Полуавтомат неисправности: Неисправности полуавтомата сварочного
Содержание
какие из них можно устранить самому?
Если залипает электрод, возможно, во внешней сети упало напряжение либо сварочный аппарат загрязнен
«Не включается, гудит, перегревается!» Подобные возмущения то и дело вырываются из уст людей, которые «под руку» со сварочным аппаратом запланировали соорудить стеллаж, арку, забор или что-либо еще. Приходится откладывать работы на определенное время и устранять неисправность. Кому-то удается сделать это самостоятельно, а кто-то вынужден нести технику в ремонт. Какие же самые распространенные поломки случаются с этим оборудованием и возможно ли справиться с проблемой собственными силами?
Оборудование отказывается включаться
10 минут назад все работало, а сейчас аппарат не хочет стартовать вообще! Почему такое происходит? Причин может быть как минимум три.
- Банальное перегорание из-за неправильной подачи электричества либо замыканий в цепи высокого напряжения. И хотя на понижение последнего, его скачки и т.д. рассчитано большинство моделей, существуют предельно допустимые нормы, при нарушении которых инвертор, полуавтомат или трансформатор перестают включаться.

- Защита может срабатывать в результате замыкания между листами магнитопровода и витками катушек, а также из-за пробоев конденсаторов.
- Вышла из строя система охлаждения. Происходит это опять-таки по нескольким причинам: превышение норм «продолжительности включения» и несоответствие подаваемого тока. Еще один вариант – вы сэкономили и купили устройство от непроверенного производителя.

Аппарат слишком шумит? Вероятно, ослабились крепежные болты между листовыми элементами магнитопровода
Как ремонтировать? Отключить прибор от сети, найти место поломки и устранить ее. Например, заменить конденсатор, восстановить изоляцию. Некоторые умельцы экспериментируют с установкой дополнительных вентиляторов для сверхсильного охлаждения. Сможете ли сделать это без помощи специалистов, решайте сами, но не забывайте, что любое самостоятельное вмешательство в работу устройства чревато потерей гарантийных обязательств. Альтернативный вариант предотвращения подобных неприятностей – эксплуатация стабилизатора напряжения.
Альтернативный вариант предотвращения подобных неприятностей – эксплуатация стабилизатора напряжения.
Сварочный аппарат перегрелся и задымился
Слишком длительная работа без перерывов, использование электродов большого диаметра, установление сварочного тока выше дозволенного значения – все это может стать причиной перегрева. А это, в свою очередь, повлечет за собой сгорание изоляции и замыкание между витками обмотки катушки, сопровождающееся даже задымлением.
Как избегать и как ремонтировать? Прежде всего, нельзя нарушать правила эксплуатации. В инструкции указано, что максимальный диаметр электрода – 4 мм? Не экспериментируйте с 6-мм стержнями! Ну а если неудача все-таки произошла, в лучшем случае можно обойтись локальным восстановлением изоляции провода. В худшем – готовиться к полной перемотке с тем же количеством витков.
Появились мелкие искры вместо дуги? Значит, произошел ее обрыв. Причины – замыкание проводов, пробой обмотки с высоким напряжением на цепь либо плохой контакт кабеля с клеммами.
Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
Часто очень сложно найти объяснение неисправности, особенно в инверторных моделях. Ведь последние представляют собой сложный комплекс электронных модулей входного и выходного выпрямителей, транзисторов, платы управления с ключами, элементов драйвера и т.д. И разобраться со всем этим под силу не каждому. Поэтому лучше всегда приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйте «подопечного» в сервисный центр.
Возможные неисправности полуавтомата Blueweld COMBI 132 TURBO и их устранение
Характеристики Blueweld COMBI 132 TURBO. Какие неисправности могут возникнуть в процессе эксплуатации полуавтомата. Проблемы, которые можно решить самостоятельно. В каких случаях необходим ремонт в сервисном центре.
Blueweld – один из ведущих европейских производителей сварочного оборудования. В линейке Blueweld аппараты РДС, аргонодуговой, контактной сварки. И конечно же, полуавтоматические.
