Протяжка проволоки: Волочение проволоки, Протяжка, услуги, отжиг, нихром, нержавейка, титан
Содержание
Протяжка проволоки в Комсомольске-на-Амуре: 3-товара: бесплатная доставка [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
Протяжка проволоки
regmarkets.ru/listpreview/images3/5b/08/5b0860ff5eff2371f9ee3c819d161cbd.jpg»>
Проволока на протяжку 3мм оцинкованная термически обработанная 150 метров Тип: проволока вязальная
ПОДРОБНЕЕЕще цены и похожие товары
Волочильная доска для протяжки проволоки
ПОДРОБНЕЕЕще цены и похожие товары
Клещи для протяжки проволоки 260 мм Тип: клещи
ПОДРОБНЕЕЕще цены и похожие товары
Волочильная доска для протяжки проволоки, Sona SN7112 Тип: проволока, Вес: 250г
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5151028/img_id719057274435606485.jpeg/300×300″>
mds.yandex.net/get-mpic/5151028/img_id719057274435606485.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″> mds.yandex.net/get-mpic/5235334/img_id4314032300560322350.jpeg/300×300″>
mds.yandex.net/get-mpic/5235334/img_id4314032300560322350.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″>
Протяжка кабельная REXANT (мини УЗК в бухте), стеклопруток, d=3,5 мм, 25 м, красная Артикул 47-1025
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5231998/img_id1806970940613758652.jpeg/300×300″>
mds.yandex.net/get-mpic/5231998/img_id1806970940613758652.jpeg/300×300″> jpeg/300×300″>
jpeg/300×300″>
2 страница из 6
Особенности подачи алюминиевой проволоки
Знание оборудования, настроек и процессов
В последнее время алюминий получил широкое применение как производственный материал. Он используется повсюду – от автомобилей до домашней утвари. В частности, эта популярность породила огромный спрос на сварку алюминия. Алюминий заслужил признание во многих отраслях благодаря своему сверхнизкому весу и высокой коррозионной устойчивости. Алюминиевые детали производятся как на больших, так и мелких предприятиях, поэтому каждому сварщику желательно иметь навыки работы с этим сложным и интересным металлом.
Даже для профессионалов с большим опытом сварки стали алюминий может представлять большие сложности. Во-первых, оборудование нужно настроить специально для работы с мягкой алюминиевой проволокой – обычные параметры для этого могут не подойти. Более того, обычное оборудование для сварки стальной проволокой может легко повредить алюминиевую. Поэтому для обеспечения высокого качества продкции нужно помнить о всех этих особенностях алюминия.
Во-первых, оборудование нужно настроить специально для работы с мягкой алюминиевой проволокой – обычные параметры для этого могут не подойти. Более того, обычное оборудование для сварки стальной проволокой может легко повредить алюминиевую. Поэтому для обеспечения высокого качества продкции нужно помнить о всех этих особенностях алюминия.
В этой статье мы рассмотрим три особенности работы с алюминием: Настройка и техника сварки Направляющие |
 Эти материалы снижают трение и предотвращают повреждение проволоки.
Эти материалы снижают трение и предотвращают повреждение проволоки.Проволокопроводы Приводные ролики Контактные наконечники |

Натяжение тормозного механизма
Проверьте, что тормозной механизм кассеты настроен слабее, чем для стальной проволоки. Таким образом для перемещения проволоки будет требоваться меньшее усилие.
Кабели горелок
Так как жесткость алюминия гораздо меньше, чем у стали, подачу алюминиевой проволоки можно сравнить с «толканием макаронины в гору». Поэтому попробуйте держать горелку как можно ровнее, чтобы снизить риск спутывания.
Источники питания
При выборе источника питания для сварки алюминия нужно задать себе два вопроса: 1) насколько часто придется заниматься сваркой алюминия и 2) по каким толщинам будет вестись сварка? Ответы на эти вопросы подтолкнут Вас в нужном направлении.
Нерегулярная сварка алюминия
Тем, кто не планирует часто заниматься сваркой алюминия, больше подойдет небольшая система с диапазоном сварочного тока 130-170А. Учтите, что такое оборудование подходит только для сварки по определенным толщинам (обычно от 2. 4 до 4.8 мм). Также Вам придется купить подходящий набор аксессуаров для сварки алюминия, например, проволокопроводов и контактных наконечников.
4 до 4.8 мм). Также Вам придется купить подходящий набор аксессуаров для сварки алюминия, например, проволокопроводов и контактных наконечников.
Частая сварка алюминия
Тем, кто регулярно занимается разнообразными задачами сварки алюминия, стоит приобрести более мощную систему с большей силой сварочного тока и способностью сваривать материалы большой толщины.
Производители алюминиевых изделий
Серьезным производителям алюминиевых деталей стоит обратить внимание на процессы сварки импульсной дугой. Импульсная сварка позволяет использовать проволоку большего диаметра, что означает меньшие проблемы с подачей и минимальный риск пористости.
Выбор системы подачи
Для сварки алюминия крайне важно иметь подходящую систему подачи проволоки.
Существует три основные группы механизмов подачи:
1. Выталкивающие системы
2. Горелки с механизмом привода
3. Пуш-пульная система
Выталкивающие системы (Push) | Что это такое? Типичное применение Преимущества Недостатки |

Горелки с механизмом привода | Что это такое? Типичное применение
|
 В случае алюминиевой проволоки такие кассеты обычно имеют диаметр 10 см и вес 0.5 кг. При такой конструкции расстояние между кассетой и контактным наконечником очень небольшое, обычно меньше 30 см. Как правило, горелка с собственным приводом намного упрощает подачу проволоки.
В случае алюминиевой проволоки такие кассеты обычно имеют диаметр 10 см и вес 0.5 кг. При такой конструкции расстояние между кассетой и контактным наконечником очень небольшое, обычно меньше 30 см. Как правило, горелка с собственным приводом намного упрощает подачу проволоки. Также в них используются кассеты весом всего 0,5 кг, поэтому будут неизбежны частые остановки для смены кассет. При этом такие кассеты – не самый дешевый вид упаковки.
Также в них используются кассеты весом всего 0,5 кг, поэтому будут неизбежны частые остановки для смены кассет. При этом такие кассеты – не самый дешевый вид упаковки.
Пуш-пульные системы | Что это такое? Типичное применение
|
 Пуш-пульные системы обеспечивают самую стабильную подачу проволоки и при этом совместимы с более крупными кассетами диаметром 20 см (около 10 кг). Горелка может использоваться на большом расстоянии от источника питания (до 15 м). Кроме того, эта система не требует дорогостоящих катушек весом 0.5 кг и имеет удобную, эргономичную горелку, которой легко работать в ограниченных пространствах.
Пуш-пульные системы обеспечивают самую стабильную подачу проволоки и при этом совместимы с более крупными кассетами диаметром 20 см (около 10 кг). Горелка может использоваться на большом расстоянии от источника питания (до 15 м). Кроме того, эта система не требует дорогостоящих катушек весом 0.5 кг и имеет удобную, эргономичную горелку, которой легко работать в ограниченных пространствах.Типы пуш-пульных систем
Специальное отделение
В таких системах используется больше всего компонентов, в том числе специальная горелка с механизмом протяжки, источник питания и особое отделение для механизма подачи проволоки.
Дополнительная горелка со вспомогательным двигателем
Некоторые производители предлагают опциональную горелку для обычных выталкивающих систем подачи. В состав таких горелок входит вспомогательный привод. Однако у таких систем есть недостаток – если двигатели механизма подачи и горелки будут перемещать проволоку с разной скоростью или крутящим моментом, возникнет риск залипания или спутывания проволоки.
Независимый источник питания или механизм подачи
Такие системы представляют собой универсальную комбинацию универсального источника питания и механизма подачи проволоки с двигателем, который может легко переключаться между выталкивающим и пуш-пульным режимом подачи. С ними используются настоящие пуш-пульные горелки, которые выступают в роли основного привода и тем самым обеспечивают все преимущества пуш-пульного метода подачи проволоки.
Это оптимальный вид механизмов пуш-пульной подачи проволоки, потому что в них используется наименьшее число компонентов. Вместо трех элементов в них используется только два – сочетание механизма подачи проволоки / источника питания и пуш-пульная горелка. Таким образом затраты на оборудование снижаются примерно на 1500 долларов, потому что покупателям не приходится тратиться на отдельный механизм подачи проволоки.
Вместо трех элементов в них используется только два – сочетание механизма подачи проволоки / источника питания и пуш-пульная горелка. Таким образом затраты на оборудование снижаются примерно на 1500 долларов, потому что покупателям не приходится тратиться на отдельный механизм подачи проволоки.
Некоторые модели, например, Power MIG™: The Professional Choice 300 от Lincoln Electric, предлагают преимущества импульсной сварки с возможностью настройки индивидуальной формы волны сварочного тока специально для сложных работ с алюминием, например, сварки особенно тонкого материала. Универсальные источники питания/механизмы подачи при этом отличаются легким переключением между стальными и алюминиевыми проволоками, так как сварщик может предпочесть выталкивающий или пуш-пульный метод.
Заключение
Прочитав эту статью, Вы теперь будете знать различия между многочисленными доступными системами для MIG-сварки алюминия и сможете сделать оптимальный выбор.
Оборудование Для Ювелиров, Инструмент Для Ювелиров, Печи Для Отжига, Гидравлический Пресс, Вальцы Ювелирные, Печь Соло
Рекомендуемые товары
Записей не найдено.
← Предыдущий
Следующий →
В корзине ещё нет товаров
Каталог продукции
-
Прокат металлов-
Вальцевые станки
-
Инструмент к станкам
-
Дополнительное оборудование и з/ч.
-
-
Волочение металлов-
Волочение проволоки
-
Волочение трубки
-
Фильерные доски и ручной инструмент
-
-
Порезка металлов-
Станки для порезки
-
Инструмент и приспособления
-
-
Печи и литьё металлов-
Печи для отжига металлов и пайки
-
Печи для отжига опок
-
Печи для плавки металлов
-
Приготовление формомассы
-
Установки для литья
-
Изготовление резиновых форм
-
Изготовление восковых моделей
-
Изложницы
-
Расходные материалы для литья
-
-
Прессовое оборудование и штампы-
Пресса гидравлические
-
Пресса механические
-
Принадлежности
-
Штамповка обручального кольца
-
Штампы
-
Просечки
-
Чеканка
-
Матрицы чеканочные
-
-
Плавка и пайка-
Аппараты для плавки-пайки
-
Горелки
-
Тигли для ручной плавки
-
Доска для пайки
-
Пинцеты для пайки
-
Принадлежности
-
-
Галтовка-
Оборудование для галтовки
-
Наполнители
-
-
Гальваника-
Оборудование и аксессуары
-
-
Полировка-
Станки полировальные
-
Круги полировальные
-
Щетки полировальные
-
Пасты полировальные
-
Наждачное полотно
-
Прочие принадлежности
-
-
Алмазная огранка-
Станок для нанесения алмазной грани
-
Токарный станок для обработки внутренней части обручальных колец
-
Токарный станок для обработки наружной части обручальных колец
-
Приспособление для проточки полусферой
-
Барабан для алмазной огранки цепей
-
Резцы алмазные для ручной огранки
-
Алмазные резцы машинной огранки
-
Реставрация (заточка) алмазных резцов
-
Цанги на заказ
-
-
Очистка, мойка изделий-
Ультразвуковые мойки и аксессуары
-
Паровые мойки
-
Уход за изделиями
-
Рукомойник с проточной системой фильтрации воды — Р-2
-
-
Пескоструйки-
Пескоструйка настольная техническая
-
Пескоструйка стационарная
-
-
Бормашины и аксессуары-
Бормашины
-
Наконечники и аксессуары
-
Крацовки, чаши, кисти
-
Фетр, муслин, пушок
-
Полировальные резинки
-
Боры и диски
-
Дискодержатели
-
Сверла и переходники цанговые
-
-
Моделирование-
Оборудование и аксессуары
-
Воск модельный
-
-
Закрепка, гравировка и монтаж-
Тиски и приспособления
-
Обжимки
-
Давчики
-
Штихели и аксессуары
-
Корневертки
-
Цанги
-
Накатки гризантные
-
Закатка пор
-
Гравировка, матовка
-
Разное
-
-
Геммологическое оборудование-
Средства диагностики
-
Оптика
-
Принадлежности
-
-
Измерительные приборы-
Весы
-
Измерительный инструмент
-
-
Клеймение, натирочное оборудование, биркование-
Оборудование
-
Принадлежности для клеймения
-
Принадлежности для проверки металлов
-
Биркование
-
-
Рабочее место-
Верстаки
-
Приспособления
-
-
Ручной инструмент-
Анки, просечки, расколотки
-
Рихтовка и ковка
-
Флацанки
-
Ножницы
-
Пинцеты
-
Молотки
-
Лобзики, пилки
-
Шаберы
-
Плашки, метчики, разметочный инструмент
-
-
Различное оборудование и инструменты-
Станок шлифовальный (шлифовка торца)
-
Станок пробивной
-
Вальцевый трехвалковый станок
-
-
Фурнитура, шнурки-
Аксессуары
-
Шнурки
-
Скачать прайс лист
Наши филиалы
Обеспечиваем доставку по Украине и странам СНГ
Обзор применения: Волочение проволоки | Manufacturing.
 net
net
Процесс волочения проволоки практически не изменился за прошедшие годы. Он использует комбинацию матрицы и/или серии матриц для волочения проволоки до выбранного калибра. Тянутая проволока используется во многих областях, помимо того, что мы обычно думаем, как электрические провода и телевизионные кабели. Например, из тянутой проволоки делают пружины любого вида; а также арматура, используемая для строительства во всем мире. Скрепки и скобы сделаны из тонкой тянутой проволоки. Спицы на колесах, проволочные щетки, металлические ручки также изготавливаются из тянутой проволоки. Существуют буквально тысячи готовых изделий, в которых используется тянутая проволока. Чтобы удовлетворить эту постоянно растущую потребность, металлообрабатывающие компании ежегодно протягивают многие миллионы миль проволоки. По этой причине волочение проволоки, хотя процесс волочения не менялся в течение многих лет, является чрезвычайно чувствительным к затратам и конкурентным рынком. В свою очередь, компании, которые производят оборудование для волочения проволоки и технологическое оборудование для волочения проволоки, очень заинтересованы в любом преимуществе производительности или эффективности, которое они могут получить. Одним из таких основных преимуществ является использование инвертора переменного тока. Инверторы намного эффективнее, используют меньше деталей и обеспечивают большую производительность, чем традиционные конструкции.
Одним из таких основных преимуществ является использование инвертора переменного тока. Инверторы намного эффективнее, используют меньше деталей и обеспечивают большую производительность, чем традиционные конструкции.
Общая схема, показанная ниже, иллюстрирует процесс волочения проволоки. Если используется несколько штампов, они последовательно соединяются друг с другом до тех пор, пока не будет достигнуто требуемое поперечное сечение. Жизненно важно поддерживать непрерывность и знать натяжение и скорость проволоки, когда она проходит через машину. Это обеспечивает постоянное поперечное сечение.
Наука за волочением проволоки
Металлургия изучает металлы и процессы обработки металлов. Существует определенная скорость изменения характеристик металла, основанная на растяжении и прочности в диапазоне температур при манипуляциях с металлом. Волочение проволоки — это процесс обработки металла, используемый для уменьшения поперечного сечения проволоки путем протягивания ее через ряд фильер. Этот процесс является разновидностью ковки. Ковка – это пластическое, или постоянное, изменение формы металла. Ковка может выполняться при горячих, теплых или холодных температурах. Поскольку металлы имеют разные характеристики при разных температурах; возможно изменение характеристик самого металла при повышении температуры. Когда проволока вытягивается, она вытягивается при комнатной температуре. В этот момент он подвергается «холодной ковке». Холодная обработка металла — это термин, используемый для пластической деформации при комнатной температуре без изменения характеристик металла. При вытягивании проволоки металл не меняет своих характеристик, а только меняет форму.
Этот процесс является разновидностью ковки. Ковка – это пластическое, или постоянное, изменение формы металла. Ковка может выполняться при горячих, теплых или холодных температурах. Поскольку металлы имеют разные характеристики при разных температурах; возможно изменение характеристик самого металла при повышении температуры. Когда проволока вытягивается, она вытягивается при комнатной температуре. В этот момент он подвергается «холодной ковке». Холодная обработка металла — это термин, используемый для пластической деформации при комнатной температуре без изменения характеристик металла. При вытягивании проволоки металл не меняет своих характеристик, а только меняет форму.
Процесс волочения проволоки
Сам процесс на самом деле довольно прост. Чтобы начать процесс волочения проволоки, катушка с проволокой помещается в начале машины на катушку. Чтобы пропустить его через машину, конец проволоки должен быть обрезан или сплющен. Он подается через машину и через серию штампов для получения окончательной площади поперечного сечения. На конце машины обычно имеется катушка или намотчик, поэтому готовый продукт представляет собой моток проволоки с желаемой площадью поперечного сечения. Конечным процессом также может быть упаковщик ствола, в котором размещается ствол, а спиральная проволока наматывается непосредственно в ствол с помощью поворотного стола.
На конце машины обычно имеется катушка или намотчик, поэтому готовый продукт представляет собой моток проволоки с желаемой площадью поперечного сечения. Конечным процессом также может быть упаковщик ствола, в котором размещается ствол, а спиральная проволока наматывается непосредственно в ствол с помощью поворотного стола.
Жизненно важно, чтобы температура оборудования не повышалась слишком сильно (в первую очередь из-за энергии, выделяемой при деформации металла), а проволока имела постоянное натяжение и скорость при прохождении через ряд фильер. Исторически это достигалось исключительно механическими средствами. Однако приводы постоянного тока начали использоваться для работы двигателей на определенных уровнях в зависимости от требуемого металла и поперечного сечения. По мере совершенствования технологии было добавлено программное обеспечение для приложений наматывания, которое поддерживало движение материала с надлежащей скоростью и натяжением, чтобы обеспечить качественный продукт. Это убрало часть механики и перенесло ее на электронные технологии. С внедрением высокопроизводительных/высокоэффективных приводов переменного тока с мощными процессорами для программного обеспечения механическая зависимость от оборудования значительно уменьшилась.
Это убрало часть механики и перенесло ее на электронные технологии. С внедрением высокопроизводительных/высокоэффективных приводов переменного тока с мощными процессорами для программного обеспечения механическая зависимость от оборудования значительно уменьшилась.
Приводы и процесс волочения проволоки
Как обсуждалось выше, инверторы переменного тока могут использоваться для выполнения широкого спектра функций на машинах для волочения проволоки, поскольку они очень похожи на намоточные машины. Электронный линейный вал, векторное управление и последовательная связь используются на многих из этих современных машин.
