Производство балки: Производство и характеристики двутавровой балки
Содержание
Изготовление и производство сварочной балки в Москве по выгодной цене
В настоящий период на рынке металлопроката работает много компаний, предлагающих услуги по изготовлению стальных балок. Этот строительный материал очень востребован, так как представляет собой наиболее часто использующийся элемент при изготовлении металлических каркасов зданий и сооружений. Производство балок — процесс, требующий от производителя профессионализма, очень ответственного и обстоятельного подхода. От того, насколько качественные балки используются при возведении здания, зависит его прочность, долговечность и в конечном итоге безопасность людей.
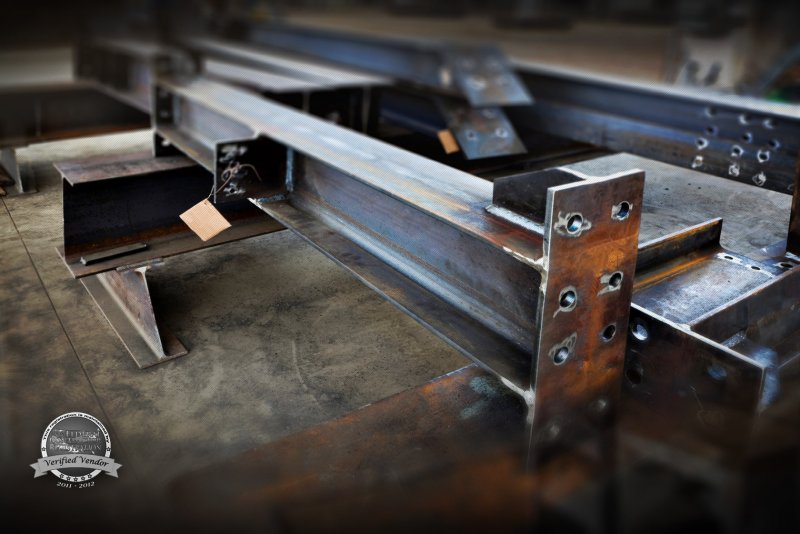
Как известно, главная функция, которую выполняет балка в конструкции корпуса — несущая. Это обусловливает большую нагрузку на каждую деталь и сварные швы, при помощи которых она изготовлена.
Наша компания “Металлоконструкции МСК” понимает свою ответственность перед заказчиками, которыми являются как частные лица, так и строительные компании. Поэтому вся наша продукция проходит строгий и обязательный контроль качества перед транспортировкой на объект.
Поэтому вся наша продукция проходит строгий и обязательный контроль качества перед транспортировкой на объект.
Наше предприятие оказывает услуги по производству металлических балок самых разнообразных конструкций и размеров. Приступая к новому заказу, мы осуществляем специальный расчет всех параметров с учетом нагрузок, которые будет испытывать балка,а также тех условий, в которых она будет выполнять свою функцию. Наши специалисты выполняют подбор формы балки, оптимально подходящей в каждом конкретном случае. А также определяют, из какого материала наиболее целесообразно изготовить деталь. Мы тщательно изучаем проектную документацию с целью подобрать оптимальное оформление сварной конструкции. На нашем предприятии трудятся настоящие профессионалы своего дела, которые специализируются в области проектирования, изготовления и монтажа двутавров, их опыт и квалификация позволяют производить продукцию отменного качества из металла любого типа строго в срок.
Компания “Металлоконструкции МСК” работает в области металлопроката не первый год. Наше промышленное предприятие располагает техническими и промышленными мощностями, позволяющими нам брать заказы на изготовление металлических балок большого объема и исполнять свои обязательства точно в оговоренный с клиентом срок. Используя металлопрокат собственного производства и контролируя производственные процесс на всех этапах, мы можем с чистой совестью гарантировать заказчикам 100% качество двутавровых балок.
Наше промышленное предприятие располагает техническими и промышленными мощностями, позволяющими нам брать заказы на изготовление металлических балок большого объема и исполнять свои обязательства точно в оговоренный с клиентом срок. Используя металлопрокат собственного производства и контролируя производственные процесс на всех этапах, мы можем с чистой совестью гарантировать заказчикам 100% качество двутавровых балок.
Соответствие готовых изделий существующим стандартам ГОСТ и СТО напрямую зависит от того, насколько профессионально осуществляются сварочные работы. Наши технические специалисты в совершенстве владеют всеми методами сварки, применяющимися в современном производстве. При изготовлений деталей они четко придерживаются параметров, указанных в предоставленной заказчиком проектной документации.
В соответствии с актуальными тенденциями наше производство является автоматизированным, благодаря чему мы можем браться за проекты любой сложности и изготавливать сварные балки по индивидуальным параметрам.
Технология изготовления сварных балок
Процесс производства металлоконструкций данного типа состоит из следующих последовательных этапов:
-
Раскрой металлических листов. На станках с числовым программным управлением материал разрезается на полосы в соответствии с заданными размерами. Современные станки, которыми оборудовано наше производство, осуществляют раскрой со скоростью одного метра в минуту.
-
Фрезеровочные работы. Для того, чтобы швы сварной конструкции были качественными, прочными и надежными, кромки стальных элементов проходят необходимую обработку.
-
Сборка. Когда все детали готовы и полностью соответствуют проектным требованиям, сборка балки в единую конструкцию не представляет сложности. Главное, на что стоит обращать особое внимание — это перпендикулярное расположение элементов относительно друг друга, оно должно быть симметричным
-
Сварочные работы.
 На нашем заводе процесс сварки является автоматизированным, что сводит к нулю вероятность брака и сокращает сроки производства продукции. После завершения соединения деталей, мы осуществляем проверку качества сварных швов при помощи специальных приборов.
На нашем заводе процесс сварки является автоматизированным, что сводит к нулю вероятность брака и сокращает сроки производства продукции. После завершения соединения деталей, мы осуществляем проверку качества сварных швов при помощи специальных приборов. -
Правка геометрии балок. В процессе сварки отдельные части двутавровой балки могут деформироваться, что выражается в смещении стенок и полок. На финальной этапе изготовления мы обязательно проверяем расположение элементов и осуществляем правку при возникновении такой необходимости.
Изготовление двутавровых балок на нашем заводе
Завод “Металлоконструкции МСК” специализируется на производстве металлопроката достаточно давно для того, чтобы накопить уникальный практический опыт. Наши специалисты в совершенстве владеют современными технологиями изготовления металлических сварных конструкций, в том числе сварных двутавровых балок. Оснастив цеха передовым оборудованием, мы смогли наладить производство изделий самого высшего класса.
Оснастив цеха передовым оборудованием, мы смогли наладить производство изделий самого высшего класса.
Для изготовления балок на нашем заводе используется горячекатаная сталь. Процесс сварки происходит в углекислой среде с использованием флюса автоматическим способом. Соответствие готовых изделий СТО АСЧМ 20-93 и ГОСТ 26020-83 гарантировано.
Всех своих потенциальный заказчиков мы призываем не экономить на безопасности и заказывать изготовление балок у проверенного, авторитетного подрядчика. Хорошая репутация “Металлоконструкции МСК” и наш ответственный подход к делу, которым мы занимаемся, гарантируют нашим клиентам получение изделий высокого качества.
Смотрите также:
- Изготовление Куполов
- Изготовление рекламных щитов
- Изготовление металлоконструкций
Двутавровые Балки Перекрытия
Подробнее
Изготовление Сварной Балки
Подробнее
Изготовление Двутавровой Балки
Подробнее
Изготовление Кран Балок
Подробнее
Изготовление Металлических Балок
Подробнее
Стальная Балка
Подробнее
Производство сварной балки, линия FET-CM3030
|
Главная
Не нашли нужного оборудования? Напишите нам через форму обратной связи или напрямую обратитесь к менеджеру по адресу [email protected]!
____________________________
* Информацию о процедуре приобретения оборудования Вы найдёте, перейдя сюда — Порядок работы * Ознакомиться с образцами документов для приобретения и прочей полезной информацией вы можете здесь — Информация для клиента * Просмотреть отзывы наших партнёров и оставить свой, Вы можете, перейдя в раздел — Отзывы * Наши дилерские сертификаты, а также фотоотчёт нашей деятельности, представлены здесь — Фотогалерея
|
Новости 19. Пункт пропуска «Покровка-Жаохэ» готовится к открытию 15.07.2022 С 31.03.2022 совет ЕЭК принял решение повысить лимит беспошленного ввоза товаров для физических лиц до 1000 евро для товаров. 13.07.2022 Китайских шин на рынке РФ все больше. 08.07.2022 Система электронной очереди запущена в работу для пропуска транспорта через российско-китайский мост через реку Амур между Благовещенском (РФ) и Хэйхэ (КНР). 05.07.2022 Белоруссия и Казахстан поставили «НДС-барьеры» перед российскими селлерами. |
 Качество и цена вполне соизмеримы. Что ожидали, то и получили .
Качество и цена вполне соизмеримы. Что ожидали, то и получили .


 ru
ru 07.2022
07.2022© 2011 — 2023
Станкикитай.рф — это большой каталог станков и оборудования из Китая. Наша компания поставляет оборудование всех сфер деятельности под индивидуальную потребность клиента: металлообрабатывающее деревообрабатывающее, пищевое, строительное, упаковочное и пр. оборудование от проверенных поставщиков КНР.
Информация о продукции, представленная на сайте, не является товарным предложением, а носит ознакомительный (информативный) характер с целью донести информацию до потенциального потребителя / пользователя о производителе, технических характеристиках, свойствах и назначении того или иного продукта.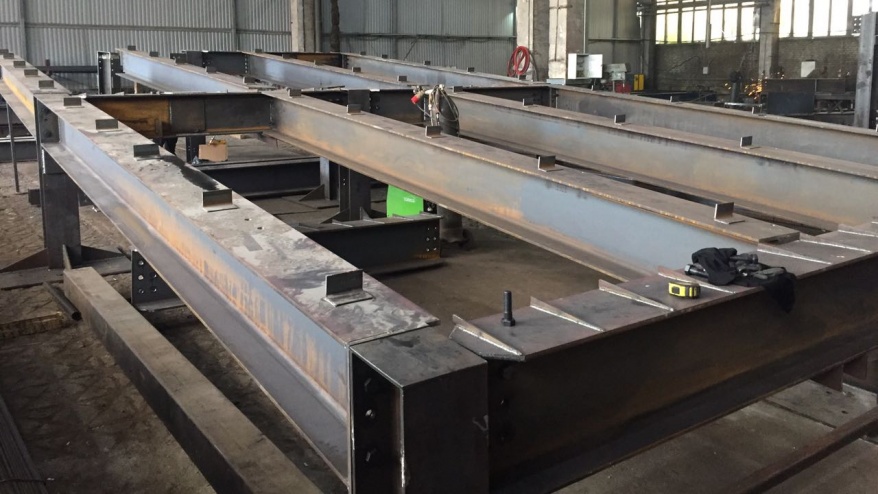 Информация, содержащаяся на сайте, носит исключительно справочный характер и ни при каких обстоятельствах не является публичной офертой, определяемой положениями статьи 437(2) ГК РФ.
Информация, содержащаяся на сайте, носит исключительно справочный характер и ни при каких обстоятельствах не является публичной офертой, определяемой положениями статьи 437(2) ГК РФ.
создать интернет магазин — megagroup.ru, сайты с CMS
Первоуральский Завод Сварной Балки | ООО «ПЗСБ»
Производство сварной балки
любых размеров с доставкой по России и СНГ
1000 тонн
сварной балки в месяц
20000 мм
максимальная длина балки
4500 м²
площадь производства
Видео о Первоуральском Заводе Сварной Балки
Для производства сварной балки мы используем современное и технологичное оборудование
Машина термической резки
Модель:
CNC-CG4000
Основные характеристики:
- 8 продольных резаков и 1 резак с ЧПУ
- Два сервопривода обеспечивают идеальное качество резки
- Максимальная зона раскроя — 4*15м
- Год выпуска — 2019
Стенд стыковки карт
Модель:
Трактор ESAB A2 Multitrac
Лентошлифовальная машина GRIT GIMS 75
Основные характеристики:
- Диаметр проволоки — 1.
 6-4.0 мм
6-4.0 мм - Мощность источника питания — 1600А
- Обеспечение полного провара
- Год выпуска — 2019
Листоправильная машина
Модель:
UBR-20
Основные характеристики:
- Ширина листа — 100-1600 мм
- Толщина листа — 6-60 мм
- Количество волков — 11 шт.
- Год выпуска — 1976
Линия сборки
Модель:
Z-18
Основные характеристики:
- Высота стенки — 200-1800 мм
- Толщина стенки — 6-32 мм
- Ширина полки — 200-800 мм
- Толщина полки — 6-60 мм
- Длина балки — 3000-20000 мм
- Год выпуска — 2015
Сварочный портал
Модель:
LHA
Основные характеристики:
- Сварка «в лодочку» под флюсом
- Источники питания Lincoln Electric по 1000А
- Катет сварного шва — от 6 до 20 мм
- Год выпуска — 2015
Сварочный трактор
Модель:
Трактор ESAB A6 Multitrac
Основные характеристики:
- Сварка балки «в лодочку» с сенсорной системой слежения сварочной головки
- Источник питания — 1200А
- Диаметр проволоки — 3.
 0-6.0 мм
0-6.0 мм - Год выпуска — 2019
Стан Исправления «Грибовидности»
Модель:
СИГ-800-50-Э
Основные характеристики:
- Максимальная толщина полки — 70 мм
- Суммарное усилие правки — 120 тонн
- Привод правильного механизма — гидравлический
- Год выпуска — 2019
Горизонтальный пресс
Модель:
PYXWM-250
Основные характеристики:
- Суммарное усилие правки — 250 тонн
- Ширина стола — 870 мм
- Тип — Гидравлический
- Год выпуска — 1980
Двухколонная ленточная пила
Модель:
BEKA-MAK BMSY 810CGH
Основные характеристики:
- Ширина реза — до 1000мм.
- Высота реза — до 800мм.
- Год выпуска — 2020
Размеры производимых сварных балок
Обозначение | Размер, мм | |
|---|---|---|
Высота стенки балки | 300 — 1’800 | |
Длина балки | 3’000 — 20’000 | |
Ширина полки балки | 200 — 800 | |
Толщина стенки балки | 6 — 30 | |
Толщина полки балки | 8 — 60 | |
Катет сварного шва | 6 — 20 | |
Максимальный вес балки | 15 тонн |
Наше производство расположено в г. Первоуральск, Свердловской области, в 40 км от города Екатеринбурга, рядом с крупным железнодорожным логистическим центром и автомагистральными развязками.
Первоуральск, Свердловской области, в 40 км от города Екатеринбурга, рядом с крупным железнодорожным логистическим центром и автомагистральными развязками.
Общая площадь производственных помещений: 4500 м²
Соответствие ГОСТам и требованиям
ГОСТ 8713-79
Поясные швы балок — конструктивные, I и II категории качества — тип T3, а также T8 с полным проваром, соответствуют требованиям ГОСТ 8713-79
ГОСТ 23118-2012 и СП 53-101-98
Величины предельных отклонений геометрических размеров и оценка качества сварных швов соответствуют требованиям ГОСТ 23118-2012 и СП 53-101-98
СП 16.13330.2011
Стыковые швы выполняются с полным проваром и проходят 100% ультразвуковой контроль. Сварочные материалы соответствуют требованиям СП 16.13330.2011
ГОСТ 26020-83
Сварная балка по индивидуальным размерам, в том числе тавровая, подкрановая, коробчатая и балка с переменным сечением
Марка, химический состав и механические свойства подтверждаются сертификатами заводов-изготовителей листового проката.
Отличительной особенностью нашей балки является высокое качество и точность размеров
ООО «Первоуральский Завод Сварной Балки»
—
Отдел технического контроля
Отдел Технического Контроля ООО «Первоуральский Завод Сварной Балки» производит проверку изделий на всех этапах производства.
Проверка продукции производится по следующим параметрам:
- Соблюдение требований правил технической документации и рабочих чертежей;
- Входной контроль основных материалов;
- Осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений;
- Контроль сварных швов;
- Контроль отклонения формы и линейных размеров сечения балок.
Свидетельство об аттестации
Технические условия
Нажмите на изображение для просмотра
Вы можете позвонить лично руководителю отдела продаж ООО «ПЗСБ»
Он проконсультирует Вас по всем вопросам
+7 (922) 601-06-36
Зудин Илья Андреевич
руководитель отдела продаж ООО «ПЗСБ»
Контакты
Адрес:
Свердловская обл. , г. Первоуральск, ул. Белинского, д. 100
, г. Первоуральск, ул. Белинского, д. 100
Контактный телефон:
+7 (343) 382-15-52
E-Mail:
[email protected]
Работаем для Вас:
Ежедневно с 8 до 20 часов
Производство клееной балки в Санкт-Петербурге. Заказать качественный конструкционный брус
Производство клееной балки в Санкт-Петербурге. Заказать качественный конструкционный брус
Поделиться
| Оформите заявку на услугу, мы свяжемся с вами в ближайшее | Заказать услугу |
- Описание
- Проекты
- Документы
- Вопрос/ответ
Описание
Производство клееной балки
Клееные деревянные балки (клееный конструкционный брус или клееный столб / колонна) – это конструктивный элемент для строительства из дерева, который изготавливается путём склеивания древесины.