И конечно же, полуавтоматические.
COMBI 132 TURBO – однофазный полуавтомат, который можно использовать для сварки как в среде защитного газа (MIG/MAG), так и без, проволокой со специальным покрытием. Компактный и надежный.
Однако при истечении срока службы, заявленного производителем, или нарушении условий эксплуатации, отсутствии обслуживания, как и любая техника, может работать со сбоями или полностью выйти из строя.
Любые поломки полуавтоматов – от силового блока до платы управления – устраняют в специализированном сервисном центре. Некоторые неисправности аппарата вполне реально устранить самостоятельно.
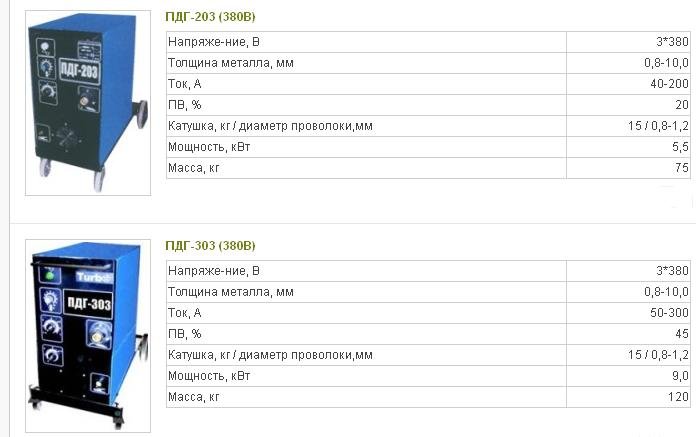
Технические характеристики COMBI 132 TURBO
Данный полуавтомат инверторный, однофазный. Подключается к бытовой сети 220 В.
Как положено, оборудован термозащитой. Со ступенчатой регулировкой сварочного тока. Поставляется в комплекте с набором принадлежностей для сварки порошковой проволокой (без использования защитного газа).
Основные характеристики аппарата:
- Питающая сеть — 220-240 В.
- Максимальный ток сварки – 120 А.
- Продолжительность включения при максимальном токе – 15%.
- Мощность подключения – 3.6 кВА.
- Диаметр проволоки – 0.6 – 0.8 мм.
- Класс защиты – IP 21.
Полуавтомат прост в подключении и потребляет немного электроэнергии. Идеален для бытового периодического применения. Обеспечивает качественную сварку черных металлов, алюминия и нержавейки.
Проблемы с полуавтоматом и их решение
COMBI 132 TURBO — достаточно надежный источник полуавтоматической сварки. Проблемы с ним могут возникнуть если долго не обслуживался или использовался с нарушением эксплуатационных норм – постоянная работа под большой нагрузкой, частый перегрев, неправильное подключение, длительное нахождение во влажной, сильно загрязненной среде. Он хорош для периодического использования. Для ежедневной же эксплуатации на производстве нужен источник мощнее, профессиональной серии.
Для ежедневной же эксплуатации на производстве нужен источник мощнее, профессиональной серии.
В любом случае ремонт сварочных аппаратов Blueweld сегодня вряд вызовет сложности. Это касается в том числе полуавтомата COMBI 132 TURBO. В сервисном центре устраняют любые неисправности, как силового блока, механизма подачи проволоки, переключателя, так и платы управления.
Несколько неисправностей можно устранить своими силами.
А именно:
- Проволока подается со сбоями. Возможные решения – отрегулировать устройство подачи, прочистить сжатым воздухом трубку подачи, удалить загрязнения на ролике.
- Швы получаются пористыми при правильной настройке аппарата. Возможно, заканчивается газ в баллоне, его необходимо заменить. Или отверстия диффузора заблокированы, нужно произвести чистку. Также проблема может быть в утечке газа, сквозняке в зоне сварки. Утечку следует найти и устранить. От сквозняка сварочную зону защищают специальными щитами.

