Припой для пайки латуни и меди: Припой П 14 для пайки различных сортов сталей, бронзы, латуни, меди и их сплавов. Т.пл 660°C купить, цена заказать в интернет-магазине Вираж
Содержание
с серебром, латуни, алюминия, олова
Содержание:
- 1 Припой
- 2 Мягкие виды
- 3 Твердые соединения
- 4 Алюминий и его сплавы
- 5 Видео: Пайка алюминия
Припой для пайки меди
Для алюминия, меди, латуни не получится применять сварку. Чтобы результат спаивания деталей радовал, а не огорчал, необходимо подготовить специальное оборудование. В подборе материала не стоит выбирать дешевые варианты, должно быть соотношение: цена-качество.
Кроме того, что цена должна соответствовать качеству, материал должен обладать некоторыми характеристиками, которые бы обеспечивали надежную пайку изделий.
Припой для пайки меди используется в расплавленном состоянии, заполняя промежутки между поверхностями, которые подлежат скреплению.
Чтобы обеспечить качественное припаивание изделий, необходимо обеспечить растекание припоя по всей поверхности.
Для удаления пленки оксидов и других загрязняющих элементов, необходимо применить флюс.
Цена зависит от технологических характеристик припоя, которые меняются от состава и условий паяльного процесса.
Этот процесс считается наиболее популярным среди методов скрепления деталей, это обусловлено некоторыми его положительными свойствами:
- Первоначальная форма изделия или детали остается без изменения.
- Скрепление выполняется без короблений и внутренних напряжений.
- Высокая прочность спаянных элементов, что увеличивает их производительность.
- Качество процесса не ухудшается от воздействия начальных температур.
- Можно скрепить не только металлические элементы, но даже металл с неметаллом.
- При необходимости, спайки можно распаять.
Пайка медной трубы.
Медные изделия отлично спаиваются. Так как она считается химически малоактивным материалом, то можно легко провести очистку поверхности от оксидов и загрязнений, не применяя агрессивный и сложный флюс.
Припой
Они разделяются на две категории:
- по химическому составу.

- по температуре плавления.
Комплект для пайки алюминия.
Если говорить о физических свойствах паяного соединения, то его определяющими можно считать металл и сплавы, которые входят в основу припоя. Поэтому они делятся на две категории:
- Мягкий вид или низкотемпературный.
Температура плавления данной категории равняется не больше 450 °C. Прочность шва, при выборе данного варианта, немного уступает второй категории, но благодаря тому, что используемая температура не очень высокая, физические свойства изделий не меняются, что является показателем прочности.
- Твердый вид или высокотемпературный.
Эта категория имеет более высокую температуру плавления. Прочность полученных швов значительно выше первого варианта, но при отжиге прочность спаиваемых деталей значительно меньше.
Мягкие виды
К мягким можно отнести:
Свинцовый и безсвинцовый припой.
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
В процессе спаивания, может применяться бессвинцовый флюс.
Наиболее распространенными составами являются:
- Флюс для спаивания алюминия, в основу которого входит олово. Помимо этого, в нем должны присутствовать бура, цинк, кадмий. Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.
- Паста – флюс, используется для печатных плат.
Паста для спаивания медных изделий представляет собой те же флюсы, только консистенция немного загустевшая. Паста поможет усилить адгезию соединения, и исключит образование воздушных пузырьков.
Если в рабочем процессе применить смесь, где в основе находится олово, то обрабатываемая поверхность может быть существенно сокращена, иногда достаточно покрыть половину всей поверхности. Олово обладает свойствами легкого впитывания, поэтому оно легко проникает внутрь скрепления.
Оловянно-медный тип считается наиболее распространенной категорией данного сырья. Он состоит из таких компонентов:
- олово-97%.
- медь-3%.
Одним из его преимуществ является достаточно доступная цена, что делает его использование более востребованным.
Оловянно-серебряные виды характеризуются более высокими показателями прочности, достаточно часто их используют в отопительных системах.
Таблица 2. Свойства некоторых легкоплавких припоев
Он состоит из таких компонентов:
- олово 95%,
- серебро 5%.
Наиболее популярными наименованиями считаются ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифровые обозначения указывают на % олова в сплаве. К примеру, ПОС-61, отлично подходит для меди и латуни, а ПОС-30, кроме меди или латуни, может применяться для стальных сплавов и железа.
Его преимуществом считается достаточно доступная цена, которая соответствует качеству материала.
Твердые соединения
Твердый тип используют в тех местах, где часто имеется влияние окружающих факторов. Процесс спаивания медных изделий, используя твердый тип, является альтернативным методом скрепления изделий, который обеспечит высокие показатели прочности шва.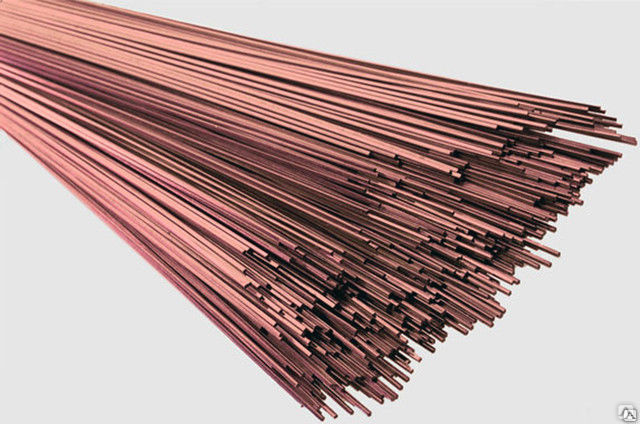 В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
К твердым сплавам относятся:
- Припой для твердого состава из меди и цинка;
- Фосфор и медь;
- Чистая медь;
- Флюсы безотмывочные.
Твердый тип может различаться:
- На тугоплавкий.
- Легкопавкий.
Медно-цинковую смесь не считают достаточно распространенной, исходя из их свойств, они с легкостью заменяются составом из бронзы, цинка или латуни.
Медно-фосфорный тип играет роль дорогого серебряного флюса. Они используются для соединения изделий из бронзы, латуни и других металлов.
К примеру, ПМЦ-36, это твердый тип, который подходит для латуни и других медных соединений.
Для соединения двух стальных деталей, можно применить чистый состав меди или латуни, марки Л-62, Л-62, Л-68.
