Профилегиб самодельный: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
1 Важные технические моменты при изготовлении профилегиба.
2 Как сделать ролики для профилегиба.
3 Как закрепить подшипники на каркасе профилегиба.
4 Конструктивные особенности профилегибов.
5 Как сделать ручной профилегиб с обкатным роликом.
5.1 Как сделать ролики для гибки профильной трубы методом обкатки.
5.2 Важные моменты при изготовлении трубогиба с обкатным роликом.
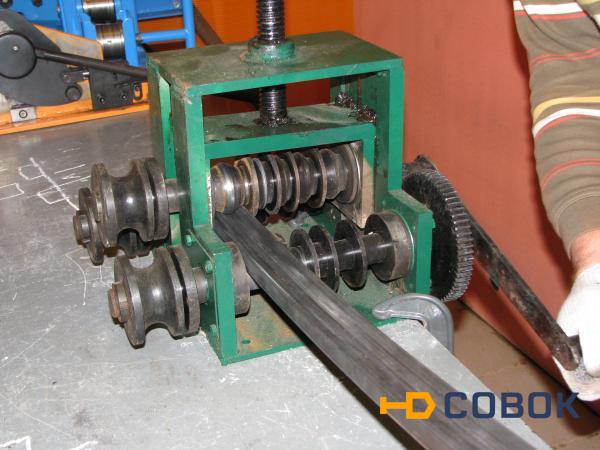
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
ПрофилегибГибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Гибка профильной трубы с заломами.Ролик с ребром по центру.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.

- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем.
 Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Ролик для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый
взгляд самыми необычными. Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.
В качестве роликов можно использовать обычный лом. Его
просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего
диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники
№306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно
капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно.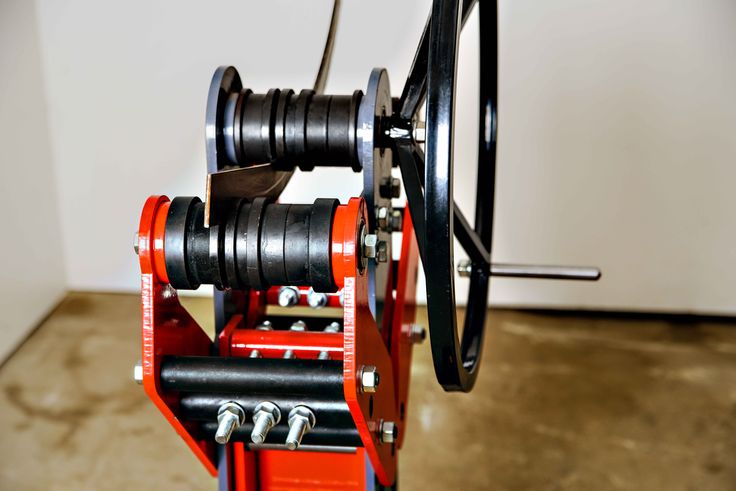 Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной
педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.Минимальный радиус гибки трубы.
Самодельный профилегиб за 2000 рублей — Статья
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).

Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Еще один вариант устройства
Создать станок для гибки профильной трубы своими руками можно другим способом. При этом понадобиться меньшее количество материалов. Можно будет обойтись и без дорогостоящего домкрата. Процесс создания более простого станка состоит из следующих этапов:
Можно будет обойтись и без дорогостоящего домкрата. Процесс создания более простого станка состоит из следующих этапов:
- Создание рамы, похожей на продольный стол. Для соединения элементов можно использовать сварку. При этом необходимо учитывать напряжение, которое будет оказываться на отдельные элементы устройства. Важно, чтобы каркас был устойчивым. Достичь этого можно путем крепления к полу.
- Крепление двух вращающихся валов чуть выше стола. Третий вал размещается еще выше, между первыми двумя. Расстояние между крайними валами и центральным элементом можно менять. Это повлияет на радиус изгиба. Однако важно чтобы оба крайних элемента были на одинаковом расстоянии от центрального вала. В дальнейшем этот параметр можно менять в зависимости от радиуса изгиба, который необходимо получить в конкретном случае.
- Крепление цепного привода.
Этот станок отличается более простой конструкцией. Однако работать с ним несколько тяжелее, нежели с предыдущим устройством.
В любом случае после изготовления инструмента рекомендуется очистить его от ржавчины и покрасить. Это убережет станок для гибки труб от порчи.
Первый станок отличается большей доскональностью. Трубы, изогнутые на таком агрегате, будут иметь более опрятный вид. Кроме того, для обработки профиля придется применять меньше силы. Второй станок является более дешевым и простым в изготовлении. Однако качество изгиба может быть хуже. Какой инструмент изготовлять должен решить сам мастер, ориентируясь на свои потребности.
Таким образом, гибочные станки для профильной трубы можно изготовлять самостоятельно. Конечная стоимость таких инструментов будет ниже, нежели промышленных изделий, представленных на рынке. Для создания станка понадобятся определенные материалы и инструменты.
Существует большое количество чертежей подобных устройств, однако лучше будет, если мастер сам создаст чертеж, с учетом всех особенностей. Изготовить инструмент можно, ориентируясь на представленные выше инструкции.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом.
 Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали; - модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.

Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Процесс сборки
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
- Создание ролика и валов (в случае отсутствия должной квалификации лучше доверить это дело профессиональному токарю).
- Установка подшипников в обоймы.
- Определение расположения шпоночных канавок на валах.
- Просверливание отверстий в ограничительных насадках, нарезка резьбы, предназначенной для зажимных болтов.
- Создание площадки, на которую будет установлен прижимной ролик.
 В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками.
В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками. - Прикручивание прижимного вала.
- Приваривание к площадке проушины (используются гайки М8).
- Изготовление станины и опорных ног с применением сварочного аппарата.
- Подвешивание площадки, на которой установлен ролик, к станине при помощи пружин (использовать верхнюю поперечину станины).
- Просверливание отверстий в опорной раме. С их помощью будет обеспечиваться переменное расстояние между разными валами. В данном случае необходимо тщательно следить за расстоянием между отверстиями, поскольку в случае ошибки труба будет не только сгибаться, но и сжиматься.
- Установка опорных валов. Монтаж ведомой и ведущей звездочек, приводной цепи.
- Установка натяжителя, устранение провисания цепи.
- Создание ручки привода. В качестве исходного материала можно использовать стальной прут диаметром в двадцать миллиметров.

- Установка и фиксация домкрата на верхней площадке. Для фиксации можно использовать гайки и болты.
После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали.
 Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель. - С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза.
Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Заключительные работы
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К стальной полосе размером около 50 см приваривают пруток, который будет служить ручкой. Получается ворот, к которому со второго конца приваривают ступицу. Для ее изготовления берут остаток трубы, при этом получается, что диаметр ступицы равен внутреннему размеру шестеренок.

Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
Изготовление профилигеба для обработки профилей или труб меньше 19 мм
Профилегибы для профиля меньше 19 мм имеют до безобразия элементарную конструкцию. Можно сделать простую конструкцию в которую входят бетонного основания, а также зафиксированные в ней стальные штыри. Именно между штырями будет осуществляться гибка металла.
Перед началом работ, нужно уплотнить участок грунта маленького размера. Далее этот участок засыпают его щебенкой и заливается раствором бетона, состоящего из замеса песка и цемента (в пропорции 4:1). Перед тем как залить раствор из бетона, нужно закрепить пару швеллеров или труб диаметром не менее 60 мм. под 90° с поверхностью основания, с расстоянием между ними 3,5–4,5 см. Дать бетону высохнуть 2–3 дня.
Метод пользования полученным профилегибом
Сгибаемый профиль вставляют между выходящим над бетонным основанием штырем и гнут на нужный угол. Очень удобно что, такой трубогиб, который мы с Вами сделали своими руками, очень хорошо используется для гибки деталей из нержавеющей стали.
Изготовление профилигеба для сгибания профилей или труб больше 19 мм
Для таких диаметров самодельный профилегиб будет маленько сложнее в изготолвении. Его изготовления также связано с заливкой бетонного основания (по принципу как в примере выше), а далее закрепления в нем двух металлических штыря с круглым сечением. Прутки в этом случае являются осями для крепления на них роликов с размерами желобков соответствующих диаметру сгибаемого профиля.
Прутки в этом случае являются осями для крепления на них роликов с размерами желобков соответствующих диаметру сгибаемого профиля.
Метод пользования полученным профилегибом
Профиль ставят между роликами и фиксируют за конец. Другой конец при помощи троса закрепляют к лебедке. Лебедка создает нужное усилие для выполнения процесса гибки.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками.
 При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие. - Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля.
 Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию. - Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Каркас многих конструкций выполняют из металлических профилей, однако в некоторых ситуациях форма объекта требует трансформации прямой линии. Приобретать профессиональное оборудование для разового использования нецелесообразно. Для простых операций можно изготовить профилегиб своими руками из подручных материалов.
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу.
Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Ручной трубогиб профилегиб своими руками
Автор этого видеоролика (канал «Всё о сварке и самоделках») решил сделать маленький трубогиб или, иначе говоря, профилегиб. В мастерской не было приспособления, чтобы гнуть кольца. Решил быстренько изготовить. Ломал голову, как выполнить просто и функционально. Ну вроде как решил, осталось собрать.
Товары для изобретателей Ссылка на магазин.
Как будет механизм трубогиба-профилегиба работать?
Трубопрофиль 60 на 60 на 4 мм, размеры позже остальные. Надо замерять, в конце ролика будет об этом. Подшипники без разницы какие. Внутренний диаметр 12, наружный безразлично. Так как подшипники мелкие, если у кого-то есть покрупнее, например автомобильные, получше.
Будет маленький зазор, обязательно чтобы эта часть ходила, она еще обрежется. Другая будет толкаться шпилькой. Будет просверлено, то есть будут болты на всякий случай, насквозь, а будет сам вороток. Вороток, токарки нету, поэтому приходится придумывать из того, что есть. Старый шарнир валялся, хорошо на металлолом не выкинул. Палец какой-то – это будет ось. Сам шарнир где-то отрежется, сверху к нему будет приварена ручка, а может прикручена, а палец тоже будет обрезаться, будет ввариваться. На пальце будет крутиться обрезанный шарнир, то есть сам вороток, а другая часть будет ездить.
Вороток, токарки нету, поэтому приходится придумывать из того, что есть. Старый шарнир валялся, хорошо на металлолом не выкинул. Палец какой-то – это будет ось. Сам шарнир где-то отрежется, сверху к нему будет приварена ручка, а может прикручена, а палец тоже будет обрезаться, будет ввариваться. На пальце будет крутиться обрезанный шарнир, то есть сам вороток, а другая часть будет ездить.
