Профилегибочный станок своими руками чертежи: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Самодельный профилегиб и трубогиб нормы, рекомендации, способы сгибания, примеры — КрасСтройка
Самодельный профилегиб и трубогиб нормы, рекомендации, способы сгибания, примеры
Ремонт своими руками
Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, сливы, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте невозможно обойтись без различного рода профилей, типовых и фасонных. Все это необходимо выгибать, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок собственными руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Перед тем как приниматься за принципы и конструкции, необходимо знать, до какой степени трубы и профиля можно гнуть. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб такие:
Требования к изгибам труб такие:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально возможный радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу выгибать нельзя, изгиб необходимо делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире выгибать снова же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные выгибать нельзя.
Указанные значения затрагивают труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять аналогичными: небольшая надёжность металла возмещается его большей пластичностью. Для алюминия значения очень маленького радиуса изгиба, выраженного в диаметрах трубы, необходимо расширить на единицу (если для стали R=4d, то для подобного же алюминия будет R=5d), а для дюраля – не меньше чем на 2 единицы. То же касается стальных труб хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы выгибать, в основном, нельзя, кроме труб из бериллиевой бронзы. Кадмированные трубы профильные гнутся как традиционные.
Бронзовые трубы выгибать, в основном, нельзя, кроме труб из бериллиевой бронзы. Кадмированные трубы профильные гнутся как традиционные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
Возможные радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным Самому большему размеру сечения профиля. Необходимо знать, что нажим на профиль при изгибании обязан быть на его сплошную или выпуклую сторону, иначе противоположная пойдёт складочками. Любой гибочный станок должен конструироваться и изготовляться с учетом таких обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По методу изгибания – см. соотв. раздел.
- По мобильности – стационарного типа, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая планка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной стойкой опорной поверхности, слева на рис. Мобильной (в самом центре) не даёт реакции на опору и можно установить где угодно. Носимый мало того и не даёт момента отдачи, его можно использовать на весу, с правой стороны на рис.
Стационарный, мобильной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может классифицировать любой, помимо стационарного на индивидуальном фундаменте. Благодаря этому во время покупки руководитесь приводимыми ниже сведениями, в особенности что же касается опорной поверхности.
Например, ручным на гидравлике трубогибом на самом обыкновенном столе пользоваться нельзя – качать ручку домкрата приходится со большим усилием, и оно подается на стол.
Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и небольшим, не тяжёлым и тяжёлым, приготовленным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Посмотрите на рис. слева: самая простая рама сварная, автомобильный домкрат, который не утратил пригодности для применения по целевому направлению. Такой рукодельный профилегибочный станок уместится на верстаке, а выгибать им можно все, что как правило гнется.
Рекомендации самодельщикам
Чтобы выполнить профилегиб собственными руками, который станет выгибать трубы с уголками, а не сам себя, необходимо по правилам выбрать по усилию изгибания размеры деталей станины. Планируется, что сделана она будет из обыкновенной конструкционной стали.
Толщину металла деталей станины следует брать не меньше 1/6 диаметра изгибаемой трубы. К примеру, если необходимо выгибать трубы до 35 мм, то металл станины нигде не обязан быть тоньше 6 мм, иначе туда пойдёт концентрация стрессов. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты обязана быть в два раза больше, также как минимальная толщина пуансона с матрицей. Диаметры роликов подбираются как минимум несколько диаметров трубы для изгибания прокатом, и по возможному радиусу изгиба в любой другой ситуации.
Размеры полок уголка, из которого сваривается станина, должны быть не менее трех диаметров трубы, а размер полки швеллера – не меньше 2 его диаметров. К примеру, при тех же 35 мм максимум изгибаемых для станины необходим либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профиля?
Гибкой изгибной деформации без надрыва вытянутых деталей, сплошных и пустотелых, можно достигнуть этими методами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.