Сырьем для изготовления клееной балки в нашей компании является ель, сосна или лиственница, заготовленные в экологически чистых районах нашей страны. Под проект вашего конечного здания или постройки мы готовы произвести полный набор элементов конструкций с подробной схемой разбрусовки (расстановки) — например, комплект клееного бруса и балки для фахверка. В настоящее время, в проектах домов часто используются мансардные этажи, открытые балки и стропила, поэтому качество и визуальная составляющая становятся очень важны. Что касается стоимости, цена зависит от сечения (размера).
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
Изделие применяется преимущественно для следующих элементов: стропила (стропильная система), балка перекрытий (междуэтажные, подвальные, цокольные, чердачные), стены, прогоны, ригеля и столбы. Отлично подходит для реконструкции жилых и иных зданий в исторической застройке, в том числе для объектов КГИОП и Москомнаследие. При ремонте или замене ветхих перекрытий в старом фонде, требуется уделить повышенное внимание жесткости и прочности конструкции балочного перекрытия, провести необходимые инженерные расчеты, чтобы конструкция выдержала предполагаемую нагрузку. Наша продукция иделаьно подходит для этих целей и соответствует требованиям современных СНиП.
Отлично подходит для реконструкции жилых и иных зданий в исторической застройке, в том числе для объектов КГИОП и Москомнаследие. При ремонте или замене ветхих перекрытий в старом фонде, требуется уделить повышенное внимание жесткости и прочности конструкции балочного перекрытия, провести необходимые инженерные расчеты, чтобы конструкция выдержала предполагаемую нагрузку. Наша продукция иделаьно подходит для этих целей и соответствует требованиям современных СНиП.
Технология производства
Клееная балка изготавливается по точному размеру и длине заказчика, торцуется в размер. Сам процесс производства является сложной технологической операцией и осуществляется по собственным методикам на нашей производственной базе в Санкт-Петербурге на высокотехнологичном европейском оборудовании. Производственная линия нашего предприятия состоит из пилорамы, сушильных камер, оборудования для склеивания, формирования профиля и конечной упаковки. Качественный клей позволяет нам достичь высокой прочности соединения древесины, производит дополнительную антисептическую обработку.
Упаковка и отгрузка
Благодаря собственному автопарку, доставка осуществляется по Санкт-Петербургу и Ленинградской области. При значительных объемах, возможна доставка в другие регионы. Готовая клееная балка упаковывается в пакеты согласно транспортным размерам и происходит отгрузка готового товара путём самовывоза или доставки нашими силами до вашего склада или объекта.
Сотрудничество
Наша компания готова выполнить производство любого объема различных изделий из древесины для строительства вами качественного и комфортного загородного жилья любой конфигурации с высокими эксплуатационными характеристиками. Готовы предложить конкурентные оптовые и розничные цены, организовать доставку собственными силами, индивидуальный процент скидки от объема на итоговую смету и гарантию качества продукции.
|
Закажите обратный звонок прямо сейчас!
|
|
Проекты
Клеёные балки для стропильной системы русской бани
Клеёные балки для реконструкции Петропавловской крепости
Клеёные балки для реконструкции исторического ж/д вокзала Токсово
Документы
doz_v3
13.5 Мб
Вопрос/ответ
Клееная балка
Чем клеите клееную балку? Откуда и какая древесина используется?
Балка производится из хвойных пород древесины северных регионов.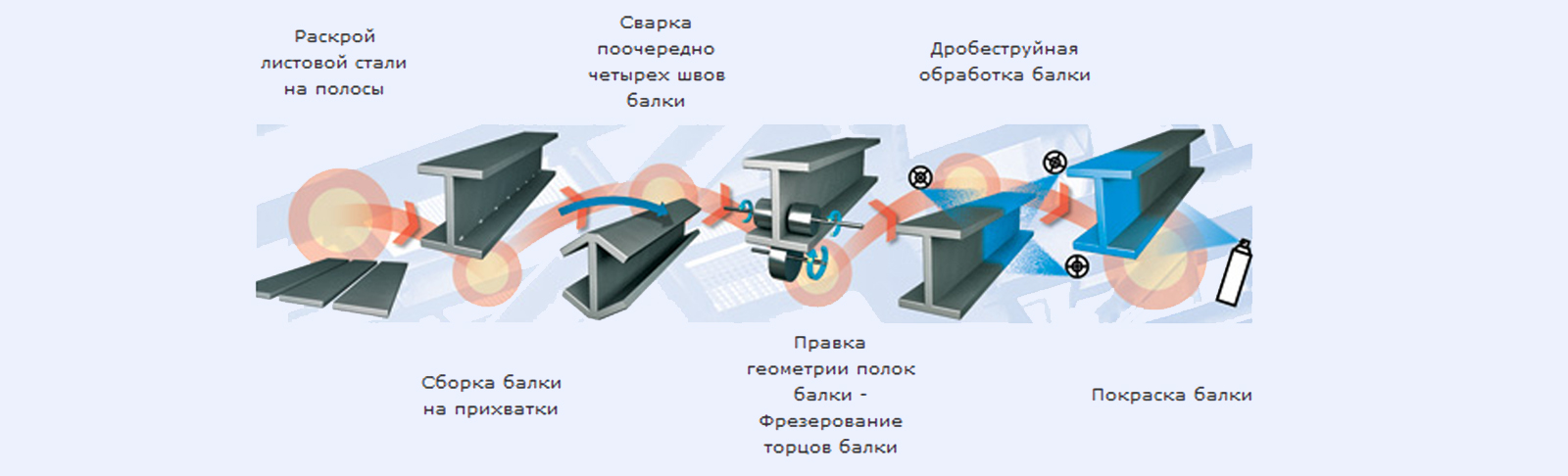 Для склеивания используется 2-х компонентный полеуретановый клей (ЭПИ система)
Для склеивания используется 2-х компонентный полеуретановый клей (ЭПИ система)
Какие сроки изготовления клееной балки и каков минимальный заказ?
Клееная балка производится в течение 5-7 дней, в зависимости от загрузки производста и объёма заказа. Можно заказать любое колличество изделий, от 1 штуки
Какой длины клееные балки вы изготавливаете?
Мы производим клееную балку длиной от 1 до 12 метров
Где можно посмотреть актульные цены на клееную балку?
Стоимость клееной балки вы можете найти в нашем прайс-листе
Прайс-лист
Имеется ли у вас клееная балка в наличии?
Нет, мы производим клееную балку исключительно под заказ нужных размеров и в нужном клиенту объёме
Фотогалерея
Услуги
Отзывы
Дмитрий Г.
Заказывал клееные балки. Все изготовили вовремя и качественно!
Яндекс.Отзывы, 30.03.2020
Поделиться
Назад к списку
Наши специалисты ответят на любой интересующий вопрос по услуге
Задать вопрос
Широкий ассортимент
Большой ассортимент выпускаемой продукции и предлагаемых услуг
Экологичность материалов
Производимая продукция соответствует высочайшим стандартам экологичности
Производство двутавровой балки — ЗАО Сеспель
Производство двутавра в короткие сроки по вашим размерам на современном заводе в Чебоксарах
В отличие от крупных заводов, мы оперативно поставляем партии небольших объемов по вашим чертежам.
Наши менеджеры помогут вам сделать расчеты и предложат оптимальный вариант решения вашей задачи.
Заказать расчет
Мы предлагаем
УНИКАЛЬНЫЕ ТИПОРАЗМЕРЫ
Мы производим тавровые и двутавровые балки, которые невозможно найти на складе, а также европейские аналоги по нормам ISO и DIN
НЕБОЛЬШИЕ ПАРТИИ
Вы можете заказать небольшую партию товара под конкретный проект — вам не придется переплачивать за ненужные объемы продукции и их дальнейшее хранение
ОПЕРАТИВНОСТЬ
Политика компании и грамотная настройка производственных мощностей обеспечивают возможность поставки продукции в кротчайшие сроки, выигрывая у других предприятий до нескольких месяцев
КОНТРОЛЬ КАЧЕСТВА
Мы сами проверяем входное качество материалов и выпущенные изделия в собственных лабораториях, наша продукция — под контролем международного ТЮФ и Российского морского регистра
— высота 200–1500 мм
— длина 400–15000 мм
— толщина стенок 5-32 мм
— ширина полки 200–800 мм
— толщина полки 6–40 мм
Алюминиевый хопер
Алюминиевые двутавры
Габаритные конструкции
Сборка
Балка тавровая
Балка тавровая — металлический профиль с Т-образным поперечным сечением. Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.
Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.
В соответствии с европейскими стандартами сварная балка может быть двух видов: равнополочная тавровая балка (Тип T) и неравнополочная тавровая балка (Тип TB).
- пищевая промышленность
— строительстве зданий
— облицовке строений, заделке щелей и стыков
— химической промышленности
— целлюлозно-бумажном производстве
- приборостроении
- машиностроение
— возведении мостов и организации перекрытий
Балка двутавровая
Балка двутавровая — металлический профиль, имеющий сечение в виде буквы H. Основная функция данных балок — прием и передача горизонтальных и вертикальных нагрузок отдельных частей на несущие части.
Все конструкции, где использованы балки, отличаются стабильностью к изгибу и повышенным сопротивлением к сжатию. Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок.
Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок.
— в строительстве частных и административных объектов
— железнодорожном и шахтовом строительстве
— авто- и вагоностроении
— мостостроении и возведении подвесных путей
Вся выпускаемая продукция проходит контроль качества в наших лабораториях. Мы производим двутавровые балки по российским стандартам (ГОСТ 26020-83, ГОСТ 8239-89, СТО АСЧМ 20-93) и международным стандартам ISO. Качество наших сварных соединений соответствует уровню качества «В» ГОСТ Р ИСО 5817-2009.
Дополнительные услуги
У нас вы можете заказать
По вашим эскизам из двутавровых балок, произведенных на нашем заводе
Для предания изделиям короззионной устойчивости и удлинения срока службы металлоконструкций до 50 лет
Мы доставляем товар автотранспортом, ж/д транспортом или личным транспортом в зависимости от объемов партии
Предприятие «Сеспель» — это высокотехнологичный современный завод в Чебоксарах, ежедневно перерабатывающий 40 тонн стали. 90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
Тщательный отбор материалов и применение новейших технологий производства, позволяет нам добиваться наилучшего качества выпускаемых изделий и поставлять проверенную продукцию нашим партнерам в сжатые сроки.
Свидетельство о состоянии измерений
Перечень объектов и показателей
— Завод оснащен не имеющей аналогов в мировой практике гаммой технологического оборудования
— Современные лаборатории позволяют осуществлять тщательный контроль качества входного материала и выпускаемой продукции
— Производственные станки оснащены сварочными аппаратами Линкольн с системой монитринга сварочного процесса
— В производстве применяется уникальная технология УЗК, позволяющая полностью заменить рентгеноскопию при контроле качества
Наши партнеры
Крупнейшие поставщики металла в России
Контактная информация
Уточнить информацию о цене за метр, весе двутавра, сделать расчет и оформить заказ можно связавшись по телефону с нашим менеджером или заполнив простую форму справа.
телефон
+7 499 490-73-15
Адрес
Моргаушский район, Чувашская республика, Россия
© 2013-2021 ЗАО «Чебоксарское предприятие «Сеспель»
© 2013-2021 ЗАО «Чебоксарское предприятие «Сеспель»
Производство сварной балки цена в Новосибирске
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Балка электросварная ст. 3 14Б1 | т | 115600 ₽ 115600115600 ₽ / т | В наличии | ||
Балка электросварная 100Б4 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная 100Б1 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная 40Ш3 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная 100Ш2 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная 100Ш4 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная 100Ш3 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная 100Б3 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная ст.
| т | 0 ₽ 00 ₽ / т | В наличии | ||
Балка электросварная ст.
| т | 0 ₽ 00 ₽ / т | В наличии | ||
Балка электросварная 100Б2 | т | 73904 ₽ 7390473904 ₽ / т | В наличии | ||
Балка электросварная 3СП/ПС 100Б4 ТУ 0925-001-81769030-2013 | т | 0 ₽ 00 ₽ / т | В наличии |
 345 30Ш2 ТУ 0925-001-81769030-2013
345 30Ш2 ТУ 0925-001-81769030-2013 345 30Ш1 ТУ 0925-001-81769030-2013
345 30Ш1 ТУ 0925-001-81769030-2013Сварная балка представляет собой специализированное металлоизделие, которое благодаря особенностям конструкции, способно выдерживать значительные механические и изгибающие нагрузки. Металлопродукция состоит из двух или трех конструкционных элементов. Это одна иди две полки и промежуточный пояс, соединяющий все компоненты в одно целое. Таким образом, сварные балки могут быть представлены в виде тавра и двутавра. В первом случае продукция напоминает букву Т, а во втором, соответственно Н.
Металлопродукция состоит из двух или трех конструкционных элементов. Это одна иди две полки и промежуточный пояс, соединяющий все компоненты в одно целое. Таким образом, сварные балки могут быть представлены в виде тавра и двутавра. В первом случае продукция напоминает букву Т, а во втором, соответственно Н.
Технология изготовления металлопродукции
Для производства сварных балок таврового и двутаврового типа используется толстолистовой металлопрокат. Марка стали зависит от особенностей последующей эксплуатации. Например, в случае если предполагается использование металлоизделия в условиях повышенной влажности или при воздействии химически активных реагентов, применяются высоколегированные и легированные сплавы. В последнем случае продукция проходит процедуру дополнительной защиты цинкованием или нанесением полимерного покрытия.
На первоначальном этапе производства нарезаются полосовые заготовки с определенными геометрическими параметрами. При этом, на крупных предприятиях применяются специальные станки с ЧПУ, которые обеспечивают высоко качество реза и точность заданных размеров. В качестве следующей процедуры выступает фрезерование кромок заготовок. Данный процесс необходим для удаления неровностей, наплывов металла и заусенцев, которые могут помещать плотному соприкосновению полуфабрикатов. Это обеспечит наиболее высокий показатель ненадежности конструкции после сваривания.
В качестве следующей процедуры выступает фрезерование кромок заготовок. Данный процесс необходим для удаления неровностей, наплывов металла и заусенцев, которые могут помещать плотному соприкосновению полуфабрикатов. Это обеспечит наиболее высокий показатель ненадежности конструкции после сваривания.
После завершения этой операции, приступают непосредственно к сборке металлоизделия. При этом, необходимо обеспечить перпендикулярность расположения заготовок друг относительно друга, а также симметрию полок. Для достижения данной цели, широко используются специальные гидравлические прижимные механизмы.
После того как угол между элементами конструкции будет выставлен, приступают к сварке. В основном, данный процесс осуществляется на полуавтоматических линиях, обеспечивающих максимальное качество сварного шва. Также существуют автоматические системы, которые могут быть трех основных категорий:
- Самоходный сварочный трактор. Такое оборудование является наиболее простым и менее трудозатратным, но при этом, мало подходит для выпуска больших партий продукции.

- Манипуляционные системы. Конструктивно, оборудование представлено своеобразной роботизированной рукой. Данная категория автоматических сварочных устройств может использоваться для сварки не только балок, но и другой металлопродукции.
- Консольные агрегаты. Такие системы представляют собой полноценную производственную линию, дополнительно оснащенную инструментами контроля качества и точности геометрических параметров
На заключительном этапе осуществляется правка готового металлоизделия. Эта процедура является необходимой, так как в процессе проведения сварочных работ металл нагревается и деформируется, что приводит к нарушению прямолинейности конструкции. Данный дефект исправляется путем пропуска изделия через ряд валков. На предприятиях, изготавливающих небольшие партии продукции, производство сварных балок может осуществляться при помощи электродуговой ручной сварки.
Мы предлагаем своим клиентам качественную металлопродукцию, полностью соответствующую требованиям нормативно-технической документации. У нас можно приобрести как серийно выпущенных товар, так и заказать металлоизделие по индивидуальному проекту. В случае необходимости, логистическая служба обеспечит доставку в любой город РФ.
У нас можно приобрести как серийно выпущенных товар, так и заказать металлоизделие по индивидуальному проекту. В случае необходимости, логистическая служба обеспечит доставку в любой город РФ.
Демонстрация интенсивного литиевого пучка для направленной вперед импульсной генерации нейтронов
Введение
Нейтроны, в отличие от рентгеновского излучения или заряженных частиц, имеют большую глубину проникновения и уникальные взаимодействия с конденсированным веществом, что делает их чрезвычайно универсальными зондами для исследования свойств материалы 1,2,3,4,5,6,7 . В частности, методы рассеяния нейтронов часто используются для изучения состава, структуры и внутренних напряжений в конденсированных средах и могут дать подробную информацию о второстепенных соединениях в металлических сплавах, которые трудно обнаружить с помощью рентгеновской спектроскопии 9.0005 8 . Этот метод считается мощным инструментом в фундаментальной науке и был принят производителями металлов и других материалов. Совсем недавно дифракцию нейтронов начали применять для обнаружения остаточных напряжений в механических компонентах, таких как рельсы и детали самолетов 9,10,11,12 . Нейтроны также используются в скважинах для поиска нефти и газа, потому что их можно легко захватить в богатых протонами материалах 13 . Подобные методы также используются в области гражданского строительства. Неразрушающий нейтронный контроль является эффективным инструментом для обнаружения скрытых повреждений в зданиях, туннелях и мостах. Применение нейтронных пучков активно используется как в научных исследованиях, так и в промышленности, и многие из этих технологий исторически разрабатывались с использованием ядерных реакторов.
