Расчет резьбовых калибров: 6.4. Расчет исполнительных размеров пр и не резьбовых калибров-пробок для внутренней резьбы (гайки) м16×1,5 – 7g
Содержание
6.4. Расчет исполнительных размеров пр и не резьбовых калибров-пробок для внутренней резьбы (гайки) м16×1,5 – 7g
Строят
схему расположения поля допуска
резьбового отверстия. По ГОСТ
24705-81 определяют основные размеры резьбы
М16×1,5 –
7G:
наружный диаметр D=16
мм; средний диаметр D2=15,026
мм; внутренний диаметр D1=
14,376 мм.
По
ГОСТ 16093-81 находят предельные отклонения
диаметров резьбы: нижнее отклонение D,
D2,
D1EI=+32
мкм; верхнее отклонение D2ES=
+268 мкм; верхнее отклонение D1ES=
+407 мкм.
Строят
схему расположения полей допусков
резьбовых калибров-пробок по диаметрам
D2,
D
и D1.
По ГОСТ 24997-81 (см. табл. 42, 43, 44) определяют
отклонения и допуски калибров и наносят
их на схемы (рис. 32, 33).
32, 33).
Рис.
32 Схема расположения полей допусков
резьбового отверстия
и
проходных и непроходных калибров пробок,
отклонения
гайки даны на профиль (радиус),
а
отклонения калибров – на диаметр.
Расчет
проходного калибра-пробки по наружному,
среднему и внутреннему диаметрам ведется
соответственно от наименьших наружного
Dmin,
среднего D2min
и внутреннего D1min
диаметров гайки. Расчет непроходного
калибра-пробки ведется: по наружному
диаметру – от размера, равного сумме
наибольшего среднего D2max
диаметра гайки, и плюс удвоенной высоты
головки профиля F;
по среднему диаметру – от наибольшего
среднего D2max
диаметра гайки; по внутреннему –
аналогично проходному калибру от
наименьшего внутреннего D1min
диаметра гайки.
Расчет
исполнительных размеров резьбовых
калибров-пробок ведут в соответствии
с обозначениями параметров резьбы и
резьбовых калибров, то есть определяют
наибольшие предельные диаметры резьбы
калибра. Верхнее отклонение диаметров
резьбы калибра при этом будет равно
нулю, а нижнее – отрицательное и равно
по величине допуску на изготовление
калибра.
Рис.
33. Схема расположения полей допусков
резьбового
отверстия
и калибров пробок ПР и НЕ
Для
ПР резьбового калибра-пробки по формулам
приведенным в табл. 41:
Наибольший
предельный наружный диаметр
d=D
+ EI+
Z+
T=16+0,032+0,016+0,14
= 16,062 мм.
Наибольший
предельный средний диаметр
d=D
+EI+Z+
=15,026
+ 0,032 + 0,016 +0,007 =15,081 мм.
Наибольший
предельный внутренний диаметр
d=
D
+EI
–
= 14,376 + 0,032 – 0,210 = 14,198 мм.
Значение
см. табл. 43.
Определяют
допуски на изготовление проходного
калибра (см. рис. 32, 33). Допуск наружного
диаметра ПР резьбового калибра-пробки
Td
= 2T
= 2 × 0,014 = 0,028
мм.
Допуск
среднего диаметра ПР резьбового
калибра-пробки
Td=
T
= 0,014 мм.
Исполнительные
размеры ПР резьбового калибра-пробки:
наружный
диаметр 16,062мм;
средний
диаметр 15,081мм;
внутренний
диаметр 14,198 max
по канавке или радиусу.
Размер
изношенного резьбового калибра-пробки
по среднему диаметру:
d=
D+
EI+
Z
– W=
15,026 + 0,032 + 0,016 – 0,021 = 15,053 мм.
Для
НЕ резьбового калибра-пробки:
наибольший
предельный наружный диаметр
d=D+ES+2F++T=15,026+0,268+0,3
+0,007+0,014=15,615мм;
наибольший
предельный средний диаметр
d=
D
+ES
+T=
15,026 + 0,268 + 0,014 + = 15,308 мм;
наибольший
предельный внутренний диаметр
d=
D
+EI
–= 14,376 + 0,032 – 0,210 = 14,198 мм.
В
соответствии с рис. 32 и 33 определяют
допуски на изготовление непроходного
калибра. Допуск наружного диаметра НЕ
резьбового калибра-пробки
Td
= 2T
= 2 × 0,014 = 0,028
мм.
Допуск
среднего диаметра НЕ резьбового
калибра-пробки
Td=
T
= 0,014 мм.
Исполнительные
размеры НЕ резьбового калибра-пробки:
наружный
диаметр 15,615мм;
средний
диаметр 15,308мм;
внутренний
диаметр 14,198 max
по канавке или радиусу.
Размер
изношенного НЕ резьбового калибра-пробки
по среднему диаметру:
d=
D
+ES
+
–W=
15,026 + 0,268 + 0,007 – 0,015 = 15,286 мм.
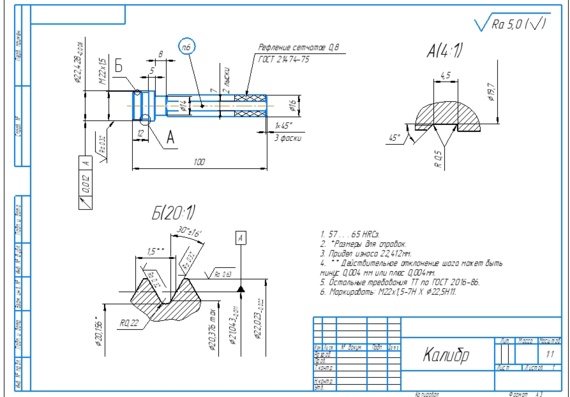
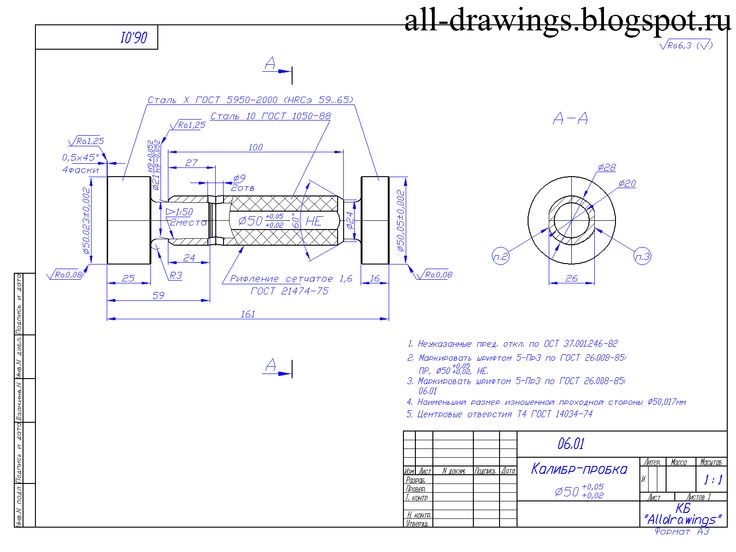
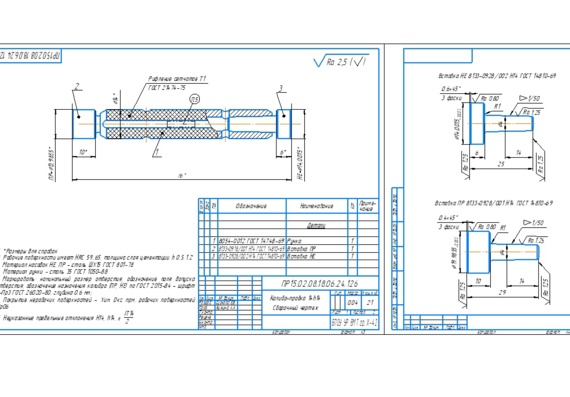
Чертеж
калибра-пробки оформляется в соответствии
с ГОСТ, ЕСКД (рис. 34). Конструкция и
основные размеры резьбовых калибров
определяются по ГОСТ 17756-72; ГОСТ 17767-72.
Технические требования по ГОСТ 2016-86. На
чертежах калибров-пробок надо дать
изображение профиля резьбы калибра в
увеличенном масштабе с простановкой
исполнительных размеров диаметров,
шага и половины угла профиля резьбы с
допустимыми отклонениями, шероховатости
поверхностей (см. рис. 28, 29).
Конструктивные
размеры резьбовых проходных калибров-пробок
приведены в табл. 48, 49; непроходных – в
табл. 50.
Рис.
34. Исполнительные размеры резьбового
калибра пробки ПР и НЕ
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы.
|
⇐ ПредыдущаяСтр 13 из 16Следующая ⇒
Известно два метода контроля резьбы: поэлементный и комплексный [1, 4]. Поэлементный контроль реализуется универсальными и специальными измерительными приборами и устройствами. Он является точным, но более трудоемким. Однако метод позволяет вскрыть причины брака, так как при контроле измеряются погрешности обработки по всем конструктивным параметрам резьбы (см. условие годности болта в подразд. 5.4). Комплексный контроль также является точным, менее трудоемким, однако не вскрывает причины брака. Он состоит в сравнениидействительного профиля резьбы с наибольшим и наименьшим предельными контурами (по чертежу), которые имеют предельные резьбовые калибры – кольцо (скоба) и пробка. Этот метод применяют в крупносерийном и массовом производстве, поскольку резьбовые калибры являются дорогими точными изделиями и предназначены для контроля конкретной резьбы по чертежу, т. В курсовой работе студент проектирует предельные резьбовые калибры – кольцо и пробку. Контрольные калибры в курсовой работе не рассматриваются. Ниже приведен пример расчета предельных калибров для контроля деталей резьбового соединения М16 – 6Н/6g – R. Выполним схему полей допусков резьбовых калибров (рис. 7.5), совместив ее со схемой допусков болта и гайки по среднему диаметру ГОСТ 24997-81.
Рисунок 7.5 – Схема расположения полей допусков по среднему диаметру D2 (d2) болта и гайки резьбы М16 – 6Н/6g – R и резьбовых предельных калибров кольца и пробки Покажем на схеме параметры T PL; z PL; W GO; W NG; T R; z R [4, табл. Выполним эскизы профиля резьбового калибра-пробки по проходной и непроходной сторонам (рис. 7.6).
Рисунок 7.6 – Профиль резьбы калибра-пробки Рассчитаем исполнительные размеры калибра-пробки по формулам, приведенным в ГОСТ 24997-81 или [4, табл. 2.12]. Калибр пробка-проходная (номер вида калибра 21 [4, табл. 2.12]): Наружный диаметр (16 + 0 + 0,016) ± 0,012 = = 16,016 ± 0,012; средний диаметр (14,701 + 0 + 0,016) ± 0,012 = = 14,717 ± 0,012; внутренний диаметр по канавке или радиусу 13,835 + 0 – 0,29 = 13,545 не более; средний предельно изношенный диаметр 14,701 + 0 0,021 = 14,696 не менее. Калибр-пробка непроходная (номер вида калибра 22 [4, табл. 2.12]): наружный диаметр = = (14,701 + 0 + 0,212 + 0,012 + 0,4) ± 0,012 = 15,325 ± 0,012; средний диаметр = = (14,701 + 0 + 0,212 + 0,012) ± 0,012 = 14,925 ± 0,012; внутренний диаметр по канавке или радиусу 13,835 + 0 – 0,29 = 13,545 не более; средний предельно изношенный диаметр = = 14,701 + 0 + 0,212 + 0,012 – 0,015 = 14,910, где Н – высота исходного треугольника резьбы; F1 – расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы калибра, в нашем примере F1 = 0,2 мм [4, табл. Параметры калибра-пробки даны на рис. 7.5. Выполним эскизы профиля резьбового калибра-кольца – проходного и непроходного (рис. 7.7).
Рисунок 7.7 – Профиль резьбы рабочего калибра-кольца
Рассчитаем исполнительные размеры калибра-кольца по формулам, приведенным в ГОСТ 24997-81. Калибр-кольцо проходное (номер вида калибра 1 [4, табл. 2.11]): наружный диаметр = 16 + (–0,071) + 0,018 + = 16,019 не менее; средний диаметр = [14,701 + (–0,071) – 0,008] ± 0,009 = 14,622 ± 0,009; внутренний диаметр (13,835 – 0) ± 0,009 = 13,835 ± 0,009. Калибр-кольцо непроходное (номер вида калибра 11 [4, табл. 2.11]): наружный диаметр по канавке или радиусу = 16 + (–0,071) + 0,023 + = 16,023 не менее; средний диаметр = = (14,701 – 0,071 – 0,117 – 0,009) ± 0,009 = 14,504 ± 0,009; внутренний диаметр = = (14,701 – 0,071 – 0,117 – 0,009 – 0,4) ± 0,009 = 14,104 ± 0,009, где H/2 = 0,072 [4, табл. Параметры калибра-кольца приведены на рис. 7.5. Выполним эскиз резьбы калибра пробки или калибра-кольца с простановкой исполнительных размеров. Студент выполняет чертежи калибра-кольца, если последняя цифра зачетной книжки четная или оканчивается на «0». Эскиз калибра-пробки выполняет студент, если последняя цифра его зачетной книжки нечетная. Конструкцию и основные размеры резьбовых калибров студент выбирает по ГОСТ 17756-72, ГОСТ 17767-72. Технические требования на изготовление резьбовых калибров и маркировка изложены в стандарте ГОСТ 2016-86. На чертеже калибра студент приводит общий вид, полный и укороченный профиль со всеми размерами, отклонениями и шероховатостью поверхностей. ⇐ Предыдущая78910111213141516Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Организация работы процедурного кабинета Области применения синхронных машин Оптимизация по Винеру и Калману | ||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 181; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|

 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 е они не универсальные.
е они не универсальные. 2.8].
2.8]. 2.6].
2.6]. 2.5]
2.5] su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.011 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.011 с.)Размеры резьбовых калибров пробок
Взамен
ГОСТ 10278-62
МКС 17.040.30 ОКП 39 3191
Постановлением Государственного комитета СССР по стандартам от 18 ноября 1981 г. № 4991 дата введения установлена
01.01.83
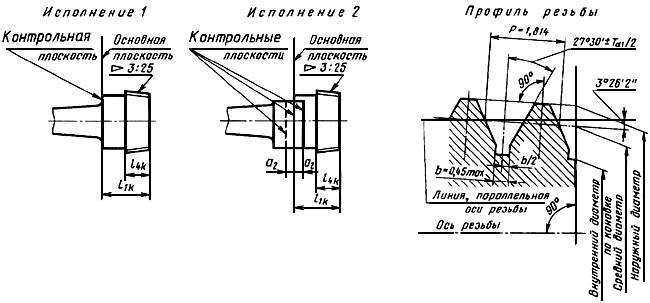
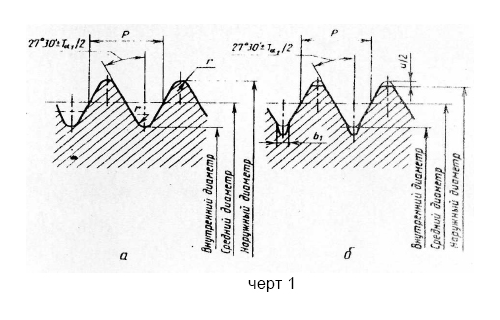
Настоящий стандарт распространяется на резьбовые и гладкие калибры для контроля упорной резьбы с профилем и основными размерами по СТ СЭВ 1781—79, допусками по СТ СЭВ 2058—79 и устанавливает профиль резьбы длину рабочей части, допуски и формулы для расчета размеров резьбовых и гладких калибров.
