Расточный резец: виды, маркировки и назначение инструмента
Содержание
Резец расточной для глухих отверстий, сквозной
Главная страница
→
Наиболее востребованными на сегодняшний день являются резцы расточные, изготовленные из карбидовольфрамовых и титановольфрамовых сплавов, которые позволяют делать сквозные и глухие отверстия в заготовках на больших скоростях. Лучше всего покупать резец расточной нового образца. Его конструкция основательно доработана и оснащена дополнительной отводящей канавкой, благодаря которой стружка удаляется из зоны резания быстро и без особых проблем. Кроме того, такой инструмент имеет более продолжительный срок использования.
Навигатор по разделу
Поиск по этому разделу:
Сбросить результаты поиска
скачать прайс-лист
выбранных товаров
Найдено товаров: 11
| Код | Название | Артикул | Цена | ||
|---|---|---|---|---|---|
|
|
432779 |
Резец токарный расточной для глухих отверстий ВК8 16х16х140мм Производитель ВИЗ
| 30353 |
|
Товар в Корзине
|
|
|
347041 |
Резец токарный расточной для глухих отверстий ВК8 16х16х170мм Производитель ВИЗ
| 46099 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
268458 |
Резец токарный расточной для глухих отверстий ВК8 25Х25х200мм Производитель ВИЗ
| 44730 |
|
Товар в Корзине
|
|
|
366638 |
Резец токарный расточной для глухих отверстий Т15К6 16Х16х140мм Производитель ВИЗ
| 30354 |
|
Товар в Корзине
|
|
|
275330 |
Резец токарный расточной для глухих отверстий Т15К6 16Х16х170мм Производитель ВИЗ
| 46984 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
202700 |
Резец токарный расточной для глухих отверстий Т15К6 25Х25х200мм Производитель ВИЗ
| 31475 |
|
Товар в Корзине
|
|
|
226471 |
Резец токарный расточной для скв.отверстий ВК8 16х16х170мм Производитель ВИЗ
| 45647 |
|
Товар в Корзине
|
|
|
392714 |
Резец токарный расточной для скв.  отверстий Т15К6 16Х16х140мм отверстий Т15К6 16Х16х140мм
Производитель ВИЗ
| 30357 |
|
Товар в Корзине
|
|
|
241780 |
Резец токарный расточной для скв.отверстий Т15К6 16Х16х170мм Производитель ВИЗ
| 45648 |  org/Offer»> org/Offer»>
|
Товар в Корзине
|
|
|
226468 |
Резец токарный расточной для скв.отверстий Т15К6 20х20х170мм Производитель ВИЗ
| 30358 |
|
Товар в Корзине
|
|
|
202714 |
Резец токарный расточной для скв.отверстий Т15К6 25Х25х200мм Производитель ВИЗ
| 31476 |
|
Товар в Корзине
|
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>Расточной резец. Доводим до ума «Пожирателя Пламени»
Не люблю незаконченных сюжетов, отложенных дел и «узелков на память». И у меня появился шанс избавиться сразу от двух таких раздражителей.
Раздражитель номер 1. Вакуумный двигатель «Пожиратель пламени» из одного из моих обзоров работал всего ничего и перегревался.
Непорядок хотелось исправить.
Раздражитель номер 2. У меня дома есть небольшой токарный станок. Как известно, для работы на станке требуются резцы. У меня есть устраивающий меня набор разнообразных резцов, но некоторые из него были сделаны на скорую руку, из того что подвернулось. Например, расточной резец был сделан из отличной твердосплавной заготовки и совершенно безобразной державки.
Куда-то спешил, что-то нужно было срочно расточить. Так родился этот монстр. Конечно он справляется со своей задачей, но кое-как. Т.к. жесткость конструкции маленькая, то приходится снимать за один проход мало металла, и работа превращается в каторгу.
Таким образом я решил обзавестись расточными резцами и сделать радиатор охлаждения для «Пожирателя пламени».
Резцы приехали ко мне в 5 коробочках и маленьком пакетике со сменными пластинами
Внутри коробочек были пять державок различных типоразмеров и пять ключей Torx для винтиков.
Давайте сперва разберемся для чего эти резцы и как их можно использовать. У них два назначения. Первое это расточка внутренних отверстий.
Также как дополнительная опция – торцевой, подрезной резец для наружных поверхностей.
Да, я знаю, что передний угол будет немного другой, но для домашнего нечастого использования, на мой взгляд это допустимо.
