Производство профлиста: Как появился профлист. Производство профнастила от «Металл Профиль».
Содержание
Как появился профлист. Производство профнастила от «Металл Профиль».
6050 просмотров
Содержание:
- Профнастил. Факты из истории.
- Сырье для профлиста.
- Прокатка. Цинкование и выравнивание.
- Пассивация и грунтовка.
- Нанесение полимера.
- Проверка качества.
- Профилирование.
- Нарезка и упаковка.
- Итог.
О полезных свойствах профнастила написана не одна научная работа. Из него возводят долговечные фасады зданий, делают кровлю и заборы. Мы расскажем о производстве профнастила на примере компании «Металл Профиль».
Профнастил: факты из истории
Вопрос «как произвести профнастил?» давно волновал ученых и промышленников. Официальной родиной профилированного листа считают Великобританию. Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Именно на Туманном Альбионе, в 1820-х годах, инженер Генри Робинсон Палмер сконструировал первый ручной станок CGI для профилированного листа.
Образцы профлиста того времени серьезно отличались от современного гофрированного изделия. Тогда еще не было возможности открыть свое масштабное производство профнастила, а в роли сырья использовали железо, полученное методом ковки или литья.
Изделия времен Палмера были абсолютно не адаптированы для гибки (придания новой формы), но даже такой профнастил стал очень популярным материалом в строительстве. Немного позже профлист научились делать в Америке и в Германии.
Еще одной значимой датой для профлиста считают 1836 год. В то время во Франции изобрели цинкование стали и железа. Технологию цинкования заимствовали и производители профилированного листа. Слой цинка защитил профлист от коррозии, увеличив срок его службы. В конце ХIХ века появились улучшенные условия для производства профнастила.
Благодаря применению специальной стальной установки стали выпускать листы профнастила разной формы – волнообразные, прямоугольные, трапециевидные и др. Тогда в качестве профлиста использовали более прочную (по сравнению с железом) сталь, что позволило серьезно уменьшить толщину изделий.
Одним из знаковых моментов развития стройматериала стало нанесение на профнастил защитного слоя (полимерного покрытия). Такой профлист назвали «окрашенным». Он защищает изделие от ультрафиолета и ржавчины. На окрашенном профлисте не задерживается грязь и пыль, он не требует тщательного ухода. Современный металлический профлист изготавливают из рулонной стали. После обработки на станке поверхность листа становится гофрированной. Благодаря этому увеличивается его способность выдерживать нагрузки.
Сегодня профнастил активно используют во всем мире при отделке фасадов, кровель, заборов, навесов, в коммерческих, промышленных и жилых объектах.
Профлист – один из наиболее современных стройматериалов.
Сырье для профлиста
О том, как сегодня делают профилированный лист, мы расскажем на примере «Металл Профиль». Это одна из ведущих компаний по производству профлиста в России и странах СНГ. Ее продукцию используют при строительстве дворцов спорта, объектов социальной сферы, промышленных, коммерческих зданий и частного домостроения. Каждый цех для производства профнастила компании оснащен современным оборудованием.
Один из главных вопросов для тех, кто начинает заниматься профнастилом – где брать материал для производства профлиста? Сырьём для профнастила является горячеоцинкованная сталь холодного проката.
Металл делают на металлургических комбинатах и поставляют в компанию «Металл Профиль» в огромных рулонах. Толщина стали в рулоне варьируется от 1,8 до 2,5 мм. Такие рулоны называют бухтами, каждая из них весит порядка 20 тонн.
Рулоны также называют бухтами.

Перед тем, как получить профнастил, идет подготовка сырья. Бухта поступает на участок бескислотной обработки металла. Снимается окалина, на листоправильной машине убирается волна и другие деформации листа, чтобы он стал абсолютно плоским. После правки сталь подрезают дисковыми ножами под стандартную ширину заготовки. Затем она сматывается в рулон и передается на прокатный стан.
Прокатка
После того, как рулоны подают на разматыватель (станок, где разматывается рулон), начинается процесс прокатки. Именно на этом этапе из больших толстых рулонов получается тонкий лист металла. Валы давят на сталь с усилием порядка 800 тонн. В результате из километрового рулона толщиной 2,5 мм можно получить 5 км проката толщиной 0,5 мм. Процесс прокатки проходит в несколько заходов и зависит от исходной и заданной толщины полосы.
После прокатки рулоны упаковывают и передают на склад электромостовым краном.
Цинкование и выравнивание
Следующий этап для производства профнастила проходит в цехе горячего цинкования. Слой цинка защищает металл от разрушения, продлевая срок службы изделия.
Цинкование – сложный многоступенчатый процесс. Перед нанесением цинка сталь очищают и обезжиривают в щелочных ваннах. Затем полоса (образец) поступает в печь с разными температурными зонами. Очистка металла от следов масел, используемых при прокатке, происходит в зоне открытого пламени. Рабочая температура здесь – 1270℃.
После этого следуют зона нагрева, где сталь прогревается до 660 — 730℃.
Затем идет зона выдержки и охлаждения. Здесь температура стали снижается «всего» до 480℃. Конечная стадия – зона горячего натяжения. В ней под воздействием высоких температур и азотно-водородной смеси из металла вытесняется кислород, чтобы избежать дальнейшей коррозии.
После этого полоса готова к нанесению расплава цинка.Металл погружают в ванну с расплавом цинка при помощи специального оборудования. Температура расплава цинка – 460℃. Металл покрывается равномерным слоем одинаковой толщины.
Постепенно поднимаясь вверх, сталь проходит через воздушные ножи. От мощности их потока, расстояния и угла наклона зависит масса нанесённого цинка. Чем выше этот показатель – тем дольше прослужит профлист из оцинкованной стали.
После этого полоса металла попадает в башню охлаждения, где происходит кристаллизация расплавленного цинка.
Полосу также пропускают через дрессировочную клеть. Это делается для того, чтобы убрать шероховатость цинка и придать металлическому изделию гладкий вид.
Далее стальной рулон попадает на прави́льный комплекс. Здесь изгибо-растяжная машина вытягивает и выравнивает металл.
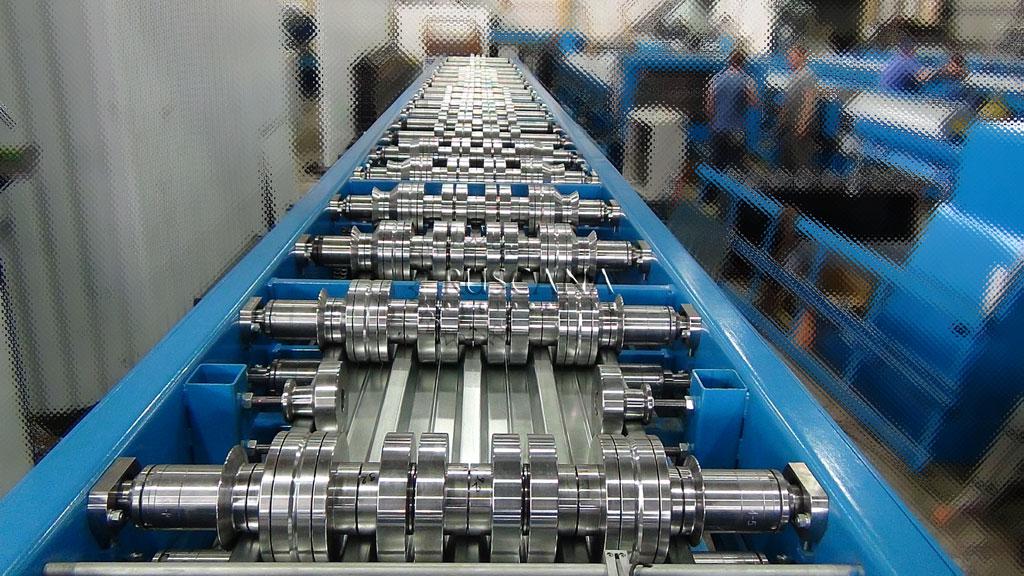
Так выглядит современное оборудование. А первый ручной станок для профлиста в ХIХ веке сделал британский инженер Генри Палмер.

Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки.Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. Компания «Металл Профиль» располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции компании «Металл Профиль».
Рабочее место инженера-технолога для проведения тестов.

Компания «Металл Профиль» выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
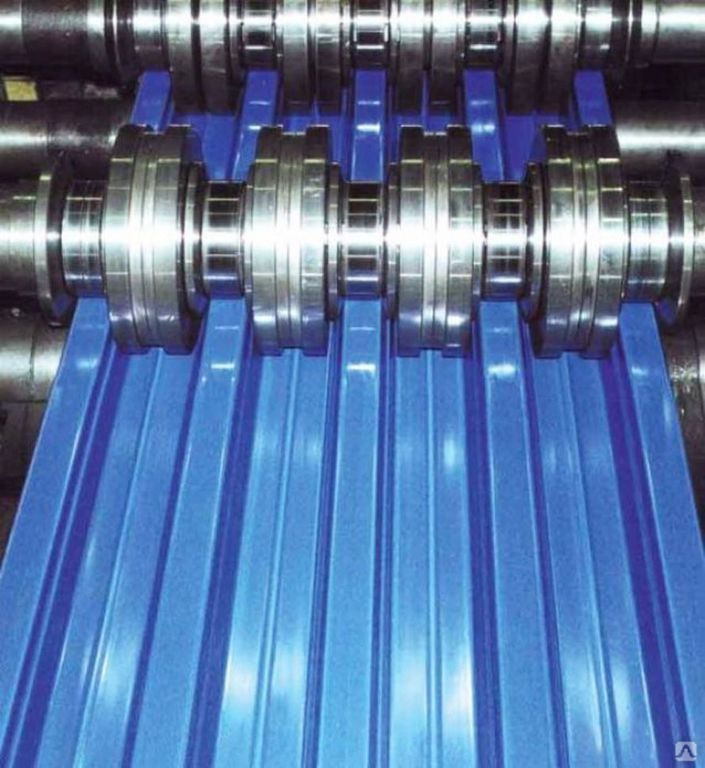
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов.К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил компании «Металл Профиль» соответствует самым высоким стандартам качества.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК.Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».
Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.
Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У компании «Металл Профиль» есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений.Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
Назад к списку
Производство профнастила — полный цикл от завода ТРМЕТ
Главная / Полезные статьи / Профнастил / Полный цикл производства профлиста или Технология изготовления профнастила
Полный цикл производства профлиста
Профнастил — это листовой материал, который при относительно небольшом весе имеет отличную продольную жесткость и несущие свойства. Достигается это за счет профилирования методом холодного проката.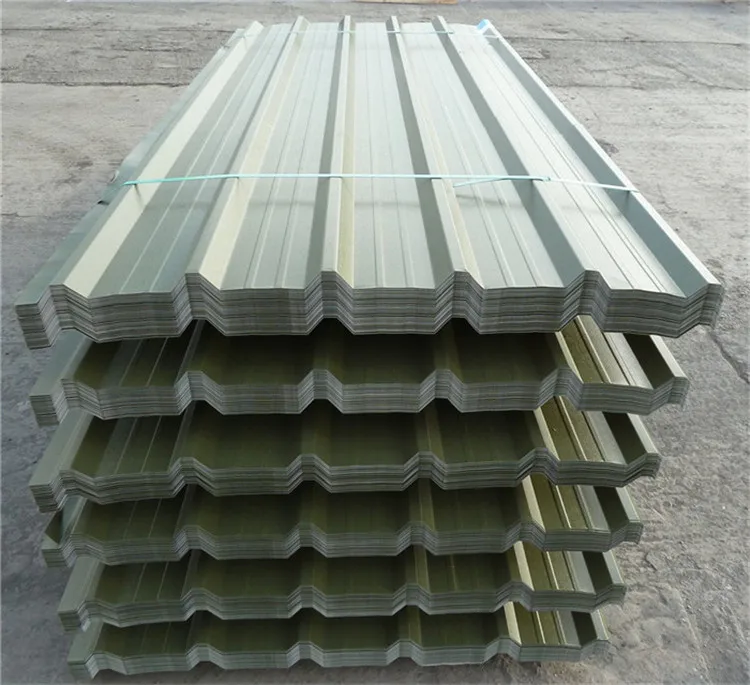 Как происходит этот процесс — в подробном разборе от ТРМЕТ.
Как происходит этот процесс — в подробном разборе от ТРМЕТ.
Из чего производят профнастил
Сырьем для профилированных листов является низкоуглеродистая оцинкованная сталь. На металлургические комбинаты, занимающиеся производством полуфабриката для профнастила, она поступает в формате бухт.