- Отсутствует сварочный ток при работающем источнике. Нужно проверить контакты массы и токового кабеля с горелкой. При необходимости их зачистить, затянуть. Если сработала термозащита, загорелся соответствующий индикатор – попробовать продолжить сварку после перерыва.
В случае невозможности включить аппарат, отрегулировать сварочный ток, при отказе подающего механизма, постоянном перегреве, нестабильной работе следует обратиться в сервисный центр.
Специалисты выполняют ремонт сварочных полуавтоматов Blueweld любой сложности, устраняют любые неисправности. С гарантией. Сами забирают оборудование и доставляют после ремонта. Плюс восстановление работоспособности обходится дешевле покупки нового аппарата.
При серьезной поломке – инвертор не включается, ток не регулируется, самопроизвольное отключение без срабатывания термозащиты – не нужно пытаться устранить ее самостоятельно. Без знаний и опыта это опасно. Можно спровоцировать короткое замыкание, устроить пожар, получить удар током.
Доверьте диагностику и ремонт профессионалам.
Как устранить 4 распространенные полуавтоматические неисправности
Полуавтоматическое огнестрельное оружие, от пистолетов центрального воспламенения и карабинов пистолетного калибра до винтовок и пистолетов кольцевого воспламенения, преобладает в стрелковых видах спорта. И каждый из них может и, вероятно, в какой-то момент выйдет из строя, особенно если часы тикают.
Неисправности не всегда возникают по вине самого пистолета. Полуавтоматические операционные системы состоят из трех ключевых компонентов: пистолета, магазина и боеприпасов. Если один из этих компонентов выйдет из строя, произойдет сбой. Вот четыре наиболее распространенные неисправности, как их быстро устранить и что можно предпринять, чтобы предотвратить их в будущем.
Двойная подача
Эта неисправность заключается в подаче патрона в патронник, но второй патрон выпрыгивает из магазина и плотно застревает позади него. Это оставляет затвор / затвор застрявшим позади, а иногда и над вторым патроном, и пистолет плотно запирается.
Это оставляет затвор / затвор застрявшим позади, а иногда и над вторым патроном, и пистолет плотно запирается.
Это застревание с двойной подачей плотно блокирует пистолет и требует, чтобы магазин был принудительно извлечен из пистолета, чтобы очистить его.
Единственный способ устранить это застревание — вытащить магазин из пистолета. А когда он плотно заперт, просто нажать на кнопку открытия магазина не получится. Магазин должен быть физически снят с пистолета. Вырвите магазин, вставьте затвор, чтобы очистить оружие, вставьте другой магазин, сделайте патрон и продолжайте стрельбу.
Обычно дело не в оружии или боеприпасах. Наиболее распространенная причина — изношенные кромки подачи магазина, которые позволяют патрону свободно выскакивать во время обычного цикла. Слабая пружина магазина, которая позволяет патронам подпрыгивать в магазине при отдаче, также может внести свою лепту.
Наконечник вверх
Данная неисправность характеризуется подачей снаряда из магазина в патронник, но не находя его и сворачиваясь с застрявшим наконечником пули в кожухе ствола. Как и в случае с двойной подачей, самый быстрый способ устранить это застревание — разобрать магазин, переставить затвор, чтобы очистить затвор, вставить новый магазин, сделать патрон и вперед. Попытка «засунуть» опрокинутый патрон в патронник — бесполезное и трудоемкое занятие.
Как и в случае с двойной подачей, самый быстрый способ устранить это застревание — разобрать магазин, переставить затвор, чтобы очистить затвор, вставить новый магазин, сделать патрон и вперед. Попытка «засунуть» опрокинутый патрон в патронник — бесполезное и трудоемкое занятие.
Замятие кончиком вверх лучше всего устранять тем же способом, что и двойную подачу. Это пустая трата драгоценных секунд, чтобы попытаться засунуть этот заблудший патрон в патронник.
Распространенной причиной является износ краев магазина. Это одна из причин, по которой сообразительные конкуренты нумеруют свои журналы, чтобы их было легко идентифицировать. Если один номер задействован во многих случаях двойной подачи или опрокидывания замятий, пришло время отложить его для ремонта или замены.