Обязательно надо будет оставить зазор, наверно 1 мм хватит. Будет пластина. Никуда не денется и пластина, к которой приварится гаечка с резьбой или нарезана и резьба. А будет крышка стоять, крышечка с полосы 5 толщиной, 2 шайбы, чтобы толкать вперед и назад в этом механическом трубогибе.
Осталось собрать. Одна часть профилегиба почти готова, осталось сверху прикрутить барашек.
Как будет двигаться эта конструкция? – просто. Приварил крышку с полосы, с 5-ки, резьбу не стал резать, она и не нужна, зашплинтовал. Шайба со шплинтом — нагрузки на нее не будет – она будет тянуть бегунок назад. Еще о станке для этого дела тут.
Содержание
- Простая конструкция ручного трубогиба
- Для чего нужен трубогиб?
- Основные детали
- Сборка самодельного трубогиба и некоторые нюансы
- Профилегиб для теплицы своими руками
Простая конструкция ручного трубогиба
Настоящий мастер в своём арсенале имеет множество разнообразных инструментов, на все случаи жизни. При этом большинство приспособлений сделаны своими руками. В статье вы найдете простую инструкцию и чертежи как сделать самодельный трубогиб для профильной трубы.
Электроника для самоделок вкитайском магазине.
Ручной трубогиб
Для чего нужен трубогиб?
Еще сто лет назад дома строили из самана и глины. Сейчас же большинство построек создаются из легких металлических каркасов. Множество беседок, почти все заборы, пристройки требуют металлические профильные трубы.
Самодельный трубогиб
Но в строительстве не все объекты должны быть угловатыми и ровными. Иногда, чтобы добиться особого уюта приходится делать плавные изгибы. Именно в таких случаях и пригождается самодельный трубогиб.
Основные детали
Перед тем как приступать к сборке нужно внимательно изучить чертежи и понять принцип действия приспособления. Если каких-то деталей вам не удастся найти у себя в хозяйстве их всегда можно купить в магазине, в итоге самодельный трубогиб выйдет все-равно дешевле заводского.
Принцип работы трубогиба
Самый простой фронтальный трубогиб изготавливается из следующих деталей:
— металлические валики или вальцы с подшипниками;
— приводная цепь;
— механизм привода;
— пружина, желательно из лигированной стали;
— две шестеренки, одна ведущая, другая ведомая;
— арматура на оси вращения и приводную ручку;
— домкрат, лучше всего реечный;
— швеллер или двутавр для рамы.
В крайнем случае металлические вальцы можно заменить на деревянные или пластиковые. Но, как вы сами понимаете, металл будет намного надежнее.
Но, как вы сами понимаете, металл будет намного надежнее.
Принцип действия прост: ручка вращает ведущую шестеренку и вал, это вращение через цепь передается на ведомый вал, который подает профильную трубу, а третий валу установлен в определенном положении, загибает эту трубу.
В этом видео наглядно показана работа самодельного трубогиба:
Сборка самодельного трубогиба и некоторые нюансы
Процесс сборки прост до безобразия, но все-же придется повозиться со сваркой и центровкой деталей:
1) Изготовьте раму на которой будет стоять приспособа.
2) Соберите оси вращения с вальцами, подшипниками.
Важно как можно точнее центрировать шестеренки. Сбой в оси на пол-миллиметра приведет к неравномерному сгибу профильной трубы. То же самое относится и к прижимному валу, поэтому лучше всего изготовить все три детали одного размера.

3) Приварите к двум прокатным валам шестеренки, именно через них, с помощью цепи, будет передаваться вращение.
Прижимной вал должен быть надежно зафиксирован, чтобы во время прогона профильной трубы угол изгиба оставался неизменным.
4) Соедините ведущую шестеренку с ручкой, для вращения вальца.
zen.yandex.ru/media/economremont/
Профилегиб для теплицы своими руками
Назрела необходимость увеличить площадь теплицы. Посмотрев цены готовых теплиц ужаснулся и решил сделать станок для гибки профиля. Мою идею поддержал друг и причем значительно облегчив задачу: «С тебя чертеж-с меня изготовление».
Он тоже планирует летом себе сделать теплицу и гостевой навес-веранду такого типа:
Покопавшись в интернете и рассмотрев различные конструкции, отзывы эксплуатации был сделан чертеж будущей конструкции. Теперь даже стыдно вспоминать — настолько он был дилетантским. Вообщем внешне будущая конструкция должна была выглядеть где то так:
Теперь даже стыдно вспоминать — настолько он был дилетантским. Вообщем внешне будущая конструкция должна была выглядеть где то так:
Первое же обсуждение конструкции профилегиба внесло массу изменений. С исправленными чертежами отправились к токарю- попросить выточить ролики. Токарь посмотрел на наши чертежи и предложил отказаться от цепной передачи в пользу ременного. Причем тут же на куске бумаги рассчитал будущую нагрузку на шкивы (вот что значит советское образование!). На следующий день ролики и шкивы были готовы. Собрали всю конструкцию.
Видя какая получается красавица –профилегиб, решили покрасить его полимерной краской. Вчера наконец вся конструкция была собрана и испытана.
Прогнали через станок трубу 40х40х2 и дюймовку с толщиной стенок 3 мм. Все работает изумительно, пробуксовок нет, ручка вращается легко одной рукой.
Друг теперь настаивает на подключении электродвигателя с редуктором, благо один из шкивов сделан двойным. Я тут придерживаюсь позиции «Лучше- враг хорошего».
На очереди изготовление мангала, который легко превращается и в барбекюшницу и в печку для казана. «Три в одном» вообщем.
Так же надо сделать новую печку для бани с хитрым дополнительным обогревом камней от колосника.
zen.yandex.ru/media/poleznoe
Инструкция, как сделать ручной профилегиб своими руками, как выглядит этот прибор
При строительных работах часто приходится применять изделия из металла, и в большинстве случаев с их монтажом проблем не возникает, поскольку это происходит на прямолинейных участках. Но иногда металлические трубы нужно согнуть под определенным углом. При промышленном строительстве используются специальные приспособления для гибки. Но если речь идет о частных незначительных работах, покупать дорогостоящее оборудование не нужно, достаточно лишь знать, как сделать ручной профилегиб своими руками.
- Сферы применения
- Конструкция трубогибов
- Принцип работы изделия
- Разновидности профилегибов
- Электрический трубогиб
- Ручная конструкция
- Ручной профилегиб своими руками
Сферы применения
Профилегибы сделать самостоятельно не так уж и сложно, а еще они просты в применении.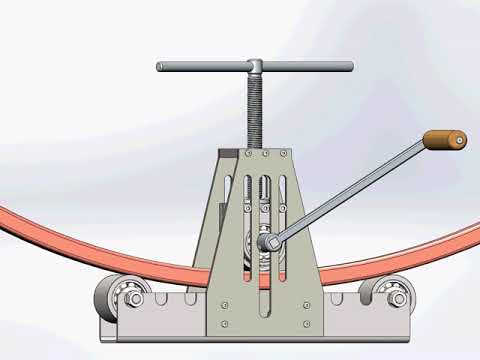 Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Посредством профилегибов можно обрабатывать профили без необходимости предварительного нагрева и получать контуры с углами изгиба до 360 градусов. С помощью таких устройств можно выполнить такие операции:
- деформировать заготовки с цельным профилем с прямоугольным или квадратным сечением;
- сгибать уголки, швеллеры и другой сортовой прокат;
- сгибать трубы на основе разных металлов;
- выполнять гибку прутков из металла с разным сечением.
Металлические контуры могут иметь одинаковые или разные углы изгиба, а также асимметричную или симметричную конфигурацию. Металлическая заготовка по вертикали или горизонтали изгибается через ролики за один прокат. В итоге можно приобрести замкнутые или открытые конструкции, спиралевидные, а также с разным диаметром.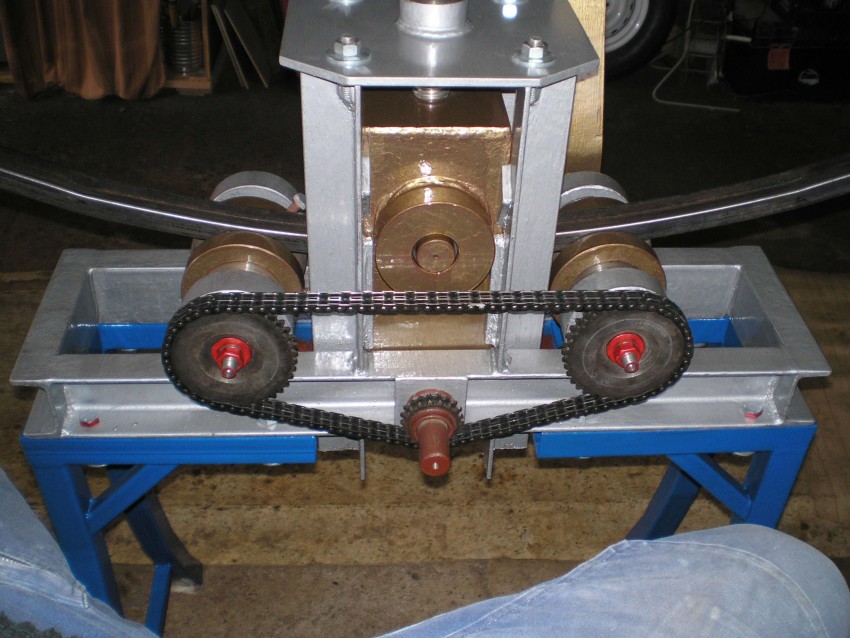
Ручные и электрические профилегибы широко применяются при производстве оборудования и деталей для таких отраслей:
- нефтепереработка;
- химическая промышленность;
- энергетика;
- мебельное производство;
- строительство и не только.
Самодельные профилегибы преимущественно используются в мелких частных мастерских или для домашних работ.
Конструкция трубогибов
Прибор для сгиба профилей может быть разных видов, в любом случае он имеет небольшой вес и размеры. Работа происходит посредством технологии холодного проката, для обработки изделий и гибки используются специальные насадки.
Как уже говорилось, ключевой деталью профилегибов являются ролики. По типу их работы и размещения оборудование подразделяется на такие категории:
- с подвижным роликом сверху — такая разновидность самая распространенная и самая простая. Если конструкция ручная, то ролик двигается посредством редуктора, если гидравлическая, то благодаря гидросистеме.
 Устройство дает минимальную погрешность;
Устройство дает минимальную погрешность; - с подвижным роликом слева — кроме свойства сгибать детали, устройство может делать спирали. Станки оснащены ЧПУ, с помощью которых можно устанавливать параметры работы;
- с подвижными роликами внизу — используются для обработки крупных изделий. Бывают только гидравлическими и работают на полной автоматизации;
- со всеми подвижными роликами — это устройство самое сложное и совмещает свойства перечисленных ранее видов. Производит полный цикл работ по гибке.
