для вызова диалогового окна «Разговор». Библиотека диалоговых форм позволяет пользователю быстро программировать различные простые формы для быстрой резки без использования программного обеспечения CAM.
Подробную информацию о диалоговой функции см. в библиотеке диалоговых форм.
См. пользовательские кнопки для получения подробной информации о пользовательских кнопках.
Панель «Дополнительно» можно отключить, внеся соответствующие изменения в раздел [DISPLAY] файла
.ini. Это не повлияет на работу программного обеспечения PlasmaC. Чтобы отключить панель «Дополнительно», измените:
EMBED_TAB_NAME = Extras EMBED_TAB_COMMAND = Gladevcp -cplasmac_wizards -x {XID} -u . /plasmac/plasmac_wizards.py ./plasmac/plasmac_wizards.glade Кому:
#EMBED_TAB_NAME = Extras #EMBED_TAB_COMMAND =gladevcp -cplasmac_wizards -x {XID} -u ./plasmac/plasmac_wizards.py ./plasmac/plasmac_wizards.glade7.2. Обязательные коды
Помимо кода преамбулы, кода постамбулы и кода движения X/Y, единственным обязательным синтаксисом G-кода для PlasmaC для запуска программы G-кода является M3 $0 S1 для начала резки и M5 $0 для завершения резки.
Если пользователь использует PlasmaC без нескольких включенных инструментов, то можно использовать M3 S1 вместо M3 $0 S1 для начала работы по резке и M5 вместо M5 $0 .
7.3. Координаты
См. рекомендуемые настройки оси Z.
Каждый раз при запуске LinuxCNC (PlasmaC) Требуется совместное возвращение в исходное положение. Это позволяет LinuxCNC (PlasmaC) устанавливать известные координаты каждой оси и устанавливать мягкие ограничения на значения, указанные в файле
. ini, чтобы предотвратить сбой станка до жесткой остановки во время обычного использования.Если у станка нет переключателей исходного положения, пользователь должен убедиться, что все оси находятся в исходных координатах, указанных в файле
.ini, перед возвратом в исходное положение. Если у машины есть переключатели исходного положения, то оно будет перемещаться к указанным координатам исходного положения при возврате суставов в исходное положение.
В зависимости от конфигурации станка будет либо кнопка Home All , либо каждую ось нужно будет возвращать в исходное положение отдельно. Используйте соответствующую кнопку/кнопки, чтобы перевести машину в исходное положение.
Как упоминалось в разделе «Начальная настройка», рекомендуется, чтобы при первом использовании PlasmaC пользователь удостоверился, что под резаком ничего нет, затем переместил ось Z вниз, пока она не остановится на оси Z MINIMUM_LIMIT, затем нажмите Touch Off с выбранной осью Z, чтобы установить ось Z в нулевое смещение.
Это не должно быть сделано снова.Перед запуском программы переместите ось Z в толчковом режиме примерно до 5 мм (0,196 дюйма) от верхней точки хода (MAXIMUM_LIMIT оси Z). Оставьте ось Z в этом положении, так как PlasmaC будет контролировать все движения оси Z во время выполнения программы, и припаркуйте ось Z в этом положении, когда программа завершится.0003
Если пользователь намеревается размещать материал каждый раз в одном и том же месте на столе, пользователь может переместить оси X и Y к станку в соответствующее положение X0 Y0, установленное программным обеспечением CAM, а затем Touch Off обе оси с нулевым смещением.
Если пользователь намеревается разместить материал на столе случайным образом, то перед запуском программы пользователь должен коснуться выкл. осей X и Y в соответствующем положении.
7.4. Допуск пути
Предоставленные файлы RS274NGC_STARTUP_CODE: metric_startup.ngc и Imperial_startup.ngc устанавливают допуск траектории смешивания движения с помощью команды G64.
Значение P равно 0,1 мм и 0,004 дюйма соответственно. отклоняется от запрограммированной траектории резки перед уменьшением скорости.Если LinuxCNC (PlasmaC) получает сигнал E-stop на любом этапе, допуск траектории будет установлен на значение по умолчанию (без значения P), что будет поддерживать наилучшую возможную скорость и скругление углов Чтобы предотвратить это, рекомендуется установить допуск пути, поместив соответствующую команду G64 и значение P в заголовок каждого файла G-кода.0003Для метрических единиц:
G64 P0.1
Для британских единиц:
G64 P0.004
7.5. Движение с паузой
PlasmaC позволяет изменять положение осей X и Y вдоль текущей траектории резки, пока программа G-Code приостановлена.
Чтобы использовать эту функцию, необходимо включить адаптивное управление подачей LinuxCNC (M52) (P1).
Чтобы включить Paused Motion Преамбула G-кода должна содержать следующую строку:
M52 P1
Чтобы выключить Paused Motion в любой момент, используйте следующую команду:
M52 P0
7.
6. Пауза в конце резкиЭту функцию можно использовать, чтобы позволить дуге «догнать» положение резака для полного завершения резки. Обычно это требуется для более толстых материалов и особенно полезно при резке нержавеющей стали.
При использовании этой функции все движения приостанавливаются в конце резки, когда резак все еще включен. По истечении времени выдержки (в секундах), установленного Пауза в конце Срок действия параметра в разделе «Параметры резки» панели «Выполнение» истек, PlasmaC выполнит команду M5, чтобы выключить и поднять резак.
7.7. Несколько инструментов
PlasmaC позволяет использовать более одного инструмента при выполнении программы резки. Несколько инструментов должны быть включены в PlasmaC, прежде чем их можно будет использовать. Допустимые инструменты:
Плазменная горелка — используется для обычной плазменной резки.
Scribe — используется для гравировки материала.
Плазменная горелка — используется для споттинга (создания ямок для облегчения сверления).
Если активировано несколько инструментов, то номер инструмента LinuxCNC (обозначенный $n) должен быть указан в команде M3 , чтобы выбрать правильный инструмент для использования. Примеры:
M3 $0 S1 выберет и запустит инструмент плазменной резки.
M3 $1 S1 выберет и запустит разметчик.
M3 $2 S1 выберет и инструмент для обнаружения плазмы.
Чтобы включить функцию нескольких инструментов, пользователю необходимо отредактировать следующую строку в файле
_connections.hal. от:
setpplasmac.multi-tool 0
до:
setpplasmac.multi-tool 1
Чтобы использовать несколько инструментов с разметчиком, пользователю необходимо добавить смещения осей X и Y в таблицу инструментов LinuxCNC.
Файл tool.tbl находится в папке конфигурации . Инструмент 0 назначается плазменной горелке, а инструмент 1 назначается разметчику. Инструменты выбираются с помощью команды Tn M6 , а затем требуется команда G43 H0 , чтобы применить коррекции для выбранного инструмента. Важно отметить, что таблица инструментов LinuxCNC и команды инструментов вступают в игру только в том случае, если пользователь использует чертилку в дополнение к плазменной горелке. Для получения дополнительной информации см. писец. 7.8. Снижение скорости
Доступен контакт HAL с именем motion.analog-out-03 , который можно изменить в G-коде с помощью команд M67 (синхронизировано с движением)/M68 (немедленно) . Этот вывод уменьшит скорость до процента, указанного в команде.
Важно хорошо понимать разницу между Синхронизировано с движением и Немедленно :
М67 (Синхронизировано с движением) — Фактическое изменение указанного выхода (например, P2 (THC)) произойдет в начале следующей команды движения.
Если нет последующей команды движения, изменения выхода не произойдут. Лучше всего программировать код движения (например, G0 или G1) сразу после M67.M68 (Немедленно) — эти команды выполняются сразу после их получения контроллером движения. Поскольку они не синхронизированы с движением, они нарушат смешивание. Это означает, что если эти коды используются в середине активных кодов движения, движение будет приостановлено для активации этих команд.
Примеры:
M67 E3 Q0 установит скорость на 100% от CutFeedRate .
M67 E3 Q40 установит скорость на 40% от CutFeedRate .
M67 E3 Q60 установит скорость на 60% от CutFeedRate .
M67 E3 Q100 установит скорость на 100% от CutFeedRate .
Минимально допустимый процент составляет 10 %, значения ниже этого значения будут установлены на 10 %.
Максимально допустимый процент составляет 100 %, значения выше этого значения будут установлены на 100 %.
Если пользователь намеревается использовать эту функцию, было бы разумно добавить M68 E3 Q0 как в преамбулу, так и в постамбулу программы G-Code, чтобы машина запускалась и заканчивалась в известном состоянии.
Наконечник
Другой способ добиться того же результата — использовать F#<_hal[plasmac.cut-feed-rate] с множителем. Например:
F[#<_hal[plasmac.cut-feed-rate] * 0,6]
Важно
G-КОД THC И НА ОСНОВЕ СКОРОСТИ THC НЕ МОЖЕТ ИСПОЛЬЗОВАТЬСЯ, ЕСЛИ КОМПЕНСАЦИЯ РЕЗКА ДЕЙСТВУЕТ; ОТОБРАЖАЕТСЯ СООБЩЕНИЕ ОБ ОШИБКЕ. Предупреждение
Если скорость подачи реза на панели выполнения установлена на ноль, то PlasmaC будет использовать motion. requested-velocity (как установлено стандартным вызовом скорости подачи в G-коде) для расчетов THC. Это не рекомендуется, так как это ненадежный способ реализации THC на основе скорости.Примечание
Все ссылки на CutFeedRate относятся к Cut Feed Rate Значение , отображаемое на панели выполнения. 7.9. Обработка материалов
Обработка материалов использует файл материала, который был создан для конфигурации машины при запуске конфигуратора и позволяет пользователю удобно сохранять известные настройки материала для быстрого вызова вручную или автоматически с помощью G-кода. Полученный файл материала называется
_material.cfg .PlasmaC не требует использования файла материала. Вместо этого пользователь может изменить параметры резки вручную из панели запуска. Также не требуется использовать автоматическую смену материала. Если пользователь не хочет использовать эту функцию, он может просто опустить коды изменения материала из файла G-кода.
7.9.1. Файл материалов
Номера материалов в файле материалов не должны быть ни последовательными, ни порядковыми номерами.
Следующие переменные являются обязательными, и появится сообщение об ошибке, если они не будут найдены при загрузке файла материала.
PIERCE_HEIGHT
PIERCE_DELAY
CUT_HEIGHT
CUT_SPEED
Следующие переменные являются необязательными. Если они не обнаружены или им не назначено значение, им будет присвоено значение 0, и сообщение об ошибке не появится.