Толщина металла в этих многотонных рулонах, как правило, составляет около 2,5 мм. Это слишком много для профлистов, поэтому задача металлокомбината заключается в том, чтобы прокатать заготовку и довести ее толщину до 0,25 1,4 мм (в зависимости от заказа, поступившего на завод). Прокатка проходит в несколько этапов, а усилие, передаваемое прокатным станом на металл, измеряется сотнями тонн. Далее сталь подвергают выравниванию, а затем для защиты от коррозии ее обязательно цинкуют, проводят пассивацию против «белой ржавчины».
Неочевидный момент: полимерные покрытия наносят на рулонный металл для цветного профнастила до этапа профилирования, то есть в прокатный стан он попадает уже в окрашенном состоянии.
Благодаря некоторой эластичности слой краски не облезает и не портится при проходе через вальцы.
Покраска — технологически сложный процесс. Для начала пассивационный слой, улучшающий адгезивные свойства материала, покрывают грунтующим слоем. После его высыхания в дело вступает окрасочная машина, которая равномерно распыляет полимерное покрытие на поверхности. Для ускоренной сушки свежеокрашенный материал отправляют в конвекторную печь. Потом остается только смотать его в рулоны.
Какое оборудование используют для холодного проката
Для промышленного производства профнастила требуется оборудование всего 5-6 видов разного назначения. Материал на пути от рулона листовой стали к аккуратно сложенным и упакованным листам проходит через:
- Разматыватель. Это, как правило, гидравлическая консольная установка, функция которой заключается в постепенном разворачивании полуфабрикатного рулона с подачей его переднего края далее по производственной линии.
 Как правило, параметры работы контролируются автоматикой. В частности, автоматизированная система контроля может подстраивать темпы подачи стальной ленты под скорость прокатки металла.
Как правило, параметры работы контролируются автоматикой. В частности, автоматизированная система контроля может подстраивать темпы подачи стальной ленты под скорость прокатки металла. - Устройство для резки. Промежуточное звено между разматывателем и прокатным столом.Назначение — отделение размотанного отрезка листа от рулона. Используется при необходимости выровнять край листа или снять установленный на разматывателе рулон для его замены (например, при переходе на заказ с профнастилом другого цвета).
- Прокатный стан. Главная часть всего производства, при прохождении через которую плоский полуфабрикат обретает необходимый профиль. За придание формы и глубины рельефа отвечают вальцы, сквозь которые прокатывают металл. В зависимости от конструкции стана волны могут формоваться одновременно или последовательно. По типу привода прокатные комплексы бывают пневматическими или гидравлическими. Последние, как правило, мощнее и позволяют производить профлисты любой длины, заданной заказчиком.
- Роликовый нож (гильотина). Электромеханическое устройство, которое после достижения необходимой длины проката обрезает лист в размер. Чтобы срез получался ровным и без заусенцев, нож по форме повторяет профиль волны для марки выпускаемого профнастила.
- Приемник. Уже готовые панели последовательно перемещаются и скапливаются на приемном столе. Опционально устройство оснащают автоштабелером, который упрощает выемку листов и их перемещение на тележку, упаковочный стол.
Как правило, все это оборудование объединено в общую линию, которая управляется с пульта автоматики. Также существуют ручные и мобильные комплексы.
Как делают профнастил: весь процесс поэтапно
Производственная технология минимально привязана к типу используемого оборудования. От него больше зависит производительность, количество участвующих работников и качество результата. Последовательность действий в общем виде выглядит так:
- Рулон тонколистовой стали на гидравлической загрузочной тележке подводят к линии и устанавливают в разматыватель (размотчик), который должен обеспечить центрирование и равномерную подачу материала в прокатный стан.

- Конец рулона вытягивается и вставляется в формовочную машину стана. Предварительно проводится контрольный отрез, выравнивающий край.
- При работе на автоматической линии оператор выполняет требуемые настройки: скорость прокатки, длину и количество листов.
- Выполняется пуск линии.
- Рулон постепенно разматывается, при прохождении через станок на стали начинает проступать рельеф. Как правило, начальные вальцы продавливают первую центральную гофру. Затем в дело вступают следующие вальцы, которые добавляют по бокам к первой волне вторую и третью выемку. Так ширина профилирования увеличивается, пока не достигает краев листа. Такая технология помогает избежать смещения, неодинаковой толщины металла и других дефектов.
- Когда достигается требуемая длина проката, электромеханическая гильотина выполняет отрез. Свежеизготовленный лист отправляется в приемное устройство.
- Далее листы опционально по мере поступления в штабелер упаковываются в полиэтиленовую пленку, обзаводятся поддоном.

Чтобы избежать отпуска брака с завода, сотрудники ОТК завода проводят операционный и приемочный контроль. Проверенный металлопрокат перемещается на склад готовой продукции, где его по мере поступления заказов подготавливают к отгрузке.
Наши менеджеры всегда готовы помочь вам подобрать лучшее решение!
Оставьте заявку в форме справа и мы свяжемся с вами в ближайшее время!
Читайте также Белая ржавчина на оцинковке, причины и способы устранения
57 заводов производителей профнастила (профлиста), список предприятий из РФ, данные на Март 2023 года
Оценка
3.19
129
Наша почта:
[email protected]
Список компаний по федеральным округам
Центральный федеральный округ
Андромета
ОбнинскВенталл
Обнинск org/Organization»>
org/Organization»>Верхневолжский Смц
Ивановская облГранд Лайн — Центр
ЖуковЗавод Металлоконструкций Форвард
ЛипецкЗавод Стальнофф
ЛипецкИвантеевская Металлургическая Компания
ДмитровКлинметпрофиль
КлинКомпания Металл Профиль
ЛобняЛасар
ЛипецкМегаторг-Профиль
СолнечногорскМеталл Сервис
ТамбовМытищинский Завод Профнастила
Мытищи org/Organization»>
org/Organization»>Нкз Панель
МоскваНовопласт
АлексинОдинцовский Завод Легких Конструкций
ОдинцовоПк Металлрегионстрой
Липецкая облПк Стройпрокат
МоскваПокрофф-Восток
Павловский ПосадПпк Профиль
ДомодедовоПромизделия
Липецкая облПроф-Металл
МоскваПрофметалл
СтупиноПрофстальпрокат
Тула org/Organization»>
org/Organization»>Пск Крафтмет
ТверьСп-Центр
ЩёлковоТоварно-Сырьевая Фирма Спецпрокат
ЛобняТорговый Дом Липецкметаллургкомпани
ЛипецкФирма Фрегат
МоскваЦентр Кровли
Москва
Северо-Западный федеральный округ
Нева Сталь
Санкт-ПетербургПроизводственная Компания Профиль
Санкт-ПетербургПрофкомплект
Санкт-ПетербургСеверсталь
Череповец
Приволжский федеральный округ
 org/Organization»>
org/Organization»>Барко Профиль
СаратовЗавод Фасада И Кровли
УфаЗмк Рант
Набережные ЧелныИп Давлетшин Рустам Рамильевич
УфаКазанские Стальные Профили
КазаньКвин
ПермьПф Стройгарант
КазаньСамарский Металлопрофильный Завод
СамараЧебоксарский Завод Строительных Профилей
ЧебоксарыЭлектрощит-Стройсистема
Самара
Южный федеральный округ
 org/Organization»>
org/Organization»>Анапский Завод Кровли И Фасада
Краснодарский крайКомпания В.И.К.
КраснодарКомпания Кровлясток
БатайскЮг-Профиль
Ростов-на-Дону
Уральский федеральный округ
Гз Металлкомплект
ЕкатеринбургОренбургский Профметалл
Челябинская облТорговый Дом Инси
ЧелябинскТф Кромет
ЧелябинскТюменская Кровельная Компания
ТюменьУральский Завод Кровельных Материалов
Екатеринбург org/Organization»>
org/Organization»>Челябинский Завод Профильных Труб
ЧелябинскЧзпсн-Профнастил
Челябинск
Сибирский федеральный округ
Роспромстрой
Канск
Предприятия нет в списке? Пишите — добавим!
Новые и популярные производители
6 последних добавленных
Пк Стройпрокат
04 ОктПроизводственная Компания Профиль
06 СенСамарский Металлопрофильный Завод
06 МайРоспромстрой
08 ФевТоварно-Сырьевая Фирма Спецпрокат
23 ДекБарко Профиль
13 Дек
Топ 6 по просмотрам за 30 дней
Северсталь
388Ласар
345Ивантеевская Металлургическая Компания
320Гранд Лайн — Центр
293Казанские Стальные Профили
280Верхневолжский Смц
265
Распределение производителей профнастила (профлиста) по территории Росии
По той же теме
Вагонка
40Геотекстиль
38Двери
98Доска
96МДФ
13Окна
91
Изготовление профнастила: заводское производство против кустарного
Производство профнастила представляет собой перспективный и высокорентабельный бизнес, поэтому неудивительно, что профлисты изготавливаются как в промышленных масштабах на заводах металлопроката, так и более мелкими партиями в небольших помещениях индивидуальных предпринимателей.
В зависимости от производителя профнастила, будет различаться не только цена готовой продукции, но и широта её ассортимента, качество покрытия, сроки изготовления и другие, немаловажные для конечного потребителя особенности.
В этой статье мы приведём основные различия между заводским и так называемым «кустарным» производством профнастила, особо отметив те из них, которые могут повлиять на качество и долговечность конструкций, изготовленных из такого материала.
Что даёт изготовление профнастила на заводе?
Как известно, сырьё, которое используется для производства профнастила, имеет большое значение для качества готовой продукции. Логично предположить, что завод по производству профнастила, который уже не первый год прочно занимает место в отрасли, имеет налаженные связи с ведущими поставщиками стали, которые, в свою очередь, в большей степени заинтересованы в сотрудничестве с крупными производителями, а не с мелкими разовыми закупщиками.
Примечательно, что большинство уже зарекомендовавших себя крупных изготовителей профлиста использует только российский металл, традиционно отличающийся поистине эксклюзивным качеством, что гарантирует длительный срок эксплуатации конструкции из профнастила без потери её прочности и надлежащего внешнего вида.
Второй важный фактор, во многом обуславливающий качество готового профлиста, — это линия для профнастила. Высокая степень автоматизации на заводе по изготовлению профнастила позволяет снизить до минимума влияние человеческого фактора и неуклонно придерживаться тех стандартов качества, которые приняты для той или иной марки профнастила.
Третья особенность заводского профнастила, которая тесно связана с оборудованием для его производства, — это широкий ассортимент готовой продукции. Крупное предприятие в состоянии изготовить абсолютно любую из известных марок профнастила – от С8 до Н114, причём современные линии изготовления профлиста позволяют делать это на одном и том же станке, просто перенастроив его под ту или иную марку.
Каждую марку профнастила можно заказать практически любой длины листа в широкой гамме расцветок и с различными финишными покрытиями. Более того, в линейке профнастила завода-изготовителя найдутся и эксклюзивные предложения: например, производство несъёмной опалубки или продольно-гнутого профиля для обустройства арочных конструкций.
Предлагаем посмотреть, как происходит производство профнастила на профессиональном оборудовании от крупного завода профилегибочного оборудования Липецка:
Как изготавливают профнастил «частники»?
Исследователи рынка металлоконструкций справедливо полагают, что рынок профнастила имеет чёткое разделение на два больших сегмента. Если один из них формируется корпоративными клиентами – компаниями, использующими весь диапазон металлопрофиля (от 8 до 114 мм), то другой сегмент представлен частными лицами, эксплуатирующими в основном «низкие» профили (8-21 мм).
Кроме того, на рынке фигурируют и небольшие компании, специализирующиеся на какой-то определённой марке профлиста или, в ещё более редких случаях, на узком диапазоне таких марок (скажем, могут изготавливать только профлист для заборов).
Первое, чем привлекают конечного потребителя «частники» — это экономичность, ведь при профилировании невысокой гофры происходит меньшее сжатие листа, и ширина конечного продукта (при условии идентичной ширины заготовки) остаётся больше, отсюда и более низкая цена за квадратный метр.
В производстве профнастила индивидуальные предприниматели чаще всего используют простые ручные листогибы, обслуживаемые двумя-тремя работниками, что не даёт возможности полностью свести влияние человеческого фактора к минимуму. В качестве исходного сырья зачастую выступает некачественная и дешёвая китайская сталь, что может негативно сказаться на сроке службы конструкций из профлиста.