В марке буква П обозначает слово «припой», МЦ – медно – цинковый, а цифра – процент меди.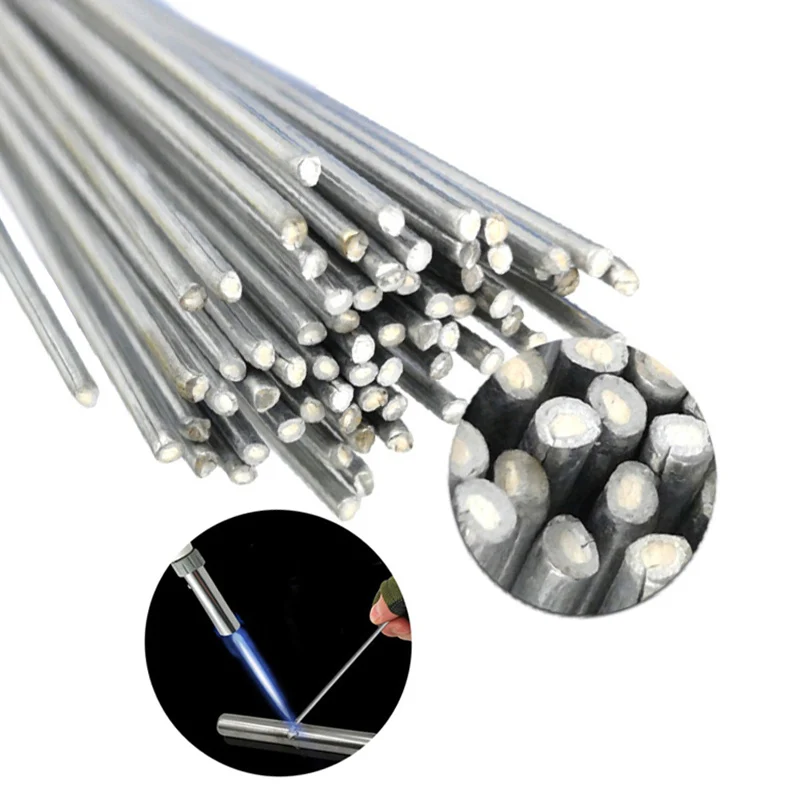
Если говорить о медно-фосфорном типе, то у него более доступная цена, что позволяет использовать его в различных областях.
Единственным недостатком данного соединения являются низкие показатели механической прочности при эксплуатации, в условиях, когда преобладают низкие температуры.
Наиболее крепкими и надежными считаются медно-цинковые, и многокомпонентные соединения. Цена на данный материал может быть дорогой, но пайка медных изделий таким составом, позволяет добиться надежности соединения.
Необходимо учесть, что при пайке изделий, используя твердый вид, необходимо применять и флюс.
Наиболее распространенным сочетанием с серебром считается припой с такими пропорциями:
- 92% меди,
- 2% серебра.
- 6% фосфора.
При правильном подборе сплава, и используя флюс, можно получить крепкие и надежные стыки. При допущении неточности в технологии пайки результат может привести к аварийной ситуации.
Алюминий и его сплавы
Пайка алюминия
Припой для алюминия используют не только в промышленных целях, но и в домашнем хозяйстве. В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
Для качественно выполненных работ состав для алюминия должен иметь в основе медь, кремний, цинк, серебро.
Для алюминия можно успешно применяют составы из олова и свинца. Для пайки алюминия используют составы, которые считаются высокотемпературными, поэтому оптимальным решением будет использование алюминиево-кремниевой и алюминиево-медно-кремниевой смеси.
Видео: Пайка алюминия
Припой ROTHENBERGER-ROLOT S5 (5%серебра) для пайки меди, латуни, бронзы, длина 500 мм, 1 шт
Припой ROTHENBERGER-ROLOT S5 (5%серебра) для пайки меди, латуни, бронзы, длина 500 мм, 1 шт
- Материалы для пайки
- Высокотемпературная пайка
Каталог
Информация
Доставка по России
Мы доставим ваш заказ курьером по Москве или службой экспресс-доставки по всей России.
Теги
- ftp
- utp
- витая пара
- диэлектрик
- долговечное жало
- изоляционный
- изоляционный материал
- изоляция трансформаторов
- кабель витая пара
- кабель контрольный
- Описание
- Характеристики
- Отзывы
Припой Rothenberger ROLOT S 5 — высококачественный надежный твердый припой с содержанием серебра и фосфора. Для монтажа медных труб в системах с повышенной степенью нагружения. Идеально подходит для капиллярно-щелевой и некапилярной пайки при монтаже санитарно-технического оборудования, систем отопления и газовых систем.
- Сплав (в %) Ag 4 — 6/Р 5,7 — 6,3/Cu — остальное
- Диапазон плавления: 650° — 810° C
- Рабочая температура: 710° C
- Для материала: медь, красная бронза, латунь, бронза
- Для красной бронзы, латуни, бронзы используется флюс — паста LP 5
Рекомендуем посмотреть
Провод МС 16-13 0,5 мм² (черный), 1 метр
300 ₽
Трубка фторопластовая Ф-4д 0,6 х 0,2 мм, 5 метров
300 ₽
Провод МСЭ 16-13 0,35 мм² (синий), 1 метр
300 ₽
Трубка фторопластовая Ф-4д 0,8 х 0,2 мм, 5 метров
300 ₽
Флюс паяльный высокотемпературный БУРА пятиводная 0,25 кг
300 ₽
Покупатели, которые приобрели Припой ROTHENBERGER-ROLOT S5 (5%серебра) для пайки меди, латуни, бронзы, длина 500 мм, 1 шт , также купили
Олово чистое О1 пруток 8 х 400 мм, 1 шт
1 550 ₽
Медный лист М1М 2,0 х 200 х 300 мм
2 210 ₽
Медный лист М1М 3,0 х 200 х 300 мм
3 260 ₽
Латунь квадрат ЛС59 19 х 19 х 250 мм
2 000 ₽
Припой HTS-2000 для пайки алюминия 2,1 х 460 мм (без флюса)
450 ₽
Как спаять латунь с медью
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.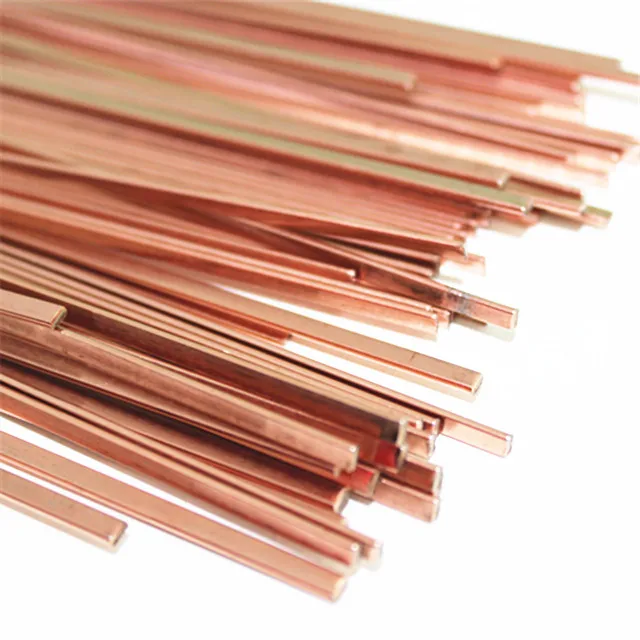 Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного. Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного. Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Пайка меди в домашних условиях
- Как и чем паять медь в домашних условиях? (видео)
- Сварка и пайка меди и м/у стали
- Пайка латунью: как и чем правильно паять латунь
- Пайка твердыми припоями
- Как припаять медь к латуни?