Совсем недавно дифракцию нейтронов начали применять для обнаружения остаточных напряжений в механических компонентах, таких как рельсы и детали самолетов 9,10,11,12 . Нейтроны также используются в скважинах для поиска нефти и газа, потому что их можно легко захватить в богатых протонами материалах 13 . Подобные методы также используются в области гражданского строительства. Неразрушающий нейтронный контроль является эффективным инструментом для обнаружения скрытых повреждений в зданиях, туннелях и мостах. Применение нейтронных пучков активно используется как в научных исследованиях, так и в промышленности, и многие из этих технологий исторически разрабатывались с использованием ядерных реакторов.
Однако с глобальным консенсусом в отношении ядерного нераспространения строительство малых реакторов для исследовательских целей становится все более трудным. Кроме того, недавняя авария на АЭС Фукусима сделала строительство ядерных реакторов почти социально неприемлемым.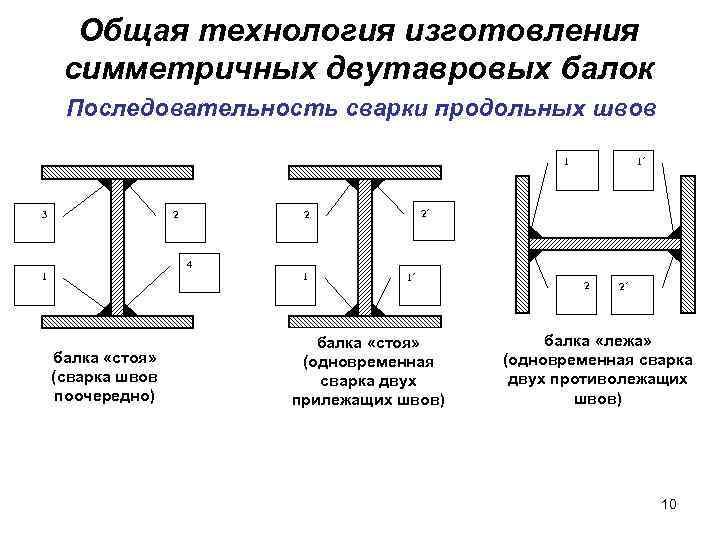 В связи с этой тенденцией растет спрос на источники нейтронов на ускорителях 2 . В качестве альтернативы ядерным реакторам уже эксплуатируются несколько крупных установок с источниками нейтронов с расщеплением на ускорителях 9 .0005 14,15 . Однако для более эффективного использования характеристик пучка нейтронов важно поощрять использование компактных источников на ускорителях, которыми могут владеть промышленные и университетские исследовательские центры 16 . Источник нейтронов на ускорителе добавляет новые функции и возможности в дополнение к замене ядерного реактора 14 . Например, генератор с линейным ускорителем может легко импульсировать поток нейтронов, манипулируя лучом возбуждения. Нейтроны трудно контролировать после их испускания, а измерения радиации трудно анализировать из-за шума, создаваемого фоновыми нейтронами. Импульсные нейтроны, управляемые ускорителем, позволяют избежать этой проблемы. Некоторые проекты, основанные на технологии ускорителей протонов, были предложены по всему миру 17,18,19 .
В связи с этой тенденцией растет спрос на источники нейтронов на ускорителях 2 . В качестве альтернативы ядерным реакторам уже эксплуатируются несколько крупных установок с источниками нейтронов с расщеплением на ускорителях 9 .0005 14,15 . Однако для более эффективного использования характеристик пучка нейтронов важно поощрять использование компактных источников на ускорителях, которыми могут владеть промышленные и университетские исследовательские центры 16 . Источник нейтронов на ускорителе добавляет новые функции и возможности в дополнение к замене ядерного реактора 14 . Например, генератор с линейным ускорителем может легко импульсировать поток нейтронов, манипулируя лучом возбуждения. Нейтроны трудно контролировать после их испускания, а измерения радиации трудно анализировать из-за шума, создаваемого фоновыми нейтронами. Импульсные нейтроны, управляемые ускорителем, позволяют избежать этой проблемы. Некоторые проекты, основанные на технологии ускорителей протонов, были предложены по всему миру 17,18,19 . Наиболее популярными реакциями, используемыми в компактном нейтронном генераторе с протонным приводом, являются 7 Li(p, n) 7 Be и 9 Be(p, n) 9 B, поскольку они являются эндотермическими реакциями 20 . Если энергия возбуждающего протонного пучка выбрана чуть выше порогового значения, можно свести к минимуму чрезмерное излучение и радиоактивные отходы. Однако масса ядра-мишени намного тяжелее массы протона, и генерируемые нейтроны рассеиваются во все стороны. Такое почти изотропное испускание потока нейтронов препятствует эффективному транспорту нейтронов к исследуемому объекту. Кроме того, для получения необходимой дозы нейтронов в месте расположения объекта необходимо значительно увеличить как количество протонов драйвера, так и их энергию. В результате большая доза γ-квантов и нейтронов будет распространяться под большими углами и портить преимущества эндотермических реакций. Типичный компактный нейтронный генератор на основе протонов, управляемый ускорителем, имеет прочную защиту от радиации и является самой массивной частью системы.
Наиболее популярными реакциями, используемыми в компактном нейтронном генераторе с протонным приводом, являются 7 Li(p, n) 7 Be и 9 Be(p, n) 9 B, поскольку они являются эндотермическими реакциями 20 . Если энергия возбуждающего протонного пучка выбрана чуть выше порогового значения, можно свести к минимуму чрезмерное излучение и радиоактивные отходы. Однако масса ядра-мишени намного тяжелее массы протона, и генерируемые нейтроны рассеиваются во все стороны. Такое почти изотропное испускание потока нейтронов препятствует эффективному транспорту нейтронов к исследуемому объекту. Кроме того, для получения необходимой дозы нейтронов в месте расположения объекта необходимо значительно увеличить как количество протонов драйвера, так и их энергию. В результате большая доза γ-квантов и нейтронов будет распространяться под большими углами и портить преимущества эндотермических реакций. Типичный компактный нейтронный генератор на основе протонов, управляемый ускорителем, имеет прочную защиту от радиации и является самой массивной частью системы. Необходимость увеличения энергии протонов драйвера обычно требует дополнительного увеличения размеров ускорительной установки.
Необходимость увеличения энергии протонов драйвера обычно требует дополнительного увеличения размеров ускорительной установки.
Для преодоления общего недостатка традиционных компактных источников нейтронов с приводом от ускорителя была предложена инверсионно-кинематическая схема реакции 21 . В этой схеме в качестве ведущего пучка вместо протонного пучка используется более тяжелый литий-ионный пучок, а мишенью является богатый водородом материал, такой как углеводородные пластики, гидриды, газообразный водород или водородная плазма. Была рассмотрена такая альтернатива, как возбуждающий пучок ионов бериллия; однако бериллий является токсичным материалом и требует особого внимания при обращении. Следовательно, литий является наиболее подходящим пучком для обратной кинематической схемы реакции. Поскольку импульс ядра лития больше, чем у протона, центр масс ядерного столкновения продолжает двигаться вперед, и нейтроны также испускаются в прямом направлении. Эта функция значительно устраняет нежелательные выбросы γ-излучения и нейтронов под большими углами 22 . Сравнение обычного случая протонного драйвера и инверсного кинематического сценария показано на рис. 1.
Сравнение обычного случая протонного драйвера и инверсного кинематического сценария показано на рис. 1.
Рисунок 1
Иллюстрация угла образования нейтронов для протонного и литиевого драйверного пучка (нарисовано с использованием Adobe Illustrator CS5, 15.1.0, https:/ /www.adobe.com/products/illustrator.html). ( a ) В ходе этой реакции нейтроны могут выбрасываться в любом направлении, поскольку протон-возбудитель сталкивается с гораздо более тяжелым атомом-мишенью лития. ( b ) И наоборот, если литий-ионный драйвер бомбардирует мишень, богатую водородом, нейтроны генерируются внутри узкого конуса в прямом направлении из-за большой скорости центра масс системы.
Изображение полного размера
Однако из-за сложности создания необходимого потока тяжелых ионов с высоким зарядом по сравнению с протонами существовало лишь несколько нейтронных генераторов с обратной кинематикой 23,24,25 . Во всех этих установках используются источники ионов с отрицательным распылением в сочетании с тандемными электростатическими ускорителями. Есть предложения использовать другие типы источников ионов для увеличения эффективности ускорения пучка 26 . В любом случае доступный ток литий-ионного пучка ограничен всего 100 мкА. Есть предложение использовать 1 мА Li 3+ 27 , но этот ток ионного пучка этим методом еще не подтвержден. По интенсивности ускорители на литиевых пучках не смогли конкурировать с ускорителями на протонных пучках, которые способны развивать пиковый протонный ток более 10 мА 28 .
Есть предложения использовать другие типы источников ионов для увеличения эффективности ускорения пучка 26 . В любом случае доступный ток литий-ионного пучка ограничен всего 100 мкА. Есть предложение использовать 1 мА Li 3+ 27 , но этот ток ионного пучка этим методом еще не подтвержден. По интенсивности ускорители на литиевых пучках не смогли конкурировать с ускорителями на протонных пучках, которые способны развивать пиковый протонный ток более 10 мА 28 .
Для реализации практичного компактного нейтронного генератора на основе литиевого пучка целесообразно производить высокоинтенсивные полностью очищенные ионы. Ионы ускоряются и направляются электромагнитной силой, а более высокое состояние заряда способствует более эффективному ускорению. Для драйвера литий-ионного луча требуется более 10 мА Li 9.0005 3+ пиковый ток.
В этой работе мы демонстрируем ускорение пучка Li 3+ с пиковым током до 35 мА, что сравнимо с усовершенствованным ускорителем протонов. Первоначальный пучок ионов лития был создан с помощью лазерной абляции, и была применена схема прямой инжекции плазмы (DPIS), первоначально разработанная для ускорения C 6+ . Специально разработанный радиочастотный квадрупольный линейный ускоритель (RFQ linac) был изготовлен с использованием четырехстержневой резонирующей структуры 29 . Мы проверили, что ускоренный пучок имеет расчетную энергию пучка с высокой чистотой. После того, как пучок Li 3+ будет эффективно захвачен и ускорен радиочастотным (РЧ) ускорителем, последующая секция линейного ускорителя (ускорителя) может быть использована для обеспечения желаемой энергии для получения интенсивного потока нейтронов от мишени.
Первоначальный пучок ионов лития был создан с помощью лазерной абляции, и была применена схема прямой инжекции плазмы (DPIS), первоначально разработанная для ускорения C 6+ . Специально разработанный радиочастотный квадрупольный линейный ускоритель (RFQ linac) был изготовлен с использованием четырехстержневой резонирующей структуры 29 . Мы проверили, что ускоренный пучок имеет расчетную энергию пучка с высокой чистотой. После того, как пучок Li 3+ будет эффективно захвачен и ускорен радиочастотным (РЧ) ускорителем, последующая секция линейного ускорителя (ускорителя) может быть использована для обеспечения желаемой энергии для получения интенсивного потока нейтронов от мишени.
Результаты
Ускорение ионов с большим потоком — уже хорошо зарекомендовавший себя метод. Остальными задачами для реализации нового эффективного компактного нейтронного генератора являются генерация большого количества полностью обдирочных ионов лития и формирование сгустковой структуры, состоящей из цуга ионных импульсов, синхронизированных с ВЧ-периодом ускорителя. Результаты экспериментов, предназначенных для достижения этой цели, будут описаны в следующих трех подразделах: (1) генерация полностью обнажённого литий-ионного пучка, (2) ускорение пучка с помощью специально разработанного линейного ускорителя RFQ и (3) анализ ускоренного пучка для проверки его содержания. В Брукхейвенской национальной лаборатории (BNL) мы построили экспериментальную установку, показанную на рис. 2.
Результаты экспериментов, предназначенных для достижения этой цели, будут описаны в следующих трех подразделах: (1) генерация полностью обнажённого литий-ионного пучка, (2) ускорение пучка с помощью специально разработанного линейного ускорителя RFQ и (3) анализ ускоренного пучка для проверки его содержания. В Брукхейвенской национальной лаборатории (BNL) мы построили экспериментальную установку, показанную на рис. 2.
Рисунок 2
Обзор экспериментальной установки, используемой для анализа пучков ускоренных литиевых пучков (иллюстрировано Inkscape, 1.0.2, https://inkscape.org/). Справа налево плазма лазерной абляции создается в камере взаимодействия лазера с мишенью и транспортируется к линейному ускорителю RFQ. При входе в линейный ускоритель RFQ ионы отделяются от плазмы и инжектируются в линейный ускоритель RFQ резким электрическим полем, создаваемым разностью напряжений 52 кВ между выводным электродом области дрейфа и электродами RFQ. Извлеченные ионы ускоряются с 22 до 204 кэВ/н под управлением RFQ-электродов длиной 2 м. Трансформатор тока (ТТ), установленный на выходе линейного ускорителя RFQ, обеспечивает неразрушающее измерение тока ионного пучка. Пучок фокусируется тремя квадрупольными магнитами и направляется на дипольный магнит, который используется для выбора Li 9.0005 3+ луч и согните его в детектор. За щелью для обнаружения ускоренного луча используются выдвижной пластиковый сцинтиллятор и цилиндр Фарадея (FC), смещенный на -400 В.
Трансформатор тока (ТТ), установленный на выходе линейного ускорителя RFQ, обеспечивает неразрушающее измерение тока ионного пучка. Пучок фокусируется тремя квадрупольными магнитами и направляется на дипольный магнит, который используется для выбора Li 9.0005 3+ луч и согните его в детектор. За щелью для обнаружения ускоренного луча используются выдвижной пластиковый сцинтиллятор и цилиндр Фарадея (FC), смещенный на -400 В.
Изображение полного размера
Генерация полностью обдираемого пучка лития
Для получения полностью ионизированных ионов лития (Li 3+ ) необходимо создать плазму с температурой выше их третьей энергии ионизации, которая составляет 122,4 эВ. Мы попытались создать высокотемпературную плазму с помощью лазерной абляции. Этот тип лазерного источника ионов обычно не используется для генерации литий-ионных пучков, поскольку металлический литий химически активен и требует особого обращения. Мы разработали систему загрузки мишеней для минимизации загрязнения, вызванного влажностью и воздухом, при установке литиевой фольги в вакуумную камеру лазерного взаимодействия. Вся подготовка материала проводилась в контролируемой среде сухого аргона. После того, как литиевая фольга была установлена в камере лазерной мишени, фольга облучалась импульсным лазером Nd:YAG с энергией 800 мДж за импульс. Плотность мощности лазера оценивалась примерно в 10 12 Вт/см 2 в фокусе на мишени. Когда импульсный лазер аблирует цель в вакууме, генерируется плазма. Плазма продолжает нагреваться в течение 6 нс лазерного импульса, в основном за счет процесса обратного тормозного излучения. Поскольку ограничивающее внешнее поле на стадии нагрева не применяется, плазма начинает трехмерно расширяться. Когда плазма начинает расширяться на поверхности мишени, центр масс плазмы приобретает скорость, перпендикулярную поверхности мишени, с энергией 600 эВ/н. После нагрева плазма продолжает удаляться от мишени в осевом направлении, расширяясь изотропно.
Вся подготовка материала проводилась в контролируемой среде сухого аргона. После того, как литиевая фольга была установлена в камере лазерной мишени, фольга облучалась импульсным лазером Nd:YAG с энергией 800 мДж за импульс. Плотность мощности лазера оценивалась примерно в 10 12 Вт/см 2 в фокусе на мишени. Когда импульсный лазер аблирует цель в вакууме, генерируется плазма. Плазма продолжает нагреваться в течение 6 нс лазерного импульса, в основном за счет процесса обратного тормозного излучения. Поскольку ограничивающее внешнее поле на стадии нагрева не применяется, плазма начинает трехмерно расширяться. Когда плазма начинает расширяться на поверхности мишени, центр масс плазмы приобретает скорость, перпендикулярную поверхности мишени, с энергией 600 эВ/н. После нагрева плазма продолжает удаляться от мишени в осевом направлении, расширяясь изотропно.