Кстати, изготовить кустарный ручной листогиб можно и самому. Один из таких листогибов hand made представлен в следующем видеоролике:
И всё же, нельзя сказать, что у «частников» профнастил покупать категорически невыгодно. Если вы хорошо разбираетесь в профлисте и умеете отличать качественную продукцию от некачественной, то, выбирая профлист от индивидуального предпринимателя, можете существенно сэкономить, ведь «частник», в попытке удержаться на плаву, заинтересован в каждом клиенте, в то время как на заводе цена стройматериала фиксирована.
Кроме того, многие заводы, изготавливающие профнастил, ставят ограничение по размеру партии, поэтому если у вас есть необходимость покупки небольшой партии листов, вам всё равно придётся обращаться к «частникам». Что касается срока изготовления заказа, то в ряде случаев индивидуальный предприниматель, несмотря на не самое совершенное оборудование, может справиться быстрей завода, если последний, скажем, перегружен заказами.
Завод и «частник»: плюсы и минусы
Основные преимущества и недостатки покупки профнастила на крупном заводе и у индивидуального предпринимателя сведены в следующую таблицу:
| Плюсы | Минусы |
Завод по изготовлению профнастила |
|
|
Индивидуальный предприниматель |
|
|
Производство профнастила — изготовление профлиста на заводе, размеры листа
Профнастил – современный строительный материал. Высокие эксплуатационные свойства и низкая цена делают его очень востребованным на строительном рынке. По этой причине изготовление профнастила сегодня один из самых выгодных бизнес проектов. Реализацией данного производства занимаются как крупные заводы, так и мелкие фабрики.
Высокие эксплуатационные свойства и низкая цена делают его очень востребованным на строительном рынке. По этой причине изготовление профнастила сегодня один из самых выгодных бизнес проектов. Реализацией данного производства занимаются как крупные заводы, так и мелкие фабрики.
В данной статье мы подробно разберемся, из каких этапов состоит производство профлиста, какое оборудование для этого необходимо и какие размеры листов бывают.
Содержание.
Что представляет собой профнастил?
Марки профнастила – размеры стандартных листов.
Заводы по производству профлиста.
Технология производства.
Что представляет собой профнастил?
Профнастил – металлический профилированный лист, который используется в качестве ограждений, заборов, для покрытия кровель, облицовки зданий, устройства перекрытий. Стальная «начинка» делает покрытие прочным и долговечным, профилирование — придает жесткости, а внешнее покрытие – эстетическую красоту. Изготовление профнастила осуществляется из стали толщиной от 0,45 до 1,2 мм, путем металлопроката.
Изготовление профнастила осуществляется из стали толщиной от 0,45 до 1,2 мм, путем металлопроката.
Металлочерепица является разновидностью профнастила. Существенное отличие производства двух материалов – расположение валов на производственном станке. Именно благодаря таким различиям стали придается форма натуральной черепицы.
Важно: монтаж профнастила и металлочерепицы несмотря на практически идентичное производство осуществляется по различным технологиям!
Марки профнастила – размеры стандартных листов
Сегодня заводы по производству профнастила отвечающие за качество продукции своей репутацией выпускают сырье, опираясь на нормы ГОСТа 24045-2010. Профлист разных марок стандартного типа отличается высотой гофры, формой и размерами. Рассмотрим самые популярные виды материала:
С8 – декоративный стеновой лист. Толщина материала от 0,4 до 0,7 мм, полезная ширина – 1150 мм, фактическая ширина – 1250 мм. Длина заказная, максимальная величина 12 м.

С21 – стеновой, используемый для облицовки стен и сооружения заборов. Специальная структура трапеции листов обеспечивает более высокую жесткость проката и высокую универсальность. Полезная ширина 1000 мм, толщина от 0,4 до 0,9 мм, длина – до 12 м.
НС-35 – одна из разновидностей кровельного покрытия. Особенность изготовления профнастила данного класса – это формирование большого количества ребер жесткости, ширина каждого 7 мм. Производство осуществляется из оцинкованной стали высокого качества, плотность оцинковки — 250 гр/м.кв. Полезная ширина листов 1000 мм, длина до 14 м, высота профиля – 35 мм.
Заводы по производству профлиста
Производителями с мировым именем являются финский бренд Ruukki, завод по производству профнастила в Польше Pruszynski. Производство под польским брендом организовано по всему миру дочерними предприятиями – качество продукции самое высокое.
В России работает несколько предприятий, хорошо зарекомендовавших себя в данной области:
ООО «ПрофСтальПрокат» и ООО «Сталькомпрофиль» — промышленное производство в Московском регионе;
«КСП» — Самарский регион.

ООО «Уральский завод кровельных материалов» — производство профнастила в Екатеренбурге.
Технология производства
Сама технология изготовления профнастила – несложная. Процесс осуществляется по методу холодной прокатки металла. Рулоны тонколистовой оцинкованной или полимерной стали с помощью специального оборудования формируются в металлические листы с нужным профилем и формой.
Заводы по производству профнастила работают по следующей схеме:
Рулон стали устанавливаются на специальный разматыватель – оборудование правильно и ровно раскроет и подаст сырье для дальнейшей обработки.
Далее конец листа устанавливается в формовочный станок, который является частью прокатного станка.
Автоматическая система задает нужные параметры для листа: скорость производства, длину листа и количество листов.
Запуск производственной линии.
Для изготовления профнастила необходимо следующее оборудование:
Гидравлический разматыватель.
 Управляется автоматизированной системой. Кроме этого оборудование имеет собственный блок автоматики, благодаря которому можно настроить скорость подачи стальной ленты в зависимости от скорости обработки листов в прокатном станке.
Управляется автоматизированной системой. Кроме этого оборудование имеет собственный блок автоматики, благодаря которому можно настроить скорость подачи стальной ленты в зависимости от скорости обработки листов в прокатном станке.Режущее устройство. Устанавливается сразу после разматывателя, необходимо для обрезки рулона при необходимости его замены. Для примера, при производстве профнастила потребовалось заменить оцинкованный рулон на сталь с полимерным покрытием.
- Прокатный или формовочный станок. Является главным элементом линии производства. Оборудование превращает обычный лист стали в профилированное полотно. Формирует профиль путем прокатки металла через вальцы определенной формы (форма может отличаться в зависимости от типа профлиста).
Прокатные станки могут быть пневматическими или гидравлическими. Первый тип оборудования может производить профлист длиной до 2,5 м и толщиной не более 1,5 мм. Гидравлические станки более мощные, поэтому именно такие установлены на крупных заводах по производству профнастила. Оборудование позволяет выпускать материал любой длины.
Оборудование позволяет выпускать материал любой длины.
Важно: обрезка плоскими ножницами строго запрещена -это серьезная нарушения норм ГОСТа по изготовлению профнастила.
Добавить комментарий
производство и поставка г. Липецк.
Профлист (профилированный, профильный лист, профнастил) строительный материал для возведения кровли, стен, заборов, крыш, ограждений, перекрытий. Производится предприятием из металлического оцинкованного листа профилированного на станке. Распространенные формы (гофра) изделия – волна, трапеция, квадрат. Наличие ребер жесткости придает дополнительную прочность и устойчивость к изгибу.
Изготавливаем профлист с полимерным покрытием, это дополнительная декоративная защита в виде нанесения полимерного слоя на лицевую поверхность.
Производство профлиста расположено в Липецке
Предприятие изготавливает профлист в г. Липецке. Отгрузка готовой продукции осуществляется с собственных складов наших филиалов в Липецке, Тамбове и Воронеже. Профнастил (профлист, металлопрофиль) изготовленный нами – это универсальный строительный кровельный материал, подходящий для облицовки стен, возведения кровли, заборов, ограждений. Среди строительных материалов, производимых нами, облицовочный или кровельный профлист является самым популярным из за его долговечности и невысокой стоимости.
Профнастил (профлист, металлопрофиль) изготовленный нами – это универсальный строительный кровельный материал, подходящий для облицовки стен, возведения кровли, заборов, ограждений. Среди строительных материалов, производимых нами, облицовочный или кровельный профлист является самым популярным из за его долговечности и невысокой стоимости.
Производство кровельного материала – это процесс постепенного профилирования гладкой оцинкованной стали (с защитно-декоративным покрытием) до получения из неё гофрированного профилированного настила (профлиста). Наше производство расположено в Липецке.
Профлист, цены — производителя «ПРОМИЗДЕЛИЯ»
Профлист, нашего производства, удобный, современный, эффективный и легкий строительный материал. Изготавливается нашим заводом из холоднокатаного листового проката на профилегибочных станах из оцинкованной стали или стали с полимерным покрытием.
Применение:
- облицовка фасадов зданий и стен,
- строительство уличных ограждений, заборов,
- возведения кровли,
- изготовления несъемной опалубки,
- строительства перегородок.

Используется в качестве материала для внутренней и наружной отделки стен. Обычно применяют металлопрофиль с небольшой высотой, что позволяет экономить материал, с учетом незначительной нагрузки.
Для строительства жилых и производственных зданий, навесов (а также заборов, складов, крыш), настила кровли используется профлист с высотой профиля не менее 21 мм, часто с дополнительными ребрами жесткости, обеспечивающими более высокую несущую способность.
Кроме того, профнастил, нашего производства, востребован для временных и постоянных ограждений, внутренних перегородок, отделочных панелей. К особенностям такого профлиста относится легкость его монтажа. Установка металлопрофиля осуществляется креплением на обрешетку или шляпный профиль с применением стальных саморезов.
ПРОМИЗДЕЛИЯ — производитель профлиста, наша продукция доступна к отгрузке со складов в Липецке, Тамбове, Воронеже .
Посмотреть цены на всю продукцию
Качество производимого профнастила обеспечивается использованием заводом высококачественной стали, произведенной компаниями ОАО «Новолипецкий металлургический комбинат» (НЛМК) и Dongbu steel (Корея), ЗАО «ЗНОиМ» (Белгород), и современных полимеров, а также контролю на всех этапах производства. Поэтому профнастил нашего производства обладает такими качествами, как долговечность, практичность, простота и удобство в применении и соответствует необходимым экологическим требованиям. Широкая цветовая палитра полимерного покрытия позволяет подобрать материал для кровли практически на любой вкус. Мы изготавливаем продукцию на заказ с толщиной листа от 0,5 до 12 м.
Поэтому профнастил нашего производства обладает такими качествами, как долговечность, практичность, простота и удобство в применении и соответствует необходимым экологическим требованиям. Широкая цветовая палитра полимерного покрытия позволяет подобрать материал для кровли практически на любой вкус. Мы изготавливаем продукцию на заказ с толщиной листа от 0,5 до 12 м.
Параметры профильного листа
Позволяют оценить возможность применения профлиста в соответствии с необходимыми требованиями к возводимым конструкциям.
- толщина стали,
- размеры,
- высота профиля,
- наличие ребер жесткости,
- покрытие,
- защитный слой,
- текстура поверхности,
- палитра цвета.
Профлист представляет собой плоский гофрированный лист металла. В зависимости от назначения металлопрофиль бывает разных размеров и толщины. Чем больше толщина металла, из которого изготавливается профлист, тем большую нагрузку он способен выдержать. Классифицируется профилированный лист по толщине листа, высоте «ребер», расстоянию между ними и габаритным размерам.
Классифицируется профилированный лист по толщине листа, высоте «ребер», расстоянию между ними и габаритным размерам.
Преимущества профнастила нашего производства по сравнению с другими видами кровли
- Долговечность
- Простота монтажа
- Удобство транспортировки
- Низкие эксплуатационные расходы и эстетичный внешний вид
- Устойчивость к воздействию окружающей среды
- Срок эксплуатации – до 50 лет.
- Экологичность (Кровельный профнастил – экологически безопасный материал, поэтому его применение возможно даже на объектах, к которым предъявляются особые экологические требования: школы, детские сады и, конечно же, ваш дом).
- Пожаробезопасность.
- Огромный выбор цветовых решений.
Размеры листов профнастила определяются при индивидуальном заказе. Использование металлопрофиля нестандартных размеров позволяет экономить материалы и средства при строительстве, а также решать разнообразные архитектурные задачи. Для покупки профлиста, обращайтесь к сотрудникам наших филиалов в Липецке, Воронеже и Тамбове для получения дополнительной информации о производимой предприятием продукции.
Для покупки профлиста, обращайтесь к сотрудникам наших филиалов в Липецке, Воронеже и Тамбове для получения дополнительной информации о производимой предприятием продукции.
Профлист производства «ПРОМИЗДЕЛИЯ» со склада в Липецке, Тамбове, Воронеже.