ИМЯ
KERF_WIDTH
ТГК
PUDDLE_JUMP_HEIGHT
PUDDLE_JUMP_DELAY
CUT_AMPS
CUT_VOLTS
PAUSE_AT_END
ГАЗ_ДАВЛЕНИЕ
CUT_MODE
Предупреждение
Оператор должен убедиться, что переменные включены, если они необходимы для запуска G-кода. Файл материала имеет следующий формат:
[MATERIAL_NUMBER_1] ИМЯ = имя KERF_WIDTH = значение THC = значение (0 = выкл., 1 = вкл.) PIERCE_HEIGHT = значение PIERCE_DELAY = значение PUDDLE_JUMP_HEIGHT = значение PUDDLE_JUMP_DELAY = значение CUT_HEIGHT = значение CUT_SPEED = значение CUT_AMPS = значение (только для информации, если связь PowerMax не включена) CUT_VOLTS = значение (только режимы 0 и 1, если не используется автоматическая выборка напряжения) PAUSE_AT_END = значение GAS_PRESSURE = значение (используется только для связи PowerMax) CUT_MODE = значение (используется только для связи PowerMax)
Можно добавить новый материал, удалить материал или отредактировать существующий материал с панели запуска. Этого также можно добиться, используя волшебные комментарии в файле g-кода.
Файл материала можно редактировать с помощью текстового редактора во время работы LinuxCNC. После сохранения любых изменений нажмите Reload на панели выполнения, чтобы перезагрузить файл материала.
7.9.2. Ручная обработка материалов
Для ручной обработки материалов пользователь вручную выбирает материал из списка материалов на панели запуска перед запуском программы G-Code. Помимо выбора материалов со списком материалов на панели запуска, пользователь может использовать MDI для изменения материалов с помощью следующей команды:
M190 Pn
Следующий код является минимальным кодом, необходимым для успешной резки с использованием метода ручного выбора материала:
F#<_hal[plasmac.cut-feed-rate]> M3 $0 S1 . . M5 $0
Примечание
Ручная обработка материала ограничивает пользователя только одним материалом для всей работы. 7.9.3. Автоматическая обработка материалов
Для автоматической обработки материалов пользователь должен добавить команды в свой файл G-кода, которые позволят PlasmaC автоматически изменять материал.
Следующие коды могут использоваться для автоматической смены материалов PlasmaC:
M190 Pn — Изменяет текущий отображаемый материал на материал с номером n.
M66 P3 L3 Q1 — добавляет небольшую задержку (1 секунду в этом примере) для ожидания PlasmaC, чтобы подтвердить, что он успешно изменил материалы.
F#<_hal[plasmac.cut-feed-rate]> — Устанавливает скорость подачи при резке на скорость подачи, указанную в разделе «Параметры резки» панели «Выполнение».
Для автоматической обработки материалов коды ДОЛЖНЫ применяться в указанном порядке. Если загружена программа G-кода, которая содержит одну или несколько команд изменения материала, то первый материал будет отображаться на панели запуска по мере загрузки программы. Следующий код является минимальным кодом, необходимым для успешной резки с использованием метода автоматического выбора материала:
М190 Пн M66 P3 L3 Q1 F#<_hal[plasmac.cut-feed-rate]> M3 $0 S1 . . M5 $0
7.9.4. Materialverter
Это приложение используется для преобразования существующих таблиц инструментов в файлы материалов PlasmaC.
Он также может создать файл материала из ручного ввода пользователя в поля ввода.На данном этапе доступны только преобразования в таблицы инструментов из SheetCam и Fusion360.
Таблицы инструментов SheetCam завершены, и преобразование выполняется полностью автоматически. Файл инструмента SheetCam должен быть в формате SheetCam .tools.
В таблицах инструментов Fusion360 нет всех обязательных полей, поэтому пользователю будет предложено ввести отсутствующие параметры. Файл инструмента Fusion360 должен быть в формате Fusion360 .json.
Если у пользователя есть формат из другого программного обеспечения CAM, который он хотел бы преобразовать, создайте Новую тему в разделе форума PlasmaC на форуме LinuxCNC, чтобы запросить это дополнение.
Materialverter можно запустить из файлового менеджера с графическим интерфейсом, дважды щелкнув materialverter.py в каталоге конфигурации пользователя или можно запустить, введя следующую команду в окно терминала:
python ~/linuxcnc/configs/
/materialverter. py Это вызовет диалоговое окно Materialverter:
Выберите один из:
Manual - для ручного создания нового файла материала.
SheetCam — для преобразования файла инструмента SheetCam.
Fusion360 — для преобразования файла инструмента Fusion360.
Только для SheetCam: выберите, требуется ли пользователю метрический или британский выходной файл.
Для преобразования:
Выберите входной файл для преобразования.
Выберите выходной файл для записи. Обычно это ~/linuxcnc/configs/
_material.cfg. При необходимости пользователь может выбрать другой файл и вручную отредактировать файл _material.cfg. Нажмите «Создать/преобразовать», и будет создан новый файл материала.
Как при создании вручную, так и при преобразовании Fusion360 появится диалоговое окно со всеми доступными параметрами для ввода.
Любая запись, отмеченная ***, является обязательной, а все остальные записи являются необязательными в зависимости от потребностей пользователя в конфигурации.Примечание
Если пользователь выберет ~/linuxcnc/configs/ _material.cfg и файл уже существует, он будет перезаписан. Можно добавлять новые материалы или редактировать существующие материалы, используя «магические комментарии» в файле G-кода.
Правила форматирования:
Весь комментарий должен быть заключен в круглые скобки.
Начало волшебного комментария должно быть: (o=
Знак равенства должен следовать сразу за каждым параметром без пробела.
Обязательные параметры должны быть в магическом комментарии ( nu и na не требуются для варианта 0).
В файле G-кода может быть любое количество и тип магических комментариев, за исключением опции 0.
Если в файле G-кода найдено более одного комментария опции 0, то будет использоваться только последний найденный комментарий.Если опция 0 используется в дополнение к опции 1 и/или опции 2, то комментарий к опции 0 должен быть последним в файле G-Code.
Возможные варианты:
Опция
Описание
0
Создает временный материал по умолчанию.
Информация о материалах, добавленная с помощью этой опции, будет удалена при ручной перезагрузке или перезапуске LinuxCNC.1
Добавляет новый материал, если указанный номер не существует.
2
Перезаписывает существующий материал, если указанный номер существует.
Добавляет новый материал, если указанный номер не существует.Обязательные параметры:
Имя
Описание
или
Выбирает используемый параметр.
ну
Устанавливает номер материала (не требуется для опции 0).
н/д
Задает имя материала (не требуется для опции 0).
тел.
Устанавливает высоту прожига.
пд
Устанавливает задержку прожига.
ч
Устанавливает высоту среза.
передняя
Устанавливает скорость подачи.
Дополнительные параметры:
Имя
Описание
кВт
Устанавливает ширину пропила.
-й
Устанавливает статус THC (0=отключено, 1=включено).
ок.
Устанавливает ток среза.
резюме
Устанавливает напряжение отключения.
пэ
Устанавливает паузу в конце задержки.
гп
Задает давление газа (PowerMax).
см
Задает режим резки (PowerMax).
дх
Устанавливает высоту прыжка через лужу.
ДжД
Устанавливает задержку прыжка из лужи.
Полный пример:
(o=1, nu=2, na=5 мм, мягкая сталь 40A, ph=3,1, pd=0,1, ch=0,75, fr=3000, kw=0,5, th=1, ca=45, cv=110, pe=0,1, gp=5, cm=1, jh=0, jd=0)
7.10. THC (Контроллер высоты резака)
THC можно управлять с рамы THC панели управления.
THC также можно включить или отключить непосредственно из программы G-Code при условии, что THC не отключен в разделе THC на панели запуска.
PlasmaC использует управляющее напряжение, которое зависит от состояния флажка Use Auto Volts в Run Panel:
Если установлен флажок Use Auto Volts , фактическое напряжение отсечки замеряется после начала отсечки. Чтобы позволить дуговому напряжению стабилизироваться, PlasmaC ожидает время, отображаемое в поле «Задержка» раздела THC на панели конфигурации, прежде чем замерять напряжение.
Замеренное напряжение затем используется в качестве целевого напряжения для регулировки высоты резака.Если Use Auto Volts не установлен, то напряжение, отображаемое как Cut Volts в разделе Cut Parameters панели Run Panel, используется в качестве целевого напряжения для регулировки высоты резака.
THC не активируется, пока скорость не достигнет 99,9% от CutFeedRate .
G-Code THC
THC можно отключить и включить непосредственно из G-Code, при условии, что THC не отключен на панели управления, путем установки или сброса motion.digital-out-02 контакта с M-коды M62-M65:
M62 P2 отключит THC (синхронизировано с движением)
M63 P2 включит THC (синхронизировано с движением)
M64 P2 отключит THC (немедленно)
M65 P2 включит THC (немедленно)
Важно полностью понимать разницу между Synchronized with Motion и Immediate :
M62 и M63 (Синхронизировано с движением) — Фактическое изменение указанного выхода (например, P2 (THC)) произойдет в начале следующей команды движения.
Если нет последующей команды движения, изменения выхода не произойдут. Лучше всего программировать код движения (например, G0 или G1) сразу после M62 или M63.M64 и M65 (немедленное) — эти команды выполняются сразу после их получения контроллером движения. Поскольку они не синхронизированы с движением, они нарушат смешивание. Это означает, что если эти коды используются в середине активных кодов движения, движение будет приостановлено для активации этих команд.
THC на основе скорости
Если скорость резки падает ниже процента от CutFeedRate (как определено значением VAD Threshold % в кадре THC на панели конфигурации), THC будет заблокирована до тех пор, пока скорость резки не вернется к не менее 99,9% от CutFeedRate . Это будет видно по загорающемуся индикатору THC Velocity Lock на панели монитора.
THC на основе скорости предотвращает изменение высоты резака при уменьшении скорости для острого угла или небольшого отверстия.
Важно отметить, что Velocity Reduction влияет на THC на основе Velocity следующим образом:
Если Velocity Reduction активируется в середине записи, THC будет заблокирована.
THC будет оставаться заблокированным до тех пор, пока снижение скорости не будет отменено путем возврата к значению, превышающему пороговое значение VAD , и резак фактически не достигнет 99,9% от CutFeedRate .
7.11. Компенсация резца
LinuxCNC (PlasmaC) имеет возможность автоматически регулировать траекторию резки текущей программы на величину, указанную в параметре «Ширина пропила» в параметрах резки выбранного материала. Это полезно, если G-код запрограммирован на номинальную траекторию резки, и пользователь будет запускать программу на материалах разной толщины, чтобы обеспечить одинаковый размер деталей.
Чтобы использовать компенсацию на режущий инструмент, пользователю необходимо использовать G41.