Как показано на рис. 2, абляционная плазма расширяется в вакуумный объем, окруженный металлическим контейнером, который имеет тот же потенциал, что и мишень. Поэтому плазма дрейфует в направлении линейного ускорителя RFQ через область, свободную от электрического поля. Осевое магнитное поле прикладывается между камерой лазерного облучения и линейным ускорителем RFQ с помощью соленоидной катушки, намотанной вокруг вакуумной камеры. Соленоидальное магнитное поле подавляет радиальное расширение дрейфующей плазмы, чтобы сохранить высокую плотность плазмы во время транспортировки к апертуре RFQ. С другой стороны, плазма продолжает расширяться в осевом направлении во время дрейфа, образуя вытянутую плазму. На металлический контейнер, в котором заключена плазма, подается высоковольтное смещение до выходного отверстия на входе RFQ. Напряжение смещения выбирается таким образом, чтобы обеспечить необходимое 7 Li 3+ скорость впрыска для надлежащего ускорения линейным ускорителем RFQ.
Поэтому плазма дрейфует в направлении линейного ускорителя RFQ через область, свободную от электрического поля. Осевое магнитное поле прикладывается между камерой лазерного облучения и линейным ускорителем RFQ с помощью соленоидной катушки, намотанной вокруг вакуумной камеры. Соленоидальное магнитное поле подавляет радиальное расширение дрейфующей плазмы, чтобы сохранить высокую плотность плазмы во время транспортировки к апертуре RFQ. С другой стороны, плазма продолжает расширяться в осевом направлении во время дрейфа, образуя вытянутую плазму. На металлический контейнер, в котором заключена плазма, подается высоковольтное смещение до выходного отверстия на входе RFQ. Напряжение смещения выбирается таким образом, чтобы обеспечить необходимое 7 Li 3+ скорость впрыска для надлежащего ускорения линейным ускорителем RFQ.
Генерируемая абляционная плазма содержит не только 7 Li 3 + , но и другие состояния заряда лития и загрязняющих элементов, которые одновременно транспортируются в линейный ускоритель RFQ. Перед экспериментами по ускорению с помощью линейного ускорителя RFQ был проведен автономный анализ времени пролета (TOF) для изучения состава и энергетического распределения ионов в плазме. Подробный аппарат анализа и наблюдаемое распределение состояния заряда будут объяснены в разделе «Методы». Анализ показал, что 7 Li 3+ преобладали ионы, которые занимают около 54% от общего числа частиц, как показано на рис. 3. На основании анализа электрический ионный ток 7 Li 3+ в точке вывода ионного пучка оценивается в 1,87 мА. Во время ускорительного испытания к расширяющейся плазме прикладывалось поле соленоида мощностью 79 мТл. В результате ток 7 Li 3+ , выделяемый из плазмы и наблюдаемый на детекторе, увеличивался в 30 раз.
Перед экспериментами по ускорению с помощью линейного ускорителя RFQ был проведен автономный анализ времени пролета (TOF) для изучения состава и энергетического распределения ионов в плазме. Подробный аппарат анализа и наблюдаемое распределение состояния заряда будут объяснены в разделе «Методы». Анализ показал, что 7 Li 3+ преобладали ионы, которые занимают около 54% от общего числа частиц, как показано на рис. 3. На основании анализа электрический ионный ток 7 Li 3+ в точке вывода ионного пучка оценивается в 1,87 мА. Во время ускорительного испытания к расширяющейся плазме прикладывалось поле соленоида мощностью 79 мТл. В результате ток 7 Li 3+ , выделяемый из плазмы и наблюдаемый на детекторе, увеличивался в 30 раз.
Рисунок 3
Доля ионов в лазерной плазме, полученная с помощью времяпролетного анализа. Ионы 7 Li 1+ и 7 Li 2+ составляют 5% и 25% пучка соответственно. В пределах ошибки эксперимента доля обнаруженных частиц 6 Li согласуется с естественным содержанием 6 Li (7,6%) в мишени из литиевой фольги. Небольшое количество кислородного загрязнения (6,2%), в основном O 1+ (2,1%) и O 2+ (1,5%), что может быть связано с окислением поверхности мишени из литиевой фольги.
В пределах ошибки эксперимента доля обнаруженных частиц 6 Li согласуется с естественным содержанием 6 Li (7,6%) в мишени из литиевой фольги. Небольшое количество кислородного загрязнения (6,2%), в основном O 1+ (2,1%) и O 2+ (1,5%), что может быть связано с окислением поверхности мишени из литиевой фольги.
Увеличенное изображение
Инжекция и ускорение в RFQ
Литиевая плазма дрейфует в области, свободной от электрического поля, прежде чем достичь линейного ускорителя RFQ, как упоминалось ранее. На входе линейного ускорителя RFQ имеется отверстие диаметром 6 мм в металлическом контейнере, которое смещено на 52 кВ. Напряжение приводит к осевому ускорению, так как электроды ускорителя RFQ имеют в среднем нулевой потенциал, хотя напряжение электродов RFQ быстро меняется ± 29кВ на 100 МГц. Поскольку в зазоре 10 мм между отверстием и краем электродов RFQ создается сильное электрическое поле, из плазмы у отверстия извлекаются только положительные ионы в плазме. В традиционной ионно-транспортной системе ионы отделяются от плазмы электрическим полем на значительном расстоянии перед ускорителем RFQ, а затем фокусируются в апертуру RFQ элементами, фокусирующими луч. Однако для интенсивных пучков тяжелых ионов, необходимых для интенсивных источников нейтронов, нелинейная сила отталкивания из-за эффекта пространственного заряда вызывает значительные потери пучка в системе переноса ионов, ограничивая пиковый ток, который может быть ускорен. В нашем DPIS ионы высокой интенсивности транспортируются в виде дрейфующей плазмы непосредственно к точке вывода в апертуре RFQ, так что потери ионного пучка не происходит из-за пространственного заряда. Во время настоящей демонстрации DPIS впервые был применен к литий-ионному пучку.
В традиционной ионно-транспортной системе ионы отделяются от плазмы электрическим полем на значительном расстоянии перед ускорителем RFQ, а затем фокусируются в апертуру RFQ элементами, фокусирующими луч. Однако для интенсивных пучков тяжелых ионов, необходимых для интенсивных источников нейтронов, нелинейная сила отталкивания из-за эффекта пространственного заряда вызывает значительные потери пучка в системе переноса ионов, ограничивая пиковый ток, который может быть ускорен. В нашем DPIS ионы высокой интенсивности транспортируются в виде дрейфующей плазмы непосредственно к точке вывода в апертуре RFQ, так что потери ионного пучка не происходит из-за пространственного заряда. Во время настоящей демонстрации DPIS впервые был применен к литий-ионному пучку.
Структуры RFQ были разработаны для группировки и ускорения низкоэнергетических сильноточных ионных пучков и стали стандартом для первой стадии ускорения. Мы использовали RFQ для ускорения ионов 7 Li 3+ с энергии инжекции 22 кэВ/н до 204 кэВ/н. Хотя литий с более низким зарядом и другие вещества в плазме также были извлечены из плазмы и введены в апертуру RFQ, только ионы с отношением заряда к массе (Q/A), близким к 7 Li 3+ можно ускорить с помощью линейного ускорителя RFQ.
Хотя литий с более низким зарядом и другие вещества в плазме также были извлечены из плазмы и введены в апертуру RFQ, только ионы с отношением заряда к массе (Q/A), близким к 7 Li 3+ можно ускорить с помощью линейного ускорителя RFQ.
На рис. 4 показаны формы сигналов, обнаруженные трансформатором тока (ТТ) на выходе линейного ускорителя RFQ и цилиндром Фарадея (ТЦ) после анализирующего магнита, как показано на рис. 2. Временной сдвиг между формами сигналов может быть объясняется разницей TOF в местах расположения детекторов. Измеренный пиковый ионный ток на КТ составил 43 мА. В положении КТ регистрируемый пучок может содержать не только ионы, ускоренные до расчетной энергии, но и ионы, отличные от 7 Li 3+ недостаточно ускоренные. Однако схожесть форм ионного тока, регистрируемая КТ и ФК, означает, что ионный ток в основном состоит из ускоренных 7 Li 3+ , а уменьшение пика тока на ФК вызвано потерями пучка во время ионной транспорт между CT и FC. Потери луча также были подтверждены моделированием огибающей. Для точного измерения тока пучка 7 Li 3+ , этот пучок был проанализирован с помощью дипольного магнита, как описано в следующем разделе. Рисунок 4 Эти измерения были инициированы лазерным излучением, обнаруженным фотодетектором при генерации лазерной плазмы. Черная кривая показывает форму волны, измеренную на ТТ, подключенном к выходу линейного ускорителя RFQ. Поскольку этот детектор улавливает радиочастотный шум частотой 100 МГц из-за близости детектора к линейному ускорителю RFQ, 9Фильтр нижних частот БПФ с частотой 8 МГц применялся для удаления резонансного ВЧ-сигнала с частотой 100 МГц, наложенного на обнаруженный сигнал. Красная кривая показывает форму волны на FC после анализирующего магнита, направляющего пучок ионов 7 Li 3+ . В этом магнитном поле кроме 7 Li 3+ могут транспортироваться N 6+ и O 7+ .
Потери луча также были подтверждены моделированием огибающей. Для точного измерения тока пучка 7 Li 3+ , этот пучок был проанализирован с помощью дипольного магнита, как описано в следующем разделе. Рисунок 4 Эти измерения были инициированы лазерным излучением, обнаруженным фотодетектором при генерации лазерной плазмы. Черная кривая показывает форму волны, измеренную на ТТ, подключенном к выходу линейного ускорителя RFQ. Поскольку этот детектор улавливает радиочастотный шум частотой 100 МГц из-за близости детектора к линейному ускорителю RFQ, 9Фильтр нижних частот БПФ с частотой 8 МГц применялся для удаления резонансного ВЧ-сигнала с частотой 100 МГц, наложенного на обнаруженный сигнал. Красная кривая показывает форму волны на FC после анализирующего магнита, направляющего пучок ионов 7 Li 3+ . В этом магнитном поле кроме 7 Li 3+ могут транспортироваться N 6+ и O 7+ .
Изображение полного размера
Анализ ускоренного пучка
Ионный пучок после линейного ускорителя RFQ фокусировался серией из трех квадрупольных фокусирующих магнитов, а затем анализировался дипольным магнитом для выделения примесей в пучке. Магнитное поле 0,268 Тл управляло 7 Li 3+ луч на ФК. Обнаруженная форма волны с этим магнитным полем показана красной кривой на рис. 4. Пиковый ток пучка достиг 35 мА, что более чем в 100 раз выше, чем у типичного пучка Li 3+ , полученного в существующей обычный электростатический ускоритель. Ширина импульса луча составляла 2,0 мкс при полной ширине на половине максимума. Обнаружение пучка 7 Li 3+ дипольным магнитным полем свидетельствует об успешном группировании и ускорении пучка. Ток ионного пучка, обнаруженный FC при сканировании магнитного поля диполя, показан на рис. 5. Наблюдался чистый одиночный пик, хорошо отделенный от других пиков. Поскольку все ионы, ускоренные ускорителем RFQ до расчетной энергии, имеют одинаковую скорость, пучки с близким Q/A трудно разделить дипольным магнитным полем. Поэтому мы не смогли различить 7 Li 3+ из N 6+ или O 7+ . Однако количество примесей можно оценить по соседним зарядовым состояниям.
Магнитное поле 0,268 Тл управляло 7 Li 3+ луч на ФК. Обнаруженная форма волны с этим магнитным полем показана красной кривой на рис. 4. Пиковый ток пучка достиг 35 мА, что более чем в 100 раз выше, чем у типичного пучка Li 3+ , полученного в существующей обычный электростатический ускоритель. Ширина импульса луча составляла 2,0 мкс при полной ширине на половине максимума. Обнаружение пучка 7 Li 3+ дипольным магнитным полем свидетельствует об успешном группировании и ускорении пучка. Ток ионного пучка, обнаруженный FC при сканировании магнитного поля диполя, показан на рис. 5. Наблюдался чистый одиночный пик, хорошо отделенный от других пиков. Поскольку все ионы, ускоренные ускорителем RFQ до расчетной энергии, имеют одинаковую скорость, пучки с близким Q/A трудно разделить дипольным магнитным полем. Поэтому мы не смогли различить 7 Li 3+ из N 6+ или O 7+ . Однако количество примесей можно оценить по соседним зарядовым состояниям. Например, N 7+ и N 5+ могут быть легко разделены, а N 6+ , который может входить в состав примеси, по прогнозам будет примерно в том же количестве, что и N 7+ и N 5+ . Уровень загрязнения оценивается примерно в 2%.
Например, N 7+ и N 5+ могут быть легко разделены, а N 6+ , который может входить в состав примеси, по прогнозам будет примерно в том же количестве, что и N 7+ и N 5+ . Уровень загрязнения оценивается примерно в 2%.
Рисунок 5
Спектр составляющих пучка, полученный путем сканирования поля дипольного магнита. Пик при 0,268 Тл соответствует 7 Li 3+ и N 6+ . Ширина пика зависит от размера пучка на щели. Несмотря на ширину пика, 7 Li 3+ хорошо отделены от 6 Li 3+ , O 6+ и N 5+ , но не от O 7+
6 и N
6 + .
Полноразмерное изображение
В месте расположения FC профиль луча был подтвержден с помощью вставного сцинтиллятора и записан быстрой цифровой камерой, как показано на рис. 6. Результат показал, что 35 мА импульсного 9Пучок 0005 7 Li 3+ был ускорен до проектной энергии RFQ 204 кэВ/н, что соответствует 1,4 МэВ, и транспортирован на всем пути до детектора FC.
Рис. 6
Профиль пучка, наблюдаемый на экране сцинтиллятора перед FC (в цвете Фиджи, 2.3.0, https://imagej.net/software/fiji/). Магнитное поле анализирующего дипольного магнита устанавливалось для направления пучка ионов Li 3+ , ускоренного до проектной энергии RFQ. Синее пятно в зеленой области связано с дефектным материалом сцинтиллятора.
Увеличенное изображение
Обсуждение
Мы получили 7 Li 3+ ионов путем абляции поверхности твердой литиевой фольги с помощью лазера, а сильноточные ионные пучки захватывались и ускорялись с помощью лазера. специально разработанный линейный ускоритель RFQ с использованием DPIS. Пиковый ток 7 Li 3+ , достигнутый на ТЭ после анализирующего магнита, составил 35 мА при энергии пучка 1,4 МэВ. Это подтверждает, что наиболее важная часть реализации источника нейтронов с инверсной кинематикой была достигнута экспериментально. В этом разделе статьи будет обсуждаться вся конструкция компактного источника нейтронов, включая ускоритель высоких энергий и станцию-мишень для нейтронов. Дизайн основан на результатах, полученных с помощью существующей системы в нашей лаборатории. Следует отметить, что пиковый ток ионного пучка можно еще больше увеличить, если сократить расстояние между литиевой фольгой и линейным ускорителем RFQ. Рисунок 7 иллюстрирует всю концепцию предлагаемого компактного источника нейтронов с приводом от ускорителя.
В этом разделе статьи будет обсуждаться вся конструкция компактного источника нейтронов, включая ускоритель высоких энергий и станцию-мишень для нейтронов. Дизайн основан на результатах, полученных с помощью существующей системы в нашей лаборатории. Следует отметить, что пиковый ток ионного пучка можно еще больше увеличить, если сократить расстояние между литиевой фольгой и линейным ускорителем RFQ. Рисунок 7 иллюстрирует всю концепцию предлагаемого компактного источника нейтронов с приводом от ускорителя.
Рисунок 7
Концептуальный проект предлагаемого компактного источника нейтронов на ускорителе (нарисован Freecad, 0.19, https://www.freecadweb.org/). Справа налево: лазерный источник ионов, соленоидный магнит, линейный ускоритель RFQ, перенос пучка средней энергии (MEBT), линейный ускоритель IH и камера взаимодействия для генерации нейтронов. Поскольку генерируемый нейтронный пучок является сильнонаправленным, радиационная защита обеспечивается в основном в прямом направлении.
Изображение в полный размер
После линейного ускорителя RFQ линейный ускоритель Inter-digital H-структуры (ускоритель IH) 30 планируется дальнейшее ускорение. Линак IH обеспечивает высокий градиент электрического поля для определенного диапазона скоростей, используя структуру трубки дрейфа π-моды. Концептуальное исследование было проведено на основе одномерного моделирования продольной динамики и трехмерного моделирования оболочки. Расчет показал, что линейный ускоритель IH с частотой 100 МГц с разумным напряжением трубки дрейфа (менее 450 кВ) и силой фокусирующего магнита может ускорить пучок 40 мА с 1,4 до 14 МэВ на расстоянии 1,8 м. Разброс энергии в конце цепи ускорителя оценивается в ± 0,4 МэВ, что не оказывает существенного влияния на энергетический спектр нейтронов, образующихся на мишени конверсии нейтронов. Кроме того, эмиттанс луча достаточно низкий, чтобы можно было сфокусировать лучи в меньшем пятне луча, чем обычно требуется при использовании квадрупольных магнитов умеренной силы и размера. В транспорте пучка средней энергии (MEBT) между ускорителем RFQ и ускорителем IH резонатор-банчер используется для сохранения структуры сгустка. Для управления размером луча в поперечном направлении используются три квадрупольных магнита. Эта стратегия проектирования использовалась на многих ускорительных установках 31,32,33 . Расчетная общая длина всей системы от ионного источника до камеры-мишени составляет менее 8 м, что может быть загружено в стандартный грузовик с полуприцепом.