Чертеж для самодельного трубогиба выполняется в зависимости от его разновидности. Однако в каждом обязательно присутствуют:
- трубные упоры;
- рама;
- валы.
Рама нужна для того, чтобы закреплять на ней остальные детали. Для заводских изделий характерна закрытая сложная конструкция, отличающаяся безопасностью использования. А для самодельных профилегибов используется открытая рама, которую просто сделать самому, однако по сравнению с закрытой она будет менее безопасной.
Принцип работы изделия
Профилегибы предназначены для прокатки и деформации заготовок. Независимо от конструкции изделия принцип его работы всегда одинаковый:
- перед работой удалите с прибора сухой тряпкой смазку и вхолостую запустите его примерно на полчаса. За это время можно будет отыскать возможные погрешности или поломки;
- открутите гайки валиков;
- установите и зафиксируйте ролики;
- прижимный валик поднимите;
- заготовку очистите и зафиксируйте болтами.
Затем деталь прокатывается между валами, тем самым обеспечивается ее сгибание. Для регулировки движения нужно передвигать вверх или вниз верхний вал. Если устройство ручное, это происходит посредством поднятия рычага, а если электрическое, то с помощью привода.
Разновидности профилегибов
Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Прибор гидравлического типа больше всего распространен в промышленных сферах, он способен быстро и качественно обрабатывать конструкции разных размеров. Также он актуален при работе с канализацией или трубопроводом. Гидравлические трубогибы бывают как заводскими, так и самодельными. Однако если вы собираетесь их делать своими руками, нужно иметь достаточный опыт работы с промышленным оборудованием.
Электрический трубогиб
Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Их используют в промышленных целях и чаще приобретают в готовом виде. Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Для привода берется электрический мотор с мощностью в 1500 Вт. Оптимальные показатели скорости и крутящего момента достигаются благодаря подбору шестерен. Прокат профиля упрощается за счет того, что двигатель имеет два направления движения.
Однако такая конструкция очень сложная. Наиболее простой метод механизации ручного профилегиба — это подключить его к рабочему валу перфоратора или же дрели с регулятором оборотов.
Ручная конструкция
Ручной трубогиб наиболее распространен среди тех, кто занимается гибкой труб для частных целей. Это изделие имеет такие преимущества:
- низкую цену. Готовое изделие очень простое и недорогое в производстве;
- мобильность или малый вес;
- поломки случаются очень редко — в устройстве отсутствует электроника, поэтому снижается риск поломок;
- возможность собрать изделие своими руками из подручных средств.

Ручные трубогибы для профилей — самые распространенные. Однако и они имеют свои минусы:
- точность работы не будет высокой, поскольку отсутствует аппаратное управление;
- потребуется прилагать физические усилия;
- невозможность обрабатывать крупные детали, поскольку максимально допустимый размер деталей для гибки составляет 4 на 4 см;
- чтобы результат был точнее, требуется потратить больше времени.
Обычно для домашних нужд такого прибора вполне достаточно. Однако если объем будет большим, а сами заготовки очень крупными, то лучше отдать предпочтение гидравлическим и электронным устройствам.
Ручной профилегиб своими руками
Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Подвижные частицы делаются на основе опорных старых подшипников и классического лома. Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
- болгарку;
- мощную дрель;
- аппарат для сварки.
Станина должна иметь П-образный кронштейн для винтового упора. Сварка выполняется обычным полуавтоматом. Швы должны быть высокого качества, поскольку именно к ним прилагаются усилия на разрыв.
Проделайте отверстие в верхнем швеллере и приварите гайку, затем вкрутите опорный винт, который будет выступать в роли регулятора высоты прижимного катка.
Опорные ролики делаются на основе простого лома и обрабатываются посредством болгарки.
Два опорных ролика будут одновременно двигаться, с этой целью на каждую ось следует приварить одинаковые звездочки от велосипеда, подшипники привариваются так, чтобы соблюдалась симметрия с центральной частью станины, соблюдая при этом натянутость цепи.
Одна ось должна быть чуть длиннее, чтобы закрепить ручной привод, а катки устанавливаются на подиумы. В случае максимального опущения центрального ролика радиус изгиба детали не будет большим.
Для ручки привода можно брать шатун от педалей, его нужно приварить к длинной оси одного из роликов.
Если нужно увеличить усилие на воротке прижимного ролика, на него надевается труба нужного диаметра.
Другой вариант изготовления конструкции будет решать аналогичные задачи, но будет иметь другой принцип работы.
Данная конструкция будет оснащена опорным подвижным катком. В роли роликов используются пальцы нужного диаметра, допускается использование старых поршневых подшипников.
В этой конструкции не будет специального крепления для подшипников, они будут привариваться прямо к станине посредством уголков. Ручку делают из шатуна, а на оси опорного катка сточена лыска. Фиксатором является простой винт.
Профиль протягивается верхним прижимным роликом. Особенностью такого изделия является опорный подъемный каток. Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
И первый, и второй вариант конструкции может быть отличным самодельным решением для использования в хозяйстве и даже в небольшой мастерской.
Как видим, дорогостоящие заводские профилегибы для домашнего применения совсем не нужны, особенно если вы не будете их часто использовать. В таком случае их можно сделать из подручных материалов своими руками, тем более что это не очень сложно.
Профилегиб своими руками: пошаговая инструкция, видео
Профилегиб поможет изготовить из металлических труб гнутые дуги, широко применяющиеся в строительстве и благоустройстве участка. Разберемся, как сделать профилегиб своими руками.
Дуги из профильной трубы – востребованный материал для благоустройства дачного участка, строительства теплиц, навесов, беседок. Покупать такой прокат не выгодно: он дороже обычных прямых труб в 2 раза и более, а сделать дуги самому довольно просто. Для этого нужен специальный станок, который называется профилегиб. Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
Покупать такой прокат не выгодно: он дороже обычных прямых труб в 2 раза и более, а сделать дуги самому довольно просто. Для этого нужен специальный станок, который называется профилегиб. Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
Применение профилегиба и принцип его работы
Назначение профилегиба – деформация металла в холодном состоянии до достижения необходимой формы. При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
- Профильная труба лучше противостоит деформациям, поэтому нужно приложить большое усилие, чтобы ее согнуть.
- Как правило, создаваемые дуги имеют большой радиус кривизны.
Сам процесс изгибания металла основан на приложении деформирующего усилия по центру балки, лежащей на двух опорах. При этом, благодаря прокатыванию профиля по роликам, его сечение в процессе обработки не меняется, на поверхности не появляются смятые участки, складки. Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Конструкция
Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
- Подвижный ролик один и расположен посередине, опускаясь сверху. Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
- Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.

- Подвижный ролик поставлен сбоку (справа или слева). Такая конструкция позволяет завивать профиль в спирали.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.
[warning]В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т.д.[/warning]
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Необходимые материалы и инструмент
Материалы для изготовления трубогиба подбираются, исходя из определенных для станка задач и имеющихся в наличии узлов и деталей. Мы предлагаем комплект деталей для изготовления станка, которому под силу справиться с профильной трубой диаметром до 60 мм. Но многие из компонентов можно заменить, в зависимости от того, какие материалы удастся найти в хозяйстве или недорого купить. Итак, вот примерный перечень материалов:
- Отрезки швеллера №80. Из него будет изготовлена станина станка. Допускаются и другие виды швеллера или уголков, лишь бы толщина металла была не менее 3 мм, а ширины металлопроката хватало для установки валов и остальных деталей. Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.
- Готовые подшипники, запрессованные в подшипниковые узлы. Здесь лучше приобрести готовые детали, так как трудоемкость изготовления подшипникового узла велика, а от его качества во многом зависит эффективность работы станка.

- Стальной вал 70-мм диаметра (3 штуки).
- Приводные звездочки и цепь. Мы взяли элементы из ГРМ классической модели «Жигулей», но подойдут и велосипедные детали.
- Болты М20х60.
- Гладкая стальная арматура.
- Стальные полосы 5-мм толщины.
- Гроверные шайбы, гайки М20.
Инструментарий для работы достаточно распространен и встречается во многих домах. Два наиболее редких инструмента – это сварочный аппарат и «болгарка». Без них не обойтись при изготовлении станины трубогиба. Если этих инструментов нет в хозяйстве, их стоит приобрести или взять в аренду на время.
Также понадобится электродрель, сверла по металлу, разметочный инструмент (кернеры, чертилки, рулетка, карандаш), молоток, гаечные ключи №20. Набор инструментов, в зависимости от запланированных элементов конструкции, может дополняться, но в основе своей останется таким же. Подготовив все необходимое, можно начинать работу.
Как сделать профилегиб своими руками. Пошаговая инструкция
Прежде всего, начинают с создания чертежей. Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Далее порядок работы таков:
- Швеллер нарезается на куски нужного размера, из него собирается нижняя часть станины и перекладина в виде буквы «П» для прижимного ролика. Детали соединяются с помощью сварки. Станину и поперечину пока не соединяют.
- По чертежам размечаются отверстия для валов, намечаются кернером, затем сверлятся. В местах установки валов на станину наваривают куски полосовой стали, чтобы толщина металла достигла 1 см и более. После этого можно быть уверенным, что станина выдержит нагрузку.
- Внутри боковых стоек перекладины крепят болтами направляющие для подвижного вала. Вал вводят в направляюще, убеждаются, что он способен перемещаться.
 Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом.
Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом. - Валы для неподвижных роликов вставляют в отверстия на станине, закрепляют с помощью болтов и гаек с гроверами.
- К валам наваривают звездочки передачи, соединяют их цепью. К ведущему валу приваривают ручку из согнутой арматуры.
- Сваривают станину с перекладиной.
[warning]Когда станок полностью собран, его тщательно красят, чтобы коррозионные процессы не разрушали металл. Все подшипники, звездочки и цепь тщательно смазывают, рукояти полируют.[/warning]
Чтобы для протаскивания трубы через вальцы требовалось прикладывать меньшее усилие, применяют принцип уменьшения передачи (он реализован, например, в велосипеде). Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Еще один вариант, который позволяет обеспечить заметно большее усилие – установка в качестве привода низкооборотного электрического мотора. Тогда его ось соединяется с ведущим валом станка (непосредственно или через передачу). Такое дополнение усложняет конструкцию, но существенно расширяет функциональные возможности.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
[warning]После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.[/warning]
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Советы профессионалов
Мы рекомендуем несколько видеофрагментов, содержащих полезные советы по сооружению профилегибов своими руками. Вы можете своими глазами увидеть все этапы работы и познакомиться с различными вариантами конструкции этого станка, чтобы выбрать для себя наиболее подходящий:
Профилегиб – полезный в хозяйстве станок, который будет нужен во множестве случаев. Если разобраться в конструкции, его вполне можно соорудить самому, не затратив много времени и средств. И тогда это полезное устройство станет помощником в благоустройстве приусадебного или садового участка.