1, G42.1 и G40 с шириной пропила, вывод HAL:G41.1 D#<_hal[plasmac_run.kerf-width-f]> : резак смещается влево от запрограммированного пути
G42.1 D#<_hal[plasmac_run.kerf-width-f]> : резак смещается вправо от запрограммированного пути
G40 отключает компенсацию на режущий инструмент
Важно
ЕСЛИ КОМПЕНСАЦИЯ РЕЗКА ДЕЙСТВУЕТ G-КОД THC , НА ОСНОВЕ СКОРОСТИ THC И ПЕРЕРЕЗ НЕ МОЖЕТ ИСПОЛЬЗОВАТЬСЯ; ОТОБРАЖАЕТСЯ СООБЩЕНИЕ ОБ ОШИБКЕ. 7.12. Пропуск начального определения высоты (IHS)
IHS можно пропустить одним из двух способов:
Если THC отключен, то IHS будет пропущен, если начало резки будет меньше . Пропустить IHS 9.0016 расстояние от последнего успешного зонда.
Если THC включен, то пропуск IHS произойдет, если начало разреза меньше, чем расстояние Skip IHS от конца последнего разреза.
Нулевое значение параметра Пропустить IHS отключит пропуск IHS.
Любые ошибки, обнаруженные во время вырезания, отключат пропуск IHS для следующего выреза, если включен параметр Пропустить IHS .
7.13. Измерение
Измерение может быть выполнено либо с помощью омического датчика, либо с помощью поплавкового выключателя. Также возможно комбинировать эти два метода, и в этом случае поплавковый выключатель обеспечит резервный вариант омического зондирования.
Если резак аппарата не поддерживает омическое зондирование, пользователь может установить рядом с резаком отдельный зонд. В этом случае пользователь удлинит зонд ниже горелки. Зонд НЕ должен выступать за пределы минимальной высоты реза ниже резака, а расстояние смещения по оси Z необходимо ввести в качестве ohmic-probe-offset на панели конфигурации.
Настройка зондирования выполняется в кадре зондирования панели конфигурации. Скорость зондирования контролируется в кадре движения на панели конфигурации.
PlasmaC может выполнять измерения с полной скоростью по оси Z, если поплавковый выключатель машины достаточно перемещается, чтобы компенсировать любой перебег. Если ход поплавкового выключателя машины подходит, пользователь может установить высоту датчика рядом с MINIMUM_LIMIT по оси Z и выполнять все измерения на полной скорости.
Некоторые поплавковые выключатели могут иметь большой гистерезис переключения, который проявляется в последовательности измерения как чрезмерное время для завершения окончательного включения датчика.
Это время можно уменьшить, увеличив скорость конечного зонда.
Эта скорость по умолчанию равна 0,001 мм (0,000039 дюйма) за цикл сервопривода.
Можно увеличить эту скорость в 10 раз, добавив следующую строку в файл
_connections. hal:
setpplasmac.probe-final-speed n
где n — значение от 1 до 10. Рекомендуется поддерживать это значение как можно ниже.
Использование этой функции немного изменит конечную высоту и потребует тщательного тестирования датчика для подтверждения конечной высоты.
Это значение скорости влияет на ВСЕ измерения, поэтому, если пользователь использует омическое измерение и изменяет это значение скорости, пользователь должен будет выполнить испытание датчика, чтобы установить требуемое смещение для компенсации этого изменения скорости, а также перемещения поплавка.
Надежность этой функции зависит от повторяемости поплавкового выключателя.
Примечание
Высота датчика относится к высоте над осью Z MINIMUM_LIMIT. 7.14. Типы резки
PlasmaC поддерживает два различных режима резки:
Прокалывание и резка — запускает загруженную программу G-кода для прожига, а затем резки.
Только прожиг — преобразует загруженную программу G-кода, а затем запускает программу для прожига материала только в командных позициях M3 S1 или M3 $0 S1 . Команды «Разметить» ( M3 $1 S1 ) и «Распознавание» ( M3 $2 S1 ) будут игнорироваться, и в этих местах не будет выполняться прожиг.
Только прожиг Режим полезен для толстых материалов, которые могут образовывать достаточное количество окалины на поверхности материала от прожига, чтобы мешать резаку во время резки. Это позволяет проколоть весь лист и очистить его перед резкой.
Это также позволяет использовать расходные материалы с истекшим сроком службы для пробивки, а затем их можно заменить на качественные расходные материалы для использования во время резки.
Эту функцию можно включить двумя способами:
Используйте пользовательскую кнопку по умолчанию для переключения между типами резки.
Добавление следующей строки в программу G-Code перед первой резкой, чтобы включить режим Pierce Only для текущего файла:
#
= 1 Если используется пользовательская кнопка, PlasmaC автоматически перезагрузит файл при переключении типа резки.
7.15. Вырезание отверстий - Введение
Рекомендуется, чтобы любые отверстия, подлежащие вырезанию, имели диаметр не менее чем в полтора раза больше толщины разрезаемого материала.
Также рекомендуется, чтобы отверстия диаметром менее 32 мм (1,26 дюйма) вырезались на 60% скорости подачи, используемой для профильной резки. Это также должно блокировать THC из-за ограничений скорости.
PlasmaC может использовать команды G-кода, обычно устанавливаемые постпроцессором CAM (PP), чтобы помочь в вырезании отверстий, или если у пользователя нет PP или PP пользователя не поддерживает эти методы, тогда PlasmaC может автоматически адаптировать G- Код подходит.
Этот автоматический режим по умолчанию отключен.Существует три метода улучшения качества мелких отверстий:
Уменьшение скорости - Уменьшение скорости примерно до 60% от CutFeedRate .
Задержка дуги (Пауза в конце) — Удержание резака в течение короткого времени в конце отверстия, когда движение остановлено, чтобы позволить дуге наверстать упущенное.
Перерез - Выключив резак в конце отверстия, продолжайте движение по траектории.
Примечание
Если оба Arc Dwell и Overcut активны одновременно, тогда Overcut будет иметь приоритет. Важно
ПЕРЕРЕЗ НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ, ЕСЛИ ДЕЙСТВУЕТ КОМПЕНСАЦИЯ РЕЗЦА; ОТОБРАЖАЕТСЯ СООБЩЕНИЕ ОБ ОШИБКЕ. 7.16. Вырезание отверстий
Команды G-кода можно настроить либо с помощью постпроцессора CAM (PP), либо с помощью ручного кодирования.
Уменьшение скорости резания отверстия
Если для вырезания отверстия требуется пониженная скорость, пользователь может использовать следующую команду для установки скорости: M67 E3 Qnn где nn — процент от требуемой скорости. Например, M67 E3 Q60 установит скорость на 60% от CutFeedRate текущего материала.
См. раздел THC на основе скорости.
Пример кода:
G21 (метрический) G64 P0.005 M52 P1 (разрешить движение с паузой) F#<_hal[plasmac.cut-feed-rate]> (скорость подачи из параметров резки) G0 X10 Y10 M3 $0 S1 (начать резку) G1 Х0 M67 E3 Q60 (уменьшить скорость подачи до 60%) G3 I10 (отверстие) M67 E3 Q0 (восстановить скорость подачи до 100%) M5 $0 (концевой рез) G0 X0 Y0 M2 (окончание работы)
Задержка дуги (пауза в конце)
Этот метод можно вызвать, задав параметр «Пауза в конце» в рамке «Параметры резки» панели «Выполнение».
Перерез
Резак можно отключить в конце отверстия, установив штифт motion.digital-out-03 с М-кодами M62 (синхронизировано с движением) или M64 (немедленное ) . После выключения горелки необходимо дать ей снова включиться, прежде чем начинать следующую резку путем сброса motion.digital-out-03 контакт с M-кодами M63 или M65 , это будет сделано автоматически синтаксическим анализатором G-кода PlasmaC, если он достигнет команды M5, не увидев M63 P3 или М65 П3 .
После выключения резака будет следовать траектория отверстия для длины по умолчанию 4 мм (0,157 дюйма). Это расстояние можно указать, добавив #
= n в файл G-кода.М62 П3 выключит фонарь (синхронно с движением)
M63 P3 позволит включить горелку (синхронно с движением)
M64 P3 выключит фонарь (немедленно)
M65 P3 позволит включить горелку (немедленно)
Важно хорошо понимать разницу между Синхронизировано с движением и Немедленно :
M62 и M63 (Синхронизировано с движением) — Фактическое изменение указанного выхода (например, P2 (THC)) произойдет в начале следующей команды движения.
Если нет последующей команды движения, изменения выхода не произойдут. Лучше всего программировать код движения (например, G0 или G1) сразу после M62 или M63.M64 и M65 (Немедленно) — эти команды выполняются сразу после их получения контроллером движения. Поскольку они не синхронизированы с движением, они нарушат смешивание. Это означает, что если эти коды используются в середине активных кодов движения, движение будет приостановлено для активации этих команд.
Пример кода:
G21 (метрический) G64 P0.005 M52 P1 (разрешить движение с паузой) F#<_hal[plasmac.cut-feed-rate]> (скорость подачи из параметров резки) G0 X10 Y10 M3 $0 S1 (начать резку) G1 Х0 M67 E3 Q60 (уменьшить скорость подачи до 60%) G3 I10 (отверстие) M62 P3 (выключить горелку) G3 X0.8 Y6.081 I10 (продолжить движение на 4 мм) M63 P3 (разрешить включение горелки) M67 E3 Q0 (восстановить скорость подачи до 100%) M5 $0 (концевой рез) G0 X0 Y0 M2 (окончание работы)
7.
17. Резка отверстий - АвтоматическаяPlasmaC имеет возможность автоматически изменять G-код для уменьшения скорости и/или применения Overcut , что может быть полезно при вырезании отверстий.
Размер отверстия по умолчанию для обнаружения отверстий PlasmaC составляет 32 мм (1,26"). Это значение можно изменить с помощью следующей команды в файле G-кода:
Скорость по умолчанию для малых отверстий PlasmaC составляет 60% от текущей скорость подачи Можно изменить это значение с помощью следующей команды в файле G-кода:
PlasmaC Hole Sensing отключен по умолчанию. Его можно включить/отключить, используя следующие параметры G-кода для выбора нужного режима обнаружения отверстия:
#
= 0 — Заставляет PlasmaC отключать обнаружение отверстий, если оно было ранее включено.#
= 1 — PlasmaC снижает скорость отверстий менее 32 мм (1,26 дюйма) до 60% от CutFeedRate .#
= 2 - Заставляет PlasmaC перерезать отверстие в дополнение к изменению скорости в настройке 1.#
= 3 — PlasmaC снижает скорость отверстий менее 32 мм (1,26 дюйма) и дуг менее 16 мм (0,63 дюйма) до 60% от CutFeedRate .#
= 4 - Заставляет PlasmaC перерезать отверстие в дополнение к изменению скорости в настройке 3.