Лучковый трубогиб
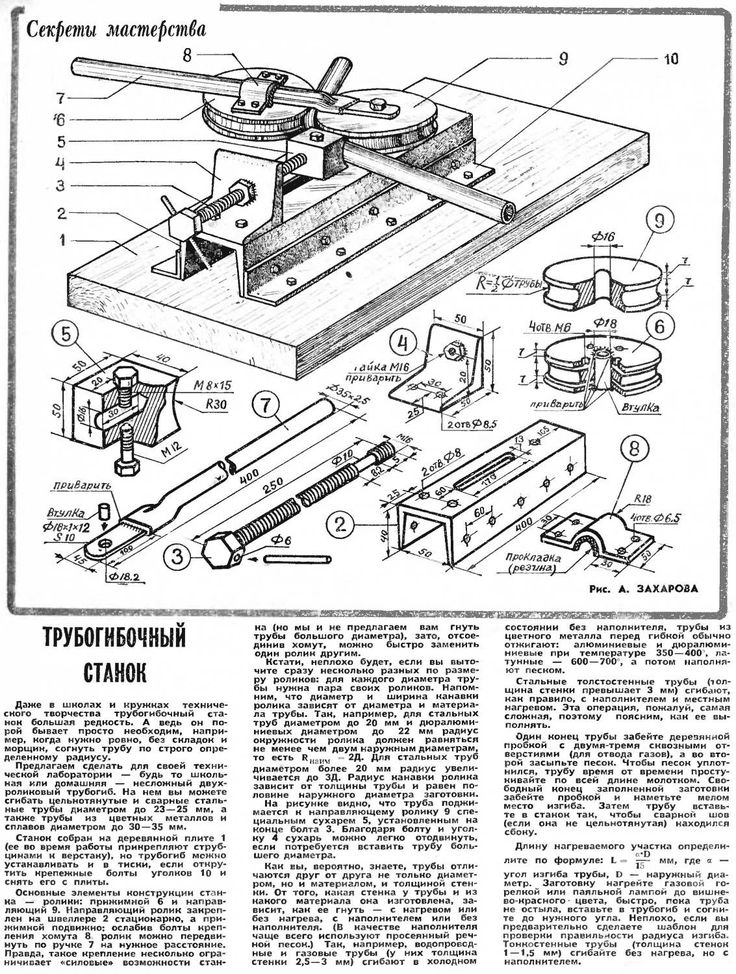
По первому способу действует самый простой и древнейший лучковый трубогиб, см. рис. Все, что для него необходимо – круглая деревяшка, веревка, два прочных прутка или палки-воротка и прекрасно прокаленный, а потом промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками завинчивают веревку. Из выгнутой трубы песок выковыривают проволочным крючком.
Лучковый метод имеет серьёзный недостаток: фактически в течение всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Благодаря этому хорошей точности этим методом достигнуть невозможно, и в сегодняшних серийных трубогибах он не используется.
При разовой работе без специальных требований к точности лучковый трубогиб может помочь и сейчас. Если требуется большой радиус изгиба, к примеру, для дуг теплицы, шаблон выполняют из вбитых в щиты из дерева штырей. Однако для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подойдет, мы попытаемся разобраться дальше. Вместе с этим посмотрим, какой из готовых покупных для чего годится.
Вместе с этим посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только снаружи схоже на лучковое изгибание, вывернутое наизнанку. В действительности выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жёсткие опоры по концам изгиба: крутящиеся ролики или поворотные ботинки. Благодаря этому вектор усилия всегда перпендикулярный трубе и можно получить точный изгиб.
Выдавливание как метод гнутья прекрасно тем, что никогда не даёт складочек, скорее труба порвется. Однако для выдавливания необходимо поэтапно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, благодаря чему в промышленности выдавливание применяется редко: мала продуктивность. Однако в бытовых трубогибах преобразуется в положительное качество неповоротливость ручной гидравлики и ее маленькая отдача на руку, она позволяет ощущать материал, а миниатюрный гидродомкрат даёт усилие в тонны.
Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – намного более частое выполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электрическое питание не потребуется, а выгибать можно трубы профильные до 76-100 мм. Домкрат бывает как вмонтированным своим, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
рис): вес – несколько кг, электрическое питание не потребуется, а выгибать можно трубы профильные до 76-100 мм. Домкрат бывает как вмонтированным своим, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за важного усилия отдачи, и нельзя получать фигурные изгибы. Благодаря этому выгибающие профилегибы используются как правило для установки водопроводной и газовой разводки от магистрали до квартиры, и еще в мастерских, производящих гнутые детали штучно или небольшой серией.