- Пайка латуни – надежное соединение в домашних условиях
- Как припаять медь к латуни
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: 0027 Пайка нержавейки с медью. Строительсятво самогонного аппарата
Строительсятво самогонного аппарата
Пайка меди в домашних условиях
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент.
Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях. Пайка — один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей.
С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления. Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат.
Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала.
В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей.
Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними. Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным.
Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов.
Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса.
Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода. Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках.
Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная. Пайка может быть высоко- либо низкотемпературной.
В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость это связано с тем, что припои для этого типа обработки имеют большую температуру плавления. Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся.
Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся.
Для него необходимо специальное оборудование, что в значительной степени усложняет работу. Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий.
Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк. Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия.
Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры. Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни.
Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали.
Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей. Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать.
При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными.
Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой. Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь.
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:. Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Тем более что нам понадобятся всего-то:. Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота.
Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки. Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении и заливаются водой.
Так, взяв по 20 грамм каждого компонента, понадобится мл жидкости. Теперь приступаем непосредственно к процессу.
Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по Пайка латуни — надежное соединение в домашних условиях Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент.
Содержание Основы пайки и области применения Пайка латуни — особенности материалов Как паять латунь — инструкция для домашнего применения. Рекомендуемые организации. Трубогиб ручной ТР и другие марки — рассматриваем типы этого приспособления В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Виды сварочных аппаратов — обзор популярных моделей Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по
Как и чем паять медь в домашних условиях? (видео)
В нашей практике часто приходится иметь дело с латунными деталями. Они хорошо обрабатываются, паяются и затем чернятся. Большинство паяют латунь паяльником обычным оловянным припоем. У этого способа, наряду с его простотой, есть три серьезных недостатка: шов получается белый, заметный и мало у кого получается сходу сделать этот шов тонким; шов получается относительно слабым, при изгибе он может легко разойтись; при чернении олово может повести себя иначе, чем латунь и шов получится совсем другого цвета или оттенка.
Они хорошо обрабатываются, паяются и затем чернятся. Большинство паяют латунь паяльником обычным оловянным припоем. У этого способа, наряду с его простотой, есть три серьезных недостатка: шов получается белый, заметный и мало у кого получается сходу сделать этот шов тонким; шов получается относительно слабым, при изгибе он может легко разойтись; при чернении олово может повести себя иначе, чем латунь и шов получится совсем другого цвета или оттенка.
Латунь медленнее, чем медь, растворяется в расплавах Детали из латуни можно паять и в соляных ваннах при температурах °С. Для.
Сварка и пайка меди и м/у стали
В чем состоят их особенности и каковы их отличительные свойства? Насколько опасными для здоровья человека могут быть их соединения? Каков принцип действия огнезащитных покрытий? Наиболее популярным является метод горячей оцинковки. Главная Плотность металлов и сплавов Твёрдость металлов Температура плавления металлов Удельная проводимость металлов. Какие на сегодняшний день существуют наиболее эффективные способы защиты металлов от коррозии? Какие из металлов относятся к драгоценным?
Пайка латунью: как и чем правильно паять латунь
Содержание: Условия и область применения пайки Особенности технологии Краткая инструкция. Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Забыли пароль?
Пайка твердыми припоями
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях. Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления. Пайка — распространённый способ создания неразъёмных соединений.
Пайка — распространённый способ создания неразъёмных соединений.
Как припаять медь к латуни?
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты трещины, отверстия, изломы. Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ. Пайка латуни.
Латунь медленнее, чем медь, растворяется в расплавах Детали из латуни можно паять и в соляных ваннах при температурах °С. Для.
Пайка латуни – надежное соединение в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты. Медь — один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком.
Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком.
Как припаять медь к латуни
ВИДЕО ПО ТЕМЕ: Пайка меди и латуни
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди. Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях. Пайка — один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка в разных пропорциях и различных добавок. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца.
Какой припой прилипнет к латуни? – KnowledgeBurrow.com
Джим Браун Популярное
Содержание
- 1 Какой припой прилипнет к латуни?
- 2 Можно ли паять или сваривать латунь?
- 3 Можно ли припаять латунь к алюминию?
- 4 Можно ли сваривать латунь электродами?
- 5 Нужно ли использовать правильный флюс при пайке латуни?
- 6 Можно ли использовать медные и латунные сантехнические фитинги вместе?
Какой припой прилипнет к латуни?
Если вы когда-нибудь паяли электронику, то, вероятно, использовали припой на основе свинца. Это хорошо для пайки электронных компонентов вместе, но на самом деле недостаточно прочно и не дает хорошего сцепления с медью и латунью. Лучше всего использовать серебряный припой.
Можно ли припаять латунь к медной проволоке?
Медь к латуни – однозначно да. Я делал это много раз, также латунь к стали. Все со свинцовым, канифольным припоем.
Я делал это много раз, также латунь к стали. Все со свинцовым, канифольным припоем.
Вы умеете паять или сваривать латунь?
Латунь, как и другие металлы, хорошо поддается пайке. Соблюдая некоторые рекомендации перед паянием, можно сплавить латунь и получить прочное соединение. Охладите и очистите весь оставшийся флюс от проекта.
Можно ли припаять провод к металлу?
Хотя сталь обычно сваривают или спаивают, ее можно также паять. Пайка стальной проволоки мало чем отличается от пайки других типов проволоки, таких как серебряная или медная. Чтобы спаять стальную проволоку, следуйте процессу пайки серебряной проволоки.
Можно ли припаять латунь к алюминию?
К счастью, Super Alloy 1 упрощает ремонт алюминия, позволяя этому универсальному припою восстанавливать не только латунь и алюминий, но и множество других металлов — по отдельности или в любой комбинации: бронзу, сталь, медь, горшок. , нержавеющая сталь, белый металл или замак в любой комбинации при температуре 350°F.
Можно ли сваривать латунь точечной сваркой?
Латунь — мягкий металл, используемый в трубопроводах для кондиционирования воздуха, ювелирных изделиях и музыкальных инструментах. Если у вас есть сломанный кусок латуни, вы можете приварить его точечной сваркой вольфрамовым электродом в среде защитного газа. Из-за низкой температуры плавления вы сможете сварить латунь за пару секунд.
Можно ли сваривать латунь электродами?
