Прокатный двутавр: Купить двутавр 14, 16, 18, 20, 25 в Москве. Балка двутавровая цена, вес 1 метра, размеры, ГОСТ.
Содержание
ГОСТ 8239-89 Двутавры стальные горячекатанные. Сортамент
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР
ДВУТАВРЫ
СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
СОРТАМЕНТ
ГОСТ 8239-89
(СТ СЭВ 2 209-80)
ГОСУДАРСТВЕННЫ Й КОМИТЕТ СССР ПО УПР АВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВ ЕННЫЙ СТ АНД АРТ СОЮЗА ССР
|
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
Сортамент
Hot-rolled
|
ГОСТ
|
Срок действия с 01. 07.90
07.90
Несоблюден ие стандарта пресле ду ется по закону
Настоящий стандарт устанавл ивает сортамент горяч екатаны х стальных двутавров с уклоном внутренних граней
полок.
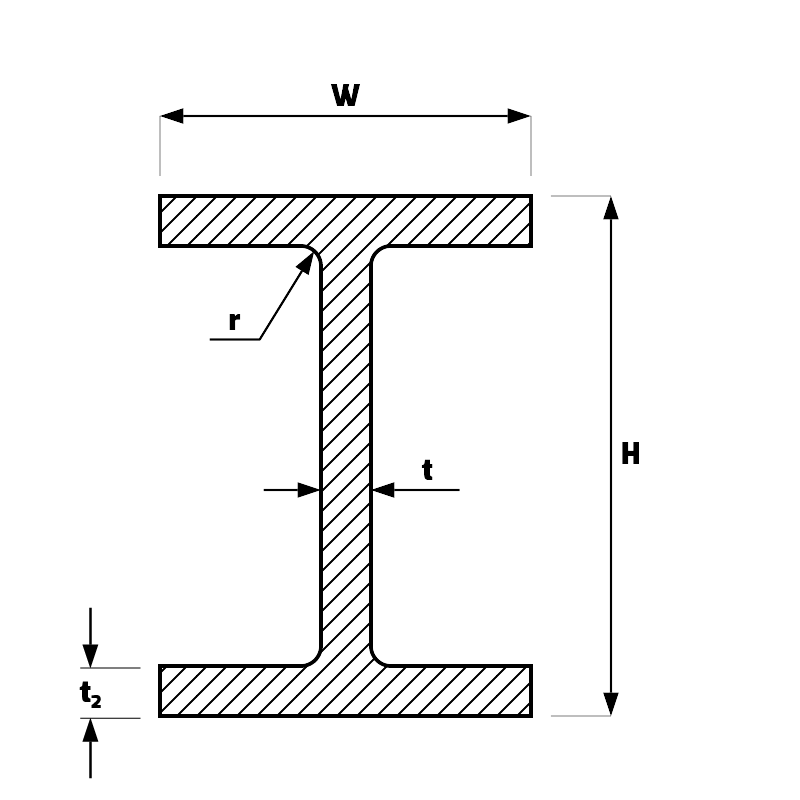
1. Поперечное сече ние двутавров должно соответствовать ука занному на черт. 1.
h — высота двут авра; b — ширина полки; s — толщина стенки; t — средняя толщ ина полки; R — радиус внутреннего
закругления; r —
радиус закругления полки
Черт. 1
Пр им ечание. Ук лон
внутренних граней полок до лжен быть 6—12 %.
Таблица
1
|
Номер двутавра
|
Размеры
|
Площадь поперечного
|
Масса 1 м, кг
|
Справочные значения
| |||||||||||
|
h
|
b
|
s
|
t
|
R
|
r
|
X – X
|
Y – Y
| ||||||||
|
не б олее
|
Ix,
см4
|
Wx,
см3
|
ix,
см
|
Sx,
см3
|
Iy,
см4
|
Wy ,
см 3
|
iy ,
см
| ||||||||
|
мм
| |||||||||||||||
|
10
|
100
|
55
|
4,5
|
7,2
|
7,0
|
2,5
|
12,0
|
9,46
|
198
|
39,7
|
4,06
|
23,0
|
17,9
|
6,49
|
1,22
|
|
12
|
120
|
64
|
4,8
|
7,3
|
7,5
|
3,0
|
14,7
|
11,50
|
350
|
58,4
|
4,88
|
33,7
|
27,9
|
8,72
|
1,38
|
|
14
|
140
|
73
|
4,9
|
7,5
|
8,0
|
3,0
|
17,4
|
13,70
|
572
|
81,7
|
5,73
|
46,8
|
41,9
|
11,50
|
1,55
|
|
16
|
160
|
81
|
5,0
|
7,8
|
8,5
|
3,5
|
20,2
|
15,90
|
873
|
109,0
|
6,57
|
62,3
|
58,6
|
14,50
|
1,70
|
|
18
|
180
|
90
|
5,1
|
8,1
|
9,0
|
3,5
|
23,4
|
18,40
|
1290
|
143,0
|
7,42
|
81,4
|
82,6
|
18,40
|
1,88
|
|
20
|
200
|
100
|
5,2
|
8,4
|
9,5
|
4,0
|
26,8
|
21,00
|
1840
|
184,0
|
8,28
|
104,0
|
115,0
|
23,10
|
2,07
|
|
22
|
220
|
110
|
5,4
|
8,7
|
10,0
|
4,0
|
30,6
|
24, 00
|
2550
|
232,0
|
9,13
|
131,0
|
157,0
|
28,60
|
2,27
|
|
24
|
240
|
115
|
5,6
|
9,5
|
10,5
|
4,0
|
34,8
|
27,30
|
3460
|
289,0
|
9,97
|
163, 0
|
198,0
|
34,50
|
2,37
|
|
27
|
270
|
125
|
6,0
|
9,8
|
11,0
|
4,5
|
40,2
|
31,50
|
5010
|
371,0
|
11,20
|
210,0
|
260,0
|
41,50
|
2,54
|
|
30
|
300
|
135
|
6,5
|
10,2
|
12,0
|
5,0
|
46,5
|
36,50
|
7080
|
472,0
|
12,30
|
268,0
|
337,0
|
49,90
|
2,69
|
|
33
|
330
|
140
|
7,0
|
11.
|
13,0
|
5,0
|
53,8
|
42,20
|
9840
|
597,0
|
13,50
|
339,0
|
419,0
|
59,90
|
2,79
|
|
36
|
360
|
145
|
7,5
|
12,3
|
1 4,0
|
6,0
|
61,9
|
48,60
|
13380
|
743,0
|
14,70
|
423,0
|
516,0
|
71,10
|
2,89
|
|
40
|
400
|
155
|
8,3
|
13,0
|
15,0
|
6,0
|
72,6
|
57,00
|
19062
|
953,0
|
16,20
|
545,0
|
667,0
|
86,10
|
3,03
|
|
45
|
450
|
160
|
9,0
|
14,2
|
16,0
|
7,0
|
84,7
|
66,50
|
27696
|
1231,0
|
18,10
|
708,0
|
808,0
|
101,00
|
3,09
|
|
50
|
500
|
170
|
10,0
|
15,2
|
17,0
|
7,0
|
100,0
|
78,50
|
39727
|
1589,0
|
19,90
|
919,0
|
1 043,0
|
123,00
|
3,23
|
|
55
|
550
|
180
|
11,0
|
16,5
|
18,0
|
7,0
|
118,0
|
92,60
|
55962
|
2035,0
|
21,80
|
1181,0
|
1356,0
|
151,00
|
3,39
|
|
60
|
600
|
190
|
12,0
|
17,8
|
20,0
|
8,0
|
138,0
|
108,00
|
76806
|
2560,0
|
23,60
|
1491,0
|
1725,0
|
182, 00
|
3,54
|
 2
2Примечания:
1. Площадь
Площадь
поперечного сечения и масса 1 м двутавра вычи щены по номинальным размерам; плотность стали пр инята равной 7,85 г/см3.
2. Величины радиусов
закругления, уклона внутренних граней полок, толщины полок , указанные на черт. 1 и в табл . 1, приведены для построения ка либров и н а готовом прокате не контролируется.
3. В таблицах
используют обозначения:
I — момент и нерц ии;
W — момент сопротивления;
S — статический момент полусечения ;
i —
радиу с ин ер ци и.
4. Двутавры от
№ 24 до № 60 не р екомендуется приме нять в новых разработках.
2. Ном инальные размеры двутавров, площадь поперечного
сечения, масса и справочные значения для осей должн ы
соответствовать прив ед енным в табл. 1.
3. По точности прокатки
двутавры изготовляют:
повышенной точности — Б,
обычной точ ности — В.
4. Пр ед ель ны е отклон ения по разм ерам и форме поперечного сечения двутавро в (черт. 1—2) долж ны соответствовать прив еденным
1—2) долж ны соответствовать прив еденным
в табл. 2.
b1 —
ширин а укороченного фла нца; b2 — ширина удли не н ного фланца; D — пе рекос
полки; f — прогиб стенки
Ч ерт. 2
Таблица
2
мм
|
Параметр двутавра, пока зат ель качест ва
|
Размер
|
Предельные
| |
|
повышенно й
|
о бычн ой
| ||
|
Высота
|
До 140 включ.
|
|
±2,0
|
|
|
Св.
|
±2,0
|
±2,5
|
|
|
» 180 » 300 »
|
|
±3,0
|
|
|
»
|
±3,0
|
±3,5
|
|
|
»
|
±4,0
|
±4, 0
|
|
Ширина полки b
|
До 73 включ.
|
|
±2,0
|
|
|
Св. 73 » 90
|
±2,0
|
±2,5
|
|
|
»
|
|
±3,0
|
|
|
»
|
|
±3,5
|
|
|
» 155
|
±3,0
|
±4,0
|
|
Толщина полки t*
|
До 7,5 включ.
|
–0,4
|
–0,7
|
|
|
Св. 7, 5 »
|
–0,5
|
–0,7
|
|
|
» 8,9 »
|
–0,6
|
–0,8
|
|
|
»
|
– 0,7
|
|
|
|
»
|
–0,8
|
–1,0
|
|
|
»
|
–0,9
|
|
|
|
»
|
–1,0
|
–1,2
|
|
Перекос полки D при ширин е b
|
От 55 до 1 90 включ.
|
Не более 0,0125 b
|
Не бол ее 0,02 b
|
|
Отклонен ие от
|
До 73 включ.
|
|
2,0
|
|
симметричности d
|
Св. 7 3 » 90 »
|
2,0
|
2,5
|
|
|
»
|
|
3,0
|
|
при шир ине b
|
» 135
|
|
3,5
|
|
|
»
|
3,0
|
4,0
|
|
Длина
|
До 8 м включ.
|
+40
|
+40
|
|
|
Св. 8 м
|
К допуску +40 пр ибавлять
|
+80
|





_____________
* Плюсовые
отклонения ограничиваются предельными отклонениями по массе.
5. П рогиб
ст енки ( f ) не должен
превышать 0,15 S .
6. Кривизна
двутавра не должна превышать 0,2 % длины.
7. Притупление наружн ых кромок полок
двутавров повыш енной точност и не дол жно превышать 2,2
мм, для двутавров обычной точност и — не контролиру ется.
8. Профили изготавл ивают длин ой от 4 до 12 м:
мерной дл ины;
кратной м ерной длины;
немерной длины.
По согласо ван ию изготовителя с
потребит ел ем
допускается и зготовление двутавров длиной свыше 12
м.
9. Отклонен ия по масс е 1 м двута вра не должны превышать
плюс 3, минус 5 %.
По согласованию изготовителя
с потребителем отклонение по масс е б ез контроля толщины полок и стенк и двутавра не должно пр евышать плюс 3, минус 3 % для двутавро в до № 16 и плюс 2,5, ми нус
2,5 % для двутавров свыш е
16.
10. Разм еры и геометр ич ескую форму контролируют на расстоянии не м ен ее 500 мм от тор ца д вутавра.
В ысоту
д вутавра контрол ируют в
плоскости Y — Y .
И НФОРМ АЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВН ЕСЕН Минист ерством ч ер ной м еталлургии СССР, ГОССТРОЕМ СССР, Центральным
научно-исследо вательск им
институтом строительных конструкц ий.
2 . УТ ВЕРЖДЕН
И ВВЕДЕН В ДЕ ЙСТВИЕ
Постановлением Государстве нного комитета СССР по
стандартам от 27. 09.89 № 2940
09.89 № 2940
3. Стандарт полностью соответствует СТ СЭВ
2209-80
4. Стан дарт соответствует МС ИСО
657/13
5. Стан дарт униф ициро ван с БДС 5951—75, TGL 10369
6. ВЗ АМЕН ГОСТ 8239-72
7. Ограничение срока
действия снято по протоколу № 7-95 Межгосударственного Совета по
стандартизации, метрологии и сертификации (ИУС 11-95)
8. ПЕРЕИЗДАНИЕ Октябрь 2001
г.
Двутавр. Сортаменты и таблицы всех двутавров
Металлопрокат » Двутавр. Сортаменты и таблицы всех двутавров
Двутавр – основной балочный профиль – имеют наибольшее разнообразие по типам, которые соответствуют определенным областям применения. Двутавровые профили могут быть использованы для любых видов строительных конструкций таких, как
- Балок
- Колонн
- Рам
- Ограждения котлованов при сооружении фундаментов
- Сварные ростверки под металлические башни (временные опоры)
- Элементов ферм
- Элементов вертикальных и горизонтальных связей), а также для зданий и сооружений любого уровня ответственности.

Содержание
- 1 Балка двутавровая
- 2 Классификация двутавров
- 3 Примеры применения двутавров в строительстве
- 3.1 Реконструкция зданий
- 3.2 Применение двутавра в строительстве мостов
- 4 Сортамент двутавров
- 5 Двутавры по ГОСТ Р 57837-2017
- 5.1 Двутавры балочные по ГОСТ Р57837-2017
- 5.2 Основные размеры двутавра балочного по ГОСТ Р 57837-2017
- 5.3 Двутавры широкополочные по ГОСТ Р57837-2017
- 5.4 Основные размеры двутавра широкополочного по ГОСТ Р 57837-2017
- 5.5 Двутавры колонные по ГОСТ Р57837-2017
- 5.6 Основные размеры двутавра колонного по ГОСТ Р 57837-2017
- 5.7 Двутавры свайные по ГОСТ Р 57837-2017
- 5.8 Основные размеры двутавра свайного по ГОСТ Р 57837-2017
- 5.9 Двутавры балочные дополнительные по ГОСТ Р 57837-2017
- 5.10 Основные размеры двутавра балочного дополнительного по ГОСТ Р 57837-2017
- 5.11 Двутавры дополнительные колонные по ГОСТ Р 57837-2017
- 5.
 12 Основные размеры двутавра дополнительного колонного по ГОСТ Р 57837-2017
12 Основные размеры двутавра дополнительного колонного по ГОСТ Р 57837-2017
- 6 Двутавры по ГОСТ 26020-83
- 6.1 Двутавры балочные по ГОСТ 26020-83
- 6.2 Основные размеры двутавра балочного по ГОСТ 26020-83
- 6.3 Двутавры широкополочные по ГОСТ 26020-83
- 6.4 Основные размеры двутавра широкополочного по ГОСТ 26020-83
- 6.5 Двутавры колонные по ГОСТ 26020-83
- 6.6 Основные размеры двутавра колонного по ГОСТ 26020-83
- 7 Двутавры дополнительные балочные по ГОСТ 26020-83
- 7.1 Основные размеры двутавра дополнительного балочного по ГОСТ 26020-83
- 8 Двутавры дополнительные широкополочные по ГОСТ 26020-83
- 8.1 Основные размеры двутавра дополнительного широкополочного по ГОСТ 26020-83
- 9 Двутавры стальные горячекатаные с уклоном полок по ГОСТ 8239-89
- 9.1 Основные размеры двутавра горячекатаного с уклоном полок по ГОСТ 8239-89
- 10 Двутавры специальные по ГОСТ 19425-74
- 10.
 1 Основные размеры двутавра специального по ГОСТ 19425-74
1 Основные размеры двутавра специального по ГОСТ 19425-74
- 10.
- 11 Двутавры сварные по ТУ
- 11.1 Каталог сварных двутавров
- 11.2 Основные размеры двутавра сварного по ТУ
Чем тоньше стенка, тем выгоднее сечение балки при работе ее на изгиб. Однако по условиям технологии прокатки у большинства двутавров стенки получаются значительно толще, чем это требуется по условию их устойчивости.
Благодаря сосредоточению материала в полках двутавры имеют большую жесткость относительно оси x, но небольшая ширина полок делает их малоустойчивыми относительно оси y. Двутавры применяются в изгибаемых элементах (балках), а также в ветвях решетчатых колонн и различных опор, где для их устойчивости применяются составные сечения.
При невозможности применения двутавра в строительных конструкциях можно прибегнуть к замене двутавра на швеллер, иди на другой аналог профиля.
Балка двутавровая
Технические условия» (отменен с 01. 05.2018г.). Сортамент нового национального стандарта ГОСТ Р 57837-2017 включает в себя все профилеразмеры, которые ранее производились по СТО АСЧМ 20-93.
05.2018г.). Сортамент нового национального стандарта ГОСТ Р 57837-2017 включает в себя все профилеразмеры, которые ранее производились по СТО АСЧМ 20-93.
При этом номинальные размеры профилей и требования по их предельным отклонениям, номинальные площадь поперечного сечения и масса, а также справочные величины и условные обозначения профилей (номер профиля) в сортаменте ГОСТ Р 57837-2017 абсолютно идентичны тем, что приняты в сортаменте СТО АСЧМ 20-93.
Балки двутавровые обыкновенные имеют уклон внутренних граней полок и обозначаются номером, соответствующим их высоте в сантиметрах.
В сортамент входят профили от № 10 до № 60. Стенки у крупных двутавров имеют минимальную толщину по условиям устойчивости. Соотношение толщины стенки и высоты двутавра достигает 1/55.
Чем тоньше стенка, тем выгоднее сечение балки при работе ее на изгиб. Однако по условиям технологии прокатки у большинства двутавров стенки получаются значительно толще, чем это требуется по условию их устойчивости.
Благодаря сосредоточению материала в полках двутавры имеют большую жесткость относительно горизонтальной оси, но небольшая ширина полок делает их малоустойчивыми относительно вертикальной оси. Двутавры применяются в изгибаемых элементах (балках), а также в ветвях решетчатых колонн и различных опор, где для их устойчивости при меняются составные сечения.
Балки двутавровые с параллельными гранями полок прокатывают трех основных типов: нормальные двутавры (Б), широкополочные двутавры [Ш], колонные двутавры (К). Отношение ширины полок к высоте балочных профилей (Б) и (Ш) лежит в пределах от 1:1,65 (при малых высотах) до 1:1,25 (при больших высотах).
Колонные профили (К) имеют отношение ширины полок к высоте, близкое 1:1, что придает им устойчивость относительно вертикальной оси. Конструктивные преимущества (параллельность граней полок и мощность сечений) позволяют применять двутавры с параллельными гранями в виде самостоятельных элементов (балки, колонны, стержни тяжелых ферм), не требующие почти никакой обработки, что снижает трудоемкость изготовления конструкций в 2-3 раза.
Из двутавров путем разрезки полки в продольном направлении получают тавровые профили, удобные для применения в решетчатых конструкциях. При отсутствии необходимого сортамента прокатных двутавров, они могут заменяться соответствующим сортаментом сварных двутавров.
Двутавры- stroyone
Классификация двутавров
| № п/п | Наименование двутавров | Описание |
| 1 | 2 | 3 |
| 1 | Балочные нормальные двутавры | Двутавровые профили для элементов строительных конструкций, которые работают преимущественно на изгиб; высота профиля нормального двутавра по значению больше, чем ширина полок |
| 2 | Двутавры балочные с уклоном внутренних граней полок | Балки двутавровые обыкновенные (ГОСТ 8239-89) как и швеллеры, имеют уклон внутренних граней полок и обозначаются номером, соответствующим их высоте в см. В сортамент входят профили от № 10 до № 60. Стенки у крупных двутавров имеют минимальную толщину и по условиям устойчивости достигают 1/55 высоты двутавра. В сортамент входят профили от № 10 до № 60. Стенки у крупных двутавров имеют минимальную толщину и по условиям устойчивости достигают 1/55 высоты двутавра. |
| 3 | Балочные широкополочные двутавры | Двутавровые профили для элементов строительных конструкций, которые работают преимущественно на изгиб; высота профиля широкополочного двутавра равна или близка по значению ширине полок |
| 4 | Колонные двутавры | Двутавровые профили для элементов строительных конструкций, которые работают на растяжение, сжатие и сжатие с изгибом; как правило, высота профиля колонного двутавра равна или близка по значению ширине полок. |
| 5 | Свайные двутавры | Двутавровые профили со значительной несущей способностью для элементов строительных конструкций, которые работают на растяжение, сжатие и сжатие с изгибом; как правило, высота таких профилей равна или близка по размеру ширине полок, а толщина стенки и полок равны или близки по значению. |
| 6 | Дополнительные балочные, колонные, широкополочные (Дб, Дк, Дш) | Двутавры дополнительной серии |
| 7 | Двутавры специальные серия С, М | Настоящий стандарт распространяется на горячекатаные двутавровые балки для подвесных путей (М), армировки шахтных стволов (С) |
Примеры применения двутавров в строительстве
Реконструкция зданий
Кружала с двутавра
Колонна с двутавра
Двутавр в строительстве
Применение двутавра в строительстве мостов
Применение двутавра в строительстве мостов
Двутавр для для надвижки пролетного строения
Двутавр сварной
Двутавр для опирания временных опор
Двутавр — stroyone
Сортамент двутавров
- Сортамент двутавров стальных по ГОСТ 26020-83
- Сортамент двутавров по ГОСТ 8239-89
- Сортамент двутавров по ГОСТ Р 57837-2017
- ТУ двутавры стальные сварные
- Замена СТО АСЧМ 20-93 на ГОСТ Р 57837-2017
Двутавры по ГОСТ Р 57837-2017
Двутавры по ГОСТ Р 57837 — 2017 — stroyone
Двутавры балочные по ГОСТ Р57837-2017
- Двутавры балочные по ГОСТ Р 57837-2017, высотой (h) профиля от 100 до 710 мм, шириной полки (b) от 55 до 262 мм .

- Стенка балочного профиля (s) толщиной от 3,8 до 17 мм.
- Полка двутавра (t) толщиной от 5,1 до 25 мм, при этом площадь сечения F (см²) балки варьируется от 10,32 до 248,14 (см²).
- Вес двутавров M (кг/м) находится в диапазоне от 8,1 до 194,8 (кг за погонный метр),
- Допустимая нагрузка на сечение балки варьируется от 16,512 до 397,024 тонн.
- Момент сопротивления двутавра балочного Wx по ГОСТ Р57837-2017 находится в диапазоне от 34,2 до 5625 (см³)
Двутавр балочный ГОСТ Р 57837 — 2017 — stroyone
Основные размеры двутавра балочного по ГОСТ Р 57837-2017 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10Б1 | 100 | 55 | 4,1 | 5,7 | 7 | 10,32 | 8,1 | 16,512 |
| 12Б1 | 117,6 | 64 | 3,8 | 5,1 | 7 | 11,03 | 8,7 | 17,648 |
| 12Б2 | 120 | 64 | 4,4 | 6,3 | 7 | 13,21 | 10,4 | 21,136 |
| 14Б1 | 137,4 | 73 | 3,8 | 5,6 | 7 | 13,39 | 10,5 | 21,424 |
| 14Б2 | 140 | 73 | 4,7 | 6,9 | 7 | 16,43 | 12,9 | 26,288 |
| 16Б1 | 157 | 82 | 4 | 5,9 | 9 | 16,18 | 12,7 | 25,888 |
| 16Б2 | 160 | 82 | 5 | 7,4 | 9 | 20,09 | 15,8 | 32,144 |
| 18Б1 | 177 | 91 | 4,3 | 6,5 | 9 | 19,58 | 15,4 | 31,328 |
| 18Б2 | 180 | 91 | 5,3 | 8 | 9 | 23,95 | 18,8 | 38,32 |
| 20Б0 | 198 | 99 | 4,5 | 7 | 11 | 23,18 | 18,2 | 37,088 |
| 20Б1 | 200 | 100 | 5,5 | 8 | 11 | 27,16 | 21,3 | 43,456 |
| 20Б2 | 203 | 101 | 6,5 | 9,5 | 11 | 32,19 | 25,3 | 51,504 |
| 20Б3 | 208 | 102 | 8 | 12 | 11 | 40,24 | 31,6 | 64,384 |
| 25Б1 | 248 | 124 | 5 | 8 | 12 | 32,68 | 25,7 | 52,288 |
| 25Б2 | 250 | 125 | 6 | 9 | 12 | 37,66 | 29,6 | 60,256 |
| 25Б3 | 255 | 126 | 7,5 | 11,5 | 12 | 47,62 | 37,4 | 76,192 |
| 25Б4 | 260 | 127 | 9 | 14 | 12 | 57,68 | 45,3 | 92,288 |
| 30Б1 | 298 | 149 | 5,5 | 8 | 13 | 40,8 | 32 | 65,28 |
| 30Б2 | 300 | 150 | 6,5 | 9 | 13 | 46,78 | 36,7 | 74,848 |
| 30Б3 | 305 | 151 | 8 | 11,5 | 13 | 58,74 | 46,1 | 93,984 |
| 30Б4 | 310 | 152 | 9,5 | 14 | 13 | 70,8 | 55,6 | 113,28 |
| 35Б1 | 346 | 174 | 6 | 9 | 14 | 52,68 | 41,4 | 84,288 |
| 35Б2 | 350 | 175 | 7 | 11 | 14 | 63,14 | 49,6 | 101,024 |
| 35Б3 | 355 | 176 | 8,5 | 13,5 | 14 | 77,08 | 60,5 | 123,328 |
| 35Б4 | 361 | 177 | 10 | 16,5 | 14 | 92,89 | 72,9 | 148,624 |
| 40Б1 | 396 | 199 | 7 | 11 | 16 | 72,16 | 56,6 | 115,456 |
| 40Б2 | 400 | 200 | 8 | 13 | 16 | 84,12 | 66 | 134,592 |
| 40Б3 | 406 | 201 | 9,5 | 16 | 16 | 102,05 | 80,1 | 163,28 |
| 40Б4 | 412 | 202 | 11 | 19 | 16 | 120,1 | 94,3 | 192,16 |
| 45Б1 | 446 | 199 | 8 | 12 | 18 | 84,3 | 66,2 | 134,88 |
| 45Б2 | 450 | 200 | 9 | 14 | 18 | 96,76 | 76 | 154,816 |
| 45Б3 | 456 | 201 | 10,5 | 17 | 18 | 115,43 | 90,6 | 184,688 |
| 45Б4 | 462 | 202 | 12 | 20 | 18 | 134,22 | 105,4 | 214,752 |
| 50Б1 | 492 | 199 | 8,8 | 12 | 20 | 92,38 | 72,5 | 147,808 |
| 50Б2 | 496 | 199 | 9 | 14 | 20 | 101,27 | 79,5 | 162,032 |
| 50Б3 | 500 | 200 | 10 | 16 | 20 | 114,23 | 89,7 | 182,768 |
| 50Б4 | 508 | 201 | 12 | 20 | 20 | 139,99 | 109,9 | 223,984 |
| 50Б5 | 516 | 202 | 15 | 24 | 20 | 170,59 | 133,9 | 272,944 |
| 55Б1 | 543 | 220 | 9,5 | 13,5 | 24 | 113,36 | 89 | 181,376 |
| 55Б2 | 547 | 220 | 10 | 15,5 | 24 | 124,74 | 97,9 | 199,584 |
| 55Б3 | 553 | 221 | 12 | 18,5 | 24 | 148,63 | 116,7 | 237,808 |
| 55Б4 | 560 | 222 | 14 | 22 | 24 | 174,86 | 137,3 | 279,776 |
| 60Б1 | 596 | 199 | 10 | 15 | 22 | 120,45 | 94,6 | 192,72 |
| 60Б2 | 600 | 200 | 11 | 17 | 22 | 134,41 | 105,5 | 215,056 |
| 60Б3 | 604 | 201 | 12,5 | 19 | 22 | 151,28 | 118,8 | 242,048 |
| 60Б4 | 612 | 202 | 15 | 23 | 22 | 181,97 | 142,8 | 291,152 |
| 70Б1 | 691 | 260 | 12 | 15,5 | 24 | 164,74 | 129,3 | 263,584 |
| 70Б2 | 697 | 260 | 13 | 18,5 | 24 | 186,94 | 146,7 | 299,104 |
| 70Б3 | 702 | 261 | 14,5 | 21 | 24 | 210,26 | 165,1 | 336,416 |
| 70Б4 | 710 | 262 | 17 | 25 | 24 | 248,14 | 194,8 | 397,024 |
Двутавры широкополочные по ГОСТ Р57837-2017
- Двутавры широкополочные по ГОСТ Р 57837-2017, высотой (h) профиля от 190 до 780 мм, шириной полки (b) от 149 до 319 мм
- Стенка балочного профиля (s) толщиной от 5 до 38 мм.