Профилегиб своими руками. Профилегибы ручные своими руками. Профилегибы ручные своими руками
Февраль 6 • Полезные советы • Просмотров 4698 • Комментариев к записи Профилегиб своими руками нет
Гибка металлических профилей может осуществляться разными гибочными установками. Одним из самых лучших способов для этой цели является профилегибочный станок или попросту профилегиб. Только стоит такое оборудование довольно дорого, поэтому оно не всем доступно. Тем не менее, упрощенный вариант станка можно сделать самостоятельно, при этом подогнав его под ваши потребности. О том, как сделать профилегиб расскажем далее.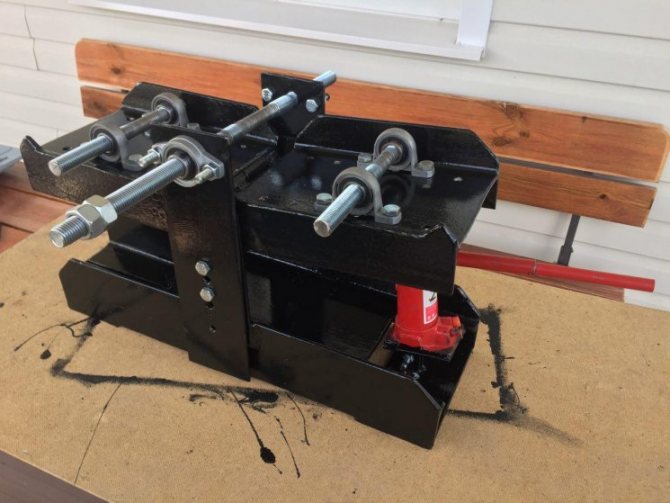
Содержание
- Характеристики профилегиба
- Конструкция профилегибов
- Принцип работы профилегиба
- Классификация профилегибов
- Изготовление профилегибов ручных своими руками
Характеристики профилегиба
Для начала рассмотрим классификацию профилегибов, их конструкцию, а также принцип работы.
Сегодня такие инструменты широко используются для изготовления различных труб из металлических профилей. Профилегибочные станки способны гнуть как часть, так и весь профиль. Некоторые модели позволяют согнуть заготовки даже на 360 градусов. Причем для этого может использоваться любой материал. Для того чтобы изогнуть металл под нужным углом, нередко также применяют самодельные профилегибы.
Для осуществления гибки не требуется предварительного нагревания детали. Инструмент работает путем холодного проката. С помощью профилегиба можно получить детали различной формы. Они могут быть как симметричными, так и несимметричными, с одним или с несколькими изгибами.
Такие станки способны сделать изгиб всего за один прокат. Профили могут быть обработаны как в вертикальной, так и горизонтальной плоскости. Профилегиб позволяет делать из металлических заготовок и профилей окружности, зигзаги, спирали. Кроме того, при помощи них можно сделать как закрытые, так и открытие профили. Они также способны изготовить детали с плавным переходом.
На сегодняшний день данные станки широко используются в различных областях промышленности, в том числе при строительстве, ремонте зданий и автомобилей, а также при производстве мебели.
Процесс сгибания на профелегибах состоит из двух основных движений:
- Прокатывание заготовки между роликами.
- Одновременный поджим верхнего (или боковых) ролика.
Конструкция профилегибов
Гибочные станки представляют собой устройство, оснащенное механическим, гидравлическим или электрическим приводом. Они обычно имеют небольшие габариты и массу. Создавать детали различной конфигурации можно благодаря использованию специальных насадок.
По конструкции различают несколько разновидностей систем роликовых профилегибов:
- Станок с верхним подвижным роликом. Считаются самыми простыми. Ведь в этом случае в движение приходит только верхний ролик. В установках ручного типа ролик перемещается за счет редуктора. В гидравлических станках — при помощи гидросистемы. Тот факт, что ролики расположены сверху, позволяет рассчитать возможный радиус для изгиба изделий. При этом градиент и погрешность при деформации профиля являются небольшими.
- Установки с левым подвижным роликом. Эти станки удобны, если необходимо завить спираль. Отличие данной конструкции от предыдущей заключается только в механике привода ролика. Некоторые модели оснащаются программным управлением, что позволяет контролировать градиент гибки, а также гнуть деталь по индивидуальным чертежам. Существуют модели, с заранее установленными функциями гибки.
- Станок с подвижными нижними (боковыми) роликами. Данные устройства используются для работы с профилями большого размера.
 Это достигается благодаря тому, что усилие во время гибки распределяется на оба нижних вала. Данные виды станков оснащаются гидравлическим приводом. При этом у каждого вала имеется свой контролер положения. Ролики в этом случае перемещаются по сегменту окружности, из-за чего эта конструкция стала самой распространённой.
Это достигается благодаря тому, что усилие во время гибки распределяется на оба нижних вала. Данные виды станков оснащаются гидравлическим приводом. При этом у каждого вала имеется свой контролер положения. Ролики в этом случае перемещаются по сегменту окружности, из-за чего эта конструкция стала самой распространённой. - Установка со всеми подвижными роликами. Данные станки имеют самую сложную конструкцию. Они сочетают в себе все основные достоинства профилегибов, указанных выше. Они могут выполнять работы, которые на остальных станках можно сделать только по отдельности. Таким образом, эту конструкцию можно назвать универсальной.
Принцип работы профилегиба
Профилегиб отличается от прочих трубогибочных станков тем, что деформация металла происходит за счет проката, а не с помощью изгиба.
Порядок работы:
- Этот инструмент довольно жёстко устанавливается. После чего через отверстие в раме закрепляется материал (профиль) при помощи анкерных болтов.

- Перед началом работы нужно обязательно проверить, правильно ли выполнено заземление механических и электрических соединений.
- Перед первым пуском ролики станка обязательно нужно очистить от смазки. Это можно сделать при помощи простой сухой тряпочки. Кроме того, необходимо проверить, чтобы напряжение сети соответствовало характеристикам инструмента.
- Затем следует обкатка станка на холостом ходу в течение получаса. Если за это время были обнаружены неполадки, то работу нужно остановить и обязательно устранить все найденные неисправности.
- Если станок исправен, то нужно очистить все детали от масла.
- Затем следует проверить твердость материала (по всей длине заголовки она должна быть одинаковая).
- После чего ролики нужно настроить под обработку изгибаемой детали. Это делается следующим образом:
- сначала откручивается гайка крепления прижимных и опорных роликов. Это можно выполнить с помощью ключа;
- затем ролики устанавливаются на валы со шпонкой;
- они закрепляются с помощью гаек;
- далее прижимной ролик поднимают в верхнее положение.
 Это выполняется с помощью рукоятки.
Это выполняется с помощью рукоятки.
Когда ролики настроены, заготовка зажимается между валами. После чего она прокатывается между ними под высоким давлением, что приводит к изгибу профиля. Чтобы задать радиус кривизны, нужно поднять и опустить верхний вал. Если профилегиб ручной, то механизм приводится в движение при помощи вращаемого оператором рычага. Электрический вариант работает за счет установленного электродвигателя.
Классификация профилегибов
Существует несколько типов таких станков. Каждый из них имеет свои характерные особенности. Различают следующие виды установок:
- Профилегибы электрические.
- Гидравлические.
- Ручные.
Изготовление профилегибов ручных своими руками
Чертеж профилегиба:
Самодельный профилегиб стоит использовать только в том случае, если он нужен для простого сгибания трубы. Для более объемных работ требуется уже приобретать профессиональные станки.
Итак, если вы решили сделать этот инструмент, то, прежде всего, нужно знать, что его конструкция подбирается в зависимости от диаметра трубы. Так, если она имеет диаметр менее 20 миллиметров, то её можно согнуть при помощи бетонной плиты с отверстиями. Сгибание в этом случае происходит следующим образом:
Так, если она имеет диаметр менее 20 миллиметров, то её можно согнуть при помощи бетонной плиты с отверстиями. Сгибание в этом случае происходит следующим образом:
- В плиту вставляются стальные штыри.
- Трубу поместить между штырями и выгнуть на необходимый угол.
Если диаметр трубы больше 25 миллиметров, то тут потребуется инструмент более сложной конструкции.
Порядок работ:
- Для изготовления профилегиба своими руками нужно прикрепить сначала ролики на основание. Они должны иметь круглое сечение боковой грани. Важно, чтобы диаметр сечения был такой же, как и у трубы для сгибания.
- Труба вставляется между роликами, после чего один из её концов фиксируется.
- Свободный конец материала нужно прикрепить к лебедке.
- Затем механизм лебедки приводится в действие.
- Лебедка останавливается, когда труба достигнет необходимого изгиба.
Ещё один вариант самодельного станка:
- Для этого потребуется цементный раствор.
 Он смешивается из расчета, что на одну часть цемента понадобится четыре части песка.
Он смешивается из расчета, что на одну часть цемента понадобится четыре части песка. - Затем толстые отрезки труб диаметром 80-90 миллиметров нужно будет вставить в площадку, засыпанную щебнем, на расстоянии примерно 40-50 миллиметров друг от друга.
- Затем площадка заливается цементом. Важно, чтобы при этом трубы остались строго вертикальными.
- Нужно дождаться, пока площадка высохнет (на это требуется обычно до 2 суток).
- Чтобы не появились трещины и деформация, перед нагреванием трубу следует набить кварцевым речным песком. Перед этим один её конец затыкается пробкой.
- Затем песок в небольшом количестве засыпается в обрезок трубы. После чего он подогревается до темно-вишневого цвета.
- Когда материал остынет, можно набить песком остальной объем трубы.
- Если труба имеет длину не более 1,5-2 метров, то набить её можно вручную небольшими порциями. Чтобы при этом не образовывались пустоты, нужно после каждой порции обстукивать внешнюю сторону молотком.
 Главное, чтобы песок немного не доходил до верхнего края трубы. Это место понадобится для пробки.
Главное, чтобы песок немного не доходил до верхнего края трубы. Это место понадобится для пробки. - В забитой пробке должно быть несколько отверстий. Они нужны для того, чтобы из трубы могли выйти образовавшиеся газы.
- Затем нужно взять мел и нанести с помощью него метку в месте наибольшего изгиба. Его радиус должен быть не более 3-4 диаметров трубы.
- Если необходимо согнуть трубу под углом 45 градусов, то интервал прогревания берется равным 3 её диаметрам.
- Если нужно согнуть материал под углом 60 градусов, то допускается взять интервал прогрева равный 4 диаметрам.
- Если трубу нужно будет согнуть под прямым углом, то место прогрева должно быть равно примерно 6 её диаметрам.
- Когда труба полностью прогреется, то от неё отлетит вся окалина. В этот момент нужно прекратить дальнейший нагрев.