- С-6х1155
- С-8х1150
- С-10×1100-А, В (прямая и обратная стороны)
- С-21х990
- НС-35х1000
- С-44х1000
- Н-60х820
- H-75х750
- Н-114х575
Фото производственного оборудования
Производимый кровельный материал доступен для отгрузки потребителям со складов в Липецке, Тамбове и Воронеже.
M.3.2 Планы и профили
M.3.2 Планы и профили
Описание
Этот модуль инструктирует пользователей, как создавать планы и профили из трассы. Пользователи узнают:
- Как создавать именованные границы, которые будут использоваться для создания листов планов и профилей.

- Различие между моделями чертежей и моделями листов, которые используются в процессе создания листов.
- Как создавать листы планов и профилей – готовые к печати.
Цели
- Создание планов
- Создание профилей
- Просмотр именованных границ
- Настройка макета листа
- Аннотировать
Быстрые шаги
Создание листа плана
Создание листа профиля
Просмотр листов плана и профиля
Просмотр именованных границ
Настройка макета листа
Удаление листов0011
Создать раздутую деталь
Разместить метки (аннотации)
Метка — горизонтальное выравнивание
Метка — профиль (вертикальное выравнивание)
Инструменты аннотации CTDOT
Метка начала проекта, конца проекта и ограничения1
Этикетка – Размещение выноски
Примечания
Создать лист плана
Все файлы контрактных планов, профилей и сечений будут находиться в папке Contract_Plans в папке дисциплин; пример: папка проекта/Highways/Contract_Plans.
1. Создайте проектную модель, которая будет использоваться для создания плана и листов профиля для проекта. Перейдите в папку Contract_Plans, чтобы создать новый файл 2D-проекта, используя соглашение об именах файлов, как описано в томе CTDOT-CONNECT-DDE. -016 Именование файлов приложений/разделов (пример: HW_CP_5678_5678_PlanPro_SR_14.dgn) и использование правильного исходного файла:
…\CT_Configuration\Workspaces-Civil\CT Civil English WorkSpace\Standards\Seed\Seed2D — CT RoadDesign.dgn.
2. Ссылка в файле мастер-модели, он находится в папке Highways/Base_Models в папке проекта, например: HW_CB_5678_5678_Master_Model.dgn. См. CTDOT CONNECT DDE, том 3 — Моделирование проезжей части ORD — Модуль 1 — Создание файлов базовой модели.
3. Ссылка на мастер-модель осуществляется с помощью динамического вложения и глубины вложенности, равной 1, и к ней будут присоединены все другие файлы: трассы, модели проектирования дорог, съемки и ландшафты.
4. Настройте виды дисплея, чтобы отображались вид по умолчанию и вид профиля. Установите ландшафт в активное состояние и сохраните настройки.
5. Выберите Чертежная продукция > Именованные границы > Именованная граница > Поместите названную границу . Именованная граница — это замкнутый элемент, с которым связано имя. Ранее вы могли создавать именованные ограждения из ограждений, объемов обрезки и масок обрезки.
6. Выберите режим Civil Plan . Установите Исходное значение чертежа на 40 Лист плана контракта масштаба . Установите масштаб детализации на 1 дюйм = 40 футов. Имя набора будет установлено на План 1.
СОВЕТ: Добавление цифры 1 в конце имени обеспечивает более единообразие названий именованных границ и листов, поскольку номер включен в первое имя. В противном случае увеличивающаяся нумерация начинается со второго имени, например: План, План 1, План 2.
7. Установите для группы значение (Новый) . Установите имя группы в соответствии с именем трассы, обычно номером маршрута или названием улицы (это нижнее поле имени, которое определяет имя названной группы границ). Пример: SR 14 (для государственной трассы 14). Длина (длина выравнивания на одном листе), Смещение влево и Смещение вправо (смещение от выравнивания), Перекрытие должно быть установлено на 0 (лист перекрывает другой), а Граничные хорды имеют предустановленные значения.
8. Включите параметр Создать чертеж , чтобы листы создавались сразу после создания именованных границ. Включите параметр Показать диалоговое окно . Это диалоговое окно используется для переопределения настроек, определенных исходным кодом чертежа, если это необходимо.
9. В 2D виде (вид в плане по умолчанию) выберите трассу, вдоль которой будут созданы именованные границы в плане. Командная строка (нижний левый угол) будет выглядеть так: Разместить именованную границу Гражданский план > Определить элемент пути . С помощью курсора выберите выравнивание.
С помощью курсора выберите выравнивание.
10. Выберите желаемое начальное местоположение. Следуйте подсказкам. Командная строка: Разместите строительный план с названием границы > Принять/Отклонить. Определите начальную точку пути для размещения границы . Следуйте инструкциям.
СОВЕТ : Добавьте дополнительный элемент слева от начала пикетажа, например: Начальный пикет — 100+00, в Start Location введите 99+00, это переместит именованную границу влево от начала разбивки . Верните курсор в диалоговое окно, войдите в начальную станцию, нажмите кнопку Tab, вернитесь в представление, щелкните левой кнопкой мыши, чтобы принять.
11. Затем выберите Место остановки . Командная строка: Разместить именованную границу Гражданский план > Определить конечную точку пути для размещения границы . Именованные границы отображаются интерактивно при перемещении курсора. Примите расположение конечной точки для именованной границы. Командная строка: Разместить строительный план именованной границы > Принять/Отклонить. Точка данных на виде в плане для размещения границы. Определите конечную точку пути для размещения границы.
Примите расположение конечной точки для именованной границы. Командная строка: Разместить строительный план именованной границы > Принять/Отклонить. Точка данных на виде в плане для размещения границы. Определите конечную точку пути для размещения границы.
12. Появится диалоговое окно Создать чертеж . Убедитесь, что для параметра Mode: установлено значение Plan, Name: должно быть заполнено с помощью инструмента Plan 1 from Place Named Boundary Civil Plan. В диалоговом окне «Модель чертежа» установите масштаб аннотации на 1 дюйм = 40’ . В части диалогового окна «Модель листа» установите для параметра «Масштаб деталей» значение 1 дюйм = 40’ .
13. Включите Добавить в индекс листа опция. Этот вариант будет обсуждаться позже в этом модуле. Включите опцию Open Model .
14. Нажмите OK , чтобы создать листы. Следуйте инструкциям в левом нижнем углу, щелкните левой кнопкой мыши, чтобы определить именованные границы. Может потребоваться несколько щелчков левой кнопкой мыши.
Нажмите OK , чтобы создать листы. Следуйте инструкциям в левом нижнем углу, щелкните левой кнопкой мыши, чтобы определить именованные границы. Может потребоваться несколько щелчков левой кнопкой мыши.
В диалоговом окне группы видов теперь можно увидеть только что созданные модели чертежей и модели листов.
Создать лист профиля
1. Откройте проектную модель плана и профиля и отобразите вид профиля. Если еще не открыт.
СОВЕТ : Если вы сохранили настройки после настройки видов (шаг 2 из раздела создания листа плана), измените активную группу видов на Мультимодальные виды.
2. Выберите Чертежная продукция > Именованные границы > Именованная граница > Поместите названную границу .
3. Выберите Civil Profile 9режим 0008. Настройте поля диалога следующим образом:
- Исходное значение чертежа > 40 Масштаб листа профиля контракта
- Масштаб деталей > 1 дюйм = 40 футов
- Имя > Профиль 1 (это верхнее поле имени, которое определяет имя именованной границы)
- > Из группы планов
Метод
Метод From Plan Group сопоставляет именованные границы профиля с именованными границами плана. Метод ограничения станций используется для определения именованных границ профиля, которые не соответствуют границам плана, например, для листов только профиля, например: лист профиля для местной дороги.
Метод ограничения станций используется для определения именованных границ профиля, которые не соответствуют границам плана, например, для листов только профиля, например: лист профиля для местной дороги.
- Группа планов > Выберите нужную группу планов, если в этом файле их несколько. Это имя группы плана, которая содержит план с именованными границами, который также будет определять расположение именованных границ профиля, например: как именованные листы плана: SR 14 или State Route 14.
- Группа > (новый)
- Имя > Номер маршрута или название улицы, например: SR 14 или State Route 14.
Это нижнее поле имени, которое определяет имя именованной группы границ для профилей. Это то же имя группы, которое мы использовали для части плана, но это две разные группы, одна из которых связана с планом, а другая — с профилем. Подробнее об этом позже в этом модуле.
Подробнее об этом позже в этом модуле.
- Вертикальное преувеличение > 10
- Доступная высота профиля, верхний зазор (включен), нижний зазор (включен), шаг отсчета высоты, шаг отсчета пикета и смещения профиля задаются исходным кодом чертежа.
4. Убедитесь, что все включено.
- Использование местности
- Использовать активную вертикаль
- Создать чертеж
- Показать диалоговое окно
5. Следуйте подсказкам в левом нижнем углу, Командная строка: Разместить именованную границу Civil Profile > Идентифицировать вид профиля Щелкните в окне Profile View, чтобы определить именованные границы. Требуется более одного клика.
6. Появится диалоговое окно Создать чертеж . Измените режим на Profile и имя на Profile 1 (или сокращенно Pro 1). Все остальное предустановлено за вас.
7. Включите: Добавить в указатель листа и Открыть модель .
8.Нажмите OK , чтобы создать листы. Следуйте инструкциям в левом нижнем углу, щелкните левой кнопкой мыши, чтобы определить именованные границы. Может потребоваться несколько щелчков левой кнопкой мыши.
Просмотр планов и профилей
Существует несколько способов просмотра отдельных листов. Нажмите на вкладку «Вид » > В наборе инструментов «Группы просмотра» вы можете выбрать любой из листов. Этот же инструмент также доступен в наборе инструментов Manage View Groups если пристыковать снизу (обычно так и есть).
1. Выберите инструмент View Group для просмотра листов. Каждый лист имеет модель чертежа и модель листа.
Модель чертежа всегда является 2D, является подмножеством 2D или 3D проектной модели и является прямой ссылкой на названную граничную область, она геопространственно верна. Модель чертежа используется для применения аннотаций, размеров и выносок к проекту, например: выноски для таких элементов, как пределы уклона и водосборные бассейны, или размеры для смещения направляющих. Затем модель чертежа ссылается на модель листа. Дополнительные сведения см. в справке MicroStation CONNECT Edition.
Модель чертежа используется для применения аннотаций, размеров и выносок к проекту, например: выноски для таких элементов, как пределы уклона и водосборные бассейны, или размеры для смещения направляющих. Затем модель чертежа ссылается на модель листа. Дополнительные сведения см. в справке MicroStation CONNECT Edition.
Модель листа всегда 2D, служит электронным чертежным листом (печатным листом), обычно имеет ссылки на чертежи и проектные модели, которые масштабируются и позиционируются для создания чертежа, пригодного для печати. Дополнительные сведения см. в справке MicroStation CONNECT Edition.
2. Откройте и просмотрите модель листа для плана 1, выбрав Plan 1 [Sheet] Views, а затем выберите Apply .
СОВЕТ : Вы также можете дважды щелкнуть любую модель в списке, чтобы открыть ее.
Откроется модель листа для плана 1. Обратите внимание, что ячейка границы размещена на оси 0,0, на названную форму границы и все модели проекта ссылаются. Номер проекта, описание и название города будут автоматически заполнены из ПОДКЛЮЧЕННОГО проекта, название чертежа будет заполнено текстом, введенным в поле описания модели. Для получения более подробной информации см. Раздел 1 – Введение – ИНТЕГРАЦИЯ ГРАНИЦЫ КОНТРАКТА.
Номер проекта, описание и название города будут автоматически заполнены из ПОДКЛЮЧЕННОГО проекта, название чертежа будет заполнено текстом, введенным в поле описания модели. Для получения более подробной информации см. Раздел 1 – Введение – ИНТЕГРАЦИЯ ГРАНИЦЫ КОНТРАКТА.
3. Откройте и просмотрите модель чертежа для Плана 1, выбрав Виды Плана 1 из списка, а затем выбрав Применить .
Откроется чертежная модель плана 1. Обратите внимание, что фигура «Именованная граница» имеет ссылку, линия метки совпадения и выноска также добавлены в модель чертежа, и модель является геопространственно корректной. Аннотации вида в плане должны быть сделаны в модели чертежа.
4. Просмотрите оставшиеся модели листов, выполнив те же шаги, что и выше. Ознакомьтесь с тем, как перемещаться между различными моделями чертежей и листов.
Просмотр именованных границ
1. Снова выберите представление Мультимодель.
Снова выберите представление Мультимодель.
2. Откройте диалоговое окно Чертежная продукция > Именованные границы > Именованные границы .