- Полка двутавра (t) толщиной от 7 до 64 мм, при этом площадь сечения F (см²) балки варьируется от 31,11 до 660,25 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 24,4 до 518,3 (кг за погонный метр).
- Допустимая нагрузка на сечение балки варьируется от 49,776 до 1056,4 тонн.
- Момент сопротивления широкополочного двутавра Wx (см³) находится в диапазоне от 218,9 до 15797,1 (см³)
Двутавр широкополочный по ГОСТ Р57837-2017
Основные размеры двутавра широкополочного по ГОСТ Р 57837-2017 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 20Ш0 | 190 | 149 | 5 | 7 | 13 | 31,11 | 24,4 | 49,776 |
| 20Ш1 | 194 | 150 | 6 | 9 | 13 | 39,01 | 30,6 | 62,416 |
| 20Ш2 | 199 | 151 | 7,5 | 11,5 | 13 | 49,38 | 38,8 | 79,008 |
| 20Ш3 | 204 | 152 | 9 | 14 | 13 | 59,85 | 47 | 95,76 |
| 20Ш4 | 211 | 155 | 11 | 17,5 | 13 | 75,06 | 58,9 | 120,096 |
| 20Ш5 | 218 | 157 | 13 | 21 | 13 | 90,27 | 70,9 | 144,432 |
| 20Ш6 | 228 | 159 | 16 | 26 | 13 | 112,29 | 88,1 | 179,664 |
| 25Ш0 | 240 | 174 | 6 | 9 | 16 | 46,84 | 36,8 | 74,944 |
| 25Ш1 | 244 | 175 | 7 | 11 | 16 | 56,24 | 44,1 | 89,984 |
| 25Ш2 | 249 | 176 | 8,5 | 13,5 | 16 | 68,59 | 53,8 | 109,744 |
| 25Ш3 | 256 | 177 | 10,5 | 17 | 16 | 85,69 | 67,3 | 137,104 |
| 25Ш4 | 264 | 182 | 13 | 21 | 16 | 107,5 | 84,4 | 172 |
| 25Ш5 | 274 | 184 | 16 | 26 | 16 | 133,4 | 104,7 | 213,44 |
| 25Ш6 | 286 | 186 | 19 | 32 | 16 | 163,42 | 128,3 | 261,472 |
| 30Ш0 | 290 | 199 | 7 | 10 | 18 | 61,48 | 48,3 | 98,368 |
| 30Ш1 | 294 | 200 | 8 | 12 | 18 | 72,38 | 56,8 | 115,808 |
| 30Ш2 | 300 | 201 | 9 | 15 | 18 | 87,38 | 68,6 | 139,808 |
| 30Ш3 | 306 | 203 | 11 | 18 | 18 | 105,56 | 82,9 | 168,896 |
| 30Ш4 | 314 | 206 | 13 | 22 | 18 | 128,52 | 100,9 | 205,632 |
| 30Ш5 | 326 | 208 | 16 | 28 | 18 | 162,46 | 127,5 | 259,936 |
| 30Ш6 | 342 | 210 | 20 | 36 | 18 | 207,98 | 163,3 | 332,768 |
| 35Ш1 | 334 | 249 | 8 | 11 | 20 | 83,17 | 65,3 | 133,072 |
| 35Ш2 | 340 | 250 | 9 | 14 | 20 | 101,51 | 79,7 | 162,416 |
| 35Ш3 | 347 | 252 | 11 | 17,5 | 20 | 125,95 | 98,9 | 201,52 |
| 35Ш4 | 354 | 254 | 13 | 21 | 20 | 150,67 | 118,3 | 241,072 |
| 35Ш5 | 364 | 258 | 16 | 26 | 20 | 187,51 | 147,2 | 300,016 |
| 35Ш6 | 376 | 260 | 19 | 32 | 20 | 229,11 | 179,9 | 366,576 |
| 35Ш7 | 392 | 262 | 23 | 40 | 20 | 284,79 | 223,6 | 455,664 |
| 40Ш1 | 383 | 299 | 9,5 | 12,5 | 22 | 112,91 | 88,6 | 180,656 |
| 40Ш2 | 390 | 300 | 10 | 16 | 22 | 135,95 | 106,7 | 217,52 |
| 40Ш3 | 397 | 302 | 12 | 19,5 | 22 | 164,89 | 129,4 | 263,824 |
| 40Ш4 | 406 | 304 | 14,5 | 24 | 22 | 201,98 | 158,6 | 323,168 |
| 40Ш5 | 418 | 309 | 17,5 | 30 | 22 | 252,2 | 198 | 403,52 |
| 40Ш6 | 430 | 311 | 21 | 36 | 22 | 303,25 | 238,1 | 485,2 |
| 40Ш7 | 446 | 313 | 25 | 44 | 22 | 369,09 | 289,7 | 590,544 |
| 45Ш0 | 434 | 299 | 10 | 15 | 24 | 135,04 | 106 | 216,064 |
| 45Ш1 | 440 | 300 | 11 | 18 | 24 | 157,38 | 123,5 | 251,808 |
| 45Ш2 | 446 | 302 | 13 | 21 | 24 | 184,3 | 144,7 | 294,88 |
| 45Ш3 | 452 | 304 | 15 | 24 | 24 | 211,46 | 166 | 338,336 |
| 45Ш4 | 464 | 308 | 18 | 30 | 24 | 262,46 | 206 | 419,936 |
| 45Ш5 | 476 | 310 | 21 | 36 | 24 | 312,98 | 245,7 | 500,768 |
| 45Ш6 | 492 | 312 | 25 | 44 | 24 | 380,5 | 298,7 | 608,8 |
| 50Ш1 | 482 | 300 | 11 | 15 | 26 | 145,52 | 114,2 | 232,832 |
| 50Ш2 | 487 | 300 | 14,5 | 17,5 | 26 | 176,34 | 138,4 | 282,144 |
| 50Ш3 | 493 | 300 | 15,5 | 20,5 | 26 | 198,86 | 156,1 | 318,176 |
| 50Ш4 | 499 | 300 | 16,5 | 23,5 | 26 | 221,38 | 173,8 | 354,208 |
| 50Ш5 | 508 | 302 | 19 | 28 | 26 | 260,8 | 204,7 | 417,28 |
| 50Ш6 | 518 | 310 | 22 | 33 | 26 | 309,84 | 243,2 | 495,744 |
| 50Ш7 | 532 | 312 | 26 | 40 | 26 | 372,92 | 292,7 | 596,672 |
| 50Ш8 | 548 | 314 | 30 | 48 | 26 | 442,84 | 347,6 | 708,544 |
| 60Ш1 | 582 | 300 | 12 | 17 | 28 | 174,49 | 137 | 279,184 |
| 60Ш2 | 589 | 300 | 16 | 20,5 | 28 | 217,41 | 170,7 | 347,856 |
| 60Ш3 | 597 | 300 | 18 | 24,5 | 28 | 252,37 | 198,1 | 403,792 |
| 60Ш4 | 605 | 300 | 20 | 28,5 | 28 | 287,33 | 225,6 | 459,728 |
| 60Ш5 | 616 | 302 | 23 | 34 | 28 | 338,13 | 265,4 | 541,008 |
| 60Ш6 | 630 | 315 | 27 | 41 | 28 | 412,99 | 324,2 | 660,784 |
| 60Ш7 | 644 | 317 | 31 | 48 | 28 | 480,93 | 377,5 | 769,488 |
| 60Ш8 | 664 | 319 | 36 | 58 | 28 | 574,05 | 450,6 | 918,48 |
| 70Ш1 | 692 | 300 | 13 | 20 | 28 | 211,49 | 166 | 338,384 |
| 70Ш2 | 698 | 300 | 15 | 23 | 28 | 242,53 | 190,4 | 388,048 |
| 70Ш3 | 707 | 300 | 18 | 27,5 | 28 | 289,09 | 226,9 | 462,544 |
| 70Ш4 | 715 | 300 | 20,5 | 31,5 | 28 | 329,39 | 258,6 | 527,024 |
| 70Ш5 | 725 | 300 | 23 | 36,5 | 28 | 375,69 | 294,9 | 601,104 |
| 70Ш6 | 740 | 313 | 27 | 44 | 28 | 458,21 | 359,7 | 733,136 |
| 70Ш7 | 758 | 315 | 32 | 53 | 28 | 549,27 | 431,2 | 878,832 |
| 70Ш8 | 780 | 317 | 38 | 64 | 28 | 660,25 | 518,3 | 1056,4 |
Двутавры колонные по ГОСТ Р57837-2017
- Двутавры колонные — это колонные профили (К) имеют отношение ширины полок к высоте, близкое 1:1, что придает им устойчивость относительно оси y
- Двутавры колонные по ГОСТ Р 57837-2017, высотой (h) профиля от 147 до 668 мм, шириной полки (b) от 149 до 435 мм
- Стенка балочного профиля (s) толщиной от 6 до 96 мм
- Полка двутавра (t) толщиной от 8,5 до 155 мм, при этом площадь сечения F (см²) балки варьируется от 34,17 до 1696,33 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 26,8 до 1332 (кг за погонный метр)
- Допустимая нагрузка на сечение балки варьируется от 54,672 до 2714,128 тонн
- Момент сопротивления колонного двутавра Wx (см³) находится в диапазоне от 186 до 28508,2 (см³)
Двутавр колонный ГОСТ Р 57837 — 2017 — stroyone
Основные размеры двутавра колонного по ГОСТ Р 57837-2017 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 15К1 | 147 | 149 | 6 | 8,5 | 11 | 34,17 | 26,8 | 54,672 |
| 15К2 | 150 | 150 | 7 | 10 | 11 | 40,14 | 31,5 | 64,224 |
| 15К3 | 155 | 151 | 8,5 | 12,5 | 11 | 49,84 | 39,1 | 79,744 |
| 15К4 | 160 | 152 | 10 | 15 | 11 | 59,64 | 46,8 | 95,424 |
| 15К5 | 166 | 153 | 12 | 18 | 11 | 71,72 | 56,3 | 114,752 |
| 20К1 | 196 | 199 | 6,5 | 10 | 13 | 52,69 | 41,4 | 84,304 |
| 20К2 | 200 | 200 | 8 | 12 | 13 | 63,53 | 49,9 | 101,648 |
| 20К3 | 204 | 201 | 9 | 14 | 13 | 73,57 | 57,8 | 117,712 |
| 20К4 | 210 | 201 | 10,5 | 17 | 13 | 88,27 | 69,3 | 141,232 |
| 20К5 | 214 | 202 | 12 | 19 | 13 | 99,33 | 78 | 158,928 |
| 20К6 | 220 | 202 | 14 | 22 | 13 | 114,97 | 90,3 | 183,952 |
| 20К7 | 226 | 203 | 16 | 25 | 13 | 131,11 | 102,9 | 209,776 |
| 20К8 | 234 | 203 | 18 | 29 | 13 | 150,87 | 118,4 | 241,392 |
| 25К1 | 246 | 249 | 8 | 12 | 16 | 79,72 | 62,6 | 127,552 |
| 25К2 | 250 | 250 | 9 | 14 | 16 | 92,18 | 72,4 | 147,488 |
| 25К3 | 253 | 251 | 10 | 15,5 | 16 | 102,21 | 80,2 | 163,536 |
| 25К4 | 257 | 252 | 11 | 17,5 | 16 | 114,82 | 90,1 | 183,712 |
| 25К5 | 262 | 253 | 12,5 | 20 | 16 | 131,15 | 102,9 | 209,84 |
| 25К6 | 267 | 253 | 14 | 22,5 | 16 | 147,13 | 115,5 | 235,408 |
| 25К7 | 274 | 258 | 16 | 26 | 16 | 171,88 | 134,9 | 275,008 |
| 25К8 | 281 | 259 | 18 | 29,5 | 16 | 194,97 | 153 | 311,952 |
| 25К9 | 288 | 260 | 20 | 33 | 16 | 218,2 | 171,3 | 349,12 |
| 25К10 | 298 | 261 | 23 | 38 | 16 | 251,62 | 197,5 | 402,592 |
| 30К1 | 298 | 299 | 9 | 14 | 18 | 110,8 | 87 | 177,28 |
| 30К2 | 300 | 300 | 10 | 15 | 18 | 119,78 | 94 | 191,648 |
| 30К3 | 300 | 305 | 15 | 15 | 18 | 134,78 | 105,8 | 215,648 |
| 30К4 | 304 | 301 | 11 | 17 | 18 | 134,82 | 105,8 | 215,712 |
| 30К5 | 308 | 301 | 12 | 19 | 18 | 149,56 | 117,4 | 239,296 |
| 30К6 | 312 | 302 | 13 | 21 | 18 | 164,72 | 129,3 | 263,552 |
| 30К7 | 316 | 302 | 14,5 | 23 | 18 | 180,85 | 142 | 289,36 |
| 30К8 | 316 | 357 | 14,5 | 23 | 18 | 206,15 | 161,8 | 329,84 |
| 30К9 | 322 | 358 | 16 | 26 | 18 | 232,14 | 182,2 | 371,424 |
| 30К10 | 328 | 359 | 18 | 29 | 18 | 259,6 | 203,8 | 415,36 |
| 30К11 | 334 | 360 | 20 | 32 | 18 | 287,18 | 225,4 | 459,488 |
| 30К12 | 341 | 361 | 22 | 35,5 | 18 | 318,49 | 250 | 509,584 |
| 30К13 | 350 | 362 | 24 | 40 | 18 | 357,18 | 280,4 | 571,488 |
| 30К14 | 356 | 371 | 27 | 43 | 18 | 394,74 | 310 | 631,584 |
| 30К15 | 364 | 372 | 30 | 47 | 18 | 433,46 | 340 | 693,536 |
| 30К16 | 374 | 373 | 33 | 52 | 18 | 479,8 | 377 | 767,68 |
| 30К17 | 384 | 374 | 36 | 57 | 18 | 526,34 | 413 | 842,144 |
| 30К18 | 396 | 375 | 39 | 63 | 18 | 580,58 | 456 | 928,928 |
| 30К19 | 408 | 385 | 43 | 69 | 18 | 650,18 | 510 | 1040,288 |
| 30К20 | 422 | 387 | 47 | 76 | 18 | 717,92 | 564 | 1148,672 |
| 30К21 | 440 | 389 | 52 | 85 | 18 | 804,48 | 632 | 1287,168 |
| 35К1 | 342 | 348 | 10 | 15 | 20 | 139,03 | 109,1 | 222,448 |
35К1. 5 5 | 346 | 349 | 11 | 17 | 20 | 156,41 | 122,8 | 250,256 |
| 35К2 | 350 | 350 | 12 | 19 | 20 | 173,87 | 136,5 | 278,192 |
| 35К3 | 355 | 351 | 13,5 | 21,5 | 20 | 196,48 | 154,2 | 314,368 |
| 35К4 | 360 | 352 | 15 | 24 | 20 | 219,19 | 172,1 | 350,704 |
| 35К5 | 365 | 353 | 16,5 | 26,5 | 20 | 242 | 190 | 387,2 |
| 35К6 | 369 | 360 | 18 | 28,5 | 20 | 264,79 | 207,9 | 423,664 |
| 35К7 | 376 | 361 | 20 | 32 | 20 | 296,87 | 233 | 474,992 |
| 35К8 | 382 | 362 | 22 | 35 | 20 | 325,47 | 255,5 | 520,752 |
| 35К9 | 389 | 363 | 24 | 38,5 | 20 | 357,82 | 280,9 | 572,512 |
| 35К10 | 396 | 364 | 26,5 | 42 | 20 | 391,87 | 307,6 | 626,992 |
| 35К11 | 404 | 374 | 29 | 46 | 20 | 437,99 | 344 | 700,784 |
| 35К12 | 414 | 375 | 32 | 51 | 20 | 485,77 | 381 | 777,232 |
| 35К13 | 424 | 376 | 35 | 56 | 20 | 533,75 | 419 | 854 |
| 35К14 | 434 | 377 | 38 | 61 | 20 | 581,93 | 457 | 931,088 |
| 35К15 | 446 | 378 | 42 | 67 | 20 | 640,99 | 503 | 1025,584 |
| 35К16 | 458 | 392 | 46 | 73 | 20 | 719,27 | 565 | 1150,832 |
| 35К17 | 472 | 393 | 50 | 80 | 20 | 788,23 | 619 | 1261,168 |
| 35К18 | 488 | 394 | 55 | 88 | 20 | 868,47 | 682 | 1389,552 |
| 35К19 | 506 | 395 | 60 | 97 | 20 | 956,93 | 751 | 1531,088 |
| 35К20 | 520 | 409 | 65 | 104 | 20 | 1056,95 | 830 | 1691,12 |
| 35К21 | 540 | 411 | 71 | 114 | 20 | 1162,03 | 912 | 1859,248 |
| 35К22 | 562 | 413 | 77 | 125 | 20 | 1276,17 | 1002 | 2041,872 |
| 35К23 | 580 | 426 | 84 | 134 | 20 | 1407,19 | 1105 | 2251,504 |
| 35К24 | 604 | 430 | 92 | 146 | 20 | 1546,07 | 1214 | 2473,712 |
| 40К1 | 394 | 398 | 11 | 18 | 22 | 186,81 | 146,6 | 298,896 |
| 40К2 | 400 | 400 | 13 | 21 | 22 | 218,69 | 171,7 | 349,904 |
| 40К3 | 406 | 403 | 16 | 24 | 22 | 254,87 | 200,1 | 407,792 |
| 40К4 | 414 | 405 | 18 | 28 | 22 | 295,39 | 231,9 | 472,624 |
40К4. 5 5 | 420 | 403 | 20 | 31 | 22 | 325,61 | 255,6 | 520,976 |
| 40К5 | 429 | 400 | 23 | 35,5 | 22 | 370,49 | 290,8 | 592,784 |
| 40К6 | 438 | 370 | 25 | 40 | 22 | 389,65 | 306 | 623,44 |
| 40К7 | 448 | 371 | 28 | 45 | 22 | 438,29 | 344 | 701,264 |
| 40К8 | 458 | 372 | 31 | 50 | 22 | 487,13 | 382 | 779,408 |
| 40К9 | 470 | 373 | 35 | 56 | 22 | 547,21 | 430 | 875,536 |
| 40К10 | 484 | 374 | 39 | 63 | 22 | 615,01 | 483 | 984,016 |
| 40К11 | 494 | 392 | 43 | 68 | 22 | 691,21 | 543 | 1105,936 |
| 40К12 | 510 | 393 | 48 | 76 | 22 | 773,35 | 607 | 1237,36 |
| 40К13 | 528 | 394 | 53 | 85 | 22 | 863,69 | 678 | 1381,904 |
| 40К14 | 548 | 395 | 59 | 95 | 22 | 965,87 | 758 | 1545,392 |
| 40К15 | 564 | 410 | 65 | 103 | 22 | 1081,45 | 849 | 1730,32 |
| 40К16 | 588 | 412 | 72 | 115 | 22 | 1209,51 | 949 | 1935,216 |
| 40К17 | 616 | 414 | 80 | 129 | 22 | 1358,67 | 1067 | 2173,872 |
| 40К18 | 638 | 430 | 87 | 140 | 22 | 1519,61 | 1193 | 2431,376 |
| 40К19 | 668 | 435 | 96 | 155 | 22 | 1696,33 | 1332 | 2714,128 |
Двутавры свайные по ГОСТ Р 57837-2017
- Двутавры свайные по ГОСТ Р 57837-2017, высотой (h) профиля от 128 до 400 мм, шириной полки (b) от 118 до 408 мм
- Стенка балочного профиля (s) толщиной от 9 до 30,3 мм
- Полка двутавра (t) толщиной от 9 до 30,4 мм, при этом площадь сечения F (см²) балки варьируется от 32,38 до 283,97 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 56,2 до 196,8 (кг за погонный метр)
- Допустимая нагрузка на сечение балки варьируется от 51,808 до 454,352 тонн
- Момент сопротивления свайного двутавра Wx (см³) находится в диапазоне от 498,2 до 3544,5 (см³)
Двутавр свайный ГОСТ Р 57837 — 2017 — stroyone
Основные размеры двутавра свайного по ГОСТ Р 57837-2017 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13С1 | 128 | 118 | 9 | 9 | 12 | 32,38 | 56,2 | 51,808 |
| 20С1 | 200 | 204 | 12 | 12 | 13 | 71,53 | 56,2 | 114,448 |
| 25С1 | 244 | 252 | 11 | 11 | 16 | 82,06 | 64,4 | 131,296 |
| 25С2 | 250 | 255 | 14 | 14 | 16 | 104,68 | 82,2 | 167,488 |
| 30С1 | 294 | 302 | 12 | 12 | 18 | 107,66 | 84,5 | 172,256 |
| 30С2 | 300 | 305 | 15 | 15 | 18 | 134,78 | 105,8 | 215,648 |
| 32С1 | 326,7 | 320 | 24,8 | 24,8 | 15 | 229,28 | 105,8 | 366,848 |
| 32С2 | 337,9 | 326 | 30,3 | 30,4 | 15 | 283,97 | 105,8 | 454,352 |
| 35С1 | 338 | 351 | 13 | 13 | 20 | 135,25 | 106,2 | 216,4 |
| 35С2 | 344 | 354 | 16 | 16 | 20 | 166,63 | 130,8 | 266,608 |
| 35С3 | 350 | 357 | 19 | 19 | 20 | 198,37 | 155,7 | 317,392 |
| 40С1 | 388 | 402 | 15 | 15 | 22 | 178,45 | 140,1 | 285,52 |
| 40С2 | 394 | 405 | 18 | 18 | 22 | 214,39 | 168,3 | 343,024 |
| 40С3 | 400 | 408 | 21 | 21 | 22 | 250,69 | 196,8 | 401,104 |
Двутавры балочные дополнительные по ГОСТ Р 57837-2017
- Двутавры дополнительные балочные по ГОСТ Р 57837-2017, высотой (h) профиля от 207 до 617 мм, шириной полки (b) от 102 до 257 мм
- Стенка балочного профиля (s) толщиной от 5,8 до 14,7 мм
- Полка двутавра (t) толщиной от 8,4 до 23,6 мм, при этом площадь сечения F (см²) балки варьируется от 33,87 до 178,52 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 26,6 до 140 (кг за погонный метр)
- Допустимая нагрузка на сечение балки варьируется от 54,192 до 285,632 тонн
- Момент сопротивления балочного дополнительного двутавра Wx (см³) находится в диапазоне от 249,3 до 3629,6 (см³)
Двутавр дополнительный балочный ГОСТ Р 57837 — 2017 — stroyone
Основные размеры двутавра балочного дополнительного по ГОСТ Р 57837-2017 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 20ДБ1 | 207 | 133 | 5,8 | 8,4 | 7,6 | 33,87 | 26,6 | 54,192 |
| 20ДБ2 | 210 | 134 | 6,4 | 10,2 | 7,6 | 39,97 | 31,3 | 63,952 |
| 25ДБ1 | 251 | 146 | 6 | 8,6 | 7,6 | 39,64 | 31,1 | 63,424 |
| 25ДБ2 | 256 | 146 | 6,3 | 10,9 | 7,6 | 47,08 | 37 | 75,328 |
| 25ДБ3 | 260 | 147 | 7,2 | 12,7 | 7,6 | 54,73 | 43 | 87,568 |
| 25ДБ4 | 258 | 146 | 6,1 | 9,1 | 7,6 | 41,7 | 32,7 | 66,72 |
| 25ДБ5 | 262 | 147 | 6,6 | 11,2 | 7,6 | 49,24 | 38,5 | 78,784 |
| 25ДБ6 | 266 | 148 | 7,6 | 13 | 7,6 | 57,22 | 44,8 | 91,552 |
| 30ДБ1 | 309 | 102 | 6 | 8,9 | 7,6 | 36,12 | 28,3 | 57,792 |
| 30ДБ2 | 313 | 102 | 6,6 | 10,8 | 7,6 | 41,76 | 32,7 | 66,816 |
| 30ДБ3 | 310 | 165 | 5,8 | 9,7 | 8,9 | 49,54 | 38,7 | 79,264 |
| 30ДБ4 | 313 | 166 | 6,6 | 11,2 | 8,9 | 57,04 | 44,5 | 91,264 |
| 30ДБ5 | 317 | 167 | 7,6 | 13,2 | 8,9 | 66,85 | 52 | 106,96 |
| 30ДБ6 | 303 | 165 | 6 | 10,2 | 8,9 | 51,3 | 40,3 | 82,08 |
| 30ДБ7 | 307 | 166 | 6,7 | 11,8 | 8,9 | 58,84 | 46,1 | 94,144 |
| 30ДБ8 | 310 | 167 | 7,9 | 13,7 | 8,9 | 68,76 | 54 | 110,016 |
| 35ДБ1 | 349 | 127 | 5,8 | 8,5 | 10,2 | 41,74 | 32,9 | 66,784 |
| 35ДБ2 | 353 | 128 | 6,5 | 10,7 | 10,2 | 49,84 | 39 | 79,744 |
| 35ДБ3 | 352 | 171 | 6,9 | 9,8 | 10,2 | 57,34 | 44,6 | 91,744 |
| 35ДБ4 | 355 | 171 | 7,2 | 11,6 | 10,2 | 64,45 | 51 | 103,12 |
| 35ДБ5 | 358 | 172 | 7,9 | 13,1 | 10,2 | 72,17 | 58 | 115,472 |
| 35ДБ6 | 363 | 173,2 | 9,1 | 15,7 | 10,2 | 85,45 | 67,1 | 136,72 |
| 35ДБ7 | 353 | 254 | 9,5 | 16,4 | 16 | 115,93 | 91 | 185,488 |
| 35ДБ8 | 357 | 255 | 10,5 | 18,3 | 16 | 129,17 | 101 | 206,672 |
| 35ДБ9 | 360 | 256 | 11,4 | 19,9 | 16 | 140,59 | 110 | 224,944 |
| 35ДБ10 | 363 | 257 | 13 | 21,7 | 16 | 155,28 | 122 | 248,448 |
| 40ДБ1 | 399 | 140 | 6,4 | 8,8 | 10,2 | 49,94 | 38,8 | 79,904 |
| 40ДБ2 | 403 | 140 | 7 | 11,2 | 10,2 | 58,9 | 46,1 | 94,24 |
| 40ДБ3 | 403 | 177 | 7,5 | 10,9 | 10,2 | 68,07 | 53 | 108,912 |
| 40ДБ4 | 407 | 178 | 7,7 | 12,8 | 10,2 | 75,83 | 60 | 121,328 |
| 40ДБ5 | 410 | 179 | 8,8 | 14,4 | 10,2 | 85,99 | 67 | 137,584 |
| 40ДБ6 | 413 | 180 | 9,7 | 16 | 10,2 | 95,45 | 75 | 152,72 |
| 40ДБ7 | 417 | 181 | 10,9 | 18,2 | 10,2 | 108,26 | 85 | 173,216 |
| 45ДБ1 | 450 | 152 | 7,6 | 10,8 | 10,2 | 66,28 | 52 | 106,048 |
| 45ДБ2 | 455 | 153 | 8 | 13,3 | 10,2 | 75,86 | 60 | 121,376 |
| 45ДБ3 | 459 | 154 | 9,1 | 15,4 | 10,2 | 87,29 | 68 | 139,664 |
| 45ДБ4 | 462 | 154,4 | 9,6 | 17 | 10,2 | 94,48 | 74,2 | 151,168 |
| 45ДБ5 | 466 | 155,3 | 10,5 | 18,9 | 10,2 | 104,56 | 82,1 | 167,296 |
| 45ДБ6 | 453 | 189,9 | 8,5 | 12,7 | 10,2 | 85,47 | 67,1 | 136,752 |
| 45ДБ7 | 457 | 190 | 9 | 14,5 | 10,2 | 94,51 | 74 | 151,216 |
| 45ДБ8 | 460 | 191 | 9,9 | 16 | 10,2 | 104,39 | 82 | 167,024 |
| 45ДБ9 | 463 | 192 | 10,5 | 17,7 | 10,2 | 113,76 | 89 | 182,016 |
| 45ДБ10 | 466 | 193 | 11,4 | 19 | 10,2 | 123,03 | 97 | 196,848 |
| 45ДБ11 | 469 | 194 | 12,6 | 20,6 | 10,2 | 134,72 | 106 | 215,552 |
| 53ДБ3 | 533 | 209 | 10,2 | 15,6 | 12,7 | 117,78 | 92,5 | 188,448 |
| 53ДБ4 | 537 | 210 | 10,9 | 17,4 | 12,7 | 129,2 | 101,4 | 206,72 |
| 53ДБ5 | 539 | 211 | 11,6 | 18,8 | 12,7 | 138,88 | 109 | 222,208 |
| 53ДБ6 | 544 | 212 | 13,1 | 21,2 | 12,7 | 156,98 | 123,2 | 251,168 |
| 53ДБ7 | 549 | 214 | 14,7 | 23,6 | 12,7 | 176,16 | 138,3 | 281,856 |
| 60ДБ1 | 599 | 178 | 10 | 12,8 | 12,7 | 104,29 | 82 | 166,864 |
| 60ДБ2 | 603 | 179 | 10,9 | 15 | 12,7 | 117,54 | 92 | 188,064 |
| 60ДБ3 | 603 | 228 | 10,5 | 14,9 | 12,7 | 129,51 | 101 | 207,216 |
| 60ДБ4 | 608 | 228 | 11,2 | 17,3 | 12,7 | 144,49 | 113 | 231,184 |
| 60ДБ5 | 612 | 229 | 11,9 | 19,6 | 12,7 | 159,32 | 125 | 254,912 |
| 60ДБ6 | 617 | 230 | 13,1 | 22,2 | 12,7 | 178,52 | 140 | 285,632 |
Двутавры дополнительные колонные по ГОСТ Р 57837-2017
- Двутавры дополнительные колонные по ГОСТ Р 57837-2017, высотой (h) профиля от 96 до 264 мм, шириной полки (b) от 100 до 257 мм
- Стенка балочного профиля (s) толщиной от 5 до 14,5 мм
- Полка двутавра (t) толщиной от 6,6 до 24 мм, при этом площадь сечения F (см²) балки варьируется от 21,2 до 128,88 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 16,7 до 101 (кг за погонный метр).