Для успешной сварки куска латуни следует использовать экранированный электрод дугового типа. Латунь можно сваривать электродами из алюминия, кремниевой бронзы, алюминиевой бронзы или даже фосфористой бронзы. Латунь можно сваривать с помощью сварочного аппарата в горизонтальном положении. Поэтому никаких работ над головой проводить не следует.
Какая проволока используется для пайки латуни?
Припой Проволока из мягкого металлического сплава, которая плавится при контакте с теплом, образуя «клей», обеспечивающий соединение. До недавнего времени стандартный тип был 60% олова-40% свинца, но теперь есть много доступных бессвинцовых сплавов. Также распространены «многожильные» припои со встроенным флюсом.
До недавнего времени стандартный тип был 60% олова-40% свинца, но теперь есть много доступных бессвинцовых сплавов. Также распространены «многожильные» припои со встроенным флюсом.
Нужно ли использовать правильный флюс при пайке латуни?
Латунь считается низкотемпературным металлом. При пайке нужно использовать нужное количество тепла, чтобы ваш металл не плавился и не деформировался. Вам также потребуется использовать правильный флюс и припой для вашего проекта. Некоторые металлы, такие как латунь, являются сплавами.
Что нужно для пайки меди и меди?
Хорошей новостью является то, что вам не нужно много дорогих деталей или инструментов, чтобы начать паять медь и латунь вместе. На самом деле все, что вам действительно нужно, это немного флюса, паяльная лампа и немного припоя. Тем не менее, есть несколько других инструментов, которые могут помочь вам на этом пути.
Можно ли использовать медную и латунную сантехнику вместе?
Будучи сплавом меди и цинка, латунь совместима с медью, и производители производят многие обычные сантехнические фитинги из этого материала. Припой прилипает к латуни так же хорошо, как и к меди, поэтому фитинги обычно отливаются с шлицевыми соединениями, чтобы их можно было припаять к трубам.
Припой прилипает к латуни так же хорошо, как и к меди, поэтому фитинги обычно отливаются с шлицевыми соединениями, чтобы их можно было припаять к трубам.
Джим Браун Содействие
Содержимое
- 1 Какой припой прилипнет к латуни?
- 2 Какой припой лучше всего подходит для латуни?
- 3 Как лучше всего припаять латунь к стали?
- 4 Что нужно для пайки меди и меди?
Какой припой прилипнет к латуни?
Если вы когда-нибудь паяли электронику, то, вероятно, использовали припой на основе свинца. Это хорошо для пайки электронных компонентов вместе, но на самом деле недостаточно прочно и не дает хорошего сцепления с медью и латунью. Лучше всего использовать серебряный припой.
Это хорошо для пайки электронных компонентов вместе, но на самом деле недостаточно прочно и не дает хорошего сцепления с медью и латунью. Лучше всего использовать серебряный припой.
Какой припой лучше всего подходит для латуни?
Чем плотнее и плотнее соединение или шов, тем прочнее будет соединение. Вы можете использовать простой оловянный припой, припой на основе свинца или серебра. Практически все будет работать на латуни.
Можно ли использовать серебряный припой на латуни?
Серебряный припой можно использовать для соединения большинства распространенных металлов, включая мягкую сталь, нержавеющую сталь, медь, латунь, чугун и разнородные металлы.
Насколько прочна латунная пайка?
Припой немного похож на клей. В одиночку он не очень силен, но вполне способен скрепить два куска вместе. Сделайте это, две соединяемые детали должны иметь как можно большую площадь поверхности. Не ожидайте, что припой будет прочным, если он заполняет большие зазоры между деталями.
Как лучше всего припаять латунь к стали?
Серебряный припой прилипает как к латуни, так и к стали. Очистите две соединяемые детали наждачной бумагой. Зажим на месте. Нанесите флюс. Нагрейте соединение горелкой. Нанесите серебряный припой и наблюдайте, как он течет к теплу.
Что нужно для пайки меди и меди?
Хорошей новостью является то, что вам не нужно много дорогих деталей или инструментов, чтобы начать паять медь и латунь вместе. На самом деле все, что вам действительно нужно, это немного флюса, паяльная лампа и немного припоя. Тем не менее, есть несколько других инструментов, которые могут помочь вам на этом пути.
Как лучше всего очистить паяное соединение?
Снова равномерно нагрейте изделие из латуни. Припой должен плавиться почти мгновенно и течь по паяемому соединению. Дайте изделию остыть в течение нескольких минут, прежде чем чистить его водой с пищевой содой. Очистка водой с пищевой содой поможет удалить остатки флюса.
Как лучше всего чистить медный стол?
Просто хорошо очистите участок и отшлифуйте его наждачной бумагой, затем нанесите на него слой припоя с большим количеством самого противного флюса. Аналогичным образом обработайте латунный компонент, затем соедините их вместе и оплавьте припой с добавлением большего количества флюса и припоя по мере необходимости.
Медь для пайки — Обсуждение ювелирных изделий
Мисспиппа
#1
Привет,
Какой припой и флюс использовать для пайки латуни?
Я бы хотел, чтобы он совпадал по цвету, но ничего не могу найти, значит, я ищу не в том месте.
Спасибо
Рмейкснер
#2
Ранее в этом году было краткое обсуждение этой темы. Я отношусь к ювелирной латуни как к серебру. Если цвет припоя становится проблемой, вы можете использовать золотой припой, но это изменит стоимость. У меня также есть большой рулон медного припоя, это было наименьшее количество, которое я мог купить в Рио. Это работает, но немного сложно и не всегда кажется правильным цветом. Используйте много флюса и дополнительное время травления, чтобы избавиться от темно-красных отложений. Я использую Handy Flux. С латунью весело работать, и я думаю, что она прекрасна сразу после полировки. Также недавно велась дискуссия об обработке поверхности для предотвращения потускнения латуни. Я использую Эвербрайт. Удачи… Роб
Я использую Handy Flux. С латунью весело работать, и я думаю, что она прекрасна сразу после полировки. Также недавно велась дискуссия об обработке поверхности для предотвращения потускнения латуни. Я использую Эвербрайт. Удачи… Роб
Саралуго
#3
Есть также припой из латунной пасты, но я все еще не заставил его течь и вместо этого приклеил твердый серебряный припой (как упомянул Роб).
Мисспиппа
#4
Спасибо вам обоим! Я очень ценю это
marlin1
#5
Наверное, я не вижу проблемы. Я занимаюсь пайкой/сваркой латуни более 40 лет. Обычно я использую только латунный стержень для пайки (поищите на Amazon), вы можете приобрести стержень для пайки с покрытием в большинстве хозяйственных магазинов. Я могу быть немного толстым (часто 3/32 дюйма), но вы можете использовать латунный стержень для пайки без покрытия и свернуть его или протянуть вниз и использовать обычный флюс для серебряного припоя. Я также купил фунт или около того медной / серебряной проволоки для пайки. из сварочного магазина, который плавится немного ниже, но имеет очень хорошее соответствие цвета, может быть немного дороговат сейчас со стоимостью серебра.Если у меня будет возможность, я найду название/номер сплава.