Настоящий стандарт полностью соответствует СТ СЭВ 2648—80.
ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
2.1. Номера видов калибров, их наименования и назначение — по ГОСТ 24939—81.
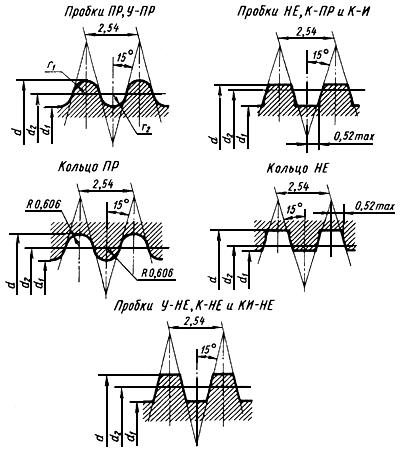
2.2. Калибры-пробки КПР-ПР (2), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16), ПР (21) должны иметь полный профиль резьбы в соответствии с черт. 1, калибры-кольца вида 1 — полный профиль резьбы в соответствии с черт. 2.
1, калибры-кольца вида 1 — полный профиль резьбы в соответствии с черт. 2.
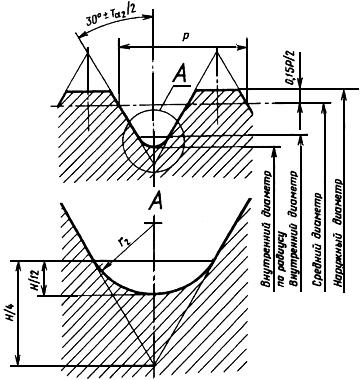
Черт. 2
Черт. 1
С. 3 ГОСТ 10278-81
2.3 Полный профиль резьбы калибров-пробок КПР-ПР (2), КНЕ-ПР (12), КНЕ-НЕ (13), КИНЕ (16) и ПР (21) выполняется с канавкой Ь2. Профиль впадин резьбы указанных калибров-пробок в зоне ас (черт. 1) не устанавливается.
Размеры ас и R относятся к номинальному профилю резьбы и должны соответствовать указанным в табл. 1.
Таблица 1 мм
| р | ас = 0,1177677» | R = 0,1242717» | bt = b2 = 0,263841Р | е = 0,1099647» |
| 2 | 0,236 | 0,249 | 0,53 | 0,220 |
| 3 | 0,353 | 0,373 | 0,79 | 0,330 |
| 4 | 0,471 | 0,497 | 1,06 | 0,440 |
| 5 | 0,589 | 0,621 | 1,32 | 0,550 |
| 6 | 0,707 | 0,746 | 1,58 | 0,660 |
| 7 | 0,824 | 0,870 | 1,85 | 0,770 |
| 8 | 0,942 | 0,994 | 2Д1 | 0,880 |
| 9 | 1,060 | 1,118 | 2,38 | 0,990 |
| 10 | 1,178 | 1,243 | 2,64 | 1,100 |
| 12 | 1,413 | 1,491 | 3,17 | 1,320 |
| 14 | 1,649 | 1,740 | 3,69 | 1,539 |
| 16 | 1,884 | 1,988 | 4,22 | 1,759 |
| 18 | 2,120 | 2,237 | 4,75 | 1,979 |
| 20 | 2,355 | 2,485 | 5,28 | 2,199 |
| 22 | 2,591 | 2,734 | 5,80 | 2,419 |
| 24 | 2,826 | 2,982 | 6,33 | 2,639 |
| 28 | 3,297 | 3,480 | 7,39 | 3,079 |
| 32 | 3,769 | 3,977 | 8,44 | 3,519 |
| 36 | 4,240 | 4,474 | 9,50 | 3,959 |
| 40 | 4,711 | 4,971 | 10,55 | 4,399 |
| 44 | 5,182 | 5,468 | 11,61 | 4,838 |
| 48 | 5,653 | 5,965 | 12,66 | 5,278 |
Примечания:
1. Размеры R, Ьх, Ь2, ас являются исходными для проектирования резьбообразующего инструмента и не подлежат обязательному контролю.
Размеры R, Ьх, Ь2, ас являются исходными для проектирования резьбообразующего инструмента и не подлежат обязательному контролю.
2. Числовые значения размеров R, bv b2, ас, относящиеся к действительному профилю резьбы калибра, в необходимых случаях могут быть рассчитаны по формулам, указанным в приложении.
2.4. Полный профиль резьбы калибра-кольца ПР (1) выполняется с канавкой bv Форма канавки произвольная. Размер Ъх относится к номинальному профилю резьбы. Размеры Ь1 и е должны соответствовать указанным в табл. 1.
2.5. Калибры-пробки КПР-НЕ (3), К-И (6), НЕ (22) должны иметь укороченный профиль резьбы в соответствии с черт. 3, калибр-кольцо вида НЕ (11) — укороченный профиль в соответствии с черт. 4.
2.6. Укороченный профиль резьбы калибров должен выполняться с размерами b3, Fv F3, указанными в табл. 2. Форма канавки произвольная.
Таблица 2 мм
| р | Р, = ОДР | Ъг | F; | |
| Номин. | Пред. откл. | |||
| 2 | 0,2 | 0,75 | +0,12 | От 0,40 до 0,60 |
| 3 | 0,3 | 1,12 | +0,19 | От 0,60 до 0,90 |
| 4 | 0,4 | 1,50 | +0,25 | От 0,80 до 1,20 |
| 5 | 0,5 | 1,87 | +0,32 | От 1,00 до 1,50 |
| 6 | 0,6 | 2,43 | +0,19 | От 1,20 до 1,50 |
| 7 | 0,7 | 2,84 | +0,22 | От 1,40 до 1,75 |
| 8 | 0,8 | 3,25 | +0,25 | От 1,60 до 2,00 |
| 9 | 0,9 | 3,65 | +0,28 | От 1,80 до 2,25 |
| 10 | 1,0 | 4,06 | +0,31 | От 2,00 до 2,50 |
| 12 | 1,2 | 4,87 | +0,38 | От 2,40 до 3,00 |
| 14 | 1,4 | 5,68 | +0,44 | От 2,80 до 3,50 |
| 16 | 1,6 | 6,49 | +0,50 | От 3,20 до 4,00 |
| 18 | 1,8 | 7,30 | +0,57 | От 3,60 до 4,50 |
| 20 | 2,0 | 8,11 | +0,63 | От 4,00 до 5,00 |
| 22 | 2,2 | 8,92 | +0,70 | От 4,40 до 5,50 |
| 24 | 2,4 | 9,74 | +0,75 | От 4,80 до 6,00 |
| 28 | 2,8 | 11,36 | +0,88 | От 5,60 до 7,00 |
| 32 | 3,2 | 12,98 | +1,00 | От 6,40 до 8,00 |
| 36 | 3,6 | 14,60 | +1,14 | От 7,20 до 9,00 |
| 40 | 4,0 | 16,23 | +1,25 | От 8,00 до 10,00 |
| 44 | 4,4 | 17,85 | +1,38 | От 8,80 до 11,00 |
| 48 | 4,8 | 19,45 | +1,53 | От 9,60 до 12,00 |
Примечание. Вместо размера Ь3 допускается контролировать высоту F3.
Вместо размера Ь3 допускается контролировать высоту F3.
Величина F{ является справочной и служит для расчета наружного и внутреннего диаметров резьбы калибров с укороченным профилем и непосредственному контролю не подлежит.
2.7. Длина резьбы рабочей части резьбовых калибров не должна быть менее величин, указанных в табл. 3.
Таблица 3
| Обозначение (номер вида калибра) | Длина резьбы рабочей части калибра, мм | ||
| ЗР | 0,81Vk | 0,81Vk+P | |
| ПР(1) | — | 0,8Ук | — |
| КПР-ПР (2) | — | — | 0,8(Vk+p |
| КПР-НЕ (3) | 3 Р | — | |
| К-И (6) | ЗР | — | — |
| НЕ (11) | ЗР | — | — |
| КНЕ-ПР (12) | ЗР | — | — |
| КНЕ-НЕ (13) | ЗР | — | — |
| КИ-НЕ (16) | ЗР | — | — |
| ПР (21) | — | 0,8Ук | — |
| НЕ (22) | ЗР | — | — |
2. 8. Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы не должна быть менее величин, указанных в табл. 4.
8. Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы не должна быть менее величин, указанных в табл. 4.
Таблица 4
| Обозначение (номер вида калибра) | Длина рабочей части калибра, мм | |
| ЗР | 0,81Vk | |
| ПР (17) | ЗР | 0,8Ук |
| (для калибра-скобы) | (для калибра-кольца) | |
| НЕ (18) | ЗР | — |
| К-ПР (19) | ЗР | — |
| К-НЕ (20) | ЗР | — |
| ПР (23) | — | 0,8Ук |
| НЕ (24) | ЗР | — |
| К-И (25) | ЗР | — |
ОБОЗНАЧЕНИЯ
1.1. В настоящем стандарте приняты следующие обозначения размеров и допусков: ас — зазор по вершине резьбы;
Ъх — ширина канавки резьбового калибра-кольца с полным профилем резьбы;
Ъ2 — ширина канавки резьбового калибра-пробки с полным профилем резьбы;
Ьъ — ширина канавки резьбового калибра-пробки, калибра-кольца с укороченным профилем резьбы;
d — номинальный наружный диаметр наружной резьбы; dx — номинальный внутренний диаметр наружной резьбы; d2 — номинальный средний диаметр наружной резьбы;
D — номинальный наружный диаметр внутренней резьбы;
Z)j — номинальный внутренний диаметр внутренней резьбы;
D2 — номинальный средний диаметр внутренней резьбы;
EI — нижнее отклонение диаметров внутренней резьбы; е — расстояние между осью профиля и осью номинального положения оси канавки;
F{ — расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы;
F3 — высота укороченного профиля резьбы калибра;
Hj — допуск гладкого калибра-пробки для внутренней резьбы;
Н2 — допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы;
Нр — допуск гладкого контрольного калибра-пробки для гладкого калибра-скобы и калибра-пробки для контроля износа гладкого калибра-кольца или калибра-скобы; т —расстояние между серединой поля допуска TR проходного и непроходного резьбового калибра-кольца и серединой поля допуска ТСР резьбового контрольного проходного калибра-пробки;
Издание официальное ★
Перепечатка воспрещена
Переиздание.
Nk — среднее значение длины свинчивания N по ГОСТ 25096—82;
Р — шаг резьбы;
R — радиус закругления во впадине наружной резьбы;
ТСР — допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа;
Td — допуск наружного диаметра наружной резьбы;
Td2 — допуск среднего диаметра наружной резьбы;
TD — допуск внутреннего диаметра внутренней резьбы;
TD2 — допуск среднего диаметра внутренней резьбы;
Тр — допуск шага резьбы калибра;
TPL — допуск среднего диаметра резьбового проходного и непроходного калибров-пробок;
TR — допуск среднего диаметра резьбового проходного и непроходного калибров-колец;
Тр , Т — допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем;
Тр2, Ту2 — допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем;
1¥(Ю — величина среднедопустимого износа резьбового проходного калибра-пробки и калибра-кольца;
IVN(. — величина среднедопустимого износа резьбового непроходного калибра-пробки и калибра-кольца;
— величина среднедопустимого износа резьбового непроходного калибра-пробки и калибра-кольца;
Zj — расстояние от середины поля допуска Н, гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы; величина среднедопустимого износа гладкого проходного калибра-пробки;
Z2 — расстояние от середины поля допуска Н2 гладкого проходного калибра-кольца или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы; величина среднедопустимого износа гладкого проходного калибра-кольца или калибра-скобы;
ZpL — расстояние от середины поля допуска TPL резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы;
ZR — расстояние от середины поля допуска TR резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы.
ГОСТ 10278-81 С. 10
Продолжение табл. 10
| Обозначение (номер вида калибра) | Наименование и назначение вида калибра | Профиль резьбы по чертежу | Наружный диаметр | Средний диаметр | Внутренний диаметр |
Номин. + FTng + FTng | ТСР ± 2 | d\ -Ч — Td2 по канавке или радиусу, не более |
Примечания:
1. Размеры и предельные отклонения среднего диаметра калибров-колец ПР (1) и НЕ (11) указаны для координирования полей допусков контрольных калибров или контроля калибров-колец измерительными приборами.
2. При расчете исполнительных размеров калибров следует определять наименьший предельный размер для калибров-колец и наибольший предельный размер для контрольных калибров-пробок.
3. Значения IVG0, для калибров-пробок К-И (6) и КИ-НЕ (16) следует принимать по табл. 5 для калибров-колец.
оо
ю
Таблица 11
| Обозначение | Наименование и назначение калибра | й §. | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||||||
| (номер вида калибра) | Профю резьбы чертеж) | Номин. | Пред. ОТКЛ. | Номин. | Пред. ОТКЛ. | Предел износа | Номин. + 2Fi + 2Fi | ±tpl | d2 + eiD2 + + T + TpL + Td2 + — | d2 + eiD2 + т Трр + Td2 +~f»— w KG | Dl-2ac по канавке, не более | — |
Примечания:
1. В формулы должны быть внесены абсолютные значения ЕЕ
2. При расчете исполнительных размеров следует определять наибольший предельный размер.