- Если появляются искры, то это является признаком того, что нагрев был слишком долгим.
- Важно, чтобы труба была изогнута за один прогрев.
 В противном случае, структура металла может ухудшиться. Во время работы обязательно нужно соблюдать все правила безопасности.
В противном случае, структура металла может ухудшиться. Во время работы обязательно нужно соблюдать все правила безопасности. - Когда труба приняла желаемую форму, то пробка из неё вытягивается, а кварцевый песок высыпается.
« Садовая воздуходувка: характеристика, применение, выбор Подключение бойлера косвенного нагрева »
Главная | HAEUSLER AG – производитель круглогибочных станков
HAEUSLER – это не просто имя, HAEUSLER – это убеждение. Наши машины не только помогают вам быстрее достигать целей, но и отличаются легендарным качеством. Вот почему мы ежедневно стремимся не только удовлетворить высокие требования наших клиентов, но и превзойти их. HAEUSLER – Ваш партнер в области гибки.
Ветряные турбины
производства HAEUSLER
Дата: 27 – 30. 09.2022
09.2022
Стенд: B7.629
Discover Далее
Haeusler News
Выставка
Ветровые энергии
Hamburg Выставка.
Euroblech
Выставочный центр Ганновера, Германия
Discover больше
25.10.2022 — 28.10.2022
Fabtech
Atlanta, USA
Discover больше
08.11.2022 — 10.11.2022
.0003
ИНФОРМАЦИОННЫЙ БЮЛЛЕТЕНЬ
С 27 по 29 сентября 2022 года в Гамбурге, Германия, пройдет выставка WIND ENERGY. Мы также будем там и приглашаем вас посетить нас на нашем стенде.
ПОДРОБНЕЕ
Сердечно приглашаем вас на нашу внутреннюю выставку, которая пройдет с 18 по 20 октября 2022 года в Дуггингене. Мы использовали этап короны для решительного развития наших продуктов и проектов.
ПОДРОБНЕЕ
Полная автоматизация – высочайшее качество!
ПОДРОБНЕЕ
САМЫЕ ПОПУЛЯРНЫЕ ДОКУМЕНТЫ
Откройте для себя мир HAEUSLER. Все продукты, все услуги, проекты и многое другое.
Все продукты, все услуги, проекты и многое другое.
Получите краткий обзор услуг и типов машин от HAEUSLER.
Откройте для себя новый 4-валковый круглогибочный станок HAEUSLER EVO.
Получите полный обзор наших услуг и продуктов в области гибки труб.
Следуйте за нами!
Чтобы держать вас в курсе актуальных тем, мы также представлены для вас в социальных сетях – следите за нами в наших социальных сетях и получайте информацию о нашей компании, продуктах, карьерных возможностях и выставках.
HAEUSLER ФАКТЫ
года опыта
С момента основания HAEUSLER выступает за инновации и новаторский дух
Страны
HAEUSLER поставляет свою продукцию более чем в 100 стран мира
Актуальные темы
HAEUSLER
Обзор продукции
Откройте для себя мир HAEUSLER. Все продукты, все услуги, проекты и многое другое.
ИННОВАЦИЯ
Ветряная мельница HAEUSLER
Инновация для ветряных мельниц
С нашим обширным оборудованием для производства ветряных мельниц вы всегда найдете оптимальное решение. Эффективные машины, высокая производительность и комплексное обслуживание — вот что вы получаете с ветряными мельницами HAEUSLER. Узнайте больше о наших решениях для производства ветряных электростанций.
Эффективные машины, высокая производительность и комплексное обслуживание — вот что вы получаете с ветряными мельницами HAEUSLER. Узнайте больше о наших решениях для производства ветряных электростанций.
УЗНАТЬ БОЛЬШЕ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
4-валковый круглогибочный станок VRM
Эффективный процесс гибки в деталях
От привода до работы и автоматизации – с помощью четких графиков и подробных пояснений вы узнаете все об эффективном процессе гибки с помощью VRM 4- круглая гибочная машина в нашей белой книге. Узнайте о бесчисленных преимуществах гибочного станка VRM.
УЗНАТЬ БОЛЬШЕ
ИННОВАЦИИ
HAEUSLER BENDtronic
ГИБКА ПРЕВРАЩАЕТСЯ В ИГРУ ДЛЯ ДЕТЕЙ
Революционная система BENDtronic® компании HAEUSLER позволяет любому контролировать не только движения машины, но и сам результат гибки. Программное обеспечение имеет графическую поддержку и позволяет выполнять гибку за один или несколько проходов. Его также можно использовать для изделий любой формы, таких как цилиндры и трубы, овалы, резервуары или другие более сложные геометрические формы, вплоть до S-образных заготовок. BENDtronic® содержит различные вспомогательные инструменты, которые обеспечивают оператору оптимальную поддержку во время гибки.
Его также можно использовать для изделий любой формы, таких как цилиндры и трубы, овалы, резервуары или другие более сложные геометрические формы, вплоть до S-образных заготовок. BENDtronic® содержит различные вспомогательные инструменты, которые обеспечивают оператору оптимальную поддержку во время гибки.
УЗНАТЬ БОЛЬШЕ
WHITEPAPER
3-валковый круглогибочный станок HDR
Особенности и подробное сравнение
Благодаря своим особенностям, 3-валковый круглогибочный станок HDR имеет значительные преимущества по сравнению с другими -рулонные машины на рынке. В нашем всеобъемлющем техническом документе эти функции и преимущества показаны вам с помощью четких графиков. Узнайте об особенностях гибочного станка HDR.
УЗНАТЬ БОЛЬШЕ
ИННОВАЦИИ
Гибочные станки EVO
THE BENDING EVOLUTION
Низкие эксплуатационные расходы, повышенная производительность и простота в использовании: EVO обладает целым рядом замечательных преимуществ. Естественно, проверенное качество HAEUSLER – сделано в Германии.
Естественно, проверенное качество HAEUSLER – сделано в Германии.
УЗНАТЬ БОЛЬШЕ
HAEUSLER имеет сертификат
в соответствии с DIN EN ISO 9001.
Наша надежная система управления качеством в соответствии с DIN EN ISO 9001 гарантирует нашим клиентам стабильно высокое качество продукции и услуг.
К СЕРТИФИКАТУ
К СЕРТИФИКАТУ
С наилучшими рекомендациями
«СИЛЬНЫЙ ПАРТНЕР»
В компании HAEUSLER мы видим сильного партнера для нашей основной компетенции в производстве теплообменников из нержавеющей стали. Производственные требования согласованы друг с другом, и машины постоянно совершенствуются. От идеи до разработки, строительства и производства до обслуживания – мы получаем все из одних рук.
Франк Гессе, Viessmann, руководитель производства
Bending and Forming Equipment — Forge Manufacturing Solutions
- Home
- Used Equipment
- New Equipment
- Service
- Catalog Link Page
- Recently Sold
- About
- Contact Us
[
{
«description»: «Гибочное и формовочное оборудование»,
«twitter:description»: «Гибочное и формовочное оборудование»,
«twitter:image»: «https://forge-usa. com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBeE1mQnc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—df15669c5a1d56a7199d000b8e5d7a9c7b59035b/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/Plate%20Bending%20Category.png»,
com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBeE1mQnc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—df15669c5a1d56a7199d000b8e5d7a9c7b59035b/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/Plate%20Bending%20Category.png»,
«twitter:title»: «Гибочное и формовочное оборудование — Решения для кузнечного производства»,
«twitter:card»: «резюме»
},
{
«og:description»: «Гибочное и формовочное оборудование»,
«og:image»: «https://forge-usa.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBeE1mQnc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—df15669c5a1d56a7199d000b8e5d7a9c7b59035b/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/Plate%20Bending%20Category. png»,
png»,
«og:title»: «Гибочное и формовочное оборудование — решения для кузнечного производства»,
«og:locale»: «en_US»,
«og:site_name»: «Подделка производственных решений»,
«og:type»: «веб-сайт»
}
]Гибочное и формовочное оборудование — решения для кузнечного производства
Торговые марки
4 ОПЕРАЦИИ В 1 МАШИНЕ
Трубогибы
4-RUNNER представляет собой полный производственный процесс, начиная с рулона, который затем выпрямляется, формирует концы (до шести проходов), торцы, прокатки, гибки, резки и окончательно выгружает готовую деталь. ДЕЙСТВИТЕЛЬНО ВСЕ…
0,875 дюйма
Вместимость
—
Гор/Верт
ДЛЯ ИЗГОТОВЛЕНИЯ ВСЕХ ТИПОВ ИЗГИБОВ ТРУБ И ПРОФИЛЕЙ
Трубогибы левосторонние, правые
3
90 .. Это трубогибочный станок с ЧПУ по преимуществу… Правосторонняя и левосторонняя гибка в процессе, с фиксированным или переменным радиусом, одинарная или множественная…
32 мм
Вместимость
—
Горизонт/Верт
ДЛЯ ИЗГОТОВЛЕНИЯ ВСЕХ ТИПОВ ИЗГИБОВ ТРУБ И ПРОФИЛЕЙ
Трубогибы
Этот трубогиб CrelNC правый, левый. .. гибочный станок по преимуществу… Правосторонняя и левосторонняя гибка в процессе, с фиксированным или переменным радиусом, одинарная или множественная… ТРУБНЫХ И ПРОФИЛЬНЫХ ОТВОДОВ
.. гибочный станок по преимуществу… Правосторонняя и левосторонняя гибка в процессе, с фиксированным или переменным радиусом, одинарная или множественная… ТРУБНЫХ И ПРОФИЛЬНЫХ ОТВОДОВ
Трубогибы
Правый, левый оправочный гибочный станок и… Это трубогибочный станок с ЧПУ по преимуществу… В процессе правосторонняя и левосторонняя гибка, с фиксированным или переменным радиусом, одинарная или множественная..