3. В поле Именованные границы разверните Группы планов . Существует группа планов для листов плана, названная во время создания, например: SR 14. Имя группы и отдельные именованные границы берутся из значений, определенных в диалоговом окне «Именованная граница места». Расширение Связанные группы профилей показывает связь с группой профилей: пример SR 14, которая также называется группой плана.
4. Щелкнув по отдельному плану, названная граница будет выделена на виде 1.
5. Развернуть Группы профилей .Существует группа профилей для просмотра границ отдельных профилей для листов профилей, названных во время создание, пример: SR 14.
Настройка макета листа
Окончательные корректировки макетов листов можно внести в справочных приложениях.
1. Используйте инструмент View Group для выбора модели Plan [Sheet] Views, например: Plan 2 [Sheet] Views.
2. Выберите Главная > Основной > Инструменты прикрепления > Ссылки . В диалоговом окне «Ссылки» выберите первое вложение, это модель чертежа в плане, например: (логический) план 2-1, HW_CP_5678_5678_PlanPro_SR_14.
3. Нажмите на команду « Переместить ссылку » для активации, затем нажмите на Именованную границу, это активирует названную границу со всеми ссылками (должны быть выделены) и «прикрепленными» к курсору, переместите все для лучшего соответствия контуру листа.
4. Щелкните левой кнопкой мыши , чтобы принять новое опорное местоположение.
Помните, что листы являются ссылками на соответствующий план, профиль или пространство поперечного сечения. Любые элементы, видимые на исходном чертеже, автоматически появятся на листах.
Настройка именованных границ профиля
При необходимости можно отрегулировать вертикальное положение именованной границы профиля. Откройте мультимодальные представления.
1. Выберите Чертежная продукция > Именованные границы > Именованная граница > Настроить именованную границу профиля.
2. Щелкните левой кнопкой мыши в окне просмотра профиля (пример: Вид 2).
3. Щелкните левой кнопкой мыши на одной из именованных границ профиля . Граница имени перемещается вертикально вместе с курсором, что позволяет настроить точное положение границы. Обратите внимание, что граница перемещается с шагом, определяемым высотой; Базовое расстояние, в этом примере 10’. Интервал отсчета высоты был одним из параметров, которые можно было установить при создании именованных границ.
Удаление листов
Иногда необходимо удалить листы. Лист состоит из нескольких частей.
Лист состоит из нескольких частей.
- Именованная граница, которая определяет границы того, что показано на плане или профиле.
- Модели чертежей для аннотаций и размеров.
- Листовые модели с электронными чертежными листами.
Чтобы полностью удалить лист, необходимо удалить их все.
СОВЕТ : Когда возникает необходимость удалить листы в зависимости от количества листов в вашем проекте, может быть проще создать новую проектную модель и начать все сначала и удалить только из указателя листов. Это связано с тем, что обычно план с именем «граница» связан с профилем с именем «граница», и профили также необходимо удалить.
3. Выберите Главная > Основные > Модели . Выберите все модели чертежей и листов для видов в плане и профиле; пример План 1 и 2 [Лист] и План 1 и 2, Профиль 1 и 2 [Лист] и Профиль 1 и 2. Нажмите Удалить модель(и) . УВЕДОМЛЕНИЕ. При необходимости листовые модели также удаляются из списка листов. Закройте диалоговое окно «Модели».
При необходимости листовые модели также удаляются из списка листов. Закройте диалоговое окно «Модели».
4. Удалить Именованные границы для листов планов и листов профилей. Откройте Чертежная продукция > Именованные границы Диалоговое окно Именованные границы .
5. Разверните разделы Группы планов и профилей . Выберите группу планов, например SR 14. быть удалены. Нажмите «Да». Каждая граница будет удалена.
Создать увеличенную деталь
В этом видеоролике показано, как разместить деталь в масштабе 20 на существующем листе в масштабе 40.
Метки размещения (аннотации)
В состав OpenRoads Designer входит инструмент MicroStation Place Label, который может считывать данные объектов гражданского строительства, такие как информация о кривых для дуг, названия трасс, пеленги, пикеты, северное и восточное расположение и смещения . Метки связаны с элементами и могут обновляться и перемещаться по мере изменения ссылочного элемента. Элементы ссылки могут быть расположены в активном файле или в ссылке. Инструмент Place Label также используется для обозначения элементов проезжей части.
Метки связаны с элементами и могут обновляться и перемещаться по мере изменения ссылочного элемента. Элементы ссылки могут быть расположены в активном файле или в ссылке. Инструмент Place Label также используется для обозначения элементов проезжей части.
Есть четыре термина, с которыми вам следует ознакомиться при размещении и редактировании меток.
- Стиль текста = формат текста, такой как шрифт, размер шрифта, интервал, выравнивание и т. д.
- Размерный стиль = формат размеров, таких как стрелка-ограничитель, линии выноски, ориентация текста, символы (цвет, стиль линии и вес размерных и выносных линий и разделителей).
- Text Favorite = Интеллектуальная многоразовая этикетка, состоящая из текста и полей.
- Поле = Ссылка или указатель на информацию об объекте. Это может быть информация об объекте гражданского строительства, такая как дельта кривой, координаты кривой PI, имя трассы, значения станции или общая информация MicroStation, такая как имя уровня, цвет, вес.

Метки могут быть размещены для объектов плана, профиля и поперечного сечения.
- Метки видов в плане можно размещать в моделях Design или Drawing, но не в моделях Sheet.
- Этикетки , которые необходимо повернуть к листу, должны быть созданы в Чертежной модели.
- Общие метки , которые не относятся к конкретному листу и вращение которых не имеет значения, могут быть размещены в расчетной модели и привязаны ко всем листам, например: горизонтальное выравнивание, пикетирование и данные кривой.
- Метки профилей и поперечных сечений должны быть размещены в чертежных моделях.
В нижней части панели инструментов «Разместить заметку» или «Разместить метку» есть три значка, которые определяют, как ведет себя метка при изменении масштаба чертежа или при изменении элемента, на который указывает ссылка.
- Блокировка аннотаций — этикетки, созданные с включенной этой опцией, будут масштабироваться при настройке масштаба аннотаций.

- Привязка к элементу — этикетки, созданные с включенной этой опцией, но с отключенной опцией Относительная привязка к элементу, останутся на своем месте размещения при изменении опорного элемента. Перемещается только линия лидера.
- Относительная связь с элементом — метки, созданные с включенной этой опцией, останутся в своем относительном расположении по отношению к элементу ссылки при изменении этого элемента ссылки.
Надписи, созданные в OpenRoads, состоят из трех частей (выноска, текст и опорная точка). Метки, созданные в MicroStation, состоят только из первых двух частей.
- Выноска — необязательная линия и стрелка, соединяющая текст и опорную точку.
- Текст — Содержимое этикетки, состоящее из текста, текстовых полей и графики.
- Точка привязки — Точка, которая используется для вычисления значений в полях.
Этот модуль охватывает некоторые инструменты для маркировки, но не все. Для получения более подробных описаний и инструкций перейдите в меню помощи Bentley ORD. Это было автоматизировано, маркировка/аннотация будет находиться в файле проекта (файл выравнивания dgn) и обычно выполняется после создания выравнивания. См. том 3 CTDOT CONNECT DDE — Моделирование проезжей части ORD — Модуль 2 — Создание трасс.
Для получения более подробных описаний и инструкций перейдите в меню помощи Bentley ORD. Это было автоматизировано, маркировка/аннотация будет находиться в файле проекта (файл выравнивания dgn) и обычно выполняется после создания выравнивания. См. том 3 CTDOT CONNECT DDE — Моделирование проезжей части ORD — Модуль 2 — Создание трасс.
Метка – Профиль (вертикальное выравнивание)
Аннотация Профиль (вертикальное выравнивание) была автоматизирована для отображения:
- Пикетирование и отметки на метках сетки
- Станции и эстакады для PVC, PVI и PVT
- Длина вертикальных кривых с коэффициентом К и расстоянием до остановки
- Наклон касательных секций
Аннотация будет находиться в моделях чертежей профилей (пример: виды профиля 1 и виды профиля 2 для плана и файла проекта профиля HW_CP_5678_5678_PlanPro_SR_14.dgn).
CTDOT Инструменты аннотации
Рабочее пространство CT_CONNECT_DDE было настроено для упрощения аннотирования листов плана, корректировки и дополнения добавляются периодически.
Выберите рабочий процесс CTDOT и щелкните вкладку CTDOT. Здесь настройки инструментов для каждой дисциплины и для разных тематик, здесь мы обсудим инструменты аннотации.
Эти инструменты аннотации были настроены с соответствующими атрибутами (уровень, цвет, стиль линии, стиль текста, размерный стиль), они не должны изменяться пользователем.
Обозначьте начало проекта, конец проекта и предел строительства
1. Выберите Виды в плане (пример Виды в плане 1) – Модель чертежа. Выберите рабочий процесс CTDOT и вкладку CTDOT .
2. Нажмите на инструмент Начать ограничения проекта . Откроется панель инструментов «Разместить заметку», и должно открыться окно «Текстовый редактор». В редакторе введите номер проекта F.A.P. номер, центральная станция, северные и восточные координаты.
Пример: НАЧАТЬ ПРОЕКТ №. 5678-5678
5678-5678
Ф.А.П. НЕТ. NH78(123)
КЛ СТАН. 100+40.00
N 671 403.048
E 993 511.112
3. Следуйте инструкциям. Разместить примечание > Определить начальную точку > привязать к началу, связать точку > привязать к следующей точке, > определить следующую точку или <сбросить> для завершения . Разместите выноску и текст так, чтобы они поместились на листе.
4. Выберите Представления профиля (пример: Представления профиля 1) и повторите предыдущие шаги, чтобы отметить начало и конец проекта.
Пример: НАЧАТЬ ПРОЕКТ №. 5678-5678
Ф.А.П. НЕТ. NH78(123)
КЛ СТАН. 100+40,00
N 671 403.048
E 993 511.112
Метка — Поместите вызовы
1. Выберите виды 9000 (пример 10010. .Выберите рабочий процесс CTDOT и вкладку CTDOT . Нажмите на инструмент Call Out .
Нажмите на инструмент Call Out .
2. Нажмите на инструмент Label (Вес 2) или любой другой инструмент Label: Вес 0) . Откроется панель инструментов «Разместить заметку», и должно открыться окно «Текстовый редактор». В редакторе введите метку для элемента.
Пример: “ ПРИБЛ. ПРЕДЕЛЫ УКЛОНА ” . Разница веса 2 или 0 является весом линии выноски. Вес выбирается в зависимости от сложности вызовов.
3. Следуйте инструкциям. Разместить заметку > Определить начальную точку > привязать к началу, связать точку > привязать к следующей точке, > определить следующую точку или <Сброс> для завершения . Разместите выноску и текст так, чтобы они поместились на листе.
Примечания
Примечания обычно размещаются на листе модели . Примечания используются для передачи такой информации, как полоса отвода, общие примечания по строительству, примечания по дренажу и последовательность строительства. Доступно несколько инструментов Note.
Доступно несколько инструментов Note.
Заголовок — используется для заголовка детализированной детали или в качестве метки для последовательностей построения на одном листе.
Общие примечания , Общие примечания Малые и Общие примечания Жировки — используются для примечаний, относящихся к проекту, Пример: все маркировки дороги для защиты во время строительства.
Существующий Текст — предназначен для маркировки существующего элемента, например, почтового ящика.
Линия спички и Метка совпадения — используются для обозначения и комментирования метки совпадения между двумя листами. Это выполняется автоматически при использовании инструмента создания планов и профилей.
Детальное увеличение — устанавливает атрибуты увеличенного круга или прямоугольника.
Инструмент «Разместить таблицу» — используется для размещения таблицы для общих заметок. Он отформатирован и может быть заполнен; более подробное описание с использованием таблиц см. в справке Bentley — Place Table.
1. Выберите команду Разместить стол . В наборе инструментов «Разместить таблицу» выберите первый значок.
2. Нажмите на Исходное значение: найдите таблицу для Общие примечания , выберите необходимое количество строк и столбцов (при необходимости это можно изменить позже). Теперь таблица будет видна на курсоре, размещайте таблицу на листе так, как нужно.
3. Для добавления/заполнения таблицы выберите Аннотировать и выберите инструмент Редактировать текст . ПРИМЕЧАНИЕ . Избегайте использования инструмента «Выбор элемента» для редактирования таблицы, так как это заблокирует файл.
ПРИМЕЧАНИЕ . Избегайте использования инструмента «Выбор элемента» для редактирования таблицы, так как это заблокирует файл.