Тип резьбы (обозначение) | Стандарт резьбы | Номинальный размер (d), шаг (P), количество ниток на дюйм (TPI) | Стандарт калибров |
Цилиндрические резьбы общего назначения | |||
Метрическая резьба (М, MF) | ISO 965-1 DIN 13-1 to 52 ASME 1.13M JIS B 0209 IS 14962 | d: 0,25 – 1000 мм Р: 0,075 – 100 мм | ISO 2857 EN 22857 DIN 802-1,-4 ANSI B94. |
Унифицированная дюймовая резьба (UNC, UNF, UNEF, UN, UNS, UNRC, UNRF, UNR, UNRS) | ANSI B1.1 ISO 5864 | d: 0,01 – 40” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1.2 BS 919-1 ISO 1502 ISO 15872 |
Унифицированная дюймовая резьба (UNC, UNF, UNEF, UN, UNS, UNRC, UNRF, UNR, UNRS) | BS 1580-1 BS 1580-3 | d: 0,01 – 40” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1.2 BS 919-1 ISO 1502 ISO 15872 |
Унифицированная дюймовая резьба (UNC, UNF) | JIS B 0210 JIS B 0212 | d: 0,06 – 4” | JIS B 0255 |
Резьба Витуорта (BSW, BSF, Whit. | B.S. 84 | d: 0,01 – 40” TPI: 0,25 – 320 P: 0,003125 – 4” | BS 919-2 |
Метрическая резьба (MJ) | ISO 5855-1 ANSI B1.21M IS 10980 | d: 0,25 – 1000 мм Р: 0,075 – 100 мм | ISO 1502 ANSI B1.16M |
Резьба UNJ (UNJC, UNJF, UNJEF, UNJ, UNJS) | ANSI B1.15 ISO 3161 AS 8879 | d: 0,01 – 40” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1.2 BS 919-1 ISO 1502 ISO 15872 |
Метрическая миниатюрная резьба (М) | DIN 14 ISO 1501 JIS B 0201 IS 11698 | d: 0,25 – 1,4 мм | ISO 1502 ANSI B1. |
Унифицированная миниатюрная резьба (UNM) | ANSI B1.10M | d: 0,3 – 1,4 мм | ISO 1502 ANSI B1.16M |
Метрическая резьба с большим зазором (M) | DIN 2510-2 | d: 0,25 – 1000 мм Р: 0,075 – 100 мм | ISO 1502 ANSI B1.16M |
Оцинкованная наружная резьба для сопряжения с внутренней резьбой с допуском H или G после цинкования (M) | ISO 965-4 | d: 0,25 – 1000 мм Р: 0,075 – 100 мм | ISO 1502 ANSI B1.16M |
Метрическая внутренняя резьба для сопряжения с оцинкованной наружная резьба с допуском положения h до цинкования (M) | ISO 965-5 | d: 0,25 – 1000 мм Р: 0,075 – 100 мм | ISO 1502 ANSI B1. |
Метрическая наружная резьба для переходной посадки (M) | DIN 13-51 | d: 1 — 150 мм | ISO 1502 ANSI B1.16M |
Посадочная резьба класса 5 (NC) (HF/IF; CSF/IF; ONF/INF) | ANSI B1.12 | d: 0,5 – 1,5” | ANSI B.12 |
Трубные резьбы | |||
Цилиндрическая трубная резьба (G) | ISO 228-1 JIS B 0202 IS 2643 | d: 1/16 – 6” | ISO 228-2 JIS B 0254 IS 10216 |
Цилиндрическая трубная резьба (PF) | JIS B 0202 | d: 1/8 – 12” | JIS B 0254 |
Коническая трубная резьба (R-Rp-Rc) | ISO 7-1 EN 10226-1, -2 JIS B 0203 IS 554 | d: 1/16 – 6” | ISO 7-2:2000 EN 10226-3 IS 8999 DIN 2999 B. ISO 7-2:1982 JIS B 0253 |
Коническая трубная резьба (PT, PS) | JIS B 0203 | d: 1/8 – 12” | JIS B 0203 |
Коническая резьба для газовых баллонов | ISO 11363-1 IS 9122 | 17E, 25E | ISO 11363-2 IS 9122 |
Коническая резьба для газовых баллонов | B.S. 341-1 | 16T-32T | B.S. 341-1 |
Коническая резьба для газовых баллонов | DIN 477-1 | 19,8; 28,8; 31,1 | DIN 477-1 |
Резьба метрическая наружная коническая с относящейся к ней цилиндрической внутренней резьбой (Mc) | DIN 158-1 IS 8788 | d: 5-60 мм | DIN 158-2 |
ANSI Трубная резьба общего назначения (NPT, NPSC, NPTR, NPSM, NPSL) | ANSI B 1. | d: 1/16 – 20” | ANSI B 1.20.1 |
трубная резьба для соединения трубопроводов, работающих под давлением без смазки и уплотнений (NPTF, PTF-SAE Short, NPSF, NPSI, F-PTF) | ANSI B 1.20.3 | d: 1/16 – 3” | ANSI B 1.20.5 |
ANSI Авиационная трубная резьба | SAE AS 71051 | d: 1/16 – 3” | SAE AS 71051 |
ANSI Резьба для переходников шлангов (NPSH, NH) | ANSI B 1.20.7 | d: 1/2 – 4” | ANSI B 1.20.7 |
ANSI газоотводящая резьба (NGO) | ANSI CGA V-1 FED-STD-h38/9 | d: 0,373 – 1,120” | ANSI B 1.2 |
ANSI резьба для газовых баллонов (NGT) | ANSI CGA V-1 FED-STD-h38/9 | d: 1/8 – 1 ½” | FED-STD-h38/9 Step, Ramp |
Резьба для газовых баллонов (NGT) | IS 3224: 2002 IS 15984 | d: 1/8 – 1” | IS 15984 |
NPFA Соединительная резьба пожарного шланга (NH) | NPFA 1963 | d: 0,75 – 8” | NPFA 1963 |
API резьба обсадных, насосно-компрессорных труб (LP, CSG, LCSG, TBG, UPTBG, UPLTBG, IJTBG, BCSG, XCSG, LTC ) | API Spec. | d: 1/8 – 20” | API Spec. 5B API Spec. 5B1 |
Трапецеидальные резьбы | |||
Резьба трапецеидальная (Tr) | ISO 2901 DIN 103-1 to 8 | d: 0,25 – 1250 мм Р: 0,075 – 100 мм | DIN 103-9 |
Укороченная (Stub) трапецеидальная резьба (Tr) | DIN 380 | d: 0,25 – 1250 мм Р: 0,075 – 100 мм | DIN 103-9 |
ACME трапецеидальная резьба (ACME, General, Centralizing) | ANSI B1.5 | d: 0,01 – 50” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1.5 |
Stub ACME трапецеидальная резьба (STUB ACME, Standard, Modified M1, M2) | ANSI B1. | d: 0,01 – 50” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1.8 |
Упорные резьбы | |||
Упорная резьба 3°-30° (S) | DIN 513 to 3 IS 4696 | d: 0,25 – 1250 мм Р: 0,075 – 100 мм | ISO 1502 DIN 103-9 |
Упорная резьба 3°-30° (S) | DIN 20401 | d: 0,25 – 1250 мм Р: 0,8 – 2 мм | ISO 1502 DIN 103-9 |
Упорная резьба 0°-45° (S) | DIN 2781 | d: 0,25 – 1250 мм Р: 0,075 – 100 мм | ISO 1502 DIN 103-9 |
ANSI Упорная резьба 52° (BUTT) | ANSI B1.9 | d: 0,01 – 50” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1. |
B.S. Упорная резьба 52° (BUTT) | B.S. 1657 ANSI B1.9 | d: 0,01 – 50” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1.9 |
Круглые резьбы | |||
Круглая резьба (Rd) | DIN 405-1,-2 IS 20400 | d: 0,25 – 1000 мм TPI: 0,25 – 320 P: 0,08 – 100 мм | DIN 405-3 |
Резьба круглая с большой рабочей высотой (профиля резьбы) для подземных горных разработок (Rd) | DIN 20400 | d: 0,25 – 1000 мм P: 0,075 – 100 мм | DIN 405-3 |
Крюки грузоподъемных устройств. Резьба круглая (Rd) | DIN 15403 | d: 0,25 – 1000 мм P: 0,075 – 100 мм | DIN 15403 |
Резьба круглая | IS 4695 | d: 0,25 – 1000 мм TPI: 0,25 – 320 P: 0,08 – 100 мм | DIN 405-3 |
Резьбы под резьбовые вставки | |||
STI метрическая резьба (M STI, MJ STI) | DIN 8140 BS 4377 SAE MA1567 | d: 0,25 – 1000 мм P: 0,075 – 100 мм | ISO 1502 ANSI B1. |
STI дюймовая резьба (UN STI, UNJ STI) | ASME B18.29.1 NASM 33573 BS 3409 | d: 0,01 – 40” TPI: 0,25 – 320 P: 0,003125 – 4” | ANSI B1.2 BS 919-1 ISO 1502 ISO 15872 |
STI дюймовая резьба (8UN STI, 16UN STI) | ANSI B1.1 | d: 0,5 – 3” TPI: 8, 16 | ANSI B1.2 BS 919-1 ISO 1502 ISO 15872 |
STI резьба Витуорта(BSW STI, BSF STI, BSP STI) | B.S.84 | d: 0,01 – 40” TPI: 0,25 – 320 P: 0,003125 – 4” | BS 919-2 |
STI ISO трубная цилиндрическая резьба (G STI) | ISO 228-1 | d: 1/16 – 6” | ISO 228-2 |
STI ISO трубная коническая резьба (Rd STI, Rc STI) | ISO 7-1 EN 10226-1,-2 | d: 1/16 – 6” | ISO 7-2:2000 EN 10226-3 DIN 2999 B. ISO 7-2:1982 |
STI ANSI трубная резьба (NPT STI, NPSC STI, ANPT STI) | ANSI B1.20.1 SAE AS71051 | d: 1/16 – 6” | ANSI B1.20.1 |
Другие виды резьб | |||
B.A. резьба (BA) | B.S. 93 | d: 0,25 – 6 мм P: 0,07 – 1 мм | BS 919-2 |
B.S.C. резьба | B.S. 811 | BSC: 1/8 – 3/4 SWG: 8 – 15 Spec: 17/64 – 1 5/8 | BS 919-2 |
Резьбы для велосипедов и мопедов (FG) | DIN 79012 | FG: 2 – 34.8 | BS 919-2 |
Резьба вентилей для шин транспортных средств (V, CV) | ISO 4570 | 5V1 – 20V1 5CV, 8CV | ISO 1502 ANSI B1. |
Резьба стальных труб (Pg) | DIN 40430 | Pg7 – Pg 48 | DIN 40431-1, -2 |
Резьба круглая для стеклянных сосудов (GL) | DIN 168-1 | d: 10 – 125 мм | DIN 405-3 Factory standard |
Резьбы упорные для стеклянных и пластиковых бутылок со стандартным навинчивающимся колпачком (KS, GS) | DIN 55525 | d: 10 – 50 мм | DIN 103-9 Factory standard |
Резьба упорная для пластмассовых емкостей (KS) | DIN 6063-1 | d: 10 – 60 мм | DIN 103-9 Factory standard |
Резьба трапецеидальная для пластмассовых емкостей (KT) | DIN 6063-2 | d: 10 – 60 мм | DIN 103-9 Factory standard |
Резьба Эдисона для цоколей и патронов (E) | IEC 60061-1, -2 | E5-E40 | IEC 60061-4 |
Резьба Эдисона для плавких предохранителей типа D (E) | DIN 40400 | E14-E33 | DIN 40400-1, -2 |
Резьбы для cредств индивидуальной защиты органов дыхания | DIN EN 148-1 | Rd 40×1/7 | DIN EN 148-1 |
 9
9 S., Whit.)
S., Whit.) 16M
16M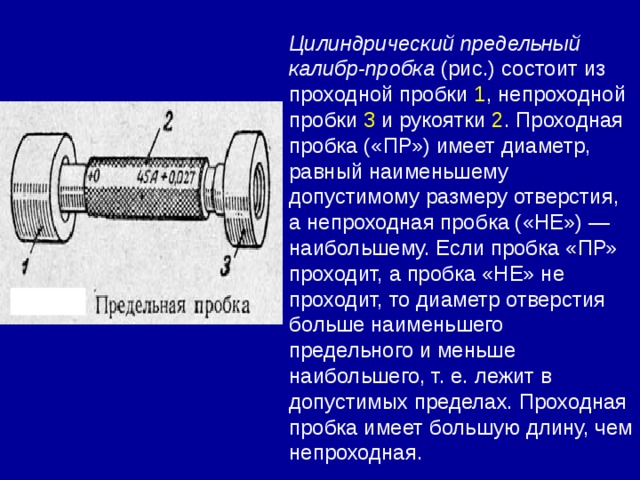 16M
16M S. 21 (A, B)
S. 21 (A, B) 20.1
20.1 5B
5B 8
8 9
9 16M
16M S. 21 (A, B)
S. 21 (A, B) 16M
16MРасчёт исполнительных размеров гладких калибров — Программа — Расчет калибров
приобрести
Программа — Расчет калибров
скачать (20.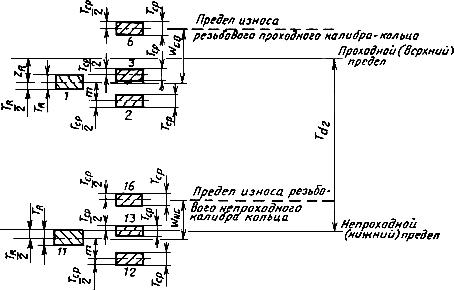 7 kb.)
7 kb.)
Доступные файлы (2):
| n1.doc | 95kb. | 01.04.1999 17:01 | скачать |
| n2.xls | 17kb. | 17.12.1998 14:43 | скачать |
- Смотрите также:
- Программа — Расчет полей допусков (Программа)
- Программа — Расчет контрольных калибров (Программа)
- Курсовая по Метрологии (Курсовая)
- Курсовой проект — Взаимозаменяемость, стандартизация и технические измерения (Курсовая)
- Задача: Рассчитать исполнительные размеры рабочих и контрольных калибров для проверки деталей соединения Ø (Документ)
- Программа — расчет водопотребления по СНиП 2.04.01-85* (Программа)
- Курсовой проект по дисциплине Нормирование точности и технические измерения (Курсовая)
- Программа для расчета посадок и калибров (Программа)
- Программа. Сборник программ для расчетов по астрономии и навигации (Программа)
- REKT v. 4 — Программа для расчета ректификационной колонны (Документ)
- Программа — АРМ (Программа)
- Программа — Расчёт дросселя с подмагничиванием (Программа)
n1.
 doc
doc
Расчёт исполнительных размеров гладких калибров.
При расчёте исполнительных размеров гладких калибров принимаются следующие условные обозначения (см также ГОСТ 24 853 -81 ) :
D — номинальный диаметр изделия ;
Dmin — наименьший предельный размер изделия ;
Dmax — наибольший предельный размер изделия ;
T — допуск изделия ;
H — допуск на изготовление калибров для отверстия ;
H1 — допуск на изготовление калибров для вала ;
HP — допуск на изготовление контрольного калибра для скобы ;
Z — отклонение середины поля допуска на изготовление проходного калибра для
отверстия , относительно наименьшего предельного размера изделия ;
Z1 — отклонение середины поля допуска на изготовление проходного калибра для
вала , относительно наибольшего предельного размера изделия ;
Y — допустимый выход размера изношенного проходного калибра для отверстия ,
за границу поля допуска изделия ;
Y1 — допустимый выход размера изношенного проходного калибра для вала за
границу поля допуска изделия ;
a — величина компенсации погрешности контроля калибрами отверстий с раз-
мерами свыше 180 мм ;
a1 — величина компенсации погрешности контроля калибрами валов с размерами
свыше 180 мм ;
ПР — проходной калибр ( пробка , скоба или кольцо ) ;
НЕ — непроходной калибр ( пробка , скоба или кольцо ) ;
К-ПР — гладкая контрольная пробка для проходного калибра- скобы ;
К-НЕ — гладкая контрольная пробка для непроходного калибра- скобы ;
К- И — гладкая контрольная пробка для контроля износа проходного калибра- скобы ;
Обозначения :
Поля допусков отверстий .
Поля допусков валов .
Поля допусков на изготовление рабочих калибров .
Поля допусков на изготовление контрольных калибров .
Схемы расположения полей допусков калибров — пробок.
Для номинальных размеров до 180 мм.
Для отверстий квалитетов 6, 7 , 8 .
Схемы расположения полей допусков калибров — пробок.
Для номинальных размеров до 180 мм.
Для отверстий квалитетов от 9 до 17 .
Схемы расположения полей допусков калибров — пробок
Для номинальных размеров свыше 180 мм .
Для отверстий квалитетов 6, 7 , 8 .
Схемы расположения полей допусков калибров — пробок.
Для номинальных размеров свыше 180 мм .
Для отверстий квалитетов от 9 до 17 .
Схемы расположения полей допусков калибров —
скоб и контрольных калибров .
Для номинальных размеров до 180 мм.
Для валов квалитетов 6, 7, 8.

Схемы расположения полей допусков калибров —
скоб и контрольных калибров .
Для номинальных размеров до 180 мм.
Для валов квалитетов от 9 до 17 .
Схемы расположения полей допусков калибров —
скоб и контрольных калибров .
Для номинальных размеров свыше 180 мм.
Для валов квалитетов 6,7, и 8.
Схемы расположения полей допусков калибров —
скоб и контрольных калибров .
Для номинальных размеров свыше 180 мм.
Для валов квалитетов от 9 до 17 .
Допуски и отклонения калибров .
Допуски и отклонения калибров должны соответствовать величинам , указанным в таблице .
( см . также ГОСТ 24 853- 81 . )
Таблица 1 .