- Допустимая нагрузка на сечение балки варьируется от 33,92 до 206,208 тонн
- Момент сопротивления двутавра колонного дополнительного Wx (см³) находится в диапазоне от 73 до 1240,1 (см³)
Двутавр дополнительный колонный ГОСТ Р 57837 — 2017 — stroyone
Основные размеры двутавра дополнительного колонного по ГОСТ Р 57837-2017 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10ДК1 | 96 | 100 | 5 | 8 | 12 | 21,2 | 16,7 | 33,92 |
| 10ДК2 | 100 | 100 | 6 | 10 | 12 | 26 | 20,4 | 41,6 |
| ЮДКЗ | 120 | 106 | 12 | 20 | 12 | 53,2 | 41,8 | 85,12 |
| 12ДК1 | 114 | 120 | 5 | 8 | 12 | 25,3 | 19,9 | 40,48 |
| 12ДК2 | 120 | 120 | 6,5 | 11 | 12 | 34 | 26,7 | 54,4 |
| 12ДКЗ | 140 | 126 | 12,5 | 21 | 12 | 66,4 | 53,1 | 106,24 |
| 14ДК1 | 133 | 140 | 5,5 | 8,5 | 12 | 31,4 | 24,7 | 50,24 |
| 14ДК2 | 140 | 140 | 7 | 12 | 12 | 43 | 33,7 | 68,8 |
| 14ДКЗ | 160 | 145 | 13 | 22 | 12 | 80,6 | 63,2 | 128,96 |
| 15ДК1 | 152 | 152 | 5,8 | 6,6 | 7,6 | 28,61 | 22,5 | 45,776 |
| 15ДК2 | 157 | 153 | 6,6 | 9,3 | 7,6 | 38,09 | 29,8 | 60,944 |
| 15ДКЗ | 162 | 154 | 8,1 | 11,6 | 7,6 | 47,47 | 37,1 | 75,952 |
| 16ДК1 | 152 | 160 | 6 | 9 | 15 | 38,8 | 30,4 | 62,08 |
| 16ДК2 | 160 | 160 | 8 | 13 | 15 | 54,3 | 42,6 | 86,88 |
| 16ДКЗ | 180 | 166 | 14 | 23 | 15 | 97,1 | 76,2 | 155,36 |
| 18ДК1 | 171 | 180 | 6 | 9,5 | 15 | 45,3 | 35,5 | 72,48 |
| 18ДК2 | 180 | 180 | 8,3 | 14 | 15 | 65,3 | 51,2 | 104,48 |
| 18ДКЗ | 200 | 186 | 14,5 | 24 | 15 | 113,3 | 88,9 | 181,28 |
| 20ДК1 | 203 | 203 | 7,2 | 11 | 10,2 | 58,59 | 46,1 | 93,744 |
| 20ДК2 | 206 | 204 | 7,9 | 12,6 | 10,2 | 66,58 | 52 | 106,528 |
| 20ДКЗ | 210 | 205 | 9,1 | 14,2 | 10,2 | 75,64 | 59 | 121,024 |
| 20ДК4 | 216 | 206 | 10,2 | 17,4 | 10,2 | 91,06 | 71 | 145,696 |
| 20ДК5 | 222 | 209 | 13 | 20,6 | 10,2 | 110,51 | 86 | 176,816 |
| 20ДК6 | 229 | 210 | 14,5 | 23,7 | 10,2 | 126,77 | 100 | 202,832 |
| 25ДК1 | 253 | 254 | 8,6 | 14,2 | 12,7 | 92,84 | 73 | 148,544 |
| 25ДК2 | 256 | 255 | 9,4 | 15,6 | 12,7 | 102,08 | 80 | 163,328 |
| 25ДКЗ | 260 | 256 | 10,7 | 17,3 | 12,7 | 114,08 | 89 | 182,528 |
| 25ДК4 | 264 | 257 | 11,9 | 19,6 | 12,7 | 128,88 | 101 | 206,208 |
Двутавры по ГОСТ 26020-83
Условные обозначения
- h — высота профиля
- b — ширина полки
- S — толщина стенки
- t — толщина полки
Двутавры балочные по ГОСТ 26020-83
- Двутавры балочные по ГОСТ 26020-83, высотой (h) профиля от 100 до 1013 мм, шириной полки (b) от 55 до 320 мм
- Стенка балочного профиля (s) толщиной от 3,8 до 19,5 мм
- Полка двутавра (t) толщиной от 5,1 до 32,5 мм, при этом площадь сечения F (см²) балки варьируется от 10,32 до 400,6 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 8,1 до 314,5 (кг за погонный метр).
- Допустимая нагрузка на сечение балки варьируется от 16,512 до 640,96 тонн
- Момент сопротивления балочного двутавра по ГОСТ 26020-83 Wx (см³) находится в диапазоне от 34,2 до 12940 (см³)
Двутавр балочный по ГОСТ 26020-83
Основные размеры двутавра балочного по ГОСТ 26020-83 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10Б1 | 100 | 55 | 4,1 | 5,7 | 7 | 10,32 | 8,1 | 16,512 |
| 12Б1 | 117,6 | 64 | 3,8 | 5,1 | 7 | 11,03 | 8,7 | 17,648 |
| 12Б2 | 120 | 64 | 4,4 | 6,3 | 7 | 13,21 | 10,4 | 21,136 |
| 14Б1 | 137,4 | 73 | 3,8 | 5,6 | 7 | 13,39 | 10,5 | 21,424 |
| 14Б2 | 140 | 73 | 4,7 | 6,9 | 7 | 16,43 | 12,9 | 26,288 |
| 16Б1 | 157 | 82 | 4 | 5,9 | 9 | 16,18 | 12,7 | 25,888 |
| 16Б2 | 160 | 82 | 5 | 7,4 | 9 | 20,09 | 15,8 | 32,144 |
| 18Б1 | 177 | 91 | 4,3 | 6,5 | 9 | 19,58 | 15,4 | 31,328 |
| 18Б2 | 180 | 91 | 5,3 | 8 | 9 | 23,95 | 18,8 | 38,32 |
| 20Б1 | 200 | 100 | 5,6 | 8,5 | 12 | 28,49 | 22,4 | 45,584 |
| 23Б1 | 230 | 110 | 5,6 | 9 | 12 | 32,91 | 25,8 | 52,656 |
| 26Б1 | 258 | 120 | 5,8 | 8,5 | 12 | 35,62 | 28 | 56,992 |
| 26Б2 | 261 | 120 | 6 | 10 | 12 | 39,7 | 31,2 | 63,52 |
| 30Б1 | 296 | 140 | 5,8 | 8,5 | 15 | 41,92 | 32,9 | 67,072 |
| 30Б2 | 299 | 140 | 6 | 10 | 15 | 46,67 | 36,6 | 74,672 |
| 35Б1 | 346 | 155 | 6,2 | 8,5 | 18 | 49,53 | 38,9 | 79,248 |
| 35Б2 | 349 | 155 | 6,5 | 10 | 18 | 55,17 | 43,3 | 88,272 |
| 40Б1 | 392 | 165 | 7 | 9,5 | 21 | 61,25 | 48,1 | 98 |
| 40Б2 | 396 | 165 | 7,5 | 11,5 | 21 | 69,72 | 54,7 | 111,552 |
| 45Б1 | 443 | 180 | 7,8 | 11 | 21 | 76,23 | 59,8 | 121,968 |
| 45Б2 | 447 | 180 | 8,4 | 13 | 21 | 85,96 | 67,5 | 137,536 |
| 50Б1 | 492 | 200 | 8,8 | 12 | 21 | 92,98 | 73 | 148,768 |
| 50Б2 | 496 | 200 | 9,2 | 14 | 21 | 102,8 | 80,7 | 164,48 |
| 55Б1 | 543 | 220 | 9,5 | 13,5 | 24 | 113,37 | 89 | 181,392 |
| 55Б2 | 547 | 220 | 10 | 15,5 | 24 | 124,75 | 97,9 | 199,6 |
| 60Б1 | 593 | 230 | 10,5 | 15,5 | 24 | 135,26 | 106,2 | 216,416 |
| 60Б2 | 597 | 230 | 11 | 17,5 | 24 | 147,3 | 115,6 | 235,68 |
| 70Б1 | 691 | 260 | 12 | 15,5 | 24 | 164,7 | 129,3 | 263,52 |
| 70Б2 | 697 | 260 | 12,5 | 18,5 | 24 | 183,6 | 144,2 | 293,76 |
| 80Б1 | 791 | 280 | 13,5 | 17 | 26 | 203,2 | 159,5 | 325,12 |
| 80Б2 | 798 | 280 | 14 | 20,5 | 26 | 226,6 | 177,9 | 362,56 |
| 90Б1 | 898 | 300 | 15 | 18,5 | 30 | 247,1 | 194 | 395,36 |
| 90Б2 | 900 | 300 | 15,5 | 22 | 30 | 272,4 | 213,8 | 435,84 |
| 100Б1 | 990 | 320 | 16 | 21 | 30 | 293,82 | 230,6 | 470,112 |
| 100Б2 | 998 | 320 | 17 | 25 | 30 | 328,9 | 258,2 | 526,24 |
| 100Б3 | 1006 | 320 | 18 | 29 | 30 | 364 | 285,7 | 582,4 |
| 100Б4 | 1013 | 320 | 19,5 | 32,5 | 30 | 400,6 | 314,5 | 640,96 |
Двутавры широкополочные по ГОСТ 26020-83
Конструктивные преимущества (параллельность граней полок и мощность сечений) позволяют применять широкополочные двутавры в виде самостоятельного элемента (балки, колонны, стержни тяжелых ферм), не требующего почти никакой обработки, что снижает трудоемкость изготовления конструкций в 2-3 раза.
Из широкополочных двутавров путем разрезки стенки в продольном направлении получают тавровые профили (БТ), (ШТ) и (КТ) удобные для применения в решетчатых конструкциях. По мере расширения производства широкополочных двутавров применение обыкновенных двутавров сокращается.
Развитие автоматической сварки создает благоприятные условия для производства сварных двутавров из универсальной стали по определенному сортаменту, что дает возможность пользоваться ими так же, как и прокатными .
- Двутавры широкополочные по ГОСТ 26020-83, высотой (h) профиля от 193 до 718 мм, шириной полки (b) от 150 до 320 мм
- Стенка балочного профиля (s) толщиной от 6 до 23 мм
- Полка двутавра (t) толщиной от 9 до 36,5 мм, при этом площадь сечения F (см²) балки варьируется от 38,95 до 389,7 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 30,6 до 305,9 (кг за погонный метр).
- Допустимая нагрузка на сечение балки варьируется от 62,32 до 623,52 тонн
- Момент сопротивления двутавра широкополочного Wx (см³) находится в диапазоне от 275 до 9210 (см³)
Двутавр широкополочный ГОСТ 26020-83 — stroyone
Основные размеры двутавра широкополочного по ГОСТ 26020-83 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 20Ш1 | 193 | 150 | 6 | 9 | 13 | 38,95 | 30,6 | 62,32 |
| 23Ш1 | 226 | 155 | 6,5 | 10 | 14 | 46,08 | 36,2 | 73,728 |
| 26Ш1 | 251 | 180 | 7 | 10 | 16 | 54,37 | 42,7 | 86,992 |
| 26Ш2 | 255 | 180 | 7,5 | 12 | 16 | 62,73 | 49,2 | 100,368 |
| 30Ш1 | 291 | 200 | 8 | 11 | 18 | 68,31 | 53,6 | 109,296 |
| 30Ш2 | 295 | 200 | 8,5 | 13 | 18 | 77,65 | 61 | 124,24 |
| 30Ш3 | 299 | 200 | 9 | 15 | 18 | 87 | 68,3 | 139,2 |
| 35Ш1 | 338 | 250 | 9,5 | 12,5 | 20 | 95,67 | 75,1 | 153,072 |
| 35Ш2 | 341 | 250 | 10 | 14 | 20 | 104,74 | 82,2 | 167,584 |
| 35Ш3 | 345 | 250 | 10,5 | 16 | 20 | 116,3 | 91,3 | 186,08 |
| 40Ш1 | 388 | 300 | 9,5 | 14 | 22 | 122,4 | 96,1 | 195,84 |
| 40Ш2 | 392 | 300 | 11,5 | 16 | 22 | 141,6 | 111,1 | 226,56 |
| 40Ш3 | 396 | 300 | 12,5 | 18 | 22 | 157,2 | 123,4 | 251,52 |
| 50Ш1 | 484 | 300 | 11 | 15 | 26 | 145,7 | 114,4 | 233,12 |
| 50Ш2 | 489 | 300 | 14,5 | 17,5 | 26 | 176,6 | 138,7 | 282,56 |
| 50Ш3 | 495 | 300 | 15,5 | 20,5 | 26 | 199,2 | 156,4 | 318,72 |
| 50Ш4 | 501 | 300 | 16,5 | 23,5 | 26 | 221,7 | 174,1 | 354,72 |
| 60Ш1 | 580 | 320 | 12 | 17 | 28 | 181,1 | 142,1 | 289,76 |
| 60Ш2 | 587 | 320 | 16 | 20,5 | 28 | 225,3 | 176,9 | 360,48 |
| 60Ш3 | 596 | 320 | 18 | 24,5 | 28 | 261,8 | 205,5 | 418,88 |
| 60Ш4 | 603 | 320 | 20 | 28,5 | 28 | 298,34 | 234,2 | 477,344 |
| 70Ш1 | 683 | 320 | 13,5 | 19 | 30 | 216,4 | 169,9 | 346,24 |
| 70Ш2 | 691 | 320 | 15 | 23 | 30 | 251,7 | 197,6 | 402,72 |
| 70Ш3 | 700 | 320 | 18 | 27,5 | 30 | 299,8 | 235,4 | 479,68 |
| 70Ш4 | 708 | 320 | 20,5 | 31,5 | 30 | 341,6 | 268,1 | 546,56 |
| 70Ш5 | 718 | 320 | 23 | 36,5 | 30 | 389,7 | 305,9 | 623,52 |
Двутавры колонные по ГОСТ 26020-83
- Двутавры широкополочные по ГОСТ 26020-83, высотой (h) профиля от 195 до 431 мм, шириной полки (b) от 200 до 400 мм
- Стенка балочного профиля (s) толщиной от 6,5 до 23 мм
- Полка двутавра (t) толщиной от 10 до 35,5 мм, при этом площадь сечения F (см²) балки варьируется от 52,82 до 371 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 41,5 до 291,2 (кг за погонный метр).
- Допустимая нагрузка на сечение балки варьируется от 84,512 до 593,6 тонн
- Момент сопротивления двутавра колонного Wx (см³) находится в диапазоне от 392 до 5642 (см³)
Двутавр колонный ГОСТ 26020-83 — stroyone
Основные размеры двутавра колонного по ГОСТ 26020-83 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 20К1 | 195 | 200 | 6,5 | 10 | 13 | 52,82 | 41,5 | 84,512 |
| 20К2 | 198 | 200 | 7 | 11,5 | 13 | 59,7 | 46,9 | 95,52 |
| 23К1 | 227 | 240 | 7 | 10,5 | 14 | 66,51 | 52,2 | 106,416 |
| 23К2 | 230 | 240 | 8 | 12 | 14 | 75,77 | 59,5 | 121,232 |
| 26К1 | 255 | 260 | 8 | 12 | 16 | 83,08 | 65,2 | 132,928 |
| 26К2 | 258 | 260 | 9 | 13,5 | 16 | 93,19 | 73,2 | 149,104 |
| 26К3 | 262 | 260 | 10 | 15,5 | 16 | 105,9 | 83,1 | 169,44 |
| 30К1 | 296 | 300 | 9 | 13,5 | 18 | 108 | 84,8 | 172,8 |
| 30К2 | 304 | 300 | 10 | 15,5 | 18 | 122,7 | 96,3 | 196,32 |
| 30К3 | 300 | 300 | 11,5 | 17,5 | 18 | 138,72 | 109 | 221,952 |
| 35К1 | 343 | 350 | 10 | 15 | 20 | 139,7 | 110 | 223,52 |
| 35К2 | 348 | 350 | 11 | 17,5 | 20 | 160,4 | 126 | 256,64 |
| 35К3 | 353 | 350 | 13 | 20 | 20 | 184,1 | 145 | 294,56 |
| 40К1 | 393 | 400 | 11 | 16,5 | 22 | 175,8 | 138 | 281,28 |
| 40К2 | 400 | 400 | 13 | 20 | 22 | 210,96 | 166 | 337,536 |
| 40К3 | 409 | 400 | 16 | 24,5 | 22 | 257,8 | 202 | 412,48 |
| 40К4 | 419 | 400 | 19 | 29,5 | 22 | 308,6 | 242 | 493,76 |
| 40К5 | 431 | 400 | 23 | 35,5 | 22 | 371 | 291 | 593,6 |
- Двутавры дополнительные балочные по ГОСТ 26020-83, высотой (h) профиля от 239 до 450 мм, шириной полки (b) от 115 до 180 мм
- Стенка балочного профиля (s) толщиной от 5,5 до 7,6 мм
- Полка двутавра (t) толщиной от 8,5 до 13,3 мм, при этом площадь сечения F (см²) балки варьируется от 35,45 до 82,8 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 27,8 до 65 (кг за погонный метр).

- Допустимая нагрузка на сечение балки варьируется от 56,72 до 132,48 тонн
- Момент сопротивления балочного двутавра Wx (см³) находится в диапазоне от 295,8 до 1280 (см³)
Двутавр дополнительный балочный ГОСТ 26020-83 — stroyone
Основные размеры двутавра дополнительного балочного по ГОСТ 26020-83 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 24ДБ1 | 239 | 115 | 5,5 | 9,3 | 15 | 35,45 | 27,8 | 56,72 |
| 27ДБ1 | 269 | 125 | 6 | 9,5 | 15 | 40,68 | 31,9 | 65,088 |
| 36ДБ1 | 360 | 145 | 7,2 | 12,3 | 18 | 62,6 | 49,1 | 100,16 |
| 35ДБ1 | 349 | 127 | 5,8 | 8,5 | 15 | 42,78 | 33,6 | 68,448 |
| 40ДБ1 | 399 | 139 | 6,2 | 9 | 15 | 50,58 | 39,7 | 80,928 |
| 45ДБ1 | 450 | 152 | 7,4 | 11 | 15 | 67,05 | 52,6 | 107,28 |
| 45ДБ2 | 450 | 180 | 7,6 | 13,3 | 18 | 82,8 | 65 | 132,48 |
- Двутавры дополнительные широкополочные по ГОСТ 26020-83, высотой (h) профиля от 300,6 до 496,2 мм, шириной полки (b) от 201,9 до 303,8 мм
- Стенка балочного профиля (s) толщиной от 9,4 до 14,2 мм
- Полка двутавра (t) толщиной от 16 до 21 мм, при этом площадь сечения F (см²) балки варьируется от 92,6 до 198 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 72,7 до 155 (кг за погонный метр).