40 мм
Вместимость
—
Гор/Верт
ДЛЯ ИЗГОТОВЛЕНИЯ ВСЕХ ТИПОВ ИЗГИБОВ ТРУБ И ПРОФИЛЕЙ трубогибочный станок par excellence… Правосторонняя и левосторонняя гибка в процессе, с фиксированным или переменным радиусом, одинарная или множественная…
52 мм
емкость
—
HORZ/Vert
Все электрические трубки. • Ручная или автоматическая загрузка • Многоярусная установка — можно установить до 8 инструментов • Высочайшая повторяемость…
МАЛЕНЬКИЙ, ПРОЙДНЫЙ И ИНТЕЛЛЕКТУАЛЬНЫЙ ДЛЯ ИЗГИБА ТРУБ
Трубогибы
Автономный, надежный, незаменимый Возможность работы как справа, так и слева — ручная гибка Инструмент для штабелирования обеспечивает возможность работы с несколькими радиусами Гибка труб, проволочных или гибридных труб (с фланцами, концевыми формами и т.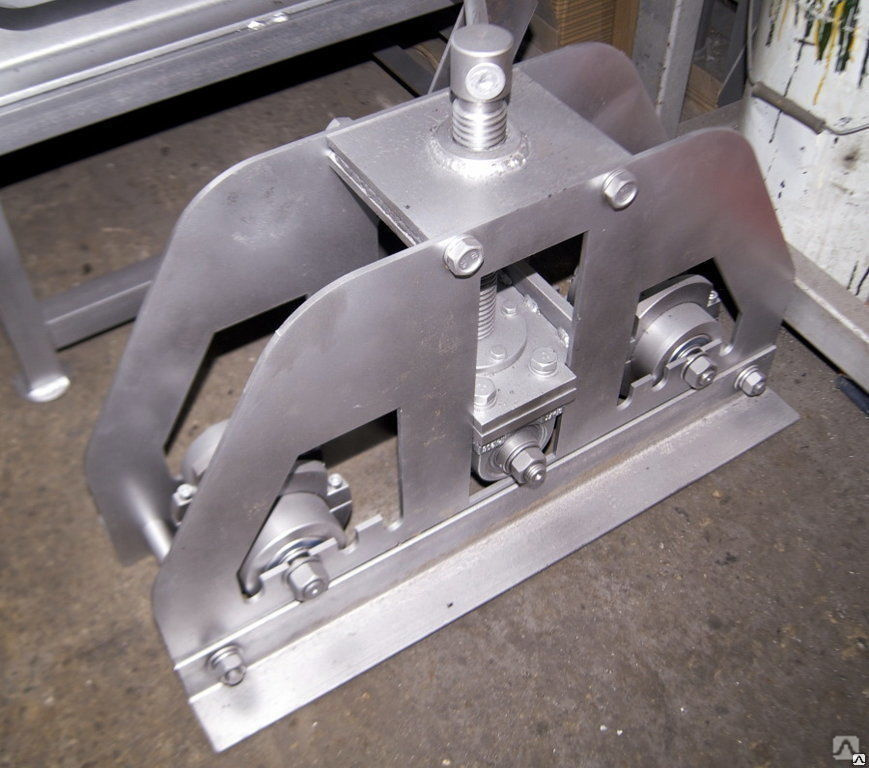 д.)
д.)
28 мм
Вместимость
—
Гор./Верт. Dener использует самые строгие производственные технологии для производства высокоскоростных…
ЭЛЕКТРИЧЕСКИЙ ГИБОЧНЫЙ ТОРМОЗ С СЕРВО
Листогибочные прессы
Электрические листогибочные прессы DENER SERVO представляют собой негидравлические, надежные и современные листогибочные машины. Эта идея машины нового поколения сочетает в себе экологически чистые машины с производительностью, точностью, гибкостью…
2018 DENER SERVO ELECTRIC 17535
Листогибочные прессы
Новые — в наличии
Абсолютно лучшее предложение, которое вы найдете в листогибочном прессе в этом году. Это новая/демонстрационная модель листогибочного пресса Dener, продажи которого резко сократились к концу года. В наличии только 1. …
175T
Тоннаж
MECH
Тип
3575MM
Общая длина
4
# Axis
Гидраулический пресс.
 0024 Листогибочные прессы
0024 Листогибочные прессы
Листогибочные прессы DENER PUMA XL и SMART XL созданы с целью быть гибкими, надежными и современными гибочными машинами. Dener использует самые строгие производственные технологии для производства высокоскоростных…
Новый гидравлический листогибочный пресс Y1Y2 150 тонн x 10 футов немедленная доставка из Чикаго, эргономичный сенсорный экран ESA 650 Control, X, R, задний упор, коронка с ЧПУ в стиле Wila, лазерная безопасность, монтажные работы включены.
150T
Тоннаж
HYD
Тип
10ft
Общая длина
5
# Axis
ERMAK CNC AP 3760320-350 TON 12 FOT 7 AXIS Press Brake
30320-350 TON 12 FOT 7 AXIS Press Brake
210320-350 TON 12 FOT 7 AXIS Press Brake
1110320-350 TON 12 FOT 7 AXIS Press
210 210320-350 TON FOUT 7 FOT 7 AXIS BRAKE 202216
Б/у — В хорошем состоянии
Б/у Ермак 350 тонн 12 футов 7-осевой листогибочный пресс. Оснащена опорами для листов с ЧПУ, гидравлическим зажимом пуансона Wilson, ЧПУ по осям X, Y, Z1, Z2, R. ЧПУ-управление выпуклостью.
Оснащена опорами для листов с ЧПУ, гидравлическим зажимом пуансона Wilson, ЧПУ по осям X, Y, Z1, Z2, R. ЧПУ-управление выпуклостью.
350T
Тоннаж
HYD
Тип
12 футов
Общая длина
7
# Axis
132 Тонн, 4 Axis, 8 ‘LOND с DELEM 66W Control
Press
.
132T
Тоннаж
HYD
Тип
8ft
Общая длина
4
# Axis
2014 Power Bend Bend Falcon
.0003
тоннаж
—
Тип
—
Общая длина
4
# Axis
2012 JMT SBT 4006
Power Squars (дюйм)
— Отличный
9002 Отличный условие JMT JMT JMT JMT JMT Shears (дюйм)
Под энергетикой
0,25in
Макс Толщина
160in
Длина лезвия
HYD
HYD/MECH
39. 4IN
4IN
BACK LAIGE
Одно семейство — одно название — одна компания с 1
.27
Листогибочные валки, включая прижим
Parmigiani Macchine — мировой лидер в разработке, производстве и продаже высококачественных листогибочных станков; 2-х, 3-х и 4-х валковые листовые валки;
—
Длина валков
PYRAMID
(Init/Dbl Pinch или Pyramid)
—
Макс. толщина
Макс. толщина
— 90 (калибр)
МЕТАЛЛУРГИЧЕСКИЕ РАБОТЫ, ПЛАЗМЕННЫЕ СТОЛЫ, ГИБОЧНЫЕ ТОРМОЗА И ДРУГОЕ
Машины для изготовления
Гидравлические металлообрабатывающие станки Плазменные столы Гидравлические листогибочные прессы Гидравлические ножницы Волоконно-лазерный комбинированный штамповочный станок Плазменные гибочные валки Портативные прессы Односторонний штамповочный пресс Изготовители с ЧПУ Наши B…
Гибочные валки PIRANHA-BERTSCH
Гибочные валки Piranha-Bertsch спроектированы и изготовлены для точной формовки металла от калибровочной толщины до 14 дюймов и более и могут быть изготовлены по индивидуальному заказу для удовлетворения конкретных задач.
2016 Swebend PB4-8-6
Пластинговые рулоны, включая PINCE
Сток №: 202215
-Отличный
6ft
Длина рулонов
DBL PINCH
(init/dbl rind or or or rink or or or rink)
0,5 дюйма
Макс. Толщина
—
Макс Толщина (датчик)
Wysong Press тормоз 40 тонн x 6 футов «
Пресс -тормоза
Запас №: 100085
— Good
$ 2400.00
0003
Это гидравлический листогибочный пресс Wysong h50-72, оснащенный: Регулируемым изменением скорости и верхней части хода Регулировка силового штока с отображением положения Световые завесы безопасности Merlin установлены в американском…
Тип
6 футов
Общая длина
—
# Ось
Гибочные станки, листопрокатные станки, решения для штамповки и резки
Гибочные станки, листопрокатные станки, решения для штамповки и резки
Свяжитесь с нами
Boschert USA является эксклюзивным североамериканским представителем технологически передовых европейских производственных линий Boschert GmbH, Stierli-Bieger, PBT, Boschert Gizelis и AMB Picot. Наш портфель машин изменит вашу работу, чтобы удовлетворить потребности магазина будущего; повышение эффективности, производительности и производительности, а также повышение вашей способности заниматься новыми полезными проектами.
О нас
Обзор машин по маркам
Компания Boschert GmbH, базирующаяся в Германии, специализируется на высококачественных, «современных» станках с ручным управлением и станках с ЧПУ для штамповки, высечки, обработки медных прутков, плазменно-пробивных, лазерно-пробивных и планшетных волоконно-лазерных станков. Boschert, мировой лидер в производстве штамповочных, режущих и надрезных станков, стремится к постоянному совершенствованию и внедрению новых идей в практические приложения. Продукция Boschert известна тем, что сочетает в себе мастерство старого мира с технологиями нового мира. Будучи новатором, компания Boschert установила новые отраслевые стандарты точности и безопасности.
View Machines
Вот уже более 80 лет Stierli-Bieger AG является мировым лидером в производстве горизонтальных гибочных и правильных станков. Благодаря широчайшему ассортименту машин для гибки и правки компания Stierli предлагает решения для самых разных отраслей с высокими требованиями — от производства стали до металлообработки, железных дорог и судостроения. Эти безопасные, компактные и точные станки варьируются от простых станков с ручным калибром до систем ЧПУ с лазерным наведением и производительностью от 9 до 900 тонн. Эти машины швейцарского производства доступны с инструментами и аксессуарами для применения от небольших кронштейнов до судовых рам, рельсов и конструкционной стали. Stierli придерживается запатентованной системы контроля качества, предоставляя клиентам гарантию долгосрочного партнерства.
View Machines
Имея более чем столетний опыт и более 5000 станков, находящихся в эксплуатации по всему миру, французские листогибочные станки AMB Picot основаны на четырех ключевых принципах: надежность, качество, простота использования и производительность. рентабельность. Благодаря последним технологическим достижениям трех- и четырехвалковые гибочные станки Picot могут сворачивать листовой металл самых разных форматов в бесконечные изогнутые, круглые или конические формы. Новое программное обеспечение Picot EasyRoll© на основе искусственного интеллекта делает гибку более интуитивной и безошибочной, учитывая предварительную гибку, пружинение и наиболее эффективные протоколы гибки. Picot обслуживает многие отрасли промышленности, включая архитектуру, промышленное производство, транспорт, общественные работы, аэрокосмическую промышленность, энергетику и строительство. Машины Пико одинаково хорошо подходят как для прототипирования отдельных изделий, так и для крупносерийного производства.
View Machines
С 1991 года швейцарская компания Profile Bending Technology, или PBT, производит исключительные профильные гибочные станки и системы управления с ЧПУ, чтобы удовлетворить требования к точности, качеству и техническим характеристикам для широкого спектра применений и отраслей. Профилегибочные станки PBT используются для выполнения точных и воспроизводимых изгибов труб, стержней, уголков, Т-образных профилей, U-образных профилей, балок и нестандартных сложных профилей. Ведущие в мире технологии гибки профилей и системы управления с ЧПУ компании PBT используются во многих областях металлообрабатывающей промышленности: автомобилестроении, аэрокосмической промышленности, архитектуре, криволинейном освещении, производстве окон и фасадов, строительном оборудовании и конвейерных технологиях, кровельных системах и многом другом.