Размеры в мкм .
| Квали-теты до-пус-ков из-де-лий | Обо-зна-че-ния | До 3 мм. | Св. 3 до 6 мм. | Св. 6 до 10 мм | Св. 10 до 18 мм.. | Св. 18 до 30 мм. | Св. 30 до 50 мм. | Св. 50 до 80 мм. | Св. 80 до 120 мм. | Св . 120 до 180 мм. | Св. 180 до 250 мм. | Св. 250 до 315 мм. | Св. 315 до 400 мм. | Св. 400 до 500 мм. | До- пуск на фор- му |
6 | Z Y a a1 Z1 Y1 H,HS H1 HP | 1 1 0 1. 1.5 1.2 2 0.8 | 1.5 1 0 2 1.5 1.5 2.5 1 | 1.5 1 0 2 1.5 1.5 2.5 1 | 2 1.5 0 2.5 2 2 3 1.2 | 2 1.5 0 3 3 2.5 4 1.5 | 2.5 2 0 3.5 3 2.5 4 1.5 | 2.5 2 0 4 3 3 5 2 | 3 3 0 5 4 4 6 2.5 | 4 3 0 6 4 5 8 3.5 | 5 4 2 7 5 7 10 4.5 | 6 5 3 8 6 8 12 6 | 7 6 4 10 6 9 13 7 | 8 7 5 11 7 10 15 8 | IT1 IT2 IT1 |
7 | Z, Z1 Y, Y1 a ,a1 H ,H1 HS HP | 1. 1.5 0 2 — 0.8 | 2 1.5 0 2.5 — 1 | 2 1.5 0 2.5 1.5 1 | 2.5 2 0 3 2 1.2 | 3 3 0 4 2.5 1.5 | 3.5 3 0 4 2.5 1.5 | 4 3 0 5 3 2 | 5 4 0 6 4 2.5 | 6 4 0 8 5 3.5 | 7 6 3 10 7 4.5 | 8 7 4 12 8 6 | 10 8 6 13 9 7 | 11 9 7 15 10 8 | IT2 IT1 IT1 |
8 | Z ,Z1 Y ,Y1 a ,a1 H H1 HS* ,HP | 2 3 0 2 3 1. | 3 3 0 2.5 4 1.5 | 3 3 0 2.5 4 1.5 | 4 4 0 3 5 2 | 5 4 0 4 6 2.5 | 6 5 0 4 7 2.5 | 7 5 0 3 8 3 | 8 6 0 6 10 4 | 9 6 0 8 12 5 | 12 7 4 10 14 7 | 14 9 6 12 16 8 | 16 9 7 13 18 9 | 18 11 9 15 20 10 | IT2 IT3 IT1 |
9 | Z ,Z1 Y ,Y1 a ,a1 H H1 HS* ,HP | 5 0 0 2 3 1. | 6 0 0 2.5 4 1.5 | 7 0 0 2.5 4 1.5 | 8 0 0 3 5 2 | 9 0 0 4 6 2.5 | 11 0 0 4 7 2.5 | 13 0 0 5 8 3 | 15 0 0 6 10 4 | 18 0 0 8 12 5 | 21 0 4 10 14 7 | 24 0 6 12 16 8 | 28 0 7 13 18 9 | 32 0 9 15 20 10 | IT2 IT3 IT1 |
10 | Z ,Z1 Y ,Y1 a ,a1 H H1 HS* ,HP | 5 0 0 2 3 1. | 6 0 0 2.5 4 1.5 | 7 0 0 2.5 4 1.5 | 8 0 0 3 5 2 | 9 0 0 4 6 2.5 | 11 0 0 4 7 2.5 | 13 0 0 5 8 3 | 15 0 0 6 10 4 | 18 0 0 8 12 5 | 24 0 7 10 14 7 | 27 0 9 12 16 8 | 32 0 11 13 18 9 | 37 0 14 15 20 10 | IT2 IT3 IT1 |

 5
5 5
5 2
2 2
2 2
2Продолжение табл. 1.
| Квали-теты до-пус-ков из-де-лий | Обо-зна-че-ния | До 3 мм. | Св. 3 до 6 мм. | Св. 6 до 10 мм | Св. 10 до 18 мм.. | Св. 18 до 30 мм. | Св. 30 до 50 мм. | Св. 50 до 80 мм. | Св. 80 до 120 мм. | Св . 120 до 180 мм. | Св. 180 до 250 мм. | Св. 250 до 315 мм. | Св. 315 до 400 мм. | Св. 400 до 500 мм. | До- пуск на фор- му |
11 | Z, Z1 Y, Y1 a ,a1 H ,H1 HS HP | 10 0 0 4 — 1. | 12 0 0 5 — 1.5 | 14 0 0 6 4 1.5 | 16 0 0 8 5 2 | 19 0 0 9 6 2.5 | 22 0 0 11 7 2.5 | 25 0 0 13 8 3 | 28 0 0 15 10 4 | 32 0 0 18 12 5 | 40 0 10 20 14 7 | 45 0 15 23 16 8 | 50 0 15 25 18 9 | 55 0 20 27 20 10 | IT4 IT3 IT1 |
12 | Z, Z1 Y, Y1 a ,a1 H ,H1 HS HP | 10 0 0 4 — 1. | 12 0 0 5 — 1.5 | 14 0 0 6 4 1.5 | 16 0 0 8 5 2 | 19 0 0 9 6 2.5 | 22 0 0 11 7 2.5 | 25 0 0 13 8 3 | 28 0 0 15 10 4 | 32 0 0 18 12 5 | 45 0 15 20 14 7 | 50 0 20 23 16 8 | 65 0 30 25 18 9 | 70 0 35 27 20 10 | IT4 IT3 IT1 |
13 | Z, Z1 Y, Y1 a ,a1 H ,H1 HS HP | 20 0 0 10 — 2 | 24 0 0 12 — 2. | 28 0 0 15 9 2.5 | 32 0 0 18 11 3 | 36 0 0 21 13 4 | 42 0 0 25 16 4 | 48 0 0 30 19 5 | 54 0 0 35 22 6 | 60 0 0 40 25 8 | 80 0 25 46 29 10 | 90 0 35 52 32 12 | 100 0 45 57 36 13 | 110 0 55 63 40 15 | IT5 IT5 IT2 |
14** | Z, Z1 Y, Y1 a ,a1 H ,H1 HS HP | 20 0 0 10 — 2 | 24 0 0 12 — 2. | 28 0 0 15 9 2.5 | 32 0 0 18 11 3 | 36 0 0 21 13 4 | 42 0 0 25 16 4 | 48 0 0 30 19 5 | 54 0 0 35 22 6 | 60 0 0 40 25 8 | 100 0 45 46 29 10 | 110 0 55 52 32 12 | 125 0 70 57 36 13 | 145 0 90 63 40 15 | IT5 IT5 IT2 |
!5** | Z, Z1 Y, Y1 a ,a1 H ,H1 HS HP | 40 0 0 10 — 2 | 48 0 0 12 — 2. | 56 0 0 15 9 2.5 | 64 0 0 18 11 3 | 72 0 0 21 13 4 | 80 0 0 25 16 4 | 90 0 0 30 19 5 | 100 0 0 35 22 6 | 110 0 0 40 25 8 | 170 0 70 46 29 10 | 190 0 90 52 32 12 | 210 0 110 57 36 13 | 240 0 140 63 40 15 | IT5 IT5 IT2 |
16** 17 | Z, Z1 Y, Y1 a ,a1 H ,H1 HS HP | 40 0 0 10 — 2 | 48 0 0 12 — 2. | 56 0 0 15 9 2.5 | 64 0 0 18 11 3 | 72 0 0 21 13 4 | 80 0 0 25 16 4 | 90 0 0 30 19 5 | 100 0 0 35 22 6 | 110 0 0 40 25 8 | 210 0 110 46 29 10 | 240 0 140 52 32 13 | 280 0 180 57 36 13 | 320 0 220 63 40 15 | IT5 IT5 IT2 |

 2
2 2
2 5
5 5
5 5
5 5
5Примечания :
1.* К размерам до 6 мм. Не относятся .
2.** К размерам до 1 мм. Не относятся .
3. Числовые значения стандартных допусков принимаются по ГОСТ 25 346 -82 .
Пример расчёта исполнительных размеров гладких калибров .
Пример 1.
Определить исполнительные размеры калибров- скоб для вала диаметром D= *** мм с полем допуска (**) ** (+* , *** ; — *, *** ) .
Схема расположения полей допусков калибров для вала диаметром ***,*** мм приводится на рисунке .
(Рисунок)
Определяем наибольшие и наименьшие предельные размеры вала :
Dmax=***,*** мм ;
Dmin =***,*** мм .
В таблице 1 , для квалитета ** и интервала размеров свыше *** до *** мм , находим данные для определения размеров необходимых калибров :
11
Z, Z1
Y, Y1
a ,a1
H ,H1
HS
HP
14
0
0
6
4
1.
 5
5
( Скопировано из табл. 1 —пример )
Определение размеров калибров производится по формулам :
ПР = Dmax — Z1 — H1/2 ; предельное отклонение — +H1
НЕ =Dmin + a1 — H1/2 ; предельное отклонение — +H1
ПР-И =Dmax + Y1 — a1 .
1.Наименьший размер проходного нового калибра — скобы ПР равен :
ПР = Dmax — Z1 — H1/2 ;
ПР = ***, *** — 0,*** — 0, *** /2 = ***, *** мм
- Наименьший размер непроходного калибра — скобы НЕ равен :
НЕ =Dmin + a1 — H1/2 ;
НЕ = ***, *** + 0, *** — 0,*** /2 = ***, *** мм
3. Предельный размер изношенного калибра — скобы ПР равен :
Предельный размер изношенного калибра — скобы ПР равен :
ПР-И = Dmax + Y1 — a1 ;
ПР-И = ***, *** + 0,*** — 0, *** = ***,*** мм
Определяем размеры контркалибров по формулам :
К-ПР = Dmax — Z1 + HP /2 ; предельное отклонение —Hp .
К -НЕ = Dmin + a1 + HP /2 ; предельное отклонение —Hp .
К-И = Dmax + Y1 — a1 + HP /2 .
4. Наибольший размер контркалибра К-ПР равен :
К-ПР = Dmax — Z1 + HP /2
К-ПР = ***,*** — 0, **** + 0,****/2 = ***,**** мм .
- Наибольший размер контркалибра К-НЕ равен :
К -НЕ = Dmin + a1 + HP /2
К -НЕ =***,*** + 0, **** + 0,****/2 = ***,**** мм .
- Наибольший размер контркалибра К-И равен :
К-И = Dmax + Y1 — a1 + HP /2 .
К-И = ***,*** + 0, ****- 0, **** + 0,****/2 = ***,**** мм .
Исполнительные размеры калибров :
ПР= ***,**** +0,**** мм . К-ПР=***,**** -0,**** мм .
НЕ=***,**** +0,**** мм . К-НЕ= =***,**** -0,**** мм .
ПР-И= ***,**** мм. К-И= ***,**** мм.
Пример 2.
Определить исполнительные размеры калибров- пробок для отверстия диаметром D= *** мм с полем допуска (**) ** (+* , *** ; — *, *** ) .
Схема расположения полей допусков калибров для отверстия диаметром ***,*** мм приводится на рисунке .
(Рисунок)
Определяем наибольшие и наименьшие предельные размеры отверстия :
Dmax=***,*** мм ;
Dmin =***,*** мм .
В таблице 1 , для квалитета ** и интервала размеров свыше *** до *** мм , находим данные для определения размеров необходимых калибров :
11
Z, Z1
Y, Y1
a ,a1
H ,H1
HS
HP
14
0
0
6
4
1.5
( Скопировано из табл. 1 —пример )
Определение размеров калибров производится по формулам :
ПР = Dmin + Z + H /2 ; предельное отклонение — -H
НЕ =Dmax — a + H /2 ; предельное отклонение — -H
ПР-И =Dmin — Y + a .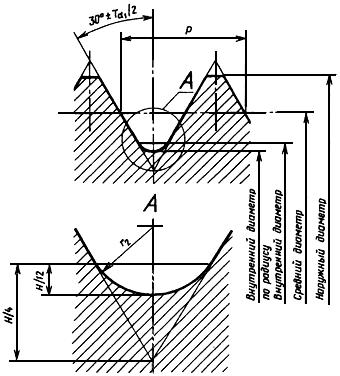
1.Наибольший размер проходного нового калибра — пробки ПР равен :
ПР = Dmin + Z + H /2
ПР = ***,*** + 0,**** + 0,****/2 = ***,**** мм .
- Наибольший размер непроходного калибра — пробки НЕ равен :
НЕ =Dmax — a + H /2
НЕ = ***,*** — 0,**** + 0,****/2 = ***,**** мм .
3.Предельный размер изношенного калибра — пробки ПР равен :
ПР-И =Dmin — Y + a .
ПР-И =***,*** -0,**** +0, **** = ***,**** мм .
Исполнительные размеры калибров :
ПР= ***,**** -0,**** мм .
НЕ= ***,**** -0,**** мм .
ПР-И= ***,**** мм.
Расчёт исполнительных размеров гладких калибров
Программа — Расчет калибров
program
- формат xls
- размер 20.
 69 КБ
69 КБ - добавлен
26 мая 2010 г.
Расчет производится в таблице Excel.
Вводятся значения D min, D max и др.
Автоматически происходит расчет значений ПР — проходной калибр; НЕ
— непроходной калибр и др.
Также в архив с программой вложено методическое пособие по расчёту
исполнительных размеров гладких калибров.
Похожие разделы
- Академическая и специальная литература
- Автоматизация
- Контрольно-измерительные приборы и автоматика
- Академическая и специальная литература
- Метрология, стандартизация и сертификация
- Академическая и специальная литература
- Метрология, стандартизация и сертификация
- Стандартизация, сертификация, управление качеством
- Стандарты
- Межгосударственные стандарты (МС)
- МС (ГОСТ) Основные нормы взаимозаменяемости
Смотрите также
Лабораторная
- формат xls, doc
- размер 246.
 64 КБ
64 КБ - добавлен
13 декабря 2009 г.
Чертежи, расчет калибров, посадки
Курсовая работа
- формат dwg, docx, cdw
- размер 1.16 МБ
- добавлен
19 декабря 2010 г.
ЮУрГУ: АТ, МТ, ФМ — 3й курс.22 задание 1 вариант. Преподаватель — Кувшинова В. А. 2010 год. Назначение посадок сопрягаемых размеров узла; Расчет и выбор посадок; Расчет гладких калибров; Расчет посадки подшипника; Допуски резьбовых соединений; Расчет резьбового калибра; Расчет зубчатого колеса; Расчет размерной цепи; Разработка схем контроля технических требований детали вала; + Четрежи калибров в AutoCAD 2008, вала и колеса в КОМПАС-3D V10.rn.. .
.
- формат pdf
- размер 17.15 МБ
- добавлен
16 октября 2010 г.
Справочник. В 2-х кн. Кн. 1 / И. А. Медовой, Я. Г. Уманский, Н. М. Журавлев — М.: Машиностроение, 1980. — 384 с.: ил. Применение и расчет стандартных и нестандартных исполнительных размеров калибров для гладких валов и отверстий, стержней и отверстий под резьбу, шлицевых валов и втулок с прямобочным профилем. Примеры расчета. Примечание: программа для чтения — Adobe Reader (протестировано на версии 9.3). STDUViewer, SumatraPDF и др. подобные не…
- формат pdf
- размер 36.21 МБ
- добавлен
03 февраля 2012 г.