Активно применяется небольшой давящий трубогиб для установки тонкостенных медных или труб из металлопластика: такой инструмент для ручной работы с реечно-храповой подачей пуансона размером немножко побольше пассатижей, но тонкие трубы гнет довольно точно. В особенности подходящ такой для установки кондиционеров, там благодаря свойствам хладоагента складочки на трубках недопускаются.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не крутящимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обыкновенных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и закрепляют на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много содействует консистентная смазка поверхностей для работы. Главное условие – выбрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; тем более это главное для гнутья уголков.
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует старательной разработки профиля матрицы и пуансона с учетом остаточных деформирований металла детали. Зато одним ударом штампа можно получить изгиб самой сложной комбинации, благодаря этому гнутье прессованием используется в основном в промышленности.
Гибка профильной трубы делаем трубогибочный станок своими руками – Artofit
Metal Bending ToolsMetal Working ToolsAutodesk InventorAmphibious VehicleHome ToolsHomemade ToolsWall MuralsDiy FurnitureHow To Plan
[contents] Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования.
 Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во …
Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во …-
Advertisement -
Advertisement [contents] Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально.
 Используя такое устройство, обладающее высокой…
Используя такое устройство, обладающее высокой…[содержание] Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продаж…
-
Advertisement -
Advertisement -
Advertisement
Профилегибочная машина Руководство по проектированию компонентов из листового металла
Людям, не знакомым с профилированием, обычно требуется некоторая информация о возможностях и ограничениях машин — даже людям, которые регулярно работают в профилировании листового металла. Есть причина, по которой квалифицированные инженеры по опалубке являются желанным ресурсом — это сложный материал.
Есть причина, по которой квалифицированные инженеры по опалубке являются желанным ресурсом — это сложный материал.
Если вы хотите успешно начать свой проект, вам, вероятно, следует знать… Что может обрабатывать профилегибочная машина? Большинство людей понимают, что толщина материала является важным фактором, но это только начало.
Руководство по проектированию профилегибочного оборудования: с чем может справиться машина?
В процессе профилирования полоса металла подается через ряд сопряженных валков, которые устанавливаются на валы профилирующих клетей прокатного стана. Если требуется предварительное формование компонентов (отверстия, пазы, вырезы, выступы и т. д.), вашему производителю потребуется пробивной пресс или другое оборудование. Некоторые функции лучше вводить до формирования , тогда как другие можно обрабатывать после формирования.
Если компонент изготавливается из рулонных полос (в отличие от заготовок или предварительно нарезанных полос), линия формования рулонов обычно включает в себя отрезной пресс или пилу. Способность линии профилирования – устройства подачи рулонов и оборудования для предварительной пробивки, профилировочного станка и отрезного оборудования – работать с вашими компонентами зависит от многих факторов. Если мы посмотрим просто на профиль (поперечное сечение) только конструкции компонента, ключевые факторы включают в себя:
Способность линии профилирования – устройства подачи рулонов и оборудования для предварительной пробивки, профилировочного станка и отрезного оборудования – работать с вашими компонентами зависит от многих факторов. Если мы посмотрим просто на профиль (поперечное сечение) только конструкции компонента, ключевые факторы включают в себя:
- Толщина материала
- Тип материала
- Размер профиля
- Сложность профиля
Давайте рассмотрим некоторые типичные конструктивные характеристики профилегибочной машины. Соответствие между конструкцией компонента и способностью профилегибочного станка (или стана) формовать ваш компонент зависит от следующих характеристик:
- Диаметр вала валка
- Полость вала валка
- Расстояние между валами валков (в частности, по вертикали)
- Количество формовочных станций
- Отрезное оборудование
1.
 Толщина материала
Толщина материала
Как правило, по мере увеличения толщины материала , вам понадобится больший диаметр вала валка для мельницы. Например, Dahlstrom может формовать материал толщиной от 0,012 дюйма до 0,200 дюйма, используя станы с диаметром вала валков от 1,500 дюйма до 2,563 дюйма.
При этом, если детали из листового металла имеют мало изгибов или очень узкие, диаметр вала не обязательно должен быть таким большим, как обычно требуется.