Задержка дуги (пауза в конце)
Эту функцию можно использовать в дополнение к настройке желаемого режима измерения отверстия с помощью соответствующего параметра G-кода путем установки параметра «Пауза в конце» в рамке «Параметры резки» панели «Выполнение». .
Перерез
Если активны режимы обнаружения отверстий 2 или 4, PlasmaC будет перерезать отверстие в дополнение к изменениям скорости, связанным с режимами 1 и 3.
Длина перереза по умолчанию для обнаружения отверстий PlasmaC составляет 4 мм (0,157 дюйма). Это значение можно изменить с помощью следующей команды в файле G-кода:
Пример кода:
G21 (метрическая система) G64 P0.005 M52 P1 (разрешить движение с паузой) F#<_hal[plasmac.cut-feed-rate]> (скорость подачи из параметров резки) #<отверстия> = 2 (перерез для отверстий) #
= 6,5 (опционально, длина перереза 6,5 мм) G0 X10 Y10 M3 $0 S1 (начать резку) G1 Х0 G3 I10 (отверстие) M5 $0 (концевой рез) G0 X0 Y0 M2 (конечная работа) Примечание
Допустимо наличие нескольких и смешанных команд отверстий в одном файле G-кода. 7.18. Single Cut
Single Cut — это однонаправленное движение резки, которое часто используется для разрезания листа на более мелкие части перед запуском программы G-Code.
Прежде чем приступить к одиночному резу, машину необходимо вернуть в исходное положение.
Отдельный рез начнется с текущего положения станка по осям X/Y.
Автоматический одинарный рез
Это предпочтительный метод. Параметры для этого метода вводятся в панели запуска.
Перейдите к требуемой начальной позиции X/Y.
Установите требуемую скорость подачи при резке в параметрах резки на панели выполнения.
Введите длину разреза по осям X и/или Y.
Нажмите кнопку Start Cut , и резка начнется.
Подвеска с одним вырезом
Если станок оборудован подвесным пультом управления, который может запускать и останавливать шпиндель, а также перемещать оси X и Y, пользователь может вручную выполнить один проход.
Перейдите к требуемой начальной позиции X/Y.
Установите требуемую скорость подачи с помощью ползунка Jog Speed.
Начните процесс резки, запустив шпиндель.
После зондирования факел загорится.
Когда дуга получена, машину можно перемещать вдоль линии реза с помощью кнопок толчкового режима.
По завершении резки остановите шпиндель.
Резак выключится, а ось Z вернется в исходное положение.
Ручной одиночный рез по оси
Перейдите к требуемой начальной позиции X/Y.
Установите требуемую скорость подачи с помощью ползунка Jog Speed.
Запустите процедуру, нажав F9 .
После зондирования факел загорится.
Когда Arc OK получен, машину можно перемещать вдоль линии реза с помощью клавиш толчкового перемещения.
По завершении резки нажмите F9 или Esc .
Резак выключится, а ось Z вернется в исходное положение.
Примечание
Если резак гаснет во время резки, пользователь все равно должен нажать F9 или Esc , чтобы завершить резку. Это очистит смещения Z и вернет резак в исходное положение. Manual Single Cut In Gmoccapy
Если пользователь хочет использовать клавиши перемещения с клавиатуры, включите сочетания клавиш на вкладке «Оборудование» на странице «Настройки», в противном случае необходимо использовать кнопки перемещения GUI.
Перейдите к требуемой начальной позиции X/Y.
Установите требуемую скорость подачи с помощью ползунка Jog Speed.
Войдите в режим MDI.
Запустите процедуру, введя M3 S1 .
Войдите в ручной режим.
После зондирования факел загорится.
Когда Arc OK получен, машину можно перемещать вдоль линии реза с помощью кнопок толчкового режима графического интерфейса пользователя (или клавиш толчкового режима, если включены сочетания клавиш).
По завершении резки нажмите Esc .
Резак выключится, а ось Z вернется в исходное положение.
Примечание
Если резак гаснет во время резки, пользователь все равно должен нажать F9 или Esc , чтобы завершить резку. Это очистит смещения Z и вернет резак в исходное положение. 7.19. Сетчатый режим (резка расширенного металла)
PlasmaC может выполнять резку расширенного (сетчатого) металла при условии, что машина оснащена пилотной дугой и поддерживает режим постоянной пилотной дуги (CPA).
Mesh Mode отключает THC, а также игнорирует потерянный сигнал Arc OK во время резки. Его можно выбрать, установив флажок Mesh Mode в разделе Cutting Mode панели Run.
Если на машине включена связь RS485 с плазменным резаком Hypertherm PowerMax, выберите Mesh Mode отключит вращающуюся кнопку Cut Mode в разделе Cut Parameters панели Run и выберет режим резки 2 (CPA). Когда Mesh Mode отключен, кнопка Cut Mode снова активируется, и первоначальный режим резки будет восстановлен.
Также можно запустить резку Mesh Mode без получения сигнала Arc OK, установив флажок Ignore Arc OK в разделе Cutting Mode панели Run.
Оба параметра Режим сетки и Игнорировать дугу OK можно включить/выключить в любое время во время работы.
7.20. Ignore Arc OK
Режим Ignore Arc OK отключает систему регулировки высоты резака, начинает резку без запроса сигнала Arc OK и игнорирует потерянный сигнал Arc OK во время резки.
Этот режим можно выбрать:
Установите флажок «Игнорировать дугу» OK в разделе «Режим резки» панели «Выполнение».
Установка вывода HAL motion.digital-out-01 в 1 с помощью G-кода.
M62 P1 включит Игнорировать дугу OK (Синхронизировано с движением)
M63 P1 отключит Игнорировать дугу OK (Синхронизировано с движением)
M64 P1 активирует Игнорировать дугу OK (Немедленно)
M65 P1 отключит Игнорировать дугу OK (Немедленно)
Важно полностью понимать разницу между Синхронизировано с движением и Немедленно :
M62 и M63 (Синхронизировано с движением) — Фактическое изменение указанного выхода (например, P2 (THC)) произойдет в начале следующей команды движения.
Если нет последующей команды движения, изменения выхода не произойдут. Лучше всего программировать код движения (например, G0 или G1) сразу после M62 или M63.M64 и M65 (немедленное) — эти команды выполняются сразу после их получения контроллером движения. Поскольку они не синхронизированы с движением, они нарушат смешивание. Это означает, что если эти коды используются в середине активных кодов движения, движение будет приостановлено для активации этих команд.
Этот режим также можно использовать в сочетании с Mesh Mode , если пользователю не требуется сигнал Arc OK для начала резки.
Оба параметра Режим сетки и Игнорировать дугу OK можно включить/выключить в любое время во время работы.
7.21. Cut Recovery
Эта функция создает диалоговое окно, позволяющее отвести резак от траектории резки во время паузы движения, чтобы расположить резак над участком обрезков разрезаемого материала, чтобы резка возобновилась с минимальная дуга-делитель.
Эта функция доступна только с помощью запрограммированной пользователем кнопки (по умолчанию она называется Cut-Recovery) на панели «Дополнительно», и ее можно нажимать только во время паузы движения.Предпочтительно выполнять регулировку положения резака с точки, в которой произошла пауза в движении, однако, если перемещение по траектории резки необходимо до установки новой начальной точки, пользователь может использовать элементы управления паузой движения (Назад, Вперед и ползунок скорости бега) в верхней части диалогового окна. Как только пользователь удовлетворится положением резака вдоль траектории реза, перемещение от траектории реза осуществляется нажатием кнопок направления. Каждое нажатие кнопки направления перемещает резак на расстояние, эквивалентное Kerf Width Параметр текущего выбранного материала.
В тот момент, когда резак перемещается с траектории резки, элементы управления паузой движения (назад, вперед и ползунок скорости толчкового режима) в верхней части диалогового окна становятся недоступными.
После того, как положение резака будет удовлетворительным, нажмите «Возобновить резку» или кнопку «Возобновить» графического интерфейса пользователя (символ «Пауза»), и резка возобновится с нового положения и пройдет кратчайшее расстояние до исходного места приостановки движения. Диалоговое окно закроется, когда резак вернется в исходное положение приостановленного движения.
Нажатие кнопки «Отмена» (или X в строке заголовка) приведет к тому, что резак вернется туда, где он находился, когда движение было приостановлено, и диалоговое окно закроется.
7.22. Библиотека диалоговых форм
Библиотека диалоговых форм состоит из нескольких основных форм и функций, помогающих пользователю быстро генерировать G-код на станке для быстрого вырезания простых фигур. Эта функция запускается нажатием кнопки Conversational на вкладке «Дополнительно».
Примечание
Разговорная библиотека не предназначена для замены CAD/CAM, поскольку ее возможности ограничены. Пустые записи в полях ввода формы будут использовать текущую настройку на момент создания G-кода. Например, если X start оставить пустым, то будет использоваться текущая позиция по оси X.
Все вводы и выводы являются дугами, кроме:
Маленькие отверстия
Звезды
Порядок вырезания будет происходить в том же порядке, в котором была построена фигура.
Нажатие Возврат на клавиатуре во время редактирования параметров автоматически отобразит предварительный просмотр формы, если для создания формы введено достаточно параметров. Установка любого из доступных флажков сделает то же самое.
Функции кнопок следующие:
Имя
Описание
Новый
Удаляет текущий файл G-кода и загружает пустой файл G-кода.
Сохранить
Открывает диалоговое окно, позволяющее сохранить текущую форму в виде файла G-кода.
Настройки
Позволяет изменять общие настройки.
Выход
Закрывает диалоговую панель. Все правки будут удалены.
Отправить
Закрывает диалоговую панель и загружает текущую форму в LinuxCNC (PlasmaC). Если последнее редактирование не было добавлено, оно будет удалено.
Предварительный просмотр
Отображает предварительный просмотр текущей формы при наличии необходимой информации.
Продолжить
Эта кнопка используется только для линий и дуг. Позволяет добавить еще один сегмент к текущему сегменту/сегментам.
Добавить
Сохраняет текущую форму в текущем задании.
Отменить
Возврат к ранее сохраненному состоянию. Если с момента последнего сохранения изменений не было, оно останется в текущем состоянии.
Если файл G-кода загружен в LinuxCNC (PlasmaC) при открытии диалоговой панели, этот код будет импортирован в диалоговую панель в качестве первой формы задания. Если этот код не требуется, то его можно удалить, нажав кнопку Новый.
Примечание
Все расстояния указаны в машинных единицах относительно текущей пользовательской системы координат, а все углы указаны в градусах. 7.22.1. Настройки
Глобальные настройки для библиотеки форм можно задать, нажав кнопку Настройки на диалоговой панели. Это отобразит все доступные параметры настройки, которые используются для создания программы G-Code. К ним относятся:
Любая внутренняя окружность диаметром менее Малый диаметр отверстия классифицируется как маленькое отверстие и будет иметь прямолинейный вход с длиной, которая меньше либо радиуса отверстия, либо заданной длины входа. Скорость подачи также будет установлена на Скорость малого отверстия .