Определение программного обеспечения электронного карданного вала
Программное обеспечение электронного линейного вала позволяет синхронизировать один или несколько приводных двигателей с сигналом главного энкодера. Главный энкодер подает импульс на ведомый, в результате чего ведомый дает команду своему двигателю поддерживать определенное положение вала. Ведомый привод отслеживает импульсную обратную связь от ведущего энкодера и своего собственного энкодера. После этого ведомое устройство будет компенсировать любые ошибки положения, регулируя выходную скорость своего двигателя, что приведет к почти идеальному выравниванию между ведущим устройством системы и двигателем ведомого устройства. Ошибка позиционирования не накапливается, поэтому выравнивание всегда будет поддерживаться…
Ведомый привод отслеживает импульсную обратную связь от ведущего энкодера и своего собственного энкодера. После этого ведомое устройство будет компенсировать любые ошибки положения, регулируя выходную скорость своего двигателя, что приведет к почти идеальному выравниванию между ведущим устройством системы и двигателем ведомого устройства. Ошибка позиционирования не накапливается, поэтому выравнивание всегда будет поддерживаться…
На лотке для проволоки используется главный привод, а остальные — ведомые. Далее в определении программного обеспечения указано:
Следящее устройство также имеет функцию электронного редуктора. Это позволяет ведомому приводу работать в соотношении с ведущим, как если бы они были механически связаны через ремни или зубчатую передачу. Это программное обеспечение включает «улучшенную» связь Modbus. Функция контроля совмещения позволяет следящему приводу принимать регистрационную метку от движущегося продукта и регулировать его угловое положение. Это используется для специальных применений, таких как упаковочные машины, летающие отрезки, этикетки…
Это используется для специальных применений, таких как упаковочные машины, летающие отрезки, этикетки…
Программное обеспечение ELS идеально подходит для проволочного лотка, так как его характеристики, подобные наматывающему устройству, требуют, чтобы проволока двигалась с известным и постоянным натяжением и скоростью. Он должен постоянно приспосабливаться к ошибкам и отслеживанию.
Внедрение приводов переменного тока не только обеспечило очень хорошую производительность, но и дало пользователю возможность не полагаться на механические детали, которые подвержены износу. Поэтому профилактическое обслуживание и рутинные демонтажи значительно сокращаются.
Проблемы приложения для волочения проволоки включают:
- Быстрое время обработки.
- Управление высоким крутящим моментом и скоростью.
- Быстрые разгоны до скорости и повторные торможения до нулевой скорости без потери натяжения.
- Различные диапазоны скоростей и требования к крутящему моменту в зависимости от материала.

- Время простоя процесса может быть очень небольшим.
- Из-за скорости проблемы с процессом могут привести к большому количеству брака и потере дохода.
Резаки
Многие компании, поставляющие оборудование для волочения проволоки, также поставляют периферийное оборудование. После волочения проволоки необходимо обрезать ее до определенной длины. ЧРП с электронным линейным валом очень хорошо выполняет эту функцию. За режущим диском имеется главный привод с замкнутым контуром и ведомый привод. Главный привод должен поддерживать точное натяжение и скорость в сочетании с ведомым приводом.
Упаковщики для бочек
Упаковщик для проволочных бочонков представляет собой узел, который может быть размещен непосредственно на лотке для проволоки, или спиральная проволока может быть доставлена на другую станцию. В функции упаковки ствола ствол помещается на вращающийся поворотный стол. Проволока непрерывно подается в нижнюю часть ствола и отбрасывается. Обычно на барабанном упаковщике имеется два двигателя: один для укладки проволоки, а другой для вращения поворотного стола. Поскольку этот процесс намного медленнее и не зависит от натяжения, а лишь умеренно зависит от скорости, небольшой привод с разомкнутым контуром соединен с векторным приводом с замкнутым контуром для поворотного стола. Существует также версия этой сборки только для проигрывателя. В этом случае устанавливается только один привод переменного тока.
Обычно на барабанном упаковщике имеется два двигателя: один для укладки проволоки, а другой для вращения поворотного стола. Поскольку этот процесс намного медленнее и не зависит от натяжения, а лишь умеренно зависит от скорости, небольшой привод с разомкнутым контуром соединен с векторным приводом с замкнутым контуром для поворотного стола. Существует также версия этой сборки только для проигрывателя. В этом случае устанавливается только один привод переменного тока.
Намотчики и намотчики
Намотчики часто устанавливаются в конце волочильных станков. Моталки представляют собой отдельные машины, наматывающие проволоку и конечные изделия различного сечения и прочности. Их единственная цель — намотать или намотать конечный продукт для отправки. Намотчики могут использоваться для намотки очень больших кабелей на высоких скоростях, и их мощность достигает 1000 л.с. Спулеры вроде меньше и не выше 50 л.с. Хотя они выполняют ту же функцию, намотчики выглядят меньше, чем моталки, и в отрасли называются таковыми.
Application Requirements
Wire Applications | Voltages | HP Range | Duty | Software | |
Волочение проволоки | 230/460/575 В | 5-100 л.с. | Непрерывный тяжелый режим; 40 град С N1; Прилагается | Электронный линейный вал | |
Катушки | 230/460/575V | 50-1000HP | 9 Contoutail Haby Hableти; 40 град С N1; Закрытый | ||
Баррель-упаковщики | 230/460/575V | 20-40HP | 9 | HAUSH HAUSH; 40 град С N1; В комплекте |
|
Фрезы | 230/460/575 В | 5-75 л. | 9000; 50 град С N1; | Электронный приводной вал |
 с.
с.
Функции привода Подходят для процесса волочения проволоки В приведенной ниже таблице показаны особенности и преимущества использования частотно-регулируемых приводов для намотки.
Drives Products | Features | Benefits | |
Yaskawa A1000 or G7 Drives | PID Control Mode | Line velocity контроль и постоянство диаметра могут быть достигнуты с помощью ПИД-режима приводов с датчиками положения танцора, датчиками скорости или датчиками диаметра. | |
Управление включением/выключением охлаждающего вентилятора | Управление количеством включений и выключений приводного вентилятора увеличивает срок службы охлаждающего вентилятора и снижает потребность в техническом обслуживании. | ||
Режим векторного управления потоком и управления крутящим моментом | Управление как крутящим моментом, так и постоянным натяжением возможно при использовании векторного управления с обратной связью и режима управления крутящим моментом. | ||
Нулевой режим сервопривода | Функция Zero Servo в замкнутом контуре Flux Vector предотвращает провисание проволоки, устраняя необходимость в механическом тормозе. | ||
Торможение с помощью кинетической энергии (KEB) | Функция торможения KEB может замедлить приложение до остановки без повреждения нагрузки, даже при отключении питания. Простое движение по инерции до остановки может привести к налипанию или разрыву проволоки. | ||
Определение крутящего момента | Обнаружение недостаточного крутящего момента обнаруживает обрыв провода, чтобы привод мог автоматически немедленно остановить приложение. | ||
Опции программного обеспечения | PROFIBUS, MODBUS, MODBUS RTU, Ethernet и Ethernet TCP/IP | ||
Electronic LineShaft Software 9009 | Electronic Lineshaft Software 9005 | Electronic LineShaft 969 9090 | . |


Для получения дополнительной информации о Yaskawa America посетите сайт www.yaskawa.com.
Fatima Hussein
24 августа, 2022
сегодня в производственном подкасте
402222 2
Ключевой инфляционный калиб Экономическая неопределенность
29 июля 2022 г.
Соглашение Сената должно облегчить покупку электромобилей
29 июля 2022 г.
Что такое проволочное волочение? (с картинками)
`;
Дейл Маршалл
Волочение проволоки — это процесс металлообработки, при котором диаметр проволоки уменьшается путем протягивания ее через матрицу, предназначенную для этой цели. Волочение проволоки, обычно выполняемое при комнатной температуре, отличается от экструзии тем, что проволока протягивается через матрицу, а не проталкивается. В то время как наиболее широко известным применением тянутой проволоки являются кабели, используемые для электрических и коммуникационных сетей, есть и бесчисленное множество других применений: скрепки, пружины, спицы для шин и музыкальная проволока (проволока, используемая в скрипках, виолончелях и других струнных инструментах). инструменты) изготавливаются с использованием тянутой проволоки.
Проволока
изначально изготавливалась путем ковки металла, такого как золото и серебро, в очень тонкие листы, а затем вырезания из листов очень тонких ломтиков. Этим тонким ломтикам снова придавали форму, пока они не становились достаточно тонкими, чтобы их можно было использовать для изготовления украшений или вплетения в одежду. Археологические данные свидетельствуют о том, что около 400 г. до н.э. мастера по металлу экспериментировали с волочением проволоки, изготавливая грубые штампы и протягивая через них проволоку вручную.
Этим тонким ломтикам снова придавали форму, пока они не становились достаточно тонкими, чтобы их можно было использовать для изготовления украшений или вплетения в одежду. Археологические данные свидетельствуют о том, что около 400 г. до н.э. мастера по металлу экспериментировали с волочением проволоки, изготавливая грубые штампы и протягивая через них проволоку вручную.
До середины 19 века процесс волочения проволоки становился все более изощренным, поскольку мастера разрабатывали различные техники, включая использование парового двигателя для приведения в действие фактического процесса волочения. Они научились смазывать протягиваемую проволоку, что уменьшило количество энергии, необходимой для протягивания проволоки, и незначительно улучшило качество. Однако качество тянутой проволоки всегда ограничивалось качеством металла, из которого она была изготовлена. Металлы непостоянной чистоты и пластичности обычно ломались при втягивании в проволоку. Оборванный провод необходимо было сращивать, что занимало много времени и приводило к потере качества, что было критической проблемой для таких приложений, как телеграфная связь. Низкое качество волоченной проволоки увеличивало время, необходимое для производства, и делало проволоку очень дорогой.
Они научились смазывать протягиваемую проволоку, что уменьшило количество энергии, необходимой для протягивания проволоки, и незначительно улучшило качество. Однако качество тянутой проволоки всегда ограничивалось качеством металла, из которого она была изготовлена. Металлы непостоянной чистоты и пластичности обычно ломались при втягивании в проволоку. Оборванный провод необходимо было сращивать, что занимало много времени и приводило к потере качества, что было критической проблемой для таких приложений, как телеграфная связь. Низкое качество волоченной проволоки увеличивало время, необходимое для производства, и делало проволоку очень дорогой.
Только после изобретения бессемеровского процесса в конце 1850-х годов, который производил стабильно пригодный для обработки металл, волочение проволоки позволило производить проволоку неизменно высокого качества. Металл, заливаемый из конвертеров в формы, называемые заготовками, лишь слегка охлаждается, а затем начинается процесс формирования из него проволоки в горячевалковом стане с использованием остаточного тепла бессемеровского процесса. В этом процессе изготавливаются большие мотки толстой проволоки, называемой катанкой, весом от 150 до 300 фунтов (от 68 до 136 кг).
Металл, заливаемый из конвертеров в формы, называемые заготовками, лишь слегка охлаждается, а затем начинается процесс формирования из него проволоки в горячевалковом стане с использованием остаточного тепла бессемеровского процесса. В этом процессе изготавливаются большие мотки толстой проволоки, называемой катанкой, весом от 150 до 300 фунтов (от 68 до 136 кг).
После очистки катанки от поверхностных загрязнений конец сужается до такой степени, что он проходит через матрицу, которая сама сужается с отверстием на одной стороне, достаточно широким, чтобы вместить катанку, сужаясь до 40 процентов по ее поверхности. длина. Кончик конической катанки крепко захватывается и протягивается, уменьшая его диаметр. Узкая проволока обычно наматывается на сердечник, хотя иногда ее можно пропустить через матрицу меньшего размера, чтобы продолжить процесс сужения. Толстая проволока может быть уменьшена в диаметре до 40 процентов за один проход; более тонкая проволока может быть уменьшена на 15-25 процентов.
длина. Кончик конической катанки крепко захватывается и протягивается, уменьшая его диаметр. Узкая проволока обычно наматывается на сердечник, хотя иногда ее можно пропустить через матрицу меньшего размера, чтобы продолжить процесс сужения. Толстая проволока может быть уменьшена в диаметре до 40 процентов за один проход; более тонкая проволока может быть уменьшена на 15-25 процентов.
Для производства очень тонких проводов, используемых в телефонных кабелях и многожильных электрических кабелях, провод протягивается через последовательно все более узкие матрицы. После волочения проволока иногда подвергается дополнительной обработке в зависимости от ее предполагаемого использования. Например, процесс, называемый отжигом, или нагрев готового изделия до определенной температуры в течение заданного периода времени, выполняется, если проволока должна быть гибкой и податливой. Более толстая проволока, которая будет нарезана на гвозди, не отжигается, но часто оцинковывается или покрывается цинком для предотвращения ржавчины. Проволока, используемая в ограждениях, например, колючая проволока, обычно бывает отожженной и оцинкованной.
Например, процесс, называемый отжигом, или нагрев готового изделия до определенной температуры в течение заданного периода времени, выполняется, если проволока должна быть гибкой и податливой. Более толстая проволока, которая будет нарезана на гвозди, не отжигается, но часто оцинковывается или покрывается цинком для предотвращения ржавчины. Проволока, используемая в ограждениях, например, колючая проволока, обычно бывает отожженной и оцинкованной.
Машины для волочения проволоки Советы и рекомендации — от А до Я по
Введение
Процесс волочения проволоки является очень важным этапом в производстве сварочных материалов. В этом разделе представлены типы машин для волочения проволоки и методы для следующих продуктов :
В этом разделе представлены типы машин для волочения проволоки и методы для следующих продуктов :
— Проволока GMAW
— Прутки GTAW
— Проволока FCAW
— Проволока SAW
В этой главе представлены описания и общая информация о различных типах волочильных станков, их функционировании и обычном применении. Основное внимание будет уделено современному волочильному оборудованию, и кратко обсуждается эволюция волочильного оборудования до современного уровня технологий вместе с комментариями о будущих технологиях.
Проще говоря, волочильные станки делают волочильные штампы эффективными. Фактическое уменьшение площади поперечного сечения проволоки происходит в волочильной матрице. Волочильная матрица отличается своей простотой и эффективностью. То, что волочильная головка обеспечивает равномерное удлинение и уменьшение диаметра проволоки до такой степени, которая не может быть достигнута никаким другим методом, является неотъемлемой частью конструктивных особенностей машины.
На протяжении многих лет в области рисования проводов происходили последовательные эволюционные успехи, и некоторые из них более значительны, чем другие. Безусловно, электроэнергия оказала огромное влияние на развитие волочения проволоки. Усовершенствованные конструкции оборудования, такие как внутренние волочильные шпили с водяным охлаждением, и новые конструкционные материалы повысили скорость волочения и производительность машины. Другими заслуживающими внимания технологиями являются прямое охлаждение проволоки на выходе из головки, система охлаждения Kobe и машина V-Trac, в которой используется система охлаждения Kobe и V-образные шпили. Эти системы продемонстрировали потенциал, но серьезные проблемы не позволили им стать практическими производственными концепциями. По сути, основная проблема заключается в удалении остаточной воды с проволоки перед входом в следующую головку.
Еще одним недавним достижением стало использование программируемого логического управления (ПЛК) и компьютеров для управления оборудованием, диагностики неисправностей и сбора данных. В настоящее время популярны машины для волочения с сенсорным рычагом или короткоходным манипулятором, которые произошли от машин с несколькими шкивами и танцполом. Заслуживают внимания и значительные изменения в области безопасности машин, произошедшие за эти годы.
В настоящее время популярны машины для волочения с сенсорным рычагом или короткоходным манипулятором, которые произошли от машин с несколькими шкивами и танцполом. Заслуживают внимания и значительные изменения в области безопасности машин, произошедшие за эти годы.
Сегодня многие опытные поставщики оборудования для волочения проволоки являются европейскими. Двадцать лет назад имена Morgan, Vaughn, Marshall-Richards, Barcro и OTT были широко распространены в отрасли. Сегодня ни одна из этих компаний не производит станки для волочения проволоки, и их распространенными названиями являются, среди прочего, Koch, Frigerio, GCR Eurodraw, Hi-Draw, Engineered Machinery Company и Lamnea. Капитальное оборудование, такое как станки для волочения проволоки, вероятно, прослужит 20 или более лет в условиях непрерывной и напряженной работы. Таким образом, запасные части и послепродажное обслуживание являются основными проблемами для конечного пользователя.
Очевидной мотивацией для улучшения технологии волочения проволоки является достижение более высоких показателей производительности качественной проволоки. Постоянное повышение производительности и качества будет результатом сбалансированных усилий между обработкой сырья, технологией волочильных матриц, смазкой и возможностями машины.
Постоянное повышение производительности и качества будет результатом сбалансированных усилий между обработкой сырья, технологией волочильных матриц, смазкой и возможностями машины.
Типы машин для волочения проволоки
Проволочно-волочильные машины могут быть классифицированы следующим образом:
А-станки для отдельных блоков
В-машины для непрерывного волочения
Одноблочные машины
Одноблочный проволочно-волочильный станок, обычно используемый для калибровочных операций, по-прежнему является рабочей лошадкой многих компаний, производящих проволоку. Существует три основных типа моноблочных станков:
1-вертикальный шпиндель выдвижного типа
2-горизонтальный шпиндель
3-вертикальный шпиндель перевернутый шпиндель.
Одноблочные станки с 1 вертикальным шпинделем
В настоящее время широко используются станки с одинарной или двойной тягой; включая многие машины, которым более 50 лет. Машины используются для широкого диапазона размеров стержней. В большинстве случаев практическая рабочая скорость ограничена возможностью отдачи и/или безопасной скоростью с учетом центробежных сил, действующих на скопившуюся проволоку, которая выталкивается над шпилем на накопительные штифты или движущийся съемник. Масса скопления проволоки связана с усилием выталкивания, создаваемым на линии волочения, уменьшением площади на волоке. Основные возражения против базовой машины с вертикальным шпинделем включают повреждение поверхности проволоки и проблемы безопасности, присущие операции зачистки. В некоторых отраслях промышленности, таких как железобетонная арматура, станки с одинарным вертикальным шпинделем с одной или двумя тягами используются для подачи на большую намоточную машину вместо более распространенной зачищенной пачки. Для проволоки большого диаметра или фасонной проволоки предусмотрен отталкивающий фланец, обеспечивающий прижимное усилие. Примеры современных станков с вертикальным шпинделем, а также обычных старых станков показаны на рисунке A14.
Машины используются для широкого диапазона размеров стержней. В большинстве случаев практическая рабочая скорость ограничена возможностью отдачи и/или безопасной скоростью с учетом центробежных сил, действующих на скопившуюся проволоку, которая выталкивается над шпилем на накопительные штифты или движущийся съемник. Масса скопления проволоки связана с усилием выталкивания, создаваемым на линии волочения, уменьшением площади на волоке. Основные возражения против базовой машины с вертикальным шпинделем включают повреждение поверхности проволоки и проблемы безопасности, присущие операции зачистки. В некоторых отраслях промышленности, таких как железобетонная арматура, станки с одинарным вертикальным шпинделем с одной или двумя тягами используются для подачи на большую намоточную машину вместо более распространенной зачищенной пачки. Для проволоки большого диаметра или фасонной проволоки предусмотрен отталкивающий фланец, обеспечивающий прижимное усилие. Примеры современных станков с вертикальным шпинделем, а также обычных старых станков показаны на рисунке A14.