СОВЕТ : Для лучшего просмотра текстового редактора пользовательские настройки были изменены в параметрах просмотра: черный фон -> белый.
Профилирование листового металла — Steeltec
Профилирование листового металла
STEELTEC – это компания, которая является лидером в Сербии по производству и реализации холодногнутых профилей из оцинкованного стального листа.
Благодаря успешной бизнес-стратегии и инвестициям в качество продукции Steeltec поставляет дистрибьюторам и потребителям профилей надежный партнер.
Ассортимент Steeltec включает в себя профили для гипсокартона, используемые для подвесных потолков и перегородок, а также арматуру для профилей из ПВХ, которые изготавливаются из оцинкованного стального листа.
ПРОИЗВОДСТВЕННЫЙ АССОРТИМЕНТ ПРОФИЛЕЙ ДЛЯ СУХОГО СТРОИТЕЛЬСТВА
ЕЩЕ
ПРОИЗВОДСТВО УГЛОВЫХ ШТУКАТУРОК
БОЛЕЕ
ПРОИЗВОДСТВО АРМАТУРЫ ДЛЯ СТОЛЯРНЫХ ИЗДЕЛИЙ ИЗ ПВХ
ПОДРОБНЕЕ
ПРОДАЖА ЛИСТОВОГО МЕТАЛЛА:
- Оцинкованный
- стр.

- Холоднокатаный
- Нержавеющая сталь
- Алюминий
Компания импортирует и распространяет листы всемирно известных производителей из Турции, Италии, Македонии, Германии:
Оцинкованные стальные листы (качество DX51-DX54, толщина 0,35 мм- 2 мм. После цинкования 100-275 г/м2)
Окрашенные (пластифицированные) листы (Ral 5010, 3009, 8019, 6005)
- Алюминиевые листы
- Холоднокатаный
- Листы из нержавеющей стали
СЕРВИСНАЯ ДЕЯТЕЛЬНОСТЬ
Выпрямление и резка листов до 3 мм
Типы:
- Алюминий до 6 мм
- Сталь до 5 мм
- Нержавеющая сталь до 4 мм
Максимальная ширина рулона 1500 мм
ПРОФИЛЬНЫЕ ПРОФИЛИ ДЛЯ СУХОГО СТРОИТЕЛЬСТВА
| Название профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
CD 60 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 12 ком/ручная упаковка 180 ком/авто упаковка |
ПРОФИЛЬ CD-60 : Профиль из оцинкованной стали, размеры 60x27x60 мм Для подвесных потолков, для устройства чердаков и тонких стеновых покрытий. Его можно расположить крест-накрест в двух плоскостях, либо в одной плоскости. Правила EN 14195
Его можно расположить крест-накрест в двух плоскостях, либо в одной плоскости. Правила EN 14195
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
КВ 50 | 2600 мм 2750 мм 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
КВ 75 | 2600 мм 2750 мм 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
КВ 100 | 2600 мм 2750 мм 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 80 ком/авто упаковка |
ПРОФИЛЬ CW-50, 75 и 100 мм: Вертикальный настенный профиль для стен из гипсокартона. Он размещается в предварительно уложенных профилях UW.
Он размещается в предварительно уложенных профилях UW.
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
УД 28 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 60 ком/ручная упаковка 288 ком/авто упаковка |
ПРОФИЛЬ UD-28 : Профиль из оцинкованной стали, Для подвесных потолков, устройства чердаков и тонких стеновых покрытий. Профиль UD следует крепить через каждые 80 см, в зависимости от материала стены, дюбелем с ударным клином (бетон, кирпич) или саморезом (например, теплоизолированные стальные панели).
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
ВВ 50 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
ВВ 75 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
| Имя профиля | Чертеж профиля | Длина | Тикнесс | Упаковка | Продукт |
ВВ 100 | 3000 мм 4000 мм | 0,40 мм 0,45 мм 0,50 мм 0,55 мм 0,60 мм | 8 ком/ручная упаковка 120 ком/авто упаковка |
ПРОФИЛЬ UW-50, 75 и 100 мм: Горизонтальные пристенные профили для соединения стен из гипсокартона с полом, потолком или горизонтальные пристенные профили для перекрытия дверных проемов. На стыки с полом, потолком или другой конструкцией устанавливается самоклеящаяся губчатая лента для снижения вибрации. Профиль UW крепится к основанию дюбелями с ударным клином через каждые 80 см
На стыки с полом, потолком или другой конструкцией устанавливается самоклеящаяся губчатая лента для снижения вибрации. Профиль UW крепится к основанию дюбелями с ударным клином через каждые 80 см
ПРОИЗВОДСТВО УГЛОВЫХ ШТУКАТУРОК
В нашем ассортименте также есть угловой багет для машинной штукатурки, который используется для оформления внутренних углов, а также для защитить и укрепить края и углы от разного рода повреждений и трещин, чтобы стены были идеально ровными.
ПРОИЗВОДСТВО АРМАТУРЫ ДЛЯ СТОЛЯРНЫХ ИЗДЕЛИЙ ИЗ ПВХ
Арматура для столярных изделий из ПВХ изготавливается из оцинкованного листового металла толщиной до 2 мм.
Способ изготовления арматуры для столярных изделий из ПВХ – холодное формование, которое осуществляется на линиях профилирования. Благодаря этой процедуре достигается отличная прочность выходного профиля, а поверхность материала не имеет видимых следов формообразования.
Производственный процесс также обеспечивает высокую точность размеров, формы и геометрии по всей длине.
После прокатки арматура для столярных изделий из ПВХ нарезается на необходимую длину и упаковывается в пакеты.
СОПУТСТВУЮЩЕЕ ОБОРУДОВАНИЕ ДЛЯ СУХОГО СТРОИТЕЛЬСТВА
СОЕДИНИТЕЛЬНЫЙ ДЕТАЛЬ ДЛЯ CD
Применение: используется для продольного удлинения профилей CD
Установка: Профили CD следует натянуть на элементы до середины, затем закрепить винтами.
ПОПЕРЕЧНАЯ СЦЕПЛЕНИЕ ДЛЯ CD
Применение: используется для соединения профилей CD, пересекающихся друг над другом, с подвесными потолками, при нормальной нагрузке
БЫСТРЫЙ ВЫПУСК ДЛЯ CD
Применение: используется для крепления профилей CD подвесных потолков при расстоянии между антресольной конструкцией и потолком более 15 см. 15 кг/шт. (например, 1 слой гипсокартона 12,5 мм + стекловата 10 см.)
УГЛОВОЙ АНКЕР CD
Применение: используется для крепления профилей CD подвесных потолков под деревянной антресольной конструкцией при небольшой монтажной высоте
ПРОВОД
Применение: служит держателем подвесного потолка, с предохранительным подвесом и пружиной. С помощью пружины конструкцию подвесного потолка можно выровнять …
ПЕТЛЯ СТРОПИЛЬНАЯ
Применение: применяется для крепления кронштейнов из реек CD-профиля к подвесным потолкам, устройству мансард и тонкостенных покрытий, если к конструкции не предъявляются акустические требования и монтажное расстояние менее 15 см
Полый профиль ПП экструзионная линия экструзионная машина для производства пластиковых листов (предложение № 119745)
Экструзионная линия для производства полых профилей из полипропилена Экструзионная машина для производства пластиковых листов
Основные части экструзионной машины для производства полых профилей из полипропилена
1. Одношнековый экструдер
2. Быстросменная фильтрующая сетка гидравлического давления
3. Умереть
4. Калибровочная таблица
5. Первая тяговая единица
6. Духовка
7. Охлаждающая станция
8. Второй тяговый блок
9.Режущий блок
10.Шкаф автоматического управления
11.Стековая таблица
12. Шнековый погрузчик
Технологический процесс экструзионной машины для производства полых профилей из полипропилена
Подача → экструзия → сменное сито → штамп → калибратор → первая вытяжка → печь для термообработки → охлаждение → вторая вытяжка → резка → штабелирование
Ключевые части
1. Экструдер
Специально разработанный шнек экструдера и усовершенствованная система контроля температуры сохраняют пластические свойства поликарбонатной смолы, обеспечивая при этом эффективность экструзии. Высокая энергоэффективность является основным преимуществом этого листового экструдера из поликарбоната. Двигатель экструдера потребляет на 20% меньше энергии, чем аналогичный двигатель наших конкурентов.
2. Экструзионная головка
Кромка экструзионной головки из высококачественного сплава и дроссельная планка обеспечивают равномерный перепад давления от входного отверстия головки до кромки головки. Точно обработанная матрица обеспечивает хорошее качество готового экструдированного листа.
3. Вакуумная калибровочная таблица
Система термической конвекции калибровочного стола имеет перекрестное расположение, которое обеспечивает эффективное охлаждение потока горячей поликарбонатной смолы, а конечный экструдат приобретает желаемую форму и точные размеры. Что касается процесса формирования формы, наше оборудование для экструзии многостенных листов позволяет быстро формировать форму путем проклейки и охлаждения без использования холодной воды. Это помогает экономить энергию и повышает эффективность.
4. Сухой вакуумный калибратор
Вакуумный калибратор состоит из 2 независимых подсистем, оснащенных множеством замкнутых вакуумных каналов.
5. Электрическая система управления
Программируемое логическое управление обеспечивает точные параметры процесса экструзии и оптимизированные рабочие характеристики.
Преимущества экструзионной машины для производства полых профилей из полипропилена
1. Требуемая высокая эффективность производства
2. Гибкость производства (контролируемая толщина и ширина листа, например, вы можете производить листы толщиной 2-6 мм с помощью одной и той же пресс-формы или машины)
3. Надежность и стабильность
4. Отличная адаптируемость к различному сырью и снижение производственных затрат более чем на 30%.
5. Разнообразие размеров и форм готовых изделий.
Применение полого сетчатого листа из полипропилена
Пластиковый полый лист, Пластиковый рифленый лист, Антистатический пластиковый гофрированный лист, Пластиковый полый лист для защиты дна электрики, Полипропиленовый полый лист обшивки, Полиэтиленовый полый лист, Пластиковый рекламный щит, Пластиковый гофрированный лист для поддонов для бутылок, Полипропиленовый лист коропласт, Полипропиленовый картон лист, лист PP correx, Гофрированный картон из ПП с уплотнением кромок, Оборотная коробка из ПП для упаковки, Гофрированная упаковочная коробка из ПП для экспорта овощей, Оборотная упаковочная коробка из ПП для спаржи, Складная упаковочная коробка из ПП для винограда, Пластиковая огнестойкая упаковочная коробка, Упаковка из ПП коробка для пестицидов, полипропиленовый полый лист для холодильника и другие полые листовые изделия из полипропилена.
Ведущим продуктом компании являются «полные наборы серий и пресс-форм для производства полых профильных листов», в зависимости от разницы в толщине, ширине, структуре, форме, пластиковые материалы, используемые в производстве, имеют разные классификации:
1. В зависимости от ширины продукта: у нас есть 1400 мм, 1800 мм, 2300 мм, 2400 мм, 2600 мм, 2800 единиц
2. В зависимости от толщины продукта: у нас есть 2-6 мм, 6-12 мм, 12-18 мм
3. В соответствии со структурой продукта: у нас есть лист с двойными стенками, лист с тремя стенками, лист с четырьмя стенками,
4. В зависимости от формы продукта: у нас есть обычный тип I, тип S, тип V, тип X, тип 米 и т. д.
5. Используйте пластиковое сырье в соответствии с продуктами: у нас есть ПП, ПЭ, ПК.
Кроме того, существует также ряд продуктов, таких как тонкие листовые и полые пленки для теплиц и т. д.
Экструзионная линия для производства полых профилей из полипропилена 1000# Экструзионная машина для производства пластиковых листов
2000# экструзионная линия для производства полых профилей из полипропилена, экструзионная машина для производства пластиковых листов
Экструзионная линия для производства полых профилей из полипропилена 3000# Экструзионная машина для производства пластиковых листов
Экструзионная линия для производства полых профилей из полипропилена 4000# Экструзионная машина для производства пластиковых листов
Экструзионная линия для производства полых профилей из полипропилена 5000# Экструзионная машина для производства пластиковых листов
Экструзионная линия для производства полых профилей из полипропилена 6000# Экструзионная машина для производства пластиковых листов
Экструзионная линия для производства полых профилей из полипропилена 7000# Экструзионная машина для производства пластиковых листов
Plastech не несет ответственности за содержание предложений. Единственным его владельцем является пользователь, опубликовавший его на Plastech.