Марлин
1 Нравится
марлин1
#6
Исправление опечатки, я сказал «Может быть, я немного туплю». Вероятно, это так, но я хотел сказать, что «IT» может быть немного толстым для использования в небольших паяльных работах.
3 лайков
8 декабря 2020 г., 20:53
#7
В прошлом я немного огляделся, и несколько вариантов, которые мне попались, не имели хороших отзывов. Я использовал серебряный припой, и пока вы держите свои соединения в чистоте и не имеете избытка припоя там, где ему не место, это не мозолит глаза. Не забудьте немного подрезать края, чтобы припой не вытекал из-за детали, это маленькая суетливая деталь, которая имеет удивительное значение, когда я не забываю сделать это! Если косяк вас действительно беспокоит, вы можете замаскировать его с помощью патинирования.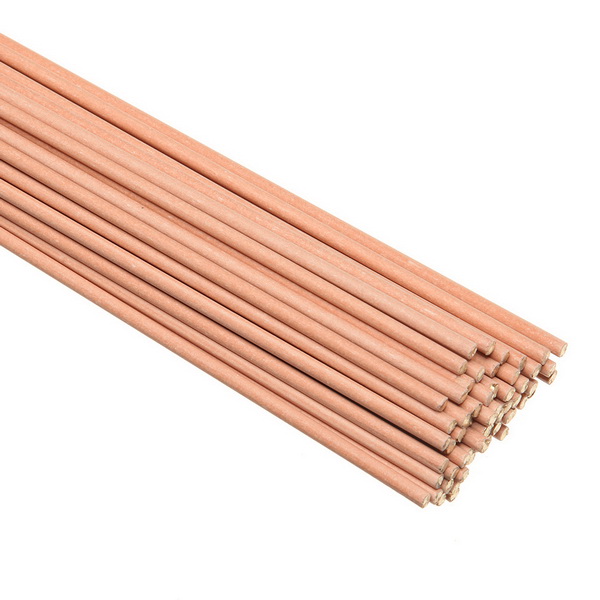 Честно говоря, я предпочитаю использовать латунь в сочетании с серебром, и это также помогает серебряному припою не выглядеть неуместным в тех редких случаях, когда он действительно виден.
Честно говоря, я предпочитаю использовать латунь в сочетании с серебром, и это также помогает серебряному припою не выглядеть неуместным в тех редких случаях, когда он действительно виден.
1 Нравится
Джуди Бьоркман
#8
Трудно найти хороший цвет для латуни и припоя. Я попробовал припой из 9-каратного золота, который работал нормально, за исключением того, что если латунь начинает тускнеть, то золотой припой не тускнеет и оставляет яркую золотую полосу. Я предпочитаю покупать стержни для пайки 1/16″, ковать их и резать на куски нужного размера. Подбор цвета приличный; недостаток в том, что его температура плавления близка к температуре плавления латуни, поэтому нужно быть осторожным. Марка, которую я использую в настоящее время, это Lincoln Bare Low Fuming Bronze. Я использую этот черный пастообразный флюс с ним.0008
Я использую этот черный пастообразный флюс с ним.0008
3 лайка
CCBDA Раздел 2 — Присоединение
Пайка — это процесс соединения основных металлов с использованием припоя (припоя), который плавится при более низкой температуре, чем основные металлы. Большая часть пайки
выполняется с помощью припоев, которые плавятся при температурах от приблизительно 175°C (35°F) до 290°C (550°F)
Для того, чтобы последовательно выполнять удовлетворительные соединения, последовательность операций представлена в ASTM Standard Practice B 828, Making Capillary
Соединения путем пайки труб и фитингов из меди и медных сплавов. Следует также отметить, что канадские коды запрещают использование припоев
, содержащих более 0,2% свинца, в системах питьевой воды . Существует множество доступных припоев, которые можно использовать вместо
некогда стандартного припоя 50% олова-50% свинца, обычно называемого 50-50. Они плавятся при несколько более высоких температурах и могут иметь разные характеристики текучести.
При паяном соединении необходимо использовать подходящий флюс. Флюс действует как очищающее и смачивающее средство и при правильном применении позволяет
равномерное растекание расплавленного припоя по соединяемым поверхностям. Флюс является химически активным веществом, и его следует наносить только в количестве, достаточном для удаления и исключения окислов из зоны соединения при нагреве, а также для того, чтобы расплавленный припой смачивал соединяемые
поверхности. Не переливать! Стандарт ASTM B 813, Жидкие и пастообразные флюсы для пайки труб из меди и медных сплавов,
охватывает требования и методы испытаний жидких и пастообразных флюсов для пайки материалов на основе меди.
Измерение
Точно измерьте длину каждого необходимого отрезка трубы. (Рисунок 3) Если трубка слишком короткая, она не войдет полностью в чашку
фитинга, и хорошее и прочное соединение невозможно. Если трубка слишком длинная, в систему может быть введено напряжение.
Если трубка слишком длинная, в систему может быть введено напряжение.
Рисунок 3
Измерение
Точно измерьте длину каждого необходимого отрезка трубы. (рис. 3) Если трубка слишком короткая, она не войдет полностью в чашку фитинга, и хорошее и прочное соединение не получится. Если трубка слишком длинная, в систему может быть введено напряжение.
Рисунок 4
Измерение
Все обрезанные концы труб должны быть рассверлены на весь внутренний диаметр трубы, чтобы удалить небольшой заусенец, образовавшийся во время резки. Если эта шероховатая внутренняя
кромка не будет удалена путем развертывания, может возникнуть эрозионная коррозия из-за локализованной турбулентности и высокой скорости потока вблизи соединения. Правильно 9Расширенный конец трубки 0155 обеспечивает гладкую поверхность для оптимального потока.
Также удалите все заусенцы на внешней стороне концов трубы, чтобы обеспечить правильную установку трубы в чашку фитинга.
Инструменты, которые могут использоваться для развертывания концов труб, включают лезвие для развертывания трубореза, полукруглые или круглые напильники, перочинный нож или специальный инструмент для удаления заусенцев. (Рисунок 5)
Рисунок 5
При работе с трубой из мягкого сплава необходимо соблюдать осторожность, чтобы не деформировать конец трубы из-за чрезмерного давления. Если труба из мягкого сплава деформирована, ее можно вернуть к круглости калибровочным инструментом, состоящим из заглушки и калибровочного кольца.
Очистка
Удаление всех оксидов и поверхностных загрязнений с концов труб и фитинговых колпачков необходимо для надлежащего поступления припоя в соединение. Если
не удалит такие оксиды, это может помешать капиллярному действию, снизить прочность соединения и привести к поломке.