View Machines
Boschert-Gizelis предлагает производителям полный спектр инновационных листогибочных прессов и ножниц, чтобы удовлетворить потребности самых передовых производителей металлообработки. Boschert-Gizelis, немецко-греческое партнерство с производственными предприятиями в Греции, предлагает проектирование и разработку машин, а также полную линейку обрабатывающих машин. Обладая опытом и стремлением к инновациям и качеству, Boschert-Gizelis также имеет специальное подразделение робототехники для автоматизации гибки и резки. Компания твердо намерена инвестировать в исследования и разработки, стремясь предоставлять высококачественные технологически продвинутые продукты, а также разрабатывать новые продукты, отвечающие меняющимся требованиям быстро меняющейся отрасли листового металла.
Просмотр машин
Команда Boschert в США – сочетание опыта, навыков и дружеской приверженности удовлетворению потребностей клиентов:
Применение
Наша команда инженеров работает с клиентами над созданием решений, отвечающих вашим требованиям, и решит проблемы, от которых отказались другие
Отдел продаж
Глубоко понимая потребности производителей, мы стремимся найти, создать и предоставить правильное решение для вашего производственного цеха
Обслуживание и запасные части
Мы стремимся к обучению и обслуживанию на протяжении всего срока службы вашей машины, оперативно и находчиво поставляем запасные части и аксессуары для вашей машины
Коллегиальность
Мы ставим наших клиентов на первое место. Мы гордимся тем, что мы отзывчивы, с нами легко работать, дружелюбны, гибки и любезны
Подробнее о нас
Запросить бесплатное предложение
Нам доверяют инновационные компании по всему миру
Компрессионные трубогибы, Трубогибочная машина
Ассортимент компрессионных трубогибов Winton включает: вертикальные компрессионные трубогибы, сдвоенные компрессионные трубогибы и трубогибочные машины.
Winton предлагает линейку высокоскоростных вертикальных гибочных прессов. Эти машины предназначены для снятия с пола максимального количества деталей в день.
Производители, которые изо дня в день гнут трубы, используя один и тот же процесс, часто ищут более быстрые и эффективные трубогибочные машины, способные производить точные гнутые трубы.
Ежедневное применение варьируется от аэрокосмических и медицинских устройств до детских игрушек. Для формирования этих деталей часто требуется гибкость, когда процесс гибки является последним шагом в процессе сборки. Гибкость также включает в себя быструю замену штампов для работы с трубами разного диаметра и постоянно изменяющимися радиусами изгиба. Вертикальный компрессионный гибочный станок подходит к профилю.
Вертикальный компрессионный гибочный станок, часто используемый для специальных целей, позволяет гибко менять штампы для работы с трубами разного диаметра и радиуса изгиба. Добавив несколько внешних упоров, гибочный станок с вертикальным сжатием может быстро выполнить несколько различных изгибов одной и той же детали менее чем за 15 секунд.
Трубогибочные станки с вертикальным сжатием
Трубогибочные станки с вертикальным сжатием хорошо работают в производственных условиях, поскольку их гибкость позволяет выполнять многочисленные производственные задачи.
Вертикальное сжатие
Трубогибочные станки
Трубогибочные станки с двумя головками
Наши трубогибочные машины с двумя головками одновременно формируют 2 изгиба, по одному с каждой стороны трубы. Расстояние от центра до центра регулируется.
Трубогибы с двумя головками
Трубогибочные станки сжатия
Компания Winton Machine производит трубогибочные станки уже более десяти лет. Наш ассортимент станков для гибки протирочных труб продолжает изгибать качественные детали для различных отраслей промышленности.
Вращающиеся трубогибочные станки
Вращающиеся компрессионно-гибочные станки
Наши вращающиеся компрессионно-гибочные станки идеально подходят для небольших труб с одиночными изгибами.
Вращающиеся пресс-гибочные станки
Механизм вертикального пресс-гибочного станка
Вертикальный пресс-гибочный станок использует гибочную матрицу, которая продвигается через две крылышки. Система привода гибочной матрицы может быть гидравлической, пневматической или электрической. По мере того как гибочная матрица продвигается вниз к двум боковым матрицам, каждая крыльевая матрица поворачивается наружу и от продвигающейся гибочной матрицы.
Крыльчатые плашки поддерживают трубу вместе с гибочной матрицей в области изгиба. Чем дальше вниз продвигается гибочная матрица, тем больший угол гиба прикладывается к изгибаемой детали. Работа плашек-крыльев состоит в том, чтобы удерживать трубу в нужном положении во время процесса гибки. Это достигается направленным вверх усилием на каждом из узлов матрицы крыла.
Требуется достаточное направленное вверх усилие (противодействующее продвигающемуся гибочному штампу), чтобы предотвратить отделение крыльевых плашек от гибочного штампа в процессе гибки. Подъемное усилие (часто называемое подушкой) на гребенках крыла может создаваться цилиндром, противостоящим системе привода гребенки гибки.
По мере того, как гибочный штамп продвигается через штампы крыла, направление силы от подушки на узлах штампа крыла изменяется. Имея это в виду, важно обеспечить адекватный контакт между трубой и штампами крыла, как всегда.
При больших углах изгиба может потребоваться увеличение противодействующей силы, чтобы предотвратить разделение между кулачками и матрицей для гибки. Каждая плашка-крылышко может скользить по линейной траектории от соответствующей точки поворота, что обеспечивает контакт 1:1 между трубкой и каждой матрицей-крылышком.
При правильной регулировке не должно быть проскальзывания между матрицей крыльев и самой трубой. Контакт 1 к 1 уменьшает трение и, таким образом, уменьшает необходимое усилие, требуемое системой привода гибочного штампа. При контакте 1 к 1 можно использовать коронку для уменьшения овальности конечного изгиба. Когда гибочная матрица втягивается, пружины возвращают каждую крыльчатую матрицу вдоль ее линейной траектории в исходное положение.
Для получения дополнительной информации о наших трубогибочных машинах, изготовленных по индивидуальному заказу, свяжитесь с нами.
- Tube Fabrication
- CNC Orbital Tube Benders
- Rotary Draw Tube Benders
- Serpentine Tube Benders
- CNC Roll Benders
- Compression Tube Benders
- Vertical Compression Tube Benders
- Twin Head Tube Benders
- Wipe Benders
- Ротационно-компрессионные гибочные станки
- Станки для резки труб с ЧПУ
- Роторное положение UncioLers — Выплаты труб
- Автоматические трубчатые погрузчики и разгрузчики
- Конечные формы
. Транспортиры
Особенности гибки геометрических профильных труб
Производители хотят, чтобы их продукция хорошо выглядела и отличалась от конкурентов, поэтому сейчас изготовители берутся за более сложную работу и находят способы эффективно сгибать геометрические профили. Фото предоставлено БЛМ.
Изготовители часто сгибают круглые металлические трубы и трубы коробчатого сечения, но по мере того, как сложные и геометрические профили становятся все более популярными, а рынок — более требовательным, промышленное применение расширилось и включает более сложные конструкции профилей, которые требуют от производителей раздвигать границы традиционной гибки труб.
«Мы видим, что многие производители используют геометрические профили, — говорит Линдли Сирлз, региональный менеджер по продажам BLM GROUP USA, Нови, штат Мичиган. — В строительной отрасли он используется не только для защиты трактора от опрокидывания, но теперь также и для дверной коробки. Это скорее особая форма, которая должна быть изготовлена из одного куска материала. Дизайнеры действительно продвигают эту тенденцию, особенно в мебельной промышленности, где мы наблюдаем большее внимание к эстетике. Все хотят, чтобы их продукты хорошо выглядеть и действительно отличаться от конкурентов, поэтому производители теперь берутся за более сложную работу и находят способы эффективно сгибать эти профили».
Проблемы
Стоимость специальных профилей выше из-за сложности процесса формования, что делает обеспечение эффективной гибки еще более важным. С этими приложениями связано много проблем, но одной из самых важных проблем является обеспечение необходимой поддержки во время гибки.
«Геометрические профили представляют собой особые проблемы по сравнению с круглой трубой или простой квадратной трубой, в частности, стабильность детали», — сказал Филипп Кноблох, директор по продажам Schwarze-Robitec, Кельн, Германия. «Круглая труба обладает высокой стабильностью благодаря своему симметричному поперечному сечению. Вот почему она ведет себя постоянно и повторяемо во время процесса гибки. Профили, особенно профили со специальной геометрией, ведут себя совершенно по-разному. Поскольку поперечное сечение несимметрично, процесс гибки может быть непредсказуемым, если деталь не стабилизирована должным образом».
Для эффективного изгиба профиля материал должен поддерживаться по всей длине, по крайней мере, снаружи материала, но часто и внутри профильной трубы. Внешняя поддержка может быть проблемой, но внутренняя поддержка представляет собой еще большую проблему для производителей.
«Коробка имеет четыре стороны, а круглая труба имеет одинаковую окружность», — сказал Сирлз. «С простым профилем, таким как D-образная труба, может потребоваться сочетание методов гибки как коробчатой, так и круглой формы. Однако любой сложный профиль нуждается в дополнительной поддержке, чтобы предотвратить растяжение и скручивание материала, что приведет к деформации. и вариации в пределах длины детали. В процессе гибки сложных профилей существует определенная степень неопределенности, которой просто нет в коробчатой или круглой трубе».
Кноблох отметил, что ключом к стабильности и правильному изгибу является разработка необходимых инструментов. Для любого процесса гибки цель состоит в том, чтобы покрыть и стабилизировать деталь, чтобы обеспечить наилучший изгиб, но это особенно верно для геометрических профилей. Специализированные инструменты для внутренней и внешней стабильности могут сделать это возможным.
Открытый или закрытый
Независимо от того, является ли профиль открытым или закрытым, зависит его уровень сложности.
«Это идет рука об руку с проблемой стабильности, — сказал Сирлз. «Для закрытой формы производителю действительно нужно беспокоиться только о поддержке снаружи. В некоторых случаях внутренняя часть нуждается в поддержке, но в основном внимание уделяется внешней стороне. Однако, когда производители переходят к изгибу открытых форм, важно обеспечить что отверстие остается открытым и не деформируется во время процесса. Но создание метода поддержки отверстия через изгиб может быть сложной задачей».
Закрытые профили имеют более естественную устойчивость, чем открытые профили. При открытом профиле больше вероятность деформации.
Любой сложный профиль нуждается в дополнительной опоре для предотвращения растяжения и скручивания материала, что приведет к деформации и отклонениям по длине детали. Фото предоставлено БЛМ.
«Для открытых профилей деталь должна поддерживаться более сложными способами, что означает более сложную и дорогую оснастку», — добавил Кноблох.