Справочник. В 2-х кн. Кн. 1 / И. А. Медовой, Я. Г. Уманский, Н. М. Журавлев — М.: Машиностроение, 1980. — 384 с.: ил. Калибры гладкие для валов и отверстий с размерами 1 — 500 мм: — условные обозначения, — виды калибров и правила их применения, — схемы расположения допусков гладких калибров, — формулы и величины допусков и отклонений для определения исполнительных размеров гладких калибров. Исполнительные размеры гладких калибров для контроля вал…
— 384 с.: ил. Калибры гладкие для валов и отверстий с размерами 1 — 500 мм: — условные обозначения, — виды калибров и правила их применения, — схемы расположения допусков гладких калибров, — формулы и величины допусков и отклонений для определения исполнительных размеров гладких калибров. Исполнительные размеры гладких калибров для контроля вал…
- формат djvu
- размер 9.31 МБ
- добавлен
03 февраля 2012 г.
Справочник. В 2-х кн. Кн. 1 / И. А. Медовой, Я. Г. Уманский, Н. М. Журавлев — М.: Машиностроение, 1980. — 384 с.: ил. Калибры гладкие для валов и отверстий с размерами 1 — 500 мм: — условные обозначения, — виды калибров и правила их применения, — схемы расположения допусков гладких калибров, — формулы и величины допусков и отклонений для определения исполнительных размеров гладких калибров. Исполнительные размеры гладких калибров для контроля вал. ..
..
- формат pdf
- размер 13.53 МБ
- добавлен
16 октября 2010 г.
Справочник. В 2-х кн. Кн. 2 / И. А. Медовой, Ю. И. Дроздова — М.: Машиностроение, 1980. — 445 с.: ил. Применение и расчет стандартных и нестандартных исполнительных размеров калибров для трапецеидальной однозаходной и трубной цилиндрической резьб. Примеры расчета. Примечание: программа для чтения — Adobe Reader (протестировано на версии 9.3). STDUViewer, SumatraPDF и др. подобные не открывают и требуют пароль для доступа к дополнительным парамет…
- формат pdf
- размер 32.17 МБ
- добавлен
03 февраля 2012 г.
Справочник. В 2-х кн. Кн.2 / И. А. Медовой, Ю.И.Дроздова — М.: Машиностроение, 1980. — 445 с.: ил. Калибры для контроля трапецеидальной однозаходной и трубной цилиндрической резьб: — виды и правила применения калибров, — контроль резьбы изделий калибрами, — правила применения контрольных и установочных калибров, — профиль резьбы калибров, — допуски резьбовых калибров, — расчет исполнительных размеров резьбовых калибров, — допуски гладких калибров…
Калибры для контроля трапецеидальной однозаходной и трубной цилиндрической резьб: — виды и правила применения калибров, — контроль резьбы изделий калибрами, — правила применения контрольных и установочных калибров, — профиль резьбы калибров, — допуски резьбовых калибров, — расчет исполнительных размеров резьбовых калибров, — допуски гладких калибров…
- формат djvu
- размер 1.32 МБ
- добавлен
03 февраля 2012 г.
Справочник. В 2-х кн. Кн.2 / И. А. Медовой, Ю.И.Дроздова — М.: Машиностроение, 1980. — 445 с.: ил. Калибры для контроля трапецеидальной однозаходной и трубной цилиндрической резьб: — виды и правила применения калибров, — контроль резьбы изделий калибрами, — правила применения контрольных и установочных калибров, — профиль резьбы калибров, — допуски резьбовых калибров, — расчет исполнительных размеров резьбовых калибров, — допуски гладких калибров. ..
..
program
- формат xls
- размер 479 КБ
- добавлен
27 января 2011 г.
Программа позволяет производить определение системы и типа посадок, предельных размеров валов и отверстий для заданных посадок, параметры посадок (максимальный и минимальный зазоры, натяги в соединениях), допусков валов, отверстий, построение схемы посадок, расчёт предельных калибров, построение схем расположения полей допусков предельных и контрольных калибров, расчет исполнительных размеров калибров, построение эскизов рассчитанных калибров с п…
Контрольная работа
- формат doc
- размер 255.88 КБ
- добавлен
23 ноября 2010 г.
Введение 1 Расчет и выбор параметров гладкого цилиндрического соединения 2 Расчет и выбор посадки с натягом 2.1 Назначение посадок с натягом 2.2 Расчет и выбор посадки с натягом 2.3 Применение посадки с натягом 3 Расчет и выбор посадки с зазором 3.1 Назначение посадок с зазором 3.2 Расчет и выбор посадки с зазором 3.3 Применение посадки с зазором 4 Расчет переходной посадки 4.1 Назначение переходных посадок 4.2 Расчет переходной посадк…
Калькулятор шага резьбы
Создано Кеннетом Аламбра
Отзыв Войцеха Саса, кандидата наук и Джека Боуотера
Последнее обновление: 25 сентября 2022 г.
Содержание:
- Что такое шаг резьбы?
- Как измерить шаг резьбы с помощью линейки
- Как рассчитать шаг резьбы
- Как найти шаг резьбы, учитывая количество витков на дюйм
- Как пользоваться калькулятором шага резьбы
- FAQ
Калькулятор шага резьбы поможет вам определить шаг резьбового соединения. Этот инструмент также работает как TPI, или количество нитей на дюйм, калькулятор и калькулятор количества нитей . В этом калькуляторе вы узнаете:
Этот инструмент также работает как TPI, или количество нитей на дюйм, калькулятор и калькулятор количества нитей . В этом калькуляторе вы узнаете:
- Что такое шаг резьбы;
- Как измерить шаг резьбы с помощью линейки;
- Как рассчитать шаг резьбы по формуле шага резьбы; и
- Как найти шаг резьбы по количеству витков на дюйм.
Продолжайте читать, чтобы начать учиться 🙂!
Что такое шаг резьбы?
Шаг резьбы , или короче шаг это расстояние между одной и той же точкой на двух соседних витках резьбы . Шаг резьбы может быть длиной между двумя гребнями или двумя основаниями резьбы.
Пока мы измеряем две одинаковые точки на двух резьбах рядом друг с другом, мы измеряем шаг резьбы. Шаг резьбы также сообщает нам , насколько широка резьба резьбовой застежки . Вы можете обратиться к иллюстрации ниже, чтобы увидеть, каким может быть шаг резьбы:
🔎 Вы ищете крепежные материалы без резьбы ? Использование заклепок — один из ваших вариантов. Найдите нужный размер заклепок, используя наш калькулятор размеров заклепок.
Найдите нужный размер заклепок, используя наш калькулятор размеров заклепок.
Как измерить шаг резьбы линейкой
Самый простой способ измерить шаг резьбы линейкой (или штангенциркулем для более точного измерения) — это путем измерения расстояния между двумя вершинами . Сопоставьте гребень нити с нулевой отметкой на линейке и прочтите длину до следующего гребня, как показано на диаграмме ниже:
Шаг резьбы можно измерять в миллиметрах или дюймах. Если вы заметили, что все резьбы расположены на шкале мм , как на иллюстрации выше (шаг резьбы 5 мм), у вас должна быть метрическая резьба . Узнайте больше о метрических резьбах с помощью нашего калькулятора резьбы.
С другой стороны, если определенное количество витков резьбы точно соответствует одному дюйму, у вас должна быть -дюймовая резьба .
Однако бывают случаи, когда резьба не соответствует ни миллиметровой, ни дюймовой шкале. Вот когда пригодится знание того, как рассчитать шаг резьбы. Узнайте, как в следующем разделе этого текста.
Вот когда пригодится знание того, как рассчитать шаг резьбы. Узнайте, как в следующем разделе этого текста.
Как рассчитать шаг резьбы
Рассчитать шаг любой резьбы очень просто. Сначала измерьте всю длину нити , которую вы хотите проверить. Затем посчитайте потоки по этой длине . Это то же самое, что знать, сколько раз эта застежка должна повернуться, чтобы зацепить все ее резьбы. Посмотрите на рисунок ниже, чтобы лучше понять, что нужно измерять и считать:
После измерения этих значений мы теперь можем использовать формулу шага резьбы :
P = L / N ,
где:
-
P— Шаг резьбы ; -
L— Длина резьбы ; и -
n— Общее количество витков по длине витка.
Как определить шаг резьбы, учитывая число витков на дюйм
Если мы измерим длину витка в дюймах и разделим общее количество витков на длину витка в дюймах, мы получим витка на дюйм (TPI) значение данного потока. Мы также можем выразить это утверждение в форме уравнения, как показано ниже:
Мы также можем выразить это утверждение в форме уравнения, как показано ниже:
TPI = n / L
Присмотревшись к этому уравнению, мы увидим, что TPI просто является обратной величиной шага резьбы. С учетом сказанного мы можем найти шаг резьбы, взяв обратную величину TPI, как показано в следующем уравнении:
P = 1 / TPI
Теперь, когда мы знаем, как найти шаг резьбы, используя формулу шага резьбы и TPI резьба, почему бы нам не научиться пользоваться калькулятором шага резьбы? 🙂
Как использовать калькулятор шага резьбы
Вот шаги, которые необходимо выполнить, чтобы использовать наш калькулятор шага резьбы:
- Введите длину резьбовой части вашего резьбового крепления.
- Введите общее количество нитей по введенной вами длине.
- Если вместо этого вы знаете количество витков резьбы на дюйм, вы можете пропустить шаги 1 и 2 и ввести значение витка резьбы на дюйм напрямую .

Выполнив описанные выше действия, вы мгновенно найдете шаг резьбы! 🔩
Вы также можете воспользоваться нашим калькулятором, чтобы определить количество витков резьбы на вашей застежке. Просто введите длину резьбы и значение TPI или шага резьбы, и вы получите общее количество резьб.
✅ Хотите узнать больше о шагах резьбы? Проверьте наш калькулятор диаметра шага, чтобы узнать больше! 🙂 С другой стороны, если вы крепите круглый фланец или пластину, вам может пригодиться наш калькулятор окружности болтов для определения расположения ваших болтов.
Часто задаваемые вопросы
Каков шаг резьбы 2-дюймового болта с 48 витками резьбы?
Чтобы найти шаг резьбы болта длиной 2 дюйма с 48 витками резьбы:
- Разделите 2 дюйма на 48 витков резьбы .
- В результате получается шаг резьбы 0,04167 дюйма .
Чтобы получить шаг резьбы в миллиметрах:
- Умножьте 2 дюйма на 25,4 миллиметра на дюйм , чтобы получить 50,8 мм .
- Разделите 50,8 мм на 48 витков резьбы , чтобы получить шаг резьбы 1,0583 мм .
Что такое метрический шаг резьбы?
Шаг метрической резьбы — это расстояние между двумя витками метрической резьбы ISO , и мы обычно выражаем шаг метрической резьбы в миллиметрах . В обозначении метрической резьбы (или на этикетке резьбового крепежного изделия) шагом метрической резьбы является число после символа × . Например, Болт M10 × 1,25 имеет шаг резьбы 1,25 мм .
Для чего используется измеритель шага резьбы?
Помимо линейки и штангенциркуля, мы также можем использовать измерители шага резьбы для определения шага резьбы крепежного изделия с резьбой . Измерители шага резьбы поставляются в наборах зубчатых прокладок, которые мы сопоставляем с резьбой, чтобы определить шаг резьбы. Каждая зубчатая шайба имеет определенный шаг резьбы, который также выгравирован на ее лицевой стороне.
Как определить шаг резьбы?
Для условного обозначения метрической резьбы M36 × 4 второе число 4 представляет шаг резьбового соединения 4 мм . С другой стороны, для унифицированной крупной резьбы 3/4″ — 10 UNC значение 10 представляет собой значение витков на дюйм резьбы. Разделив 1 дюйм на это значение 10 витков на дюйм , получаем значение Шаг резьбы 0,1 дюйма
Kenneth Alambra
Длина резьбы (L)
Общее количество витков (n)
витков
Число витков на дюйм (TPI)
Шаг резьбы (P)
Посмотреть 111 подобных строительных калькуляторов , Датчики резьбы, Датчики-кольца, Датчики с резьбовыми пробками
Информация
- Общие данные
- Технические характеристики
- УН УНС
UNC UNF UNEF Приборы серии - Цилиндрическая равнина
Датчики - Метрическая серия
Датчики - Национальный
Датчики трубной резьбы - Переменный стиль
Датчики - Резьбовой
Датчики положения центральной линии отверстия - британский
Стандартные калибры - Медицинский
Фитинги Люэра Датчики - Шаг
Страница дизайна штифта - статей
о темах, в основном написанных другими - Резьба
Диаграммы данных - Резьба ACME
- API Американский институт нефти
Общие данные
- Американский
Стандартизированные компоненты Gage Design (AGD) - Динамика
замера - Интервалы частоты калибровки/повторной калибровки
- Сертификация соответствия по сравнению с подробной сертификацией
- Измерение резьбы для глубоких отверстий
- Гейдж
Уход за обслуживанием и хранением - ГО
не ИДЕТ, а NOGO ИДЕТ - Незначительный
и основные вопросы диаметра - шаг
Диаметр - Вопросы без определенной категории
- Кольцо
Датчик регулировочный - Кольцо
Калибровка датчика прямым измерением - Кольцо
Gage Solid против регулируемых стилей - Уплотнение
Воск - Набор
Допуски штекера - Набор
Использование штекера - Терминология
Относится к гайкам и болтам - Резьба
Справочное руководство по калибровке - Руководства пользователя для систем измерения переменной резьбы
- Почему растут датчики
- Прекратившие деятельность и/или проданные производители резьбовых калибров
Технические характеристики
- Список авторизованных реселлеров
- A-A 59158 (STI) Унифицированные резьбовые вставки
- AS8879 (ANSI/ASME/SAE) J-серия
- AS71051 (ANSI/ASME/SAE) ANPT-серия
- B1.
 1 (ANSI/ASME) Часть резьбы серии UN
1 (ANSI/ASME) Часть резьбы серии UN - B1.2 (ANSI/ASME) Резьбовые калибры серии UN
- Б1.5
(ANSI/ASME) Резьба ACME - B1.7M (ANSI/ASME) Номенклатура винтовой резьбы и буквенное обозначение
- Б1.8
(ANSI/ASME) Укороченная резьба ACME - B1.9 (ANSI/ASME) Контрфорсная резьба
- B1.10 (ANSI/ASME) Миниатюрная резьба
- B1.11 (ANSI/ASME) Резьба объектива микроскопа
- B1.12 (ANSI/ASME) Резьба с натягом
- B1.13M (ANSI/ASME) Метрическая резьба серии M
- B1.16M (ANSI/ASME) Метрические резьбовые калибры серии M
- B1.20.1 (ANSI/ASME) Американская трубная резьба общего назначения – Детали и датчики
- B1.
 20.2M (ANSI/ASME) Американская трубная резьба общего назначения – Детали и калибры (метрическая версия)
20.2M (ANSI/ASME) Американская трубная резьба общего назначения – Детали и калибры (метрическая версия) - B1.20.3 (ANSI/ASME) Трубная резьба с сухим уплотнением
- B1.20.4 (ANSI/ASME) Трубная резьба с сухим уплотнением (метрическая версия)
- B1.20.5 (ANSI/ASME) Датчики резьбы для труб с сухим уплотнением
- B1.20.6M (ANSI/ASME) Датчики резьбы для труб с сухим уплотнением (метрическая версия)
- B1.20.7 (ANSI/ASME) Резьбовое соединение шланга
- B1.21M (ANSI/ASME) Резьба серии MJ
- B1.22M (ANSI/ASME) Резьбомеры серии MJ
- B107.17M (ANSI/ASME) Гаечные ключи с шестигранной головкой
- BS-21 Коническая труба R-серии Британского стандарта (BSPT)
- BS-93 BA-серия Винтовые резьбы Британской ассоциации
- BS-919-3 Пределы калибра винтов и
допуски —
Часть 3: Спецификация для калибров для
резьба ISO метрическая форма - BS-1580-1 Унифицированная резьба; Часть 1; 1/4″ и больше
- BS-1580-2 устарело
- BS-1580-3 Унифицированная резьба; Часть 3; меньше 1/4″
- BS-2779 устарело
- C81.