Одноблочные станки с 2 горизонтальными шпинделями
Он предлагает несколько преимуществ по сравнению с базовой вертикальной машиной. Эти станки являются хорошей альтернативой станкам с вертикальным шпинделем для отраслей, требующих превосходного качества поверхности. Ранние версии машины включали в себя длинную расширенную секцию шпиля, чтобы удерживать скопившуюся проволоку для последующего извлечения с помощью крюка в виде шпильки, как показано на рис. B14. Эта система работала хорошо, но размер пакета был ограничен тем, что могло накопиться в расширенном блоке. Следующее поколение этой машины должно было разместить поворотный стол или барабан рядом с вращающимся шпилем или в яме под ним для сбора витков проволоки, когда они отталкивались от конца шпиля. Эта конструкция в сочетании с автоматической машиной для гибки/подачи с электроприводом обеспечивает высокоэффективную и простую в эксплуатации систему для больших проводов диаметром до 2 дюймов (50,8 мм). Пучок проволоки удаляется из сборного барабана после обвязки с помощью устройства, похожего на стриппер, которое поднимает только вес пучка и не требует отталкивания проволоки от туго намотанной шпили. Манипуляции с проволокой вручную практически исключены. Машина для предварительной гибки выпрямляет проволоку и проталкивает ее в силовую или бритвенную указку. Автоматические зажимные губки, встроенные в кабестан, помогают заводить проволоку на блоке, а гидравлически регулируемая коробка матрицы автоматически позиционирует матрицу, чтобы поддерживать почти прямолинейное тяговое усилие через волочильную матрицу при запуске катушки. Коробка качается по дуге, начинающейся у тягового захвата и заканчивающейся линией рисования шпиля. Эта особенность помогает предотвратить неравномерный износ матрицы, который может привести к овальности готовой проволоки.
Пучок проволоки удаляется из сборного барабана после обвязки с помощью устройства, похожего на стриппер, которое поднимает только вес пучка и не требует отталкивания проволоки от туго намотанной шпили. Манипуляции с проволокой вручную практически исключены. Машина для предварительной гибки выпрямляет проволоку и проталкивает ее в силовую или бритвенную указку. Автоматические зажимные губки, встроенные в кабестан, помогают заводить проволоку на блоке, а гидравлически регулируемая коробка матрицы автоматически позиционирует матрицу, чтобы поддерживать почти прямолинейное тяговое усилие через волочильную матрицу при запуске катушки. Коробка качается по дуге, начинающейся у тягового захвата и заканчивающейся линией рисования шпиля. Эта особенность помогает предотвратить неравномерный износ матрицы, который может привести к овальности готовой проволоки.
3-вертикальный волочильный станок с перевернутым шпилем
Устраняет необходимость в операции зачистки проволоки, поскольку проволока натягивается на перевернутый шпиль и падает на перестраиваемый элемент, прикрепленный к подвижной тележке. Кабестан может поставляться с одинарной или двойной тягой, как в машине типа push-up. Поскольку перевернутый блок представляет собой систему блоков под напряжением, накопленный пучок проводов также должен вращаться с полной скоростью вращения шпиля, что ограничивает скорость этой машины. Каскадные катушки и собранный пучок катушек под шпилем трудно контролировать при более высоких скоростях вращения, поскольку катушки будут пытаться вылететь, когда они вращаются вместе с шпилем. Эта проблема была решена путем автоматического опускания поворотного стола, чтобы поддерживать постоянное расстояние падения для каждой проволочной петли. Используя эту систему, машины, работающие со скоростью до 16 футов в секунду (5 м/с), могут достигать веса связки в две тонны (1818 кг). Поворотные столы могут приводиться в движение отдельно с помощью синхронизированного привода с переменной скоростью или механически фиксироваться на шпиле. При отдельном приводе можно использовать специальные методы намотки, попеременно увеличивая и уменьшая скорость привода поворотного стола для достижения спиральной схемы укладки.
Кабестан может поставляться с одинарной или двойной тягой, как в машине типа push-up. Поскольку перевернутый блок представляет собой систему блоков под напряжением, накопленный пучок проводов также должен вращаться с полной скоростью вращения шпиля, что ограничивает скорость этой машины. Каскадные катушки и собранный пучок катушек под шпилем трудно контролировать при более высоких скоростях вращения, поскольку катушки будут пытаться вылететь, когда они вращаются вместе с шпилем. Эта проблема была решена путем автоматического опускания поворотного стола, чтобы поддерживать постоянное расстояние падения для каждой проволочной петли. Используя эту систему, машины, работающие со скоростью до 16 футов в секунду (5 м/с), могут достигать веса связки в две тонны (1818 кг). Поворотные столы могут приводиться в движение отдельно с помощью синхронизированного привода с переменной скоростью или механически фиксироваться на шпиле. При отдельном приводе можно использовать специальные методы намотки, попеременно увеличивая и уменьшая скорость привода поворотного стола для достижения спиральной схемы укладки. Машины могут быть оснащены двойной кареткой, которая позволяет запускать пустой стержень проволоки, в то время как последний заполненный стержень удаляется. Вертикальные волочильные машины с одним валом показаны на рисунке C14.
Машины могут быть оснащены двойной кареткой, которая позволяет запускать пустой стержень проволоки, в то время как последний заполненный стержень удаляется. Вертикальные волочильные машины с одним валом показаны на рисунке C14.
Одинарные и двойные волочильные машины показаны на рисунке D14. показана машина с одним блоком, имеющая одну матрицу и блок, оснащенный движущимся стриппером для удаления проволоки, и показана машина с двумя блоками, имеющая две матрицы и складной съемный инструмент для удаления проволоки. Для машины с двойными блоками вытяжка между двумя матрицами должна быть точной, чтобы контролировать изгиб, входящий в последнюю матрицу.
B-Машины непрерывного волочения
Когда желаемые физические свойства проволоки требуют трех или более последовательных обжатий, последовательные операции на одноблочных машинах неэффективны. Машины непрерывного или многоотверстного волочения позволяют выполнять многократное обжатие и повышать производительность. Основным препятствием в разработке машин непрерывного волочения было решение вопроса о том, что скорость проволоки, выходящей из волочильного штампа, уменьшалась по мере увеличения износа волочильного штампа с течением времени. Следовательно, последующая скорость шпиля должна была компенсировать это изменение скорости каната. Первым разработчикам машин требовалась система, которая точно контролировала бы скорость каждого тянущего шпиля, чтобы точно соответствовать удлинению троса, вызванному уменьшением площади. Альтернативный подход к этой проблеме заключался в том, чтобы разрешить скольжение или проскальзывание тянущего шпиля, когда скорость троса и шпиля различались. Поэтому машины непрерывного волочения классифицируются как нескользящие и скользящие. Нескользящие волочильные машины обычно предназначены для сухого волочения и делятся на четыре категории:
Основным препятствием в разработке машин непрерывного волочения было решение вопроса о том, что скорость проволоки, выходящей из волочильного штампа, уменьшалась по мере увеличения износа волочильного штампа с течением времени. Следовательно, последующая скорость шпиля должна была компенсировать это изменение скорости каната. Первым разработчикам машин требовалась система, которая точно контролировала бы скорость каждого тянущего шпиля, чтобы точно соответствовать удлинению троса, вызванному уменьшением площади. Альтернативный подход к этой проблеме заключался в том, чтобы разрешить скольжение или проскальзывание тянущего шпиля, когда скорость троса и шпиля различались. Поэтому машины непрерывного волочения классифицируются как нескользящие и скользящие. Нескользящие волочильные машины обычно предназначены для сухого волочения и делятся на четыре категории:
1-аккумулирующие машины
2-полный танцор
3-ограниченный или короткий танцор
4-машины с обратной тягой. Волочильные машины скользящего типа обычно используются для мокрого волочения
Волочильные машины скользящего типа обычно используются для мокрого волочения
Большая часть червячной проволоки сегодня производится на нескользящих машинах с сухой смазкой и несколькими отверстиями. Гибкость современных волочильных станков позволяет эффективно волочить проволоку относительно широкого диапазона размеров, а также максимальную производительность при работе с одним или ограниченным диапазоном размеров. Поскольку способность охлаждения шпиля имеет решающее значение, многие производители оборудования рекомендуют шпили увеличенного размера, чтобы обеспечить более длинный контактный провод и время охлаждения, что очень важно для проволоки из более высокоуглеродистой стали.
Противоскользящие машины – используют шпили для протягивания проволоки через матрицы, и во время волочения проволока не проскальзывает вокруг шпиля. Скорость шпиля соответствует скорости проволоки, выходящей из матрицы. Однако по мере износа матрицы диаметр тянутой проволоки увеличивается, а скорость проволоки на выходе снижается. Следовательно, неизбежная разница между проектным уменьшением машины и фактическим вытяжкой штампа должна быть компенсирована, чтобы предотвратить неконтролируемое провисание или натяжение троса между шпилями. Накопительные машины предназначены для того, чтобы проволока собиралась между обжатиями матрицы. На блоке могут быть собраны сотни футов проволоки, что позволяет нескольким слабо согласованным скоростям блока работать непрерывно в течение значительных периодов времени. Машины Dancer — это машины с ограниченным накоплением, поскольку накопление собирается с помощью ряда фиксированных и подвижных шкивов, обеспечивающих обратную связь с электрической системой, чтобы либо замедлять, либо ускорять последовательные шпили и поддерживать постоянный массовый расход. Машины с обратной тягой избегают любых проволочных петель или накопления благодаря специальным системам контроля крутящего момента.
Следовательно, неизбежная разница между проектным уменьшением машины и фактическим вытяжкой штампа должна быть компенсирована, чтобы предотвратить неконтролируемое провисание или натяжение троса между шпилями. Накопительные машины предназначены для того, чтобы проволока собиралась между обжатиями матрицы. На блоке могут быть собраны сотни футов проволоки, что позволяет нескольким слабо согласованным скоростям блока работать непрерывно в течение значительных периодов времени. Машины Dancer — это машины с ограниченным накоплением, поскольку накопление собирается с помощью ряда фиксированных и подвижных шкивов, обеспечивающих обратную связь с электрической системой, чтобы либо замедлять, либо ускорять последовательные шпили и поддерживать постоянный массовый расход. Машины с обратной тягой избегают любых проволочных петель или накопления благодаря специальным системам контроля крутящего момента.
1-Машины-аккумуляторы
Он принадлежит к небольшой группе конструкций машин, использование которых в проволочной промышленности сокращается. Однако эти машины использовались так широко на протяжении многих лет, что значительное их количество работает и сегодня. В основном, в эту группу входят все машины, которые компенсируют погрешность вала и скорости проволоки за счет контроля (или потери) дополнительных витков проволоки на кабестане.
Однако эти машины использовались так широко на протяжении многих лет, что значительное их количество работает и сегодня. В основном, в эту группу входят все машины, которые компенсируют погрешность вала и скорости проволоки за счет контроля (или потери) дополнительных витков проволоки на кабестане.
Рисунок E14 схематично иллюстрирует три метода накопления на чертежном блоке. На рис. 5а показан аккумуляторный блок верхнего взлета (OTO). Эта система обычно используется в качестве аккумуляторного блока в первой позиции машины для разрушения штока, чтобы обеспечить увеличенное время работы в случае завихрения на входе. Конфигурация OTO обязательно придает проволоке один виток на каждый виток проволоки, выходящий из волочильного шпиля. Если последующие блоки перестанут тянуть, это быстро превратится в узел. Этот тип машины достаточно гибок при использовании отдельных приводных двигателей для каждого шпиля. Накопление проволоки обеспечивает низкую температуру проволоки, поступающей в последующие матрицы, что позволяет использовать различные методы волочения проволоки. Требуемые корректировки скорости для отдельных шпилей сигнализируются медленным вращением махового рычага относительно машины. При каждом повороте рычага флаера относительно корпуса машины на ведущем валу увеличивается или уменьшается один виток. Ручное управление скоростью требует от оператора контроля прибавок и потерь на каждом ведущем вале, наблюдая за вращением шкива на верхней части ведущего вала. Методы автоматического управления непрерывно подсчитывают обороты флаера на счетчике ПЛК. Скорость двигателя регулируется для поддержания желаемого количества витков. Машины с линейным валом, в которых один и тот же двигатель приводит в движение все шпили, должны быть спроектированы таким образом, чтобы каждая матрица была немного меньше, чем требуется для передачи машины. Таким образом, начальная скорость проволоки немного выше, чем линейная скорость шпиля. Таким образом, предыдущий шпиль будет медленно натягивать проволоку на шпиль. Когда блок становится слишком полным, входной провод обрезается, а машина зачищается.
Требуемые корректировки скорости для отдельных шпилей сигнализируются медленным вращением махового рычага относительно машины. При каждом повороте рычага флаера относительно корпуса машины на ведущем валу увеличивается или уменьшается один виток. Ручное управление скоростью требует от оператора контроля прибавок и потерь на каждом ведущем вале, наблюдая за вращением шкива на верхней части ведущего вала. Методы автоматического управления непрерывно подсчитывают обороты флаера на счетчике ПЛК. Скорость двигателя регулируется для поддержания желаемого количества витков. Машины с линейным валом, в которых один и тот же двигатель приводит в движение все шпили, должны быть спроектированы таким образом, чтобы каждая матрица была немного меньше, чем требуется для передачи машины. Таким образом, начальная скорость проволоки немного выше, чем линейная скорость шпиля. Таким образом, предыдущий шпиль будет медленно натягивать проволоку на шпиль. Когда блок становится слишком полным, входной провод обрезается, а машина зачищается. Машины, оснащенные отключением отдельных шпилей, могут быть полезны, если оператор не забывает снимать трос с остановленного блока. Остановка одного блока в середине машины быстро скрутит проволоку в узел. Эта система OTO Block сегодня обычно используется на современных машинах без аккумулятора в качестве накопительного блока в первой позиции, чтобы обеспечить некоторое увеличенное время работы в случае заедания впускного штока.
Машины, оснащенные отключением отдельных шпилей, могут быть полезны, если оператор не забывает снимать трос с остановленного блока. Остановка одного блока в середине машины быстро скрутит проволоку в узел. Эта система OTO Block сегодня обычно используется на современных машинах без аккумулятора в качестве накопительного блока в первой позиции, чтобы обеспечить некоторое увеличенное время работы в случае заедания впускного штока.
Аккумулятор с двойным блоком или блок BB
Эти машины стали важным достижением в производстве высокоуглеродистой проволоки, такой как проволочный канат и предварительно напряженная бетонная стренга. Сегодня эти блоки используются в качестве конечного блока волочения на некоторых машинах, чтобы обеспечить время накопления, которое позволяет менять катушки, в то время как волочильная машина продолжает тянуть проволоку.
Машина Morgan B или BW использует аналогичную систему накопления, как показано на Рисунок E14 . Основное отличие состоит в том, что вместо того, чтобы проволока поднималась по неподвижному шкиву, проволока поворачивается обратно в центр, полый вал ведущего вала, вниз к неподвижному шкиву под ведущим шкивом.
Основное отличие состоит в том, что вместо того, чтобы проволока поднималась по неподвижному шкиву, проволока поворачивается обратно в центр, полый вал ведущего вала, вниз к неподвижному шкиву под ведущим шкивом.
На рис. F14 показан волочильный станок с аккумуляторным блоком подвесного взлета (OTO). Также на рисунке показана машина для волочения BB или двухблочного аккумулятора . Аккумулятор BB с моторизованным передаточным кольцом с переменным натяжением без трения имеет много преимуществ.
Машины с 2-мя танцорами
Их можно классифицировать как полноходовые танц-машины и машины с ограниченным ходом (настроечные ролики). На рисунке G14 схематично показана прямоточная волочильная машина, машина с полным ходом и машина с ограниченным ходом или тюнерным роликом. В прямоточной волочильной машине проволока проходит через волочильный станок по прямой линии без перекручивания, и во время работы проволока очень мало изгибается. В полноходовых волочильных машинах проволока движется по петле вокруг подвижного шкива танцора и неподвижного направляющего шкива между каждым волочильным блоком. Когда блок движется слишком быстро или слишком медленно, петля уменьшается или увеличивается, а смещение рычага танцора активирует электрическую систему управления, которая немедленно регулирует скорость блока. Машины с манипулятором вытягивают проволоку без перекручивания, просты в управлении и эксплуатации. Волочильная машина с ограниченным ходом или тюнерным роликом представляет собой комбинацию прямоточной и полноходовой волочильных машин. Траектория проволоки почти прямая, но, как и в полноповоротном станке, направляющий ролик отслеживает скорость проволоки и посылает сигналы в электронную систему управления на основе смещения направляющего ролика.
В полноходовых волочильных машинах проволока движется по петле вокруг подвижного шкива танцора и неподвижного направляющего шкива между каждым волочильным блоком. Когда блок движется слишком быстро или слишком медленно, петля уменьшается или увеличивается, а смещение рычага танцора активирует электрическую систему управления, которая немедленно регулирует скорость блока. Машины с манипулятором вытягивают проволоку без перекручивания, просты в управлении и эксплуатации. Волочильная машина с ограниченным ходом или тюнерным роликом представляет собой комбинацию прямоточной и полноходовой волочильных машин. Траектория проволоки почти прямая, но, как и в полноповоротном станке, направляющий ролик отслеживает скорость проволоки и посылает сигналы в электронную систему управления на основе смещения направляющего ролика.
Трехтактные танцорные машины
В нем используется ряд фиксированных шкивов, а также поворотных или скользящих шкивов для создания аккумулятора, который используется для управления скоростью ведущего вала, поддержания постоянного массового расхода и направления провода от одного ведущего вала к следующий. Блоки рассчитаны на самый большой размер проволоки, протягиваемой через любую данную машину, и, очевидно, чем больше проволока, тем больше шкивы. Шкивы имеют такой размер, чтобы проволока не подвергалась изгибающим напряжениям.
Блоки рассчитаны на самый большой размер проволоки, протягиваемой через любую данную машину, и, очевидно, чем больше проволока, тем больше шкивы. Шкивы имеют такой размер, чтобы проволока не подвергалась изгибающим напряжениям.
Ранние машины для танцев использовали большие мощные реостаты для управления скоростью двигателя посредством прямого управления током возбуждения двигателя постоянного тока. Кроме того, в ранних машинах использовалось охлаждение распылительным кольцом внутри толстых чугунных шпилей, что было не лучше, чем охлаждение, предлагаемое конструкциями аккумуляторов. Пример полноходовых волочильных машин показан на рисунках G14 и h24 .
Прогрессивные улучшения в электрическом управлении и блочном охлаждении дали танцевальным машинам явное преимущество перед аккумуляторными машинами. Несмотря на то, что волочильные машины с ограниченным или коротким ходом являются подавляющим выбором современных производителей, полноходовые волочильные машины часто предпочтительнее для тонкой проволоки и / или в сочетании с короткоходной волочильной машиной на чистовом шпиле (ах). .
.
Станки с танцором с ограниченным или коротким ходом (настроечный вал)
Он включает в себя шпили с наклонной осью, которые обеспечивают прямой путь проволоки от вершины одного шпиля к входу в следующий матричный ящик. Один поворотный ролик создает небольшое отклонение пути проволоки, создавая накопление, используемое для контроля скорости. Такая компоновка устраняет множество шкивов, которые требовались для перенаправления проволоки от одного шпиля к следующей матричной коробке, и тем самым снижает вероятность появления царапин или других повреждений проволоки. Небольшой прогиб (накопление) проволоки короткоходовой машины требует чуткой и точной системы управления скоростью, которая усиливается за счет предварительной настройки графика вытягивания и скоростей отдельных шпилей по отношению друг к другу. Усовершенствованные методы охлаждения, такие как охлаждение с узким зазором и другие методы камерного охлаждения, позволяют относительно небольшому количеству проволоки оставаться на шпилях. На РИС. R14 показан аккумулятор BB с моторизованным передаточным кольцом с регулируемым натяжением без трения.