- Допустимая нагрузка на сечение балки варьируется от 148,16 до 316,8 тонн
- Момент сопротивления широкополочного двутавра Wx (см³) находится в диапазоне от 1000 до 3470 (см³)
Двутавр дополнительный широкополочный по ГОСТ Р57837-2017
Основные размеры двутавра дополнительного широкополочного по ГОСТ 26020-83 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 30ДШ1 | 301 | 202 | 9,4 | 16 | 18 | 92,6 | 72,7 | 148,16 |
| 40ДШ1 | 398 | 302 | 11,5 | 18,7 | 22 | 159 | 124 | 254,4 |
| 50ДШ1 | 496 | 304 | 14,2 | 21 | 26 | 198 | 155 | 316,8 |
- Двутавры стальные горячекатаные с уклоном внутренних полок по ГОСТ 8239-89, высотой (h) профиля от 100 до 600 мм, шириной полки (b) от 55 до 190 мм
- Стенка балочного профиля (s) толщиной от 4,5 до 12 мм
- Полка двутавра (t) толщиной от 7,2 до 17,8 мм, при этом площадь сечения F (см²) балки варьируется от 12 до 138 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 9,46 до 108 (кг за погонный метр)
- Допустимая нагрузка на сечение балки варьируется от 19,2 до 220,8 тонн
- Момент сопротивления двутавра с уклоном полок Wx (см³) находится в диапазоне от 39,7 до 2560 (см³)
Двутавр по ГОСТ 8239-89 — stroyone. com
com
Основные размеры двутавра горячекатаного с уклоном полок по ГОСТ 8239-89 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Дв. 10 | 100 | 55 | 4,5 | 7,2 | 7 | 12 | 9,46 | 19,2 |
| Дв. 12 | 120 | 64 | 4,8 | 7,3 | 7,5 | 14,7 | 11,5 | 23,52 |
| Дв. 14 | 140 | 73 | 4,9 | 7,5 | 8 | 17,4 | 13,7 | 27,84 |
Дв. 16 16 | 160 | 81 | 5 | 7,8 | 8,5 | 20,2 | 15,9 | 32,32 |
| Дв. 18 | 180 | 90 | 5,1 | 8,1 | 9 | 23,4 | 18,4 | 37,44 |
| Дв. 20 | 200 | 100 | 5,2 | 8,4 | 9,5 | 26,8 | 21 | 42,88 |
| Дв. 22 | 220 | 110 | 5,4 | 8,7 | 10 | 30,6 | 24 | 48,96 |
| Дв. 24 | 240 | 115 | 5,6 | 9,5 | 10,5 | 34,8 | 27,3 | 55,68 |
| Дв. 27 | 270 | 125 | 6 | 9,8 | 11 | 40,2 | 31,5 | 64,32 |
| Дв. 30 | 300 | 135 | 6,5 | 10,2 | 12 | 46,5 | 36,5 | 74,4 |
| Дв. 33 | 330 | 140 | 7 | 11,2 | 13 | 53,8 | 42,2 | 86,08 |
Дв. 36 36 | 360 | 145 | 7,5 | 12,3 | 14 | 61,9 | 48,6 | 99,04 |
| Дв. 40 | 400 | 155 | 8,3 | 13 | 15 | 72,6 | 57 | 116,16 |
| Дв. 45 | 450 | 160 | 9 | 14,2 | 16 | 84,7 | 66,5 | 135,52 |
| Дв. 50 | 500 | 170 | 10 | 15,2 | 17 | 100 | 78,5 | 160 |
| Дв. 55 | 550 | 180 | 11 | 16,5 | 18 | 118 | 92,6 | 188,8 |
| Дв. 60 | 600 | 190 | 12 | 17,8 | 20 | 138 | 108 | 220,8 |
- Двутавры стальные горячекатаные с уклоном внутренних полок по ГОСТ 19425-74, высотой (h) профиля от 140 до 450 мм, шириной полки (b) от 80 до 150 мм
- Стенка балочного профиля (s) толщиной от 5,5 до 10,58 мм
- Вес двутавров M (кг/м) находится в диапазоне от 16,9 до 77,6 (кг за погонный метр)
- Момент сопротивления двутавра с уклоном полок Wx (см³) находится в диапазоне от 102 до 1420 (см³)
Двутавр по ГОСТ 19425-74
Основные размеры двутавра специального по ГОСТ 19425-74 | ||||||||
| № двутавра | h | b | s | t | r | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
Дв. 14С 14С | 140 | 80 | 5,5 | 9,1 | 3,8 | 21,5 | 16,9 | 34,4 |
| Дв. 20С | 200 | 100 | 7 | 11,4 | 4,5 | 35,6 | 27,9 | 56,96 |
| Дв. 20Са | 200 | 102 | 9 | 11,4 | 4,5 | 39,6 | 31,1 | 63,36 |
| Дв. 22С | 220 | 110 | 7,5 | 12,3 | 4,8 | 42,1 | 33,1 | 67,36 |
| Дв. 27С | 270 | 122 | 8,5 | 13,7 | 5,3 | 51,5 | 42,8 | 82,4 |
| Дв. 27Са | 270 | 124 | 10,5 | 13,7 | 5,3 | 59,9 | 47 | 95,84 |
| Дв. 36С | 350 | 140 | 11 | 15,8 | 6 | 90,9 | 71,3 | 145,44 |
| Дв. 18М | 180 | 90 | 7 | 12 | 3,5 | 32,9 | 25,8 | 52,64 |
Дв. 24М 24М | 240 | 110 | 8,2 | 14 | 4 | 48,7 | 38,3 | 77,92 |
| Дв. 30М | 300 | 130 | 9 | 15 | 6 | 64 | 50,2 | 102,4 |
| Дв. 36М | 360 | 130 | 9,5 | 16 | 6 | 73,8 | 57,9 | 118,08 |
| Дв. 45М | 450 | 150 | 10,5 | 18 | 7 | 98,8 | 77,6 | 158,08 |
Двутавры сварные по ТУ
Каталог сварных двутавров
- Двутавры сварные по ТУ, высотой (h) профиля от 244 до 1013 мм, шириной полки (b) от 120 до 405 мм
- Стенка балочного профиля (s) толщиной от 6 до 25 мм
- Полка двутавра (t) толщиной от 8 до 36 мм, при этом площадь сечения F (см²) балки варьируется от 34,5 до 396,6 (см²)
- Вес двутавров M (кг/м) находится в диапазоне от 27,1 до 311,3 (кг за погонный метр).
- Допустимая нагрузка на сечение балки варьируется от 55,2 до 634,56 тонн
- Момент сопротивления двутавра сварного Wx (см³) находится в диапазоне от 280,84 до 12543,9 (см³)
Двутавр сварной по ТУ
Основные размеры двутавра сварного по ТУ | |||||||
| № двутавра | h | b | s | t | F | M | P |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 25Б1 | 248 | 124 | 6 | 8 | 34,5 | 27,1 | 55,2 |
| 25Б2 | 250 | 125 | 6 | 10 | 39,5 | 31 | 63,2 |
| 30Б1 | 298 | 149 | 6 | 8 | 41,5 | 32,6 | 66,4 |
| 30Б2 | 300 | 150 | 6 | 10 | 47,5 | 37,3 | 76 |
| 35Б1 | 346 | 174 | 6 | 10 | 55,1 | 43,2 | 88,16 |
| 35Б2 | 350 | 175 | 8 | 12 | 68,8 | 54 | 110,08 |
| 40Б1 | 396 | 199 | 8 | 12 | 78,2 | 61,4 | 125,12 |
| 40Б2 | 400 | 200 | 8 | 14 | 86,5 | 67,9 | 138,4 |
| 45Б1 | 446 | 199 | 8 | 12 | 82,2 | 64,6 | 131,52 |
| 45Б2 | 450 | 200 | 10 | 14 | 98,9 | 77,7 | 158,24 |
| 50Б1 | 492 | 199 | 10 | 12 | 95,3 | 74,8 | 152,48 |
| 50Б2 | 496 | 199 | 10 | 14 | 103,2 | 81 | 165,12 |
| 50Б3 | 500 | 200 | 10 | 16 | 111,5 | 87,5 | 178,4 |
| 55Б1 | 543 | 220 | 10 | 14 | 113,8 | 89,3 | 182,08 |
| 55Б2 | 547 | 220 | 10 | 16 | 122,6 | 96,3 | 196,16 |
| 60Б1 | 596 | 199 | 10 | 16 | 120,8 | 94,8 | 193,28 |
| 60Б2 | 600 | 200 | 12 | 18 | 141 | 110,7 | 225,6 |
| 70Б0 | 693 | 230 | 12 | 16 | 153,6 | 120,6 | 245,76 |
| 70Б1 | 691 | 260 | 12 | 16 | 163 | 128 | 260,8 |
| 70Б2 | 697 | 260 | 14 | 20 | 197,3 | 154,8 | 315,68 |
| 25К1 | 246 | 249 | 8 | 12 | 78,2 | 61,4 | 125,12 |
| 25К2 | 250 | 250 | 10 | 14 | 92,9 | 72,9 | 148,64 |
| 25К3 | 253 | 251 | 10 | 16 | 103,1 | 81 | 164,96 |
| 30К1 | 298 | 299 | 10 | 14 | 111,4 | 87,5 | 178,24 |
| 30К2 | 300 | 300 | 10 | 16 | 123,5 | 97 | 197,6 |
| 30К3 | 300 | 305 | 16 | 16 | 141,2 | 110,8 | 225,92 |
| 30К4 | 304 | 301 | 12 | 18 | 141,8 | 111,3 | 226,88 |
| 35К1 | 342 | 348 | 10 | 16 | 143,1 | 112,3 | 228,96 |
| 35К2 | 350 | 350 | 12 | 20 | 178,5 | 140,1 | 285,6 |
| 40К1 | 394 | 398 | 12 | 18 | 187,5 | 147,2 | 300 |
| 40К2 | 400 | 400 | 14 | 22 | 227,1 | 178,3 | 363,36 |
| 40К3 | 406 | 403 | 16 | 25 | 259,7 | 203,9 | 415,52 |
| 40К4 | 414 | 405 | 18 | 30 | 308 | 241,8 | 492,8 |
| 40К5 | 429 | 400 | 25 | 36 | 379,3 | 297,7 | 606,88 |
| 25Ш1 | 244 | 175 | 8 | 12 | 60,3 | 47,4 | 96,48 |
| 30Ш1 | 294 | 200 | 8 | 12 | 70,3 | 55,2 | 112,48 |
| 30Ш2 | 300 | 201 | 10 | 16 | 91,8 | 72,1 | 146,88 |
| 35Ш1 | 334 | 249 | 8 | 12 | 85,3 | 66,9 | 136,48 |
| 35Ш2 | 340 | 250 | 10 | 14 | 101,9 | 80 | 163,04 |
| 40Ш1 | 383 | 299 | 10 | 14 | 119,9 | 94,2 | 191,84 |
| 40Ш2 | 390 | 300 | 10 | 16 | 132,5 | 104 | 212 |
| 45Ш1 | 440 | 300 | 12 | 18 | 157,8 | 123,8 | 252,48 |
| 50Ш1 | 482 | 300 | 12 | 16 | 150,7 | 118,3 | 241,12 |
| 50Ш2 | 487 | 300 | 16 | 18 | 181,4 | 142,4 | 290,24 |
| 50Ш3 | 493 | 300 | 16 | 20 | 193,8 | 152,1 | 310,08 |
| 50Ш4 | 499 | 300 | 16 | 25 | 223,1 | 175,1 | 356,96 |
| 60Ш1 | 582 | 300 | 12 | 18 | 174,8 | 137,2 | 279,68 |
| 60Ш2 | 589 | 300 | 16 | 20 | 209,1 | 164,2 | 334,56 |
| 60Ш3 | 597 | 300 | 18 | 25 | 249,7 | 196 | 399,52 |
| 60Ш4 | 605 | 300 | 20 | 30 | 290,3 | 227,9 | 464,48 |
| 70Ш1 | 692 | 300 | 14 | 20 | 212,6 | 166,9 | 340,16 |
| 70Ш2 | 698 | 300 | 16 | 25 | 255 | 200,1 | 408 |
| 70Ш3 | 707 | 300 | 18 | 30 | 297,7 | 233,7 | 476,32 |
| 70Ш4 | 715 | 300 | 20 | 32 | 323,5 | 253,9 | 517,6 |
| 70Ш5 | 725 | 300 | 25 | 36 | 381,3 | 299,3 | 610,08 |
| 80Ш1 | 782 | 300 | 14 | 18 | 213,7 | 167,8 | 341,92 |
| 80Ш2 | 792 | 300 | 14 | 22 | 238 | 186,8 | 380,8 |
| 90Ш1 | 881 | 299 | 16 | 20 | 255,4 | 200,5 | 408,64 |
| 90Ш2 | 890 | 299 | 16 | 25 | 285,2 | 223,9 | 456,32 |
| 100Ш1 | 990 | 320 | 16 | 22 | 293,4 | 230,4 | 469,44 |
| 100Ш2 | 998 | 320 | 18 | 25 | 331,9 | 260,6 | 531,04 |
| 100Ш3 | 1006 | 320 | 18 | 30 | 363,6 | 285,4 | 581,76 |
| 100Ш4 | 1013 | 320 | 20 | 32 | 396,6 | 311,3 | 634,56 |
| 26Б1-Г | 258 | 120 | 6 | 10 | 39 | 30,6 | 62,4 |
| 26Б2-Г | 261 | 120 | 6 | 10 | 39,2 | 30,8 | 62,72 |
| 30Б1-Г | 296 | 140 | 6 | 10 | 45,3 | 35,5 | 72,48 |
| 30Б2-Г | 299 | 140 | 6 | 10 | 45,5 | 35,7 | 72,8 |
| 35Б1-Г | 346 | 155 | 6 | 10 | 51,3 | 40,3 | 82,08 |
| 35Б2-Г | 349 | 155 | 8 | 10 | 58 | 45,6 | 92,8 |
| 40Б1-Г | 392 | 165 | 8 | 10 | 63,5 | 49,8 | 101,6 |
| 40Б2-Г | 396 | 165 | 8 | 12 | 70,1 | 55 | 112,16 |
| 45Б1-Г | 443 | 180 | 8 | 12 | 77,4 | 60,8 | 123,84 |
| 45Б2-Г | 447 | 180 | 8 | 14 | 84,6 | 66,4 | 135,36 |
| 50Б1-Г | 492 | 200 | 10 | 12 | 95,5 | 75 | 152,8 |
| 50Б2-Г | 496 | 200 | 10 | 14 | 103,5 | 81,3 | 165,6 |
| 55Б1-Г | 543 | 220 | 10 | 14 | 113,8 | 89,3 | 182,08 |
| 55Б2-Г | 547 | 220 | 10 | 16 | 122,6 | 96,3 | 196,16 |
| 60Б1-Г | 593 | 230 | 12 | 16 | 141,6 | 111,2 | 226,56 |
| 60Б2-Г | 597 | 230 | 12 | 18 | 151,4 | 118,8 | 242,24 |
| 70Б1-Г | 691 | 260 | 12 | 16 | 163 | 128 | 260,8 |
| 70Б2-Г | 697 | 260 | 12 | 20 | 184,1 | 144,5 | 294,56 |
| 80Б1-Г | 791 | 280 | 14 | 18 | 207,8 | 163,1 | 332,48 |
| 80Б2-Г | 798 | 280 | 14 | 22 | 230 | 180,6 | 368 |
| 90Б1-Г | 893 | 300 | 16 | 18 | 246,4 | 193,4 | 394,24 |
| 90Б2-Г | 900 | 300 | 16 | 22 | 270,2 | 212,1 | 432,32 |
| 100Б1-Г | 990 | 320 | 16 | 22 | 293,4 | 230,4 | 469,44 |
| 100Б2-Г | 998 | 320 | 18 | 25 | 331,9 | 260,6 | 531,04 |
| 100Б3-Г | 1006 | 320 | 18 | 30 | 363,6 | 285,4 | 581,76 |
| 100Б4-Г | 1013 | 320 | 20 | 32 | 396,6 | 311,3 | 634,56 |
| 23Ш1-Г | 244 | 160 | 6 | 10 | 46,2 | 36,2 | 73,92 |
| 26Ш1-Г | 251 | 180 | 8 | 10 | 55,2 | 43,3 | 88,32 |
| 26Ш2-Г | 255 | 180 | 8 | 12 | 62,4 | 49 | 99,84 |
| 30Ш1-Г | 291 | 200 | 8 | 12 | 70,1 | 55 | 112,16 |
| 30Ш2-Г | 295 | 200 | 8 | 14 | 78,1 | 61,3 | 124,96 |
| 30Ш3-Г | 299 | 200 | 10 | 16 | 91,4 | 71,8 | 146,24 |
| 35Ш1-Г | 338 | 250 | 10 | 14 | 101,7 | 79,9 | 162,72 |
| 35Ш2-Г | 341 | 250 | 10 | 14 | 102 | 80,1 | 163,2 |
| 35Ш3-Г | 345 | 250 | 12 | 16 | 118,3 | 92,8 | 189,28 |
| 40Ш1-Г | 388 | 300 | 10 | 14 | 120,7 | 94,8 | 193,12 |
| 40Ш2-Г | 392 | 300 | 12 | 16 | 139,9 | 109,8 | 223,84 |
| 40Ш3-Г | 396 | 300 | 14 | 18 | 159,7 | 125,3 | 255,52 |
| 50Ш1-Г | 484 | 300 | 12 | 16 | 151 | 118,5 | 241,6 |
| 50Ш2-Г | 489 | 300 | 16 | 18 | 181,8 | 142,7 | 290,88 |
| 50Ш3-Г | 495 | 300 | 16 | 22 | 205,4 | 161,3 | 328,64 |
| 50Ш4-Г | 501 | 300 | 16 | 25 | 223,4 | 175,4 | 357,44 |
| 60Ш1-Г | 580 | 320 | 12 | 18 | 181,8 | 142,7 | 290,88 |
| 60Ш2-Г | 587 | 320 | 16 | 22 | 229 | 179,7 | 366,4 |
| 60Ш3-Г | 595 | 320 | 18 | 25 | 259,4 | 203,6 | 415,04 |
| 60Ш4-Г | 603 | 320 | 20 | 30 | 301,9 | 237 | 483,04 |
| 70Ш1-Г | 683 | 320 | 14 | 20 | 219,3 | 172,2 | 350,88 |
| 70Ш2-Г | 691 | 320 | 16 | 25 | 263,8 | 207,1 | 422,08 |
| 70Ш3-Г | 700 | 320 | 18 | 30 | 308,5 | 242,2 | 493,6 |
| 70Ш4-Г | 708 | 320 | 20 | 32 | 334,9 | 262,9 | 535,84 |
| 70Ш5-Г | 718 | 320 | 25 | 36 | 393,9 | 309,2 | 630,24 |
| 23К1-Г | 244 | 240 | 8 | 10 | 66,6 | 52,3 | 106,56 |
| 26К1-Г | 255 | 260 | 8 | 12 | 81,6 | 64,1 | 130,56 |
| 26К2-Г | 258 | 260 | 10 | 14 | 96,5 | 75,8 | 154,4 |
| 26К3-Г | 262 | 260 | 10 | 16 | 106,9 | 83,9 | 171,04 |
| 30К1-Г | 296 | 300 | 10 | 14 | 111,5 | 87,5 | 178,4 |
| 30К2-Г | 300 | 300 | 10 | 16 | 123,5 | 97 | 197,6 |
| 30К3-Г | 304 | 300 | 12 | 18 | 141,4 | 111 | 226,24 |
| 35К1-Г | 343 | 350 | 10 | 16 | 143,8 | 112,9 | 230,08 |
| 35К2-Г | 348 | 350 | 12 | 18 | 164,7 | 129,3 | 263,52 |
| 35К3-Г | 353 | 350 | 14 | 20 | 185,1 | 145,3 | 296,16 |
| 40К1-Г | 393 | 400 | 12 | 16 | 172 | 135,1 | 275,2 |
| 40К2-Г | 400 | 400 | 14 | 20 | 211,7 | 166,2 | 338,72 |
| 40К3-Г | 409 | 400 | 16 | 25 | 258,7 | 203,1 | 413,92 |
| 40К4-Г | 419 | 400 | 20 | 30 | 313,1 | 245,8 | 500,96 |
| 40К5-Г | 431 | 400 | 25 | 36 | 379,8 | 298,1 | 607,68 |
| 30К1-А | 298 | 293 | 10 | 14 | 109,8 | 86,2 | 175,68 |
| 30К2-А | 300 | 293 | 10 | 16 | 121,3 | 95,2 | 194,08 |
| 30К3-А | 300 | 293 | 16 | 16 | 137,4 | 107,8 | 219,84 |
| 30К4-А | 304 | 293 | 12 | 18 | 138,9 | 109,1 | 222,24 |
| 40Ш1-А | 383 | 293 | 10 | 14 | 118,3 | 92,8 | 189,28 |
| 40Ш2-А | 390 | 293 | 10 | 16 | 130,3 | 102,3 | 208,48 |
| 45Ш1-А | 440 | 293 | 12 | 18 | 155,2 | 121,9 | 248,32 |
| 50Ш1-А | 482 | 293 | 12 | 16 | 148,5 | 116,6 | 237,6 |
| 50Ш2-А | 487 | 293 | 16 | 18 | 178,9 | 140,5 | 286,24 |
| 50Ш3-А | 493 | 293 | 16 | 20 | 190,96 | 149,9 | 305,536 |
| 50Ш4-А | 499 | 293 | 16 | 25 | 219,6 | 172,4 | 351,36 |
| 60Ш1-А | 582 | 293 | 12 | 18 | 172,3 | 135,2 | 275,68 |
| 60Ш2-А | 589 | 293 | 16 | 20 | 206,32 | 162 | 330,112 |
| 60Ш3-А | 597 | 293 | 18 | 25 | 246,2 | 193,3 | 393,92 |
| 60Ш4-А | 605 | 293 | 20 | 30 | 286,1 | 224,6 | 457,76 |
| 70Ш1-А | 692 | 293 | 14 | 20 | 209,8 | 164,7 | 335,68 |
| 70Ш2-А | 698 | 293 | 16 | 25 | 251,5 | 197,4 | 402,4 |
| 70Ш3-А | 707 | 293 | 18 | 30 | 293,5 | 230,4 | 469,6 |
| 70Ш4-А | 715 | 293 | 20 | 32 | 319,7 | 250,4 | 511,52 |
| 70Ш5-А | 725 | 293 | 25 | 36 | 376,2 | 295,3 | 601,92 |
| 80Ш1-А | 782 | 293 | 14 | 18 | 211,2 | 165,8 | 337,92 |
| 80Ш2-А | 792 | 293 | 14 | 22 | 234,9 | 184,4 | 375,84 |
| 90Ш1-А | 881 | 293 | 16 | 20 | 253 | 198,6 | 404,8 |
| 90Ш2-А | 890 | 293 | 16 | 25 | 282,2 | 221,5 | 451,52 |
| 90Б1-ГА | 893 | 293 | 16 | 18 | 243,9 | 191,4 | 390,24 |
| 90Б2-ГА | 900 | 293 | 16 | 22 | 267,2 | 209,7 | 427,52 |
| 40Ш1-ГА | 388 | 293 | 10 | 14 | 118,8 | 93,2 | 190,08 |
| 40Ш2-ГА | 392 | 293 | 12 | 16 | 137,7 | 108,1 | 220,32 |
| 40Ш3-ГА | 396 | 293 | 14 | 18 | 157,2 | 123,4 | 251,52 |
| 50Ш1-ГА | 484 | 293 | 12 | 16 | 148,7 | 116,7 | 237,92 |
| 50Ш2-ГА | 489 | 293 | 16 | 18 | 179,2 | 140,7 | 286,72 |
| 50Ш3-ГА | 495 | 293 | 16 | 22 | 202,4 | 158,9 | 323,84 |
| 50Ш4-ГА | 501 | 293 | 16 | 25 | 219,9 | 172,7 | 351,84 |
| 30К1-ГА | 296 | 293 | 10 | 14 | 109,6 | 86 | 175,36 |
| 30К2-ГА | 300 | 293 | 10 | 16 | 121,3 | 95,2 | 194,08 |
| 30К3-ГА | 304 | 293 | 12 | 18 | 138,9 | 109,1 | 222,24 |
| №27 | 270 | 125 | 6 | 10 | 40,7 | 32 | 65,12 |
| №30 | 300 | 135 | 8 | 10 | 50,1 | 39,3 | 80,16 |
| №33 | 330 | 140 | 8 | 12 | 58,8 | 46,2 | 94,08 |
| №36 | 360 | 145 | 8 | 12 | 62,4 | 49 | 99,84 |
| №40 | 400 | 155 | 8 | 14 | 73,9 | 58 | 118,24 |
| №45 | 450 | 160 | 10 | 14 | 87,7 | 68,9 | 140,32 |
| №50 | 500 | 170 | 10 | 16 | 101,9 | 80 | 163,04 |
| №55 | 550 | 180 | 12 | 16 | 120,5 | 94,6 | 192,8 |
| №60 | 600 | 190 | 12 | 18 | 137,4 | 107,8 | 219,84 |
Поделиться:
- Следующая записьШвеллер.
 Сортаменты, таблицы и размеры всех швеллеров
Сортаменты, таблицы и размеры всех швеллеров
×
Рекомендуем посмотреть
Как выбрать двутавр — группа компаний «Строймет» в Ростове-на-Дону
Разнообразие металлоконструкций с каждым годом становится все сложнее, используя новые технологии. В след за этим фактом появляются новые и улучшаются уже существующие изделия металлопроката. Важном деталью многих современных конструкция является двутавр.
Двутавр или двутавровая балка – это элемент, который применяется для сложных конструкций. Его основная задача – это перераспределение нагрузки между деталями здания или сооружения. Внешний вид двутавра напоминает по форме скрепленные буквы «Т», которые называются «тавры», а значит их соединение образует «двутавр». Магазины предлагающие металлопрокатные продукты найти не сложно. А вот купить двутавр в Ростове-на-Дону необходимо предварительно подобрав необходимые характеристики данного элемента.
Какой двутавр выбрать?
Классификация двутавров различается по различным характеристикам этой детали. Само определение двутавра сводится к ому, что металлическая двутавровая балка представляет собой отрезок профиля и имеет постоянную величину сечения. Профиль может быть прокатного и сварного типа. При выборе двутавра важно обратить внимание на сортамент балок: их размеры, параметры и характеристики, методы и технологии производства, сечение и др.
Само определение двутавра сводится к ому, что металлическая двутавровая балка представляет собой отрезок профиля и имеет постоянную величину сечения. Профиль может быть прокатного и сварного типа. При выборе двутавра важно обратить внимание на сортамент балок: их размеры, параметры и характеристики, методы и технологии производства, сечение и др.
Способ производства двутавров
По технологии изготовления существует 2 вида двутавров:
Сварные. Это балки, которые получают посредством сваривания. Размер таких двутавров начинается с отметки в 60 мм.
Горячекатаные. Изготовление такого рода двутавров основывается на использовании стальной заготовки с дальнейшей технологией горячей прокатки. Характеризуются балки небольшим размером – до 60 мм.
Весь технологический процесс производства двутавров, выбор сырья, размеры и характеристики установлены соответствующими ГОСТами. При выборе двутавровых балок обратите внимание на сопутствующую документацию, в которой будут обозначено выполнение всех норм и стандартов.
Конструкция двутавров
Чтобы купить двутавры в Ростове-на-Дону с подходящими характеристиками, первым делом нужно ознакомится с возможными конструкциями балок. Для двутавровой балки характерно два вида граней: параллельные и наклонные.
К первой категории относятся:
Нормальная. Номера профилей этого вида балок находятся в диапазоне от 10 до 60, они имеют минимальную толщину стенок балки, которая может достигать до 1/55 от высоты всей балки. Чем меньше толщина стенки, тем лучше балка будет работать на изгиб. Маркируются нормальные двутавровые балки буквой «Б».
Широкополочная. Имеет соответствующую маркировку «Ш» и может быть разрезная или неразрезная. Разрезной вариант балки устанавливается всегда в один пролет, так как имеет уменьшенный вес и одинаковую высоту балок. Неразрезные балки, наоборот, укладываются одновременно на несколько. Высота неразрезных двутавровых балок соотносится с шириной как 1 к 2.5 (минимум) или 1 к 1.16 (максимум).
 Могу использоваться без вспомогательных элементов, что значительно уменьшает объем проведенных работ, а значит – экономит время и деньги. Самым характерным отличием разрезных двутавров перед неразрезными заключается в упрощенном процессе монтажа, а также в уменьшенной чувствительности к осадкам опор. Однако для таких балок характерна и более высокая себестоимость, а значит и цена двутавров в Ростове-на-Дону будет показателем высокого качества.
Могу использоваться без вспомогательных элементов, что значительно уменьшает объем проведенных работ, а значит – экономит время и деньги. Самым характерным отличием разрезных двутавров перед неразрезными заключается в упрощенном процессе монтажа, а также в уменьшенной чувствительности к осадкам опор. Однако для таких балок характерна и более высокая себестоимость, а значит и цена двутавров в Ростове-на-Дону будет показателем высокого качества.Колонная двутавровая балка. Получила маркировку «К» и имеет характерно большую толщину полок двутавровой балки. Это усиливает ее прочность и надежность и дает возможность использовать колонную балку в качестве несущего элемента для постройки. Из-за своих усиленных прочностных характеристик, такой вид двутавровой балки используется в основном в значительных пролетах или при высоких крановых нагрузках. При этом это самые тяжелые из двутавров, а также они имеют самый высокий показатель износоустойчивости.
Средние полки с маркировкой «Д».