Слегка отшлифуйте (очистите) концы труб с помощью наждачной ткани (рис. 6) или нейлоновых абразивных подушечек на расстоянии, немного превышающем глубину чашек фитинга
. Очистите чашки фитингов с помощью наждачной ткани, абразивных подушечек или щетки для фитингов подходящего размера.
Очистите чашки фитингов с помощью наждачной ткани, абразивных подушечек или щетки для фитингов подходящего размера.
Рисунок 6
Капиллярное пространство между трубкой и фитингом наиболее эффективно в диапазоне от 0,002 до 0,005 дюйма (от 0,05 до 0,13 мм), но может достигать 0,010 дюйма
(0,25 мм). Припой заполняет этот зазор за счет капиллярного действия.
Это расстояние имеет решающее значение для затекания припоя в зазор и формирования прочного соединения. Некоторая свободная посадка допустима, но
слишком свободная посадка может вызвать трудности, особенно с фитингами большого размера. Это также может привести к попаданию слишком большого количества припоя в соединение, что приведет к
внутри фитинга образовалась капля.
Химическая очистка может использоваться, если концы труб и фитинги тщательно промыты после очистки в соответствии с процедурой, предоставленной производителем чистящего средства.
Не прикасайтесь к очищенной поверхности голыми руками или в промасленных перчатках. Кожный жир, смазочные масла и жир ухудшают процесс пайки.
Кожный жир, смазочные масла и жир ухудшают процесс пайки.
Нанесение флюса
Использовать флюс, растворяющий и удаляющий следы оксида с очищаемых поверхностей, защищающий очищенные поверхности от повторного окисления в течение
нагрева и способствуют смачиванию поверхностей припоем, как это рекомендовано в общих требованиях ASTM B 813. С помощью кисти
нанесите тонкий равномерный слой флюса как на трубу, так и на фитинги как можно скорее после очистки. (рис. 7 и 8)
Рисунок 7 Рисунок 8
ПРЕДУПРЕЖДЕНИЕ: Не наносите флюс пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы.
Будьте осторожны при нанесении флюса. Небрежное отношение к работе может вызвать проблемы еще долго после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая коррозия флюса может привести к перфорации трубки 9. 0155 и/или фитинг.
0155 и/или фитинг.
Сборка и поддержка
Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. (Рисунок 9)
Рисунок 9
Легкое вращательное движение обеспечивает равномерное покрытие флюса. Удалите излишки флюса с внешней стороны шва хлопчатобумажной тряпкой. (Рисунок 10)
Рисунок 10
По возможности поддерживайте узел трубы и фитинга, чтобы обеспечить равномерное капиллярное пространство по окружности соединения. Единообразие
пространство обеспечит хорошее капиллярное течение расплавленного припоя. Чрезмерный зазор в соединении может привести к растрескиванию припоя в условиях напряжения или вибрации.
Теперь соединение готово к пайке. Соединения, подготовленные и готовые к пайке, должны быть завершены в тот же день и не должны оставаться незавершенными на ночь.
Клапаны
При соединении медных трубок с клапанами с помощью колпачков для пайки следуйте инструкциям производителя. Клапан должен быть в полностью открытом положении
Клапан должен быть в полностью открытом положении
перед подачей тепла, а тепло следует прикладывать в первую очередь к трубке. Разборка клапана может потребоваться, если существует вероятность повреждения неметаллических компонентов
.
ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры предосторожности.
Отопление
Нагрев обычно осуществляется воздушно-топливной горелкой. В таких горелках используется ацетилен или пропан. Также можно использовать инструменты для пайки электрическим сопротивлением. В них используются нагревательные электроды, и их следует учитывать, когда возникает опасность открытого пламени.
Начните нагревание с пламенем, перпендикулярным трубке. (Рисунок 11)
Рисунок 11
Медная трубка отводит первоначальный нагрев в чашку фитинга для равномерного распределения тепла в соединении. Степень предварительного нагрева
Степень предварительного нагрева
зависит от размера соединения, и опыт подскажет необходимое количество времени.
Затем переместите пламя на подходящую чашку. (Рисунок 12)
Рисунок 12
Переместите пламя из чаши фитинга обратно на трубу на расстояние, равное глубине чаши фитинга. С факелом у основания
фитинговая чашка, прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что
снизит его эффективность, а припой не попадет в соединение должным образом.
Когда припой расплавится при соприкосновении с соединением, нагрейте основание чашки фитинга, чтобы способствовать капиллярному действию при вытягивании расплавленного припоя
в сустав.
Нанесение припоя
Паяные соединения зависят от капиллярного действия, которое втягивает свободно текущий расплавленный припой в узкое пространство между фитингом и трубкой. Действие капилляра
Действие капилляра
происходит независимо от того, направлен ли поток припоя вверх, вниз или горизонтально.
Для горизонтальных соединений начинайте наносить припой немного не по центру в нижней части соединения. (Рисунок 13)
Рисунок 13
Пройдите через нижнюю часть фитинга и вверх до верхнего центрального положения. Вернитесь в исходную точку, перекройте ее, а затем поднимитесь на
незавершенной стороной вверх, снова перекрывая припой. Для стыков в вертикальном положении используйте аналогичную последовательность проходов внахлест, начиная с 90-155, где это удобно.
Охлаждение и очистка
Дайте готовому соединению остыть естественным образом. Резкое охлаждение водой может вызвать нагрузку на сустав. Когда остынет, удалите остатки флюса
влажной тряпкой. Рис. 14
Тестирование
Проверьте все готовые сборки на предмет целостности соединений. Следуйте процедуре тестирования, требуемой кодами, применимыми к служебному приложению.
Оценка
Количество припоя, израсходованного при адекватном заполнении капиллярного пространства между трубкой и фитингом, можно оценить по Таблице 12 .
Необходимый флюс составляет около 2 унций на фунт припоя.
Медная трубка для пайки
Пайка — это еще один процесс соединения медных труб и фитингов. Однако в нем участвуют присадочные металлы, плавящиеся при температурах в диапазоне
от 590°C (1100°F) до 815°C (1500°F), что намного выше, чем у припоев, описанных в предыдущем разделе.
Температура, при которой присадочный металл начинает плавиться при нагревании, называется температурой солидуса; температура ликвидуса представляет собой более высокую температуру, при которой присадочный металл полностью расплавляется. Температура ликвидуса – это минимальная температура, при которой будет происходить пайка.
Твердые припои для соединения медных труб подразделяются на два класса: сплавы BCuP, содержащие фосфор, и сплавы BAg, содержащие фосфор. 0155 имеют высокое содержание серебра. Твердые припои иногда называют «серебряными припоями» или «твердыми припоями», но следует избегать этих запутанных терминов
0155 имеют высокое содержание серебра. Твердые припои иногда называют «серебряными припоями» или «твердыми припоями», но следует избегать этих запутанных терминов
.