 61 (ANSI/ANSLG) Цоколи электрических ламп
61 (ANSI/ANSLG) Цоколи электрических ламп - C81.62 (ANSI/ANSLG) Патроны для электрических ламп
- C81.63 (ANSI/ANSLG) Цоколь и патроны для электрических ламп
- C81.64 (ANSI/ANSLG) Руководство и общая информация для цоколей, патронов и приборов для электрических ламп
- Резьба с поворотным кулаком серии DIN 405 Rd для общего назначения
- Резьба DIN 420 Whitworth (такая же, как BS-84)
- DIN 513 S-серия с метрической контрфорсной резьбой 3°/30°
- DIN-2999 изъят
- DIN-6063-1 Резьба, в основном для пластиковых контейнеров. Часть 1: Контрфорсная резьба, размеры
- DIN 15403 Резьба поворотного кулака серии Rd для подъемных крюков для подъемников
- DIN 20400 Резьба с поворотным кулаком серии Rd для горнодобывающей промышленности, резьба с большой несущей глубиной
- DIN 40430 Pg-серия
Стальная трубная резьба - EN 1707 Соединения Luer для игл и шприцев
- EN 10226-1 Труба Британского стандарта (R-внешняя часть Rp-внутренняя)
- EN 10226-2 Труба Британского стандарта (R-внешняя к Rc-внутренняя)
- EN 10226-3 Трубные калибры Британского стандарта серии R
- EN 10241 Стальные резьбовые фитинги для труб от DN6 до DN150
- EN 13544-2 Трубки и соединители для респираторной терапии
- EN 20594-1 Соединения Luer для игл и шприцев
- GB 8335 Горловина и клапан китайского газового баллона
- HIMA MD 70.
 1 просрочен
1 просрочен - ISO-7-1 R-серия Трубная резьба Британского стандарта
- ISO-7-2 R-серия Британский стандарт трубных резьбовых калибров
- Трубная резьба по британскому стандарту ISO-228 G-серии
- ISO-594/1 Отменен в 2016 г.
- ISO-594/2 Отменен в 2016 г.
- Резьбовые соединения из нержавеющей стали ISO-2853 для пищевой промышленности
- ISO-5145 Выходные отверстия клапанов баллонов для газов и газовых смесей
- ISO-5356-1 Анестезиологическое и респираторное оборудование – конические соединители
- ISO-5408 Резьбовой словарь
- ISO-8185 Увлажнители для медицинского применения
- ISO-8637-1 Экстракорпоральные системы для очистки крови
- ISO-8637-2 Экстракорпоральные системы для очистки крови
- ISO-8638 Отменен в 2018 г.
- ISO-18250-1 Медицинские резервуары
- ISO-18250-3 Энтеральные резервуары
- ISO-80369-1 Медицинские соединители малого диаметра
- ISO-80369-3 Энтеральные соединители
- Нейроаксиальные разъемы ISO-80369-6
- Соединители ISO-80369-7 с конусностью 6% (Луэр) для внутрисосудистого или подкожного применения
- ISO-80369-20 Общие методы испытаний для ISO 80369
- МИЛ-С-7742
и как это связано с резьбовыми калибрами - MIL-S-8879 устаревшая серия J
- MIL-T-21309 устаревшие резьбовые вставки (STI)
- Парадигма нумерации SAE
- Унифицированный
Национальная тема: ANSI, BS, ISO, JIS - V-1 (ANSI/ASME/CGA) Выходные и входные соединения клапана баллона со сжатым газом
Датчики серии UN
- Класс посадки 2AG
- Класс посадки 3BG
- Контролируемый радиус впадины на наружной резьбе
- Контролируемый радиус впадины на внутренней резьбе
- N по сравнению с UN
- Датчик STI до или после установки
- СТИ
Датчик класса посадки - СТИ
Допуски калибра - Унифицированный
Национальная тема: ANSI, BS, ISO, JIS - ООН
по сравнению с UNC по сравнению с UNF по сравнению с UNEF по сравнению с UNS - UNJ по сравнению с UN
- UNR по сравнению с UN
Цилиндрические или гладкие калибры
- Манометр
Калькулятор допуска Maker и таблицы - ГО
или НОГО или Мастер - Номинал
Размер
Датчики метрической серии
- Шаг
Диаграммы диаметров - СТИ
Датчик до или после установки - СТИ
Датчик класса посадки - СТИ
Допуски калибра
Национальные датчики трубной резьбы
- Обозначения
американских национальных типов труб - До
Пластинчатые датчики NPT (National Pipe Taper) - Калибровка калибра-пробки NPT-L1 с помощью эталонного калибра-кольца NPT
- Калибровка калибра с рабочим кольцом NPT-L1 с использованием эталонного калибра-пробки NPT
- Калибровка калибра-пробки NPTF-L1 с помощью эталонного калибра-кольца NPTF
- Датчики:
Трубная заглушка - Приборы:
Трубное кольцо - Сколько шагов должен иметь трубомер?
- Как
использовать: ДНЯО; АНПТ; НПТФ - НПФ
в NPTF (комбинация сухих уплотнений) - NPT против.

ANPT (авиационный национальный конус трубы) - ДНЯО
по сравнению с NGT (National Gas Taper) - NPT против.
NPTF (National Pipe Taper Fuel)
Измерительные приборы переменного типа
- МТГ
Каталог - Щелчок
Датчики, с резьбой, с ножевыми кромками, техническое обслуживание - Старретт
больше не продает компараторы резьбы - Техническая информация Starrett
- Руководства пользователя для систем измерения переменной резьбы
- Почему
Используйте резьбовые защелки
Датчики положения осевой линии с резьбовым отверстием
- Обзор
- Гибкий
Стиль - Твердый
Стиль - Конический
Стиль - Свинец
Тип замка - Переменная
Стиль
Британские стандартные калибры
- БС-2779
- БС-21
- БС-21
Rp в R (комбинация сухих уплотнений) - БС-21
Система A против Системы B - ДИН-2999
- EN-10226
- НЕ СООТВЕТСТВУЮТ спецификации прибора.
- ИСО-7
- ИСО-7
Rp в R (комбинация сухих уплотнений) - ИСО-228
- ИСО-228
Класс A по сравнению с классом B - рупий против
- рупий против
- Полный
Форма по сравнению с усеченной или модифицированной - ИСО-7
по сравнению с БС-21 - Обозначения
британских типов винтовой резьбы - ДИН-240-1923
по сравнению с БС-84 - Уитворт
Форма резьбы
Сертификаты прибора
G
G
Статьи о тредах в основном написаны
другие
- Горячий
клей, новый сургуч.
- JIS (японский промышленный стандарт)
Характеристики винтовой резьбы - Ар
Ты забиваешь своих гейджей до смерти? - Винт
Дизайн резьбы - Вырезать
расходы на потоки UNR.
Резьба ACME
- Мир винтовых резьб ACME
- Централизация
Резьба ACME - Общие
Назначение Резьба ACME - Заглушка
Резьба ACME
- Домашняя страница API
- Контрфорсная обсадная колонна BTC в соответствии со спецификацией API 5B
- CSG в соответствии со спецификацией API 5B
- Линейная труба низкого давления в соответствии со спецификацией API 5B
- Пронумерованные соединения NC в соответствии со спецификацией API 7-2
- NU Трубки без высадки в соответствии со спецификацией API 5B
- TBG (EU/EUE/EUT) Внешняя высаженная трубка в соответствии со спецификацией API 5
Круглый корпус
Этот веб-сайт финансируется за счет продажи инструментов для измерения резьбы.
 Это поможет нам продолжать предлагать эти данные, если вы позволите нам иметь возможность продавать наши инструменты вашей компании. Если вы сочтете эту информацию полезной, постарайтесь включить Gage Crib Worldwide Inc. в список предложений для будущих закупок инструментов для измерения резьбы.
Это поможет нам продолжать предлагать эти данные, если вы позволите нам иметь возможность продавать наши инструменты вашей компании. Если вы сочтете эту информацию полезной, постарайтесь включить Gage Crib Worldwide Inc. в список предложений для будущих закупок инструментов для измерения резьбы.Эти данные предоставлены только для общей информации. Намерение
является предоставление точной информации; несмотря на; ошибки могут существовать
в предоставленной информации. Если точность имеет решающее значение, основывайте свой
окончательные решения по данным, представленным в официальных отраслевых спецификациях; которые являются защищенными авторским правом документами. Для приобретения копий посетите
Авторизованный торговый посредник.
Исходная публикация: 10.
 01.1999
01.1999 Последняя редакция: 20.10.2020
Исправления ошибок или комментарии по поводу приведенных выше данных можно направлять по адресу: [email protected]
Gale Apps — Технические трудности
Приложение, к которому вы пытаетесь получить доступ, в настоящее время недоступно. Приносим свои извинения за доставленные неудобства. Повторите попытку через несколько секунд.
Если проблемы с доступом сохраняются, обратитесь за помощью в наш отдел технической поддержки по телефону 1-800-877-4253. Еще раз спасибо, что выбрали Gale, обучающую компанию Cengage.
org.springframework.remoting.RemoteAccessException: невозможно получить доступ к удаленной службе [authorizationService@theBLISAuthorizationService]; вложенным исключением является com.zeroc.Ice.UnknownException
unknown = «java.lang.IndexOutOfBoundsException: индекс 0 выходит за границы для длины 0
в java.base/jdk.internal.util.Preconditions.outOfBounds(Preconditions. java:64)
java:64)
в java.base/jdk.internal.util.Preconditions.outOfBoundsCheckIndex(Preconditions.java:70)
в java.base/jdk.internal.util.Preconditions.checkIndex(Preconditions.java:248)
в java.base/java.util.Objects.checkIndex(Objects.java:372)
в java.base/java.util.ArrayList.get(ArrayList.java:458)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.populateSessionProperties(LazyUserSessionDataLoaderStoredProcedure.java:60)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.reQuery(LazyUserSessionDataLoaderStoredProcedure.java:53)
в com.gale.blis.data.model.session.UserGroupEntitlementsManager.reinitializeUserGroupEntitlements(UserGroupEntitlementsManager.java:30)
в com.gale.blis.data.model.session.UserGroupSessionManager.getUserGroupEntitlements(UserGroupSessionManager.java:17)
в com.gale.blis.api.authorize. contentmodulefetchers.CrossSearchProductContentModuleFetcher.getProductSubscriptionCriteria(CrossSearchProductContentModuleFetcher.java:244)
contentmodulefetchers.CrossSearchProductContentModuleFetcher.getProductSubscriptionCriteria(CrossSearchProductContentModuleFetcher.java:244)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getSubscribedCrossSearchProductsForUser(CrossSearchProductContentModuleFetcher.java:71)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getAvailableContentModulesForProduct(CrossSearchProductContentModuleFetcher.java:52)
на com.gale.blis.api.authorize.strategy.productentry.strategy.AbstractProductEntryAuthorizer.getContentModules(AbstractProductEntryAuthorizer.java:130)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.isAuthorized(CrossSearchProductEntryAuthorizer.java:82)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.authorizeProductEntry(CrossSearchProductEntryAuthorizer. java:44)
java:44)
на com.gale.blis.api.authorize.strategy.ProductEntryAuthorizer.authorize(ProductEntryAuthorizer.java:31)
в com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody0(BLISAuthorizationServiceImpl.java:57)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody1$advice(BLISAuthorizationServiceImpl.java:61)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize(BLISAuthorizationServiceImpl.java:1)
в com.gale.blis.auth.AuthorizationService._iceD_authorize(AuthorizationService.java:97)
в com.gale.blis.auth.AuthorizationService._iceDispatch(AuthorizationService.java:406)
в com.zeroc.IceInternal.Incoming.invoke(Incoming.java:221)
в com.zeroc.Ice.ConnectionI.invokeAll(ConnectionI.java:2706)
на com.zeroc.Ice.ConnectionI.dispatch(ConnectionI.java:1292)
в com.zeroc.Ice.ConnectionI.message(ConnectionI.java:1203)
в com. zeroc.IceInternal.ThreadPool.run(ThreadPool.java:412)
zeroc.IceInternal.ThreadPool.run(ThreadPool.java:412)
в com.zeroc.IceInternal.ThreadPool.access$500(ThreadPool.java:7)
в com.zeroc.IceInternal.ThreadPool$EventHandlerThread.run(ThreadPool.java:781)
в java.base/java.lang.Thread.run(Thread.java:834)
»
org.springframework.remoting.ice.IceClientInterceptor.convertIceAccessException(IceClientInterceptor.java:348)
org.springframework.remoting.ice.IceClientInterceptor.invoke(IceClientInterceptor.java:310)
org.springframework.remoting.ice.MonitoringIceProxyFactoryBean.invoke(MonitoringIceProxyFactoryBean.java:71)
org.springframework.aop.framework.ReflectiveMethodInvocation. proceed(ReflectiveMethodInvocation.java:186)
proceed(ReflectiveMethodInvocation.java:186)
org.springframework.aop.framework.JdkDynamicAopProxy.invoke(JdkDynamicAopProxy.java:215)
com.sun.proxy.$Proxy151.authorize(Неизвестный источник)
com.gale.auth.service.BlisService.getAuthorizationResponse(BlisService.java:61)
com.gale.apps.service.impl.MetadataResolverService.resolveMetadata(MetadataResolverService.java:65)
com.gale.apps.controllers.DiscoveryController.resolveDocument(DiscoveryController.java:57)
com.gale.apps.controllers.DocumentController. redirectToDocument(DocumentController.java:22)
redirectToDocument(DocumentController.java:22)
jdk.internal.reflect.GeneratedMethodAccessor282.invoke (неизвестный источник)
java.base/jdk.internal.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:43)
java.base/java.lang.reflect.Method.invoke(Method.java:566)
org.springframework.web.method.support.InvocableHandlerMethod.doInvoke(InvocableHandlerMethod.java:205)
org.springframework.web.method.support.InvocableHandlerMethod.invokeForRequest(InvocableHandlerMethod.java:150)
org. springframework.web.servlet.mvc.method.annotation.ServletInvocableHandlerMethod.invokeAndHandle(ServletInvocableHandlerMethod.java:117)
springframework.web.servlet.mvc.method.annotation.ServletInvocableHandlerMethod.invokeAndHandle(ServletInvocableHandlerMethod.java:117)
org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.invokeHandlerMethod (RequestMappingHandlerAdapter.java:895)
org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.handleInternal (RequestMappingHandlerAdapter.java:808)