Нажатие кнопки Сохранить сохранит все отображаемые настройки и изменит размер окна на отображаемый размер.
После сохранения пользователь может нажать Выход или щелкнуть любую фигуру, чтобы начать диалоговый процесс.
7.22.2. Линии и дуги
Линии и дуги имеют дополнительную опцию, состоящую в том, что они могут быть соединены вместе для создания сложной формы.
Доступны два типа линий и три типа дуг:
Линия с начальной и конечной точками.
Линия с начальной точкой, длиной и углом.
Арка с учетом начальной точки, точки пути и конечной точки.
Дуга с заданной начальной точкой, конечной точкой и радиусом.
Дуга с заданной начальной точкой, длиной, углом и радиусом.
Для использования линий и дуг:
Выберите Линии и дуги.
Выберите тип линии или дуги для создания.
Введите желаемые параметры.
Нажмите Предварительный просмотр , чтобы увидеть фигуру.
Если форма вас устраивает, нажмите Продолжить .
При необходимости измените тип линии или дуги и продолжайте эту процедуру, пока форма не будет завершена.
Нажмите Отправьте , чтобы отправить файл G-кода в LinuxCNC (PlasmaC) для резки.
Если пользователь хочет создать замкнутую фигуру, ему нужно будет создать любую необходимую вводную часть в качестве первого сегмента фигуры. Если требуется вывод, он должен быть последним сегментом формы.
Примечание
На данном этапе нет возможности автоматического создания входа/выхода, если фигура закрыта. 7.22.3. Одиночная фигура
Для создания доступны следующие фигуры:
Чтобы создать фигуру:
Выберите форму для создания. Отобразятся доступные параметры.
Введите соответствующие значения и нажмите Предварительный просмотр , чтобы отобразить фигуру.
Если форма неправильная, отредактируйте значения и нажмите Preview и появится новая форма.
Повторяйте, пока не будете удовлетворены формой.Нажмите Добавить , чтобы добавить фигуру в файл G-кода.
Нажмите . Отправьте , чтобы отправить файл G-кода в LinuxCNC (PlasmaC) для резки.
7.22.4. Группа фигур
Можно объединить несколько фигур, чтобы создать сложную группу.
Порядок вырезания группы определяется порядком, в котором отдельные фигуры добавляются в группу.
После добавления фигуры в группу ее нельзя редактировать или удалить.
Группы не могут удалять фигуры, только добавлять.
Для создания группы фигур:
Создайте первую фигуру, как в Single Shape .
Нажмите Добавить , и фигура будет добавлена в группу.
Если пользователь хочет добавить еще одну версию той же формы, отредактируйте необходимые параметры и нажмите 9.
0015 Добавьте , когда форма вас удовлетворит.Если пользователь хочет добавить другую форму, выберите эту форму и создайте ее, как в Single Shape .
Повторяйте, пока не будут добавлены все необходимые фигуры для завершения группы.
Нажмите . Отправьте , чтобы отправить файл G-кода в LinuxCNC (PlasmaC) для резки.
7.22.5. Поворот
Функция поворота будет вращать текущий код, отображаемый на вкладке «Предварительный просмотр», это может быть отдельная фигура, группа или импортированный файл G-кода.
Массивы, созданные с помощью Conversational, можно вращать, однако массивы, которые были импортированы, вращать нельзя.
Вращение не будет работать с G-кодом, рассчитанным математически, необходимо указать значения.
Создайте фигуру, группу или используйте импортированный файл G-кода.
Нажмите Rotate , чтобы открыть диалоговое окно поворота.
Введите соответствующие значения в диалоговом окне поворота и нажмите Предварительный просмотр , чтобы отобразить повернутый код.
Если поворот неправильный, отредактируйте значения и нажмите Предварительный просмотр , и будет показан новый повернутый код. Повторяйте, пока не будете удовлетворены повернутым кодом.
Нажмите Добавить для завершения процедуры.
Нажмите . Отправьте , чтобы отправить файл G-кода в LinuxCNC (PlasmaC) для резки.
7.22.6. Массив
Массив можно создать из формы, группы или импортированного файла G-кода.
Массивы, созданные с помощью Conversational, могут быть объединены в массивы, но импортированные массивы не могут быть объединены в массивы.
Порядок вырезания массива — от левого столбца к правому, начиная с нижней строки и заканчивая верхней строкой.
Создайте фигуру, группу или используйте импортированный файл G-кода.
Нажмите Массив , чтобы открыть диалоговое окно массива.
Введите соответствующие значения в диалоговое окно массива и нажмите Предварительный просмотр , чтобы отобразить массив.
Если массив неверен, отредактируйте значения и нажмите Предварительный просмотр , и будет показан новый массив. Повторяйте, пока не будете удовлетворены массивом.
Нажмите Добавить для завершения процедуры.
Нажмите . Отправьте , чтобы отправить файл G-кода в LinuxCNC (PlasmaC) для резки.
7.22.7. Сохранение задания
Текущее задание, отображаемое на панели предварительного просмотра, можно сохранить в любой момент с помощью нижней кнопки Сохранить .
Если G-код был отправлен в LinuxCNC (PlasmaC) и диалоговое окно диалога закрыто, пользователь все еще может сохранить файл G-кода из графического интерфейса. В качестве альтернативы пользователь может нажать кнопку «Разговор» на вкладке «Дополнительно», которая перезагрузит задание, после чего он может нажать кнопку 9.0015 Кнопка Сохранить .7.23. Разметчик
Разметчик может управляться PlasmaC в дополнение к плазменной горелке. Эта возможность по умолчанию отключена, чтобы не влиять на существующие конфигурации. Инструкции по редактированию файла
_connections.hal, чтобы включить запись, см. в разделе «Несколько инструментов». Использование писца требует использования таблицы инструментов LinuxCNC. Инструмент 0 назначается плазменной горелке, а инструмент 1 назначается разметчику. Смещения по осям X и Y от плазменного резака должны быть введены в таблицу инструментов LinuxCNC. Это можно сделать, отредактировав таблицу инструментов через основной графический интерфейс или отредактировав файл tool.
tbl в каталоге конфигурации Смещения плазменного резака по осям X и Y всегда будут равны нулю. Инструменты выбираются командой Tn M6 , за которой следует команда G43 H0 , необходимая для применения коррекции. Затем инструмент запускается командой M3 $n S1 . Для n используйте 0 для резки газовой горелкой или 1 для разметки.
Если пользователь еще не назначил контакты HAL для писца в конфигураторе, ему нужно будет сделать это, вызвав режим перенастройки конфигуратора.
Два выходных штифта HAL используются для управления разметчиком, первый штифт используется для включения разметчика, который перемещает разметчик к поверхности материала. По истечении времени задержки запуска второй штифт используется для запуска разметчика. По истечении времени задержки включения начнется движение.
Использование PlasmaC после включения писца требует выбора резака или писца в каждом файле G-Code в качестве инструмента LinuxCNC.
Следующим шагом является открытие редактора таблицы инструментов в графическом интерфейсе или редактирование tool.tbl в каталоге конфигурации
Последним шагом является установка необходимых задержек писца:
Arm Delay - дает время, чтобы разметчик опустился на поверхность материала.
On Delay — дает время для запуска писца до того, как начнется движение.
Сохраните параметры на вкладке Конфигурация.
После выполнения вышеуказанных указаний писец может быть протестирован вручную, выдав M3 $1 Команда S1 на входе MDI. Пользователь может счесть полезным использовать этот метод, чтобы разметить небольшую бороздку, а затем попытаться включить горелку в том же месте, чтобы выровнять смещения между разметчиком и горелкой.
Чтобы использовать писец из G-кода:
... M52 P1 (приостановка движения включена) F#<_hal[plasmac.cut-feed-rate]> T1 M6 (выберите писца) G43 H0 (применить коррекции для текущего инструмента) M3 $1 S1 (запустить писца) . M5 $1 (остановить писца) . T0 M6 (выберите горелку) G43 H0 (применить коррекции для текущего инструмента) G0 X0 Y0 (парковочное положение) M5 $-1 (конец всего)
Рекомендуется снова переключиться на горелку в конце программы перед окончательным быстрым парковочным движением, чтобы машина всегда находилась в одном и том же состоянии на холостом ходу.
Пользователь может переключаться между резаком и разметчиком любое количество раз в течение программы, используя соответствующие G-коды.
Выдача M3 S1 (без $n) заставит машину вести себя так, как если бы была выдана M3 $0 S1 , а выдача M5 (без $n) заставит машину вести себя как M5 $0 выпущено. Это будет управлять запуском факела по умолчанию, чтобы обеспечить обратную совместимость с предыдущими файлами G-кода.
Предупреждение
Если в файле <имя_машины>.hal существует набор параметров ручной смены инструмента, PlasmaC преобразует его в автоматическую смену инструмента. 7.24. Пятно
Чтобы выполнить точечное маркирование материала перед сверлением и т. д., PlasmaC может кратковременно импульсировать горелку, чтобы отметить место для сверления.
Обнаружение можно настроить, выполнив следующие действия:
Установите порог напряжения дуги в разделе Spotting на панели конфигурации.
Установка порога напряжения на ноль приведет к тому, что таймер задержки запустится сразу после запуска резака. Установка порогового значения напряжения выше нуля приведет к запуску таймера задержки, когда напряжение дуги достигнет порогового напряжения.Установите Time On в разделе Spotting на панели конфигурации. Когда Таймер включения истек, резак выключится. Время регулируется от 0 до 9999 миллисекунд.
Затем резак включается в G-коде с помощью команды M3 $2 S1 , которая выбирает плазменный резак в качестве инструмента для обнаружения.
Чтобы включить обнаружение, см. несколько инструментов.
LinuxCNC (PlasmaC) требует некоторого движения между любыми командами M3 и M5 . По этой причине необходимо запрограммировать минимальное движение на высокой скорости.
Пример G-кода:
G21 (метрический) F99999 (высокая скорость подачи) .
.
G0 X10 Y10
M3 $2 S1 (прицеливание)
G91 (режим относительного расстояния)
G1 X0,000001
G90 (режим абсолютного расстояния)
M5 $2 (наводка)
.
.
G0 X0 Y0
G90
М2 Примечание
Высокая скорость подачи из 99999 предназначена для обеспечения движения с максимальной скоростью подачи станка. Важно
НЕКОТОРЫЕ ПЛАЗМЕННЫЕ РЕЗКИ НЕ ПОДХОДЯТ ДЛЯ ЭТОЙ ФУНКЦИИ.