▷ Машина для производства кровельных листов
Профилегибочная машина для кровельных листов
У нас есть Машина для производства кровельных листов . Металлические кровельные листы — доступный вариант, способный выдерживать высокие температуры. Для этой цели компания LOTOS предлагает вам машину для производства кровельных листов и машину для производства кровельных панелей. Кроме того, кровля из рулонного металла легче, чем крыша из бетона или глиняной черепицы, более долговечна, чем крыша из битумной черепицы, и с ней проще обращаться, чем с долговечной металлической черепицей. кроме того, это лучшая надежная и доступная кровельная система на рынке в широком диапазоне дизайнов и стилей. более того, черепица теперь может имитировать другие кровельные материалы, такие как битумная черепица и шифер, однако металлический вид часто ставит под угрозу подлинность этих исполнений и общий дизайн.
Между тем, наша ▷ Машина для производства кровельных листов | Rolled Metal Roofing 2022 ◁ предлагает широкий спектр решений для архитекторов и проектировщиков зданий, которые ищут дифференцированное применение для фасадов и металлических кровель. Наконец, свяжитесь с нами, чтобы получить дополнительную информацию о нашей профилегибочной машине. по правде говоря, мы предлагаем вам выдающийся ассортимент машин для изготовления металлической кровли.
Поэтому группа LOTOSFORMING представляет вам все виды кровельных листов и стеновых панелей. Вы можете посмотреть следующие видеоролики и узнать обо всех панелях черепицы и стеновых панелях, включая:
- r panel profile
- u panel profile
- TUFF-RIB PANEL profile
- Box Rib PANEL profile
- AG metal PANEL profile
- Corrugated PANEL profile
- STANDING SEAM METAL ROOFS profile
- batten style panel profile
- ГЛАЗИРОВАННАЯ ПЛИТКА, профиль
- Стеновые панели Belvedere Plenum
- Панели Grand V / Grand C
- ПРОФИЛЬНАЯ ПАНЕЛЬ СТЕНЫ
Знаете ли вы о типах кровельных листов?
Щелкните здесь
Машина для изготовления черепицы
youtube.com/embed/f_zCUrP-SMo?start=320&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Типы металлических кровельных панелей
Машина для изготовления металлической кровли
В заключение, LOTOS предлагает широкий ассортимент машин для производства оцинкованной черепицы. Точно так же эти листы идеально подходят для облицовки боков и вплоть до крупных промышленных и сельскохозяйственных зданий. они также используются для конфиденциальности и дополнительной безопасности. поэтому лист для обшивки стен из гофрированной стали является наиболее прочным профилем с нестандартным внешним видом, подходящим для природоохранных зон. Облицовочный лист Гофрированный идеально подходит для боковой облицовки стен, таких как амбары, фермы, складские помещения и т. д. Конечно, вот наиболее распространенные типы металлических кровельных листов, которые могут быть изготовлены на наших машинах, наиболее распространенные типы кровельных листов, включая :
- Металлическая крыша плитка
- Стоящая шва металлические крыши
- Стальные крыши
- Листовый металлический ролик
- СВОРКА.
Машина для производства трапециевидных листов
Аналогично, трапециевидные листы с цветным покрытием используются в строительной отрасли во всем мире из-за коррозионной стойкости, красивого внешнего вида и долговечности. Таким образом, черепица из трапециевидного листа широко используется для строительства стальных конструкций, проектов стальных конструкций. и системы сдерживания. Установка трапециевидных профилей дает вам простой и эффективный способ облицовки крыши и стен. Фактически, LOTOS может производить различные высококачественные машины для производства трапециевидных кровельных листов в соответствии с вашими требованиями с различной толщиной листа, площадями поперечного сечения и моментами инерция – Нагрузки.

Профилегибочная машина для панелей из нержавеющей стали
Кроме того, панели из нержавеющей стали широко используются в стеновых панелях и черепице, поэтому они могут быть модернизированы в соответствии со спецификацией, предоставленной заказчиком. следовательно, машина для изготовления кровельных листов из нержавеющей стали изготавливается с хромированным роликом для формирования стального листа на любой крыше и стеновой панели путем формирования между верхним роликом и нижним роликом. Профилегибочная машина LOTOS может формовать все виды нержавеющей стали.
Профилегибочная машина для листового проката IBR
Кровельный лист IBR предназначен для использования в качестве боковой облицовки или кровельного материала в коммерческих, промышленных и жилых зданиях. Название IBR происходит от «Inverted Box Rib» и стало нарицательным в строительной отрасли Южной Африки. конечно, кровельные листы IBR доступны в широком диапазоне цветов и материалов, демонстрирующих различные структурные свойства.
Крыша IBR — это альтернатива цинковой черепице, которую можно быстро и просто установить. однако он доступен из различных металлов, включая сталь и алюминий, что упрощает его установку.Существует 2 различных листовых профиля IBR, профиль IBR 686 и профиль IBR 890, которые широко используются в качестве стальных кровельных листов или боковой облицовки в Южной Африке. тем не менее, стандартный листовой профиль 686 IBR является более популярным оборудованием по сравнению с другими машинами для профилирования металлических кровельных листов в Южной Африке.
Профилегибочная машина для двухмодульных панелей Umbrella® Panels
Таким образом, особенностью продукции Umbrella Double-modular и Classic Umbrella Metal tile является повышенная жесткость и устойчивость. Глубина волны 24 мм и высота сгиба 20 мм позволяют значительно увеличить поперечную и продольную жесткость.
Classic Umbrella® Станок для производства панелей из металлической черепицы
Другими словами, эти функции необходимы при транспортировке, сборке и перемещении черепицы на крыше, что помогает избежать случайного изгиба или деформации.
в этом виде кровельных листов защита от коррозии длится 30 лет, а сохранение цвета гарантируется в течение 15 лет.Машина для производства изоляционных панелей крыши
Эта машина для производства изоляционных панелей крыши очень популярна на корейском рынке. Эта машина для производства кровельных листов производит металлический лист, ламинированный пеной EPE, пеной XPE или пеной EVA. эта пена заставляет эту панель изолировать. Теплоизоляционные кровельные панели обеспечивают уникальную энергоэффективность. Утепленные кровельные панели состоят из металлических панелей со стальной обшивкой и слоем изолирующей пены.
Различные типы кровельных материалов:
- Солнечная черепица
Солнечная крыша будет предлагаться в четырех вариантах: тосканская стеклянная плитка и сланцевая стеклянная плитка, текстурированная стеклянная плитка и гладкая стеклянная плитка.
- Битумная черепица
Асфальтовая черепица является наиболее распространенным материалом для черепицы, используемым в домах.
Кроме того, они предназначены для защиты дома в течение десятилетий от атмосферных воздействий с минимальным обслуживанием и доступны в сотнях цветов и стилей.- Металлическая кровля
Металлическая кровля может снизить потребление энергии, обеспечивая экономию средств и немедленную окупаемость ваших инвестиций.
- Stone-coated steel
- Slate
- Rubber slate
- Clay and concrete tiles
- Green roofs
- Built-up roofing
Metal Roofing Machine
That is to say, LOTOSFORMING is one of the leading Roofing Производители машин для производства кровли и облицовки стен в Китае, специализирующиеся на проектировании, производят профилегибочные машины и машины для производства гофрированных кровельных листов.
- Резюме Профилегибочная машина
- Материал: оцинкованная рулонная и цветная сталь в рулонах
- Толщина материала: 0,3-0,8 мм мин.
- Ширина подачи: 1000 мм/1250 мм
- Основные детали Формовочная машина для черепицы
- Ручной разматыватель
- Устройство ручной подачи
- 4
- 4
- 4
- 4
- 4
- 40014
- Roll Forming System
- Hydraulic Cutting unit
- Control system
- Output table
Machine to Make Metal Roofing Decoiler Decoiler Type Ручной Грузоподъемность 5 тонн Невосприимчивость к расширению
Система формирования рулона с блоком панели подачи Диаметр оси 75MM Образующаяся станция 18 Группы . и закаленный Материал ролика Сталь 45# первого сорта, с твердым хромовым покрытием,
нагретый и закаленный
Скорость формовки 10-15 м/мин Привод типа 1 ”цепь передачи Размер цепи Япония CHOHO 100# СТАРИНА СТАРИЯ 71017 . .1038 Hydraulic pump power 4 KW Hydraulic pressure 12Mpa Hydraulic Blade &cutter material
Cr12, quenching process 58-62 Cutting length tolerance 10m±2mm Электрическая система Система ПЛК 7 7 Panasonic 0 Япония1038 Length Controller Encoder Japan KOYO Operation MGCS Touch Screen Inverter Japan YASKAWA Voltage 380V/50Hz/3P How to make Roof Листы?
В заключение, кровельная листовая черепица производится на машине для изготовления кровельных листов и используется для металлической черепицы для домов, листов IBR, кровельных листов с цветным покрытием для рынков и т.
Д. Поэтому вы можете связаться с LOTOSFORMING, который имеет более 15 — многолетний опыт работы на машине для производства черепицы и производства более 300 различных сечений. следовательно, в соответствии с областью клиента и использованием, LOTOSFORMING производит машины для формовки металлической кровли с нормальной и высокой скоростью. кроме того, машинам для изготовления металлической кровли требуется более 600 предпочтительных роликов и около 30-60 валов, чтобы выбрать завод по производству металлических кровельных листов. мы должны проверить мощность мастерской и возможности оборудования, а Roll Forming получить опыт, во-первых, для производства листопрофилегибочной машины IBR на весь срок службы.Лучшие типы материалов для металлической черепицы:
- Во-первых, железо является относительно доступным для кровельной черепицы, одним из основных типов железных металлических крыш является гофрированное оцинкованное железо. иногда железные панели покрывают сталью для повышения прочности.
- во-вторых, нержавеющая сталь, пожалуй, самый распространенный металлический кровельный материал. По сравнению с другими кровельными материалами нержавеющая сталь доступна по цене. Сталь очень прочная и устойчивая, но подвержена коррозии, поэтому обычно покрывается специальной металлической кровельной краской и покрытиями. Существует большое разнообразие цветов нержавеющей стали, которые подходят для дома.
- после этого, Оцинкованная сталь, изготовленная из стали, покрытой цинком, Аналогично, оцинкованная сталь, покрытая алюминием. стены этих крыш более устойчивы к коррозии, долговечны и прочны.
Высокоскоростная машина для производства черепицы
Кроме того, Lotosforming может спроектировать и произвести несколько типов машин для формовки черепицы. Это может формировать и производить листы PPGI и GI с разной скоростью. Кроме того, мы являемся профессионалами в производстве машин для производства черепицы с коробкой передач и высококачественным конечным листом точной длины.
Наша высокоскоростная машина для производства черепицы работает с серводвигателем, чтобы уменьшить допуск и увеличить скорость. Мы можем спроектировать машину для формования черепицы в соответствии с вашим чертежом и формой резки., однако, наши штамповочные формы будут разработаны профессиональным инженером, пройдут несколько этапов изготовления, таких как резка проволоки, закалка, обработка поверхности и окончательная термообработка, для достижения окончательной приемлемой формы. наконец, машина для формовки глазурованной черепицы Lotosforming имеет от 15 до 20 инструментальных стендов, чтобы убедиться, что формируемая форма будет стабильной и гладкой.
Подводя итог, часто задаваемые вопросы о машине для изготовления кровельных листов. Мы знаем ваш вопрос и отвечаем на все из них о машинах для производства кровельных листов. Поэтому вы можете получить ответы на эти вопросы в полной мере на нашем канале YouTube. например:
- Как установить ролик и вал в машину для производства кровельных листов?
- Как сделать кровельные листы?
- можно поставить автоматический укладчик в кровельный лист машины?
- Какая трансмиссия применяется на вашем профилегибочном станке для кровельных листов?
- Какой кровельный лист лучше?
- Что такое волнистый кровельный лист?
- Сколько существует видов кровельных листов?
- Профилегибочная машина для однослойных и двухслойных профилей?
Машина для производства черепицы с коробкой передач и машина для производства черепицы с цепной передачей
в конце концов, у нас есть машина для производства черепицы, и у нас есть два типа, в том числе:
- Машина для производства черепицы с коробкой передач
- Машина для производства черепицы с цепной передачей
, так что иногда я должен объяснять вам, клиенты, что наша цена может слишком сильно отличаться от других, или мы просто не можем понять в чем причина, и даже у нас есть какая-то машина немного дешевле, но давайте просто выясним, что именно влияет на цену.