Но виноваты не только журналы. Заряженные вручную патроны, длина которых превышает или меньше надлежащей общей длины патрона для пистолета, также могут вызвать опрокидывание, как и поврежденная рампа подачи ствола.
У винтовок с кольцевым воспламенением другой причиной может быть засорение затвора старой смазкой и порохом. Это может замедлить скорость движения затвора вперед, изменить ритм досылания и отправить пулю в сторону от цели, особенно если вы стреляете зарядами со стандартной скоростью (1070 кадров в секунду).
Дымовая труба
Эта неисправность возникает, когда стреляная гильза правильно захватывается экстрактором, возвращается вместе с затвором/затвором, но не может ударить по выбрасывателю с достаточной силой, чтобы выбить его из пистолета. Затем стреляная гильза оказывается зажатой между затвором / затвором, когда затвор закрывается. В полуавтоматическом пистолете центрального воспламенения он часто торчит прямо вверх, выглядя во всем мире как маленькая дымовая труба — отсюда и название. (Также известный как дымоход.)
Затор в дымовой трубе можно быстро устранить. Но важно проверить камеру, чтобы убедиться, что она пуста, иначе может произойти двойная подача.
Самый быстрый способ устранить это застревание с помощью пистолета или длинноствольного ружья — резко наклонить отверстие для выброса к земле, с усилием втянуть затвор/затвор, чтобы освободить застрявшую гильзу, а затем быстро заглянуть в патронник, прежде чем выпустить патрон. слайд или болт.
Причина проверки патронника заключается в том, что в редких случаях патрон мог попасть в патронник из-за движения затвора вперед. Это оставляет патронник занятым, и отпускание затвора / затвора приведет к подаче нового патрона и создаст застревание с двойной подачей. Если патронник занят, наиболее эффективный вариант — выбросить магазин, затем опустить затвор, чтобы зацепить патрон с патронником, вставить новый магазин и вперед.
Дымовые трубы обычно возникают из-за недостаточно мощных боеприпасов, которые не обеспечивают достаточной силы для правильного удара по эжектору, будь то заводские или ручные патроны. С пистолетом также может быть слабый (слабое запястье) хват. Другая возможность — это грязное рабочее действие, которое препятствует перемещению затвора / затвора (особенно в винтовках с кольцевым воспламенением). Если проблема не устранена, это также может быть связано с поврежденным выталкивателем или экстрактором.
Другая возможность — это грязное рабочее действие, которое препятствует перемещению затвора / затвора (особенно в винтовках с кольцевым воспламенением). Если проблема не устранена, это также может быть связано с поврежденным выталкивателем или экстрактором.
Щелчок
Пистолет работал правильно. Но когда спусковой крючок нажат, появляется нажмите вместо . Непосредственное упражнение — это Tap & Rack — постучите по основанию магазина, чтобы убедиться, что он правильно установлен, затем переместите затвор, чтобы очистить патронник и отправить новый патрон. Наиболее распространенной причиной является мертвая грунтовка или высоко сидящая грунтовка. Иногда неправильно установленный магазин может привести к тому, что затвор / затвор переедет патрон в магазине и не попадет в патронник, поэтому необходим метчик.
Но у Tap & Rack есть одно большое предостережение.
Если щелчок сопровождался хлопком или глухим стуком — или если вы увидели, что из пистолета вылетела пустая гильза — СТОП! Это явный признак пиропатрона, который оставил пулю в стволе. Ствол должен быть проверен перед любой дальнейшей стрельбой.
Ствол должен быть проверен перед любой дальнейшей стрельбой.
Произойдут сбои, и они съедят время на часах. Чем быстрее их можно безопасно очистить, тем меньше урона они нанесут стрелку.
Подробнее: В чем разница между пиропатроном, пропуском зажигания и зависанием?
Полуавтоматическая генерация и интерпретация поверхности разломов с использованием топологических метрикИнтерпретация сейсмических разломов | Геофизика
Пропустить пункт назначения
Исследовательская статья|
11 марта 2021 г.