РЕКОМЕНДУЕТСЯ, ЧТОБЫ ПОЛЬЗОВАТЕЛЬ ПРОВЕЛ НЕКОТОРЫЕ ПРОВЕРКИ, ЧТОБЫ УБЕДИТЬСЯ, ЧТО ПЛАЗМЕННЫЙ РЕЗАК МОЖЕТ ИСПОЛЬЗОВАТЬ ЭТУ ФУНКЦИЮ.7.25. Связь Hypertherm PowerMax
Связь может быть установлена с помощью плазменного резака Hypertherm PowerMax с портом RS485. Эта функция позволяет установить Режим резки , Сила тока при резке и Давление газа автоматически из Параметры резки файла материала.
Если для параметра Давление газа установлено значение Ноль, PowerMax автоматически рассчитает требуемое давление на основании параметров Режим резки , Ток резки , типа и длины резака.
При изменении режима резки давление газа будет установлено на ноль, и машина будет использовать автоматический режим давления газа.
Максимальные и минимальные значения этих параметров считываются с плазменного резака, а соответствующие вращающиеся кнопки в параметрах резки затем ограничиваются этими значениями. Давление газа не может быть изменено с нуля до тех пор, пока не будут установлены коммуникации.
Эта функция включается путем установки правильного имени порта для переменной PM_PORT в разделе [PLASMAC] файла
.ini. Если переменная PM_PORT не задана в файле .ini, виджеты, связанные с этой функцией, не будут видны. Пример включения Hypertherm PowerMax Communications через USB0:
[PLASMAC] PM_PORT = /dev/ttyusb0
Если пользователь не уверен в имени порта, в каталоге конфигурации есть скрипт Python, который покажет все доступные порты и может также использоваться для проверки связи с плазменным блоком перед включением эта функция в графическом интерфейсе PlasmaC.
Чтобы использовать тестовый сценарий, введите следующую команду в окно терминала:
python ~/
/linuxcnc/configs/ /pmx_test.py Отображение единиц измерения давления газа (фунтов на кв. дюйм или бар) определяется данными, полученными во время первоначальной настройки канала связи, и затем отображается рядом с кнопкой «Давление газа» на рабочей панели.
Машина PowerMax перейдет в удаленный режим после установления связи и в этот момент может управляться только удаленно (через графический интерфейс PlasmaC). Соединение можно проверить, наблюдая за дисплеем PowerMax.
Чтобы переключить PowerMax обратно в локальный режим, пользователь может:
Отключите PowerMax Comms на панели «Выполнить».
Закройте LinuxCNC, который переведет PowerMax в локальный режим во время выключения.
Выключите PowerMax на 30 секунд, а затем снова включите его.
Наконечник
Если связь PowerMax активна, то выбор Mesh Mode автоматически выберет режим CPA на блоке PowerMax. Примечание
Чтобы использовать функцию связи PowerMax, необходимо установить модуль pyserial python.
Если pyserial не установлен, появится сообщение об ошибке.Чтобы установить pyserial, введите следующую команду в окно терминала:
sudo apt install python-serial
В приложении к этому документу показана типичная схема подключения, а также подтвержденные рабочие интерфейсы.
7.26. Сообщения об ошибках
Существует ряд сообщений об ошибках, распечатываемых PlasmaC для информирования пользователя об ошибках по мере их возникновения. Сообщения можно разделить на две группы: Critical и Warning .
7.26.1. Критические ошибки
Критические ошибки приведут к приостановке работающей программы, и перед продолжением оператору потребуется устранить причину ошибки.
Если ошибка была получена во время резки, разрешено движение вперед или назад, пока машина находится в режиме паузы, чтобы пользователь мог изменить положение машины перед возобновлением резки.
После устранения ошибки программа может быть возобновлена.
Эти ошибки указывают на то, что соответствующий датчик был активирован во время резки:
Аварийный выключатель активирован, программа приостановлена
Поплавковый выключатель активирован, программа приостановлена
Активация омического датчика, программа приостановлена
Эти ошибки указывают на то, что соответствующий датчик был активирован до начала зондирования:
Омический датчик обнаружен до приостановки программы измерения
Поплавковый выключатель обнаружен до приостановки программы измерения
Обрывной переключатель обнаружен до приостановки программы измерения
Сигнал Arc OK был потерян во время резки, прежде чем была достигнута команда M5 :
Ось Z достигла нижнего предела до того, как заготовка была обнаружена:
Заготовка слишком высока для любого безопасного быстрого удаления:
Одно из этих значений в параметрах резки на панели запуска недействительно (например, если они установлены на ноль):
Дуга не была обнаружена после попытки запустить число раз, указанное в Попытки запуска дуги в конфигурации Панель:
THC вызвала достижение нижнего предела при резке:
THC привела к достижению верхнего предела при резке:
7.
26.2. Ошибки-предупрежденияОшибки-предупреждения не приостанавливают выполнение программы и носят только информационный характер.
Эти ошибки указывают на то, что соответствующий датчик был активирован до начала проверки зонда:
Омический зонд обнаружен до того, как тест зондирующего зонда прерван.
Поплавковый выключатель обнаружен до того, как проверка зонда прервана
Обрывной выключатель обнаружен до того, как тест пробника прерван.
Указывает на то, что контакт датчика был потерян перед измерением вверх для нахождения нулевой точки:
Указывает на достижение нижнего предела во время проверки датчика:
Указывает на то, что безопасная высота была уменьшена из-за того, что THC поднимает ось Z во время резки:
Это указывает на то, что значение напряжения дуги было недействительным (NAN или INF) при запуске PlasmaC.
7.27. Обновление PlasmaC
Пользователям настоятельно рекомендуется создать имя пользователя и подписаться на вышеуказанную ветку, чтобы получать уведомления об обновлениях.
7.27.1. Стандартное обновление
Для стандартной установки ISO LinuxCNC будет обновляться только после выпуска новой дополнительной версии. Затем PlasmaC автоматически обновит свою конфигурацию при первом запуске после обновления LinuxCNC.
LinuxCNC обычно обновляется путем ввода следующих команд в окно терминала (по одной за раз):
sudo apt update sudo apt dist-upgrade
7.27.2. Непрерывное обновление
Усовершенствования и исправления ошибок не будут доступны при стандартной установке, пока не будет выпущен новый дополнительный выпуск LinuxCNC. Если пользователь хочет обновляться всякий раз, когда загружается новая версия PlasmaC, он может использовать репозиторий LinuxCNC Buildbot, а не стандартный репозиторий LinuxCNC, следуя инструкциям по адресу: http://buildbot.
linuxcnc.org/9.00038. Расширенные темы PlasmaC
8.1. Пользовательские кнопки
В графическом пользовательском интерфейсе PlasmaC доступны кнопки, которые можно программировать, добавляя команды в файл
.ini. Количество кнопок зависит от того, решил ли пользователь использовать PlasmaC с Axis или Gmoccapy. В главном окне графического интерфейса Axis доступно пять кнопок, пронумерованных 1–5 слева направо.
В главном окне Gmoccapy GUI доступны четыре кнопки, пронумерованные 1-4 сверху вниз.
На панели «Дополнительно» доступны десять дополнительных кнопок, пронумерованных от 10 до 19 слева направо и сверху вниз.
Все настройки файла
.ini для кнопок находятся в разделе [PLASMAC]. 8.1.1. Названия кнопок
Текст, отображаемый на кнопке, задается следующим образом:
BUTTON_n_NAME = HAL Show
Где n — номер кнопки, а HAL Show — текст.
Для текста в несколько строк в графическом интерфейсе Axis разделите текст с помощью \
BUTTON_n_NAME = HAL\Показать
8.
1.2. Код кнопкиКнопки могут запускать внешние команды, G-код или любую из шести специальных функций, переключение контакта HAL, проверку зонда, проверку сопротивления, тип резки, смену расходных материалов или сенсорное выключение X и Y.
В дополнение к этому, кнопки 10-19 на панели Extras могут запускать специальные функции Cut Recovery, Load G-Code program, а также отображать пользовательское изображение вместо названия кнопки.
Внешние команды
Чтобы запустить внешнюю команду, ей предшествует символ %.
BUTTON_n_CODE = %halshow
G-код
Чтобы запустить G-код, просто введите код для запуска.
BUTTON_n_CODE = G0 X100
Для запуска существующей подпрограммы.
BUTTON_n_CODE = o
call Переменные файла
.ini можно вводить с помощью {} (после } должен быть пробел) BUTTON_n_CODE = G0 X{JOINT_0 HOME} Y1 BUTTON_n_CODE = G53 G0 Z[{AXIS_Z MAX_LIMIT} - 1,001]Можно запустить несколько кодов, разделив коды символом \.
Исключением являются специальные команды, которые должны быть одной командой на кнопку.BUTTON_n_CODE = G0 X0 Y0 \ G1 X5 \ G1 Y5
Внешние команды и G-код могут быть совмещены на одной и той же кнопке.
BUTTON_n_CODE = %halshow \ g0x.5y.5 \ %halmeter
Переключение вывода HAL
Следующий код позволит пользователю использовать кнопку для инвертирования текущего состояния вывода бита HAL (этот код обязателен). использоваться как одна команда и может управлять только одним битовым выводом HAL на кнопку):
BUTTON_n_CODE = toggle-halpin my-hal-pin-name
После установки кода при нажатии кнопка становится зеленой, инвертирует состояние вывода и остается «заблокированной» до тех пор, пока не будет нажата снова. Повторный щелчок вернет кнопке исходный цвет и инвертирует состояние булавки.
Тест зонда
PlasmaC запустит зонд, и когда материал будет обнаружен, ось Z поднимется до высоты прожига, отображаемой в данный момент в разделе «Параметры резки» панели «Выполнение».
Затем PlasmaC будет ждать в этом состоянии в течение указанного времени (в секундах), прежде чем вернуть ось Z в исходное положение. Ниже приведен пример 30-секундной задержки.BUTTON_n_CODE = probe-test 30
Тест омического сопротивления
PlasmaC активирует выходной сигнал «Активация омического датчика», и если обнаружен вход омического датчика, загорится светодиодный индикатор на панели монитора. Основная цель этого состоит в том, чтобы обеспечить быструю проверку короткозамкнутого наконечника горелки.
BUTTON_n_CODE = ohmic-test
Тип резки
Эта кнопка, если она выбрана, будет переключать между двумя типами резки: прожиг и рез (режим резки по умолчанию) или только прожиг.
BUTTON_n_CODE = тип резки
Замена расходных материалов
Нажатие этой кнопки перемещает резак в указанные координаты, когда машина находится в режиме паузы, чтобы предоставить пользователю легкий доступ для замены расходных материалов резака.
Допустимые значения: Xnnn Ynnn Fnnn. Скорость подачи (F) является обязательной, и требуется по крайней мере одна из координат X или Y.