В транспорте пучка средней энергии (MEBT) между ускорителем RFQ и ускорителем IH резонатор-банчер используется для сохранения структуры сгустка. Для управления размером луча в поперечном направлении используются три квадрупольных магнита. Эта стратегия проектирования использовалась на многих ускорительных установках 31,32,33 . Расчетная общая длина всей системы от ионного источника до камеры-мишени составляет менее 8 м, что может быть загружено в стандартный грузовик с полуприцепом.
Мишень конверсии нейтронов будет установлена сразу после линейных ускорителей. Мы обсуждаем конструкцию целевой станции на основе предыдущих исследований с использованием сценариев инверсной кинематики 23 . Заявленные цели конверсии включают твердые материалы (полипропилен (C 3 H 6 ) и гидрид титана (TiH 2 )) и систему газовой мишени. Каждая цель имеет преимущества и недостатки. Твердые мишени позволяют точно контролировать толщину. Чем тоньше мишень, тем точнее определяется пространственное положение генерации нейтронов. Тем не менее, такие цели все еще могут иметь некоторую степень нежелательных ядерных реакций и излучения. С другой стороны, мишени с газообразным водородом могут обеспечить более чистую окружающую среду, за исключением производства 7 Be, который является продуктом основной ядерной реакции. Тем не менее газообразный водород имеет слабую тормозную способность и требует большого физического расстояния, чтобы получить достаточное выделение энергии. Это немного невыгодно для измерений TOF. Кроме того, если для герметизации мишени из газообразного водорода используется тонкая пленка, необходимо учитывать образование γ-квантов пленкой и потери энергии падающего пучка лития.
Чем тоньше мишень, тем точнее определяется пространственное положение генерации нейтронов. Тем не менее, такие цели все еще могут иметь некоторую степень нежелательных ядерных реакций и излучения. С другой стороны, мишени с газообразным водородом могут обеспечить более чистую окружающую среду, за исключением производства 7 Be, который является продуктом основной ядерной реакции. Тем не менее газообразный водород имеет слабую тормозную способность и требует большого физического расстояния, чтобы получить достаточное выделение энергии. Это немного невыгодно для измерений TOF. Кроме того, если для герметизации мишени из газообразного водорода используется тонкая пленка, необходимо учитывать образование γ-квантов пленкой и потери энергии падающего пучка лития.
Полипропиленовая мишень использовалась в LICORNE, и целевая система была обновлена до ячейки с газообразным водородом, запечатанной танталовой фольгой. Обе целевые системы могут производить до 10 7 н/с/ср при токе пучка 100 нА для 7 Li 34 . Если мы применим это заявленное преобразование выхода нейтронов к нашему предложенному источнику нейтронов, 7 × 10 –8 C литиевого луча возбуждения может быть доставлено для каждого лазерного выстрела. Это означает, что только два лазерных выстрела в секунду дадут на 40% больше нейтронов, чем LICORNE дает непрерывный луч в течение одной секунды. При увеличении частоты лазерных выстрелов общий поток может легко возрасти. Если мы предположим лазерную систему с частотой 1 кГц, доступную на рынке, средний нейтронный поток можно просто масштабировать примерно до 7 × 10 9 н/с/ср.
Если мы применим это заявленное преобразование выхода нейтронов к нашему предложенному источнику нейтронов, 7 × 10 –8 C литиевого луча возбуждения может быть доставлено для каждого лазерного выстрела. Это означает, что только два лазерных выстрела в секунду дадут на 40% больше нейтронов, чем LICORNE дает непрерывный луч в течение одной секунды. При увеличении частоты лазерных выстрелов общий поток может легко возрасти. Если мы предположим лазерную систему с частотой 1 кГц, доступную на рынке, средний нейтронный поток можно просто масштабировать примерно до 7 × 10 9 н/с/ср.
При высокой частоте повторения системы с пластиковой мишенью необходимо контролировать выделение тепла на мишень, так как, например, полипропилен имеет низкую температуру плавления 145—175 °С и низкую теплопроводность 0,1 —0,22 Вт/м/К. Для литий-ионных пучков с энергией 14 МэВ мишени из полипропилена толщиной 7 мкм достаточно, чтобы уменьшить энергию пучка до порога реакции (13,098 МэВ). Учитывая общее воздействие ионов, произведенных одним лазерным выстрелом на цель, энерговыделение ионов лития, проходящих через полипропилен, оценивается в 64 мДж/импульс. Если предположить, что вся энергия передается в пределах круга диаметром 10 мм, соответствующее повышение температуры за импульс составляет около 18 К/импульс. Вклад энергии в полипропиленовую мишень основан на простом предположении, что все потери энергии аккумулируются в виде тепла без потерь на излучение или других потерь тепла. Поскольку увеличение количества импульсов в секунду требует устранения накопления тепла, мы можем использовать мишень в форме ленты, чтобы избежать выделения энергии в том же месте 23 . Предполагая пятно луча 10 мм на мишени с частотой повторения лазера 100 Гц, скорость сканирования полипропиленовой ленты будет 1 м/с. Если разрешено перекрытие пятен луча, возможна более высокая частота повторения.
Учитывая общее воздействие ионов, произведенных одним лазерным выстрелом на цель, энерговыделение ионов лития, проходящих через полипропилен, оценивается в 64 мДж/импульс. Если предположить, что вся энергия передается в пределах круга диаметром 10 мм, соответствующее повышение температуры за импульс составляет около 18 К/импульс. Вклад энергии в полипропиленовую мишень основан на простом предположении, что все потери энергии аккумулируются в виде тепла без потерь на излучение или других потерь тепла. Поскольку увеличение количества импульсов в секунду требует устранения накопления тепла, мы можем использовать мишень в форме ленты, чтобы избежать выделения энергии в том же месте 23 . Предполагая пятно луча 10 мм на мишени с частотой повторения лазера 100 Гц, скорость сканирования полипропиленовой ленты будет 1 м/с. Если разрешено перекрытие пятен луча, возможна более высокая частота повторения.
Мы также исследовали мишень с газообразным водородом, потому что можно использовать более интенсивный луч привода без повреждения цели. Пучок нейтронов можно легко регулировать, изменяя длину газовой камеры и давление газообразного водорода внутри. Для разделения области целевого газа и вакуума в ускорителе обычно используют тонкую металлическую фольгу. Соответственно, энергия падающего литиевого пучка должна быть увеличена, чтобы компенсировать потери энергии на фольге. Описанная целевая сборка в отчете 35 состоит из алюминиевого контейнера длиной 3,5 см с давлением газа H 2 1,5 атм. Пучок лития с энергией 16,75 МэВ входит в ячейку через охлаждаемую воздухом фольгу Та толщиной 2,7 мкм, и энергия пучка лития на конце ячейки замедляется до порога реакции. Чтобы увеличить энергию пучка лития с 14,0 МэВ до 16,75 МэВ, линейный ускоритель IH необходимо удлинить примерно на 30 см.
Пучок нейтронов можно легко регулировать, изменяя длину газовой камеры и давление газообразного водорода внутри. Для разделения области целевого газа и вакуума в ускорителе обычно используют тонкую металлическую фольгу. Соответственно, энергия падающего литиевого пучка должна быть увеличена, чтобы компенсировать потери энергии на фольге. Описанная целевая сборка в отчете 35 состоит из алюминиевого контейнера длиной 3,5 см с давлением газа H 2 1,5 атм. Пучок лития с энергией 16,75 МэВ входит в ячейку через охлаждаемую воздухом фольгу Та толщиной 2,7 мкм, и энергия пучка лития на конце ячейки замедляется до порога реакции. Чтобы увеличить энергию пучка лития с 14,0 МэВ до 16,75 МэВ, линейный ускоритель IH необходимо удлинить примерно на 30 см.
Также было исследовано нейтронное излучение мишени с газовой кюветой. Для газовой мишени, описанной выше в LICORNE, GEANT4 36 моделирование показывает, что остронаправленные нейтроны образуются внутри конуса, как показано на рис. 1 в [1]. 37 . Ссылка 35 показывает, что диапазон энергий находился в пределах от 0,7 до 3,0 МэВ, а максимальное раскрытие конуса составляло 19,5° по отношению к направлению распространения первичного пучка. Высоконаправленные нейтроны позволяют значительно уменьшить количество экранирующего материала на большинстве углов, уменьшая вес конструкции и обеспечивая большую гибкость при установке измерительных устройств. Что касается радиационной защиты, помимо нейтронов такая система с газовой мишенью также изотропно излучает γ-кванты с энергией 478 кэВ в центре масс кадра 9.0005 38 . Эти γ-лучи образуются в результате распада 7 Be и девозбуждения 7 Li, которое возникает, когда первичный пучок Li попадает на входное окно Ta. Однако сильное уменьшение фона достигается добавлением толстого цилиндрического коллиматора Pb/Cu 35 .
1 в [1]. 37 . Ссылка 35 показывает, что диапазон энергий находился в пределах от 0,7 до 3,0 МэВ, а максимальное раскрытие конуса составляло 19,5° по отношению к направлению распространения первичного пучка. Высоконаправленные нейтроны позволяют значительно уменьшить количество экранирующего материала на большинстве углов, уменьшая вес конструкции и обеспечивая большую гибкость при установке измерительных устройств. Что касается радиационной защиты, помимо нейтронов такая система с газовой мишенью также изотропно излучает γ-кванты с энергией 478 кэВ в центре масс кадра 9.0005 38 . Эти γ-лучи образуются в результате распада 7 Be и девозбуждения 7 Li, которое возникает, когда первичный пучок Li попадает на входное окно Ta. Однако сильное уменьшение фона достигается добавлением толстого цилиндрического коллиматора Pb/Cu 35 .
В качестве альтернативной мишени можно использовать плазменное окно 39,40 , позволяющее добиться относительно высокого давления водорода и малой площади пространства для генерации нейтронов, хотя оно все же не так хорошо, как твердотельная мишень.
Мы изучаем варианты целей преобразования нейтронов для ожидаемого распределения энергии и размера пучка нашего литиевого пучка, используя GEANT4. Наше моделирование показывает последовательное распределение энергии нейтронов и углового распределения для мишени из газообразного водорода, показанное выше в литературе. В любых системах-мишенях остронаправленные нейтроны могут генерироваться обратной кинематической реакцией, управляемой интенсивным пучком 7 Li 3+ на богатой водородом мишени. Таким образом, новый источник нейтронов может быть реализован путем объединения уже существующих методов.
Методы
Автономный времяпролетный (TOF) лазерный анализ плазмы
Условия лазерного облучения воспроизводили эксперименты по созданию ионного пучка перед демонстрацией ускорения. Лазер представлял собой настольную наносекундную систему Nd:YAG, используемую при плотности мощности лазера 10 12 Вт/см 2 при основной длине волны 1064 нм, энергии пятна 800 мДж и длительности импульса 6 нс. Размер пятна на мишени оценивался в 100 мкм в диаметре. Поскольку металлический литий (Alfa Aesar, 99,9% чистоты) достаточно мягкий, точно вырезанный материал запрессовывался в форму. Размеры фольги составляли 25 мм ×25 мм при толщине 0,6 мм. При облучении лазером на поверхности мишени возникали кратероподобные повреждения, поэтому мишень перемещалась с помощью моторизованного столика, чтобы обеспечить свежую часть поверхности мишени для каждого лазерного выстрела. Во избежание рекомбинации из-за остаточного газа давление в камере поддерживалось ниже диапазона 10 –4 Па.
Исходная лазерная плазма имеет небольшой объем, так как размер лазерного пятна составлял 100 мкм и в течение 6 нс с момента его создания. Можно предположить, что объем точечный, а затем расширяется. Если мы поместим детектор на определенном расстоянии 9{3} $$
(1)
$$ t \propto x $$
(2)
$$ \tau \propto x $$
(3)
Генерируемая плазма исследована методом TOF через FC и анализатор энергетических ионов (EIA), расположенный на расстоянии 2,4 м и 3,85 м от лазерной мишени. FC имел сетку-супрессор, смещенную на -5 кВ, чтобы предотвратить электроны. EIA имел электростатический дефлектор под углом 90 градусов, состоящий из двух коаксиальных металлических цилиндрических электродов с одинаковым напряжением, но с противоположной полярностью, внешнего положительного и внутреннего отрицательного. Расширяющаяся плазма направлялась к дефлектору за щелью и отклонялась электрическим полем поперек цилиндров. Ион, удовлетворяющий соотношению E/z = eKU определяется с помощью умножителя вторичных электронов (SEM) (Hamamatsu R2362), где E , z , e , K , энергии ион, состояние заряда, заряд электрона, геометрический фактор EIA и разность потенциалов между электродами соответственно. При изменении напряжения на дефлекторе получали распределение энергии и зарядового состояния ионов в плазме. Напряжение сканирования, 9 В0363 U /2 EIA колеблется от 0,2 В до 800 В, что соответствует энергиям ионов от 4 эВ до 16 кэВ на зарядовое состояние.
Распределение зарядового состояния анализируемого иона при условиях лазерного облучения, описанных в разделе «Генерация полностью инкапсулированного литиевого пучка», показано на рис. 8.
Рис. 8
Распределение зарядового состояния анализируемого иона. Это временной профиль плотности ионного тока, проанализированный с помощью EIA и масштабированный на расстоянии 1 м от литиевой фольги с использованием уравнения. (1) и (2). Использовался режим лазерного облучения, описанный в разделе «Генерация полностью обнажённого пучка лития». Путем интегрирования каждой плотности тока были рассчитаны доли ионов в плазме, показанные на рис. 3.
Изображение полного размера
Ионный источник
Лазерный ионный источник может создавать интенсивные ионные пучки мультимилиамперного класса с высоким зарядом. Однако он не использовался широко, поскольку доставка луча была очень затруднена из-за силы отталкивания пространственного заряда. В традиционной схеме ионный пучок извлекается из плазмы и транспортируется к ускорителю первой ступени по линии пучка, которая имеет несколько фокусирующих магнитов для формирования ионного пучка в соответствии с приемной способностью ускорителя. В лучевой линии сила объемного заряда нелинейно расходит пучок, особенно в области малых скоростей, и наблюдаются серьезные потери луча. Чтобы преодолеть эту проблему при проектировании медицинских углеродных ускорителей, была предложена новая схема доставки пучка, т. Е. DPIS 9.0005 41 . Мы применили эту технику для ускорения интенсивного пучка ионов лития для нового источника нейтронов.
Пространство, в котором генерировалась и расширялась плазма, было окружено металлическим контейнером, как показано на рис. 4. Закрытое пространство было расширено до входа в резонатор RFQ, включая объем внутри катушки соленоида. К контейнеру подавалось напряжение 52 кВ. В резонаторе RFQ ионы выводились потенциалом через отверстие диаметром 6 мм, так как RFQ заземлен. Нелинейные силы отталкивания на линии луча могут быть устранены, поскольку ионы доставляются в состоянии плазмы. Кроме того, как упоминалось выше, мы применили поле соленоида в сочетании с DPIS для контроля и повышения плотности ионов на выходном отверстии.
Конструкция линейного ускорителя RFQ
Ускоритель RFQ состоит из цилиндрической вакуумной камеры, как показано на рис. 9a. Внутри него размещены четыре стержня из бескислородной меди с квадрупольной симметрией вокруг оси пучка (рис. 9б). Четыре стержня и камера образуют резонансный ВЧ-контур. Наведенное радиочастотное поле создает изменяющееся во времени напряжение на стержнях. Ионы, инжектированные вокруг оси в продольном направлении, удерживаются в поперечном направлении квадрупольным полем. Между тем, кончики стержней модулируются для создания осевого электрического поля. Аксиальное поле делит инжектированный непрерывный пучок на серию импульсов луча, называемых сгустками луча. Каждый сгусток содержится в определенной длительности времени в пределах одного RF-периода (10 нс). Соседние сгустки разнесены в соответствии с периодом RF. В линейном ускорителе RFQ пучок длительностью 2 мкс от источника лазерных ионов преобразуется в последовательность из 200 пучков пучков. Затем сгустки разгоняются до проектной энергии.
Рис. 9
Запрос предложений ускорителя линейного ускорителя. ( a ) (слева) Внешний вид камеры линейного ускорителя RFQ. ( b ) (справа) 4-стержневые электроды в камере.
Изображение полного размера
Основными конструктивными параметрами линейного ускорителя RFQ являются напряжение на стержне, резонансная частота, радиус отверстия пучка и модуляция электродов. Напряжение на стержне ± 29 кВ было выбрано таким образом, чтобы электрическое поле было ниже порога электрического пробоя. При меньшей резонансной частоте поперечная фокусирующая сила больше, а усредненное поле ускорения меньше. Больший радиус отверстия может принять больший размер луча и, следовательно, больший ток луча из-за меньшей силы отталкивания пространственного заряда. С другой стороны, больший радиус отверстия требует большей ВЧ-мощности для питания линейного ускорителя RFQ. Кроме того, он ограничен требованиями к качеству поля. Из этих балансов были выбраны резонансная частота (100 МГц) и радиус отверстия (4,5 мм) для сильноточного ускорения пучка. Модуляция была выбрана таким образом, чтобы формировать сгустки пучков с малыми потерями и максимизировать эффективность ускорения. Конструкция итеративно оптимизирована, и был получен проект линейного ускорителя RFQ, который ускоряет 40 мА из 7 Li 3+ ионы от 22 до 204 кэВ/н в 2 м. ВЧ-мощность составила 77 кВт, измеренная во время эксперимента.