2. Тип материала
Влияет ли металлический сплав на пределы толщины прокатки? Вы держите пари.
Возможности оборудования для прокатки профилей обычно измеряются его характеристиками при работе с низкоуглеродистой сталью, которая имеет относительно низкий предел текучести. Так в целом по мере увеличения предела текучести материала снижается уровень сложности профиля, с которым может справиться конкретная машина.
Материалы с более высоким пределом текучести и большей упругостью (нержавеющая сталь, конструкционная сталь, сталь HSLA и т. д.) требуют большей работы для формирования. Материалы с низким пределом текучести и меньшей упругостью (металлы, включая алюминий, красные металлы, такие как бронза, латунь, медь и т. д.), как правило, требуют меньше работы.
д.) требуют большей работы для формирования. Материалы с низким пределом текучести и меньшей упругостью (металлы, включая алюминий, красные металлы, такие как бронза, латунь, медь и т. д.), как правило, требуют меньше работы.
Не только это, но также очень важно, чтобы формовочная машина обладала тоннажем (усилием), необходимым для отрежьте вашу часть от в конце строки. Чтобы гарантировать успех, вам необходимо знать диапазон предела текучести материала. На полосу из нержавеющей стали может потребоваться в два раза больше усилия, чем на полосу из мягкой стали такой же длины, поэтому не забывайте об этом при разговоре с потенциальными поставщиками.
3. Размер компонента
Размер компонента также играет роль в определении того, может ли он работать на данной линии прокатки. Это зависит от подрядчика, поэтому не думайте, что ваш компонент подходит для всех.
Перед формовкой важным фактором является ширина металлической полосы, необходимой для изготовления вашего профиля. Если ширина полосы меньше, чем ширина ролика валов, профиль является кандидатом для запуска на линии.
Если ширина полосы меньше, чем ширина ролика валов, профиль является кандидатом для запуска на линии.
Во время и до формирования профиля окончательная высота профиля должна быть несколько меньше расстояния между вертикальными валами. В противном случае мельница не сможет успешно запустить ваш профиль. И не забывайте, что по мере того, как форма профиля становится выше, количество формовочных станций, необходимых для производства этого компонента, увеличивается.
4. Насколько сложен профиль?
Чем больше изгибов, тем больше сила.
Сложность поперечного сечения компонента является еще одним соображением при сочетании возможностей валкового прокатного стана с производством конкретного компонента.
Как правило, чем больше изгибов имеет профиль и чем более драматичны эти углы изгиба , тем больше станций формовки вам потребуется. Одним крайним примером может быть угловой профиль с относительно короткими ногами (одна 9угол изгиба 0°), требующий лишь нескольких проходов инструмента. На другом конце спектра будет сложный профиль с 12 или более изгибами, включая кромочные (180°) изгибы, требующие не менее 20 проходов инструментов и формовочных станций.
На другом конце спектра будет сложный профиль с 12 или более изгибами, включая кромочные (180°) изгибы, требующие не менее 20 проходов инструментов и формовочных станций.
Количество изгибов в вашем компоненте в конечном счете определит конструкцию инструмента для профилирования и связанные с этим затраты.
Результаты могут различаться
Прокатка листового металла эффективно сводится к объему работы, требуемому на станцию, как зависит от толщины материала + типа металла + формы детали + размера детали в зависимости от физического состава профилегибочной машины.
Конечно, заказчик не обязан знать каждую мельчайшую деталь о том, как листопрокатные компании производят металлообработку. Но очень важно убедиться, что ваш партнер по формованию профилей имеет возможность машины делать то, что вам нужно.
Некоторые профилегибочные компании специализируются на толстых изделиях из тяжелых металлов. Кроме того, есть компании, которые работают только над более мелкими, легкими и быстрыми вещами. Другие балуются на обоих концах спектра и во всем, что между ними.
Другие балуются на обоих концах спектра и во всем, что между ними.
Некоторые машины настроены только для создания очень специфического профиля. Некоторые компании ограничиваются профилированием конструкционного проката из стального листа толщиной в полдюйма. Некоторые компании придерживаются обшивки крыш ультратонкими и очень широкими профилями.
Таким образом, когда вы выбираете партнера по опалубке, все зависит от ваших целей и доступного оборудования.