Координаты X и Y указаны в абсолютных машинных координатах. Если X или Y отсутствуют, то будут использоваться текущие координаты для этой оси.
Вернуться к предыдущим координатам можно тремя способами:
Нажмите кнопку «Изменить расходные материалы» еще раз — резак вернется к исходным координатам, и станок будет ждать в этом положении, пока пользователь возобновит выполнение программы.
Возобновить программу - факел вернется к исходным координатам и программа возобновится.
Остановить программу - факел вернется к исходным координатам и программа прервется.
BUTTON_n_CODE = изменение расходных материалов X10 Y10 F1000
Touch Off X & Y
Кнопки 1-19 могут касаться (обнулять) оси X и Y и перемещать Z на соответствующую высоту для начала запуск программы g-code.
Если пользователь использует графический интерфейс Axis, он также может добавить команду для запуска процедуры, которая перезагрузит программу, очистит график в реальном времени и повторно увеличит окно предварительного просмотра. Это позволит пользователю легко увидеть, где находятся новые нулевые координаты относительно загруженной в данный момент программы G-кода.
Чтобы установить оси X и Y на ноль:
G10 L20 P0 X0 Y0
Чтобы немного сместить ось Z от MAXIMUM_LIMIT для подготовки к резке (5,0 мм в следующем примере):
G53 G0 Z[{AXIS_Z MAX_LIMIT} - 5.0]Чтобы обновить окно предварительного просмотра (только графический интерфейс Axis):
%halcmd setp axisui.refresh 1
Комбинировано для выполнения всех 3 задач:
G10 L20 P0 X0 Y0 \ G53 G0 Z[{AXIS_Z MAX_LIMIT} - 5.0] \ %halcmd setp axisui.refresh 1Восстановление реза
При нажатии этой кнопки открывается диалоговое окно восстановления реза, которое позволяет пользователю отвести резак от траектории реза, чтобы найти подходящий кусок материала для повторного реза.
Эта функция доступна только на панели «Дополнительно», а кнопка активна только во время паузы.BUTTON_n_CODE = cut-recovery
Load
Кнопки 10-19 на панели Extras позволяют загружать программу G-Code, используя следующий формат:
BUTTON_n_CODE = путь загрузки/к/G-Code.ngc
Путь относится к каталогу, указанному PROGRAM_PREFIX в файле
.ini. Обычно это ~/linuxcnc/nc_files. Например: если файл G-кода пользователя находится в подкаталоге каталога PROGRAM_PREFIX с именем плазма , тогда запись будет выглядеть так: плазма/G-код.ngc . 8.1.3. Изображение кнопки
Кнопки 10-19 на панели «Дополнительно» могут отображать изображение вместо текста. Если указано изображение, оно будет иметь приоритет, и изображение будет отображаться вместо имени кнопки.
BUTTON_n_IMAGE = path/to/image.png
Путь относится к каталогу конфигурации, поэтому, если изображение находится в подкаталоге каталога конфигурации с именем images , тогда запись будет images/image.
png .Все изображения отображаются в формате 60 x 60.
8.2. Панель тестирования
В папке конфигурации машины есть каталог с именем test , в котором находится простая панель тестирования и связанный с ней файл Python, который можно использовать для тестирования примерной конфигурации, указанной в файле
.ini. Если пользователь хочет использовать это в конфигурации sim, ему необходимо будет создать ссылку на этот каталог и отредактировать файл
.ini в соответствии с требованиями. 8.3. Настройка обнаружения пустоты
Определение пустоты можно дополнительно настроить, отрегулировав необходимое количество последовательных превышений порога перед применением блокировки пустоты к системе регулировки высоты вала.
Параметр для настройки называется Plasmac.kerf-errors-max и имеет значение по умолчанию 2. Чтобы изменить это значение, добавьте параметр и требуемое значение в файл
_connections. hal. В следующем примере необходимое количество последовательных раз для превышения порога будет установлено равным 3:установка плазмац.керф-ошибка-макс. 3
8.4. Lost Arc Delay
Некоторые конфигурации источников питания/станков плазмы могут терять сигнал Arc OK либо на мгновение во время резки, либо постоянно ближе к концу резки, что приводит к приостановке программы PlasmaC и сообщению об ошибке «Действительная дуга потеряна». Существует контакт HAL с именем Plasmac.arc-lost-delay , который можно использовать для установки задержки (в секундах), которая предотвратит приостановленную программу/ошибку в случае восстановления потерянного сигнала Arc OK или Команда M5 получена до истечения установленного периода задержки.
Следующий код установит задержку в 0,1 секунды:
setpplasmac.arc-lost-delay 0,1
Рекомендуется, чтобы пользователь установил этот параметр в файле
_connections. hal.Этот параметр следует использовать только в том случае, если у пользователя возникают описанные выше симптомы. Следует также отметить, что пользователь может использовать соответствующие команды Ignore Arc OK G-Code для достижения аналогичного результата.
8.5. Выходы состояния PlasmaC
PlasmaC имеет вывод HAL с именем PlasmaC.state-out , который можно использовать для взаимодействия с кодируемыми пользователем компонентами для предоставления текущего состояния PlasmaC.
PlasmaC может столкнуться со следующими состояниями:
Описание
0
ХОЛОСТОЙ
1
PROBE_HEIGHT
2
PROBE_DOWN
3
PROBE_UP
4
НОЛЬ_ВЫСОТЫ
5
PIERCE_HEIGHT
6
ГОРЕЛКА_ВКЛ
7
ARC_OK
8
PIERCE_DELAY
9
PUDDLE_JUMP
10
ВЫСОТА РЕЗКИ
11
ВЫРЕЗ
12
PAUSE_AT_END
13
БЕЗОПАСНАЯ_ВЫСОТА
14
МАКС.
_ВЫСОТА15
ОТДЕЛКА
16
ИМПУЛЬС ТОРЧ
17
PAUSED_MOTION
18
OHIMC_TEST
19
PROBE_TEST
20
НАПИСАНИЕ
21
CONSUMABLE_CHANGE_ON
22
CONSUMABLE_CHANGE_OFF
23
CUT_RECOVERY_ON
24
CUT_RECOVERY_OFF
25
ОТЛАДКА
Состояние DEBUG предназначено только для целей тестирования и обычно не встречается.
9. Приложение
9.1. Примеры конфигураций
Существуют примеры файлов конфигурации для графических интерфейсов Axis и Gmoccapy, которые используют компонент PlasmaC HAL для моделирования машин плазменной резки.
Если пользователь скопировал какие-либо примеры конфигураций в каталог ~/linuxcnc/configs, их можно обновить, запустив конфигуратор в режиме обновления. Это заменит любой скопированный системный файл PlasmaC ссылкой на последнюю версию, до которой пользователь обновился.
9.2. Образцы NGC
В nc_files/plasmac есть несколько примеров файлов G-кода.
9.3. Изменить тип установки LinuxCNC
Перед изменением типа установки существующую установку PlasmaC необходимо обновить до последней версии. Если PlasmaC не последней версии, то изменение типа установки может привести к повреждению существующей конфигурации PlasmaC.
Перед продолжением рекомендуется сделать резервную копию существующей конфигурации PlasmaC.
Если пользователь изменил тип установки LinuxCNC с установки пакета на установку на месте или наоборот, пользователю потребуется запустить конфигуратор из нового каталога установки LinuxCNC, а НЕ из каталога ~/linuxcnc/configs. Это необходимо для сброса ссылок на файлы для правильного типа установки.
Введите следующую команду в окно терминала, выполните одно из следующих действий:
Сброс до новой установки пакета:
python /usr/share/doc/linuxcnc/examples/sample-configs/by_machine/plasmac/configurator.py
Сброс к новой установке Run In Place:
python ~/linuxcnc-dev/configs/by_machine/plasmac/configurator.py
9.4. Специальные G-коды PlasmaC
Описание
Код
Начало резки
M3 $0 S1
Торцевой вырез
M5 $0
Начальный писец
M3 $1 S1
Концевая черта
M5 $1
Начальная центральная точка
M3 $2 S1
Конечная центральная точка
M5 $2
Завершить все вышеперечисленное
M5 $-1
Выберите материал
M190 Pn
n обозначает номер материалаОжидание подтверждения изменения материала
M66 P3 L3 Qn
n - время задержки (в секундах)
Это значение может потребоваться увеличить для очень
большие папки с материаламиУстановить скорость подачи из материала
F#<_hal[plasmac.
cut-feed-rate]>Включить игнорирование дуги OK
M62 P1 (синхронизировано с движением)
M64 P1 (немедленный)Отключить игнорирование дуги OK
M63 P1 (синхронизирован с движением)
M65 P1 (немедленный)Отключить ТГК
M62 P2 (синхронизирован с движением)
M64 P2 (немедленный)Включить THC
M63 P2 (синхронизирован с движением)
M65 P2 (немедленный)Отключение фонарика
M62 P3 (синхронизирован с движением)
M64 P3 (немедленное)Включить горелку
M63 P3 (синхронизировано с движением)
M65 P3 (немедленный)Установите скорость в процентах от скорости подачи
M67 E3 Qn (синхронизировано с движением)
M68 E3 Qn (немедленный)
n — процент для установки
10 — минимум, ниже будет установлено значение 100%
100 — это максимум, выше этого значения будет установлено значение 100%.
Рекомендуется наличие M68 E3 Q0 в преамбуле и постамбулеКомпенсация режущего инструмента — слева от траектории
G41.1 D#<_hal[plasmac_run.kerf-width-f]>
Компенсация на режущий инструмент — справа от пути
G42.1 D#<_hal[plasmac_run.kerf-width-f]>
Компенсация на режущий инструмент выкл.
G40
Обратите внимание, что M62–M68 недействительны, пока включена коррекция на режущий инструментВырезание отверстий с подачей 60 %
#<отверстия> = 1
для отверстий диаметром менее 32 мм (1,26 дюйма)Вырезание отверстий с подачей 60 %,
выключите горелку в конце отверстия,
продолжить траекторию отверстия для перереза #<отверстия> = 2
для отверстий диаметром менее 32 мм (1,26 дюйма)
длина перереза = 4 мм (0,157 дюйма)Вырезание отверстий и дуг при скорости подачи 60 %
#<отверстия> = 3
для отверстий диаметром менее 32 мм (1,26 дюйма)
для дуг радиусом менее 16 мм (0,63 дюйма)Вырезание отверстий и дуг со скоростью подачи 60 %,
выключите горелку в конце отверстия,
продолжить траекторию отверстия для перереза #<отверстия> = 4
для отверстий диаметром менее 32 мм (1,26 дюйма)
для дуг радиусом менее 16 мм (0,63 дюйма)
длина перереза = 4 мм (0,157 дюйма)Укажите диаметр отверстия для
#<отверстия> = 1-4#
= n (n — это диаметр, используйте ту же систему единиц, что и в остальной части файла G-кода) Укажите скорость скважины для
#<отверстия> = 1-4#
= n (n — это процент, установите процент от текущей скорости подачи) Укажите длину перереза
#
= n (n — длина, используйте ту же систему единиц, что и в остальной части файла G-кода) Укажите режим только прожига
#<только прожиг> = n (n — режим, 0 = обычный режим резки, 1 = режим только прожига)
Создание или редактирование материалов.