Флюсы, используемые для пайки, отличаются по составу от флюсов для пайки и не могут использоваться взаимозаменяемо. Флюсы для пайки имеют водную основу
, в то время как большинство флюсов для пайки основаны на петролатуме. Как и флюсы для пайки, флюсы для пайки растворяют и удаляют остаточные оксиды
с поверхности металла, защищают металл от повторного окисления при нагреве и способствуют смачиванию соединяемых поверхностей. Они также обеспечивают
индикация температуры металла при нагреве. (рис. 17)
Рисунок 17
Флюсы, подходящие для пайки труб из меди и медных сплавов, должны соответствовать классификации AWS FB3-A или FB3-C, как указано в Справочнике по пайке Американского общества сварщиков .
Следует отметить, что флюс для пайки может потребоваться не всегда. При использовании медных труб, фитингов из кованой меди и присадочного металла BCuP флюсование
При использовании медных труб, фитингов из кованой меди и присадочного металла BCuP флюсование
необязательно из-за самофлюсующегося действия фосфора.
Подготовка
Как и при пайке, подготовка к паяному соединению состоит из измерения, резки, развертывания и очистки. (рис. 3–6)
Флюс:
Нанесите флюс для пайки как на конец трубы (рис. 15–16) , так и на внутреннюю часть фитинга. (Рисунок 18)
Рисунок 15 Рисунок 16
Рисунок 18
Нагрев и пайка
Подать тепло, желательно кислородно-топливным пламенем; воздушное топливо иногда используется на меньших размерах. Следует использовать нейтральное пламя. Нагрейте трубку
сначала, начиная примерно в одном дюйме от края фитинга, и ведите пламя вокруг трубы короткими движениями под прямым углом к оси
трубы. (Рисунок 19)
Рисунок 19
Очень важно, чтобы пламя постоянно двигалось, и оно не должно оставаться в какой-либо одной точке достаточно долго, чтобы повредить трубку.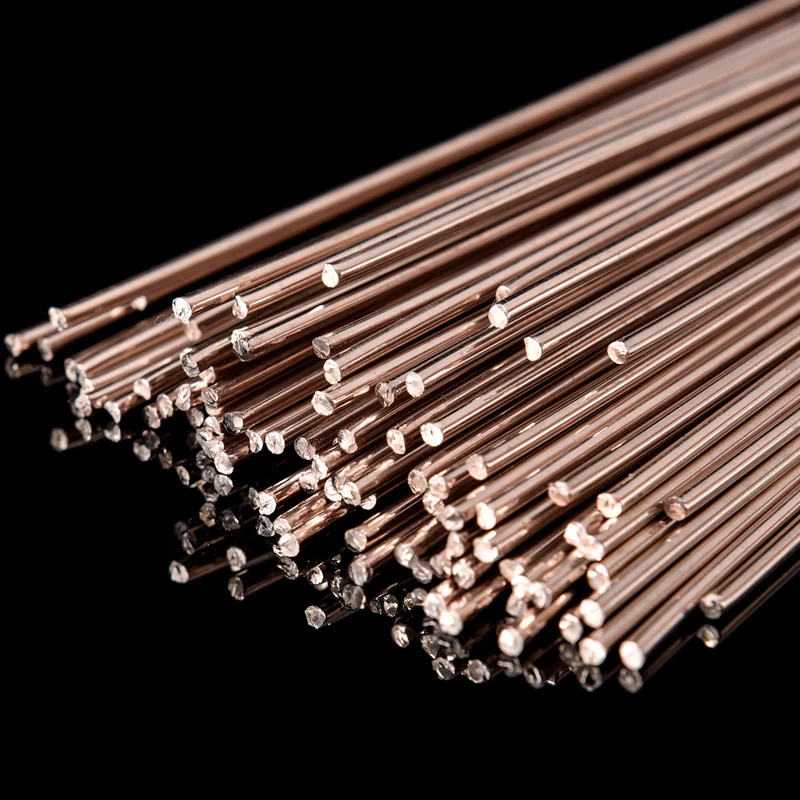 Флюс
Флюс
можно использовать в качестве руководства относительно того, как долго нагревать трубку; продолжайте нагревать его до тех пор, пока поток не станет тихим и прозрачным, как прозрачная вода.
Затем переключите пламя на фитинг у основания чашки . (Рисунок 20)
Рисунок 20
Равномерно нагревайте, перемещая пламя от фитинга к трубке, пока поток на фитинге не станет тихим. Избегайте чрезмерного нагрева литых фитингов
.
Когда флюс станет жидким и прозрачным как на трубке, так и на фитинге, начните перемещать пламя вперед и назад вдоль оси соединения
, чтобы поддерживать тепло на соединяемых деталях, особенно в направлении основания чашки фитинга. примерка. Пламя должно двигаться, чтобы избежать плавления
трубка или фитинг.
Нанесите припой в точке, где трубка входит в гнездо фитинга. (Рисунок 21)
Рисунок 21
Когда будет достигнута необходимая температура, присадочный металл будет легко затекать в пространство между трубой и гнездом фитинга, втягиваемый капиллярным действием
.
Держите пламя подальше от самого присадочного металла, когда он подается в соединение. Температура трубы и фитинга в месте соединения должна быть высокой
достаточно, чтобы расплавить присадочный металл. Поддерживайте тепло, перемещая пламя вперед и назад между трубкой и фитингом по мере того, как присадочный металл
втягивается в соединение.
Если соединение выполнено должным образом, вокруг соединения будет полностью видна непрерывная галтель из присадочного металла. Прекратите кормить, как только увидите
филе.
Для 1-дюйм. трубы и больше, может быть трудно сразу нагреть весь стык. Часто бывает желательно использовать 9Наконечник горелки 0155 с несколькими отверстиями для поддержания надлежащей температуры на больших площадях. Для больших размеров
рекомендуется умеренный предварительный нагрев всего фитинга. Затем нагрев может продолжаться, как описано выше.
При пайке горизонтальных стыков предпочтительно сначала наносить присадочный металл на дно, затем на две стороны и, наконец, на
верх, следя за тем, чтобы операции перекрывались. На вертикальных стыках не имеет значения, где производится начало. Если отверстие розетки направлено вниз, следует соблюдать осторожность.0155 во избежание перегрева трубы, так как это может привести к вытеканию припоя по внешней стороне трубы. Если это произойдет,
На вертикальных стыках не имеет значения, где производится начало. Если отверстие розетки направлено вниз, следует соблюдать осторожность.0155 во избежание перегрева трубы, так как это может привести к вытеканию припоя по внешней стороне трубы. Если это произойдет,
отведет тепло и позволит присадочному металлу затвердеть. Затем повторно нагрейте чашку фитинга, чтобы вытянуть присадочный металл.