Анализатор пучка
Ускоритель RFQ может ускорять ионы с определенным диапазоном Q/A. Следовательно, при анализе пучков, транспортируемых к концу линейного ускорителя, необходимо учитывать изотопы и другие вещества. Кроме того, искомые ионы, частично ускоренные, но выпавшие из условия ускорения в середине ускорителя, все еще могут удовлетворять поперечному удержанию и могут быть доставлены в конец. Нежелательные лучи, отличные от расчетных частиц 7 Li 3+ называются примесями. В нашем эксперименте основными опасениями по поводу примесей являются 14 N 6+ и 16 O 7+ , поскольку металлическая фольга лития может реагировать с кислородом и азотом в воздухе. Эти ионы имеют Q/A, которые могут быть ускорены вместе с 7 Li 3+ . Мы использовали дипольный магнит для разделения пучков с различной добротностью и амплитудой для анализа пучков после линейного ускорителя RFQ.
Линия луча после линейного ускорителя RFQ была разработана для транспортировки на полном ускорении 7 Li 3+ лучи в направлении FC после дипольного магнита. Электрод, смещенный при - 400 В, использовался для подавления вторичных электронов из чашки для точного измерения тока ионного пучка. С помощью этой оптики траектории ионов разделялись в диполе и фокусировались в разных положениях в зависимости от Q/A. Луч в фокусе имеет определенную ширину из-за нескольких факторов, таких как распространение импульса и сила отталкивания пространственного заряда. Только когда расстояние между фокальными позициями двух видов ионов больше, чем ширина пучка, частицы могут быть разделены. Для достижения максимально возможного разрешения были установлены горизонтальные щели вблизи перетяжки луча, где лучи почти сфокусированы. Между щелями и FC находился сцинтилляционный экран (CsI (Tl) от Saint-Gobain, 40 мм × 40 мм × 3 мм). Сцинтиллятор использовался для определения минимального размера щели, через которую должны проходить частицы конструкции для достижения наилучшего разрешения, а также для демонстрации того, что может быть реализован разумный размер пучка сильноточного пучка тяжелых ионов. Изображение пучка на сцинтилляторе снималось ПЗС-камерой через вакуумное окно. Окно времени экспозиции было отрегулировано так, чтобы охватить всю ширину импульса луча.
Доступность данных
Наборы данных, использованные или проанализированные в ходе текущего исследования, можно получить у соответствующего автора по обоснованному запросу.
Ссылки
Manke, I. et al. Трехмерное изображение магнитных доменов. Нац. коммун. 1 , 125. https://doi.org/10.1038/ncomms1125 (2010).
Артикул
ОБЪЯВЛЕНИЯ
КАС
пабмедGoogle Scholar
Андерсон, И. С. и др. Возможности исследований с компактными источниками нейтронов на ускорителях. Физ. Респ. 654 , 1–58. https://doi.org/10.1016/j.physrep.2016.07.007 (2016 г.).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Урчуоли, А. и др. Компьютерная микротомография на основе нейтронов: Pliobates cataloniae и Barberapithecus huerzeleri в качестве тестового примера. 903:63 утра. Дж. Физ. Антропол. 166 , 987–993. https://doi.org/10.1002/ajpa.23467 (2018 г.).
Артикул
пабмедGoogle Scholar
Vandersluis, E., Ravindran, C., Sediako, D., Elsayed, A. & Byczynski, G. Модификация стронцием в ступенчатом отверждении A319Алюминиевый сплав: нейтронографическое исследование на месте. Дж. Сплав. комп. 792 , 240–249. https://doi.org/10.1016/j.jallcom.2019.04.037 (2019 г.).
Артикул
КАСGoogle Scholar
Шен, К. и др. Термоиндуцированная фазовая эволюция Fe-Fe 3 Ni функционально-градиентный материал, изготовленный с использованием аддитивного производственного процесса с проволочной дугой: нейтронографическое исследование на месте. J. Alloys Compd. 826 , 154097. https://doi.
 org/10.1016/j.jallcom.2020.154097 (2020).
org/10.1016/j.jallcom.2020.154097 (2020).Артикул
КАСGoogle Scholar
Лисс, К. Д., Харджо, С., Кавасаки, Т., Айзава, К. и Сюй, П. Анизотропное тепловое расширение решетки и кристаллографическая структура алюминида стронция в сплаве Al-10Sr, измеренные методом дифракции нейтронов на месте . J. Alloys Compd. 869 , 159232. https://doi.org/10.1016/j.jallcom.2021.159232 (2021).
Артикул
КАСGoogle Scholar
Икеда, Т. и др. . Анализ остаточного напряжения для крупных автомобильных деталей, изготовленных методом аддитивного производства, с использованием нейтронов и моделирования. Технический документ SAE 2 020-01-1071. https://doi.org/10.4271/2020-01-1071 (2020 г.).
Локе, К. и др. Анализ остаточного напряжения покрытий холодного напыления, напыляемых под углом, с использованием измерения нейтронной дифракции по толщине.
Дж. Терм. Спрей. Технол. 30 , 1810–1826 гг. https://doi.org/10.1007/s11666-021-01252-5 (2021 г.).Артикул
ОБЪЯВЛЕНИЯGoogle Scholar
Сасаки Т. и др. Измерение остаточных напряжений в рельсах методом нейтронографии. Одежда 265 , 1402–1407. https://doi.org/10.1016/j.wear.2008.04.047 (2008 г.).
Артикул
КАСGoogle Scholar
Браун Д. и др. Исследование методом дифракции нейтронов in situ влияния микроструктуры на механические характеристики нержавеющей стали 304L, изготовленной аддитивным способом. Металл. Матер. Транс. А 48 , 6055–6069. https://doi.org/10.1007/s11661-017-4330-4 (2017 г.).
Артикул
КАСGoogle Scholar
Рой Т. и др. Остаточные напряжения в рельсах большой тяги с лазерной плакировкой исследованы методом нейтронной дифракции.
Дж. Матер. Процесс. Технол. 278 , 116511. https://doi.org/10.1016/j.jmatprotec.2019.116511 (2020).Артикул
КАСGoogle Scholar
Краковяк, К. и др. Нано-химико-механические признаки обычных систем тампонажного цемента: влияние повышенной температуры и времени отверждения. Цем. Конкр. Рез. 67 , 103–121. https://doi.org/10.1016/j.cemconres.2014.08.008 (2015 г.).
Артикул
КАСGoogle Scholar
Jie, W. и др. Китайский источник нейтронов расщепления — обзор перспектив применения. Китайский физ. C 33 , 1033–1042. https://doi.org/10.1088/1674-1137/33/11/021 (2009 г.).
Артикул
Google Scholar
Мейсон, Т. Е. и др. Источник нейтронов расщепления: мощный инструмент для исследования материалов.
Конф. AIP. проц. 773 , 21–25. https://doi.org/10.1063/1.1949491 (2015 г.).Артикул
ОБЪЯВЛЕНИЯGoogle Scholar
Икеда, Ю. и др. Перспективы применения компактного источника нейтронов на базе ускорителя в нейтронной инженерной дифракции. Нукл. Инструм. Методы А 833 , 61–67. https://doi.org/10.1016/j.nima.2016.06.127 (2016 г.).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Кобаяши Т., Отаке Ю., Кусима Ю., Икеда Ю. и Хаяшизаки Н. Разработка переносного источника нейтронов с приводом от ускорителя для неразрушающего контроля бетонной конструкции. In Симпозиум IEEE по ядерной науке и конференция по медицинской визуализации (NSS/MIC) , 1–2, 2017 г. https://doi.org/10.1109/NSSMIC.2017.8532890 (2017 г.).
Ибарра, А. и др.
Проект ИФМИФ-ДОНЕС: эскизный проект. Нукл. Фьюжн 58 , 105002. https://doi.org/10.1088/1741-4326/aad91f (2018).Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Икеда С., Отаке Ю., Кобаяши Т. и Хаяшизаки Н. Проект линейного ускорителя RFQ 500 МГц для компактного источника нейтронов, RANS-III. Нукл. Инструм. Методы B 461 , 186–190. https://doi.org/10.1016/j.nimb.2019.09.051 (2019 г.).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Киянаги Ю., Сакураи Ю., Кумада Х. и Танака Х. Статус проектов BNCT на базе ускорителей по всему миру. Конф. АИП. проц. 2160 , 050012. https://doi.org/10.1063/1.5127704 (2019).
Артикул
Google Scholar
Ванхой, Дж. Р., Гуардала, Н. А. и Гласс, Г. А.
Направленные пучки нейтронов из обратных кинематических реакций. Конф. АИП. проц. 1336 , 463–468. https://doi.org/10.1063/1.3586142 (2011 г.).Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Дэвис, Дж. и др. Производство нейтронов в реакциях ядерного синтеза 7 Li(d, xn), вызванных высокоинтенсивным взаимодействием лазера с мишенью. Физика плазмы. Контроль. Fusion 52 , 045015. https://doi.org/10.1088/0741-3335/52/4/045015 (2010).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Лебуа, М. и др. Разработка кинематически сфокусированного источника нейтронов с обратной реакцией p( 7 Li, n ) 7Be. Нукл. Инструм. Методы А 735 , 145–151. https://doi.org/10.1016/j.nima.2013.07.061 (2014 г.).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Ли, Х. П. и др. Проект линейного ускорителя непрерывного действия для компактной интенсивной установки на быстрых нейтронах. Нукл. Инструм. Методы А 930 , 156–166. https://doi.org/10.1016/j.nima.2019.03.086 (2019 г.).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Чжан, Дж. и др. Проект компактной магнитной системы для гибридного микроволнового источника ионов 7Li3+ с частотой 2,45 ГГц. Нукл. Инструм. Методы A 969 , 164019. https://doi.org/10.1016/j.nima.2020.164019 (2020).
Артикул
КАСGoogle Scholar
Park, J. Y. et al. Первые результаты сверхпроводящего электронно-циклотронного резонансного источника ионов с частотой 28 ГГц для ускорителя КБСИ. Rev.Sci. Инструм. 87 , 02A717. https://doi.org/10.1063/1.4933029 (2016 г.).
Артикул
КАС
пабмедGoogle Scholar
Лобанов Н.Р. Получение интенсивного отрицательного литиевого пучка с ионным источником типа распыления цезия. Нукл. Инструм. Методы B 415 , 72–81. https://doi.org/10.1016/j.nimb.2017.11.004 (2018 г.).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Шемпп, А., Дайтингхофф, Х., Ферч, М., Юниор, П. и Кляйн, Х. Четырехстержневой-λ/2-RFQ для ускорения легких ионов. Нукл. Инструм. Методы B 10–11 , 831–834.
https://doi.org/10.1016/0168-583X(85)-3 (1985).Артикул
ОБЪЯВЛЕНИЯGoogle Scholar
Нолте, Э. и др. Мюнхенский постускоритель тяжелых ионов. Нукл. Инструм. Методы 158 , 311–324. https://doi.org/10.1016/S0029-554Х(79)93145-8 (1979).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Окамура М. и др. . Новая линия транспортировки пучка средней энергии для протонного инжектора AGS-RHIC. В материалах Proceedings of Linear Accelerator Conference LINAC2010, Цукуба, Япония, 458–460 (2010).
Рапария, Д. и др. . A. Модернизация транспортировки пучков низкой и средней энергии в ускорителе BNL 200 МэВ. In Proceedings of Linear Accelerator Conference LINAC2010, Цукуба, Япония, 455–457 (2010).
Wilson, J. N., Lebois, M., Halipré, P., Oberstedt, S. & Oberstedt, A. Мгновенное излучение при делении, вызванном быстрыми нейтронами. Физ. Procedia 64 , 107–113. https://doi.org/10.1016/j.phpro.2015.04.014 (2015 г.).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Wilson, J. N. et al. Аномалии зарядовых выходов осколков деления 238 U(n, f) реакции. Физ. Преподобный Летт. 118 , 222501. https://doi.org/10.1103/PhysRevLett.118.222501 (2017).
Артикул
ОБЪЯВЛЕНИЯ
КАС
пабмедGoogle Scholar
Эллисон, Дж. и др. Последние разработки в Geant4. Нукл. Инструм.
Мет. А 835 , 186–225. https://doi.org/10.1016/j.nima.2016.06.125 (2016 г.).Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Qi, L. и др. Спектральные данные гамма-излучения мгновенного деления для 239 Pu(n, f) с использованием быстрых направленных нейтронов от источника нейтронов LICORNE. Веб-конференция EPJ. 169 , 00018. https://doi.org/10.1051/epjconf/201816
8 (2018).
Артикул
КАСGoogle Scholar
Агнес, П. и др. Измерение энергетической реакции жидкого аргона на ядерную и электронную отдачу. Физ. Ред. D 97 , 112005. https://doi.org/10.1103/PhysRevD.97.112005 (2018).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Гершкович А. Плазменное окно для интерфейса вакуум-атмосфера и фокусирующая линза источников для модификации невакуумных ионных материалов.
Rev.Sci. Инструм 69 , 868–873. https://doi.org/10.1063/1.1148468 (1998 г.).Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle Scholar
Де Бир, А., Хершкович, А., Франклин, С.Б., Ван Страатен, С. и Гузек, Дж. Характеристики плазменного окна для газовой дейтериевой газовой мишени с дифференциальной накачкой высокого давления для моноэнергетического производства быстрых нейтронов -Предварительные результаты. Нукл. Инструм. Методы B 170 , 259–265. https://doi.org/10.1016/S0168-583X(00)00175-0 (2000 г.).
Артикул
ОБЪЯВЛЕНИЯGoogle Scholar
Okamura, M. Источник лазерных ионов для инерционного синтеза тяжелых ионов. Излучение материи. Крайности 3 , 61–66. https://doi.org/10.1016/j.mre.2017.12.002 (2018 г.).
Артикул
Google Scholar
Кравиц, А. Д. Измерение нейтронной деформации. Матер. науч. Технол. 27 , 589–603. https://doi.org/10.1179/1743284710Y.0000000029 (2011 г.).
Артикул
КАС
Google Scholar
Qi, L. и др. Статистическое исследование спектра γ-квантов мгновенного деления для 238 U(n, f) в области быстрых нейтронов. Физ. Ред. C 98 , 014612. https://doi.org/10.1103/PhysRevC.98.014612 (2018).
Артикул
ОБЪЯВЛЕНИЯ
КАС
Google Scholar
Haseroth, H. Центр тяжелых ионов ЦЕРН. In Proceedings of 4th European Particle Accelerator Conference EPAC’94, London UK , 138–142 (1994).
Скачать ссылки
Благодарности
Экспериментальное исследование в Брукхейвенской национальной лаборатории было поддержано Министерством энергетики США, Управлением науки, по контракту DE-SC0012704. Эта работа была поддержана грантом JSPS KAKENHI номер JP20K20404, грантом развития программы Брукхейвенской национальной лаборатории и проектом мобильности Министерства образования, молодежи и спорта (MEYS) Чешской Республики (грант мобильности № MSM100481902).
Информация об авторе
Авторы и организации
Брукхейвенская национальная лаборатория, Аптон, Нью-Йорк, 11973, США
Масахиро Окамура, Шунсуке Икеда и Такеши Канези
Riken, Hirosawa, Waha, Sako, Sako, Sako, Sako, Sako, Sako, Sako, Sako, Sako, Sako, Sako, Sako, 351-, япон01941.01941.0941
4, .0941
40004,
8,
,
- ,
, ,
. Инициатива Tech World Research Hub (WRHI), Токийский технологический институт, 4259 Нагацута, Мидори-ку, Иокогама, Канагава, 226-8503, Япония
Масахиро Окамура
Технологический университет Нагаока, 1603-1 Камитомиока, Нагаока, Ниигата, 940-2188, Япония
Казумаса Такахаши
Институт ядерной физики Чешской академии науки, Hlavní 130, 250 68, Husinec-řež, Czech Republic
Antonino Cannavó, Giovanni Ceccio и AnasthiSISISA
.
- Масахиро Окамура
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Shunsuke Ikeda
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Takeshi Kanesue
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Kazumasa Takahashi
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Antonino Cannavó
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Giovanni Ceccio
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Anastasia Cassisa
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar
Вклады
М.
О., Т.К., С.И. и К.Т. провел ускорение пучка лития и проанализировал данные. SI смоделировал ионный пучок в постускорителе для разработки полномасштабного источника нейтронов ускорителя. А.К. и Г.К. выполненный для анализа плазмы, исследовал характеристики нейтронов, генерируемых в предложенной системе, путем моделирования, и разработал детали системы источника нейтронов ускорителя, включая камеру генерации нейтронов и радиационную защиту. Компания AC смоделировала в GEANT4 сборку мишени нейтронного преобразователя. Все авторы внесли свой вклад в написание рукописи.Автор, ответственный за переписку
Масахиро Окамура.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате при условии, что вы укажете соответствующую ссылку на оригинальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Beam Suntory | Ликеро-водочные заводы: новаторы брендов спиртных напитков, продажи и маркетинг
BEAM SUNTORY AUSTRALIA, Level 18, 100 Pacific Highway, North Sydney, 2060 NSW, Australia
BEAM SUNTORY AUSTRIA GMBH, Kärntner Ring 5-7/7.