На РИС. R14 показан аккумулятор BB с моторизованным передаточным кольцом с регулируемым натяжением без трения.
Как правило, волочильные машины с танцором с ограниченным ходом имеют шпили, установленные на вертикальных валах, и оператор должен наклоняться над машиной и тянуться вокруг шпиля, чтобы натянуть. Ограниченное количество компаний производит машины с кабестанами, установленными на горизонтальных валах, что облегчает натяжение оператором, что является явным преимуществом для проволоки большего диаметра и более углеродистой стали. Кроме того, большую часть обслуживания можно легко выполнять с задней стороны машины, не залезая под машину, что может потребоваться для обслуживания вертикальных машин. Волочильные машины с ограниченным ходом или тюнером показаны на 9.0011 Рисунок I14 .
Современные волочильные станки имеют модульную конструкцию, что позволяет настраивать волочилочное оборудование для конкретных изделий и размеров проволоки. На рис. J14 показан модульный волочильный станок с четырьмя вертикальными блоками. На рис. Эта конструкция машины проста в установке и обслуживании.
На рис. J14 показан модульный волочильный станок с четырьмя вертикальными блоками. На рис. Эта конструкция машины проста в установке и обслуживании.
4-обратная или прямая
– Сквозные волочильные машины
Несколько раз повторно выводились на рынок с ограниченным успехом. Основная идея этих машин заключается в том, что путь проволоки выходит из одной наклонной ведущей оси и проходит совершенно прямо через следующую матрицу к линии волочения следующей наклонной ведущей оси (см. , рис. J14 ). Сравнение натяжения проволоки между задней частью матрицы и предшествующим шпилем с током, потребляемым двигателем, приводящим волочильный блок, позволяет контролировать скорость проволоки. Эффективная работа волочильного станка достигается, когда каждый двигатель тянет свой собственный вес. Сложные системы управления сегодня значительно облегчают оператору настройку машины. На сегодняшний день применение тяжелых машин для производства проволоки из предварительно напряженного бетона и других продуктов с высоким содержанием углерода имело ограниченный успех. Тем не менее, этой технологии уделяется много внимания, и она вполне может стать стандартом проектирования машин будущего.
Тем не менее, этой технологии уделяется много внимания, и она вполне может стать стандартом проектирования машин будущего.
Модемная машина непрерывного волочения
Базовая конфигурация волочильной машины
Основные конфигурации волочильных машин и средства управления, отличающие современные машины непрерывного действия, обсуждаются ниже. При проектировании машины в соответствии с конкретными спецификациями в первую очередь учитывается продукт (проволока), который будет производиться. Если конкретный продукт находится в узком диапазоне диаметров проволоки, машина может быть настроена узко, чтобы максимизировать производительность машины при минимальных первоначальных затратах. И наоборот, если будет производиться несколько различных изделий из проволоки, конфигурация машины должна быть изменена в каждой области спецификации. Другая информация, используемая для проектирования современной машины непрерывного волочения, включает следующее:
- Материал (проволока)- Начальная прочность на растяжение, скорость упрочнения.

- Скорость машины — определяет максимальную скорость подачи проволоки.
- Натяжение штампа. Максимальное усилие на штампе определяет размер механического зубчатого колеса. Должна учитываться дополнительная тяга, необходимая для механического удаления окалины, а также тяга от подвесных раздаточных башен и аккумуляторов.
- Диаметр блока — в зависимости от диаметра проволоки на каждом проходе, материала и требуемого охлаждения.
- Сокращение машины — должно быть численно меньше запланированного минимального сокращения. Настройка уменьшения скорости машины в соответствии с ожидаемым уменьшением за проход максимизирует эффективность каждого электродвигателя, поскольку все двигатели будут вращаться с одинаковой скоростью. Тем не менее, скорость машины будет ограничена, если пропущены шпили или используется более низкое обжатие штампа. Двигатели на ранних блоках достигнут своей максимальной скорости до того, как будет достигнута максимальная скорость машины.
 Использование более низкого и конусообразного редуктора для машины позволит пропускать блоки, сохраняя при этом максимальную скорость машины.
Использование более низкого и конусообразного редуктора для машины позволит пропускать блоки, сохраняя при этом максимальную скорость машины. - Мощность и скорость двигателя. Тяговое усилие и скорость подачи проволоки определяют мощность, необходимую для протягивания проволоки на каждом шпиле. Скорость двигателя указывает на двигатель.
- синхронная скорость и максимальная скорость, при которой двигатель может развивать номинальную мощность
Машинные рамы, как правило, представляют собой сварные стальные конструкции, изготовленные в соответствии со стандартами производителя и сконструированные из трех или четырех секций, которые легко транспортировать, размещать и устанавливать. Шпили устанавливаются на конические валы вертикально или горизонтально, в зависимости от производителя и области применения. Каждый шпиль приводится в движение индивидуально через редукторы и/или ремни от двигателя. Коробки штампов регулируются в двух плоскостях и могут охлаждаться водой и/или вращаться, в зависимости от производителя машины и требований к продукту. Защитные ограждения устанавливаются и, в зависимости от производителя и эксплуатационных требований, могут быть полностью закрытыми от воздействия окружающей среды или типа с армированной сеткой. Порталы для доступа к мылу и окна для наблюдения за операциями являются неотъемлемой частью конструкции ограждения. Особенности машины описаны ниже.
Защитные ограждения устанавливаются и, в зависимости от производителя и эксплуатационных требований, могут быть полностью закрытыми от воздействия окружающей среды или типа с армированной сеткой. Порталы для доступа к мылу и окна для наблюдения за операциями являются неотъемлемой частью конструкции ограждения. Особенности машины описаны ниже.
Охлаждение шпиля
Используется для охлаждения тянутой проволоки, и наиболее распространенным и безотказным методом является непрямое охлаждение внутренней поверхности волочильного шпиля. Рисунок K14 представляет собой схематический чертеж базовой системы охлаждения шпиля с узким зазором. Для высокоскоростных машин узкощелевое охлаждение шпиля является современным, и производители машин предлагают его в различных формах. Системы предназначены для создания высокотурбулентного потока воды на внутренней поверхности шпиля. Высокая турбулентность воды максимизирует передачу тепла от шпиля (и, следовательно, проволоки) в охлаждающую воду.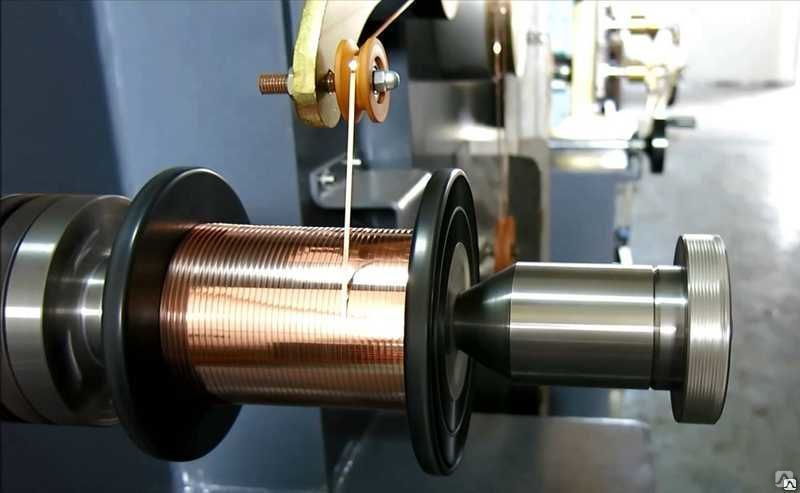 Как правило, турбулентность достаточно сильна, чтобы ограничить накопление отложений на внутренней поверхности блока, которые, если они присутствуют, значительно уменьшают передачу тепла от проволоки через блок в воду.
Как правило, турбулентность достаточно сильна, чтобы ограничить накопление отложений на внутренней поверхности блока, которые, если они присутствуют, значительно уменьшают передачу тепла от проволоки через блок в воду.
Для более медленных машин, использующих шпиндель диаметром более 29,5 дюймов (750 мм), охлаждение шпиля с узким зазором менее желательно из-за низкой скорости вращения блока. Более низкая скорость блока не может обеспечить высокую турбулентность охлаждающей воды, необходимую для дополнительного охлаждения. Текущая практика заключается в создании для этих машин шпиля с закрытой камерой, питаемого через полый блочный вал через двухстороннее вращающееся соединение. Схема этой системы показана на рис. K14 .
Когда требуется дополнительное охлаждение, например, при вытягивании проволоки с очень высокой прочностью на растяжение и/или проволоки большого диаметра, к шпилю(ям) волочильного станка может быть добавлено принудительное воздушное охлаждение. Наиболее эффективный метод показан на рисунке 9.0011 Рисунок K14 . Этот метод заставляет воздух с высокой скоростью двигаться вверх по поверхности скопившейся проволоки, таким образом вводя воздух в зазоры между проволочными кольцами. Надлежащее воздушное охлаждение дорого в установке и, в конечном счете, в эксплуатации из-за затрат энергии, связанных с работой вентиляторов. Кроме того, дополнительное движение воздуха рассеивает переносимое по воздуху мыло вокруг машины, что создает проблему для окружающей среды. Производители проволоки должны критически оценить необходимость прямого воздушного охлаждения, прежде чем устанавливать эту функцию на новую машину. Блок с водяным охлаждением и узким зазором 0,032 дюйма (0,8 мм) шпиля может повысить скорость волочения проволоки на 45%, а с воздушным потоком может обеспечить улучшение отвода тепла от тянутой проволоки на 35%.
Наиболее эффективный метод показан на рисунке 9.0011 Рисунок K14 . Этот метод заставляет воздух с высокой скоростью двигаться вверх по поверхности скопившейся проволоки, таким образом вводя воздух в зазоры между проволочными кольцами. Надлежащее воздушное охлаждение дорого в установке и, в конечном счете, в эксплуатации из-за затрат энергии, связанных с работой вентиляторов. Кроме того, дополнительное движение воздуха рассеивает переносимое по воздуху мыло вокруг машины, что создает проблему для окружающей среды. Производители проволоки должны критически оценить необходимость прямого воздушного охлаждения, прежде чем устанавливать эту функцию на новую машину. Блок с водяным охлаждением и узким зазором 0,032 дюйма (0,8 мм) шпиля может повысить скорость волочения проволоки на 45%, а с воздушным потоком может обеспечить улучшение отвода тепла от тянутой проволоки на 35%.
Другие методы прямого охлаждения были опробованы на протяжении многих лет с переменным успехом. Прямое водяное охлаждение должно иметь дело со смазкой, которая отделяется от провода при попадании брызг воды. В других методах используется легкий водяной туман, который отводит тепло за счет испарения и оставляет поверхность проволоки сухой к тому времени, когда она поступает в конечную упаковку или на следующую головку. Однако обе эти системы требуют тщательного обслуживания.
В других методах используется легкий водяной туман, который отводит тепло за счет испарения и оставляет поверхность проволоки сухой к тому времени, когда она поступает в конечную упаковку или на следующую головку. Однако обе эти системы требуют тщательного обслуживания.
Основная идея при рассмотрении возможности охлаждения шпиля состоит в том, чтобы как можно быстрее охладить проволоку. Температура проволоки в верхней части волочильного шпиля представляет собой начальную температуру для следующего обжатия. Деформация в следующей матрице добавляет тепла к проволоке, которая уже имеет повышенную температуру. Критически важным для охлаждения ведущего вала является количество проволоки на ведущем валу, что соответствует времени, необходимому для охлаждения. Также важно, чтобы провод лежал на поверхности блока без нахлеста. Больший диаметр шпиля обеспечивает более длительное время пребывания и лучшее охлаждение.
Высота накопления
Она устанавливается конструкторами машин на основе дополнительного времени охлаждения, необходимого для взвешивания проволоки, по сравнению с возможностью аккуратно и контролируемо проталкивать проволоку вверх по поверхности шпиля. Когда требуется большое накопление, шпиль должен иметь надлежащую конусность, чтобы проволока продвигалась без сопротивления. Свободный и густой пучок проводов будет хаотично оттягиваться к следующему шпилю и вызывать колебания следующего ролика или шкива. Это явление не обязательно создает проблемы, если система управления правильно настроена, но со временем оно может привести к нестабильности машины и обрыву проводов. Высота накопления определяет величину наклона каждого шпиля на прямолинейных волочильных машинах.
Когда требуется большое накопление, шпиль должен иметь надлежащую конусность, чтобы проволока продвигалась без сопротивления. Свободный и густой пучок проводов будет хаотично оттягиваться к следующему шпилю и вызывать колебания следующего ролика или шкива. Это явление не обязательно создает проблемы, если система управления правильно настроена, но со временем оно может привести к нестабильности машины и обрыву проводов. Высота накопления определяет величину наклона каждого шпиля на прямолинейных волочильных машинах.
Конструкция шпиля
Этот тип первых машин непрерывного действия привел к созданию волочильных блоков, способных выдерживать большие усилия волочения и годы службы. Методы литья и строительства были непредсказуемыми; поэтому наилучшие шансы на успех заключались в том, чтобы сделать тяжелые и толстые шпили. Когда впервые рассматривалось водяное охлаждение, это была простая струя на внутренней поверхности шпиля. Блок был выточен из литья, и для тихоходной работы баланс и точность были неважны. Сегодняшняя машина ставит перед машиностроителем новые задачи. Необходимость высокой скорости охлаждения требует, чтобы стенка шпиля, отделяющая проволоку от охлаждающей воды, была как можно тоньше. Требуются специальные материалы для литых блоков или блоков из кованой стали, которые не жертвуют прочностью. Термическая обработка или покрытие износостойким материалом используется для упрочнения внешней поверхности блока. Производитель машин выберет материалы, методы закалки и конструкцию шпиля в зависимости от проволочной продукции, которую предстоит волочить.
Сегодняшняя машина ставит перед машиностроителем новые задачи. Необходимость высокой скорости охлаждения требует, чтобы стенка шпиля, отделяющая проволоку от охлаждающей воды, была как можно тоньше. Требуются специальные материалы для литых блоков или блоков из кованой стали, которые не жертвуют прочностью. Термическая обработка или покрытие износостойким материалом используется для упрочнения внешней поверхности блока. Производитель машин выберет материалы, методы закалки и конструкцию шпиля в зависимости от проволочной продукции, которую предстоит волочить.
Коробки для штампов или коробки для мыла
Обеспечивают надежный метод удерживания и регулировки волочильного штампа, который позволяет проволоке проходить через порошкообразную (иногда жидкую или жирную) волочильную смазку. Сегодня основная функция ящика для штампа или мыльницы такая же, но можно добавить несколько дополнительных функций (см. , рис. L14 ). На рис. 1 показаны индикаторы положения, которые служат ориентиром для приблизительного позиционирования гипсовой поправки и регулировки спирали. На рис. 2 показаны вращающиеся держатели штампов с прямым или непрямым водяным охлаждением, обеспечивающие равномерный износ штампов и тем самым увеличивающий срок их службы. На рис. 3 представлена система механического перемешивания мыла, обеспечивающая регулируемое перемешивание смазки для вытягивания для предотвращения образования туннелей в порошкообразном мыле. Пневматическое перемешивание мыла, установленное сбоку коробки с матрицей, показано на рис. 4, а на рис. 5 показано электрическое перемешивание мыла, установленное на задней части коробки с матрицей. На рис. 6 показана влажная коробка для удаления остатков смазки для волочения, а на рис. 7 показана быстросменная кассета, которая позволяет точно позиционировать штампы в охлаждающем корпусе снаружи волочильного станка. Контур охлаждающей воды осуществляется через быстроразъемные соединения, что позволяет производить последнюю замену матрицы с использованием нескольких кассет.
На рис. 2 показаны вращающиеся держатели штампов с прямым или непрямым водяным охлаждением, обеспечивающие равномерный износ штампов и тем самым увеличивающий срок их службы. На рис. 3 представлена система механического перемешивания мыла, обеспечивающая регулируемое перемешивание смазки для вытягивания для предотвращения образования туннелей в порошкообразном мыле. Пневматическое перемешивание мыла, установленное сбоку коробки с матрицей, показано на рис. 4, а на рис. 5 показано электрическое перемешивание мыла, установленное на задней части коробки с матрицей. На рис. 6 показана влажная коробка для удаления остатков смазки для волочения, а на рис. 7 показана быстросменная кассета, которая позволяет точно позиционировать штампы в охлаждающем корпусе снаружи волочильного станка. Контур охлаждающей воды осуществляется через быстроразъемные соединения, что позволяет производить последнюю замену матрицы с использованием нескольких кассет.
Много было сказано о наилучшем методе охлаждения штампа, например, прямом или непрямом. Прямое охлаждение означает, что охлаждающая вода находится в прямом контакте с внешним корпусом волочильного штампа. В качестве альтернативы косвенное охлаждение означает, что матрица находится внутри дополнительной металлической втулки, которая, в свою очередь, охлаждается охлаждающей водой, что исключает возможность прямого контакта воды с проволокой или смазкой для волочения. Нет никаких сомнений в том, что метод прямого охлаждения приводит к охлаждению штампа для волочения.
Прямое охлаждение означает, что охлаждающая вода находится в прямом контакте с внешним корпусом волочильного штампа. В качестве альтернативы косвенное охлаждение означает, что матрица находится внутри дополнительной металлической втулки, которая, в свою очередь, охлаждается охлаждающей водой, что исключает возможность прямого контакта воды с проволокой или смазкой для волочения. Нет никаких сомнений в том, что метод прямого охлаждения приводит к охлаждению штампа для волочения.
Некоторые изделия из высокоуглеродистой стали, такие как предварительно напряженные железобетонные стойки, обязательно требуют прямого охлаждения матрицы. Если выбрано прямое охлаждение, использование быстросменной кассетной системы поможет устранить некоторые проблемы с гидроизоляцией. Оператор может установить новые водяные прокладки в картридж матрицы и проверить сборку на герметичность перед тем, как кассета отправится на волочильную машину. В результате фактическое время, необходимое для смены штампов, сравнимо с быстрой сменой, возможной в системе с непрямым охлаждением.
Метод непрямого охлаждения устраняет эксплуатационные проблемы, возникающие из-за утечек воды вокруг корпуса матрицы. Еще одним эксплуатационным преимуществом непрямого охлаждения является возможность быстрой замены матриц при использовании конических матриц давления или держателей матриц. Коническая матрица в сборе просто загоняется обратно в мыльницу, а новая матрица возвращается обратно.
Механические зубчатые редукторы
В сочетании с ременными и шкивными редукторами регулирует общую скорость между валом двигателя и блоком. Популярность редукторов с параллельными валами и их возможные высокие передаточные числа практически устранили необходимость в первичных редукторах перед червячными передачами, когда требуются высокие редукторы. Инженер-конструктор должен выбрать редуктор и ременный привод, которые будут выдерживать полную мощность и крутящий момент, предъявляемые требованием тяги штампа. Кроме того, если конструкция опирается на редуктор для поддержки вала блока цилиндров, в конструкции редуктора требуется дополнительная опора.