Настройка для успешной работы с услугами профилирования
Если вы указали деталь с жесткими допусками, мудрый профилировщик настроит линию таким образом, чтобы на станцию приходилось меньше работы. Если это простая структурная часть, мы будем делать больше работы на каждую станцию.
Если у вас есть 20+ проходов, у вас есть возможность создавать более сложные детали .
Узнайте у своего поставщика профилегибочных деталей:
- Типы линий, которые у них есть
- Количество проходов (формирующих станций) на каждой линии
- Ограничения допуска для каждой строки
- Их способность предварительно пробивать отверстия и другие функции с вашей стороны на линии
Когда дело доходит до проектирования профилирования, чем больше информации вы предоставляете производителю, тем больше возможностей у его машин. Чем опытнее инженеры производителя, тем счастливее вы будете.
Чем опытнее инженеры производителя, тем счастливее вы будете.
Но это не означает, что вы должны полностью полагаться на своего поставщика — бесплатная электронная книга ниже поможет вам спроектировать детали с точки зрения технологичности и рентабельности:
первоначально опубликовано в июле 2020 г. и недавно было обновлено.)
7 причин, по которым вы хотите купить портативную машину для профилирования кровельных панелей
Итак, вы думаете, что готовы приобрести портативную машину для производства кровельных панелей, но у вас есть вопросы или опасения ? Отличный способ помочь вам принять решение — узнать причины, по которым вы можете захотеть купить портативные машины для производства панелей крыши, чтобы увидеть, резонируют ли они с вами и вашим бизнесом.
Компания New Tech Machinery знает, что такое индустрия профилирования металла. Производя и продавая лучшее в мире портативное профилегибочное оборудование, мы помогаем подрядчикам по всему миру принимать оптимальные решения о покупке, исходя из потребностей их бизнеса.
В этой статье вы узнаете о семи причинах, по которым подрядчик по кровельным работам может захотеть приобрести портативный профилегибочный станок, и о том, как определить, подходит ли этот вариант для вас и вашего бизнеса.
Причина № 1: Вы хотите начать бизнес по строительству металлических кровель
Одна из первых вещей, которую должен решить новый владелец подрядного бизнеса, это где и как он хочет получить свои металлические панели, либо покупая у заводского поставщика панелей, либо владея портативным профилегибочным станком, который производит панели на месте. В то время как некоторые начинают с покупки у поставщика, все больше сейчас предпочитают взять под контроль свой новый бизнес с самого начала, купив собственный переносной станок для изготовления панелей крыши.
Еще один момент, который следует упомянуть здесь, заключается в том, что открытие бизнеса по подряду металлических крыш требует значительно меньших инвестиций, чем другие начинающие предприятия. Поскольку на начальных этапах новой компании вам не нужно ничего, кроме нескольких инструментов, нескольких сотрудников и знаний по установке металлической кровли, легче оправдать расходы на портативный профилегибочный станок, который можно использовать в течение многих лет. Кроме того, если вы начинаете бизнес, и он идет не по плану, вы всегда можете продать машину другой компании, чтобы вернуть часть своих инвестиций.
Поскольку на начальных этапах новой компании вам не нужно ничего, кроме нескольких инструментов, нескольких сотрудников и знаний по установке металлической кровли, легче оправдать расходы на портативный профилегибочный станок, который можно использовать в течение многих лет. Кроме того, если вы начинаете бизнес, и он идет не по плану, вы всегда можете продать машину другой компании, чтобы вернуть часть своих инвестиций.
Причина № 2: Вы хотите контролировать свое собственное производство, запасы и прибыль
Независимо от того, покупаете ли вы портативный профилегибочный станок в собственность или арендуете, он позволяет вам лучше контролировать свой бизнес и проекты. Мы часто слышим от подрядчиков, которые пропускают работу или просто устали зависеть от милости других и своих графиков, чтобы получить материалы, необходимые им для завершения проектов.
Вот несколько примеров того, как владение портативным профилегибочным станком помогает вам лучше управлять своей компанией:
- Вам не нужно ждать отгрузки панелей от поставщика.
- Вам не нужно беспокоиться о расходах и воздействии на окружающую среду, связанных с доставкой.