Stock, 1010 WienALBERTA DISTILLERS, 1521 – 34th Avenue SE, Калгари, Альберта, T2G 1V9, Канада
BEAM GLOBAL CANADA — MONTREAL, 550 Beaumont Avenue, Suite 402, Монреаль, Квебек, Канада
BEAM GLOBAL CANADA — ТОРОНТО, 3280 Bloor Street West, Center Tower 5th Floor, Suite 510, Toronto, Ontario, M8X 2X3, Canada
BEAM GLOBAL CANADA — VANCOUVER, 329 — 611 Alexander Street, Ванкувер, Британская Колумбия, V6A 1E1, Канада
BEAM GLOBAL CANADA — WINNIPEG, 1286 Archibald Street, Виннипег, Манитоба, R2J 0Z3, Канада
CANADIAN CLUB BRAND HERITAGE CENTER, 2072 Riverside Drive East, Windsor, Ontario, N8Y 4S5, Canada
BEAM SUNTORY CHINA — BEIJING, Room 2105, B Area, Building 1, Zhubang 2000 office building, No.100, Balizhuang Xili, Chaoyang District, Beijing, 100025, China
BEAM SUNTORY CHINA — SHANGHAI, Room 4906, 49/F, No.100, Yutong Road, Jingan District, Шанхай, 200070, Китай
BEAM SUNTORY CHINA — SHENZHEN, комната 308, крыло B, No.
4002, East Shennan Road, район Луоху, Шэньчжэнь, 518035, КитайОФИС BEAM SUNTORY DUBAI, Damac Executive Towers, 7th Floor, 703, Barsha Heights, ОАЭ, Дубай
BEAM SUNTORY DEUTSCHLAND, Unterschweinstiege 2-14, центр главного аэропорта, уровень 3 / крыло B, Франкфурт-на-Майне, Гессен, 60549, Германия
COURVOISIER CHATEAU, ВИНОКАРЕННЫЙ ЗАВОД И ИНФОРМАЦИОННЫЙ ЦЕНТР, 2 place du Chateau, Жарнак, 16200, Франция
COURVOISIER — LA BELLOIRE, La Belloire, Фуссиньяк, 16200, Франция
COURVOISIER — LES METAIRIES, Chais Les Métairies, Le Petit Moine, Les Métairies, 16200, Франция
BEAM SUNTORY INDIA — БАНГАЛОР, Участок №: 27, 3-й этаж, 9-й перекресток, 7-й главный, Маллешварам-Уэст, рядом с больницей Юпитера, Бангалор 560003
BEAM SUNTORY CORPORATE OFFICE INDIA — GURGAON, 12th Floor, DLF Building No. 10, Tower-C, DLF Cyber City PH-2, Gurgaon, Haryana 122002
BEAM SUNTORY INDIA — HYDERABAD, SHANGRI LAL PLAZA ROAD, NO 2 OPP KBR PARK BANJARA HILLS, HYDERABAD ANDHRA PRADESH
BEAM SUNTORY INDIA — KOLKATA, P-22, Bondel Road, 3-й этаж, рядом с Ballygunge Phari (рядом с китайским павильоном), KOLKATA-700017
BEAM SUNTORY INDIA — MUMBAI, Office No.
403, A Wing, City Point, Andheri-Kurla Road, Andheri East, Mumbai 400 072BEAM SUNTORY INDIA — NEW DELHI, 70A/18, Basement, Rama Road, Industrial Area, NEW DELHI — 110 015
BEAM SUNTORY INDIA — BEHROR PLANT, Village Karara, Tehsil Behror, District. Алвар, Раджастхан.301020
BEAM SUNTORY INDIA — GOA PLANT, M/s Blue Ocean Beverages Pvt. Ltd, Margao Industrial Estate, St. Jose de Areal, Salcete, Goa – 403 709
BEAM SUNTORY INDIA — CHANDIGARH DEPOT, L-1B, 189, Phase II, Industrial Area, Чандигарх, Пенджаб 160014, Индия
BEAM SUNTORY INDIA — ДЕПО ГУРГАОН, Депо L-1AB, Участок № 359, Пейс Сити-II, Сектор 37, Гургаон, Харьяна 122001
BEAM SUNTORY INDIA — ГАЗИАБАД, Участок № 64/5/14, 1-й этаж, Зона IV, Промышленная зона Сахибабад, За кинотеатром «Галактика», Газиабад 201005
COOLY DISTILLERY, Dundalk Rd, Maddox Garden, Дандолк, графство Лаут, Ирландия
KILBEGGAN DISTILLERY, Lower Main St, Ahamore, Kilbeggan, Co. Westmeath, Ирландия
ЗАВОД AZUSA NO MORI, 20 Nakagatamachi, Tochigi-shi, Tochigi, 328-0132, Япония
SUNTORY CHITA DISTILLERY, 16 Kitahamamachi, Чита-ши, Аити, 478-0046, Япония
SUNTORY HAKUSHU DISTILLERY, 2913-1 Torihara, Hakushu-cho, Hokuto-shi, Yamanashi, 408-0316, Япония
SUNTORY YAMAZAKI DISTILLERY, 5-2-1 Yamazaki, Shimamoto-cho, Mishima-gun, Осака, 618-0001, Япония
OMI AGING CELLAR, 863-1 Omori-cho, Higashi Omi-shi, Shiga, 527-0063, Япония
ЗАВОД ОСАКА, 3-2-30 Кайгандори, Минато-ку, Осака Ши, Осака, 552-0022, Япония
SUNTORY SPIRITS LIMITED, 2-3-3 Дайба, Минато-ку, Токио, 135-8634, Япония
КОММЕРЧЕСКИЙ ОФИС МЕХИКО, Insurgentes Sur # 859 Piso 2 Col Napoles Delegacion Benito Juarez, CDMX, 03100, Мексика
TEQUILA SAUZA — ОФИС ГВАДАЛАХАРА, Av Acueducto # 2100 Int 12 DC Colinas de San Javier, Гвадалахара, Халиско, 44660, Мексика
TEQUILA SAUZA — RANCH EL INDIO, Carretera Internacional #400 Carretera Guadalarajara-Nogales, Текила, Халиско, 46400, Мексика
TEQUILA SAUZA PLANT & OFFICE, Francisco Javier Sauza Mora #80 Colonia Centro, Tequila, Jalisco, 46400, Мексика
BEAM SUNTORY NEW ZEALAND, Level 1, 125 The Strand, Парнелл, Окленд, 1010, Новая Зеландия
BEAM SUNTORY ASIA, 3 Fraser Street #20–22–25, DUO Tower, Сингапур 189352
BEAM SUNTORY SPAIN — ХЕРЕС, Calle Sevilla 17, 11402 Херес-де-ла-Фронтера, Кадис, 11403, Испания
BEAM SUNTORY INTERNATIONAL HEADQUARTERS, C/ Mahonia 2 — Edificio «Pórtico», 1-й этаж, Мадрид, 28043, Испания
SEGOVIA DISTILLERY (DYC & LARIOS), Destileria DYC, Pasaje Molino del Arco, Palazuelos de Eresma, Сеговия, 40194, Испания
SEGOVIA BOTTLING PLANT PLANT, Anis Castellana, Poligono Nicomedes Garcia, Calle Fresno 1, Parcela 1-A, Sector A, Valverde del Majano, Сеговия, 40140, Испания
BEAM SUNTORY SOUTH AFRICA — CAPE TOWN, 4th Floor, Letterstedt House, Cnr Main and Campground Road, Newlands, 7700, Южная Африка
BEAM SUNTORY SOUTH AFRICA — JOHANNESBURG, Ground Floor Block E, Stoneridge Office Park, 8 Greenstone Place, Greenstone Hill, 1609, Южная Африка
BEAM SUNTORY KOREA, Level 6, Gangnam Finance Center, 152 Teheran-ro, Gangnam-gu, Seoul, 6236, Южная Корея
BEAM SUNTORY TAIWAN — TAIPEI, 6F, No 149, Section 3, Xin-Yi Road, Taipei City 106, Taiwan (ROC)
BEAM SUNTORY TAIWAN — TAICHUNG, 5F-8, No.
161, Gongyi Road, West District, Taichung City 403, Taiwan (ROC)BEAM SUNTORY TAIWAN – KAOHSIUNG, No.263, Xianzheng Road, Sanmin District, Kaohsiung City 807, Taiwan (ROC)
BEAM SUNTORY UK — SPRINGBURN, Springburn Bond, Carlisle Street, Глазго, Шотландия, G21 1EQ, Великобритания
ARDMORE DISTILLERY (ARDMORE & TEACHER’S), Kennethmont By Huntly, Абердин, Шотландия, AB54 4NH, Соединенное Королевство
AUCHENTOSHAN DISTILLERY, By Dalmuir, Clydebank, Глазго, Шотландия, G81 4SJ, Великобритания
BOWMORE DISTILLERY, School Street, Bowmore, Isle of Islay, Argyll & Butte, Scotland, PA43 7JS, United Kingdom
GLENGARIOCH DISTILLERY, Distillery Road, Old Meldrum, Inverurie/Aberdeen, Scotland, AB51 0ES, United Kingdom
LAPHROAIG DISTILLERY, Порт-Эллен, остров Айлей, Аргайл и Бьют, Шотландия, PA42 7DU, Великобритания
SIPSMITH DISTILLERY, 83 Cranbrook Road, Chiswick, London, England, W4 2LJ, United Kingdom
СКЛАД BELLSHILL, Tannochside Bonding, Goil Avenue, Righead Industrial Estate, Bellshill, Глазго, Шотландия, ML4 3LQ, Соединенное Королевство
СКЛАД HURLFORD, Mauchline Road, Hurlford, Ayrshire, Scotland, KA1 5JL, United Kingdom
LINLITHGOW WAREHOUSE, Linlithgow Bond, Edinburgh Road, Linlithgow, Edinburgh, Scotland, Eh59 6AA, United Kingdom
СКЛАД WESTTHORN, 1780 London Road, Глазго, Шотландия, G32 8XA, Соединенное Королевство
ШТАБ-КВАРТИРА СЕВЕРНОЙ АМЕРИКИ CORPORATE, 222 Merchandise Mart Plaza, Чикаго, Иллинойс, 60654, США
BOOKER NOE PLANT, 1600 Ливан Джанкшн Роуд, Бостон, Кентукки, 40107, США
CLERMONT PLANT (JIM BEAM DISTILLERY), 526 Happy Hollow Road, Клермонт, Кентукки, 40110-0160, США
CLERMONT PLANT – ТЕХНИЧЕСКИЙ ЦЕНТР, 149 Happy Hollow Road, Клермонт, Кентукки, 40110-0160, США
CRUZAN RUM DISTILLERY, No.
3 & 3A Estate Diamond, Фредерикстед, 840 Виргинские острова, СШАEXEL/DHL BEAM 3PL, 1509 Leestown Rd, Франкфорт, Кентукки, 40601, США
ФРАНКФОРТСКИЙ ЗАВОД, 3200 Джорджтаун Роуд, Франкфорт, Кентукки, 40602, США
GBS — FOURTH STREET, 408 South 4th Street, Луисвилл, Кентукки, 40202, США
КОММЕРЧЕСКИЙ ОФИС MAKER’S MARK, 100 Mallard Creek Rd, Ste 151, Луисвилл, Кентукки, 40205, США
MAKER’S MARK DISTILLERY, 3350 Burks Spring Road, Лоретто, Кентукки, 40037, США
ПРОДАЖИ В США — ОФИС В АРКАНСАСЕ, 5430 W Walsh Lane, Suite 100, Роджерс, Арканзас, 72758, США
ПРОДАЖИ В США — ЦЕНТРАЛЬНЫЙ РЕГИОН, 5601 Granite Parkway, Suite 390, Плано, Техас, 75024, США
ПРОДАЖИ В США — ВОСТОЧНЫЙ РЕГИОН, 600 Third Avenue, Suite 700, Нью-Йорк, Нью-Йорк, 10016, США
ПРОДАЖИ В США — FLORIDA DIVISION, 1001 Brickell Bay DR Unit 1610 Miami, 33131, Соединенные Штаты
ПРОДАЖИ В США — РЕГИОН ФРАНШИЗЫ, 57 Danbury Road, Suite 102, Уилтон, Коннектикут, 06897, США
ПРОДАЖИ В США — RNDC REGION, 1720 Windward Concourse, Suite 280, Alpharetta, Georgia, 30005, Соединенные Штаты
US SALES — SOUTEAST CONTROL DIVISION, 5309 Commonwealth Center Parkway, Suite 103, Midlothian, Virginia, 23112, США
ПРОДАЖИ В США — ЗАПАДНЫЙ РЕГИОН / ГОРНЫЙ ОТДЕЛ / КАЛИФОРНИЯ-ГАВАЙСКИЙ ОТДЕЛ, 17901 Von Karman Avenue, Suite 920, Ирвин, Калифорния, 92614, США
ГЛОБАЛЬНАЯ КОРПОРАТИВНАЯ ШТАБ-КВАРТИРА, 11 Мэдисон-авеню, 12-й этаж, Нью-Йорк, Нью-Йорк, 10010, США
ВАШИНГТОНСКИЙ ОФИС, 1050 K Street, NW Suite 1040, Вашингтон, округ Колумбия, 20001, США
BEAM SUNTORY LONDON OFFICE, 44 Great Marlborough Street, London, W1F 7JL
Производство пучка 96Zr для изобарного эксперимента на релятивистском коллайдере тяжелых ионов (Конференция)
Получение пучка 96Zr для изобарного эксперимента на релятивистском коллайдере тяжелых ионов (Конференция) | ОСТИ.
GOVперейти к основному содержанию
- Полная запись
- Каталожные номера (3)
- Другие родственные исследования
- Авторов:
Окамура, Масахиро;
Окамура, Масахиро
- Дата публикации:
- Исследовательская организация:
- Брукхейвенская национальная лаборатория. (BNL), Аптон, Нью-Йорк (США)
- Организация-спонсор:
- Управление науки Министерства энергетики США (SC), ядерная физика (NP)
- Идентификатор OSTI:
- 1581243
- Номер(а) отчета:
- БНЛ-212494-2019-ЦППЖ
- Номер контракта с Министерством энергетики:
- SC0012704
- Тип ресурса:
- Конференция
- Отношение ресурсов:
- Конференция: 18-я Международная конференция по источникам ионов (ICIS2019), Ланьчжоу, Китай, 01.09.2019 — 06.09.2019
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 43 УСКОРИТЕЛИ ЧАСТИЦ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Окамура, Масахиро и Окамура, Масахиро. Производство пучка 96Zr для изобарного эксперимента на релятивистском коллайдере тяжелых ионов . США: Н. П., 2019.
Веб. дои: 10.1063/1.5128618.Копировать в буфер обмена
Окамура, Масахиро и Окамура, Масахиро. Производство пучка 96Zr для изобарного эксперимента на релятивистском коллайдере тяжелых ионов . Соединенные Штаты. https://doi.org/10.1063/1.5128618Копировать в буфер обмена
Окамура, Масахиро и Окамура, Масахиро. 2019.
«Производство пучка 96Zr для изобарного эксперимента на релятивистском коллайдере тяжелых ионов». Соединенные Штаты. https://doi.org/10.1063/1.5128618. https://www.osti.gov/servlets/purl/1581243.Копировать в буфер обмена
@статья{osti_1581243,
title = {Производство пучка 96Zr для изобарного эксперимента на релятивистском коллайдере тяжелых ионов},
автор = {Окамура, Масахиро и Окамура, Масахиро},
abstractNote = {},
дои = {10. 1063/1.5128618},
URL-адрес = {https://www.osti.gov/biblio/1581243},
журнал = {},
число = ,
объем = ,
место = {США},
год = {2019},
месяц = {9}
}
Копировать в буфер обмена
Просмотр конференции (7,82 МБ)
https://doi.org/10.1063/1.5128618
Дополнительную информацию о получении полнотекстового документа см. в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых проводится эта конференция.
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Работы, упомянутые в этой записи:
Канесуэ, Т .
; Кумаки, М .; Икеда, С.- Обзор научных инструментов, Vol. 87, выпуск 2
- https://doi.org/10.1063/1.4940405
Карино, Т .; Окамура, М .; Хаба, Х.
- Труды 17-й Международной конференции по источникам ионов, Материалы конференции AIP
- https://doi.org/10.1063/1.5053346
Окамура, М .; Адейеми, А .; Канесуэ, Т.
- Обзор научных инструментов, Vol. 81, выпуск 2
- https://doi.org/10.1063/1.3267312
Предыдущий
Следующий
- Все каталожные номера
- конференция (1)
- журнал (2)
Поиск
Параметры сортировкиСортировать по названию
Сортировать по дате
[ × очистить фильтр / отсортировать ]
Похожие записи в сборниках ОСТИ.