Узкие двутавровые полки, получившие маркировку «У».
Ко второй категории относятся:
Обычные балки, которые изготавливаются согласно ГОСТу 8239-89. Угол таких балок варьируется с 6 до 12%.
Специальные двутавры, к примеру, монорельсовая двутавровая балка. Такие балки имеют больший угол уклона, чем обычные. А стандартизация балки представлена в ГОСТе 19425-74. Среди данного типа двутавровых балок есть два вида маркировки «М» и «С». Для первой характерен уклон полок до 12% с использованием подвесных путей. Для маркировки второго вида уклон может достигать 16%. Такие двутавры часто используются для стволов шахт.
На какие параметры стоит обратить внимание
Стоимость двутавра в Ростове-на-Дону формируется на основании многих показателей, но основным из них будет качество расходного материала, из которого изготовлен двутавр. Чем массивней балка, тем больше нагрузку на должна выдерживать. Поэтому такие балки изготавливаются из углеродистой или низколегированной стали, качество которой должно быть на высшем уровне.
Вторым показателем, на который стоит обратить внимание – это длина балки. Как правило, она варьируется от 4 до 12 м и может подразделятся на несколько типов: мерная, немерная, кратная мерной. Также не менее важными параметрами двутавровых балок есть вес погонного метра или теоретический вес балки, толщина полки, которая будет характеризовать ее прочность и надежность.
В сечении любая двутавровая балка напоминает букву «Н», но соотношение длин между стыковочными элементами, ширина полок и угол наклона граней могут существенно отличатся. В зависимости от того, для каких целей будет применятся двутавровая балка, стоит тщательно рассчитывать какой вид двутавра подходит для вашего строительного проекта. Так как они часто используются в роли несущего элемента, то цена двутавра в Ростове-на-Дону – это не тот параметр, к минимизации которого следует стремиться.
Где используются двутавры
Двутавр является практически универсальным элементов в строительстве, а поэтому он успешно используется во многих сферах. Большинство металлических конструкций не обходится без применения двутавров. Они также активно используются при возведении жилых зданий, общественных сооружений, в сфере промышленного и гражданского строительства. Яркими примерами использования двутавров являются различные перекрытия, мосты, опоры, колонные металлические сооружения, а также армирование шахтных стволов. Исходя из сферы применения и разработанной проектной документации необходимо подобрать правильное соотношение всех параметров двутавровых балок.
Большинство металлических конструкций не обходится без применения двутавров. Они также активно используются при возведении жилых зданий, общественных сооружений, в сфере промышленного и гражданского строительства. Яркими примерами использования двутавров являются различные перекрытия, мосты, опоры, колонные металлические сооружения, а также армирование шахтных стволов. Исходя из сферы применения и разработанной проектной документации необходимо подобрать правильное соотношение всех параметров двутавровых балок.
Компания «Металлопрокат 61» предоставляет лучший ассортимент двутавров в Ростове-на-Дону по стоимости, что всегда радует клиентов и не снижает качества материалов. На нашем сайте вы можете в режиме online ознакомиться с каталогом предлагаемой продукции, оценить преимущества компании и пообщаться со специалистами, которые всегда готовы помочь с выбором необходимых вам элементов металлопроката. «Металлопрокат 61» – лучшее сочетание цены и качества.
По всем вопросам обращайтесь к нашим квалифицированным специалистам, которые проконсультируют по металлопрокату, уточнят цены и условия сотрудничества, оформят заказ и доставку.
Двутавр это что
Значение слова «двутавр»
- Двута́вр — стандартный профиль конструктивных элементов из чёрного проката или дерева, имеющий сечение, близкое по форме к букве «Н». Балка двутаврового профиля в тридцать раз жестче и в семь раз прочнее балки квадратного профиля аналогичной площади сечения, что превосходит прочность швеллера. Однако, устойчивость двутавра к скручиванию очень мала (как и у других открытых сечений — швеллер, уголок) — примерно в 400 раз меньше, чем у круглой трубы такого же сечения.
Название, вероятно, происходит от лат. taurus (бык) — двутавровые балки «двурогие» по обеим сторонам.
В английском языке используется термин I-beam (или H-shaped), в польском и немецком — чаще используют термины, аналогичные double-T.
1. тип сечения в виде буквы Н ◆ Для каждого стержня решается набор оптимизационных подзадач, в которых по желанию пользователя варьируется тип сечения: обычный составной двутавр, составной двутавр со стенкой, в которой разрешается потеря . «Строительная механика и расчет сооружений», 1990 г. ◆ Для сечений, имеющих наружные угловые точки и две плоскости симметрии (прямоугольник, двутавр и т.д.). Вадим Николаевич Скопинский, «Ч. 1. Сопротивление материалов», 2010 г.
«Строительная механика и расчет сооружений», 1990 г. ◆ Для сечений, имеющих наружные угловые точки и две плоскости симметрии (прямоугольник, двутавр и т.д.). Вадим Николаевич Скопинский, «Ч. 1. Сопротивление материалов», 2010 г.
2. балка [2] с сечением двутавра [1] ◆ . 85 Двутавр широкополочный по ГОСТ 26020-83. 87 Двутавр . 88 Двутавр с уклоном полок по ГОСТ 8239-89. Дмитрий Георгиевич Копаница, «Определение геометрических характеристик плоских фигур: . », 2004 г. ◆ При деревянном заполнении перекрытия и шаге металлических балок 1,0 м для пролета 6,0 м принимают двутавр 20 и двутавр 16 — для пролета 4,0 м и менее. Дубневич Федор Федорович, «Ремонт загородного дома», 2011 г. ◆ Сварной двутавр 700х X 10+2 x 240 X Х20 Прокатный двутавр No 60а Прокатный двутавр No 30а Дмитрий Васильевич Бычков, «Строительная механика стержневых тонкосатенных конструкций», 1962 г.
Делаем Карту слов лучше вместе
Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Спасибо! Со временем я обязательно пойму, как устроен ваш мир.
Чем является «Головокружение»: Головокружение — ощущение мнимого вращения пространства вокруг себя или себя в пространстве, либо ощущение чувства приближающейся потери сознания, неуверенности, шаткости. Примерно 5% населения планеты страдает от головокружения, также данный. (Википедия)
Расшифровка марки двутавра. Виды двутавровой балки и ее применение в промышленности
Классификация горячекатаного двутавра
По форме сечения горячекатаный двутавр разделяют на две группы: с уклоном внутренних граней полок (изготавливается по ГОСТам 8239-89 и 19425-74 для специальных видов) и с параллельными гранями полок (ГОСТ 26020-83).
Двутавровая балка с уклоном внутренних граней полок
Продукция, производимая по ГОСТу 8239-89, имеет допустимый уклон граней не более 12%. Точность прокатки: повышенная («Б») и обычная («В»).
Балки специального назначения (ГОСТ 19425-74) используются для:
- «М» – сооружения подвесных путей (уклон внутренних граней полок не более 12%),
- «С» – армирования шахтных стволов (уклон может достигать 16%).
Двутавры с параллельными гранями полок
Номенклатура этой продукции включает прокат с размерными параметрами:
- высота – 100-1000 мм,
- ширина полок – 55-400 мм.
Типы двутавровых балок с параллельными гранями полок
- «Б» – нормальные. Этот вид проката востребован при сооружении конструкций с колоннами решетчатого типа.
- «Ш» (20Ш-100Ш) – широкополочные. Ширина полок равна высоте. Эти изделия воспринимают сжимающие усилия в конструкциях с небольшими колоннами.
- «К» (20К-40К) – колонные,
- «Д» – двутавры дополнительной серии.
Такие же типы горячекатаных изделий с параллельными гранями полок изготавливаются, помимо стандарта 26020-83, по техническим условиям СТО АСЧМ 20-93. Их размерные параметры в некоторых случаях не совпадают, особенно часто различия встречаются у крупноразмерной продукции.
Их размерные параметры в некоторых случаях не совпадают, особенно часто различия встречаются у крупноразмерной продукции.
Общие характеристики горячекатаных двутавровых балок
Для этой продукции характерна прочность на изгиб и сжатие. Использование двутавра в строительстве позволяет избежать при эксплуатации зданий сдвигов, усадки, трещинообразования.
Горячая прокатка – основной способ производства двутавра. Процесс – высокопроизводительный и позволяющий получить хорошую точность размеров. Недостаток – наличие окалины на поверхности. Изготавливаются такие изделия на дорогостоящих и сложных в наладке рельсобалочных станах. В качестве заготовок (в зависимости от размеров конечной продукции) используются слябы или квадраты (для мелкого сортамента).
На прочностные характеристики изделий влияют:
- марка стали – для изготовления продукции ответственного назначения и/или предназначенной для работы в суровых климатических условиях применяют низколегированные стали типа 09Г2С,
- общая длина конструкции,
- тип поперечного сечения (с параллельными гранями полок или с уклоном внутренних граней),
- способ закрепления балки и вид нагрузки.

Основные недостатки проката с сечением Н-образной формы:
- склонность используемых марок стали к возникновению коррозии, что делает необходимыми защитные мероприятия – цинкование или окрашивание,
- несущая способность существенно снижается с увеличением длины пролета.
Различия и общие характеристики горячекатаных двутавра и швеллера
Основное различие этих двух видов фасонного проката – форма профиля, влияющая на прочность и области применения:
- При Н-образной конфигурации сечения полки выступают по обеим сторонам стенки на одинаковое расстояние. Благодаря этому, стенка работает практически только на сжатие, усилия, стремящиеся скрутить двутавровую балку, невелики или отсутствуют. Жесткость стенки обеспечена с двух сторон.
При строительстве крупногабаритных зданий для создания большепролетных перекрытий, испытывающих высокие нагрузки, предпочтение отдают двутавровым балкам.
- В полки выступают с одной стороны стенки, поэтому играют роль односторонних рычагов.
 В изделии могут возникать значительные скручивающие усилия. При необходимости увеличения жесткости стенки двух швеллеров сваривают с получением изделия, подобного двутавру. По прочностным характеристикам оно не намного уступает горячекатаному двутавру с аналогичными размерными параметрами. Помимо сварки, для соединения стенок используются заклепки или болты. При установке швеллера в качестве несущей балки его могут сваривать в коробку с усилением конструкции стальными накладками. Однако создание подобных изделий – весьма трудоемкий процесс. Преимущества швеллера: удобство монтажа в местах примыкания к другим элементам, меньшая стоимость, по сравнению с двутавром. В основном эта продукция используется в частном малоэтажном строительстве, при сооружении гаражей и хозпостроек.
В изделии могут возникать значительные скручивающие усилия. При необходимости увеличения жесткости стенки двух швеллеров сваривают с получением изделия, подобного двутавру. По прочностным характеристикам оно не намного уступает горячекатаному двутавру с аналогичными размерными параметрами. Помимо сварки, для соединения стенок используются заклепки или болты. При установке швеллера в качестве несущей балки его могут сваривать в коробку с усилением конструкции стальными накладками. Однако создание подобных изделий – весьма трудоемкий процесс. Преимущества швеллера: удобство монтажа в местах примыкания к другим элементам, меньшая стоимость, по сравнению с двутавром. В основном эта продукция используется в частном малоэтажном строительстве, при сооружении гаражей и хозпостроек.
При сравнении двутавра и швеллера можно выделить их общую черту: эти изделия не рассчитаны на значительные усилия, прилагаемые перпендикулярно плоскости стенки.
Сварной двутавр: особенности производства и основные характеристики
В определенных случаях более выгодным вариантом, по сравнению с горячекатаным аналогом, является сварная балка. Эта продукция широко применяется в строительной сфере: при сооружении жилых домов, промышленных и общественных объектов, инфраструктурных объектов.
Эта продукция широко применяется в строительной сфере: при сооружении жилых домов, промышленных и общественных объектов, инфраструктурных объектов.
Этапы изготовления сварного двутавра
- Раскрой стальных листов на полосы требуемых размеров.
- Разделка кромок на специальном станке. Это операция нужна для улучшения провара.
- При помощи спецтехники заготовки укладывают на конвейер сборочного стана, позиционируют и фиксируют.
- Сварка под флюсом осуществляется на специальном станке, на котором размещены комплекты сварочных головок, перемещающихся по порталу.
Особенность процесса, проходящего на современных автоматических линиях, заключается в том, что его качество постоянно отслеживается лазерной системой. При обнаружении дефекты устраняются, проверка проводится повторно.
- Правка, сверловка и торцовка на станках с числовым программным управлением.
- Очистка дробеструйной установкой от ржавчины, грязи, масла.
- Может наноситься лакокрасочное покрытие.

Преимущества сварного двутавра
- В зависимости от области применения, изделие может изготавливаться с переменной толщиной профиля, из двух видов стали для полок и стенок – менее и более дорогостоящей, – с перфорацией, уменьшающей вес. Такие варианты позволяют удешевить продукцию с сохранением прочности на нагружаемых участках.
- Двутавр в каркасных строениях снижает вес конструкции, что позволяет использовать менее массивный фундамент.
- Использование этих изделий дает возможность создавать сложные архитектурные формы.
Разновидности сварного двутавра, выпускаемые современными производителями
- Сортамент, аналогичный сортаменту прокатных двутавров «Б», «Ш», «К» с параллельными гранями полок, изготавливаемых по ГОСТу 26020-83 и СТО АСЧМ 20-93. Сварные швы для рядовых малонагруженных двутавров выполняются по 2-й категории, согласно ГОСТу 23118-99 или СП-53-101-98. Швы ТЗ (двусторонние угловые без скоса кромок) должны соответствовать ГОСТу 8713-79.
- Специальные изделия, изготовленные по чертежам заказчика.
- Облегченные перфорированные балки, имеющие «окна» в стенках, позволяющие облегчить конструкцию с сохранением прочности.
- Изделия переменного сечения.
- Балки с полками различной ширины.
- Для работы в тяжелых условиях, при планируемых циклических и переменных нагрузках изготавливают продукцию, усиленную ребрами жесткости.
Преимущества и недостатки
Прежде всего, следует сказать, что по методу производства различают сварные и горячекатаные двутавровые металлические балки. Горячекатаные изготавливаются путем проката стали и придания металлической болванке двутавровой формы.
Сварные получаются путем сваривания трех отдельных плоских элементов, образующих стенку и полки. Каждая из них обладает своими преимуществами и недостатками.
Достоинствами горячекатаной являются:
- монолитность,
- отсутствие швов,
- простота и дешевизна производства.

Вследствие чего она обладает более высокими показателями прочности и надежности.
К недостаткам горячекатаной можно отнести:
- Большая толщина стенок. Из-за утолщенности стенок увеличивается масса самого двутавра, а вследствие и всей конструкции в целом. Что может привести к увеличению расходов при строительстве (к примеру, при заливке фундамента, армированного пояса).
- Ограниченность размеров. На российских заводах выпускаются балки с шириной полки не более 400 миллиметров. К тому же выпускаются они определенной длины – 12 метров. И если, к примеру, нужна балка меньшего размера, то придется отрезать лишнее и выбрасывать в отходы. В таком случае ее стоимость возрастает.
- Возможность производства только на крупных предприятиях. Если стройка находится в городе, где расположен такой завод, то это плюс. Но если нет – то в стоимость монолитной балки включаются и транспортные расходы.
Несомненными плюсами сварных является:
- Возможность подобрать нужные размеры. Благодаря этому можно заказать балку нужной длины, шириной полки и высотой стенки. Вследствие чего клиент платит только за то, что ему нужно и практически любых размеров.
- Дополнительные конструкционные особенности. В зависимости от требований заказчика сварная балка может быть изготовлена с разными полками, фланцевыми соединениями, дополнительно усилена ребрами жесткости, перфорирована и иметь биметаллический состав.
- Относительно легкий вес. Сварная балка является более легкой конструкцией, что позволяет сэкономить дополнительные денежные средства при фундаментных работах и возведении стен.
Недостатками сварной являются:
- Наличие швов. Это существенно снижает прочность конструкции. Тем более если сварка имеет дефект. Но при необходимости она может быть усилена ребрами жесткости.
- Использование дополнительных деталей для усиления. Использование арматуры или другого материала при создании ребер жесткости приводит к дополнительным затратам денег и времени, что приводит к увеличению стоимости.
Маркировка двутавровой балки, согласно ГОСТам
Изделия Н-образного профиля маркируют следующим образом:
- две начальные цифры означают высоту профиля в сантиметрах,
- буквенный индекс указывает вид профиля в соответствии с шириной полки – «Б», «Ш», «К».
Маркировка сварного двутавра обычно содержит:
- шифр производителя,
- размеры поперечного сечения в мм: высота х толщина стенки, ширина х толщина полки,
- катет в мм и конструкция поясных швов обозначаются буквами – «О» (односторонний шов), «Д» (двусторонний), «П» (с полным проваром стенки),
- в скобках указывается тип прокатного двутавра, на замену которому изготовлен сварной аналог, этот параметр является необязательным в маркировке,
- шифр нормативного документа, которому отвечает сварной профиль.

Пример обозначения – ДЗТ 174х8 200х12 6О (20К2) ДСТУ БВ.2.6.-75:2008, где:
- шифр предприятия – ДЗТ,
- стенка сечением – 174х8 мм,
- полка сечением – 200х12 мм,
- поясной шов односторонний с катетом 6 мм,
- изделие по размерам аналогично прокатному двутавру 20К2,
- нормативный документ – ДСТУ БВ.2.6.-75:2008.
GD Star Rating
a WordPress rating system
Стальной двутавр: виды, характеристики, области применения , 4.8 out of 5 based on 4 ratings
, которые широко используются в строительстве при создании перекрытий, это вид металлопроката, материалом для которого служит простая углеродистая, либо низколегированная, то есть с добавлением легирующих элементов, сталь. По фигуре сечения такая балка напоминает букву «Н», что придает этой форме сортового фасонного проката дополнительную жесткость и устойчивость, а также прочность всей возводимой конструкции (двутавры в разы жестче и прочнее квадратного профиля и уголков). Стандартный двутавровый профиль изготавливается в форме наклонного или горизонтального бруса. Самый распространенный пример металлической двутавровой балки — это железнодорожная рельса.
Стандартный двутавровый профиль изготавливается в форме наклонного или горизонтального бруса. Самый распространенный пример металлической двутавровой балки — это железнодорожная рельса.
Примечания[ | ]
- ↑ 12
Чаир — сад и сенокос в горном лесу. Традиционное крымское поликультурное растительное сообщество | Зеленый Путь - Трубачёв О. Н.
Indoarica в Северном Причерноморье: Реконструкция реликтов языка. Этимологический словарь. М.: «Наука», 1999. - Галкина Е. С.
Тайны Русского каганата. М.: «Вече», 2002, с. 91 - Тавроскифы (неопр.)
.
ДОРОГОЙ ТЫСЯЧЕЛЕТИЙ ОЧЕРКИ О ДРЕВНЕМ КРЫМЕ
. ИЗДАТЕЛЬСТВО «КРЫМ» СИМФЕРОПОЛЬ (1969). - Архивированная копия (неопр.)
(недоступная ссылка). Дата обращения 19 марта 2020. Архивировано 2 апреля 2020 года. - Страбон VI, 4, 2
- Тацит XII, 17
- Аммиан Марцеллин XXII, 8, 33
Применение двутавровых балок.

Область применения двутавровой балки простирается от тяжелого машиностроения и вагоностроения до сооружения мостов, подвесных путей, колонн и строительства промышленных помещений, занимающих большие территории. Масштабы построек подразумевают колоссальные нагрузки на опоры, несущие конструкции и основания. Благодаря особенностям формы, двутавровые балки легко справляются с равномерным распределением вертикальной нагрузки, противостоят «неперпендикулярным» нагрузкам, таким как скручивание. Они способствуют снижению общего веса сооружения. Оптимальное расстояние между балками и верный диапазон в осях опор выдерживает постоянную и переменную нагрузку в составе любого перекрытия. Использование двутавра, ко всему прочему, существенно снижает расходы и период строительства, предотвращает усадку и любую деформацию основания сооружений. Для расчета балки перекрытия, воспользуйтесь онлайн калькулятором расчета балки перекрытия .
При возведении каркасов жилых помещений применяется деревянный двутавр
, в том числе при оформлении экстерьера и облицовки здания.
Какие разновидности деревянных перекрытий существуют?
Деревянные балки перекрытия можно разделить по их типу сечения, размеру и материалу, используемому для их изготовления. Ее длина будет напрямую зависеть от расстояния между соседними стенками. К этой величине дополнительно прибавляют 200–250 мм с каждой стороны.
По типу сечения все конструкции можно поделить на следующие виды:
- прямоугольные,
- двутавровые,
- квадратные,
- овальные либо круглые.
Квадратное сечение балки считается оптимальным, так как именно оно помогает добиться наиболее равномерного распределения нагрузки по конструкции. Также строители рекомендуют выбирать деревянные перекрытия с прямоугольным сечением. При монтировании их короткая сторона помещается горизонтально, а длинная – вертикально (для хорошей прочности важно увеличивать высоту конструкции).
Виды двутавровых балок.
Внутренние грани двутавровых полок могут быть расположены наклонно, либо параллельно. Совокупность профильных балок (сортамент) ориентируется на взаимоположение наклонных (У) и параллельных (П) внешних граней, на расстояние между ними.
Совокупность профильных балок (сортамент) ориентируется на взаимоположение наклонных (У) и параллельных (П) внешних граней, на расстояние между ними.
Типоразмеры и ГОСТы:
Балка двутавровая ГОСТ 26020 83 — имеет параллельные грани полок, высота варьируется от 10 до 100 см, а ширина полок — от 5,5 до 40 см. По ширине различают узкополочные (У), нормальные (Б), среднеполочные (Д), широкополочные (Ш) и колонные (К). Высота профиля колонного двутавра практически идентична ширине полки.
Двутавры с наклонными гранями полок, классифицируются на:
Обычные (ГОСТ 8239 89) — максимальная величина уклона внутренних граней порядка 6-12%,
Специальные (ГОСТ 19425 74) — М (для подвесных путей), с углом наклона не больше 12% и С:
(для армированных шахтных стволов), максимальный угол наклона 16 %.
Габариты любого готового изделия, соответствующего стандартам ГОСТ, совпадают с заявленными в чертеже по высоте, ширине и толщине и поперечному сечению.
Этническая принадлежность древних тавров неясна. Тавры (так же как и скифы) не были самоназванием, эти имена дали им греки предположительно по культу этого животного у этого народа. Точно неизвестно, на каком языке они говорили, хотя делались попытки отнести его к индоевропейским (реликтовым индоарийским) языкам (вместе с меотами) [2][3]. По археологическим находкам тавров сближают с остатками срубной культурно-исторической общности. Возможно сближение тавров и с каким-то этно-языковым тохарским реликтом.
Тавры (так же как и скифы) не были самоназванием, эти имена дали им греки предположительно по культу этого животного у этого народа. Точно неизвестно, на каком языке они говорили, хотя делались попытки отнести его к индоевропейским (реликтовым индоарийским) языкам (вместе с меотами) [2][3]. По археологическим находкам тавров сближают с остатками срубной культурно-исторической общности. Возможно сближение тавров и с каким-то этно-языковым тохарским реликтом.
Любопытно, что в сообщении анонимного автора VI века н. э. Псевдо-Арриана готский язык назван таврским. Рассказывая о гуннском племени эвдусиан Псевдо-Арриан указывает: «Итак, от Синдской гавани до гавани Пагры прежде жили народы, называвшиеся керкеты или ториты, а ныне живут так называемые эвдусианы, говорящие на готском или таврском языке
» (Перипл Понта Евксинского. 63 (22)). То есть либо языки смешались, либо были родственными, потому готы могли изъясняться не на германском, а на индоевропейском языке, так же как и тавры на германском в свою очередь.
Тавры, на определённом этапе существования, соответствуют археологической кизил-кобинской культуре. Археологи связывают с таврами многочисленные памятники этой культуры, расположенные в горном и предгорном Крыму.
Характерные таврские захоронения представляют ящик из четырех каменных плоских плит (иногда весьма массивных), перекрытых сверху пятой. Они широко распространены в горном Крыму до настоящего времени.[4]
Тавры не были закрытым сообществом: о том, что с течением времени тавры приняли многих беженцев из Крымской степи, следует из археологических раскопок поселения Тау-Кыпчак[1]. Обе группы постепенно смешивались и бывшие кочевники активно интегрировались в хозяйственную жизнь горцев, создав целый ряд переходных предгорных сообществ.
О хозяйственной жизни тавров известно немного. Помимо стычек и локальных конфликтов с жителями приморских греческих городов тавры начали осваивать и традиции чаирного садоводства. Раскопки поселения тавров Уч-баш показали использование ими черешни, алычи и вишни[5]. Остатки груш, яблок, грецких орехов и черешни были обнаружены в поселениях и могильниках крымских скифов.
Остатки груш, яблок, грецких орехов и черешни были обнаружены в поселениях и могильниках крымских скифов.
Изготовление двутавровых балок.
Изготовление двутавровой балки осуществляется в несколько шагов. Предварительно стальной лист разрезают на полосы необходимой длины и ширины. Далее, на фрезерном станке обрабатывают кромки для лучшей проварки шва. Заготовку зажимают и позиционируют на специальном гидравлическом стане. Следующим этапом двутавр сваривают под флюсом двумя комплектами сварочных головок на сварочном станке. С помощью автоматов привариваются поясные швы, ребра жесткости привариваются вручную, иногда — полуавтоматом. В случае, когда поясные швы сваривают вручную, процесс сборки претерпевает изменения. В пояс нижней части балки устанавливают вертикальную стенку, а уже потом ребра жесткости. Их зажимают и монтируют пояс в верхней части. Вся конструкция фиксируется хомутами и приваривается.
В финале сборка конструкции происходит либо в специально кондукторе, либо с помощью хомутов и прихваток.
Для последующего лучшего нанесения лакокрасочного покрытия, готовое изделие обрабатывается дробеструйной установкой, которая удаляет грязь, ржавчину, масленый налет.
Стыковка двутавровых балок
происходит по следующему сценарию: сначала частично заваривают швы поясов в обеих сторонах от стыка, потом свариваются вертикальные стенки, два пояса (сначала заваривают тот, что идет на растяжение, потом тот, который идет на сжатие). Завершая процесс, сваривают те участки, которые были не затронуты вначале работы.
Сварная конструкция, имея относительно малый вес (на треть легче аналогичной ей по размерам прокатной), превосходит ее по прочностным и свойствам и устойчивости к разного вида нагрузкам. Сварная балка отличается сниженной металлоемкостью, а следовательно и сниженной себестоимостью, что является преимуществом перед прокатной конструкцией.
Балка двутавровая представляет собой наиболее распространенный и часто применяющейся в строительстве вид фасонного металлопроката. Стальная двутавровая балка (двутавр) находит широкое применение при возведение жилых домов, строительстве промышленных зданий, мостов, колонн, тоннелей и шахт — в тех случаях, где сооружение должно выдерживать значительные нагрузки.
Стальная двутавровая балка (двутавр) находит широкое применение при возведение жилых домов, строительстве промышленных зданий, мостов, колонн, тоннелей и шахт — в тех случаях, где сооружение должно выдерживать значительные нагрузки.
Повсеместное использование металлических балок можно объяснить их уникальными прочностными характеристиками. Металлоконструкции, выполненные из двутаврового «Н»-образного профиля, успешно перераспределяют вертикальные и горизонтальные нагрузки. Этот процесс успешно реализуется, благодаря жёсткости профиля балки. Применение стальных балок в строительстве позволяет снизить вес несущих конструкций и сократить затраты на возведение объекта.
Купить двутавровую балку
Вы ищете надежного поставщика, чтобы купить двутавровую балку ? Компания МЕТАЛЛ-ЭНЕРГИЯ занимается поставками металлопроката с 2005 года. За это время мы накопили солидный опыт в области продажи и обработки металла.
В число наших поставщиков металлопроката входят такие известные предприятия, как: НТМК (Нижнетагильский металлургический комбинат), ЗСМК (Западно-сибирский металлургический комбинат), Arcelor Mittal и многие другие. Все это позволяет нам предлагать продукцию высокого качества по привлекательной цене! Купить двутавровую балку у нас можно как оптом, так и в розницу. Мы поможем Вам определиться с выбором!
Все это позволяет нам предлагать продукцию высокого качества по привлекательной цене! Купить двутавровую балку у нас можно как оптом, так и в розницу. Мы поможем Вам определиться с выбором!
В нашей компании Вы можете купить металлопрокат и заказать следующие услуги:
- Резку балки по необходимым размерам
- Доставку балки с разгрузкой на вашем объекте
- Изготовление сварных балок и металлоконструкций
- Оцинкование балок
Нормы опирания балки
В нормативных документах установлена минимальная длина опирания балки на балку и стену из кирпича – она доходит до 9 сантиметров. Такое значение было определено инженерами-проектировщиками в результате длительных расчетов и проверок. На минимальное опирание балки действуют следующие факторы:
- размер пролета и длина опоры,
- объем нагрузки, приходящейся на применяемую балку,
- тип нагрузки – динамический либо статический,
- толщина кирпичной стены, на которую приходится опора,
- тип сооружения – частное жилое, производственное и др.
Все описанные факторы важно в обязательном порядке учитывать при проведении расчетов. Конец балки должен накладываться на стену, чтобы получившийся размер нахлеста не превышал 12 сантиметров.
Виды и особенности двутавровой балки
Этот вид металлопроката имеет различные варианты исполнения и отличается широким сортаментом. Предлагаем вам ознакомиться с кратким описанием типов и основных характеристики двутавровых балок.
Стальные двутавры с параллельными гранями полок.
Балки этого типа изготавливаются в соответствии с ГОСТ 26020-83 из стали методом горячего проката. Существует три типа данных изделий: Нормальный двутавр — Б, Широкополочный — Ш, колонный — К.
- Тип — Б. Нормальный двутавр , имеет высоту профиля от 100 до 1013 мм и ширину полок от 55 до 320 мм. Широкий диапазон размеров позволяет применять его при возведении мостов, металлических ферм, сооружений или использовать в машиностроительной отрасли при проектировании нагруженных рам, фундаментов и других конструкций.