Блоки верхнего отвода (OTO)
Эта модель в первых двух позициях дает возможность работать через завихрение входной проволоки, позволяя чистовой части машины продолжать работу (см. рис. M14). Кроме того, в случае заедания электрическая программа может быть настроена на максимально быструю остановку блока №1, не опасаясь обрыва провода. Это может означать разницу между легко распутываемой петлей или туго закрученным узлом на удочке. Скручивание проволоки, создаваемое блоком OTO, в большинстве случаев не представляет проблемы. Первый шпиль можно наклонить, а танцор с ограниченным ходом можно использовать для натяжения в виде прямолинейного шпиля или OTO по желанию.
Тормоза
Они очень важны в высокоскоростных волочильных машинах, которые требуют расширенных средств управления для работы на высокой скорости, а также передовых методов остановки управляемой машины. Как правило, волочильные станки имеют три режима остановки:
- Нормальная остановка обеспечивает максимальный контроль без нагрузки на проволоку.
 Он используется, когда упаковка тянутой проволоки заполнена или оператор просто хочет сделать плановую остановку. Чертежная машина просто замедляется с умеренной скоростью, пока не остановится.
Он используется, когда упаковка тянутой проволоки заполнена или оператор просто хочет сделать плановую остановку. Чертежная машина просто замедляется с умеренной скоростью, пока не остановится. - Быстрая остановка используется, когда есть некоторая срочная необходимость остановить волочильную машину, например, обнаружен обрыв провода на машине или завихрение на входе, когда нет блока OTO. Механические тормоза применяются последовательно, чтобы быстро остановить волочильную машину, не вызывая дополнительных обрывов проволоки. Регенеративное торможение двигателя генерирует огромное количество электроэнергии, которая должна рассеиваться через большие решетки резисторов в виде тепловой энергии. Старые машины постоянного тока и усовершенствованные машины переменного/переменного тока могут возвращать энергию в линию переменного тока. Поскольку моторный привод находится под управлением, танцор/тюнер остается активным до конца последовательности остановки.
- Аварийный останов применяется, когда возникает чрезвычайная ситуация, связанная с жизнью или здоровьем, и необходимо как можно быстрее остановить волочильную машину.
 Машины с механическими тормозами просто отключают мощность двигателя и сразу включают все тормоза. Машины без тормозов используют ту же технику, что и с быстрой остановкой, но с меньшим контролем танцора. В этом режиме остановки вероятны обрывы проводов.
Машины с механическими тормозами просто отключают мощность двигателя и сразу включают все тормоза. Машины без тормозов используют ту же технику, что и с быстрой остановкой, но с меньшим контролем танцора. В этом режиме остановки вероятны обрывы проводов.
Механические тормоза могут свести к минимуму эффект звона проволоки, когда неподвижная проволока фактически смещается в матрице из-за давления натяжителя от предыдущего блока.
Защита окружающей среды – минимизирует попадание пыли в окружающую среду. Волочильная машина может быть оборудована воздуховодами, установленными на заводе, для отвода сгоревшего мыла и летящей пыли в центральную аспирационную/фильтрационную установку. Ограждения машин могут быть изготовлены из сплошных панелей и снабжены уплотняющими прокладками между ограждениями.
Электрические органы управления
Стоимость электродвигателей и органов управления составляет почти половину стоимости всей волочильной машины. Таким образом, инвестиции в электрические компоненты должны быть тщательно оценены, чтобы максимизировать ценность волочильного станка. Характеристики электрических компонентов описаны ниже.
Таким образом, инвестиции в электрические компоненты должны быть тщательно оценены, чтобы максимизировать ценность волочильного станка. Характеристики электрических компонентов описаны ниже.
Приводы с регулируемой скоростью
Он принимает управляющие сигналы в виде запросов на запуск/остановку и скорость и преобразует электрическую энергию из энергосистемы предприятия в электрические выходы, необходимые для выполнения команд управления. В настоящее время стандартной системой привода с регулируемой скоростью является преобразователь частоты переменного тока в переменный. В одной базовой системе используется один преобразователь переменного/переменного тока для каждого приводного двигателя или система с общей шиной, использующая большой блок выпрямителя переменного/постоянного тока для генерирования напряжения постоянного тока для всех приводов машины (9).0011 см. рис. N14 ). С общей шины инверторы постоянного/переменного тока генерируют необходимую мощность для каждого приводного двигателя машины. Разница в этих двух конфигурациях не так важна для оператора станка, поскольку обе системы выполняют свою работу.
Разница в этих двух конфигурациях не так важна для оператора станка, поскольку обе системы выполняют свою работу.
Двигатели переменного тока
Используемые на чертежных машинах требуют специальной конструкции, чтобы выдерживать суровые условия эксплуатации и физическую среду. Двигатели должны быть спроектированы специально для работы с используемым типом привода переменного тока. Внутренние обмотки двигателя должны быть спроектированы таким образом, чтобы выдерживать скачки высокого напряжения, возникающие в приводе, а охлаждающий вентилятор с отдельным питанием необходим для обеспечения адекватного охлаждения во всем диапазоне скоростей двигателя. Для систем меньшей мощности (<7,5 кВт на шпиль) некоторые производители выбирают невентилируемые (TENV) двигатели, в конструкции которых используется большое количество железа для отвода тепла. Двигатели такой конструкции проще для маломощных приложений, но непомерно дороги для больших систем . На рис. O14 показаны двигатели переменного тока, установленные на задней части станка для волочения блоков диаметром 1200 мм.
O14 показаны двигатели переменного тока, установленные на задней части станка для волочения блоков диаметром 1200 мм.
Программируемое логическое управление (ПЛК)
Эти системы некоторых типов сегодня используются даже в самых простых станках для волочения проволоки. Машины, которые были разработаны с несколькими функциями релейно-логического управления, будут использовать ПЛК с низкой стоимостью и обеспечиваемой им гибкостью в будущем. Сегодня одним из основных различий между решениями производителей является степень управления машиной, используемая в логике ПЛК. Некоторые системы используют ПЛК для всей логической последовательности и синхронизации цифровых сигналов (вкл./выкл.), но оставляют фактическое управление скоростью каждого привода отдельному аппаратному обеспечению или специальному программному обеспечению управления скоростью, загружаемому во внутренние процессоры усовершенствованного привода с регулируемой скоростью. Другие системы будут использовать мощность усовершенствованной системы ПЛК для управления почти всеми функциями управления машиной, включая скорость и логические последовательности.
Интерфейс оператора и органы управления
Интерфейс, используемый операторами для запуска команд, должен быть хорошо спроектирован. Оператор машины, который считает, что элементы управления машиной расположены логично и функционально интуитивно понятны, с большей вероятностью примет новую машину и будет работать с максимальной потенциальной эффективностью. Набор кнопок больше не управляет каждым главным приводным двигателем с единственным выбором: включить или выключить. Теперь оператор может выбрать, какие приводные двигатели будут выключены, а какие будут работать. Например, чтобы просто запустить волочильную машину, оператор может выбирать между различными типами последовательностей толчкового режима, как показано ниже:
- Быстрый толчок (вся машина)
- Медленный толчок (вся машина)
- Отдельный блок толчкового режима
- Толчок на блок плюс все блоки влево
- Толчок на блок плюс все блоки вправо
Элементы управления оператора должны быть расположены таким образом, чтобы облегчить каждый раз выбор соответствующего переключателя, и, кроме того, элементы управления должны быть удобно расположены, как показано на Рисунок P14 .
A Система управления компьютером
Должен поставляться с каждой машиной непрерывного волочения. Функции такой системы различаются у разных производителей, но некоторые основные функции являются стандартными:
- Текстовые сообщения об ошибках и причинах остановки машины.
- Производственные данные (диаметр входа/выхода, данные заказчика, другие спецификации).
- Индикаторы машины (ток двигателя и скорость двигателя).
- Данные о проволоке (расчетный диаметр проволоки и уменьшение площади между проволоками).
Основными компонентами этих систем являются базовый интерфейс оператора и полноэкранный цветной дисплей на базе персонального компьютера. Полноразмерный цветной экран предлагает множество вариантов представления данных. Например, уменьшение площади от штампа к штампу может отображаться в формате цветной гистограммы с разными цветами, указывающими на отклонения от допустимых критериев. На обычной машине для рисования эти же данные будут отображаться в виде столбцов черных и белых чисел. Чертежная машина, управляемая ПК, может быть подключена к коммутируемому модему или даже напрямую к локальной общезаводской сети передачи данных (например, Ethernet), чтобы при необходимости можно было отправлять по электронной почте производственные отчеты или аварийные сигналы. Существуют бесчисленные возможности компьютерного управления и мониторинга благодаря системам ввода-вывода (I/O), работающим с современными ПЛК, которые могут работать как настольные компьютеры, и настольные компьютеры, которые могут действовать как ПЛК.
Чертежная машина, управляемая ПК, может быть подключена к коммутируемому модему или даже напрямую к локальной общезаводской сети передачи данных (например, Ethernet), чтобы при необходимости можно было отправлять по электронной почте производственные отчеты или аварийные сигналы. Существуют бесчисленные возможности компьютерного управления и мониторинга благодаря системам ввода-вывода (I/O), работающим с современными ПЛК, которые могут работать как настольные компьютеры, и настольные компьютеры, которые могут действовать как ПЛК.
Электропроводка современной волочильной машины отличается от электропроводки волочильной машины, выпускавшейся в прошлом. Вместо жесткой проводки между электроприводами и ПЛК сегодня используются высокоскоростные шины данных. Одна пара проводов передачи данных может передавать сотни сигналов, что экономит драгоценное время и расходы на провода. Кроме того, многие управляющие сигналы от волочильной машины могут быть оцифрованы на волочильной машине и переданы в распределительный шкаф по одной паре проводов вместо большого пучка управляющих проводов.
Расширенные функции включают любой непрерывный мониторинг с выходом электрического сигнала, который может быть встроен в систему управления. Типичными примерами являются контроль диаметра проволоки с помощью лазерного микрометра, температуры проволоки с помощью инфракрасных датчиков, температуры воды с помощью термометров сопротивления (RTD) или термопар, дефектов стержней с помощью вихретокового контроля и т. д. Самоочищающийся лазерный измерительный прибор показан в на рисунке Q14. .
Приемочное и упаковочное оборудование
Проволока должна быть надлежащим образом упакована после волочения, чтобы удовлетворить требования следующего процесса или клиента. Окончательное упаковочное оборудование должно повышать эффективность всего производственного процесса. Для максимального времени работы машины по возможности используются тяжелые упаковки. Когда размер упаковки ограничен спецификацией заказчика, упаковочное оборудование выбирается таким образом, чтобы обеспечить непрерывную работу или быструю смену упаковки. Многочисленные упаковочные решения, предлагаемые сегодня, не позволяют адекватно описать все варианты. Поэтому данное обсуждение будет сосредоточено на основных широко используемых системах.
Многочисленные упаковочные решения, предлагаемые сегодня, не позволяют адекватно описать все варианты. Поэтому данное обсуждение будет сосредоточено на основных широко используемых системах.
Подъемные держатели (стрипперы)
Вероятно, это самый дешевый и наименее эффективный метод изготовления жгутов проводов для доставки на трубчатых держателях. Подвижные стрипперы, в которых подъемный и освобождающий механизмы остаются на волочильном блоке во время протягивания проволоки, были заменены на подвижные стрипперы, показанные на рис. S14 . Работа отрывного стриппера также показана на рис. S14 . Вертикальные стержни на шпиле поддерживают пучок проводов во время движения, а затем вставляется съемник для удаления пучка проводов. Устройство для зачистки на ходу создает проблемы с безопасностью, поскольку толстый пучок проводов удерживается на месте с помощью простого защелкивающего механизма. Вес пакета обычно ограничивается размером проволоки, потому что каждый новый виток проволоки внизу должен толкать весь пакет над ним вверх по поверхности блока. Общее, хотя и консервативное правило, применяемое к пакетам зачистки, состоит в том, что максимальный вес жгута проводов ограничен 100 кг на миллиметр (5,6 фунта на 1X10 9 ).0765 -3 дюймов) диаметра проволоки. Преимущества и недостатки блока зачистки приведены в Таблице 1.
Общее, хотя и консервативное правило, применяемое к пакетам зачистки, состоит в том, что максимальный вес жгута проводов ограничен 100 кг на миллиметр (5,6 фунта на 1X10 9 ).0765 -3 дюймов) диаметра проволоки. Преимущества и недостатки блока зачистки приведены в Таблице 1.
Намотчики (с горизонтальной и вертикальной осью)
На сегодняшний день это единственный способ упаковки проволоки с современным высокоскоростным волочильным оборудованием, достигающим проектной скорости 10 000 футов в минуту (≈50 м/сек). Другие методы упаковки просто не позволяют развивать скорость более 5900 футов в минуту (30 м/с). Конструкции катушек классифицируются по диаметру фланца катушки и максимальному весу упаковки. Стандартные модели обычно варьируются от 10 дюймов и 55 фунтов (254 мм и 25 кг) до 55 дюймов и 11 000 фунтов. (1400 мм и 5000 кг) для одношпиндельных моделей.
Примеры вертикальных и горизонтальных намоточных машин показаны на рисунках T14 . На рис. 1 показан двухтонный намоточный узел с вертикальным шпинделем шириной 1000 мм. Намотчик с горизонтальной осью показан на рис. 2. На рис. 3 показан двухпозиционный однотонный намотчик с вертикальным шпинделем 800 мм с полуавтоматической сменой шпули, позволяющей быстро заменить полную шпулю. На рис. 4 показан пример точной намотки катушки с ниткой.
1 показан двухтонный намоточный узел с вертикальным шпинделем шириной 1000 мм. Намотчик с горизонтальной осью показан на рис. 2. На рис. 3 показан двухпозиционный однотонный намотчик с вертикальным шпинделем 800 мм с полуавтоматической сменой шпули, позволяющей быстро заменить полную шпулю. На рис. 4 показан пример точной намотки катушки с ниткой.
Существует несколько способов протягивания проволоки через катушку. Намотчики могут поставляться с системами горизонтального перемещения различной степени сложности. Как правило, поперечные направляющие приводятся в действие отдельно от двигателя с регулируемой скоростью, хотя двигатель главной катушки приводит в действие многие модели посредством переключения передач.
Проволока может быть уложена на катушку с постоянным шагом или с постоянным уровнем скорости ветра. Постоянный шаг является единственным доступным методом, если траверса приводится в действие главным приводным двигателем катушки. Некоторые способы укладки проволоки приведены в таблице 2.
Мощность двигателя шпули должна быть достаточной не только для привода катушки максимального веса на максимальной скорости при работе против натяжения намотки, но и для разгона этой же шпули до максимальной скорости из стационарного положения. Начало. При добавлении нового намотчика к существующей волочильной машине следует уделить особое внимание тому, чтобы время разгона волочильной машины учитывалось при расчете мощности намотчика.
Скорость спулера регулируется с помощью гирляндного танцора. Требуемая величина накопления (длина хода ролика танцора X количество витков проволоки X 2) обратно пропорциональна времени ускорения и установленной мощности. В случае грубой проволоки, обычно более 0,120 дюйма (3 мм), можно использовать контроль натяжения/крутящего момента. Крутящий момент двигателя регулируется, чтобы обеспечить постоянное натяжение троса. Специальные платы управления или программное обеспечение используются для увеличения контрольной точки крутящего момента двигателя по мере увеличения диаметра катушки, что позволяет поддерживать постоянное фактическое натяжение проволоки.
Намоточные станки с неподвижным блоком
Они являются рабочими лошадками производства низкоуглеродистой проволоки и производства обивочной пружинной проволоки и, в меньшей степени, производства высокоуглеродистой проволоки. Большинство производителей машин предлагают ту или иную форму базовой моталки с глухим блоком. Некоторые даже имеют разные конструкции машин в зависимости от того, будет ли машина оснащена волочильным штампом или будет просто наматывать проволоку. Моталки с мертвыми блоками классифицируются как вертикальные или горизонтальные в зависимости от ориентации основного вала.
Горизонтальный тупиковый блок- машины имеют тянущий шпиндель, прикрепленный к концу главного вала, поддерживаемого подшипниками, которые позволяют валу свободно вращаться внутри шпиля. Главный вал предназначен для поворота пластины флаера и поддержки шпиля. Фланцевая пластина поддерживает коробку штампа, шкивы и правильные ролики. Как следует из названия «мертвый блок», блок или шпиль не вращаются. Проволока входит в задний конец главного вала, проходит по шкиву в центре вала и еще по одному или двум шкивам, чтобы достичь периферии пластины флаймера. Отсюда он подается непосредственно на волочильный шпиль или через волочильную матрицу. Когда главный вал и рогулька вращаются, тянутая проволока обвивается в вертикальной плоскости вокруг шпиля. Радиус линии рисования и конусность блока отталкивают проволоку от листовой пластины. Гусиная шея или укладчик отводит трос от ведущего вала до точки, где он может перевернуться 9 раз.0 градусов на несущий пучок. На рис. U14 показана горизонтальная машина для глухих блоков с опусканием рулона и укладкой по шаблону. На рис. V14 показаны зубчатые и ременные флаеры на машинах с горизонтальным глухим блоком.
По мере того как проволока наматывается на шпиль, входная проволока подвергается одному витку за каждый оборот рогульки. Это скручивание накапливается после нескольких витков и проходит через матрицу и дальше по течению к окончательной упаковке. Управление этим поворотом является одной из основных проблем проектирования мертвых блоков.
Что удерживает блок? В большинстве горизонтальных машин используется гусиная шея, чтобы шпиль оставался неподвижным. Вот почему гусиная шея поворачивается по часовой стрелке (вправо, если смотреть спереди волочильного станка), при этом ее вес и тяговое усилие направлены вниз на держатель проволоки. Для проволочных пакетов, намотанных против часовой стрелки, гусиная шея поворачивается влево.
В других волочильных машинах используются реверсивные шестерни для удержания блока в неподвижном состоянии. Шестерни обратного хода, а иногда и зубчатые ремни, представляют собой планетарный вал или шестерню, идущую параллельно главному валу и вращающуюся вокруг вала на полной скорости вращения. Передаточное число между блоком и планетарным валом дублируется в редукторе между валом и станиной машины. Таким образом, кабестан стоит на месте. Стоимость создания этой системы превышает преимущества для большинства горизонтальных мертвых блоков.
На рис. W14 показана двухвытяжная машина с горизонтальным тупиковым блоком и переменной тягой между рыхлителем и отделочным блоком. Самоцентрирующийся натяжной рычаг позволяет блоку рыхлителя следовать за блоком финишера при намотке или вытягивании для сокращения до 30%. Схематический чертеж тупиковых блоков с двойной вытяжкой также показан на рис. W14 .
Вертикальный тупиковый блок
Эти машины работают почти так же, как и горизонтальные тупиковые блоки, за исключением того, что они используют шестерни обратного хода для удержания блока в неподвижном состоянии. Вертикальное расположение станка дает возможность размещать проволокодержатель непосредственно под блоком. Специальная система опускания удерживает пучок проводов на постоянном расстоянии ниже шпиля, обеспечивая исключительное качество упаковки тонких проводов. На рис. X14 показан вертикальный станок с глухим блоком, в котором волочильный штамп и ролики для правки проволоки закреплены на вращающейся плите. Устройство для опускания жгута проводов находится под машиной.