- Вы можете производить панели, когда вам это нужно.
- Если вы получили заводские панели, которые повреждены или имеют неправильный цвет, профиль или толщину, вам, возможно, придется ждать недели, пока не будет доставлена надлежащая замена.
- У вас также есть больше контроля при заказе материала и рулона, необходимых для вашего портативного профилегибочного станка и проектов.
- Вы избавились от посредников.
- Никто не заботится о проектах ваших клиентов больше, чем вы. Портативное профилирование позволяет вам максимально контролировать панели, которые вы устанавливаете для своих клиентов. Вместо того, чтобы класть свою прибыль в карманы заводских поставщиков, вы увеличите свою прибыль.
- Например, вы можете проявлять особую осторожность при транспортировке панелей из профилегибочного станка на крышу, чтобы ничего не произошло с металлом.
 Это роскошь, которую вы теряете, когда транспортные компании занимаются доставкой панелей.
Это роскошь, которую вы теряете, когда транспортные компании занимаются доставкой панелей.
- Вы можете двигаться со скоростью вашей компании.
- Вы можете изготовить и предложить различные варианты и профили для кровельных панелей, стеновых сайдингов или даже коммерческих проектов.
Причина № 3: Вы хотите выполнять больше кровельных работ эффективно
Как мы уже упоминали, наличие портативного профилегибочного станка может повысить вашу эффективность, особенно если ваш бизнес растет и берет на себя больше проектов. С помощью портативного станка для производства кровельных панелей вы производите нужные вам панели или профили, когда они вам нужны, и в точном количестве, которое вам нужно. Вам не нужно тратить время на заказ и ожидание отправки панелей или рисковать потенциальными повреждениями при транспортировке, если вы получаете панели от заводского производителя.
Благодаря новейшим технологиям и дизайну многих портативных профилегибочных станков вы также можете производить несколько профилей для различных строительных целей: жилых, небольших коммерческих и коммерческих. Вы даже можете быстрее переключаться на новые профили. Например, в машине для производства кровельных панелей SSQ II™ MultiPro компании NTM смена профиля может занять всего 45 минут, при этом требуется только один человек, чтобы снять инструмент с помощью гаечного ключа и заменить его новыми наборами профильных роликов.
Вы даже можете быстрее переключаться на новые профили. Например, в машине для производства кровельных панелей SSQ II™ MultiPro компании NTM смена профиля может занять всего 45 минут, при этом требуется только один человек, чтобы снять инструмент с помощью гаечного ключа и заменить его новыми наборами профильных роликов.
Вы можете не только эффективно выполнять больше кровельных работ, но и универсальность портативных профилегибочных станков позволяет устанавливать панели прямо на крышу, транспортировать машину на любую строительную площадку или использовать ее на заводе по производству панелей, а также увеличить производительность. виды профилей, которые вы можете предложить клиентам с одной машиной.
Причина № 4: вы можете себе это позволить, и в долгосрочной перспективе это более выгодно
Если вы можете позволить себе купить портативный профилегибочный станок и немного больше контролировать свой бизнес, почему бы и нет? Если вы оказались в положении, когда ваш бизнес процветает, и вы чувствуете себя комфортно и безопасно, инвестируя капитал в портативный профилегибочный станок, сейчас подходящий момент для этого.
Мы понимаем, что не все подрядчики в состоянии заплатить за машину сразу, поэтому у большинства производителей портативных профилегибочных станков есть варианты финансирования.
Кроме того, когда вы покупаете, финансируете или арендуете оборудование в Соединенных Штатах, вы можете списать полную сумму покупки вашего оборудования с помощью налогового вычета по разделу 179:
«Раздел 179 налогового кодекса IRS позволяет предприятиям вычесть полную покупную цену соответствующего оборудования и/или программного обеспечения, приобретенного или профинансированного в течение налогового года. Это означает, что если вы покупаете (или арендуете) соответствующее оборудование, вы можете вычесть ПОЛНУЮ ЦЕНУ ПОКУПКИ из своего валового дохода».