- Тип — Ш. Широкополочный двутавр , отличается увеличенной шириной полок, которая придает ему дополнительную жесткость. Стандартом предусмотрены следующие размеры балки: высота профиля от 193 до 718 мм, ширина полок: от 150 до 320 мм. Благодаря конструктивным особенностям, данный вид двутавра активно используют при сооружении перекрытий зданий, а также в мостостроении.
- Тип — К. Колонный двутавр , используется как основной элемент при строительстве колонн и несущих элементов здания. Его размеры: высота профиля от 195 до 431 мм, ширина полки от 200 до 400 мм. В отличие от ранее описанных типов, он имеет большую толщину стенки и полок, а также несколько иной вид в сечении (высота профиля примерно равна его ширине). Этот вид двутавра оптимален для высоконагруженных частей конструкций.
Стальные двутавры с уклоном внутренних граней полок.
Этот вид стальной балки изготавливается в соответствии с ГОСТ 8239-89 и СТО АСЧМ 20-93 методом горячего проката и имеет высоту стенки от 100 до 600 мм.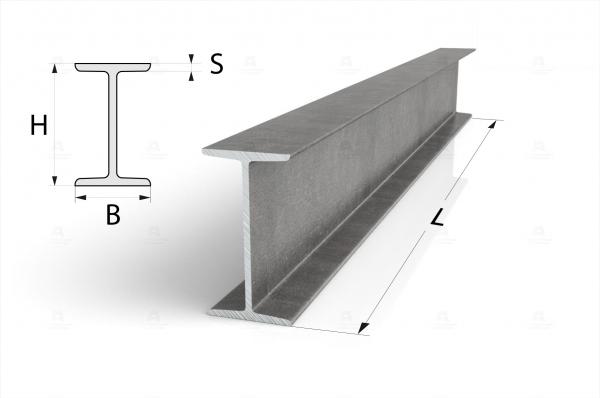 Стандарт предусматривает два класса точности: В — обычный и Б — повышенный. Основной областью применения таких элементов является строительство и машиностроение.
Стандарт предусматривает два класса точности: В — обычный и Б — повышенный. Основной областью применения таких элементов является строительство и машиностроение.
Двутавровые балки для подвесных путей (монорельса).
Балки монорельсовые изготавливаются согласно ГОСТ 19425-74 из стали, методом горячего проката. ГОСТом предусмотрено два класса точности: обычная — В и высокая — А. Балка двутавровая может иметь следующие размеры: высота профиля от 180 до 450 мм, ширина полки от 90 до 150 мм. Уклон внутренних граней составляет 12%. Этот элемент применяется при сооружении козловых кранов и кран балок. В редких случаях его использую при строительстве. С целью увеличения прочностных характеристик, профиль имеет увеличенную толщину полки и стенки.
Теги: #Двутавр это что
Двутавровая балка, её виды и назначение
EMK © 2014 | Все права защищены
ПОСТАВКИ
Металлопроката
из Европы
ОСТАВИТЬ ЗАЯВКУ
В основном балки в виде двутавра применяются в строительной отрасли. В частности – при возведении крупных зданий с их помощью формируются несущие конструкции. Применение её необходимо и при создании различных видов перекрытий, испытывающих колоссальные нагрузки. Не так часто, но двутавровые балки используются области машиностроения.
В частности – при возведении крупных зданий с их помощью формируются несущие конструкции. Применение её необходимо и при создании различных видов перекрытий, испытывающих колоссальные нагрузки. Не так часто, но двутавровые балки используются области машиностроения.
Балка двутавровая – один из наиболее распространённых видов продукции металлургической промышленности. Она представляет собой горизонтальный стальной брус, в сечении имеющий вид буквы «Н». В составе его присутствуют верхний и нижний пояса, соединённые между собой при помощи стенки. Грани балки располагаются параллельно друг другу или же под определённым углом. Двутавр с широкими полками получил довольно большую известность и распространение во всём мире. В большинстве своём, они производятся из низколегированных и углеродистых сталей. Метод поката может использоваться как холодный, так и горячий.
Внешний вид двутавровой балки
Нормальные балки с параллельными гранями, пожалуй, наиболее часто применяются в строительстве во всевозможных сочетаниях и для различных нагрузок. Купить балку двутавровую для возведения металлоконструкций гораздо выгодней, чем использовать громоздкие конструкции из листового металла и уголков.
Купить балку двутавровую для возведения металлоконструкций гораздо выгодней, чем использовать громоздкие конструкции из листового металла и уголков.
Балки изготовленны по европейским стандартам, выполнены с параллельными гранями. Широкие полки граней придают сечению дополнительную прочность, а изготовление методом горячей прокатки позволяет снизить трудоемкость, поэтому цена балки двутавровой вполне доступна практически любой категории покупателей.
Балки HEA, HEB, HEM
Балки с уклоном граней лучше всего применять при нагрузке, создающей поперечный изгиб, так как обеспечивается максимальная жесткость двутавра по горизонтальной оси. Профиль изготавливается из конструкционной углеродистой стали обыкновенного качества.
Балки IPE, HL
Балка IPN
Горячекатаные широкополочные двутавровые балки
HEA, HEB, HEM
Горячекатаные нормальные двутавровые балки IPE и HL
Горячекатаные нормальные двутавровые балки IPN
с уклоном внутренних граней
Двутавровые балки можно классифицировать:
• по уклону и расположению граней полок
• по способу и области применению
• по технологии изготовления
• по применяемым материалам
У нас, Вы можете приобрести все виды и размеры балок двутавровых.
Расчет цены на балку двутавровую формируется с учетом Ваших потребностей.
Индивидуальный подход к каждому клиенту —
наш основной принцип, который учитывает все Ваши пожелания.
Чтобы купить балку двутавровую свяжитесь с отделом продаж
по телефону в Москве: +7 499 705 75 30
Либо отправьте заявку, наш менеджер незамедлительно с Вами свяжется.
Сортамент двутавровых балок
По способу изготовления балки такого типа бывают прокатные или сварные (составные). Первые производят при помощи специального оборудования – прокатных станов. Подготовленный стальной слиток разогревают и придают ему соответствующую форму. Таким образом, получается горячекатаная двутавровая балка.
Отличительные особенности такого вида продукции заключаются в том, что она монолитна, прочна, проста и не имеет швов. К тому же, затраты на её производство весьма невелики. А это, в свою очередь, впоследствии влияет на то, какова будет цена двутавровой балки.
Отсутствие швов даёт возможность избежать дополнительного армирования конструкции рёбрами жёсткости. Или же эти элементы используются исключительно в местах, подвергающихся особо большим нагрузкам.
Сварные балки изготавливают при помощи сваривания отдельных элементов – верхнего и нижнего поясов со стенкой. Таким образом, получается единая конструкция. Она уже не является монолитной и соответственно имеет швы.
В качестве материала для производства сварных балок может выступать как листовой прокат так и профильный. Технологии, по которым производят сварные балки, дают возможность наделять продукцию различными свойствами и характеристиками.
Производство двутавровой балки
Двутавровые балки UC , UB и UBP Английских стандартов
Двутавровые балки HL и HD
Двутавровые балки W-Shapes Американских стандартов
Двутавровые балки JIS Японских стандартов
Шпунтовая секция PSp
Опора свай PSt
Опортные секции шахт GI, TH, I
классификация и маркировка, способы производства и применение
Двутавр – это широко распространённый вид фасонного проката. Получил такое название благодаря своей форме сечения, оно похоже на двойную «Т» или перевернутую «H». Верхняя и нижняя полки, соединены между собой стенкой. Полки могут располагаться параллельно либо с небольшим уклоном. Такая конструкционная особенность помогает достичь наилучших прочностных характеристик, придавая усиленную жесткость металлоконструкциям, при сборке которых этот профиль используется.
Получил такое название благодаря своей форме сечения, оно похоже на двойную «Т» или перевернутую «H». Верхняя и нижняя полки, соединены между собой стенкой. Полки могут располагаться параллельно либо с небольшим уклоном. Такая конструкционная особенность помогает достичь наилучших прочностных характеристик, придавая усиленную жесткость металлоконструкциям, при сборке которых этот профиль используется.
Благодаря правильно подобранному весу, сечению, двутавр является популярным строительным материалом. Металлические профили применяют при проектировке мостов, жилых зданий, в постройке судов, а также в строительстве автомобильных эстакад.
Преимущества
В независимости от материалов и способов изготовления Т-образный профиль очень надежен, с таким уровнем прочности и жесткости, которую обеспечивает этот продукт конкурировать весьма сложно. При этом стоимость двутавровой продукции не сильно высока, а работать с ней довольно легко, так монтаж металлических конструкций осуществляется, как правило, в сжатые сроки путем проведения сварочных работ, также для возведения металлоконструкций подходят болты и заклепки. Кроме того, покупатель может сделать индивидуальный заказ по нужному размеру.
Кроме того, покупатель может сделать индивидуальный заказ по нужному размеру.
ВАЖНО: Профиль такого изделия выполняет роль каркаса. Он справляется с вертикальными, горизонтальными и поперечными нагрузками. Конструкция позволяет из него производить различные сборные сооружения. Что раскрывает перед этим видом стального проката еще большие возможности.
Классификация и маркировка двутавров
После первых двух цифр, означающих высоту профиля в см, идет маркировка полок буквенным способом. При этом Б, К, Ш и Д — с параллельными полками, а М — балка с уклоном внутренних граней.
Например, двутавр №10Б1 по ГОСТ 26020-83 изготавливается с параллельными гранями полок и имеет высоту сечение h=100 мм.
Кроме того, двутавры по ГОСТ 8239-89, имеют также полки с уклоном и маркируются только цифрой, обозначающей высоту сечения.
Рассмотрим маркировку профилей более детально:
- Индекс «Б» означает, что это нормальный двутавр, который является идеальным решением при возведении различного типа сооружений.
 Если сделать правильный расчет для каждого отдельного элемента, то такой объект простоит долгие годы без усадок и других повреждений даже при длительной эксплуатации.
Если сделать правильный расчет для каждого отдельного элемента, то такой объект простоит долгие годы без усадок и других повреждений даже при длительной эксплуатации. - Буквой «К» маркируется колонный двутавр, с параллельными полками, который используется как вертикальная опора при строительстве многоэтажных строений, полки профиля значительно утолщены.
- «Ш» — широкополочная, применяется в роли конструкционного элемента различных лестниц, перекрытий, мостов. Из-за своего переменного сечения такие изделия улучшают несущую способность металлоконструкций по всей их рабочей длине. При использовании достигается высокий процент экономии металла, но при выборе, прежде всего, нужно обратить внимание на толщину полки.
- Маркировка «Д» означает, что это изделие дополнительной серии с шириной полки колеблющейся между широкополыми и нормальными балками. Двутавр дополнительной серии довольно редко применяют при строительстве основных конструкций, но иногда его использование является оптимальным решением.

- Литера «М» обозначает балочный профиль, используемый для изготовления путей подвесного типа. Внутренние грани полок этого типа делают с уклоном, но не более 12%, высота профиля варьируется от 24 до 45 см. На территории больших предприятий без использования внутренних путей нельзя завершить производственный процесс в оптимальные сроки.
Наиболее востребованной конструкцией является двутавр с внутренним уклоном граней полок. Требования по точности изготовления размеров и уклона полок указывается в ГОСТе 8239-89.
Правильная маркировка
Маркируются такие изделия на торцах с помощью стойкой краски, где фиксируют следующую информацию:
- Нумерацию заказа.
- Нумерацию чертежа, из которого была изготовлена двутавровая балка для строительства.
- Обозначение балки по чертежу КМД с обязательным уточнением на балке порядкового номера.
Способы производства двутавровых элементов
Двутавр производится из низколегированных и углеродистых сталей, может быть результатом холодного и горячего проката. Изготовление этого важного материала допускается строго по ГОСТу. Таким образом, в производстве балок все рассчитывается строго по государственным стандартам. Например, разрешаемый уклон внутренних граней полок не может быть выше 10 % для горячекатаных материалов. А также при производстве рассчитываются разрешенные прогибы стенок, они не должны быть больше 0,14 S, а возможная кривизна балки двутавра должна составлять всего 0,2%.
Изготовление этого важного материала допускается строго по ГОСТу. Таким образом, в производстве балок все рассчитывается строго по государственным стандартам. Например, разрешаемый уклон внутренних граней полок не может быть выше 10 % для горячекатаных материалов. А также при производстве рассчитываются разрешенные прогибы стенок, они не должны быть больше 0,14 S, а возможная кривизна балки двутавра должна составлять всего 0,2%.
Различают два технологических метода производства:
- Метод горячего проката (из слитка стали). Изделие получает свою уникальную форму с помощью протяжки разогретой заготовки через специальный валки.
- Сварные варианты (из металлического листа). Такую конструкцию изготавливают путем сварки из нескольких заготовок. Изготовление двутавра таким способом производится на автоматических линиях с минимальным использованием ручного труда.
Горячекатаный двутавр производится быстрее сварного. А отсутствие сварочных швов является его главным преимуществом. Оба вида такого металлического изделия обладают высокой несущей способностью при относительно небольшом весе. Полки перераспределяют нагрузку так, что риск перекашивания конструкции практически отсутствует.
Оба вида такого металлического изделия обладают высокой несущей способностью при относительно небольшом весе. Полки перераспределяют нагрузку так, что риск перекашивания конструкции практически отсутствует.
Точность прокатки металлоизделия бывает двух разновидностей: высокой точности (А) и обычной (Б).
Метод горячего проката
Основной способ производства балок — это горячая прокатка, высокопроизводительный процесс, позволяющий получить высокую точность размеров, делают такой металлопрокат на станах крупных металлургических предприятий, когда из заготовки формируют Т-образную продукцию.
Достоинства метода
К достоинствам данного способа изготовления можно отнести быстроту производственного процесса, получение монолитного продукта без соединительных швов. Высокая устойчивость к любым механическим воздействиям разрешает не использовать дополнительных элементов жесткости, они устанавливаются только в местах воздействия высоких нагрузок.
Недостатки метода
К минусам следует отнести повышение показателей веса готовой металлоконструкции в целом, потому что толщина стенки должна быть единообразной по всей длине. Еще один минус данного продукта — это ограниченные размеры двутавра. Современные металлургические предприятия выпускают широкий сортамент двутавров, но только определенных типоразмеров, строго ограниченных нормативно-техническими документами, что может приводить к удорожанию проектов по возведению строений, так как могут оставаться невостребованные отходы, допустим, если нужны специальные длины, которые при прокате невозможно произвести.
Сварной двутавр
Сварное двутавровое изделие производится путем проваривания трех базовых компонентов. Сваривание проводят с двух сторон, чтобы изделие было максимально надежным и прочным. Важно следить за тем, чтобы элементы прилегали как можно плотнее и находились строго перпендикулярно друг другу.
При сварке возникает необходимость в применении дополнительных элементов для воссоздания ребер жесткости и в этот процесс необходимо вовлекать серьезные трудовые ресурсы, все это нужно принимать во внимание на этапе проектных работ при строительстве. Стоит отметить, что введение дополнительных ребер, для усиления, уменьшает толщину стенки и понижает ее общую металлоемкость, раз уменьшается необходимое количество металла, то снижается стоимость, и сохраняются в неизменном виде все механические свойства.
Для изготовления методом сваривания служит такой материал, как профильный и металлический лист, для поясов может применяться гнутый профиль, швеллера и многое другое.
Достоинства сварного двутавра
- Несомненный плюс, в том, что облегченный вес балочного изделия позволяет уменьшить общий вес металлоизделия, а значит и снизить общую стоимость строительного проекта.
- Важное достоинство сварной балочной продукции — это то, что он производится под заданное техническое задание, и по индивидуальному заказу.
 Рассмотрим пример, для строительства определенного сооружения необходимо возвести металлоконструкции, где длина балки должна быть, 10,55 метров, то будет сварен профиль именно с такой длиной. Таким образом, заказчик избежит дополнительных отходов, а значит и расходов.
Рассмотрим пример, для строительства определенного сооружения необходимо возвести металлоконструкции, где длина балки должна быть, 10,55 метров, то будет сварен профиль именно с такой длиной. Таким образом, заказчик избежит дополнительных отходов, а значит и расходов. - По техническому заданию для отдельных проектов этот тип профиля может производиться перфорированным, что уменьшает вес конструкции, может иметь усеченную форму, быть с неравными полками, с фланцевыми соединениями или дополнительными ребрами жесткости, из такого металлопроката можно создавать сложные архитектурные строения. Балочный продукт таких форм невозможно получить на металлургическом предприятии.
- Можно сварить металлопродукцию с переменным сечением, это позволит распределить металл таким образом, что на нагружаемых участках конструкции, жесткость будет выше, удешевляя конструкцию без потери качественных характеристик.
Порядок изготовления сварного двутавра
Выделяют следующие основные фазы сваривания:
- раскрой и порезка листа на полосы;
- обработка кромок на станке, что необходимо для улучшения показателей свариваемости;
- позиционирование и фиксирование полос на станке, для избежания сдвигов;
- непосредственно сам процесс сварки;
- торцовка и правка на станке;
- очищение от ржавчины, грязи и масла.

Недостатки сварного двутавра
Несмотря на все вышеперечисленные достоинства, сварное производство никогда не сможет вытеснить с рынка прокатное, так как скорость и объемы производства сварной балки в разы уступают прокатному производству. А скорость же строительных работ по всей стране очень высока, таким образом, спрос на рынке этого типа металлопродукции можно покрыть лишь совместными объемами как сварного, так и прокатного производства.
Материал изготовления
Стальные двутавры изготавливают из углеродистых марок стали (для внутреннего применения) и низколегированной стали (например, 09Г2С) для наружных конструкций. Из-за хороших конструкционных характеристик данный продукт производят не только из стали, но и из дерева, железобетона, стеклопластика и алюминия.
Для защиты от коррозии и других негативных внешних факторов поверхностный слой подвергается цинкованию или покрытию специальной грунтовкой. Подобная обработка значительно увеличивает срок работы сооружений, в которых используется. Если предполагается эксплуатировать конструкцию в агрессивных условиях, то используется металлоизделие, изготовленное из качественных марок стали, и имеющее легирующие элементы.
Подобная обработка значительно увеличивает срок работы сооружений, в которых используется. Если предполагается эксплуатировать конструкцию в агрессивных условиях, то используется металлоизделие, изготовленное из качественных марок стали, и имеющее легирующие элементы.
Такие виды стального проката производятся по специально разработанным нормативным документам. В которых указывается необходимые требования к химическому составу стали, параметрам и допускам. Благодаря различным модификациям таких изделий их сфера использования с каждым годом расширяется.
Хранение и транспортировка
Хранят готовые балки на открытых площадках, предназначенных для временного размещения металлического проката. Транспортировка происходит с помощью специальной техники. К такому виду проката редко применяют упаковочные материалы.
Сферы применения двутавра
Применение двутавровой продукции достаточно широко. Ее можно встретить в самых различных сферах жизнедеятельности, тем более что производимая линейка настолько широка, что способна удовлетворить любые проектные особенности.
В качестве основных направлений и областей применения данного продукта можно выделить следующие:
- Опоры и колонны мостов и эстакад.
- Конструкции, использующиеся при обустройстве железнодорожных и автомобильных тоннелей.
- Базовые элементы путепроводов.
- Подкрановые балки на предприятиях промышленности, больших складах и цехах.
- При строительстве шахтных проходов, в виде усиливающих или крепежных компонентов.
- Востребован двутавровый профиль при возведении конструкций в метрополитенах.
- При обустройстве стен котлованов, там, где масса грунта давит с большой силой на опорные компоненты.
- Во всех видах строительства (гражданское, промышленное, частное), используется для изготовления скелетной основы сооружений и для крепления перекрытий.
- Кровельных конструкций.
Таким образом, без данного типа металлоизделия невозможно было бы создать современные архитектурные и инженерные сооружения, в том виде, которые мы видим сейчас, в будущем создавать новые архитектурные решения.