в первом типе, скорость штамповки машины и скорость резки могут достигать от 6 до 8 метров в минуту, и особенно вы можете видеть, что машина приводится в движение коробкой передач, столб — это литой столб. полная линия имеет шкаф управления, гидравлическую насосную станцию и формовочную машину.
Итак, эта машина приводится в движение коробкой передач и литой стойкой.Машина для производства черепицы с цепной передачей
В остальном, вторая линия является нашей традиционной линией, кстати, в этой линии мы использовали гидравлическое обесцвечивание.
таким же образом, это машина для черепицы со стеновой панелью и цепным приводом. это наша традиционная машина по низкой цене. скорость линии этого кровельного листа составляет всего около одного или двух метров, максимум около трех метров в минуту. это большая разница, что означает, что скорость работы слишком сильно отличается. новое поколение (машина для производства кровельных листов с коробкой передач) почти вдвое больше, чем это традиционное (машина для производства черепицы с цепной передачей), а вторичная большая проблема связана с штамповкой и расстоянием резки, это очень большая разница.
и о вождении машины и подставке на складе, это подставка для стеновых панелей. конструкция катка чем-то похожа на конструкцию машины, путь движения и скорость ходьбы будут другими.
если вы покупаете один набор нового поколения, это означает, что у вас есть два набора старого поколения, но на самом деле цена не будет вдвое выше, чем у традиционных. если у вас уже есть старое поколение и в настоящее время вы пытаетесь расширить свой бизнес для большего количества различных шаблонов, и вы хотели бы иметь более высокую производительность и сократить время доставки своим клиентам. так что самое время подумать о нашем новом поколении машины, это действительно хороший момент.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Ваша компания *
Имя *
Электронная почта *
Комментарий или сообщение *
Загрузка файла
Щелкните или перетащите файл в эту область для загрузки.
Если у вас есть какие-либо чертежи, загрузите их здесь:
Рейтинг
Название продукта: Машина для производства кровельных листов
Описание продукта: Машина для производства кровли и стен
Бренд: Lotos
Цена предложения: 24
Валюта: $
Доступность:
. Бизнес по производству гофрированных кровельных листов в Индии 2023 г. — Стоимость, прибыль
Как начать бизнес по производству гофрированных кровельных листов в Индии:
Металлические кровельные листы, которые гофрируются волнами и складками на прокатных станах по ширине и длине, широко используются в качестве стен или крыши заводов, складов, кинотеатров, гаражей, выставочных центров и т. д. в основном пользовались спросом из-за того, что строительный сектор и недвижимость вносили вклад в ВВП Индии
Эти гофрированные кровельные листы в основном являются производным спросом, т.
Е. Спрос на эти кровельные листы определяется и зависит от совершенства его основного конечного пользователя, строительного сектора, который внес исключительный вклад в 2,7 триллиона фунтов стерлингов в ВВП Индии в 2019 финансовом году.Рыночный потенциал:
Эти гофрированные кровельные листы изготовлены из низкоуглеродистой стали, затем оцинкованы, чтобы получить преимущество
а) Устойчивость к коррозии
б) повышенный срок службы.
Эти оцинкованные листы служат в качестве основного материала для различных типов гофрированных листов, таких как кровельные листы с покрытием из ПВХ-пластизоля
В сельскохозяйственных зданиях эти листы используются из-за их длительного срока службы и экономической эффективности.
Промышленные предприятия, такие как фабрики, склады, используют их в качестве крыш и стен из-за их ограниченной ремонтопригодности, то есть один раз в 5-10 лет
Коммерческое использование этих кровельных листов доходит до изготовления крыш и стен в гаражах, веранды, навесы и т.
д. из-за их экономической эффективности в Индии, то есть в диапазоне цен от 250 до 500 квадратных метров.Лицензия, необходимая для бизнеса по производству кровельных листов:
• Заводская лицензия в Индии в соответствии с FA 1948
• Заводское разрешение от местных властей
• Заводская лицензия в соответствии со схемой сертификации продукции Бюро стандартов Индии (BIS)
• ISO 9001: Сертификат 2015 г.
Читайте также:
- Консультации экспертов по гофрокоробам
- Как начать бизнес по производству листов из гипса
Бизнес, требуемый для инвестиций:
Инвестиции Метрики 1. Смпью растения 20 МТ/ день 2. Строительство .
3. Plant and machinery ₹26 lakhs 4. Working capital for 2 months ₹7. 26 crore5. TOTAL CAPITAL INVESTMENT ₹5.56 crores Profits for
Corrugated roof sheets business:
CONTENT PERCENTAGE (%) a) Rate of return 41% B) Разрыв ровная точка 39% Целевые потребители для листа крыши:
. классифицировать следующим образом:
- Промышленные потребители, , которые получают спрос на гофрированные листы из-за характера их производственного процесса, навесы для складов, заводов и т. д. стены/крыши для гаражей, подъездов, навесов и т. д.
- Государственные потребители, сельскохозяйственные лаборатории, здания, которым требуются окрашенные полиэфиром листы в виде гофрированных кровельных листов в качестве навеса для проведения своих процессов.
Raw materials required for Roof Sheet Business
- Steel, metal, aluminium
- Water, power and electricity
- Boilers
- Furnace
- Oils
- Paints
- Coil
- Feeding table
- Подающий конвейер
Необходимая площадь
- Общая площадь земли для предполагаемого завода может варьироваться в пределах 1000 кв.м – 2000 кв.м в Индии
- В дополнение к этому может потребоваться дополнительное пространство для складских и складских целей.
Требуется оборудование
- Машина для формирования рулона/Гофража
- Стоимость покрытия. машина и раскройный станок
- Кран (10 тонн) для погрузки и разгрузки
Технические характеристики
- Ширина рулона на входе: 1220 мм
- Ширина покрытия. : 100 мм
- Ширина поставки. : 1100 ± 10
- Полога: 200 мм
- Высота гребня: 28 мм
Требуется
- Торговля, производство, экспорт и импорт ручной крыши.0014
- Наем этой рабочей силы сопровождается достаточной подготовкой в отношении:
Использование машин, меры по охране труда и технике безопасности, обучение на рабочем месте и вне его, меры по предотвращению несчастных случаев, письменные инструкции, процедуры обращения с оборудованием и т. д.
0
Бизнес-модель состоит из четырех аспектов, которые в нее вносят свой вклад, и в случае бизнеса по производству гофрированных кровельных листов модель выглядит следующим образом:
Ценностное предложение : Уникальная точка продажи и ценность этого бизнеса исходят от
- Характер этих листов: устойчивые к коррозии, водонепроницаемые, легкие и водонепроницаемые
- Постоянный спрос: спрос на кровельные листы также гофрокартон прослужит столько же, сколько будут построены фабрики, склады и подъезды.
Целевая клиентская база : Различия в гофрированных кровельных листах предназначены для разных клиентских баз:
Стальные листы с покрытием: уникальный строительный материал с элементами из цинкового сплава для конструкционных и декоративных зданий знак престижа и пожаробезопасности
- Используется в коммерческих и промышленных помещениях в качестве крыш и стен для заводов, складов, гаражей, навесов и т. д.
Обзор конкурентов :
- Поскольку завод по производству профнастила является частью завода по производству стали, он обслуживает нишу рынка.
- Создание спроса на нишевый продукт связано с конкуренцией с основными нишевыми конкурентами на рынке
- Основными конкурентами на рынке гофрированных кровельных листов в Индии являются Tata Steel, JSW, Bushbury Cradling, Bansal Roofing и т. д.
Маркетинговая стратегия :
Будучи промышленным товаром, его маркетинговая стратегия не требует обширного маркетинга, но ограничивается выделением кровельных листов премиум-качества с низкими эксплуатационными расходами и долговечностью посредством устной рекламы и рекламы в СМИ.
Рост:
- Спрос на гофрированные кровельные листы сильно подпитывается коммерческим и сельскохозяйственным секторами. строительных секторов индийской экономики
- Нынешний вклад строительных секторов в ВВП Индии достигает 2,7 трлн фунтов стерлингов
- Скорее всего, к 2027 году этот показатель увеличится, что приведет к одновременному увеличению спроса на нишу гофрированного кровельного листа. 54,38 %
Заключительные слова
В заключение,
- Производство профнастила для крыш является быстро развивающейся отраслью с повсеместным спросом со стороны потребителей коммерческого, промышленного и сельскохозяйственного секторов
- Несмотря на то, что этот бизнес может потребовать значительных объемов инвестиций, он требует меньше обслуживания и точного размера прибыли, варьирующегося от 60 % до 80 % каждый финансовый год, и достаточной нормы прибыли.
- Наконец, этот бизнес обслуживает нишевую группу потребителей, имеет регулярный спрос и легко устанавливает локальный и глобальный охват.
Производство профилегибочных машин JSR
Машина для производства кровельных листов очень популярна в Индии, формовочная машина для изготовления кровельных листов для ТАТА, JSW; Формовочная машина Ширина подачи 1220 и 1450 мм (только подача сырья разной ширины, нет необходимости менять машину для производства кровельной облицовки разной ширины)
Толщина 0,3–0,8 мм (для производства различной толщины нет необходимости менять машину)
Предел текучести: 235 МПа-550 МПа
Может быть изготовлен продукт любой длины
Резюме:
Поскольку ширина подачи 1450 мм и предел текучести 550 МПа, мы используем сплошной вал большего диаметра 80 мм, который обеспечивает большую поддержку во время формования и может использоваться для многих лет без деформации. Станция с 24 роликами гарантирует точность и гладкость конечного продукта. Эта профилегибочная машина весит около 13 тонн, это означает, что мы используем около 18 тонн сырья для изготовления этой профилегибочной машины.
кроме того, детали профилегибочного станка обрабатываются изысканно, например, один комплект роликов будет обработан за два дня на нашем станке с ЧПУ 12.
И последнее, но не менее важное: система управления Mitsubishi или Siemens гарантирует простоту эксплуатации и стабильность фракций.
Профилегибочные станки перед поставкой, хорошо установленные, многократные испытания до наилучшего состояния. Приглашаем вас протестировать наши машины на нашем заводе. Или мы поможем вам проверить все детали вашей заботы.
Как только профилегибочная машина прибывает на ваш завод, вы подключаете только некоторые провода и трубки в соответствии с нашей инструкцией и видео. Наши техники и инженеры могут помочь вам на вашем заводе, если это необходимо.
Стандартные компоненты профилегибочных машин (рабочая скорость около 15-20 м/мин): 7-тонный ручной разматыватель, формовочная система с последующей обрезкой, гидравлическая станция, контроллер ПЛК, выходной стол без питания
Полностью автоматическая формовочная машина компонент (рабочая скорость до 60 м/мин): гидравлический разматыватель, формовочная система с последующей обрезкой, гидравлическая станция, контроллер ПЛК, автоматический укладчик
Профилегибочная линия для кровельных панелей широко используется для производства крыш и стен мастерских, складов и зданий из металлоконструкций, отличается высокой надежностью и долговечностью, преимуществом простой установки и низкой стоимости.
Профили для формовочной машины для кровельного покрытия
Машиностроительный завод JSR представляет вам несколько популярных профилей для формовочных машин для кровельных и стеновых листов
- Профиль панели R
- Профиль панели U0014
- Corrugate sheet profile
- R101 profile
- RN100-35 Profile
- IBR profile
- Trimdek sheet
- Widedek
- Industrial seven
- Custom Orb
- C10& K20
- Master 1000
- TR3 &TR4
- TYPE S
- КОРОБОЧНЫЙ ПРОФИЛЬ
- ДЛИННЫЙ ПРОФИЛЬ 1000
- СИНУСОИДАЛЬНЫЙ 1100
- ТРАПЕЦИОНАЛЬНЫЙ Т-101
- ACANALADO
- Профилегибочная машина разработана в соответствии с вашими профилями
Более 20 стандартных профилей кровельных панелей доступны для ознакомления. Конечно, мы можем изготовить индивидуальные профили в соответствии с вашими требованиями к профилю, сырью, диапазону ширины и другим аспектам.
Технические детали
Спецификации машины Вес около 9000KGS Размер около 11m17.2642 Color Основной цвет: синий . Предупреждение. ширина 1220 мм и 1450 мм Предел текучести 235 МПа-550 МПа Основные технические параметры1017 24 Диаметр формирующих роликов 80mm Скорость образования рулона 15-20m/min Материалы . Материал режущего инструмента Сталь пресс-формы CR12 с закалкой Система управления ПЛК и преобразователь Потребляемая мощность Основная мощность двигателя: 7,5 кВт Мощность двигателя гидравлического блока: 3KW .