Тип материала
Помимо открытых и закрытых профилей, тип материала может усложнить гибку профилей. «Задачи будут разные, будь то сталь или алюминий», — сказал Сирлз. «Алюминий обычно имеет более постоянную форму, потому что он экструдирован, тогда как сталь обычно имеет низкую форму, которая имеет гораздо больше вариаций».
Производство стальных профильных труб имеет ряд ограничений. Однако алюминиевая труба может иметь более сложные профили, поскольку ее можно выдавливать. И хотя можно изготовить много сложных форм, не все из них можно эффективно согнуть, так что в игру вступает и осуществимость.
«Тип материала, как и в любом процессе, определенно влияет на уровень упругости, который могут ожидать производители», — сказал Кноблох. «Круглая труба, как правило, имеет довольно постоянную упругую отдачу, но это не относится к специальным профилям. Наличие большого количества информации и подробностей о полуфабрикатах и спецификациях материалов может помочь производителям принять более взвешенные решения, чтобы оптимизировать процесс и помочь разработать инструмент».
Инструменты
Для профилей необходимы специальные инструменты. Наличие хорошо спроектированных инструментов может быть разницей между хорошей деталью и бракованной деталью.
«Вы должны найти наилучший подход к поддержке материала, чтобы сохранить его в желаемой форме», — сказал Сирлз. «Иногда это делается с помощью твердого инструмента, когда инструмент находится только на внешней поверхности, или вы используете оправку для его поддержки. В других случаях этого недостаточно. В некоторых случаях производителям может потребоваться использовать расходные материалы в зазорах. открытую форму, чтобы сохранить ее. После завершения гибки эти расходные материалы можно удалить. Это может быть дорогостоящим процессом, но необходимым для таких применений».
Сирлз приводит пример оконной рамы. Поскольку форма рамы, которая обычно изготавливается из алюминия, согнута, необходимо сохранить открытый элемент, в котором будет проходить стекло, поэтому использование расходных материалов в этом зазоре сохранит его структуру через изгиб.
«Необходимы специальные инструменты», сказал Кноблох. «Приобретение хорошего инструмента с хорошей конструкцией повлияет на возможность гибки профилей. С круглыми трубами или квадратными трубами инструмент довольно легко обслуживать с помощью процесса токарной обработки. инструментов. Но для специальных профилей в цеху может потребоваться фрезерование, чтобы сохранить требуемый сложный инструмент. Важно учитывать, что это может быть более затратным и трудоемким».
По словам Сирлза, инструменты для этих специальных профилей должны открываться и закрываться. Раздельная матрица даст изготовителям возможность открыть инструмент и вставить материал, чтобы он находился внутри инструмента, который закрывается вокруг него. Инструменту может потребоваться открыться более чем в одном месте в секции, в зависимости от конструкции профиля. Хорошей отправной точкой является сотрудничество с известными поставщиками инструментов для разработки наилучшего дизайна.
Процесс гибки
Лучший способ убедиться в осуществимости — это пробная гибка, метод проб и ошибок. Работа с экспертами по гибке и производителями оборудования может помочь производителям определить, будет ли проект возможным и рентабельным.
Пробный изгиб с использованием необходимых инструментов — один из лучших способов увидеть, как ведет себя профиль во время формовки и гибки. Фото предоставлено Schwarze-Robitec.
«Пробный изгиб с использованием необходимых инструментов — один из лучших способов увидеть, как профиль ведет себя во время формовки и гибки», — сказал Кноблох. «Мы используем чертежи детали с базовой информацией о параметрах детали, чтобы создать правильный инструмент для гибки детали. Программа CAD может иметь большую поддержку, которая предлагает оценки, но чтобы действительно увидеть, где этот профиль должен поддерживаться в особенным образом, пробная гибка — лучший вариант. Лучший вариант находится при совместной работе с клиентом и тестировании разных вариантов».
Основная информация о профильной трубе намного шире, чем о круглой трубе или коробчатом профиле, который обычно имеет только внешнюю форму, внешний диаметр, толщину стенки и радиус. Специальный профиль имеет множество дополнительных размеров, которые необходимо учитывать, особенно если радиус изменяется по всему поперечному сечению. Между поставщиком работ и заказчиком должна быть четкая информация о точных размерах и требуемых характеристиках.
«Чем больше вы сможете контролировать машину, тем лучше», — сказал Кноблох. «Чем лучше машина может контролировать и компенсировать эффект пружинения материалов, эффект скручивания материала при гибке, тем лучше получится деталь. Гибочная машина, которая может многократно контролировать множество осей, которые влияют на результат часть, будет более полезной, чем машина, которая может управлять только одной или двумя осями, которая не может препятствовать скручиванию материала во время процесса».
Вот почему метод проб и ошибок так важен. Получение представления о возможностях машины для этих приложений даст производителям лучшее понимание природы переменных в процессе гибки.
«Методы программного обеспечения и правильная последовательность в оборудовании позволят производителям контролировать скручивание и изменения в процессе гибки, управляя потоком материала», — сказал Сирлз. «Это особенно важно, если в одной и той же детали есть разные радиусы изгиба, как мы часто видим в индустрии транспортных средств для отдыха. Для этого можно использовать аксессуары. Тестовые изгибы и работа с поставщиками действительно могут помочь сократить время обучения. »
Эксперты сходятся во мнении, что пробный изгиб, метод проб и ошибок — хорошее начало. Но они также предположили, что партнерство с поставщиком, имеющим опыт гибки профилей, даст производителю уникальную информацию как со стороны инструмента, так и со стороны станка.
С заместителем редактора Линдси Луминосо можно связаться по адресу lluminoso@canadianfabweld. com.
BLM GROUP, www.blmgroup.com
Schwarze-Robitec, www.schwarze-robitec.com
FORNAX Моторизованная гибочная машина для виниловых (ПВХ) профилей с горячей жидкостью
- FORNAX Моторизованный виниловый (ПВХ) профилегибочный станок с горячей жидкостью
Моторизированный гибочный станок для виниловых (ПВХ) профилей FORNAX предназначен для гибки виниловых профилей с боковым удлинением. Машина также может быть использована для формирования арок или фигур.
Основные единицы машины
1-й рабочая скамья
, удлиняя 2-й стороны, которая может быть отделена от машины
3-й складывание, интернет-шка Измерители расстояния
4-A Тяговый стол, на котором затягивается двигатель
5-Нагреватель
6-Компас
7-Тяговое устройство
8-Центральное освещение компаса
9-Погружной гравитационный блок, который погружает профили в масло
10 дренирующих танков
11-й промывочный бак
12-й брекета для эстакады
13-х хрупка
Рабочая скамья
Размеры: 25 x 1259 x 2800 мм (1 ″ x 50 ″ x 110 ″) , высота 830 мм (33″)
15 наборов внешних и 15 внутренних алюминиевых квадратных держателей формы вставляются в Т-образные каналы на рабочем столе для поддержки форм для гибки. Гибочные формы можно зафиксировать до нужного диаметра с помощью циркуля. Верхняя перемычка может перемещаться влево или вправо примерно на 400 мм (16 дюймов) с помощью шестерни без перемещения рабочего стола.
Боковое удлинение
Боковое удлинение можно использовать для гибки арок. Размеры держателя пресс-формы из алюминиевого квадрата составляют сборную планку 300 x 1600 мм (12″ x 63″). Количество внутренних и внешних держателей формы – 28. Для достижения желаемого диаметра арки боковое удлинение станка может перемещаться вправо и влево параллельно рабочему столу с помощью вала-шестерни. Для выполнения гибки с помощью трафарета или без использования бокового удлинения необходим удобный уровень для регулировки расстояния до станка.
Гибочные формы, внутренние лопатки, дальномеры
Гибочные формы и дальномеры имеют длину 3000 мм (118″) и 2500 мм (98″), т.е. в сумме 5500 мм (217″). Внутренняя обивка изготавливается длиной 3000 мм (118″) и 4000 мм (157″). Материалы внутренней обивки и форм для гибки термостойкие, гибкие и скользкие. Внутренние прокладки предназначены для предотвращения деформации при работе с профилями малого диаметра. Держатели алюминиевых форм для измерения расстояния могут сгибать стеклянные стержни без регулировки.
Тяговый верстак, на котором закручивается двигатель
Тяговый верстак изготовлен из профильных труб и может использоваться для втягивания профиля в пресс-формы и для вытягивания внутренней прокладки из профиля. Двигатель имеет 2 оборота и оснащен тормозом для немедленной остановки. Колеса под основной рамой легко регулируются и при необходимости могут быть сняты или снова установлены на машину.
Нагреватель
Нагреватель изготовлен из нержавеющей стали толщиной 2 мм. Мощность 10 кВт позволяет обогревателю обеспечивать достаточную температуру масла. Контроль температуры осуществляется цифровыми термометрами и термостатами. Он изолирован стекловатой толщиной 30 мм, покрытой нержавеющей сталью. Эта изоляция обеспечивает снижение энергопотребления на 25%. Пароотводное оборудование обеспечивает пар, поступающий от нагревателя, и не допускает его диффузии в рабочую зону. Аспиратор может работать с низкой производительностью при закрытых крышках. Когда крышки открыты, он может работать с более высокой производительностью, чтобы выпускать пар во внешнюю среду. Нагреватель имеет распределительную коробку, содержащую необходимое оборудование для работы по мере необходимости. Уровень нагревателя можно регулировать по отношению к рабочему столу. Круглые ролики в опорном поддоне профиля предотвращают трение нагретых профилей о поддон.
Компас
Компас используется для регулировки держателей пресс-формы на любой желаемый диаметр. Он имеет 2 линейки длиной 1100 мм (43 дюйма) и 3100 мм (122 дюйма).
Тяговое устройство (2 шт.)
Используется для гибки арок без бокового удлинения. Он также используется для втягивания нагретых профилей в формы для гибки.
Центральное удлинение компаса и тягового устройства
Может использоваться как центральный удлинитель на дополнительные 950 мм (37″).
Гравитаторы
Гравитаторы состоят из 3 частей и удерживают нагретый профиль погруженным под поверхность масла. Эти изделия изготавливаются из нержавеющей стали.
Резервуары для слива
Используются для слива масла, оставшегося внутри профилей. Они состоят из 2 частей и изготовлены из нержавеющей стали. Это масло сбрасывается обратно в бак отопителя для повторного использования.
Промывочный бак
Промывочный бак изготовлен из нержавеющей стали толщиной 1,5 мм и используется для промывки гнутых профилей.
Кронштейн передней опоры
Используется для предотвращения износа внешних частей формы для гибки, которая свободно свисает с боков рабочего стола.
Кронштейн задней опоры
С помощью этой детали нагреваемый профиль, включая внутреннюю обивку, можно отрегулировать по уровню рабочего стола.