Узнать о других конструкциях
Сфера его использования основана на высоких характеристиках материала:
- Устойчивость к изгибам.
- Оптимальное распределение веса.
- Увеличение жесткости конструкции.
- Доступность изделия на рынке.
Как узнать точный вес строительного двутавра?
Необходимо упомянуть о важной составляющей производства металлоконструкций, с технической точки зрения — это расчет веса двутаврового профиля, используемого для каждого проекта. Расчет основывается на номере профиля, который можно найти в сортаменте двутавров, там же можно увидеть массу и площадь поперечного сечения. Стоит обратить внимание, что в таблице указанна масса одного погонного метра.
Для того, чтобы узнать вес двутавровой балки — можно взвесить материал.
Важно понимать, что эту процедуру производят только во время отгрузки строительного двутавра, чтобы узнать сколько точно поставщик отпускает заказчику.
Однако существуют отдельные случаи, когда взвесить балки не возможно в принципе. В этой ситуации помогут математические вычисления. Для этого берут отдельные балки двутавра и рассчитывают умножением длинны на массу одного погонного метра. Важно понимать, что все целый метраж изделия в таких конкретных случаях можно будет узнать, замерив длину. Удельный вес двутавровой металлоконструкции рассчитывают по одному из способов:
В этой ситуации помогут математические вычисления. Для этого берут отдельные балки двутавра и рассчитывают умножением длинны на массу одного погонного метра. Важно понимать, что все целый метраж изделия в таких конкретных случаях можно будет узнать, замерив длину. Удельный вес двутавровой металлоконструкции рассчитывают по одному из способов:
- Смотрят величину характеристик прописанных в таблице государственного стандарта.
- Рассчитывают вручную.
Стоит знать, что значения погонного метра балки выяснялись вручную расчетными способами. Расчеты применялись для балок с номинальным размером, а плотность металла принималась абсолютно идентичной средней величиной. Реальные материалы часто производятся с размерами, немного различными от базовых. Как раз эта разница и допускается по ГОСТу, и называется предельно возможными отклонениями при производстве.
Станок для прокатки балок, Станок для гибки балок, Гибочный станок для балок
Из-за быстрого развития базового машиностроения в Китае профилегибочные станки серии BIT более широко используются для гибки стальных балок, например, в метро Чунцина, ключевом проекте в Китае. .
.
Два типа станков для гибки балок
Станки для гибки балок с 3 и 4 роликами
Станок для гибки профилей серии PBH представляет собой многофункциональную машину, он может выполнять гибку балок как в жестком, так и в легком направлении
Высокая точность гибки, превосходные характеристики, лучший выбор для гибки балки, недостаток: высокая цена.
Specifications
h beam bending machine
| Hard | Way | Easy | Way | |
| Model | Max. Сечение (мм) | Минимум Внутренний диаметр (мм) | Макс. Section (mm) | Minimum Inside Diameter (mm) |
| PBH-120 | 120 | 600 | ||
| PBH-140 | 140 | 600 | ||
| PBH-200 | 120 | 4000 | 200 | 1000 |
| PBH-300 | 160 | 6000 | 300 | 1200 |
| PBH-360 | 200 | 9000 | 360 | 2000 |
| PBH-450 | 240 | 15000 | 450 | 2500 |
| PBH-500 | 320 | 32000 | 500 | 3000 |
| PBH-550 | 400 | 35000 | 550 | 4000 |
| PBH-600 | 450 | 40000 | 600 | 5000 |
| PBH-700 | 500 | 40000 | 700 | 6000 |
4-roll H/I — Фото
Станок для гибки балок
PBH-450F 4-валковый станок для гибки профилей
BIT — это машина, изготовленная по индивидуальному заказу китайской компанией Sany Heavy Industry. По пресс-форме видно, что она может обрабатывать и гнуть балочные и швеллерные профили.
По пресс-форме видно, что она может обрабатывать и гнуть балочные и швеллерные профили.
Конечно, его также можно заменить нашей комбинированной пресс-формой и пресс-формой для труб, чтобы сгибать различные типы материалов, чтобы стать обычным профилегибочным станком.
Видео о 4-валковой гибочной машине для гибки двутавровой балки
Из-за быстрого развития базового машиностроения в Китае профилегибочные станки серии BIT более широко используются для гибки стальных балок, например, в метро Чунцина, ключ проект в Китае.
Станок для гибки двутавровых и двутавровых балок CBM
Станок для холодной гибки балок
Станок для холодной гибки CBM выполняет деформацию холодной гибки различных типов стали (двутавровая балка, двутавровая балка, U-образный канал) в соответствии с определенным радиусом кривизны в соответствии с требованиями конструкции и использования, без изменения внутреннего напряжения стального профиля. , так что профильная сталь достигает цели деформации изгиба без изменения ее механических свойств и прочности. Станок для холодной гибки профилей серии
Станок для холодной гибки профилей серии
CBM имеет простую конструкцию, надежную работу и низкую цену. Это самый экономичный выбор для наружных инженерных гибочных балок.
Станок для холодной гибки Станок для холодной гибки
Снижает трудоемкость и трудозатраты, повышает эффективность работы и точность обработки при холодной гибке и является одним из лучших видов оборудования для обработки стальных арок.
Гидравлический станок для холодной гибки балок использует гидравлическую систему, которая имеет характеристики стабильной трансмиссии и высокого давления, что позволяет точно определять местоположение и значительно повышать точность обработки туннельных двутавровых балок и двутавровых сталей.
Приложение
Он широко используется для гибки двутавровой балки, швеллерной стали и двутавровой балки в автомобильных туннелях, железнодорожных туннелях, туннелях метро, водоохранных сооружениях, водопропускных трубах гидроэнергетики, газопроводах, коммуникационных трубопроводах и подземных переходах, а также другие проекты.
Основные части
Станок для гибки балок состоит из двух комплектов основных двигателей, группы редукторов и активных роликов. Пассивные ролики и двигатели масляных насосов, шестеренчатые насосы, предохранительные клапаны, электромагнитные рулевые клапаны и гидравлические рабочие станции состоят из рабочих цилиндров и других компонентов.
Как согнуть балки
Когда работает станок для холодной гибки двутавровых балок, балка, подлежащая холодной штамповке, проталкивается дверным кронштейном системы и помещается между двумя активными роликами, а гидравлическая система активируется. чтобы гидравлический цилиндр толкал канавку типа «ласточкин хвост», а холодногнутый ролик из холодногнутой стали. Когда дуга, требуемая конструкцией, достигнута, гидравлическая система закрывается и запускается система механической трансмиссии, так что активный ролик вращается и заставляет стальной профиль двигаться вперед устойчиво и медленно за счет трения, тем самым реализуя непрерывную операцию холодной гибки. .
.
В конце холодного поворота закройте систему механической трансмиссии и одновременно включите гидравлическую систему, чтобы втянуть гидравлический цилиндр. Поместите холодногнутую балку на дверной кронштейн системы.
Эта операция холодной гибки обеспечивает прочность материала, улучшает качество балки (поддерживающей стальной арки), значительно повышает эффективность работы, операция проста и понятна.
Станок для гибки с индукционной балкой
Двутавровая балка (металлическая заготовка) помещается внутрь индукционной катушки, которая при включении нагревает локализованные участки двутавровой балки до температуры в диапазоне от 1750°F до 1850°F. сечения зависят от конструкции детали, а точная температура зависит от основного материала. Когда каждая секция достигает нужной температуры изгиба, станок медленно перемещает двутавровую балку через индукционную катушку, поскольку механизм рычага с фиксированным радиусом прикладывает необходимое усилие для изгиба заготовки в нагретой области. Когда H-пучок выходит из индукционной катушки, он немедленно гасится водой, чтобы свести к минимуму тепловое расширение.
Когда H-пучок выходит из индукционной катушки, он немедленно гасится водой, чтобы свести к минимуму тепловое расширение.
Этот процесс может занять до часа, поскольку он должен происходить постепенно, чтобы избежать поломки или деформации конструкции.
Читайте также: Процесс гибки двутавровых и двутавровых балок
О гибке профилей балок
Также читайте: ДВУСТАВНАЯ БАЛКА И ДВУТАВАЯ: В ЧЕМ ОТЛИЧИЯ 17?
Катаные стальные балки (Универсальная колонна для гибки профилей) используются повсеместно – в конструкциях, обеспечивающих функциональность или эстетическую привлекательность, в кольцах жесткости круглых оболочек на судах, а также в монорельсах или фермах крыши. Стальные балки можно катать вертикально (слабая ось) или горизонтально (сильная ось). При прокатке стальных балок важно учитывать коробление.
Станок для гибки двутавровых балок
:: Подробнее: До и после жесткой гибки балки. Что нужно проверить?
Что нужно проверить?
Гибка балки «тяжелый путь» и «легкий путь»
Катаные стальные балки (сечение BИзгибание балок и швеллеров на жестком пути требует большой изгибающей силы, поскольку модуль сечения вдоль оси х-х всегда очень велик. Кроме того, сочетание большие изгибающие усилия, необходимые для процесса при относительно малой толщине балки, вызывают деформацию самой стенки.0003
Прокатные стальные балки (Раздел) Существует два основных метода гибки балок, неофициально известные как «простой способ» и «сложный способ».
Станки для гибки балок серии BIT обеспечивают выполнение даже самых сложных проектов по формовке балок. в срок и в соответствии с требованиями отрасли
Когда стальной швеллер изгибается горизонтально, его трудоемкость работы равна гибке двутавровой балки
:: Подробнее: Допуск стальной балки после прокатки
Профили гнутых балок фото
ТИП
ПРОФИЛЬНОГИБОЧНАЯ МАШИНА
СЕРИЯ PBH
Все профилегибочные машины PBH серии приводятся в действие гидравлическим двигателем (до 9), с мощной способностью гибки. Модуль стандартной секции машины: 16 см 3 -600 см 3 . Может сгибать различные типы материалов в дугу или круг. Он может сгибать медные, углеродистые, нержавеющие и алюминиевые профили.
Модуль стандартной секции машины: 16 см 3 -600 см 3 . Может сгибать различные типы материалов в дугу или круг. Он может сгибать медные, углеродистые, нержавеющие и алюминиевые профили.
Уголок, швеллер, балка, полоса, круглый и квадратный стержень, труба, квадратная труба.
нажмите здесь
СЕРИЯ B CNC
Станок для гибки алюминиевых профилей с ЧПУ .
ЧПУ. Точность достигает ≤0,01 мм.
Может изгибаться в различные формы (трехмерная графика, С-образная, U-образная, полный круг, эллипс, комбинированные формы с несколькими радиусами и т. д.)
Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
нажмите здесь
PBT-25 СТАНОК ДЛЯ ХОЛОДНОЙ ГИБКИ ТРУБ С ЧПУ
Высокопроизводительный трубогибочный станок для холодной гибки, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
Он широко используется и может использоваться в серийно выпускаемых или стандартизированных продуктах, таких как выхлопные трубы, сиденья, бамперы и вся стальная мебель.
НАЖМИТЕ ЗДЕСЬ
ПРОЦЕСС ГИБКИ ПРОФИЛЕЙ
Методы гибки металлических профилей и соответствующие возможности гибки Рекомендации по процессам гибки и гибочным машинам для металлических профилей.
нажмите здесь
Метки:Балкогибочный станокБалочно-прокатный станокДвутавровый гибочный станокДвутавровый гибочный станок
Универсальные балки и его прокатка — ISPATGURU
Универсальные лучи и его прокат
- Satyendra
- 13 июля 2015 г.
- 0 Комментарии
- 3330 . балка с коническими полками, универсальная балка, универсальная прокатка, стенка,
Универсальные балки и прокат
Универсальные балки также известны как балки с параллельными полками или балки с широкими полками. Поперечное сечение универсальной балки имеет двутавровую или двутавровую форму. Балки Н-образной формы также называют универсальными колоннами. Горизонтальная часть поперечного сечения универсальной балки известна как полки, а вертикальный элемент называется стенкой. Двутавровая балка имеет более широкие полки, чем двутавровая балка. Универсальные балки обычно катают из конструкционных сталей и применяют в строительстве и гражданском строительстве. Универсальная балка имеет наиболее эффективный профиль поперечного сечения, так как большая часть ее материала расположена вдали от нейтральной оси, что обеспечивает высокий второй момент площади, что, в свою очередь, увеличивает жесткость, а значит, сопротивление изгибу и прогибу.
Поперечное сечение универсальной балки имеет двутавровую или двутавровую форму. Балки Н-образной формы также называют универсальными колоннами. Горизонтальная часть поперечного сечения универсальной балки известна как полки, а вертикальный элемент называется стенкой. Двутавровая балка имеет более широкие полки, чем двутавровая балка. Универсальные балки обычно катают из конструкционных сталей и применяют в строительстве и гражданском строительстве. Универсальная балка имеет наиболее эффективный профиль поперечного сечения, так как большая часть ее материала расположена вдали от нейтральной оси, что обеспечивает высокий второй момент площади, что, в свою очередь, увеличивает жесткость, а значит, сопротивление изгибу и прогибу.
Двутавровые балки имеют одинаковую или почти одинаковую ширину и глубину и больше подходят для вертикальной ориентации, чтобы нести осевую нагрузку, такую как колонны в многоэтажном строительстве, в то время как двутавровые балки значительно глубже, чем их ширина, больше подходят для восприятия изгиба нагрузка, такая как балочные элементы в перекрытиях.
Когда балка изгибается, верхняя часть балки сжимается, а нижняя — растягивается. Эти силы максимальны в самом верху и в самом низу. Поскольку универсальная балка имеет большее количество материала на верхней и нижней сторонах и меньшее количество материала в стенке, она обеспечивает жесткую структурную секцию с использованием наименьшего количества материала.
Хотя двутавровые балки отлично подходят для однонаправленного изгиба в плоскости, параллельной стенке, они не так хороши при двунаправленном изгибе. Эти балки также мало сопротивляются скручиванию и подвергаются поперечному короблению под нагрузкой при кручении. Для задач с преобладанием кручения вместо двутавровых балок используются коробчатые сечения и другие типы жестких сечений.
Увеличение толщины балки увеличивает прочность на изгиб в кубе глубины, поэтому универсальные балки обеспечивают большую жесткость. Однако толщина стенки не должна быть маленькой, чтобы избежать коробления.
Стенка универсальной балки выдерживает поперечные усилия, а ее полки выдерживают большую часть изгибающего момента, испытываемого балкой. Двутавровые балки рассчитаны на высокие нагрузки на большие пролеты. Они представляют собой очень эффективную форму для восприятия как изгибающих, так и сдвигающих нагрузок в плоскости полотна. Толстые полки и более тонкая стенка эффективно распределяют материал, чтобы выдерживать высокие изгибающие нагрузки, возникающие при использовании балок. Однако двутавровые профили имеют пониженную грузоподъемность в поперечном направлении, а также малоэффективны в отношении восприятия скручивающей нагрузки.
Двутавровые балки рассчитаны на высокие нагрузки на большие пролеты. Они представляют собой очень эффективную форму для восприятия как изгибающих, так и сдвигающих нагрузок в плоскости полотна. Толстые полки и более тонкая стенка эффективно распределяют материал, чтобы выдерживать высокие изгибающие нагрузки, возникающие при использовании балок. Однако двутавровые профили имеют пониженную грузоподъемность в поперечном направлении, а также малоэффективны в отношении восприятия скручивающей нагрузки.
Двутавровая балка представляет собой стальной профиль с высокими эксплуатационными характеристиками благодаря преимуществу оптимизированного распределения площади поперечного сечения и разумного отношения прочности к весу. Благодаря широким полкам и тонкой стенке, двутавровая балка имеет большой модуль упругости, высокое сопротивление изгибу и отличные механические свойства. Двутавровые балки обычно тяжелее двутавровых балок и используются в качестве опор для подпорных стен и т.п. Их также можно использовать в качестве балочных секций, где требуется высота над уровнем моря. Благодаря своим выдающимся свойствам двутавровые балки широко используются для балок, колонн и других архитектурных элементов, а также в свайных фундаментах, мостах и других строительных работах.
Благодаря своим выдающимся свойствам двутавровые балки широко используются для балок, колонн и других архитектурных элементов, а также в свайных фундаментах, мостах и других строительных работах.
Универсальные балки отличаются от балок из катаной стали, которые также известны как балки с коническими полками. Полки универсальных балок параллельны и имеют постоянную толщину, а полки балок скошены и, следовательно, имеют разную толщину. Балки из-за разной толщины фланцев нуждаются в конических шайбах для соединения.
Двутавровые балки имеют одинаковую или почти одинаковую ширину и глубину, в то время как двутавровые балки значительно глубже своей ширины. Универсальные балки изготавливаются из конструкционных сталей либо путем изготовления, как правило, из стальных листов, либо путем прокатки. Сравнение сечений балок разных типов представлено на рис. 1.
Рис. 1. Сравнение поперечных сечений различных типов балок
Прокатка универсальных балок
Традиционно универсальные балки, как и другие конструктивные формы, изготавливают прокаткой стальных блюмов ( Рис 2). В последнее время балочные заготовки с поперечным сечением в форме собачьей кости отливают непрерывно, минуя определенные этапы первичной прокатки. Для производства двутавровых балок самым современным процессом является непрерывное литье и прокатка балочных заготовок с тонкой полкой (например, толщиной менее 50 мм) для производства балки с параллельными полками и тонкой стенкой.
В последнее время балочные заготовки с поперечным сечением в форме собачьей кости отливают непрерывно, минуя определенные этапы первичной прокатки. Для производства двутавровых балок самым современным процессом является непрерывное литье и прокатка балочных заготовок с тонкой полкой (например, толщиной менее 50 мм) для производства балки с параллельными полками и тонкой стенкой.
Обычный универсальный балочный стан
Традиционный производственный процесс для прокатки универсальной балки включает в себя нагрев блюма, прокатку до нужного контура и размеров, резку в горячем состоянии до длины, которую можно обрабатывать, охлаждение до температуры окружающей среды, правку, резка на заданную длину, проверка и отгрузка.
Нагрев блюма для больших секций осуществляется в печах одного из двух типов: печи толкающего типа или печи непрерывного действия с шагающими балками. Печь толкающего типа использовалась почти для всех старых универсальных балочных прокатных станов, в то время как в последнее время наблюдается тенденция к использованию печей с шагающими балками из-за большого количества преимуществ. Обычно универсальные балочные станы имеют одну или две печи непрерывного действия с шагающими балками.
Обычно универсальные балочные станы имеют одну или две печи непрерывного действия с шагающими балками.
Типовой стан для производства универсальных балок имеет двухвалковую реверсивную прокатную клеть, в которой выполняется начальная формовка, за которой следует группа из трех клетей, расположенных в линию, где процесс прокатки завершается.
Двутавровые балки первоначально прокатывались на двух высоких станах, а для чистовой прокатки использовались три высоких стана и четырехвалковые клети универсального типа. Однако полки были не так хорошо спроектированы, как стенка, а размеры балок были ограничены. Тем не менее, существовал значительный спрос на балки большей глубины с более тонкими стенками и большими полками с небольшим конусом или без него. Это требование задало тренд на универсальные балочные станы.
В состав обычного универсального балочного стана для прокатки универсальных балок входит устройство для удаления окалины водой под высоким давлением для удаления окалины с нагретых блюмов, два высокореверсивных прокатных стана с многоручьевыми валками, а также манипуляторы с обеих сторон прокатного стана. клеть, шпунтовая пила для резки торца материала, универсальная черновая клеть, кромкообрезная клеть, однопроходная универсальная чистовая клеть, горячая пила, мерный упор, двухрядные охлаждающие станины, 7-9-валковая ротационная правильная машина , инспекционная платформа вместе с зажимным прессом для повторной правки балки при необходимости, штабелеукладчик, этикетировочная машина, холодная пила и обвязочная машина вместе с рольгангами для перемещения материала в прокатном стане. Типовая компоновка такого прокатного стана показана на рис. 2.
клеть, шпунтовая пила для резки торца материала, универсальная черновая клеть, кромкообрезная клеть, однопроходная универсальная чистовая клеть, горячая пила, мерный упор, двухрядные охлаждающие станины, 7-9-валковая ротационная правильная машина , инспекционная платформа вместе с зажимным прессом для повторной правки балки при необходимости, штабелеукладчик, этикетировочная машина, холодная пила и обвязочная машина вместе с рольгангами для перемещения материала в прокатном стане. Типовая компоновка такого прокатного стана показана на рис. 2.
Универсальные черновые и кромкообрезные станки представляют собой реверсивные многопроходные станки, работающие в тандеме, благодаря компьютеризированному согласованию скоростей. Универсальный черновой стан обычно представляет собой четырехвалковый стан с двумя приводными горизонтальными валками и двумя неприводными вертикальными валками. Кромочная фреза обычно представляет собой двухвалковую клеть с одной канавкой. Универсальный чистовой стан также имеет два приводных горизонтальных валка и два неприводных вертикальных валка.
После прокатки универсальная балка проходит этапы окончательной обработки, такие как горячая распиловка для резки балки до длины охлаждающего слоя. Обычно есть две пилы, состоящие из одной стационарной пилы и другой передвижной пилы. Охлаждающий слой обычно имеет комбинацию движущихся балок и передаточных цепей для перемещения материалов. На некоторых заводах также используются водяные струи на верхней и нижней поверхности нарезанных балок для охлаждения перед их перемещением в зону чистовой обработки.
Рис. 2 Прокатка универсальной балки в универсальной клети и типовая схема стана
Современный универсальный балочный стан
Современный универсальный балочный стан обычно строится с непрерывными универсальными клетями для прокатки непрерывнолитых слябов или балочных заготовок. Мельница обычно оснащена системой автоматического контроля толщины (АРУ). Толщина полки заготовки литой балки менее 50 мм.
Заготовка плиты или балки обычно нагревается в нагревательной печи непрерывного действия с шагающими балками. Многие нагревательные печи имеют четыре зоны нагрева и производительность около 250 тонн в час. Современные нагревательные печи полностью управляются компьютером и могут принимать для загрузки горячие или холодные слябы или балочные заготовки.
Многие нагревательные печи имеют четыре зоны нагрева и производительность около 250 тонн в час. Современные нагревательные печи полностью управляются компьютером и могут принимать для загрузки горячие или холодные слябы или балочные заготовки.
Полная клеть прокатного стана обычно состоит из одной клети чистовой или черновой прокатки, одной группы универсальных клетей с универсальной клетью U1, обрезной клети E1, универсальной клети U2 (рис. 2) и одной универсальной чистовой клети. Перед черновой клетью проводится очистка водой под высоким давлением. Оборудование также включает в себя оборудование для горячей и холодной резки, один вальцовый правильный станок, инспекционную платформу вместе с зажимным прессом, отделочные станки, токарно-карусельное оборудование и оборудование для мастерских. Все оборудование соединено с рольгангами для движения подвижного состава. На финишной стороне в некоторых местах есть цепная передача. Современные универсальные балочные мельницы обычно имеют годовую производительность 1 миллион тонн и более.
Черновая клеть часто представляет собой реверсивную клеть. Поскольку тонкий сляб или заготовка балки с тонкой полкой отливается и используется в качестве входного размера, требуется меньше проходов, чем при обычной прокатке. Сталь прокатывают до размеров универсальной клети балочного стана.
Универсальная группа клетей балочных станов состоит из универсальной черновой клети с вертикальными и горизонтальными валками, горизонтальной обрезной клети и универсальной чистовой клети с горизонтальными и вертикальными валками (рис. 2). Чтобы можно было использовать более тяжелые плиты в качестве исходного материала для повышения производительности, обычно предоставляется достаточная длина выходного стола.
Обычно фасонный прокат после обжимной клети проходит вперед и назад через стан, универсальная черновая клеть уменьшает толщину как центральной стенки, так и двух полок, в то время как обрезные валки контактируют с концами полок только для контроля их длины . Универсальная чистовая клеть остается открытой до последнего прохода, когда ее четыре валка придают секции хорошую чистоту поверхности и обеспечивают хорошую точность размеров.
Регулируемая высота нижних горизонтальных валков обеих универсальных клетей, а также верхних валков. Это гарантирует, что перемычка может быть сформирована в центре фланцев. Все валки в трех клетях позиционируются автоматически с помощью компьютерного управления, запрограммированного на различные формы и размеры профилей.
Мельницы также оборудованы системой автоматического управления гидравлическим датчиком (AGC). Это обеспечивает улучшенный допуск на размеры и большую гибкость в размерах сечения.
Такие изделия, как двутавровые балки, форма поперечного сечения которых не является прямоугольной, также могут быть изготовлены прокаткой. Здесь калибровочная прокатка проводится на черновой стадии. Материалы прокатывают калибровочными валками, чтобы получить такую же форму поперечного сечения, как и у валков. После изготовления формы, близкой к Н, путем калиброванной прокатки, изделие обрабатывается универсальным и кромкообрезным станом. При прохождении материала через четыре валка образуется Н-образное поперечное сечение, что делает универсальный стан, оснащенный парой вертикальных валков и парой горизонтальных валков, пригодным для прокатки двутавровых балок. Кромкообрезной станок оснащен калиброванными валками и имеет функцию регулировки ширины полки изделий.
Кромкообрезной станок оснащен калиброванными валками и имеет функцию регулировки ширины полки изделий.
В универсальном стане можно легко изменять толщину полки и стенки, регулируя зазор между валками. Однако, когда необходимо прокатывать изделия с разной высотой стенки и шириной полки, необходимо использовать валки исключительного назначения для этих размеров, что требует замены валков. В частности, поскольку высота стенки определяется суммой ширины горизонтальных валков и толщины полки, до настоящего времени было необходимо иметь то же количество размеров горизонтальных валков, что и высота стенки изделия. Разработка, направленная на преодоление этой проблемы, привела к появлению последних прокатных станов и методов прокатки, способных регулировать высоту полотна одним валком с изменяемой шириной без замены валков.
Прокатные и гибочные анкерные конвейеры
ЧТО МЫ ДЕЛАЕМ
Швеллер
Двутавровая балка
Уголок
Квадратный стержень
Плоский стержень
Труба
Круглый стержень
| Диаметр 2 рулона 20017 9001 | 18 дюймов | |
Двигатель л. с. при 440/480 В с. при 440/480 В | 3 | 6-10 (4) |
| Тип | Измерения | Формула |
|---|---|---|
| Угол | 6″ x 6″ x 5/8″ 1-1/2″ x 1-1/2″ x 3/16″ | Ø85″ Ø26″ |
| Угол | 5″ x 5″ x 3/4″ 1-1/2″ x 1-1/2″ x 3/16″ | Ø85″ Ø34″ |
| Т-образное сечение ноги наружу | Малые секции WT 6 дюймов | Ø60″ Ø22″ |
| Т-образный профиль | Малые секции WT 5 дюймов | Θ65″ Θ22″ |
| Т-образный профиль с опущенной ногой | Малые секции WT 6 дюймов | Ø60″ Ø22″ |