org.springframework.web.servlet.mvc.method.AbstractHandlerMethodAdapter.handle(AbstractHandlerMethodAdapter.java:87)
org.springframework.web.servlet.DispatcherServlet.doDispatch(DispatcherServlet.java:1067)
org. springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:963)
springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:963)
org.springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:1006)
org.springframework.web.servlet.FrameworkServlet.doGet(FrameworkServlet.java:898)
javax.servlet.http.HttpServlet.service(HttpServlet.java:626)
org.springframework.web.servlet.FrameworkServlet.service(FrameworkServlet.java:883)
javax.servlet.http.HttpServlet.service(HttpServlet.java:733)
org.apache.catalina.core.ApplicationFilterChain. internalDoFilter(ApplicationFilterChain.java:227)
internalDoFilter(ApplicationFilterChain.java:227)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.tomcat.websocket.server.WsFilter.doFilter(WsFilter.java:53)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.catalina.filters.HttpHeaderSecurityFilter.doFilter(HttpHeaderSecurityFilter.java:126)
org. apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.servlet.resource.ResourceUrlEncodingFilter.doFilter(ResourceUrlEncodingFilter.java:67)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.RequestContextFilter.doFilterInternal (RequestContextFilter.java:100)
org.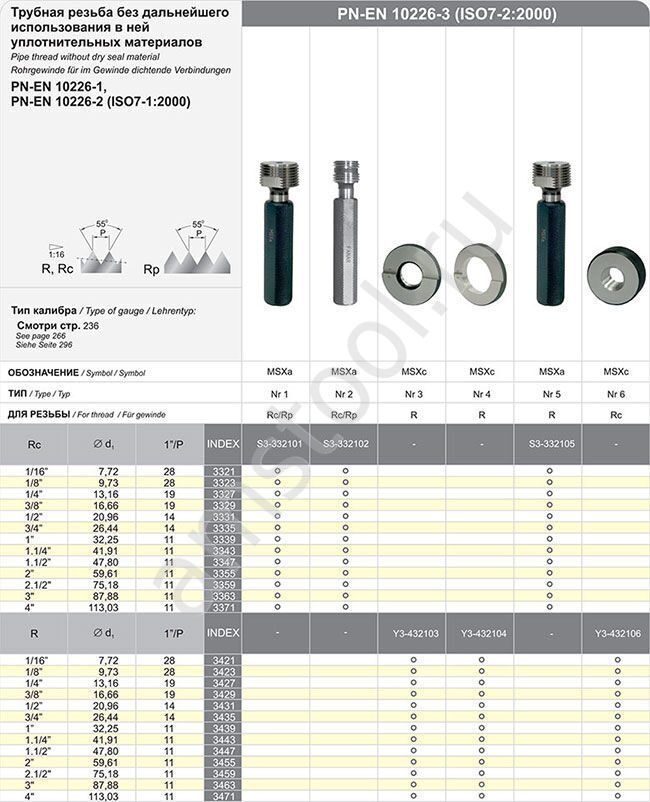 springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
com.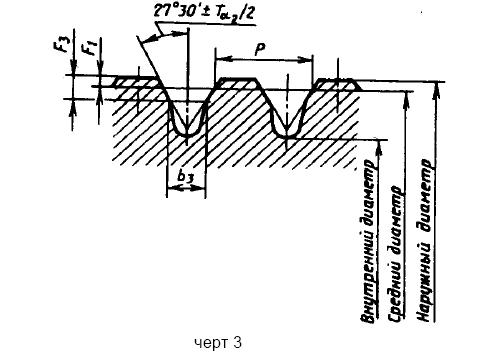 gale.common.http.filter.SecurityHeaderFilter.doFilterInternal(SecurityHeaderFilter.java:29)
gale.common.http.filter.SecurityHeaderFilter.doFilterInternal(SecurityHeaderFilter.java:29)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org. apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.owasp.validation.GaleParameterValidationFilter.doFilterInternal(GaleParameterValidationFilter.java:97)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:126)
org. springframework.boot.web.servlet.support.ErrorPageFilter.access$000(ErrorPageFilter.java:64)
springframework.boot.web.servlet.support.ErrorPageFilter.access$000(ErrorPageFilter.java:64)
org.springframework.boot.web.servlet.support.ErrorPageFilter$1.doFilterInternal(ErrorPageFilter.java:101)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:119)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.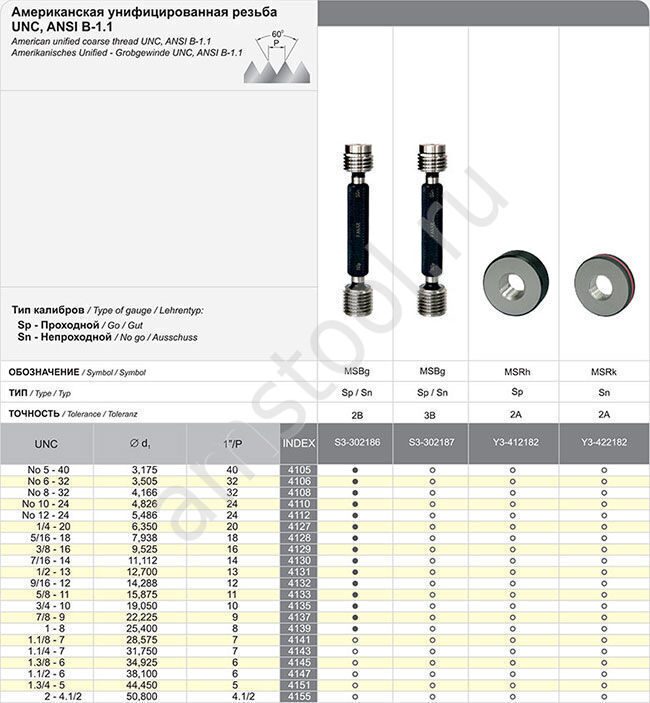 springframework.web.filter.FormContentFilter.doFilterInternal (FormContentFilter.java:93)
springframework.web.filter.FormContentFilter.doFilterInternal (FormContentFilter.java:93)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.doFilterInternal (WebMvcMetricsFilter.java:96)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org. apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.CharacterEncodingFilter.doFilterInternal (CharacterEncodingFilter.java:201)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org. apache.catalina.core.StandardWrapperValve.invoke(StandardWrapperValve.java:202)
org.apache.catalina.core.StandardContextValve.invoke(StandardContextValve.java:97)
org.apache.catalina.authenticator.AuthenticatorBase.invoke(AuthenticatorBase.java:542)
org.apache.catalina.core.StandardHostValve.invoke(StandardHostValve.java:143)
org.apache.catalina.valves.ErrorReportValve.invoke(ErrorReportValve.java:92)
org.apache.catalina.valves.AbstractAccessLogValve.invoke(AbstractAccessLogValve.java:687)
org. apache.catalina.core.StandardEngineValve.invoke(StandardEngineValve.java:78)
org.apache.catalina.connector.CoyoteAdapter.service(CoyoteAdapter.java:357)
org.apache.coyote.http11.Http11Processor.service(Http11Processor.java:374)
org.apache.coyote.AbstractProcessorLight.process(AbstractProcessorLight.java:65)
org.apache.coyote.AbstractProtocol$ConnectionHandler.process(AbstractProtocol.java:893)
org.apache.tomcat.util.net.NioEndpoint$SocketProcessor.doRun(NioEndpoint.java:1707)
org.apache. tomcat.util.net.SocketProcessorBase.run(SocketProcessorBase.java:49)
java.base/java.util.concurrent.ThreadPoolExecutor.runWorker(ThreadPoolExecutor.java:1128)
java.base/java.util.concurrent.ThreadPoolExecutor$Worker.run(ThreadPoolExecutor.java:628)
org.apache.tomcat.util.threads.TaskThread$WrappingRunnable.run(TaskThread.java:61)
java.base/java.lang.Thread.run(Thread.java:834)
♨️Калькулятор нитей [Бесплатное всеобъемлющее программное обеспечение]
У вас была возможность попробовать наш новый Калькулятор нитей? G-Wizard Thread Calculator — это дополнительный модуль премиум-класса для G-Wizard Calculator. Это бесплатно во время бета-тестирования, вам просто нужна рабочая пробная версия или копия подписки на наш калькулятор G-Wizard. Это программное обеспечение для нарезки резьбы по-прежнему будет работать для обычных внутренних и внешних резьб UN и ISO, даже если у вас нет модуля Premium.
Примечание. Калькулятор нитей G-Wizard в настоящее время находится в стадии бета-тестирования и поэтому официально не выпущен для использования в рабочей среде. Вы можете использовать его бесплатно во время бета-тестирования. Не забудьте тщательно проверить все значения на наличие ошибок и сообщить о любых проблемах или оставить отзыв по адресу [email protected].
Что такое калькулятор резьбы?
Резьба — сложная штука. Они основаны на стандартах, которые занимают сотни страниц. Мы рассчитываем, что винтовая резьба будет взаимозаменяемой, если мы будем правильно следовать надлежащему стандарту. Цель Калькулятора резьбы — дать вам исчерпывающие возможности для работы с резьбой:
- Определение размеров резьбы, таких как большой диаметр, вспомогательный диаметр, диаметр шага и десятки других переменных, определяющих резьбу.

- Текущие значения как для внутренней, так и для внешней резьбы.
- Как проверить эти размеры, например, используя метод «Измерение по проводам» или какими должны быть размеры, если вы хотите сделать годные/не годные датчики.
- Сообщите вам, какие допуски нужны, чтобы ваша винтовая резьба соответствовала спецификациям для их класса точности.
- Рассчитайте все это для стандартных и нестандартных размеров резьбы.
- Подскажите какие метчики использовать для нарезания внутренней резьбы.
- Печать подробных отчетов для проверки, контроля качества и документации.
- Работайте с максимально возможным разнообразием типов резьбы.
G-Wizard Thread Calculator может делать все это и многое другое.
Альтернативой является поиск в сети ограниченного числа инструментов, которые выполняют только одну задачу, например калькулятор малого диаметра резьбы. Или, что еще хуже, найти десятки калькуляторов резьбы ООН, но не найти помощи для вашей важной, но малоизвестной резьбы.
Типичное программное обеспечение, доступное сегодня, варьируется от бесплатного для относительно ограниченных калькуляторов до более чем 1000 долларов США для самых сложных, которые включают поддержку запатентованной конической резьбы для нефтяных месторождений.
Наш калькулятор G-Wizard с самого начала включает в себя бесплатный калькулятор потоков. Мы будем продолжать предлагать это, но мы также добавляем расширенный калькулятор резьбы с возможностями и функциями, которые конкурируют с высококлассными пакетами по гораздо более разумной цене.
Если вы собираетесь программировать ЧПУ для нарезания резьбы, вам необходимо иметь в своем распоряжении высококачественное программное обеспечение для обработки резьбы.
G-Wizard Thread Calculator, новый программный продукт для CNCCookbook, доступен для бета-тестирования. Вы можете скачать его здесь:
[Скачать G-WIzard с калькулятором нитей G-Wizard]
Как и каждый из наших предыдущих пакетов, вы сможете использовать его бесплатно во время бета-тестирования.
Есть только одно условие: у вас должна быть действующая пробная версия или подписка на G-Wizard Calculator, поскольку G-Wizard Thread Calculator — это дополнительный модуль для G-Wizard Calculator. Кстати, у нас также есть G-Wizard Estimator в разработке, что является той же сделкой — вы можете использовать его бесплатно, если у вас есть активная пробная версия калькулятора G-Wizard или подписка.
Помните: это бета-версия программного обеспечения, и вы почти наверняка столкнетесь с ошибками. Просто сообщите о них мне по адресу [email protected].
Бесплатный калькулятор резьбы G-Wizard
Мы были одним из первых машинных калькуляторов, в которых была учтена резьба, и наш бесплатный калькулятор резьбы остается одним из самых многофункциональных. Вот бесплатный калькулятор потоков от G-Wizard:
Как видите, это довольно хороший калькулятор. Одной из моих любимых функций является таблица размеров метчиков, которая поможет вам избежать поломки метчиков, выбрав наилучшее сверло для вашего применения. Даже бесплатный калькулятор нитей имеет ряд отличных функций:
- Охватывает как наружную, так и внутреннюю резьбу по стандартам резьбы UN и ISO
- Охватывает коническую наружную и внутреннюю резьбу (трубную резьбу) для NPT.
- Ключевые размеры резьбы, представленные в графической форме, такие как средний диаметр, главный диаметр, вспомогательный диаметр, количество витков резьбы на дюйм (или мм), шаг резьбы и т. д.
- Выберите классы допуска для определения допуска резьбы.
Если вам просто нужен базовый калькулятор резьбы UN или калькулятор резьбы ISO для пользователей, использующих метрические единицы, этот бесплатный инструмент трудно превзойти. Но для более экзотических семейств резьбы, а также для получения дополнительных функций и информации о резьбе вам понадобится наш расширенный калькулятор резьбы G-Wizard.
Краткий обзор расширенного калькулятора нитей G-Wizard
Использование калькулятора нитей G-Wizard очень просто. Выполните следующие действия:
Выберите вкладку GW Threads в G-Wizard Calculator
Если вкладка GW Threads отсутствует, это означает, что вы не зарегистрированы для использования GW Thread Calculator. Перейдите на страницу продукта и зарегистрируйтесь для получения бесплатной пробной версии или покупки.
Выбор прямой или конической (трубной) резьбы
Калькулятор резьбы GW делит резьбу на прямую и коническую (трубная резьба часто бывает конической). Выберите вкладку вверху для того, который вы хотите.
Выберите семейство резьбы и предпочтительный размер резьбы
Резьба относится к семействам, которые определяют общую форму и геометрию резьбы. Семейство также имеет список предпочтительных размеров резьбы, которые являются стандартными для этого семейства. Вы выбираете оба из раскрывающихся списков в левом верхнем углу калькулятора резьбы GW:
Калькулятор пользовательской резьбы
Не во всех семействах разрешены пользовательские размеры резьбы, но во многих. Вам нужно будет ввести номинальный размер (также известный как основной основной диаметр) и либо TPI (число резьб на дюйм), либо шаг (многие метрические семейства используют шаг) для пользовательского размера резьбы. Учитывая желаемый класс точности, калькулятор резьбы GW рассчитает все размеры резьбы.
Классы допусков
Не все семейства резьб имеют классы допусков, но если они есть, вы можете установить их здесь из раскрывающегося списка «Класс». Классы допусков указывают, каким должен быть допуск резьбы для размеров резьбы. Более жесткие классы допуска допускают меньшее отклонение от идеальных размеров, в то время как более слабые классы допуска допускают большее отклонение (больший допуск резьбы).
Запуски потока
Измените количество запусков со значения по умолчанию «1» для создания многозаходного потока.
Сверла для нарезки резьбы
Определите оптимальный размер сверла для нарезки резьбы в зависимости от того, какой у вас метчик: режущий или формовочный (накатной), а также процент резьбы, которую вы хотите нарезать. Обязательно ознакомьтесь с нашей подробной статьей, чтобы понять влияние процента резьбы на срок службы метчика.
Графическое представление и представление отчета
Графическое представление дает вам краткую визуальную сводку потока. Представление отчета содержит гораздо больше информации и предназначено для печати отчета с максимально возможной информацией о конкретной винтовой резьбе.
Внутренняя или внешняя резьба
Существуют представления для внутренней и внешней резьбы.
Мастер резьбы CADCAM
Нажмите эту кнопку, чтобы загрузить текущую выбранную резьбу в мастера CADCAM.
Измерение по проводам: Калькулятор резьбы
Калькулятор резьбы G-Wizard включает калькулятор измерения по проводам для измерения шага наружной резьбы:
Рекомендуемый лучший размер для измерения проводов. Введите фактический размер проволоки, и будут указаны минимальное и максимальное MOW для резьбы, которая должна соответствовать спецификации. Введите размер по проводам, который вы измеряете, и будет указан диаметр шага резьбы.
Если вы проверите диаметр шага с помощью метода 3-х проволок, вы можете использовать G-Wizard, чтобы найти правильную резьбу, и из этого вы узнаете большой диаметр, меньший диаметр и все остальные данные. Точно так же, если вы проверите диаметр шага, лыски и угол резьбы, тогда другие измерения должны быть правильными.