Современные горизонтальные и вертикальные моталки с тупиковыми блоками имеют много общих черт, некоторые из которых описаны ниже.
Является основным конструктивным элементом моталки. Рама должна быть прочной, чтобы выдерживать очень большие динамические нагрузки в машинах, рассчитанных на 5,9Рабочая скорость 00 футов в минуту (30 м/с) на 24-дюймовых (600 мм) шпилях.
Охлаждение мертвых блоков затруднено. Воздушное охлаждение вместе с охлаждением шпиля и матрицы обычно предусмотрено, если машина будет использоваться для волочения проволоки. Системы водяного охлаждения с замкнутым контуром используются для обеспечения протекания чистой очищенной воды через вращающиеся уплотнения и стационарную охлаждающую рубашку блока.
Кабестаны с двойным ободком
Используются для намотки тонкой проволоки и волочильных блоков. Первый обод используется для протягивания проволоки на блок через матрицу (если она предусмотрена). Проволока выходит из первой ступени после нескольких витков и возвращается обратно на пластину для выпрямления или отливки в соответствии с надлежащими спецификациями. Затем проволока возвращается на шпиль, чтобы выйти из машины. Отливка проволоки и спираль настраиваются, насколько это возможно, правильной регулировкой волочильного штампа. Выпрямление необходимо для получения абсолютно ровного пакета проволоки из-за естественного скручивания проволоки в этой машине.
Впускные ролики на входе в главный вал помогают контролировать скручивание. Иногда используется простой пятивалковый выпрямитель, чтобы удерживать и концентрировать крутку на коротком отрезке проволоки внутри основного вала. Скручивание, конечно, все еще присутствует, но этот трюк заставляет скручивание плавно проходить через машину, а не накапливаться в случайном порядке.
Непрерывная работа
во время смены упаковки является уникальным преимуществом намоточных машин с глухим блоком. Пневматические цилиндры и автоматическое управление поднимают гусиную шею и позволяют заменить держатель под гусиной шеей.
Вращающееся основание для выкладывания шаблонов
В результате получается упаковка высокой плотности, которая плавно окупается без запутывания. Поместив держатель проволоки на вращающееся основание, катушку можно вращать медленно, что позволяет каждому проволочному кольцу размером с блок падать вокруг стержня держателя по вращающейся схеме. Носитель слегка наклоняют или с помощью специального устройства прижимают каждое падающее кольцо проволоки к ножкам перевозчика. Кроме того, пара вертикальных роликов прилегает к внешней стороне жгута проводов, помогая сформировать красивую упаковку.
Вращающееся кольцо шаблона + опускающийся стол
Они могут использоваться как в вертикальных, так и в горизонтальных машинах. Максимальное качество упаковки достигается, когда каждое проволочное кольцо падает на одинаковую высоту. Пара рычагов поднимается над держателем в начале пакета и опускается на 2-3 дюйма (50-75 мм) на каждом шаге по мере формирования жгута проводов. В результате верхняя часть упаковки остается на одной высоте. Поскольку руки держат посылку, перевозчик должен стоять на месте. Чтобы добиться укладки по шаблону, эксцентриковый желоб медленно поворачивается над верхней частью держателя, чтобы прижать каждое кольцо к штоку.
Высокоскоростная эксплуатация
Высокоскоростная эксплуатация со скоростями более 4000 футов в минуту (20 м/с) требует особых проектных решений. Мощность двигателя должна быть увеличена, а базовая рама машины должна быть усилена, чтобы выдерживать тяжелые нагрузки, вращающиеся с высокой скоростью. В некоторых случаях вращающиеся шкивы и правильные ролики заменяют специальными карбидными направляющими. Поскольку они не вращаются, направляющие улучшают общую балансировку машины и позволяют избежать проблем с коротким сроком службы подшипников, обычно связанных с вращающимися машинами.
Другое оборудование для производства проволоки
Станок непрерывного волочения требует крупных инвестиций. Поэтому важно использовать наиболее эффективное и производительное вспомогательное оборудование, такое как отдающие, приемные и направляющие машины, чтобы добиться максимальной окупаемости инвестиций в оборудование.
Отвод стержня
Конструкция отвода стержня была усовершенствована, чтобы соответствовать возросшим скоростям отделки современного волочильного оборудования. По сути, используются два основных метода размотки стержня: сбрасывание со стационарных катушек или разматывание с вращающихся катушек, как показано на рис. 9.0011 Рисунок Y14 .
Стационарная горизонтальная отдача стержня (переворот стрелы) — это традиционный метод отдачи стержня в волочильный станок (см. рис. 1 на рис. Y14). Система хорошо работает на скоростях до 600 футов в минуту (3 м/с) для рулонов прутка приемлемого качества и, возможно, быстрее для рулонов очень хорошего качества. Поскольку катушка неподвижна, ее можно сваривать встык непрерывно при использовании двух флипперов. Стационарная катушка обеспечивает один полный оборот удилища за каждый виток, сбрасывающий выплату. Это не проблема для большинства операций с несколькими отверстиями, потому что напряжение от скручивания распределяется по множеству уклонов. Стержень проходит через кольцо, прикрепленное к тяжелому грузу, для обнаружения заусенцев на стержне. Электрический датчик улавливает движение кольца, когда узел пытается пройти, и останавливает волочильную машину.
Отдача стационарной вертикальной штанги обеспечивает повышенную скорость работы и ценную экономию места (см. рис. 2 на рис. Y14). Гравитация помогает растягивать и выпрямлять катушки, когда они поднимаются к верхнему шкиву, и это помогает стержню совершать поворот и входить в машину без запутывания. Завихрения обнаруживаются с помощью лопасти на верхнем шкиве или путем улавливания завихрений в небольшом направляющем кольце. Когда проволока туго натягивается, подвижный шкив смещается из-за увеличения натяжения и обнаруживает завихрение. Эта система с некоторым успехом использовалась для стержней с высоким содержанием углерода, хотя применение с высоким содержанием углерода затруднено. Для улучшения работы можно использовать специальные удерживающие кольца, выпрямляющие ролики и зажимные стержни, сортируя кольца и выпрямляя стержень.
Вертикальный вращающийся базовый стержень и грубая проволока — это небольшая модификация метода стационарного вертикального стержня. В этом случае катушка вращается по мере выдачи проволоки, и ее можно использовать для катанки или толстой проволоки. Вращение катушки раскручивает крутку, придаваемую накладными расходами. Однако, поскольку основания катушек вращаются, оператор должен остановить основания, чтобы выполнить сварку.
Горизонтальный отдающий стержень типа Flyer — используется в некоторых случаях с высоким содержанием углерода, когда требуются высокие скорости и непрерывная работа (см. рис. 3 на рис. Y14). Система постоянно жестко контролирует удилище, поэтому заедания сведены к минимуму. Непрерывная работа достигается за счет добавления новой катушки штанги к задней части длинной стрелы. Стрела поворачивается на конце флаймера, и шток скользит вперед, поднимая стрелу или используя толкатель катушки. Рычаг флаера может быть закреплен тормозом или приводиться в движение двигателем с регулируемой скоростью.
Автоматическая подача и правильная раздача предназначена для однократной подачи тяжелых прутков, требующих особого внимания к поверхности прутка (см. рис. 4 на рис. Y14). Эта машина используется для волочения исходного сырья. Длинная выдвинутая стрела вращается вместе с катушкой стержня, помогая ей окупиться, а ряд роликов помогает отделить конец катушки от пучка стержней. Когда волочильная машина тянет стержень, танцор под стрелой ощущает последний виток по мере того, как подающий конец рулона становится меньше. Электрический сигнал от танцора заставляет привод стрелы вращаться быстрее, чтобы протолкнуть больше проволоки в направлении волочильного станка, тем самым открывая последний виток. Набор правильных роликов может быть использован для подачи прямой проволоки на волочильную машину и наведения.
Указательное оборудование
Необходимо сделать острие на переднем конце проволоки или стержня, чтобы его можно было продеть в волочильную матрицу. и обжатие (см. рис. Z14 ).
Многоканавочные роликовые указатели — используются для прокатки конца проволоки между двумя желобчатыми роликами для холодной/нагрева рабочей проволоки до меньшего диаметра (см. рис. 1 на рис. Z14). Проволоку необходимо поворачивать на 90 градусов между каждым проходом, чтобы конец проволоки оставался относительно круглым. Последующие проходы используют все меньшие и меньшие канавки в валках. Роликовый указатель с ручным управлением обычно используется для проводов диаметром менее 0,22 дюйма (5,5 мм). Для более крупных размеров требуются моторизованные ролики для наведения проволоки из высокоуглеродистой стали, но оператор все равно должен поворачивать проволоку 90 градусов между проходами. Однако при направке очень больших стержней вертикальные и горизонтальные пары валков автоматически поворачивают стержень, а не вручную манипулируют жестким материалом. У указателей с электроприводом часто есть сильные ножницы, чтобы сделать чистый разрез на проводах.
Шлифовальные или фрезерные указатели — эффективно работают с механическим приводом для наведения стержня большого диаметра за один проход (см. рис. 2 на рис. Z14). Фрезы просто срезают необходимое количество стали, чтобы острие могло войти в волочильный штамп. Эта машина может создавать точки длиной до 6,5 футов (2 м).
Обжимные машины — эффективно уменьшают диаметр проволоки за счет использования обжимных матриц с круглым профилем, определяемым диаметром проволоки/прутка (см. рис. 3 на рис. Z14). В отличие от бритвенного станка проволока фактически деформируется в сторону меньшего диаметра; следовательно, в ходе операции не образуются отходы, такие как стружка и стружка. Обжимной станок может создавать наконечники длиной 6,5 футов (2 м) и более.
Натяжное оборудование технологической линии
На самом деле оно не является частью процесса волочения. Многопроволочные технологические приемные устройства, включающие в себя стационарный шпиндель (неподвижный блок), вращающийся шпиндель (подвижный блок) и намотчики накопительного блока, обычно используются на линиях цинкования и термообработки (см. рис. A15-1).
Стационарные натяжители шпиля (глухие блоки)
Они обычно используются для натяжения проволоки из отожженной и оцинкованной низкоуглеродистой стали, проволоки из запатентованной и фосфатированной или оцинкованной высокоуглеродистой стали, а также проволоки из отожженной нержавеющей стали (см. Рис. A15-1). Это оборудование также может работать с проволокой из низко- и высокоуглеродистой стали. Основным преимуществом этих натяжных устройств является возможность получения рулонов шаблонной укладки за счет вращения наклонного поворотного стола, удерживающего носитель, с очень низкой скоростью. Пакет с укладкой по образцу значительно увеличивает вес рулона и уменьшает завихрения в последующих процессах размотки. В зависимости от типа машины проволока шаблонной укладки может собираться на держателях, в барабанах или в мотках с натяжным грузом.
Базовая намоточная машина доступна либо с V-образной канавкой, либо с плоской осью. В то время как шпиль с V-образной канавкой используется в большинстве случаев, плоский шпиль обычно используется для проволоки малого диаметра. Для стационарных натяжных станков предлагаются следующие варианты:
- Двойные размерные (ступенчатые) шпили с V-образными канавками, устанавливаемые один под другим, для расширения области применения.
- Пневматические накопители проволоки и счетчик длины проволоки для производства мотков с постоянным весом и облегчения разгрузки/загрузки держателей.
- Поворотный стол для укладки по шаблону с пневматической разгрузкой/загрузкой.
Вращающиеся натяжные устройства шпиля (подвижные блоки)
Они обычно используются для натяжения жесткотянутой и оцинкованной проволоки из низко- или высокоуглеродистой стали, проволоки большого диаметра из отожженной и оцинкованной низкоуглеродистой или запатентованной высокоуглеродистой стали, отожженной нержавеющей стали. проволока и закаленная в масле проволока (см. рис. 2 на рис. A15-1). Использование натяжного устройства с вращающимся шпилем необходимо при наличии одного или нескольких из следующих условий:
- Большие диаметры проволоки до 0,71 дюйма (18 мм).
- Прочность на растяжение более 217 500 фунтов на квадратный дюйм (1500 МПа).
- Изгиб готового изделия недопустим.
В этих натяжных машинах доступны шпили с V-образными канавками или плоские блоки. Плоский шпиль используется, когда требуется волочильный штамп. Блоки с V-образными канавками используют несколько витков и поставляются с прижимным роликом. Выбор между двумя типами шпилей делается в соответствии с требованиями к качеству поверхности проволоки и типом используемого покрытия проволоки. Типичные варианты включают:
- Шпили двойного размера (ступенчатые), один под другим, для расширения области применения.
- Волочильный штамп с сухими или жидкими смазками.
- Моторизованный поворотный стол, вращающий носитель немного медленнее, чем шпиндель, увеличивая отливку проволоки по сравнению с размером шпиля, что позволяет использовать более тяжелые катушки.

- Пневматические захваты для сбора проволоки накапливают проволоку, пока позиционируется пустой держатель.
- Устройство для разгрузки/загрузки поворотного стола.
- Специальная накладка для использования с вращающимся натяжным устройством для низкоскоростных операций, например, при отжиге нержавеющей стали. Это позволяет значительно увеличить вес рулонов и облегчает последующий процесс размотки. Укладка по шаблону достигается за счет вращения поворотного стола вокруг орбитальной оси в сочетании с вращением шпиля.
- Спиральная укладка проволоки большого диаметра путем попеременного увеличения и уменьшения скорости поворотного стола по сравнению с соответствующей скоростью ведущего шпиля.
Натяжные и раздаточные катушки накопительных шпилей
Они обычно используются для раздачи и наматывания проволоки из отожженной и оцинкованной низкоуглеродистой стали, запатентованной и фосфатированной или оцинкованной проволоки из высокоуглеродистой стали, твердотянутой и оцинкованной высокоуглеродистой стали. проволока (ACSR), запатентованная проволока из высокоуглеродистой стали с латунным покрытием (шинный корд), твердотянутая проволока из высокоуглеродистой стали с бронзовым покрытием (бортовая проволока) и плакированная алюминием проволока из высокоуглеродистой стали (см. рис. 3 на рис. A15-1). ). Окупаемость и натяжение шпиля накопления необходимы при замене катушек без остановки процесса. Натяжные устройства катушки с накопительным шпинделем используют базовую концепцию накопительного блока, используемую в накопительных волочильных машинах. Одно большое отличие состоит в том, что накопительный рычаг приводится в действие инверторным приводом переменного тока для точного контроля натяжения проволоки. Типичные варианты включают:
- Регулировка скорости/наклона моторизованного перемещения.
- Саморегулирующийся контроль ширины траверсы.
- Полная или полуавтоматическая замена катушки.
- Подъемники катушек для работы с катушками различных размеров и катушками с цилиндрическим отверстием.
Скользящие машины
При производстве фактический размер проволоки будет отличаться от исходного размера волочильного штампа, через который она протягивается. Следовательно, скорость проволоки, пропорциональная квадрату диаметра, не будет соответствовать угловой скорости тянущего блока (см. 9).0011 Рис. B15 ). Проволока будет проскальзывать, когда линейная скорость тянущего блока выше скорости проволоки, которая уменьшается по мере увеличения диаметра проволоки из-за износа матрицы. Термин «скольжение» относится к разнице в процентах скорости вращения шпиля и скорости выхода проволоки.
Большинство первых машин непрерывного волочения были скользящими. Эти волочильные машины имели ряд тянущих шпилей, приводимых в движение с фиксированной скоростью, причем скорость увеличивалась по направлению к чистовому концу машины, чтобы компенсировать удлинение проволоки во время волочения. Проволока проходила через волочильную матрицу и пару раз оборачивалась вокруг тянущего шпиля, прежде чем попасть в следующую матрицу. Этот процесс повторялся до тех пор, пока не был достигнут финишный блок. Не было предпринято никаких попыток синхронизировать скорости троса и тянущего шпиля так, чтобы трос проскальзывал на шпиле. Из-за тепла, выделяемого этим проскальзыванием, и возможности повреждения поверхности проволоки этот процесс сегодня ограничен машинами для мокрого волочения. Проскальзывание между ведущей осью и тросом облегчается за счет ограничения количества витков вокруг тянущей ведущей оси и смачивания поверхности ведущей оси и ведущей оси смазкой для волочения.
Диаметры шпилей для мокрых шликерных волочильных машин, используемых в настоящее время, обычно рассчитаны на постоянное уменьшение на штамп. Уменьшение в каждой матрице ( r ) связано с отношением диаметров проволоки до ( d 0 ) и после ( d f ) матрицы в соответствии с уравнением 1.
Как показано на рисунке, отношение скоростей проволоки до ( В 0 ) и после ( В f ) каждой матрицы обратно пропорционально квадрату отношения диаметра проволоки до ( d 0 ) и после ( d f ) матрицы в соответствии с уравнением 2. отношение диаметров шпиля до ( D 0 ) и после ( D f ) матрицы в соответствии с уравнением 3.
Таким образом, уравнение 4 дает скорость проволоки на выходе из матрицы как функцию скорости проволоки вход в диаметр матрицы и шпиля до и после матрицы.
Например, если машина рассчитана на 15-процентное уменьшение в каждой матрице, соотношение диаметров шпиля до и после каждой матрицы будет равно 0,85, а скорость проволоки на выходе из матрицы будет в 1,18 раза больше скорости проволоки на входе в матрицу. Поскольку обжатие на самом деле не остается постоянным из-за износа матрицы, вытяжка обычно выполняется с увеличением обжатия на 1-2%, что приводит к некоторому проскальзыванию между шпилем и проволокой. Допустимый износ матрицы зависит от величины возможного проскальзывания. Если скорость тянущего шпиля превышает скорость проволоки больше, чем может быть компенсировано проскальзыванием, проволока порвется.
Существует два типа волочильных машин с мокрым шликером: тандемные машины и машины с конусным шпилем. Кабестан и матрицы смазываются погружением с наклоном, погружением затоплением или распылением.
Машины мокрого волочения с двумя шпилями
Они имеют тянущие шпили одинакового диаметра, так что каждый последующий шпилек вращается с заданным увеличением скорости для компенсации удлинения проволоки. Требуемое увеличение скорости встроено в общее передаточное число каждой отдельной ведущей оси. На рис. C15 показана тандемная машина мокрого волочения шпиля с опрокидывающейся погружной смазкой и встроенным горизонтальным намотчиком.
Машины мокрого волочения с коническим шпилем
Они имеют ряд барабанов или шпилей, установленных на одном валу, причем каждый последующий шпилек больше предыдущего, чтобы компенсировать увеличение скорости подачи проволоки (см. рис. D15). Повышение линейной скорости ведущего колеса происходит за счет увеличения диаметра ведущего колеса, установленного на общем приводном валу. Волочильные машины конусного типа могут иметь несколько пар конусов, обеспечивающих от 10 до 32 тяг в машине (см. рис. D15). Каждая последующая пара конусов шпиля имеет одинаковые размеры, но каждый из них приводится в движение с более высокой скоростью вращения. Производство конусов шпилей требует дорогостоящей механической обработки по сравнению с тандемными шпилями, которые имеют одинаковый размер. Однако механические приводы конусов шпиля просты по сравнению со сложными зубчатыми или ременными редукторами, необходимыми для машин с тандемным шпилем. Большинство машин с мокрым шликером, построенных сегодня, относятся к конусному типу.