Ихуай Лу;
Бо Чжан;
Пан Юн;
Хуйцзин Фан;
Ицзян Чжан;
Данпин Цао
Геофизика (2021) 86 (3): O13–O27.
https://doi.org/10.1190/geo2020-0038.1
История статьи
Получен:
19 января 2020
Rev-Recd:
21 декабря 2020 г.
Принято:
22 декабря 2020
Первый онлайн:
11 март 2021
Цитировать
- Посмотреть эту цитату
- Добавить в менеджер цитирования
Делиться
- Твиттер
- MailTo
Инструменты
Получить разрешения
Поиск по сайту
Цитирование
Ихуай Лу, Бо Чжан, Пан Юн, Хуцзин Фанг, Ицзян Чжан, Данпин Цао; Полуавтоматическая генерация и интерпретация поверхностей разломов с использованием топологических метрик. Геофизика 2021;; 86 (3): О13–О27. doi: https://doi.org/10.1190/geo2020-0038.1
Геофизика 2021;; 86 (3): О13–О27. doi: https://doi.org/10.1190/geo2020-0038.1
Скачать файл цитаты:
- Рис (Зотеро)
- Реф-менеджер
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- РефВоркс
- Бибтекс
панель инструментов поиска
Расширенный поиск
Поверхности сейсмических разломов являются обязательными входными данными для структурного моделирования, которое раскрывает историю структурных деформаций недр. Атрибуты сейсмических разломов предоставляют геологам альтернативные изображения разломов. Однако атрибуты сейсмических разломов только подчеркивают возможные местоположения разломов и не предоставляют напрямую поверхности разломов, необходимые для структурного моделирования. Интерпретаторы строят поверхности сейсмических разломов, используя интерпретированные палочки сейсмических разломов на вертикальных сейсмических срезах. Интерпретация палочек разломов на сотнях сейсмических срезов требует много времени. Мы полуавтоматически построили поверхности разломов, имитируя процедуру ручной интерпретации сейсмических разломов. Наш алгоритм состоит из трех основных этапов: (1) получение палочек сбоев на линейном, поперечном и временном срезах; (2) группировка стержней разломов в соответствии со связностью и взаимным исключением (топологией) между стержнями разломов на линейном, поперечном и временном срезах; и (3) создание участков поверхности разлома путем слияния интервалов разломов по временным интервалам с помощью анализа топологии. Наш алгоритм содержит один необязательный шаг: ручное объединение исправлений ошибок, если это необходимо. Мы тестируем наш алгоритм на сейсмических данных открытого доступа, и наш рабочий процесс точно генерирует поверхности разломов для большинства разломов, включая сопряженные разломы в сейсмических данных. Учитывая, что обычно помогает взвешивание оценки в соответствии с качеством вычисленного атрибута разлома, алгоритм вычисляет параметры разлома, такие как падение и простирание разлома, используя взвешенный анализ главных компонент.
Интерпретация палочек разломов на сотнях сейсмических срезов требует много времени. Мы полуавтоматически построили поверхности разломов, имитируя процедуру ручной интерпретации сейсмических разломов. Наш алгоритм состоит из трех основных этапов: (1) получение палочек сбоев на линейном, поперечном и временном срезах; (2) группировка стержней разломов в соответствии со связностью и взаимным исключением (топологией) между стержнями разломов на линейном, поперечном и временном срезах; и (3) создание участков поверхности разлома путем слияния интервалов разломов по временным интервалам с помощью анализа топологии. Наш алгоритм содержит один необязательный шаг: ручное объединение исправлений ошибок, если это необходимо. Мы тестируем наш алгоритм на сейсмических данных открытого доступа, и наш рабочий процесс точно генерирует поверхности разломов для большинства разломов, включая сопряженные разломы в сейсмических данных. Учитывая, что обычно помогает взвешивание оценки в соответствии с качеством вычисленного атрибута разлома, алгоритм вычисляет параметры разлома, такие как падение и простирание разлома, используя взвешенный анализ главных компонент.