Список функций G-Wizard Thread Calculator еще не заморожен (см. ниже, чтобы внести свой вклад), но вот основные новые функции, которые там есть:
Больше типов нитей
Само собой разумеется, что GW Thread Calculator поддерживает гораздо больше типов нитей, чем наша бесплатная версия. Обязательно сообщите нам в опросе ниже, какие резьбы важны для вас, чтобы они были должным образом расставлены по приоритетам. Как и во всех наших продуктах, мы продолжим добавлять больше типов потоков с новыми выпусками.
Таблица размеров резьбы/отчет
Часто бывает важно распечатать отчеты, содержащие все сведения о резьбе. Хотите ли вы графическое представление наиболее важных измерений, краткую справочную таблицу со всеми деталями или печатный отчет, GWTC предоставит вам все необходимое.
Архитектура Pluggable Standard-Based Engine
Самым большим отличием от нашего старого Free Thread Calculator является совершенно новый Pluggable Standard Thread Engines. Наше исходное программное обеспечение Thread было построено на основе базы данных. Все ключевые значения были там, так что нужно было очень мало вычислений. Новый калькулятор резьбы G-Wizard основан на расчетном подходе. В нем используются те же формулы, что и в стандартах на резьбу, таких как ASME B1.1-2003 для резьб UN.
Это решает несколько задач. Во-первых, он позволяет рассчитать резьбу на основе произвольных комбинаций номинального размера и количества витков на дюйм. Во-вторых, нам легче добавлять большое количество новых резьб с течением времени, включая гораздо более экзотические резьбы.
Направляющие для ручного токарного станка
Направляющие для ручного токарного станка содержат пошаговые инструкции о том, как нарезать любую выбранную резьбу. Вот как они выглядят:
Что действительно здорово в них, так это то, что они точно сообщают, сколько проходов нужно сделать и глубину резания для каждого прохода.
Семейства резьбы, поддерживаемые калькулятором резьбы G-Wizard
Обозначение семейства/серии винтовой резьбы | Стандарт | Размеры резьбы |
Бесплатные семейства винтовых резьб, входящие в состав G-Wizard | ||
| Единый национальный номер: ООН, UNC, UNF, UNEF, UNS | ANSI/ASME B1.1-2003 | Калькулятор резьбы 371GW позволяет использовать нестандартный диаметр и TPI |
| Метрическая система ISO M, грубая и тонкая | ASME B1.13-2005 | 437 Калькулятор резьбы GW позволяет использовать нестандартный диаметр и TPI |
Премиум-семейства винтовой резьбы, добавленные калькулятором резьбы G-Wizard | ||
| UNM — миниатюрные размеры резьбы для часового дела и подобных применений | ASME B1. 10 | 14 |
| UN STI – Резьбовые вставки, такие как Helicoil. Размеры UNC и UNF. | ASME B18.29.1-2010 | 43 |
| ISO STI — Вставки для винтовой резьбы, такие как Helicoil. Крупный и мелкий размер резьбы. | ASME B1.13M-2005 | 44 |
| Pg (Panzergewinde) Трубная резьба | ДИН 40430 | 10 |
| UNJ — Резьба для аэрокосмической отрасли. UNJC, UNJF и UNJEF Размеры | SAE AS8879-D | 82 Plus Нестандартные комбинации диаметра и TPI |
| Метрическая MJ – резьба для аэрокосмической отрасли. | Б1.21М-1997 | 157 Plus Нестандартные комбинации диаметра и шага |
| Британский стандарт Уитворта (BSW) | Британский стандарт Уитворта (BSW) | 19 Plus Нестандартные комбинации диаметра и TPI |
| Британский стандарт Whitworth Fine (BSF) | Британский стандарт Уитворта (BSW) | 16 Plus Нестандартные комбинации диаметра и TPI |
| Британская ассоциация (BA) | БС 93:2008 | 17 |
Доступные данные для каждой винтовой резьбы (включая внутреннюю и внешнюю резьбу) и определение каждого семейства
(также называемого «Обозначение серии»)
Семейство резьбы в широком смысле определяет геометрию резьбы.
Обозначение серии
Многие семейства резьб имеют несколько обозначений серий. Например, Unified National включает в себя UN, UNC, UNF, UNEF, UNS и другие.
Размер
Размер резьбы определяет конкретную резьбу в семействе и серии. Размер обычно выражается как минимум в виде размера (обычно номинального размера), а также очень часто в виде размера и обозначения резьбы (например, TPI).
Номинальный размер
Размеры резьбы обычно указываются по номинальному размеру, который немного превышает точное значение.
TPI
TPI относится к количеству витков на дюйм.
Ссылка
Название стандарта, определяющего резьбу. Например, ASME B1.1-2003.
Класс точности
Допуски спецификации резьбы определяются классом точности. Класс допуска состоит из двух частей: класса допуска и позиции допуска.
Обозначение серии
Полное обозначение резьбы должно включать семейство, размер и класс точности резьбы. Например, «1/4–28 UNF-2A» — это семейство UNF, размер 1/4–28 и класс точности 2A.
Угол резьбы
Угол резьбы — это угол стенки резьбы. Например, резьба UN имеет угол резьбы 60 градусов.
Запуски резьбы
Резьба с одним заходом может начинаться в 1 позиции на окружности вращения. 2 старта означают, что на круге есть 2 положения и так далее.
Шаг
На схеме показано, как измеряется шаг резьбы:
Ход
Ход – это линейный ход, который гайка совершает за один оборот винта. Лид — это в основном Pitch * Thread Starts.
Угол в плане
Угол в плане — это угол подъема резьбы, зависящий от расстояния в плане. Многозаходная резьба имеет больший угол в плане.
Длина зацепления
Длина зацепления измеряется длиной взаимодействия между крепежным элементом и гайкой.
Длина зацепления (резьбы)
Это длина зацепления, измеренная в витках, а не в дюймах или миллиметрах.
Минимальный наружный диаметр
См. схему, чтобы узнать, как измеряется наружный диаметр:
Наружный диаметр — это наибольший диаметр наружной или внутренней резьбы.
Большой диаметр должен находиться в диапазоне от минимального большого диаметра до максимального большого диаметра.
Максимальный наружный диаметр
Максимальный наружный диаметр для данной резьбы и класса точности.
Средний наружный диаметр
Средний наружный диаметр для данной резьбы и класса точности.
Минимальный внутренний диаметр
См. схему, чтобы узнать, как измеряется внутренний диаметр:
Вторичный диаметр — это наименьший диаметр внешней или внутренней резьбы.
Второстепенный диаметр должен находиться в диапазоне от минимального второстепенного диаметра до максимального второстепенного диаметра.
Максимальный второстепенный диаметр
Максимальный внутренний диаметр для этой винтовой резьбы и класса точности.
Средний внутренний диаметр
Средний внутренний диаметр для данной резьбы и класса точности.
Минимальный диаметр делителя
См. схему, чтобы узнать, как измеряется делительный диаметр:
Делительный диаметр находится между большим и меньшим диаметром наружной или внутренней резьбы.
Диаметр делителя должен находиться в диапазоне от минимального диаметра делителя до максимального диаметра делителя.
Макс. диаметр делителя
Максимальный диаметр делителя для этой резьбы и класса точности.
Средний диаметр резьбы
Средний диаметр резьбы для данной резьбы и класса допуска.
Высота V-образного сечения Sharp
См. схему, чтобы узнать, как измеряется высота Sharp V-Height:
Высота, если на резьбе не было лысок.
Высота лыски
На схеме показано, как измеряется высота лыски:
Плоский
Ширина плоского. См. диаграмму выше для наглядности.
Припуск
Припуск — это преднамеренный зазор, создаваемый между сопряженными резьбами при изготовлении гайки и болта. Припуск обеспечивает свободное вращение нити без заедания.
Допуск указан как часть внешней резьбы, а не внутренней резьбы.
Допуск большого диаметра
Разница между минимальным и максимальным большим диаметром.
Допуск на диаметр делительной окружности
Разница между минимальным и максимальным диаметром делительной окружности.
Допуск малого диаметра
Разница между минимальным и максимальным внутренним диаметром.
Подробнее:
Последние новости о бета-тестировании
Только что загружена новая бета-версия калькулятора нитей G-Wizard!
Последняя бета-версия содержится в G-Wizard Calculator v4. 15. Он добавляет следующее:
— Добавлено новое семейство резьб: трапециевидные метрические изометрические резьбы. Ответ Metric на темы ACME.
– Новая функция: Инструкции по нарезанию резьбы на токарном станке вручную. Прокрутите вниз, чтобы увидеть снимок экрана. Одной из самых крутых функций является то, что руководство сообщит вам, сколько проходов необходимо и глубину резания для каждого прохода для достижения наилучших результатов.
G-Wizard Thread Calculator, новый программный продукт для CNCCookbook, доступен для бета-тестирования. Вы можете скачать его здесь:
[Скачать G-WIzard с калькулятором нитей G-Wizard]
Как и каждый из наших предыдущих пакетов, вы сможете использовать его бесплатно во время бета-тестирования.
Есть только одно условие: у вас должна быть активная пробная версия или подписка на G-Wizard Calculator, потому что G-Wizard Thread Calculator — это дополнительный модуль для G-Wizard Calculator. Кстати, у нас также есть G-Wizard Estimator в разработке, что является той же сделкой — вы можете использовать его бесплатно, если у вас есть активная пробная версия калькулятора G-Wizard или подписка.
Помните: это бета-версия программного обеспечения, и вы почти наверняка столкнетесь с ошибками. Просто сообщите о них мне по адресу [email protected].
Сколько это будет стоить?
Калькулятор нитей G-Wizard приобретается единовременно (подписка не требуется) и действует как обновление для вашего калькулятора G-Wizard. Вы делаете покупку, и все готово. Как и все программное обеспечение G-Wizard, все обновления и поддержка предоставляются вам на всю жизнь без дополнительной оплаты. Как и следовало ожидать, существующие клиенты G-WIzard Calculator получат выгодную сделку на добавление GW Thread Calculator. Ожидайте, что GW Thread Calculator станет одним из самых экономичных решений премиум-класса на рынке.
Мы объявим цены, когда будем готовы начать взимать плату за GW Thread Calculator. А пока наслаждайтесь этим бесплатно.
Как мне его получить?
Это бета-тест, поэтому я могу собрать ваши отзывы. Я не ожидаю, что бета-тестирование займет много времени, поэтому не пропустите бесплатный период. Уже достигнут значительный прогресс, и я хочу выпустить продукт, как только буду уверен, что он соответствует вашим потребностям и работает должным образом.
Чтобы получить G-Wizard Thread Calculator, все, что вам нужно, это рабочая копия G-Wizard Calculator. После того, как вы загрузили последнюю версию калькулятора GW, щелкните вкладку «GW Threads», чтобы получить доступ к калькулятору GW Thread Calculator.
Я буду сообщать о ходе работы калькулятора нитей в этом блоге, поэтому убедитесь, что вы подписаны на обновления. Просто прокрутите вниз до формы подписки ниже.
Многое еще впереди!
Нужно ли мне это?
Если вы изготавливаете детали с необычными семействами резьб или нестандартными размерами, вам это необходимо.
Если вам нужна вся информация, которую вы можете получить о нитях для проверки или контроля качества, она вам нужна. Допуск на резьбу — сложный вопрос, и подробная информация в G-Wizard Thread Calculator может помочь в этом.
Если вы не хотите копаться в Интернете, Справочнике по машинному оборудованию или дорогих документах по стандартам резьбы, он вам нужен.
Калькулятор резьбы Часто задаваемые вопросы
Программное обеспечение для резьбы | Gagemaker
TDWIN™ — программное обеспечение Thread Disk для определения размеров прямой резьбы
Инженерное программное обеспечение Thread Disk™ (TDWin™) рассчитывает критические размеры резьбы на основе таблиц и формул ANSI. Типы резьбы, поддерживаемые программой, включают: серии UN, UNJ и UNR, Acme, Stub Acme, Stub Acme Modified I и II, метрические M и MJ, контрфорс 7° X 45° и трубную резьбу общего назначения.
Чтобы мгновенно определить критические размеры, введите основную информацию о резьбе на экране ввода типа резьбы, например: тип резьбы, класс резьбы, номинальный диаметр и число витков резьбы на дюйм. После вычисления результатов вкладки в нижней части программы позволяют выбрать несколько типов расчетной информации, включая размеры и допуски для резьбы изделия, калибры-кольца, установочные пробки, калибры-пробки или калибры диаметра резьбы Gagemaker.
Если измерение внутреннего и внешнего диаметров пологих конусов представляет собой проблему, инструмент Ball mic SET DIM Tool обеспечивает установочные размеры для шариковых микрометров или калибра для пазов Gagemaker BX-1000. Программа рассчитывает настройки шарового микрофона для любой конической геометрии поверхности.
Другие функции программы включают возможность печатать отчеты о размерах резьбы, предоставляя бумажную копию любого расчета. Эти отчеты предоставляют те же критические измерения, которые отображаются в программе. Возможность нескольких окон вычислений — это функция, позволяющая одновременно выполнять несколько различных расчетов потоков.
Системные требования
Системные требования
- Windows XP или выше
- 64 МБ ОЗУ
- 3 MD свободного места на жестком диске
Характеристики
Характеристики
- Использование таблиц, формул и допусков ANSI и размеры пробки
- Адреса шагов от 1 до 400
- Расчет установочных размеров резьбы Gagemaker
Модели
| Пользовательские лицензии | Description | Model | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Thread Disk- Thread Engineering and Calcuation Software, Single User license | TDWIN | ||||||||||||
| 2 | Thread Disk- Thread Engineering and Calcuation Software, no license agreement required | TDWIN-2USER | ||||||||||||
| 5 | Программное обеспечение для проектирования и расчета резьбы Thread Disk, плавающая лицензия на 5 пользователей | TDWIN-LIC5 | ||||||||||||
| 10 | Программное обеспечение для инженерии и расчета потоков, плавание 10 Пользовательская лицензия | TDWIN-LIC10 | ||||||||||||
| 15 | Thread Disk-Thread Engineering and Salute Software. Экран геометрии резьбы0024 Программное обеспечение TDWIN Taper™ -Thread Disk для размеров конической резьбыПрограммное обеспечение TDWIN Taper™ от Gagemaker упрощает спецификации API, контролирующие качество соединения. TDWIN Taper производит габаритные чертежи и данные контроля скважинных трубных соединений API на основе самых современных отраслевых стандартов. Все необходимые детали для обработки, проверки и документирования резьбы трубных соединений доступны в одной удобной программе. TDWIN Taper обеспечивает легкий доступ к информации как о предпочтительных, так и о нежелательных соединениях с поворотным уступом, трубных и обсадных соединениях, а также о любой комбинации перекрестных соединений. Программа предлагает стандартные типы и размеры соединений. TDWIN Taper™ опирается на таблицы API и отраслевых стандартов и допуски. Он отображает чертежи соединений, информацию о контрольных приборах, а также отчеты о настройке и проверке. Программное обеспечение отображает пригодный для печати чертеж, пригодный для изготовления. Чертежи соответствуют стандартам ASME Y14.5 для промышленной совместимости. Распечатывайте отчеты о настройке и проверке датчиков с логотипом вашей компании и информацией о рабочих заданиях. Программа предлагает возможность сохранять отчеты и задания для дальнейшего использования. Типы конических промысловых соединений, поддерживаемые программой, включают следующие: Поворотные соединения с буртиком
0024
Системные требования Системные требования
|