ГОВ:- Аналогичные записи
Система аддитивного производства от pro-beam ускоряет производство за счет параллельных процессов
Pro-beam Expert с электронным лучом выводит аддитивное производство металлических серийных компонентов на новый уровень. При использовании так называемых BuildUnits непроизводительное время системы EBM близко к нулю, а стратегия электронного луча и экспонирования дополнительно повышает стабильность процесса и качество продукции.
Гилхинг, 8 ноября 2022 г. — Год назад группа компаний pro-beam представила свою новую систему аддитивного производства PB EBM 30S. По случаю «Formnext 2022» в этом году во Франкфурте компания теперь раскроет дополнительную информацию об основных характеристиках машины. Система экономит клиентам огромное количество времени и обеспечивает высокое качество и стабильность процесса.
pro-beam будет представлена на выставке Formnext во Франкфурте-на-Майне в зале 12.0 на стенде E59 с 15 по 18 ноября 2022 года. У посетителей на месте будет возможность убедиться в свойствах системы и процесса.«Разработав PB EBM 30S, мы разработали для наших клиентов инновационную и чрезвычайно эффективную систему. С самых ранних этапов разработки мы знали, что эти инновации улучшат рынок аддитивного производства и значительно продвинут серийное производство», — пояснил д-р Торстен Лёвер, управляющий директор группы pro-beam. «На Formnext 2022 мы предоставим нашим посетителям дополнительную информацию. Мы с нетерпением ждем этого!»
BuildUnits: экономия времени благодаря параллельным процессам
PB EBM 30S отличается высокой производительностью для промышленного серийного производства. Это достигается за счет параллельного выполнения производственных этапов, таких как установка, вакуумирование, процесс сборки и охлаждение. Поэтому компания разработала так называемые BuildUnits.
Рядом с металлическим порошком они содержат доступное пространство для сборки до 300 x 300 x 400 мм. Они проходят через различные технологические зоны PB EBM 30S как отдельные модули. Как следствие, в системе можно одновременно использовать до трех BuildUnits. Оптимизированное использование сборочной камеры в сочетании с минимальным временем вспомогательных процессов увеличивает производительность системы на 100 процентов по сравнению с другими системами, в которых нет модулей BuildUnit.BuildUnits в настоящее время доступны в двух размерах: 160 x 160 x 400 мм и 300 x 300 x 400 мм. Таким образом, систему можно использовать более гибко, а процессы проектировать более эффективно. Клиент может использовать меньшую площадь, например, для квалификации материалов, а большую — для производства. Можно выбрать подходящий размер пространства для сборки и сократить использование порошка в зависимости от размера и количества производимых компонентов.
Порошок, необходимый для процесса, подается в камеру построения с помощью BuildUnit, а затем вывозится из системы после обработки вместе с оставшимся порошком.
Поскольку металлический порошок связан с BuildUnit, а не с системой, типы порошка могут различаться в зависимости от задания на сборку вместе с пространством для сборки. Кроме того, BuildUnit обеспечивает лучшее пространственное разделение и разделение персонала для предварительной и последующей обработки, такой как заполнение установки и обеспыливание. Это позволяет интегрировать PB EBM 30S в существующие машинные парки.RainTec: Точечная стратегия для однородных свойств компонентов
Еще одна инновация от pro-beam — точечная стратегия RainTec. Стратегия использует контролируемую подачу тепла, которая корректируется в соответствии с потребностями. Отдельные пятна плавятся стохастически распределенным образом, так что вся/желаемая поверхность создается только на поздней стадии процесса плавления. Это предотвращает коробление при одновременном достижении однородных свойств материала. Кроме того, RainTec приводит к значительному улучшению качества поверхности компонентов.
Пользователи получают выгоду от широкого спектра применений своих производственных параметров — независимо от размера компонента.Преимущества электронно-лучевой технологии
Система работает под вакуумом в инертной атмосфере. Это сводит к минимуму загрязнение компонентов кислородом, что, например, приводит к получению более чистых деталей и, следовательно, к улучшению свойств продукта. Благодаря разработанной компанией pro-beam электронно-лучевой технологии с ускоряющим напряжением до 150 киловольт электростатический заряд порошкового слоя ниже, что приводит к более высокой стабильности процесса. В то же время порошок нагревается изохорно посредством электронно-лучевого процесса. Это также положительно влияет на качество как процесса, так и компонента.
В своем отчете по аддитивному производству за 2022 год компания AMPOWER прогнозирует годовой рост международного рынка аддитивного производства металлов в среднем на 25,5% (среднегодовой темп роста).
Ожидается, что рынок, достигший 2,5 млрд евро в 2021 году, вырастет до 7,8 млрд евро к 2026 году. pro-beam готовит своих клиентов к использованию огромного потенциала этого рынка.О компании pro-beam
Группа компаний pro-beam является мировым лидером в области электронно-лучевых технологий. Предоставляет услуги и системы для сварки, закалки, микросверления и покрытия поверхности. Компания также активно работает в секторе аддитивного производства и обеспечивает соответствующие производственные процессы для металлических компонентов. Клиенты из более чем 40 стран доверяют решениям pro-beam уже более 45 лет. Эта международная компания представлена по всему миру в пяти местах более чем 430 сотрудниками. Более подробная информация о pro-beam: www.pro-beam.com.
Pro-Beam Group Contact
Pro-Beam GmbH & Co. KGAA
ZeppelinStraße 26
82205 Gilching
GermanyMarlina Schütze, Marketing
.Стефани Кёр, маркетинг0001
Planchers Fabre, дочерняя компания Rector Lesage Group, производит широкий ассортимент балок и стеновых элементов для строительной отрасли. В Пибраке на юго-западе Франции недалеко от Тулузы компания в настоящее время расширила свои промышленные сборные заводы для увеличения производственных мощностей в связи с растущим спросом.
Во Франции очень популярна конструкция из балок и перекрытий. Одно- и многоквартирные дома строятся с железобетонными ребристыми плитами перекрытий. Перевернутые предварительно напряженные тавровые балки укладываются непосредственно на каменные стены, промежутки заполняются полистироловыми плитами или пустотелыми кирпичами и заливаются монолитным бетоном на строительной площадке. В дополнение к большому пролету, основными преимуществами являются меньший собственный вес плиты, высокая несущая способность плиты и уменьшение армирования.
С 1970-х годов компания Planchers Fabre является одним из лидеров рынка во Франции в рамках Rector Lesage Group, когда речь идет о перевернутых предварительно напряженных тавровых балках для перекрытий.
В дополнение к разнообразной стационарной балочной опалубке, производимой по всей Франции, перевернутые предварительно напряженные тавровые балки производятся промышленным способом в Пибраке недалеко от Тулузы с 1960 года. рабочие этапы до тех пор, пока готовая перевернутая предварительно напряженная тавровая балка не будет готова к строительной площадке. «Еще в начале 2000-х мы вместе с ректором Лесажем проделали настоящую новаторскую работу, — рассказывает Филипп Марье, руководитель проекта по продажам компании Vollert, специализирующейся на производстве. «Впервые подпроцессы производства балок были автоматизированы».Инвестиции в расширение производственных мощностей
«В Прибаце мы производим различные балки из предварительно напряженного бетона для модульной строительной системы NEO», — объясняет Клод Шобен, управляющий директор Planchers Fabre. «В 2020 году мы технически оптимизировали и доработали перевернутые предварительно напряженные тавровые балки высотой 110 мм и 130 мм соответственно.
Они пользуются большим спросом, поэтому мы решили снова инвестировать в новую технологию завода. Для этого , мы очень быстро связались с нашим давним технологическим партнером Vollert».Основой производства балок является процесс натяжения и снятия напряжения с проволоки, а также оптимизированные, высокоавтоматизированные процессы, особенно для операций транспортировки, хранения и точения в производственном цикле. Балочные формы, состоящие из 16 или 20 желобов, помещаются в натяжную раму, жестко соединенную с транспортным поддоном, каждый из которых разделен на два блока по 8 или 10 штук. длины балок. «Таким образом, мы можем одновременно производить до 32 или 40 предварительно напряженных железобетонных балок различной длины на вращающемся поддоне», — объясняет Филипп Марье. Для бетонирования предварительно изготовленные пакеты и пакеты натяжных тросов в рукавах сначала полностью позиционируются с помощью крана для ввода проволоки на один транспортный поддон каждый. «Крановая техника изначально не принадлежала Vollert.
Она была демонтирована на другом заводе и оптимально интегрирована в концепцию завода здесь, в Пибраке», — рассказывает Юрген Шефер, руководитель проекта Vollert. Перед фиксацией натяжного хомута в натянутом состоянии натяжная машина стыкуется и гидравлически натягивает подвешенные стальные тросы до требуемого предварительного натяжения.После заливки в опалубку специального самоуплотняющегося бетона и соскабливания поверхности процесс схватывания длится не менее 8 часов. Полностью изолированная камера отверждения VArio CURE, предварительно нагретая до 60°C, состоит из двух отдельных основных камер, в каждой из которых последовательно установлены 2 или 3 стойки. Система стеллажей с 5 отсеками для полимеризации, расположенными друг над другом, и промежуточным уровнем прохода предлагает особенно инновационную концепцию экономии места благодаря специальной тандемной конструкции. Для этого свежезабетонированные балки перемещаются на промежуточный уровень на уровне земли ниже первых двух опор стеллажей.
Стационарный кран-штабелер VArio STORE захватывает транспортный поддон, поднимает его на высоту нужного отсека стеллажа и перемещает внутрь. Если второй транспортный поддон хранится на том же уровне отсека, первый поддон перемещается на следующий стеллаж. башня. В процессе извлечения специальная соединительная система гарантирует, что после извлечения переднего транспортного поддона задний также выдвигается вперед. Последующие складские и поисковые операции выполняются по тому же тандемному принципу.Снятие напряжения, распалубка, токарная обработка – выполнено
После процесса снятия напряжения подъемный кран сначала поднимает половину предварительно напряженных железобетонных балок по всей их длине из напрягаемой рамы с помощью траверсы и специальной крюковой системы . Предварительно напряженные бетонные балки укладываются параллельно на опорную раму поворотного устройства VArio TURN, которое имеет специальную систему направляющих в зависимости от типа балки 110 или 130.
Затем на опорную раму поворачивается транспортировочная рама балки, и обе они соединяются. вместе. После поворота на 180° перевернутые предварительно напряженные тавровые балки ложатся на цепной конвейер для дальнейшей транспортировки в зону резки. «В этот момент перевернутые предварительно напряженные тавровые балки, изготовленные в ряд, все еще соединены друг с другом с помощью предварительного напряжения. Передвижная автоматическая пила, установленная Planchers Fabre, использует датчики для измерения положения балок и распиливает предварительно напряженную проволоку, выставленную посередине. между двумя балками. Готовые балки из предварительно напряженного железобетона получают пиломатериалы прямоугольной формы и перемещаются вниз в зону погрузки по цепным конвейерам. Для этой цели подъемная станция может поднимать штабель балок на подвесной роликовый конвейер. Альтернативно, штабель балок на Нижний транспортный уровень также перемещается в зону погрузки. Затем вилочные погрузчики помещают нижний штабель поверх верхнего штабеля и транспортируют их в специально отведенные места временного хранения для погрузки на строительные площадки. Процессы очистки также были специально адаптированы для производства балок. Очиститель поддонов VArio CLEAN имеет три варианта щеток, в зависимости от типа используемого луча. Когда напрягаемая рама опирается на транспортировочный поддон, вращающиеся роликовые щетки, подобно зубной щетке, очищают зазоры и освобождают поверхность от грязи и остатков бетона перед нанесением разделительного состава.
Дальнейшая веха
Серийное производство новых перевернутых предварительно напряженных тавровых балок успешно началось в сентябре 2021 года. «Мы оптимизировали проверенную конструкцию завода с помощью новейших технологий», — описывает Юрген Шефер. «И мы сделали это в существующем зале. Прежде всего, мы смогли очень хорошо решить проблему низкой высоты с помощью индивидуальных решений, таких как камера полимеризации».
«Оба фактора, машинная технология и проверенный опыт Vollert, а также система управления производством от специалиста по управлению Unitechnik, стали краеугольным камнем для оптимального запуска в октябре 2021 года», — резюмирует Клод Шобен из Planchers Fabre.
С новой производственной линией мы сможем производить более одного миллиона погонных метров перевернутых предварительно напряженных тавровых балок в год.»Посмотреть PDF
Назад
Молекулярный пучок | физика | Британика
молекулярный луч
Посмотреть все СМИ
- Ключевые люди:
- Отто Стерн
Дадли Р. Хершбах
- Похожие темы:
- иметь значение
селектор скорости
Просмотреть все связанные материалы →
молекулярный пучок , любой поток или луч молекул, движущихся в одном общем направлении, обычно в вакууме— т.е. внутри вакуумной камеры. В этом контексте слово «молекула» включает в себя атомы как частный случай. Чаще всего молекулы, составляющие пучок, имеют низкую плотность; то есть они достаточно далеко друг от друга, чтобы двигаться независимо друг от друга. Благодаря однонаправленному движению атомов или молекул их свойства можно изучать в экспериментах по отклонению луча в электрическом и магнитном полях или по направлению луча на мишень.
Мишенью может быть твердое тело, газ или второй пучок атомов или молекул.Приложения.
Отклонение лучей в электрических и магнитных полях может дать информацию о структуре и свойствах (таких как вращение и вращение) молекул или атомов в луче. В более сложных экспериментах допускается пересечение двух лучей, что приводит к взаимодействиям рассеяния или столкновениям между молекулами парами, по одной от каждого луча. Рассеяние может продемонстрировать такие свойства этих пар, как потенциальная энергия их взаимодействия, изменяющаяся в зависимости от расстояния между ними, их химическая реакционная способность и вероятность обмена внутренней энергией при столкновении.
Викторина «Британника»
Физика и естественное право
Первый эксперимент с молекулярными пучками, проведенный в 1911 году, подтвердил постулат кинетической теории о том, что молекулы газа при очень низком давлении движутся по прямым линиям, пока не ударятся о стенки своего сосуда.
При более высоких давлениях молекулы имеют более короткий свободный пробег, потому что они сталкиваются друг с другом, прежде чем достичь стенки. Первые обширные эксперименты с молекулярными пучками были проведены в Германии между 1920 и 1933 г. Использование пучков для изучения химических реакций и передачи энергии между сталкивающимися молекулами быстро возросло после 1955 г.Производство, контроль и обнаружение.
Молекулярный пучок создается путем подачи газа в вакуумную камеру через маленькое отверстие или щель в ящике, содержащем пары молекул, из которых состоит пучок ( см. рисунок ). Пар часто возникает в результате испарения жидкого образца в камере, называемой печью, которую можно нагреть до подходящей температуры. При низком давлении пара в ящике, когда свободный пробег молекул больше ширины выходного отверстия, молекулы будут вытекать через отверстие; при более высоких давлениях они будут течь через отверстие, как жидкости под давлением, образуя струю.
Молекулы в струе сначала находятся достаточно близко друг к другу, чтобы взаимодействовать друг с другом, но струя быстро расширяется в вакууме, пока молекулы не начинают двигаться независимо друг от друга. Только те молекулы из печи, которые движутся в правильном направлении, чтобы пройти через второе отверстие, становятся частью луча, используемого для эксперимента. Остальные откачиваются.Молекулы в луче движутся с различной скоростью. Если для конкретного эксперимента необходимы молекулы с почти одинаковой скоростью, пучок можно пропустить через фильтр, называемый селектором скорости, который пропускает только молекулы в небольшом диапазоне скоростей. Эти селекторы часто состоят из дисков с прорезями или цилиндров, быстро вращающихся вокруг оси, параллельной балке. Молекулы, которые выходят из селектора, имеют правильную скорость, чтобы оставаться в данной щели, когда они движутся по цилиндру. Молекулы с другими скоростями удаляются, когда они прилипают к стенкам щелей или отражаются от них.
Изменение скорости вращения цилиндра изменяет скорость, с которой передаются молекулы.Чтобы быть полезным в экспериментах, необходимо обнаружить отклонение или рассеяние луча. Это обнаружение может быть затруднено, поскольку в типичном пучке относительно мало молекул, а их скорости и, следовательно, кинетическая энергия малы. Детектор должен иметь высокую чувствительность, и должны быть небольшие помехи от молекул, поступающих из других источников, таких как остаточный газ в вакуумной камере. Когда эксперимент проводится с пучками, состоящими из атомов металлов, таких как щелочи, которые легко ионизируются (, т. е. , при общем положительном заряде) за счет потери одного электрона эффективный детектор может быть изготовлен из вольфрамовой проволоки, нагретой докрасна. Из-за относительно высокой энергии, доступной для захвата электрона горячей поверхностью вольфрама, почти все атомы щелочных металлов, ударяясь о проволоку, отдают один из своих электронов проволоке, перейдя дальше в виде ионов, которые регистрируются как электрический ток при сборе.
- Масахиро Окамура