Кроме того, мы хотим отметить, что, хотя владение или аренда переносного профилегибочного станка для металлических панелей крыши очень похожа на владение автомобилем, профилегибочный станок сохраняет большую часть своей первоначальной стоимости и приносит прибыль вашему бизнесу в течение многих лет. Это еще одна причина, по которой вы должны изучить это, если вы можете позволить себе машину, независимо от того, оплачивается ли она сразу или финансируется за счет ежемесячных платежей.
Это еще одна причина, по которой вы должны изучить это, если вы можете позволить себе машину, независимо от того, оплачивается ли она сразу или финансируется за счет ежемесячных платежей.
Причина № 5: Вам нужно производить панели большей длины
Проекты непредсказуемы и сильно различаются по размеру и геометрии крыш, но если вы подрядчик, который часто устанавливает на коммерческих зданиях, вы, возможно, столкнулись с проектом, который требуется больше, чем средняя длина панели.
Если вы покупаете панели у заводского поставщика, одним из наиболее определяющих ограничений является то, что большинство стандартных транспортных и грузовых контейнеров не могут перевозить панели длиннее примерно 53 футов (16,2 м), что может создать проблему для проектов, требующих длинных, сплошные панели.
Некоторым подрядчикам подходят торцевые притирочные панели; при правильной установке может работать хорошо. Тем не менее, притирка панелей для компенсации длины открывает крышу для многих проблем, включая одну из самых серьезных проблем крыши: протечки воды.
Портативные профилировочные станки позволяют изготавливать непрерывные отрезки без дополнительной оплаты за доставку на место работы. Поэтому, если вы хотите не платить дополнительно за специальную доставку, наличие портативного профилегибочного станка избавит вас от проблемы доставки длинных панелей.
Причина № 6: Вы хотите сократить потери металла во время работы
Когда вы измеряете крышу на этапе подачи заявки, легко получить приблизительное представление о размере и количестве металлических панелей крыши. которые вам понадобятся для завершения установки (часто называемые списком вырезок). Но на строительной площадке все может быстро измениться, особенно когда речь идет о размерах и обрезке панелей, чтобы они подходили к кровельной конструкции.
С помощью портативного профилирования вы можете изменять длину панелей на лету, что помогает уменьшить количество отрезаемого, неиспользуемого и бракованного металла. Многие портативные профилегибочные станки поставляются с компьютерными контроллерами, с помощью которых вы можете легко запрограммировать желаемую длину и количество рулонов между проходами. Кроме того, с портативной машиной нет необходимости перекупать катушки, которые могут использоваться или не использоваться; Вы можете купить катушку, которая вам нужна, когда вам это нужно.
Если у вас есть панели, поставляемые заводским производителем, вы рискуете получить значительные «капли» материала, которые нельзя использовать где-либо еще. Как обсуждалось ранее, также существует вероятность неправильной или поврежденной поставки готовых панелей, которые нельзя использовать и которые должны быть утилизированы.
Причина № 7: Вы хотите изменить или расширить свой бизнес, чтобы начать производство панелей Crop & Drop. панели для продажи другим по принципу «отрежь и брось». Таким образом, вместо того, чтобы просто профилировать свои собственные кровельные панели, вы можете перевезти свою портативную машину на рабочую площадку другого подрядчика, запустить необходимые панели, а затем перейти к следующему заданию. Это просто еще один способ получения дополнительной прибыли практически бесплатно для вас как владельца машины.
Кроме того, некоторые портативные профилегибочные станки могут изготавливать промышленные профили панелей. Если вы в основном занимаетесь кровельными проектами для жилых помещений, это может стать отличным способом расширить ваши бизнес-предложения, просто используя уже имеющееся у вас оборудование для профилирования.
Заключительные мысли
Выбор того, стоит ли покупать портативный профилегибочный станок, является важным решением, требующим рассмотрения многих факторов. Однако, если вы определились с какой-либо из этих причин, покупка профилегибочного станка может стать отличным выбором для вашего подрядного бизнеса.
Чтобы определить, подходит ли вам покупка переносной машины для производства панелей крыши, задайте себе следующие вопросы:
- Буду ли я чрезмерно напрягать себя или свой бизнес, если куплю машину? Будет ли мой бизнес претендовать на финансирование? (Для справки: в зависимости от особенностей и функциональных возможностей, портативные профилегибочные машины для металлической кровли обычно стоят 30 000 долларов США или более.