Наиболее требовательные изделия мокрого волочения (кордная проволока для шин и пружинная проволока) требуют идеального совмещения пути прохождения проволоки с осевой линией штампа. Машины с обычным топорным конусом устроены так, что проволока входит в матрицу каждый раз, когда она проходит от одного конуса к другому (как сверху, так и снизу). Для самых требовательных применений машины изготавливаются только с матрицей на верхнем проходе между конусами. Линия прохода проволоки между шпилями через матрицу перпендикулярна оси конуса, что обеспечивает правильно совмещенный вход в матрицу. Нижний проход используется для горизонтального смещения между ступенями на конусах. Преимущество этой системы заключается в большем времени охлаждения между проходами штампа. В большинстве скользящих волочильных машин конечным шпилем является сухой шпиль, в котором используется достаточное количество витков проволоки, чтобы обеспечить положительное тяговое усилие без проскальзывания. Этот последний шпиль может охлаждаться водой.
В машинах для волочения с мокрым шликером штампы, проволока и скользящие поверхности шпилей должны постоянно снабжаться свежей смазкой для волочения. Для этого используются три основных метода: погружение с наклоном, погружение в затопление и распыление. В машине для волочения с мокрым шликером с наклонным погружением смазка содержится в контейнере, похожем на ванну, а волочильные конусы наклоняются или вращаются в смазке во время работы. Во время натяжения оси шпиля горизонтальны, а во время волочения — вертикальны (см. РИС. D15). Заливка шпилей смазкой используется, когда сложность волочильного станка не позволяет легко опрокидывать или вращать шпили в ванне со смазкой. Водонепроницаемые дверцы крепятся к передней части машины, и смазка закачивается до уровня, покрывающего шпили. В качестве альтернативы шпили просто погружаются в ванну, наполненную смазкой, которую сливают, чтобы получить доступ к шпилям для натяжения. Системы распылительного типа обычно используются только для сверхтонкого волочения проволоки. В этом случае постоянный поток смазки подается на заднюю часть матрицы и шпили. Полное покрытие шпилей наклоном или затоплением является предпочтительным методом для большинства применений.
Смазка для волочильных машин с мокрым шликером может поставляться из общей центральной системы управления смазочными материалами, или машина может получать смазку из местного резервуара. Охлаждение смазки, фильтрация для удаления загрязняющих веществ и добавление биоцида для контроля роста бактерий являются обычными методами обслуживания смазки. На самом деле целью должно быть правильное управление температурой, а не охлаждение. Некоторые проволочные заводы считают, что нагреватели, установленные в смазке, повышают производительность после остановки стана, потому что волочение можно начать со смазкой при оптимальной температуре.
УЗНАТЬ БОЛЬШЕ
Советы по рисованию проволоки — Сообщество производителей ювелирных изделий Ganoksin
Хитрость при рисовании проволоки вручную заключается в том, чтобы ухватить плоскогубцами конический конец, выступающий из передней части фильеры, таким образом, чтобы образовался зазор около 5 мм; движения вперед и назад к тяговой плите. Придвиньте щипцы к пластине так, чтобы, когда вы начнете тянуть, было небольшое движение, прежде чем проволока начнет проходить через пластину.
Если он начнет тянуть рывком, то инерция будет тянуть проволоку, и пока вы продолжаете двигаться, она не сломается. Если вы не начнете с этого рывка (обычно получаемого путем сгибания рук в локтях и отбрасывания тела назад до тех пор, пока его вес не начнет двигаться назад), вам может быть трудно начать его. Чтобы найти правильное отверстие для проволоки, возьмите задний конец проволоки и проверьте его в передних отверстиях тяговой плиты. Когда вы найдете отверстие, в которое он не влезет, то правильное отверстие будет следующим внизу.
Для изготовления конуса на конце проволоки можно напилить конусообразный паз в плоский скат на верстачном штифте, уложить в него конец проволоки и вращать его, пока напиливается деревянный скос. Это автоматически создает гладкую и равномерную конусность, и именно так конусообразно сужаются стержни, когда нужно сделать только один или два раза.
Ганоксин спонсируется
Более простой метод сужения, который одновременно несколько упрочняет острие и предотвращает его легкое разрушение во время волочения, заключается в ступенчатой прокатке острия в проволочных валках ручного прокатного стана. Слегка заверните конец, вытяните его и снова вставьте на 9.0° в первом направлении, затем перейдите к следующему наименьшему отверстию и проделайте то же самое, но не так глубоко на проводе. Продолжайте в том же духе, пока не получите гладкую конусообразную точку. Трубку также можно скрутить, чтобы получить конус на конце для волочения. Конический конец можно припаять для большей прочности.
Люди используют пчелиный воск или масло в качестве смазки. Я предпочитаю масло.
Если вам нужно всего несколько отверстий в фильере необычной формы, одно из них можно сделать из старого напильника, отжечь, просверлить и зашлифовать, а затем придать нужную форму. Отверстия должны сужаться к задней части и быть максимально отполированными. Гибкий вал полезен для этой работы. Однако можно купить дышла у таких компаний, как TSI (см. список) за 10,00 и меньше, что можно сделать приемлемым, немного поработав с зубочисткой в гибком валу и немного пасты для полировки стали. В конце концов, лучше купить хорошо сделанный. Для труб больших размеров можно изготовить тяговую пластину из твердого дерева, нейлона или Delrin® для протягивания всего нескольких отверстий.
Можно получить различные формы, используя квадратную и круглую плиту. Проволока изначально имеет круглую или квадратную форму и стягивается вместе с частыми отжигами до тех пор, пока не будет достигнута правильная форма. Например, квадратную или круглую проволоку сплющивают, сгибают, спаивают, чтобы замкнуть «петлю», и протягивают через квадратное отверстие в фильере, чтобы получить две треугольные проволоки. Нужно работать с осторожностью, чтобы заставить эту технику работать хорошо. Можно сделать полукруглую проволоку, свернув круглую проволоку в толстый лист меди на мельнице, и тогда круглая проволока станет полукруглой, хотя и с небольшой текстурой на поверхности.
Ганоксин спонсируется
Задняя часть тягового щитка также служит инструментом для придания трубам конусности, как квадратной, так и круглой формы, если для отверстия сделать соответствующую оправку. Обратите внимание, что инструмент не забивается, а толкается. Ваша тяговая плита стоит больше, чем инструмент для формовки рамок, так что не бейте по ней молотком. Можно также «поэтапно рисовать» как провод, так и трубку, проводя до определенной точки, вытягивая ее обратно так же, как она пришла, а затем переходя к следующему наименьшему отверстию и повторяя процесс. Ричард Модсли очень эффективно использует эту технику при изготовлении ступенчатых труб для своих изделий сложной конструкции.
Простое деревянное устройство может быть сконструировано для удержания тяговых плит на конце верстака или может состоять из двух стальных стержней, вставленных в верстак, за которые можно тянуть. Это освобождает тиски для других целей.
Во многих культурах человек садится на землю, подтягивает колени, прижимает к ступням лебедку, а затем выпрямляет ноги, чтобы натянуть проволоку. Мышцы ног намного сильнее, чем мышцы рук, и это достаточно эффективно.
Ганоксин спонсируется
Очень полезная скамья для волочения, ее можно сделать из дерева и холста или с лодочной лебедкой и доской. Если вместо брезентового или кожаного ремня используется стальной трос, необходимо принять меры, чтобы конец троса не вылетел и не поранил кого-либо в случае его случайного высвобождения. В азиатско-индийской версии используется рычаг и храповое движение, чтобы натянуть проволоку на резной доске на земле.
Чарльз Льютон-Брейн – © Brain Press Publications
Все права защищены на международном уровне. Авторское право © Чарльз Льютон-Брейн. Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги. Коммерческое использование этой информации запрещено без письменного разрешения Charles Lewton-Brain.
Холоднотянутая стальная проволока — Bekaert.com
Корпоративный
Продукты и приложения
Наши основные компетенции
Преобразование стальной проволоки
Холоднотянутая стальная проволока
Холодное волочение изменяет форму и размер стали, вытягивая материал.
через твердосплавную головку или головку Турка. Часто сталь сначала проходит холодную прокатку, а затем холодное волочение для улучшения ее свойств.
производительность.
В Bekaert у нас есть возможности для одно-, много- и многогранных штампов и головок турка.
Это разнообразие позволяет нам создавать холоднотянутую сталь в точном соответствии с вашими спецификациями.
Кроме того, наш процесс создает минимальное количество брака, а стоимость ниже, чем у него.
было бы выполнить необходимую механическую обработку самостоятельно. Позвоните +1 330-683-5060, чтобы поговорить с экспертом.
Холодное волочение имеет ряд преимуществ, в том числе:
- Точность. Этот процесс может обеспечить более жесткие допуски, чем другие холодные
формовочные методы. Мы можем создавать острые радиусы углов, а также сложные
симметричные и асимметричные профили. - Производительность. Холоднотянутая сталь обладает повышенными механическими свойствами, что
сделать возможной лучшую производительность. Пройдя этот процесс, сталь
сильнее и жестче. - Отделка поверхности. Более гладкая поверхность устраняет дополнительные
операции механической обработки и их стоимость.
Процесс изготовления холоднотянутой стальной проволоки
После того, как снимаем слой окиси железа, стальную проволоку смазываем. Тогда мы
используйте приводной шпиль, чтобы протянуть провод через матрицу, которая уменьшает
диаметр проволоки с жесткими допусками. Дополнительные штампы могут уменьшить
диаметр еще больше. Как только мы достигаем желаемых размеров, мы наматываем
холоднотянутая проволока в соответствии с вашими требованиями к упаковке.
Этот процесс удлиняет стальную проволоку. Кроме того, этот процесс трансформации
положительно влияет на прочность и предел текучести. Это также уменьшает
пластичность.
Запрос информации
Применение холоднотянутой проволоки
Улучшенные механические свойства и улучшенная производительность
производители выбирают холоднотянутую стальную проволоку в качестве одного из своих основных
материалы. В Bekaert мы производим стальную проволоку точно по вашим спецификациям,
а метод холодного волочения обеспечивает лучшую точность.
Изделия из тянутой проволоки очень универсальны и имеют различные области применения.
промышленные и коммерческие установки. Независимо от того, находитесь ли вы в автомобилестроении,
промышленная и потребительская промышленность, многие инструменты, которые вам нужны, полагаются на них
холоднотянутые специальные стальные профили.
Вот несколько примеров того, как компании и их клиенты используют наши
холоднотянутая проволока.
Автомобильный
Холодное волочение обеспечивает материал для многих мелких деталей, которые
автомобильная промышленность использует. Эти приложения включают в себя:
- Стопорные кольца
- Рулевые валы
- Выхлопные хомуты
Сельское хозяйство и оборудование
В сельском хозяйстве проволока используется не только для ограждения. Наш холоднотянутый
Стальные специальные профили становятся такими элементами, как:
- Кабели
- Конструктивные элементы
- Силовые пружины
- Клиновые провода
- Самонарезающие застежки
- Ручной инструмент
- Собачки
- Проволока для рыбной ленты
- Шнековые проволоки
- Грабли
Разнообразный
К прочим изделиям из тянутой проволоки относятся:
- Скрепки
- Спицы для колес
- Решетка
- Стеллаж
- Наклонные стержни для оконных жалюзи
Почему выбирают Bekaert для холоднотянутой проволоки и металлических профилей?
В Bekaert мы можем выполнять несколько процессов холодной штамповки, а также другие
Сервисы. Наша команда обеспечивает квалифицированную поддержку клиентов и имеет обширный
знание многих видов стального проката и волочения, которые мы предоставляем
с использованием ведущего в отрасли оборудования. Мы можем проконсультировать вас по процессам и
сорта материалов для вашего применения. Более того, мы предлагаем их на месте.
Эти возможности приносят вам пользу, потому что мы можем выполнить весь ваш заказ
под одной крышей. Когда вы доверите нам свой бизнес, мы сможем сократить лиды
время, стоимость и потраченные впустую материалы. Эти возможности делают нас отличным
Партнер по развитию вашей компании.
Если у вас есть вопросы о холодном рисовании или любых других наших возможностях, сообщите нам об этом.
Запрос информации
Процесс рисования проволоки и стержня для стали — ISPATGURU
Процесс рисования проводов и стержней для стали
- Satyendra
- 13 ноября 2016 г.
- 0 Комментарии
- ГЛАБОНА. , прутки, круги, нержавеющая сталь, волочение проволоки, катанка, Предел текучести,
Процесс волочения проволоки и стержня для стали
Волочение проволоки из стального стержня — это процесс обработки металла, используемый для уменьшения поперечного сечения стержня. Аналогичным образом из стальных кругов вытягиваются стержни большего диаметра. Во время волочения объем остается прежним и, следовательно, увеличивается длина волоченной проволоки или стержня. Это осуществляется протягиванием проволоки/прутка через один или несколько волочильных волок. В случае серии волочильных штампов последующий волочильный штамп должен иметь меньший диаметр отверстия, чем предыдущий волочильный штамп. Волочение обычно выполняется в круглых сечениях при комнатной температуре, поэтому его относят к процессу холодной обработки. Однако его можно выполнять при более высоких температурах для больших проводов, чтобы уменьшить силы.
Процесс волочения обычно чаще всего используется для получения круглых поперечных сечений, но также можно волочить квадраты и другие формы. Волочение проволоки/прутка является важным промышленным процессом, дающим коммерческие продукты. Изделия из катанки имеют очень широкий спектр применения, в том числе валы для передачи энергии, элементы машин и конструкций, заготовки для болтов и заклепок, электропроводки, тросы, проволочную заготовку для заборов, стержневую заготовку для производства гвоздей, шурупов, заклепок, пружин. и многие другие. Волочение стержней из стального круга применяют для изготовления стержней для механообработки, ковки и других процессов и т. д.
Преимущества волочения в вышеуказанных областях применения включают (i) точный контроль размеров, (ii) хорошее качество поверхности, (iii) улучшенные механические свойства, такие как прочность и твердость, и (iv) возможность адаптации к экономичному серийному или массовому производству.
В процессе волочения поперечное сечение длинного стержня или проволоки уменьшается или изменяется путем протягивания (отсюда и термин волочения) через штамп, называемый волочильным штампом. Протягивание стержня через матрицу осуществляется с помощью силы растяжения, приложенной к выходной стороне матрицы. Пластическое течение обусловлено силой сжатия, возникающей в результате реакции металла с матрицей.
Таким образом, разница между вытягиванием и выдавливанием заключается в том, что при выдавливании материал проталкивается через матрицу, а при вытягивании — вытягивается через нее. Хотя наличие растягивающих напряжений очевидно при вытяжке, сжатие также играет значительную роль, поскольку стальной материал сжимается, когда он проходит через отверстие штампа. По этой причине деформацию, возникающую при вытяжке, иногда называют непрямым сжатием.
Основными технологическими переменными при волочении являются уменьшение площади поперечного сечения, угол штампа, трение на границе раздела штамп-заготовка и скорость волочения. Угол матрицы влияет на силу волочения и качество волоченного продукта.
Основное различие между волочением прутка и волочением проволоки заключается в размере обрабатываемого исходного материала. Волочение стержней — это термин, используемый для волочения стержней из стальных кругов, а волочение проволоки применяется для волочения проволоки из стальной катанки. При волочении возможны размеры проволоки до 0,03 мм.
Скорость волочения стали обычно может достигать 10 метров в секунду для очень тонкой проволоки. На чертеже уменьшение площади поперечного сечения за проход составляет примерно до 45 %. Обычно чем меньше начальное сечение, тем меньше обжатие за проход. Тонкие проволоки обычно вытягиваются с обжатием от 15 до 25 % за проход, а проволоки большего диаметра — с обжатием от 20 до 45 % за проход. Легкое обжатие (калибровочный проход) также может быть выполнено на стержнях для улучшения качества их поверхности и точности размеров.
Волочение стержней из патронов обычно выполняется как единая операция вытягивания, что означает, что патрон протягивается через одно отверстие матрицы. Поскольку начальный патрон имеет большой диаметр, он имеет форму прямого цилиндрического элемента, а не скрученного. Это ограничивает длину стержня, который можно вытянуть. Напротив, проволока вытягивается из катанки в бухтах, состоящих из нескольких сотен метров, и проходит через ряд волочильных волок. Количество штампов обычно варьируется от 4 до 12.
Характеристики процесса волочения проволоки/прутка состоят из (i) протягивания катанки/круглого проката через матрицу для уменьшения ее диаметра, (ii) волочения увеличивает длину проволоки/прутка по мере уменьшения его диаметра, (iii) несколько штампов используются последовательно (в тандеме) для проволоки малого диаметра, (iv) свойства тянутой проволоки/прутка улучшаются благодаря холодной обработке давлением, и (v) состояние проволоки можно контролировать обработкой обжатием, волочением и отжигом.
Поскольку процесс волочения заключается в протягивании стержня или проволоки через матрицу, это приводит к растяжению или удлинению материала наряду с уменьшением площади поперечного сечения. Тяговое усилие ограничено прочностью стального материала. В случае слишком сильного натяжения проволоки/стержня материал рвется. Усилие, необходимое для протягивания проволоки/прутка через матрицу, определяется степенью уменьшения площади поперечного сечения. Чем больше уменьшение, тем больше необходимая сила. Таким образом, можно видеть, что максимально достижимое уменьшение диаметра ограничено пределом текучести вытягиваемой стали.
Предел текучести зависит от состава стали, и обычно уменьшение площади штампа составляет от 15 % до 45 %. Если требуется большее обжатие, то это делается путем протягивания проволоки через ряд матриц, каждая из которых меньше предыдущей. Однако пластическая деформация, испытываемая стальным стержнем/проволокой при протягивании через матрицу, приводит к увеличению твердости и снижению пластичности. Здесь пластичность относится к легкости, с которой сталь может быть деформирована. Поскольку процесс последовательной вытяжки затрудняет уменьшение поперечного сечения, часто необходимо выполнять процесс отжига между последовательными вытяжками, чтобы облегчить процесс деформации стали. С другой стороны, повышенная прочность на растяжение в результате волочения часто рассматривается как очень желательное свойство материала.
Очень маленькие диаметры могут быть получены последовательными операциями волочения через штампы все меньшего диаметра. Отжиг перед каждым набором обжатий позволяет получить большие проценты обжатия. В процессе волочения стали процесс отжига также называется патентированием.
Волочение проволоки обычно выполняется в холодном состоянии, хотя в некоторых случаях стальной стержень/проволока волочатся в горячем состоянии для повышения пластичности. Смазка штампа необходима при холодном волочении для достижения хорошего качества поверхности, а также для увеличения срока службы штампа.
Волочение проволоки включает в себя растяжение металла до требуемой формы, и поэтому считается деформацией, а не процессом удаления. Существенным преимуществом волочения является то, что отходов материала очень мало. Однако это преимущество должно быть сопоставлено с высокой стоимостью штампов и возможной необходимостью проведения отжига для противодействия деформационному упрочнению.