Охлаждение и очистка:
После остывания паяного соединения остатки флюса следует удалить чистой тканью, щеткой или тампоном с использованием теплой воды.
Удалите все остатки флюса, чтобы избежать риска того, что затвердевший флюс временно удержит давление и замаскирует некачественно спаянное соединение. Кованые фитинги могут охлаждаться быстрее, чем литые, но перед смачиванием все фитинги должны охлаждаться на воздухе.
Поиск и устранение неисправностей
Если присадочный металл не течет или имеет тенденцию к комкообразованию, это указывает на окисление металлических поверхностей или недостаточный нагрев соединяемых
деталей. Если трубка или фитинг начинают окисляться во время нагревания, значит, флюса слишком мало. Если присадочный металл не попадает в соединение и имеет тенденцию течь
Если трубка или фитинг начинают окисляться во время нагревания, значит, флюса слишком мало. Если присадочный металл не попадает в соединение и имеет тенденцию течь
по внешней стороне любого элемента соединения, это указывает на то, что один элемент перегрет или другой недогрет.
Тестирование
Проверить все готовые сборки на целостность соединений. Следуйте процедуре тестирования, требуемой кодами, применимыми к служебному приложению.
Оценка
Общее руководство по оценке того, сколько припоя будет израсходовано, приведено в таблице 12 .
Пайка 5-дюймовой медной вакуумной линии типа K в больнице.
Оценка
В дополнение к газовым горелкам для пайки и пайки могут использоваться электрические резистивные ручные инструменты. Они состоят из нагревательных электродов в виде щипцов. При включенном питании клещи зажимаются вокруг фитинга и удерживаются на месте до тех пор, пока присадочный металл не расплавится при прикосновении к фитингу 9.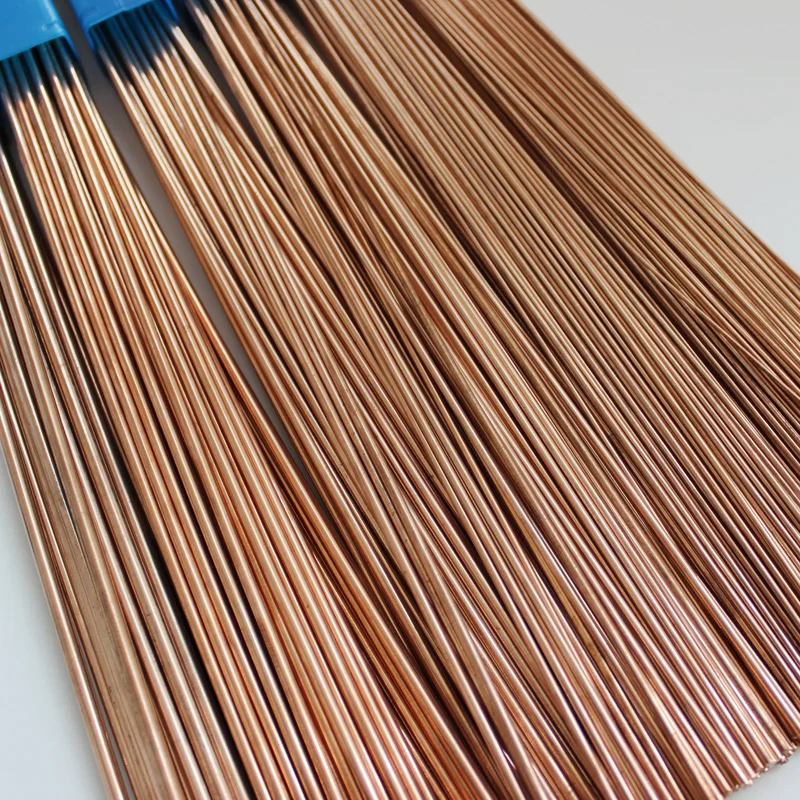 0155 капиллярный зазор между трубкой и фитингом. Подготовка шва такая же, как и для газофакельного метода.
0155 капиллярный зазор между трубкой и фитингом. Подготовка шва такая же, как и для газофакельного метода.
Легкие электрические инструменты сопротивления могут быть предпочтительными в новых и модифицированных установках, где открытое пламя может быть проблемой.
В другой технологии используется инструмент для вытягивания тройника, чтобы просверлить секцию трубы и вытащить манжету для тройникового соединения. Затем в приподнятую манжету припаивается ответвление
; нельзя использовать пайку. Этот метод популярен для изготовления коллекторов и медных спринклерных установок пожаротушения, поскольку
уменьшает количество используемых тройников и, следовательно, количество паяных соединений.
В системах природного газа медь может быть добавлена к существующим системам стальных труб с помощью развальцованного фитинга.
Трубы и фитинги с пазами на концах уже много лет используются для соединения железных и стальных труб в различных системах. Этот метод механического соединения
Этот метод механического соединения
теперь доступен для медных труб размером от 2 до 6 дюймов. Он использует зажимное кольцо с прокладкой, чтобы скрепить торцы
Соединение труба-труба или трубка-фитинг. Профилированная канавка возле конца трубы или фитинга позволяет зажиму прочно захватывать два компонента
соединения. Предварительно нарезанные муфты, отводы, тройники и фланцы доступны от производителей.
Развальцовочные соединения обычно используются для соединения мягких медных труб. Соединение состоит из трех компонентов: развальцовочного фитинга, развальцованного конца медной трубки и накидной гайки с резьбой, которая скрепляет соединение. Этот тип соединения обычно используется для природного газа или пропана
распределительные системы. Развальцовочные фитинги также используются для подземных коммуникаций, но в последние годы наиболее популярными для этой цели стали компрессионные фитинги.
Швы на эпоксидной основе появились сравнительно недавно. Двухкомпонентный быстротвердеющий клей на основе эпоксидной смолы используется для соединения медных труб и капиллярных фитингов
Двухкомпонентный быстротвердеющий клей на основе эпоксидной смолы используется для соединения медных труб и капиллярных фитингов
в системах водоснабжения. Его также можно использовать в медных спринклерных системах пожаротушения (за исключением сухих систем) или в установках
, где открытое пламя может быть неуместным.
Паяные фитинги и паяные соединения «T-Drill» часто можно комбинировать для наиболее экономичной установки.
Гибка
Правильно согнутая медная трубка не сломается на внешней стороне изгиба и не согнется на внутренней стороне изгиба. Механические испытания
показали, что прочность на разрыв изгибаемой части обычно больше, чем она была до изгиба трубки. Повышение разрывного давления
является результатом увеличения предела прочности на растяжение и предела текучести трубы, подвергнутой холодной обработке во время гибки.
Для гибки труб следует использовать соответствующие инструменты.
Для гибки медных труб подходят простые ручные инструменты, использующие оправки, штампы, формы и наполнители, или даже гибочные машины с механическим приводом.