опции:
1 - Создать временное значение по умолчанию
2 - Добавить, если нет
3 - Перезаписать, если есть, иначе добавить новыйобязательные параметры:
(o=9.5. Примеры G-кода PlasmaC
Описание
Пример
Выберите материал и выполните нормальный разрез
М190 П3
M66 P3 L3 Q1
F#<_hal[plasmac.cut-feed-rate]>
M3 $0 S1
.
.
M5 $0Установите скорость на 100% от CutFeedRate
M67 E3 Q0 или M67 E3 Q100
Установите скорость на 60% от CutFeedRate
М67 Е3 Q60
Установите скорость на 40% от CutFeedRate
М67 Е3 К40
Вырежьте отверстие с уменьшенной на 60% скоростью, используя настройку скорости
G21 (метрическая)
G64 P0.05
M52 P1 (разрешить движение с паузой)
F#<_hal[plasmac.cut-feed-rate]>
G0 X10 Y10
M3 $0 S1 (начало резания)
Г1 Х0
M67 E3 Q60 (уменьшить скорость подачи до 60%)
G3 I10 (отверстие)
M67 E3 Q100 (восстановление скорости подачи до 100%)
M5 $0 (концевой разрез)
G0 X0 Y0
M2 (конечная работа)Вырежьте отверстие с уменьшенной на 60% скоростью с помощью команды #
G21 (метрическая)
G64 P0. 05
M52 P1 (разрешить движение с паузой)
#<отверстия> = 1 (уменьшение скорости для отверстий)
F#<_hal[plasmac.cut-feed-rate]>
G0 X10 Y10
M3 $0 S1 (начало резания)
Г1 Х0
G3 I10 (отверстие)
M5 $0 (концевой разрез)
G0 X0 Y0
M2 (конечная работа)Вырезать отверстие с перерезом с отключением резака
G21 (метрическая)
G64 P0.05
M52 P1 (разрешить движение с паузой)
F#<_hal[plasmac.cut-feed-rate]>
G0 X10 Y10
M3 $0 S1 (начало резания)
Г1 Х0
M67 E3 Q60 (уменьшить скорость подачи до 60%)
G3 I10 (отверстие)
M62 P3 (выключить горелку)
G3 X0.8 Y6.081 I10 (продолжить движение на 4 мм)
M63 P3 (разрешить включение горелки)
M67 E3 Q0 (восстановление скорости подачи до 100 %)
M5 $0 (концевой разрез)
G0 X0 Y0
M2 (конечная работа)Вырезать отверстие с зарезом с помощью команды #
G21 (метрическая)
G64 P0. 05
M52 P1 (разрешить движение с паузой)
#<отверстия> = 2 (перерез для отверстий)
F#<_hal[plasmac.cut-feed-rate]>
G0 X10 Y10
M3 $0 S1 (начало резания)
G1 Х0
G3 I10 (отверстие)
M5 $0 (концевой разрез)
G0 X0 Y0
M2 (конечная работа)Вырежьте отверстие с перерезом 6,5 мм с помощью команды #
G21 (метрическая)
G64 P0.05
M52 P1 (разрешить движение с паузой)
#<отверстия> = 2 (перерез для отверстий)
= 6,5 (длина перереза 6,5 мм)
F<_hal[plasmac.cut-feed-rate]>
G0 X10 Y10
M3 $0 S1 (начало резания)
Г1 Х0
G3 I10 (отверстие)
M5 $0 (концевой разрез)
G0 X0 Y0
M2 (конечная работа)Выберите разметчик и резак в конце разметки
.
.
M52 P1 (приостановка движения включена)
F#<_hal[plasmac.cut-feed-rate]>
T1 M6 (выберите метку)
G43 H0 (применить смещения)
M3 $1 S1 (запустить плазмак с помощью писца)
.
.
T0 M6 (выберите горелку)
G43 H0 (применить смещения)
G0 X0 Y0 (парковочное положение)
M5 $1 (конец)Отметка центра отверстия.
(Требуется небольшое движение, иначе ничего не происходит)
G21 (метрическая)
F99999 (высокая скорость подачи)
G0 X10 Y10
M3 $2 S1 (наводка)
G91 (режим относительного расстояния)
G1 X0,000001
G90 (режим абсолютного расстояния)
M5 2$ (корректировка)
G0 X0 Y0
G90
М2Создать временный материал по умолчанию
(o=1, nu=2, na=5 мм, мягкая сталь 40A, ph=3,1, pd=0,1, ch=0,75, fr=3000)
Редактировать материал, если нет создать новый
(o=3, nu=2, na=5 мм, мягкая сталь 40A, ph=3,1, pd=0,1, ch=0,75, fr=3000, kw=1,0)
9.
6. Mesa THCADMesa THCAD — наиболее распространенный способ получения напряжения дуги от плазменной резки. THCAD можно использовать для конфигураций с параллельным портом или для конфигураций с использованием оборудования Mesa Electronics.
Предпочтительным методом является установка необходимых параметров для THCAD в файле
_connections.hal. 9.6.1. Конфигурация параллельного порта
Настройки перемычек THCAD UNIPOLAR и F/64
Примечание
Если у компьютера пользователя хорошая задержка, он может использовать F/32 Кодер loadrt num_chan=1 setp encoder.0.counter-mode 1 setp encoder.0.position-scale -1 addf encoder.update-counters базовый поток addf encoder.capture-position сервопоток чистое дуговое напряжение-необработанный парпорт.1.контакт-04-вход энкодера.0.фаза-A
Затем пользователь должен отметить, что запись Arc Voltage HAL Pin в конфигураторе PlasmaC будет следующей:
encoder.
0.velocity 9.6.2. Конфигурация Mesa 7i96:
Ниже показан пример конфигурации Mesa 7i96 с использованием встроенного аппаратного кодировщика. Другое оборудование Mesa будет аналогичным, но с другими идентификаторами плат.
Настройки перемычек THCAD UNIPOLAR и F/32
setp hm2_7i96.0.encoder.00.scale -1 установка hm2_7i96.0.энкодер.00.фильтр 1 setp hm2_7i96.0.encoder.00.counter-mode 1
Затем пользователь должен отметить, что запись Arc Voltage HAL Pin в конфигураторе PlasmaC будет следующей:
hm2_7i96.0.encoder.00.velocity
Примечание
Доступен фильтр нижних частот, который может быть полезен при использовании THCAD, когда в возвращаемом дуговом напряжении много шума. 9.6.3. Получение коэффициента делителя
THCAD-10
При подключении к порту плазменного ЧПУ коэффициент деления выбирается из плазменного аппарата.
При подключении к плазменным машинам полного напряжения дуги обычно используется резистор 1 МОм от отрицательной дуги к отрицательной дуге THCAD и резистор 1 МОм от положительной дуги к положительной THCAD. Это дает полное значение шкалы 210 В. THCAD может выдерживать перенапряжения до 500 В неограниченное время.
Чтобы получить отношение делителя, используйте (R1 + R2 + 100000) / 100000. Примером с приведенными выше значениями сопротивления будет: (1000000 + 1000000 + 100000) / 100000, что дает отношение 21,
Важно
ЕСЛИ ПОЛЬЗОВАТЕЛЬ ИСПОЛЬЗУЕТ ПЛАЗМЕННЫЙ БЛОК ПИТАНИЯ ВЧ, ТО КАЖДОЕ ИЗ ЭТИХ СОПРОТИВЛЕНИЙ ДОЛЖНО БЫТЬ СОСТОЯНО ИЗ НЕСКОЛЬКИХ ВЫСОКОВОЛЬТНЫХ РЕЗИСТОРОВ. THCAD-300
Это связано с полным напряжением дуги плазменных машин и коэффициентом делителя = 1
9.6.4. Калибровочные значения
Эти значения используются для получения начальных значений для смещения напряжения и шкалы напряжения на панели конфигурации.
Они расположены на задней панели THCAD на калибровочной наклейке с указанием:
THCAD-nnn 0 В 121,1 кГц 5 В 925,3 кГц
или аналогичные значения, это частоты, генерируемые THCAD для 0 вольт и вольт полной шкалы соответственно.
Шкалу напряжения и смещение напряжения теперь можно рассчитать вручную, как показано ниже, или с помощью этого онлайн-калькулятора.
Шкала напряжения
Используйте формулу:
Divider_Ratio / ((THCAD_Full_Scale_Frequency - THCAD_0V_Frequency) / THCAD_Frequency_Divider / THCAD_Full_Scale_Voltage)
Этот результат будет использоваться для настройки Voltage Scale на панели конфигурации при настройке конфигурации.
Пример THCAD-10 с установкой перемычки F/32 будет следующим:
21 / ((0 - 121100) / 32 / 10) = 0,00835613
В приведенном выше расчете 21 получено из примера расчета делителя, 32 это установка перемычки F/32 , а 10 — это полное значение шкалы самой карты THCAD.
Пример THCAD-300:
1 / ((0 - 121100) / 32 / 300) = 0,011
Для нашего расчета, приведенного выше, 1 — это коэффициент делителя, 32 — установка перемычки F/32, а 300 — это полное значение шкалы самой карты THCAD.
Смещение напряжения
Используйте формулу:
THCAD_0V_Frequency / THCAD_Frequency_Divider
Этот результат будет использоваться для настройки Смещение напряжения в панели конфигурации при настройке конфигурации.
Приведенные выше примеры THCAD-10 и THCAD-300 будут такими:
121100 / 32 = 3784,375
9.7. Соединения RS485
Схема подключения Hypertherm RS485 (цвета проводов внутри Hypertherm указаны в скобках):
Соединение на коммутационной плате
1 - Tx+ (красный)
->RXD+
2 - Tx- (черный)
->RXD-
3 - Rx+ (коричневый)
->T/R+
4 - Rx- (белый)
->T/R-
5 — Земля (зеленый)
->ЗЕМЛЯ
Интерфейсы RS485, о которых известно, что они работают:
DTECH DT-5019 Преобразователь USB в RS485:
Для преобразования материнской платы с последовательным соединением или последовательной картой (RS232) в RS485 необходимо следующее:
DTECH RS232 в Преобразователь RS485:
Пример платы с последовательным интерфейсом (карта Sunnix SER5037A PCI показана с коммутационной платой):
9.