| Плоская планка на плоской поверхности | 6″ x 1 1/2″ 5″» x 1-3/4″ 1 1/2″ x 1/4″ | Ø70″ Ø45″ Ø20″ |
| Плоская планка на краю | Малые секции 10 x 2 дюйма | Ø40″ Ø20″ |
| Квадратный бар | Малые секции 3 1/2″ x 3 1/2″ | Ø45″ Ø20″ |
| Круглый стержень | Малые секции Θ4 3/8″ | Ø55″ Ø16″ |
| Трубка | 6″ Ш. 40 Малые секции 40 Малые секции | Ø85″ Ø16″ |
| Квадратная труба | 5″ х 5″ х 5/16″ | ** |
| S и WF балки | Ш 12″ x 35# Маленькие секции | Ø45″ Ø20″ |
| WF-лучи | Ш 8″ x 31″ Ш 6″ x 25″ Малые секции | Ø45″ Ø30″ Ø20″ |
| Выход из канала | C Малые секции 12″ x 30″ | Ø40″ Ø20″ |
| Канал Leg-In | C Малые секции 12″ x 30″ | Ø45″ Ø20″ |
| Канал на оси X-X | С 7″ x 12,25# С 3″ | Ø350″ Ø70″ |
| Луч на оси X-X | Ш 6″ x 16# Ш 3″ | Ø120″ Ø40″ |
| Луч на оси X-X | Ш 5″ x 19# Ш 3″ | Ø100″ Ø40″ |
Все размеры указаны в дюймах, если не указано иное
принято к сведению.
Емкости основаны на материале с пределом текучести через класс
ASTM A-36 и указаны для стандартных размеров.
Сохраняется право на внесение изменений в дизайн, конструкцию и
технические характеристики. Все данные приблизительны.
*На диаграмме показана максимальная и минимальная вместимость секций, прокатываемых до
соответствующий минимальный диаметр (0) .
Показанный минимальный диаметр (0) зависит от величины деформации
что можно принять.
(1) Со стандартными рулонами. Меньшие размеры могут быть прокатаны со специальными
прокладки или ролики.
(2) С опорным роликом или 6″ • 6* • ¼” до 100″ 0
со стандартными роликами.
(3) Больше с дополнительными удлиненными валами.
(4) С накатным устройством (для накатных балок и швеллера на Х-Х
ось).
(5) В зависимости от прокатываемого диаметра.
Способ изготовления усовершенствованной горячекатаной двутавровой балки и связанный с ней продукт
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область изобретения
Настоящее изобретение относится к способу изготовления металлических двутавровых балок типа, используемого в строительстве, и связанных с ними двутавровых балок, а более конкретно, оно относится к улучшенному горячекатаному двутавровому металлу. балки, препятствующие образованию нежелательных волн в стенке двутавровой балки, и способ их изготовления.
2. Описание предшествующего уровня техники
Давно известно использование различных типов металлических балок, таких как стальные двутавровые балки, в различных типах строительных конструкций. Такие балки имеют стенку и пару фланцев на противоположных краях стенки, так что балки можно использовать по отдельности или в сборе из таких балок, чтобы безопасно воспринимать на них значительные статические нагрузки.
Известно изготовление таких балок путем приваривания полок к стенке. Известно также, что такие балки формируют путем горячей прокатки заготовки.
Одна из проблем, возникающих при горячей прокатке двутавровых балок, связана с объемным распределением, в результате чего температура стенки и температура полки настолько различаются, что стенка остывает быстрее, чем полка, что приводит к нежелательным волны, создаваемые в паутине из-за разной скорости охлаждения. Эта разница температур может в некоторых случаях равняться примерно 250° F.
Патент США. В US-A-4251973 описана двутавровая балка, приваренная к полкам, в которой раскрыта попытка решить проблему волнистости стенки из-за перепада температур. В нем используется множество полых гофров, образованных внутри стенки, проходящих в направлении, обычно перпендикулярном продольной протяженности двутавровой балки. См. также немецкий патент 46414.
. Также известно, что для строительства зданий предлагалось использовать открытые фермы, в которых удлиненные ребра фермы изначально формируются внутри стенки, а затем отделяются от основных частей стенки и деформируются для создания расширенного открытого пространства. конструкция веб-фермы. См. патент США. №№ 1,927 442 и 3 962 763.
конструкция веб-фермы. См. патент США. №№ 1,927 442 и 3 962 763.
Патент США. В US-A-3199174 описано крепление ряда плоских полос к стенке для предотвращения нежелательного коробления стенки «при изготовлении балки» и для усиления стенки против коробления, вызванного внешними силами.
Также известно изготовление фермы с множеством углублений в стенке, разделенных удлиненными стержнями.
Патент США. В US 2263272 описано изготовление стальной двутавровой балки путем приваривания перемычки к паре тавровых профилей.
Патент США. В US-A-4129974 описана двутавровая балка, имеющая ограничительную конструкцию в виде местного армирующего элемента, который обычно имеет швеллерную форму и крепится к полкам и стенке в определенном продольном положении. См. также патент США No. № 2 392 674.
Усиление переднего конца элемента сваи за счет использования одного или нескольких сварных швов раскрыто в патенте США No. № 3810363.
Несмотря на вышеизложенное, остается реальная и существенная потребность в способе изготовления металлической двутавровой балки путем горячей прокатки без наличия нежелательных волн в шейной части и в полученном изделии, а также в строительной конструкции и другие конструкционные изделия, в которых используется одна или несколько таких двутавровых балок, несущих нагрузку.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение решило вышеописанную проблему путем создания способа изготовления металлической двутавровой балки путем горячей прокатки. Удлиненную металлическую заготовку постепенно подвергают горячей прокатке для создания удлиненной балки, имеющей стенку и полки на ее краях. Внутри стенки образованы удлиненные армирующие средства сплошного поперечного сечения, имеющие, как правило, прямую продольную ось, ориентированную, в основном, параллельно полкам. Затем осуществляется охлаждение двутавровой балки, при этом препятствуя образованию существенных волн в стенке. Способ предполагает, что удлиненные усиливающие средства в предпочтительном варианте осуществления представляют собой примерно от одного до пяти удлиненных выступающих вбок ребер, которые предпочтительно являются непрерывными и имеют такую же протяженность, что и балки. Усиливающие ребра служат в качестве теплоотвода для минимизации перепада температур между стенкой и полками во время прокатки, так что охлаждение не создает волны, индуцированные перепадом температур в стенке.
В предпочтительном варианте ребра имеют максимальную ширину примерно от 200 до 400 процентов от средней ширины полотна и предпочтительно примерно от 275 до 325 процентов. Высота, измеренная вдоль полотна, составляет примерно от 0,5 до 1,5 дюйма и предпочтительно примерно от 0,75 до 1,25 дюйма.
Горячую прокатку предпочтительно проводить последовательно на нескольких станциях при температуре примерно от 1800°F до 2300°F для стальных двутавровых балок. Перед охлаждением обычно температура полотна составляет от 85 до 9°С.5 процентов от температуры фланцев.
Двутавровая балка, изготовленная описанным выше способом, имеет описанную конструкцию и практически лишена волнистости стенки, вызванной перепадом температур.
Полученная балка может использоваться в здании в качестве несущего элемента точно так же, как любая двутавровая балка.
Целью настоящего изобретения является создание способа горячей прокатки двутавровой балки и конечного продукта, устойчивого к температурно-индуцированной волнистости в стенке двутавровой балки.
Еще одной целью настоящего изобретения является создание проходящих в продольном направлении армирующих средств, выполненных за одно целое со стенкой двутавровой балки, которые функционируют как теплоотвод для сведения к минимуму перепада температур между стенкой и полками во время прокатки двутавровой балки.
Еще одной задачей настоящего изобретения является создание такого способа изготовления двутавровой балки, который можно использовать с обычными методами профилирования с роликами, соответствующим образом сконструированными для установки армирующих средств.
Еще одной целью настоящего изобретения является создание такого способа и полученного в результате продукта, которые можно было бы использовать обычным образом для несущих нагрузок в строительстве зданий.
Еще одной целью настоящего изобретения является создание такого способа и связанного с ним продукта, которые экономичны в производстве и использовании.
Еще одной целью изобретения является создание такой двутавровой балки, которая имеет меньший вес на погонный фут по сравнению со стандартными двутавровыми балками, но при этом имеет равную или повышенную прочность.
Эти и другие цели изобретения станут более понятными из следующего описания изобретения со ссылками на прилагаемые к нему чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой торцевой вид двутавровой балки в соответствии с настоящим изобретением.
РИС. 2 представляет собой частичное изображение, показывающее часть стенки двутавровой балки, показанной на фиг. 1.
РИС. 3 представляет собой вид сбоку другого варианта двутавровой балки по настоящему изобретению.
РИС. 4 представляет собой частичный вид правой стороны двутавровой балки, показанной на фиг. 3.
РИС. 5a-d представляют собой схематические иллюстрации одного варианта изготовления двутавровой балки по настоящему изобретению.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Используемый здесь термин «здание» относится к сборным домам, модульным домам, домам, многоквартирным домам, коммерческим зданиям и любым другим конструкциям, имеющим внешние стены и крышу, прикрепленную к ним, где I- балки используются в качестве элементов конструкции.
Используемый в настоящем документе термин «конструктивное изделие» означает изделия, включающие двутавровые балки в качестве конструктивных элементов, и включает, помимо прочего, здания, мосты, транспортные средства для отдыха, корабли, лодки, лодочные прицепы, грузовые прицепы и другие прицепы, и дорожные ограждения и дорожные знаки.
Ссылаясь на ФИГ. 1 и 2 показана двутавровая балка по настоящему изобретению, которая имеет стенку 2 и пару фланцев 4, 6, расположенных на противоположных краях стенки и выполненных как единое целое с ней в результате того, что двутавровая балка выполнена в виде унитарного двутавра путем последовательной горячей прокатки металлической заготовки. В предпочтительном варианте выполнения как перемычка 2, так и полки 4, 6 имеют продольную по существу одинаковую протяженность в том виде, в каком они были изготовлены, и являются непрерывными.
Хотя двутавровая балка может иметь любые желаемые пропорции, полки 4, 6 предпочтительно имеют одинаковую ширину W и могут, например, иметь ширину от 11/8 до 8 дюймов. При желании фланцы 4,6 могут быть разной ширины. Стенка 2 может иметь высоту Н, которая может составлять, например, примерно от 2 до 24 дюймов для фланцев, попадающих в указанный диапазон. Для облегчения эффективной обработки и индивидуальной резки и соединения двутавровых балок на месте участки 10, 14 высотой соответственно F, G предпочтительно являются практически плоскими. Значения F и G предпочтительно составляют минимум 2 дюйма каждое.
При желании фланцы 4,6 могут быть разной ширины. Стенка 2 может иметь высоту Н, которая может составлять, например, примерно от 2 до 24 дюймов для фланцев, попадающих в указанный диапазон. Для облегчения эффективной обработки и индивидуальной резки и соединения двутавровых балок на месте участки 10, 14 высотой соответственно F, G предпочтительно являются практически плоскими. Значения F и G предпочтительно составляют минимум 2 дюйма каждое.
Как показано на этих фигурах, в стенке 2 образованы как единое целое удлиненные усиливающие средства сплошного поперечного сечения, имеющие в основном прямую продольную ось, ориентированную в основном параллельно полкам 4, 6. В этом варианте осуществления изобретения усиливающие средства состоят из двух увеличенных в поперечном направлении ребер 20, 22. Эти ребра предпочтительно имеют одинаковую протяженность с перемычкой 2. Ребра 20 предпочтительно выступают симметрично с обеих сторон перемычки 2 и могут иметь ширину Y, равную примерно от 200 до 400 процентов толщины перемычки 2, а предпочтительно примерно от 275 до 275%. 325 процентов. Высота ребра X, измеренная вдоль указанной перемычки, составляет примерно от 0,5 до 1,5 дюйма и предпочтительно примерно от 0,75 до 1,25 дюйма. Предпочтительно, чтобы в области 12 стенки, расположенной между областями 10 (с размером F) и 14 (с размером G) стенки, было предусмотрено от одного до пяти таких ребер. Масса ребер будет выбрана такой, чтобы они служили в качестве теплоотвода для поглощения достаточного количества тепла, чтобы разница температур между стенкой 2 и полками 4, 6 во время горячего проката была минимизирована до точки, при которой при охлаждении внутри полотна 2 будет возникать сопротивление волнистости из-за перепада температур.
325 процентов. Высота ребра X, измеренная вдоль указанной перемычки, составляет примерно от 0,5 до 1,5 дюйма и предпочтительно примерно от 0,75 до 1,25 дюйма. Предпочтительно, чтобы в области 12 стенки, расположенной между областями 10 (с размером F) и 14 (с размером G) стенки, было предусмотрено от одного до пяти таких ребер. Масса ребер будет выбрана такой, чтобы они служили в качестве теплоотвода для поглощения достаточного количества тепла, чтобы разница температур между стенкой 2 и полками 4, 6 во время горячего проката была минимизирована до точки, при которой при охлаждении внутри полотна 2 будет возникать сопротивление волнистости из-за перепада температур.
В показанной форме ребра 20, 22 имеют криволинейную внешнюю форму и могут приближаться к сфере. Следует понимать, что при желании могут быть использованы другие конфигурации, такие как эллиптическая и шестиугольная.
Ссылаясь на ФИГ. 3 и 4 показан другой вариант осуществления изобретения. Стенка 32 выполнена за одно целое с парой фланцев 34, 36, и предусмотрено одно удлиненное усиливающее ребро 40. В общем, ребро 40 может иметь сплошное сечение большего размера, чем любое из отдельных ребер 20, 22 на фиг. 1 и 2, чтобы обеспечить адекватный металлический теплоотвод для минимизации перепада тепла из-за профилирования. При желании могут быть предусмотрены три или более ребра, каждое из которых пропорционально меньше.
В общем, ребро 40 может иметь сплошное сечение большего размера, чем любое из отдельных ребер 20, 22 на фиг. 1 и 2, чтобы обеспечить адекватный металлический теплоотвод для минимизации перепада тепла из-за профилирования. При желании могут быть предусмотрены три или более ребра, каждое из которых пропорционально меньше.
Двутавровые балки по настоящему изобретению могут использоваться обычным образом в качестве несущей способности в зданиях или других конструкционных изделиях, независимо от длины, ширины, взаимного соединения и положения опоры, которые использовались бы для обычных двутавровых балок. Так как таких применений слишком много, чтобы перечислять их здесь исчерпывающе, и специалисты в данной области легко знают, как их применять, подробности, касающиеся такого использования, здесь не приводятся. Например, известно закрепление концов двутавровых балок в каменных несущих стенах, которые в конечном счете опираются на фундамент небольших зданий с опирающимися на него перекрытиями или другими элементами здания, создающими нагрузку. Также известно использование множества таких балок, таких как некоторое количество должным образом поддерживаемых и ориентированных перпендикулярно друг к другу и соединенных между собой для покрытия большой площади, где необходима или желательна несущая опора. Двутавровые балки могут быть ориентированы в любом желаемом положении.
Также известно использование множества таких балок, таких как некоторое количество должным образом поддерживаемых и ориентированных перпендикулярно друг к другу и соединенных между собой для покрытия большой площади, где необходима или желательна несущая опора. Двутавровые балки могут быть ориентированы в любом желаемом положении.
Ссылаясь на ФИГ. 5(a)-5(d) будет рассмотрен пример способа согласно настоящему изобретению, применяемого при горячей прокатке стальной двутавровой балки, имеющей одно усиливающее ребро, в процессе многовалковой прокатки. Поскольку специалистам в данной области техники будет легко известно, сколько ступеней и какие конфигурации валков использовать для конкретной конструкции, в данном документе нет необходимости приводить такие подробности. Как правило, используется больше стадий горячей прокатки, и на фиг. 5(a)-(d) следует рассматривать как иллюстративные, поскольку в зависимости от металла, его свойств и требуемых размеров может использоваться различное количество прокатных клетей.
РИС. 5(а) показана заготовка, представляющая собой удлиненную стальную заготовку, имеющую верхнюю поверхность 50, боковые поверхности 52, 54 и нижнюю поверхность 56. Материал может представлять собой сплав из мягкой углеродистой стали и иметь толщину примерно от 2 до 10 дюймов.
После первого этапа формирования, как показано на фиг. 5(b), заготовка будет иметь стенку 62 и пару фланцев 64, 66, которые образуют с ней единое целое, а также усиливающее ребро 68. На втором этапе горячей прокатки стенка утончается для создания стенки 72, что обеспечивает, как правило, расположенное по центру армирование. ребро 78 и имеет удлиненные и тонкие фланцы, образующие фланцы 74, 76. Заключительный этап двутавровой балки показан на фиг. 5(d), в котором стенка 82 имеет полки 84, 86 одинакового размера и ребро жесткости 88. Как и в других вариантах осуществления изобретения, двутавровая балка будет иметь по существу одинаковую конфигурацию поперечного сечения по всей своей длине. продольная протяженность.
Следует понимать, что способ и продукт по настоящему изобретению приводят к получению горячекатаной двутавровой балки, практически лишенной нежелательных волн в области стенки балки, вызванных перепадом температур между стенкой и полками во время охлаждения. Это достигается за счет использования продольно ориентированных усиливающих средств, продольная ось которых, как правило, параллельна фланцам. Эти армирующие средства, которые в предпочтительном варианте могут иметь форму от одного до пяти ребер, служат в качестве теплоотвода, заставляя стенку поглощать дополнительное тепло и тем самым уменьшая разницу в средней температуре между стенкой и полками перед охлаждением, так что коробление или предотвращается волнистость полотна, вызванная охлаждением.
Двутавровая балка по настоящему изобретению может использоваться в различных несущих конструкциях зданий таким же образом, как и обычные двутавровые балки. Пропорции стенки, полок и ребер таковы, что по сравнению с двутавровыми балками предшествующего уровня техники они могут обеспечивать меньший вес на погонный фут при равной или большей прочности и по существу лишены нежелательной волнистости стенки из-за разницы температур между стенкой и полками. .
.
Следует понимать, что, хотя для удобства раскрытия здесь были раскрыты металлические двутавровые балки, которые состоят из мягкой углеродистой стали, изобретение не ограничивается этим, и различные типы металлов, таких как алюминий и высокопрочные , при желании можно использовать низколегированную сталь. Кроме того, в контексте использования, хотя основное применение будет заключаться в несущих горизонтально ориентированных строительных установках двутавровых балок, балки могут использоваться в различных горизонтальных, вертикальных или угловых положениях, а также для различных дополнительных целей.
Хотя конкретные варианты осуществления изобретения были описаны здесь в иллюстративных целях, специалистам в данной области техники будет очевидно, что могут быть сделаны многочисленные вариации деталей, не отступая от изобретения, как определено в прилагаемой формуле изобретения.
Прокат конструкционной стали Даллас, Техас
Прокат конструкционной стали в Далласе, Техас
Добро пожаловать в компанию Holloway Прокат конструкционной стали. Вы пришли в нужное место, если вам нужны услуги проката конструкционной стали для ваших личных, коммерческих или промышленных нужд.
Вы пришли в нужное место, если вам нужны услуги проката конструкционной стали для ваших личных, коммерческих или промышленных нужд.
Более 40 лет компания Holloway Steel Services обслуживает Даллас. Двадцать из этих лет мы посвятили прокату стали и других металлов. Наша репутация в области точности и качества отражена в отраслях, которые мы обслуживаем, включая:
- Аэрокосмическая промышленность
- Архитектурный проект
- Транспорт и
- Коммерческие приложения.
Что включает в себя прокат конструкционной стали?
В процессе прокатки конструкционной стали можно придать форму огромному количеству металлических конструкций. В процессе используется специальная процедура гибки для создания следующего:
- уголков
- квадратные и прямоугольные трубки
- Тавровые, двутавровые и широкополочные балки
- плоские стержни
- трубы, рельсы, рельсы и многое-многое другое!
В процессе прокатки стали на материал оказывается огромное давление. Материал проходит через оборудование, которое изгибает трубу или балку до заданного радиуса.
Материал проходит через оборудование, которое изгибает трубу или балку до заданного радиуса.
Прокат конструкционной стали подходит для проектов, требующих экстремальной гибки. Даже 360-градусные изгибы могут быть выполнены с абсолютной легкостью и точностью.
Одной из наших специализированных процедур гибки является метод оправки. Этот процесс позволяет нам прокатывать трубы квадратной или прямоугольной формы или трубы с характеристиками изгиба, которые не могут превышать 180 градусов. Метод оправки исключает возможность любой ряби. Все изгибы будут идеально равномерными и без искажений.
Ниже показаны различные структурные формы и различные способы их прокатки. Например, легкий/трудный путь.
Тяжелый путь
«Трудный путь» предполагает изгибание детали в направлении, где ее момент инерции наиболее выражен.
Легкий способ
Легкий способ предполагает изгибание материала вдоль оси с наименьшим моментом инерции.
Время сущности для вас?
Если вы попали в цейтнот и вам нужны продукты раньше, чем вы ожидали, можете не волноваться! Holloway Manufacturing предлагает услуги по обкатке, которые обеспечат полное соблюдение ваших важных сроков. Ваши опасения по поводу сроков становятся нашим обещанием всегда доставлять вашу продукцию вовремя!
Наша репутация основана на качестве и доверии
Прочная репутация Holloway Steel Services основана на качественной работе, непревзойденном опыте и внимательном отношении к клиентам. И мы носим ту же самую модель сегодня. Наши клиенты из Далласа сыграли важную роль, способствуя нашему успеху в качестве ведущего поставщика стальных услуг, и мы благодарим вас!
Свяжитесь с нами сегодня!
Если у вас возникнут вопросы, просто позвоните нам. Г-н Терри Браун является нашим штатным экспертом и вице-президентом по продажам металлоконструкций и будет рад помочь вам. С ним можно связаться по телефону или электронной почте:
Телефон: 1-800-869-8663
Электронная почта: terry@hollowaycompanyinc. com
com
Мы с нетерпением ждем возможности поговорить с вами, чтобы решить ваши потребности в прокате конструкционной стали!
Новейшее оборудование
Компания Holloway недавно приобрела Трубогибочный станок Ercolina TB130 Top Bender® . Эта машина идеальна для производства гибки стабильного качества.
в больших трубах, трубах, квадратах, твердых телах и
другие профили. Это дает нам возможность делать небольшие изгибы, множественные изгибы и создавать рукава шлюпбалки.
Вместимость:
Трубка (мин.) ¼», (макс.) 5″
Трубка (макс.) 4″
Ш.
40
Радиус осевой линии (мин.) 2
х Ø,
(Максимум.)
27½»
Степень изгиба
0-210°
Возможности качения
| Итого Выпадение | |
| 1/2″ x 1/2″ x 1/8″ через 2 1/2″ x 2 1/2″ x 1/2″ | 2’0″ |
| 3″ x 2 1/2″ x 3/16″ до 6″ x 6″ x 1″ | 3’0″ |
| 8″ x 8″ x 1/2″ до 8″ x 8″ x 1 1/4″ | 8 футов 0 дюймов |
| Итого Выпадение | |
| 3″ x 2 1/2″ x 3/16″ до 6″ x 4″ x 3/4″ | 3’0″ |
| *7″ x 4″ x 3/8″ до 9″ x 4″ x 1/2″ | 8 футов 0 дюймов |
| * 4-дюймовая ножка внутрь или 4-дюймовая ножка наружу | 3’0″ |
| Итого Выпадение | |
| 1/8″ x 1/2″ до 6″ x 40″ | |
| Звоните, чтобы узнать о требованиях к прокатке | |
| Итого Выпадение | |
| 1/8″ x 1/2″ через 3/8″ x 2 1/2″ жесткая часть | 2’0″ |
| 3/8″ x 3″ через жесткий путь 1″ x 6″ | 3’0″ |
| От 1″ x 8″ до 2 3/4″ x 12″ жесткий путь | 8 футов 0 дюймов |
| *3″ x 12″ до 5″ x 20″ жесткий путь | |
Звоните, чтобы узнать о требованиях к прокату | |
| Итого Выпадение | |
| от 5/16″ до 2″ | 2’0″ |
| от 2 1/4″ до 3″ | 3’0″ |
| от 3 1/2″ до 8″ | 8 футов 0 дюймов |
| от 8 1/2″ до 12″ | 16 футов 0 дюймов |
| Итого Выпадение | |
| от 1/2″ до 2″ | 2’0″ |
| от 2 1/2″ до 6″ | 3’0″ |
| от 8 до 14 дюймов | 8 футов 0 дюймов |
| от 16 до 24 дюймов, запросите требования | |
| Итого Выпадение | |
1/2″ x 1/2″ x 14 шт. через 2″ x 2″ x 3/16″ через 2″ x 2″ x 3/16″ | 2’0″ |
| 2 1/2 дюйма x 2 1/2 дюйма x 11 шт. через 4″ x 4″ x 1/2″ | 3’0″ |
| *6″ x 6″ x 1/4 до 14″ x 14″ x 5/8″ | 8 футов 0 дюймов |
| Квадратная труба диаметром более 14 дюймов, уточняйте требования к прокатке *Система оправки доступна для узких радиусов, запросите тангенс. | |
| Итого Выпадение | |
| 1/2″ x 3/4″ через 1/2″ x 2 1/2″ | 2’0″ |
| 1/2″ x 3″ до 6″ x 3″ | 3’0″ |
| 6″ x 4″ до 20″ x 12″ | 8 футов 0 дюймов |
| Итого Выпадение | |
| 1/2″ x 3/4″ через 1/2″ x 2 1/2″ | 2’0″ |
| 1/2″ x 3″ до 6″ x 2″ x 3/16″ | 3’0″ |
| 6″ x 3″ до 14″ x 8″ | 8 футов 0 дюймов |
| Трубы диаметром более 16 дюймов требуют требований по касательной | |
| Итого Выпадение | |
| от S3 и W4 до S12 и W14 x 38# | 3’0″ |
| S15 и W14 x 43# до W36 x 210# | 8 футов 0 дюймов |
| Любая балка с полкой 11 3/4″ и более через Ш40 x 328# | 16 футов 0 дюймов |
| Итого Выпадение | |
| От S3 и W4 до W6 x 25# | 3’0″ |
| S7 и W8 x 13# до W14 x 68# | 11 футов 0 дюймов |
| *от W16 до W30 x 178# | |
| *Требования касательной по телефону | |
| Итого Выпадение | |
| WT и ST 1 1/4″ через шток WT и ST 3″, вход и выход | 2’0″ |
| WT и ST 4 дюйма через шток WT и ST 6 дюймов вход и выход | 3’0″ |
| WT и ST 7 дюймов через шток WT и ST 14 дюймов вход и выход | 8 футов 0 дюймов |
| Фланцы от 3 до 6 дюймов со штоком вверх или вниз | 3’0″ |
| Фланцы от 7 до 13,5 дюймов со штоком вверх или вниз | 8 футов 0 дюймов |
| Фланцы от 15 до 18 дюймов со штоком вверх или вниз | 20 футов 0 дюймов |
| Итого Выпадение | |
C3 x 4. 1# через C12 и Mc12 1# через C12 и Mc12 | 3’0″ |
| C15 x 33,9# через Mc18 x 58# | 8 футов 0 дюймов |
| Итого Выпадение | |
| C3/4 x 3/8″ до 2 1/2″ x 5/8″ | 2’0″ |
| C3 x 4.1# до C6 x 13# | 3’0″ |
| *C8 x 11,5# до C10 x 25# | 11 футов 0 дюймов |
| C12 x 20,7# и больше, уточняйте требования по прокатке *Для малых радиусов требуется крепление канала; | |
Holloway Steel Services — один из ведущих производителей стали, обслуживающий клиентов в Техасе, Оклахоме, Арканзасе, Нью-Мексико, Луизиане, Колорадо, Аризоне и по всей стране.
Китайский производитель прокатных станов, Машина непрерывного литья заготовок, Поставщик прокатных станов
Производственная линия прокатных станов
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
RollingStand
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Запасные части для линии стальной прокатки Проект
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Серия охлаждающих кроватей
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Охлаждающая платформа для производственной линии прокатного стана (стальная арматура, двутавровая балка, двутавровая балка, угол и т. д.)
д.)
Цена на условиях ФОБ:
1250-1300 долларов США
/ тонна
мин. Заказ:
10 тонн
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util.each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | Прокатный стан , Машина непрерывного литья заготовок | |
| Зарегистрированный капитал: | 20000000 юаней | |
| Площадь завода: | >2000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 14001, ИСО 14000, ИСО 20000, ОТОСБ | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: 1-3 месяца Время выполнения заказа в межсезонье: 1-3 месяца |
Компания Jiangsu Fumin Xinke Heavy Machinery Co.