Процесс волочения показан на рис. 1. На рисунке Do — начальный диаметр стержня, а Df — диаметр после волочения. «F» — приложенная сила. «Альфа» — это угол матрицы, а «Lc» — линия контакта.
Рис. 1 Процесс волочения
При протягивании стержня или проволоки через матрицу поперечное сечение уменьшается. Процентное уменьшение площади (% r) определяется следующим уравнением: «% r = 100 x (Ao – Af)/Ao», где «Ao» — начальная площадь, а «Af» — конечная площадь проволоки/прутка. после рисования.
Процесс рисования
Перед собственно рисунком материал, который нужно нарисовать, должным образом подготовлен. Это включает в себя три этапа, а именно (i) отжиг, (ii) очистку и (iii) заострение. Целью отжига является повышение пластичности исходного материала для восприятия деформации во время волочения. Отжиг также иногда необходим между этапами непрерывного волочения. Очистка катанки/кругов требуется для предотвращения повреждения рабочей поверхности и волочильного штампа. Он включает удаление поверхностных загрязнений (например, окалины и ржавчины) с помощью химического травления или дробеструйной обработки. В некоторых случаях после очистки выполняется предварительная смазка рабочей поверхности. Наводка включает уменьшение диаметра начального конца катанки/кругов, чтобы их можно было вставить через волочильную матрицу, чтобы начать процесс. Обычно это достигается обжатием, прокаткой или обточкой. Затем заостренный конец катанки/круглой проволоки захватывается губками каретки или другим устройством, чтобы начать процесс волочения.
В случае волочения проволоки/катанки из нержавеющей стали в первую очередь исследуется поверхность катанки/круглого проката. Это делается путем испытаний на растяжение и твердость, а также измерения диаметра. Подготовку поверхности проводят травлением в кислых (ферритные и мартенситные стали) или щелочных растворах (аустенитные стали). Подготовленную кожу затем покрывают смазкой. Холодное волочение осуществляется через алмазные или карбид-вольфрамовые штампы до достижения желаемого диаметра. Затем проводится очистка от масла/смазки и проволока подвергается термообработке (отжиг при температуре около 1100°С или плюс дрессировка).
Волочильное оборудование
Волочение стержней большего диаметра осуществляется на волочильных станках, состоящих из входного стола, штамподержателя (в котором находится волочильный штамп), каретки и выходной стойки. Каретка используется для протягивания заготовки через волоку. Он приводится в действие гидравлическими цилиндрами или моторизованными цепями. Подставка для штампов часто предназначена для удержания более одного штампа, так что несколько стержней можно одновременно протягивать через соответствующие штампы.
Волочение проволоки осуществляется на машинах непрерывного волочения, которые состоят из нескольких волочильных волок, разделенных накопительными барабанами между волоками. Каждый барабан, называемый шпилем или блоком, приводится в действие двигателем, обеспечивающим надлежащее тяговое усилие для протягивания проволочной заготовки через головку, расположенную выше по потоку. Он также поддерживает умеренное натяжение проволоки, когда она переходит к следующему волоку в серии. Каждая матрица обеспечивает определенное обжатие проволоки, так что желаемое общее обжатие достигается серией. В зависимости от обрабатываемой стали и общего обжатия иногда требуется отжиг проволоки между группами штампов в серии.
Волочильный станок для волочения стержней и непрерывного волочения проволоки показан на рис. 2.
Рис. 2 Волочильный стенд для волочения стержней и непрерывного волочения проволоки
Волочильные матрицы
стержень/проволока показан на рис. 3. Типичная волочильная матрица имеет четыре отличительные области. Этими областями являются (i) вход, (ii) угол подхода, (iii) опорная поверхность (земля) и (iv) задний рельеф. Входная область обычно представляет собой колоколообразную горловину, которая не соприкасается с работой. Форма раструба вызывает увеличение гидростатического давления и способствует поступлению смазки в матрицу, а также предотвращает задиры волочащейся катанки/круглого сечения и поверхности матрицы. Подход — это место, где происходит процесс рисования. Он имеет форму конуса с углом (половинным углом), обычно составляющим от 6 до 20 градусов. Правильный угол варьируется в зависимости от катанки/круглого материала. Несущая поверхность, или площадка, определяет размер конечной волоченной проволоки/прутка. Он создает сопротивление трения проволоки/прутка, а также устраняет повреждения поверхности из-за износа штампа без изменения размеров. Наконец, рельеф спины – зона выхода. Он имеет задний задний угол (полуугол) около 30 градусов. Задний рельеф позволяет стальному материалу немного расширяться, когда проволока покидает матрицу, а также сводит к минимуму истирание, если волочение останавливается или матрица не выровнена.
Рис. 3 Терминология типового штампа
Вытяжные штампы изготавливаются из инструментальной стали или цементированных карбидов. Для горячего волочения применяют штампы из литой стали из-за их высокой износостойкости при повышенных температурах. В штампах для высокоскоростных операций волочения проволоки часто используются вставки из алмаза (как синтетического, так и природного) для поверхностей износа. Цементированный карбид состоит из карбидов титана, вольфрама, никеля, молибдена и тантала. Цементированные карбиды наиболее широко используются для волочильных штампов из-за их превосходной прочности, ударной вязкости и износостойкости. Алмазные матрицы используются для волочения тонкой проволоки диаметром от 2 микрометров до 1,5 мм. Они изготавливаются либо из монокристаллического алмаза, либо в поликристаллической форме с алмазными частицами в металлической матрице (компакты). Поликристаллический алмаз используется для волочения проволоки, имеет более длительный срок службы, высокую устойчивость к износу, растрескиванию или подшипнику. Как твердосплавные, так и алмазные матрицы обычно используются в качестве вставок или наконечников, закрепленных в стальном корпусе.
Механика волочения проволоки
Деформация во время волочения проволоки/прутка зависит от ряда факторов, наиболее важными из которых являются химический состав стали, угол наклона, смазка, скорость волочения и обжатие.
Хотя тот факт, что объем не теряется при деформации, очевиден, на самом деле это очень полезная концепция, которая лежит в основе анализа ряда задач рисования. Одним из наиболее распространенных применений является определение скорости проволоки на разных клетьях и необходимых скоростей ведущего шпиля, которые необходимо использовать. Проще говоря, постоянство объема означает, что объемная скорость проволоки, входящей в матрицу, должна быть такой же, как и на выходе. Поскольку площадь поперечного сечения уменьшается во время волочения, необходимо, чтобы проволока увеличивала скорость для одинакового объемного расхода материала на входе и выходе из матрицы. Объемная скорость определяется как площадь поперечного сечения проволоки, умноженная на скорость проволоки.
При многопроходном волочении скорость проволоки, выходящей из каждой матрицы, должна увеличиваться так, чтобы объемная скорость потока металла была одинаковой во всех штампах. Следовательно, шпили, имеющие угловую скорость, равную скорости выходящей проволоки, используются для протягивания проволоки через матрицу после каждого обжатия. Если этого не сделать, проволока обрывается из-за неравномерного натяжения проволоки между матрицами.
Диаметр проволоки увеличивается по мере износа волочильного штампа в процессе волочения. Следовательно, исходя из постоянства объема, скорость проволоки уменьшается по мере увеличения размера матрицы. Если линейная скорость тянущего шпиля соответствует размеру проволоки новой матрицы, скорость шпиля становится выше скорости проволоки по мере увеличения диаметра проволоки. Эта повышенная скорость шпиля оказывает сильное растягивающее усилие на проволоку, часто разрывая проволоку. Следовательно, шпили в многопроходных волочильных агрегатах сконструированы таким образом, что проволока проскальзывает по шпилю по мере износа матрицы и снижения скорости проволоки. Скольжению способствует ограничение количества витков вокруг тянущего шпиля и смачивание проволоки и поверхностей шпиля смазкой для волочения.
Хотя кажется, что силы и мощность при волочении проволоки можно проанализировать, используя простое натяжение, условия деформации проволоки на самом деле намного сложнее из-за сил сжатия и сопротивления, создаваемых поверхностью матрицы. Сила натяжения представляет собой общую силу, которую необходимо приложить к блоку штампа, чтобы преодолеть трение на поверхности штампа и сопротивление деформируемого стального материала. Поскольку усилие вытягивания передается неподдерживаемым материалом, усилие вытягивания должно быть ограничено, чтобы предотвратить любую пластическую деформацию вне штампа. Таким образом, предел текучести тянутой проволоки представляет собой верхний предел допустимого напряжения волочения. Принятая практика волочения обычно ограничивает напряжение волочения до 60 % предела текучести волоченной проволоки. Напряжение тяги находится путем деления силы тяги на площадь поперечного сечения тянутой проволоки.
В то время как обычно кажется, что работа или энергия, потребляемая на данном волочильном стане, определяется используемым материалом и обжатием, на практике требуемое количество значительно выше. Это связано с неэффективностью, существующей во время деформации, которая в первую очередь определяется углом подхода. Такая неэффективность не вносит никакого полезного вклада в уменьшение площади поперечного сечения и, как правило, служит только увеличению потребности в энергии и неблагоприятному влиянию на качество проволоки/прутка. Общая работа, затрачиваемая на волочильном стане, может быть разделена на три компонента, а именно (i) полезная однородная работа, необходимая для уменьшения поперечного сечения, (ii) работа, необходимая для преодоления сопротивления трения, и (iii) избыточная (неоднородная) работа, необходимая для изменения направление потока.
Однородная работа определяется уклоном (уменьшением) и практически не зависит от угла подхода. С другой стороны, трение и избыточная работа тесно связаны с геометрией штампа и имеют противоположный эффект при изменении угла подхода. При нормальных условиях волочения типичные потери составляют порядка 20 % при работе на трение и около 12 % при избыточной работе.
Избыточная работа и работа трения отрицательно сказываются на свойствах проволоки в дополнение к увеличению энергии, необходимой для волочения. Одним из следствий этого является неоднородность механических свойств по поперечному сечению проволоки. Поскольку избыточные и фрикционные деформации сосредоточены вблизи поверхности проволоки, более высокие уровни деформационного упрочнения приводят к поверхностным и приповерхностным слоям (аналогично дрессировке) и больше, чем деформация, возникающая в результате уменьшения поперечного сечения. Кроме того, избыточная деформация отрицательно влияет на пластичность.
Пластичность обратно пропорциональна деформации и, следовательно, избыточная деформация также ограничивает количество проходов и максимальное обжатие, которое может быть достигнуто перед отжигом. Даже если это не приводит к проблемам волочения, результирующая потеря пластичности может привести к растрескиванию в последующих процессах формования, таких как гибка и холодная высадка.
Слои на поверхности проволоки/прутка обычно не только изменяются в поперечном сечении, но и деформируются при сдвиге из-за сопротивления поверхности матрицы. Даже для хорошо отполированных поверхностей штампов и гидродинамической смазки всегда присутствует определенная работа трения. Работа трения преобладает при малых углах штампа, когда поверхностное сопротивление увеличивается в результате большей длины контакта в зоне приближения для данного уменьшения. Работу трения можно уменьшить, используя больший угол подхода и, в меньшей степени, улучшая смазку или состояние поверхности штампа. Хотя силы трения также связаны с нагрузкой на пресс-форму, обычно предпринимается мало усилий для контроля трения путем ограничения обжатия, поскольку для этого требуются дополнительные клети. Вместо этого обычной практикой является оптимизация угла въезда и эффективности смазки.
Когда проволока входит в зону подхода волочильного штампа, слои материала вблизи поверхности деформируются за счет уменьшения площади и изменения направления потока, т. е. изгибаются в соответствии с изменением направления, идущего из зоны подхода в зону подшипника умереть. Избыточная деформация, как и деформация трения, распределяется по проволоке неравномерно и обычно максимальна на поверхности с соответствующим увеличением твердости. Избыточной деформации способствуют большие углы матрицы, поскольку материал, находящийся дальше от центральной линии, претерпевает более резкое изменение направления, чем материал, расположенный ближе к центральной линии, и, следовательно, испытывает более высокие уровни деформации. Избыточная деформация влияет на уровень остаточных напряжений в тянутой проволоке. По мере увеличения угла подхода градиент деформации между поверхностью и осевой линией также увеличивается. Это приводит к постепенному увеличению растягивающих напряжений на поверхности и сжимающих напряжений в сердцевине. Во время волочения возникает обратный эффект, и из-за высоких уровней растягивающих напряжений, возникающих в сердцевине проволоки, могут развиваться центральные разрывы.
Выбор правильного угла матрицы имеет решающее значение для успеха любой операции волочения проволоки. Основываясь на том факте, что работа трения увеличивается с уменьшением угла матрицы, а избыточная работа увеличивается с увеличением угла матрицы, должен существовать оптимальный угол подхода. Оптимальный угол подхода сводит к минимуму как трение, так и избыточную работу и, как следствие, усилие волочения. В дополнение к минимизации требований к усилию, оптимальный угол матрицы также обеспечивает улучшенное качество поверхности и отделку.
Геометрия рабочей части (зоны подвода) штампа является ключевым фактором волочения проволоки. Эта геометрия может быть определена дельта-фактором, который представляет собой отношение дуги окружности, охватывающей средние точки поверхности матрицы, к длине контакта между проволокой/прутком и матрицей. Низкие значения дельты (небольшой полуугол или более высокое уменьшение площади) указывают на больший эффект трения и нагрев поверхности из-за более длительного контакта проволоки и стержня в зоне подхода. Более высокие значения дельты (большой полуугол или меньшее уменьшение площади) указывают на повышенный уровень избыточной деформации и поверхностного упрочнения из-за чрезмерного изменения направления во время потока через головку. Большая дельта часто приводит к большей склонности к образованию пустот и разрыву центра. Значения дельты 1,50 хорошо работают во многих коммерческих операциях рисования, в то время как дельта-факторы выше 3,0 следует избегать в целом.
Волочильные штампы могут отводить лишь небольшое количество тепла, поэтому необходимо уделять должное внимание межпроходному охлаждению, особенно на более поздних стадиях обжатия. Хотя часть тепла передается на головку, большая часть тепла остается в проволоке, и попытки использовать охлаждение матрицы для снижения температуры проволоки оказались в значительной степени безуспешными. Различные исследования эффективности охлаждения головки показали, что головка обычно отводит менее 5–20 % тепла, выделяемого в проволоке. Это связано с тем, что данный участок проволоки контактирует с поверхностью штампа всего тысячные доли секунды. Несмотря на то, что матрица должна отводить от проволоки лишь минимальное количество тепла, температуру матрицы нельзя игнорировать, и часто необходимо охлаждение корпуса матрицы. Это особенно актуально при использовании карбидных вставок в стальном корпусе из-за большой разницы в коэффициентах теплового расширения.
Эмпирическое правило для увеличения температуры за один проход при сухом волочении (кроме первого штампа) составляет от 60 до 80 °C для мягких сталей и от 100 до 160 °C для высокоуглеродистых сталей. Эти значения уменьшаются вдвое для мокрого волочения. Обычно используются три режима охлаждения проволоки: (i) прямое охлаждение, когда вода или охлаждающая жидкость распыляются на проволоку, выходящую из матрицы или на приемный шпиндель, (ii) непрямое охлаждение, когда вода или охлаждающая жидкость распыляется на корпус матрицы или циркулирует внутри кожуха матрицы или натяжного блока, и (iii) продувка воздухом, когда нагнетаемый воздух воздействует на проволоку на блоке или кабестане.
Межпроходное охлаждение часто использует прямое водяное охлаждение проволоки, выходящей из волочильного штампа, и использование остаточного тепла проволоки для удаления остатков воды путем испарения. Прямое охлаждение в сочетании с внутренним охлаждением блока может снизить температуру проволоки ниже 120°C, что является приемлемой начальной температурой для следующего обжатия. Важно предотвратить окисление и загрязнение внутренних поверхностей блоков, чтобы сохранить хороший теплообмен между горячей проволокой и охлаждающей водой. Эффективные средства охлаждения тянутой проволоки (i) гарантируют, что проволока входит в матрицу как можно более холодной, (ii) избегают сильного обжатия, (iii) используют наилучшую возможную смазку, (iv) рассматривают возможность использования обратного натяжения, (v) увеличивают временные интервалы между сокращениями, (vi) увеличить количество витков на блоке и (vii) увеличить диаметр блока.
Двумя основными переменными, влияющими на срок службы матрицы, являются давление и температура. Давление, действующее на матрицу при волочении проволоки, намного ниже, чем при других операциях холодной штамповки. Следовательно, температура часто является гораздо более важным фактором в управлении сроком службы матрицы. Хотя кажется логичным, что износ происходит равномерно по всей зоне подхода, на практике это не так. Максимальный износ (измеряемый потерей объема) обычно происходит в точке, в которой проволока/пруток впервые соприкасается с матрицей. Там образуется глубокий кольцевой кратер, который обычно называют «износным кольцом». Звон возникает из-за того, что плоскость соприкосновения проволоки/прутка с матрицей колеблется относительно среднего положения из-за неравномерности размера и вибрации проволоки. В результате узкая зона отверстия штампа подвергается циклической нагрузке с возможным подкожным разрушением из-за усталости.
После образования компенсационного кольца деформация может произойти до точки контакта волочильного штампа. Это называется «вздутием» и возникает из-за подпора или опрокидывания приповерхностных областей проволоки, когда контакт происходит в месте расположения компенсационного кольца в матрице. Вздутие, возникающее в начальной точке контакта в горловине матрицы, ограничивает попадание смазки в матрицу и ускоряет ее износ. Меньший износ происходит по длине контакта зоны подхода, хотя и здесь износ неравномерный и часто приводит к овальной, а не круглой поверхности износа.
Проволока, скользящая по рабочей поверхности волочильного штампа, вызывает износ волочильного штампа, так что износ зависит от площади поверхности проволоки и, следовательно, от длины проволоки, проходящей через волочильный штамп. Часто срок службы матрицы измеряется с точки зрения веса волоченной проволоки или времени волочения. Однако такие измерения должны быть преобразованы в длину волоченной проволоки, чтобы получить основные показатели износа штампа. Следовательно, практической мерой срока службы матрицы является средняя длина проволоки, вытянутой на единицу увеличения диаметра матрицы. Как правило, стали с высоким пределом текучести более устойчивы к износу. Однако недавние исследования показали, что твердость штампа не влияет на износ штампа, то есть увеличение твердости материала штампа не приводит к существенному увеличению срока службы штампа.
Дефекты волочения
Дефекты волоченой проволоки/катанки могут быть связаны с дефектами исходного материала (швы, полосы и трубы) или могут быть вызваны процессом деформации.
Типичными дефектами тянутой проволоки/прутка являются трещины в центре. Разрыв или растрескивание центра дефекта (чеканка) происходит при малых углах штампа при низком обжатии. Центральные трещины могут возникать в тянутых изделиях из-за большего угла штампа, меньшего обжатия за проход, трения и т. Д. Другим важным типом дефекта волочения являются швы, которые представляют собой продольные царапины или складки на материале. Швы могут разойтись во время последующих операций формовки (таких как осадка, высадка, накатка резьбы или изгибание стержня или проволоки), что может вызвать серьезные проблемы с контролем качества. Различные другие поверхностные дефекты (такие как царапины и следы штампа) также могут быть результатом неправильного выбора параметров процесса, плохой смазки или плохого состояния штампа.