Возвращаемся к резцам. Маркировка SCLCR – это стандарт обозначения резцов, последняя буква обозначает Right, что резец «правый». Остальные буквы можно расшифровать по картинке.
В наборе были державки диаметром 6, 7, 8, 10 мм и длиной 125мм, и одна державка диаметром 12 мм и длиной 150 мм. Угол режущей пластины 95%.
Зачем нужны различные диаметры державок. Чем толще державка, тем она жестче. В металлообработке гонка за жесткостью это основное. Чем жестче связка СПИД (станок – приспособление – инструмент – деталь), тем больше возможно снять металла за проход и тем выше качество поверхности. Поэтому, если есть возможность, то следует использовать державку с наибольшим диаметром, а если размер отверстия не позволяет, то берется державка чуть меньшего диаметра, чем отверстие.
Поэтому, если есть возможность, то следует использовать державку с наибольшим диаметром, а если размер отверстия не позволяет, то берется державка чуть меньшего диаметра, чем отверстие.
Типоразмер пластины CCMT060204, то есть, первые две цифры это размер грани в мм, вторые 2 цифры — толщина пластины в мм, и последние две цифры – радиус скругления углов пластины в десятых долях мм. Судя по типоразмеру пластина предназначается для чистовых и финишных операций.
Устанавливаем пластину, фиксируя ее винтом.
Резцы сделаны на отлично. Подгонка пластины идеальная. Сама державка из твердой стали, по ощущениям аналог нашей СТ-45. Тело державки заполировано и заворонено.
Установим резец в быстросменный картридж.
Ну чтож, перемещаемся на токарный станок. Расточим отверстие в заготовке под радиатор для нашего вакуумного двигателя.
Я опущу все шаги изготовления радиатора. В конце будет видео, где все можно будет посмотреть.
И вот радиатор готов.
Я совершил несколько ошибок при прорезании ребер: отрезной резец затупился, заготовка была зажата не до конца. Поэтому идеально красиво не получилось, увы. Отношусь я к этому совершенно спокойно. Это нормальная кривая обучения новичка — любителя. Я никогда не делал последовательные прорези. Теперь я знаю кучу особенностей, и в следующий раз все будет как надо.
Интересно посмотреть на качество поверхности после расточки нашим резцом: по-моему весьма неплохо.
Устанавливаем радиатор на двигатель. Так совпало, что почти все огрехи оказались закрыты корпусом. Во время установки я использовал термопасту.
Как результат, двигатель завелся и проработал достаточно долго, минут 5-6, радиатор достаточно быстро начал нагреваться, что говорит о хорошем теплообмене. Двигатель работал и работал, радиатор раскалился, что было больно прикоснуться, потом кончился доступный фитилю спирт. Фитиль не достает до дна, коротковат немного. Забирает часть спирта сверху, и все. Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Видео о вытачивании радиатора, и показ работы «пожирателя пламени» с радиатором.
Как резюме. Отличные резцы, надежные, качественно сделанные и приятные в работе. Смело рекомендую обладателям токарных станков, или как подарок друзьям или коллегам с токарными станками.
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
shars.com — Расточные оправки
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Каталог
Поиск
Shars Tool предлагает широкий выбор расточных оправок, держателей расточных оправок и наборов расточных оправок, разработанных для удовлетворения ваших потребностей. Благодаря разнообразию сменных конфигураций, возможностям охлаждающей жидкости, разнообразию сменных пластин и размеров, наш склад обязательно предоставит вам правильный брус для нужной работы. Просмотрите ниже и купите сегодня!
Просмотр как:
Сетка ViewList View
Сортировать по
Сортировать по: позиции
Сортировать по имени
Сортировать по: Артикул
Сортировать по: Цена
Показать
Показать: 9
Показать: 15
Показать: 30
за страницу
Пункты 1-15 из 278
- 1 из 19
- 2
- 3
- 4
- 5
Артикул 404-1954
$63,95
Страница 140
Артикул 404-1961
$29,50
Страница 144
Артикул 404-2457
$88,95
Страница 140
Артикул 404-2422
$39,95
Страница 144
Артикул 404-2344
$31,50
Страница 138
Артикул 404-1950
$63,95
Страница 140
Артикул 404-6489
$36,95
Страница 140
Артикул 404-7921
$79,95
Страница 139
Артикул 404-1850
$63,95
Страница 139
Артикул 404-1970
$62,95
Страница 137
Артикул 404-1941
$49,50
Страница 139
Артикул 404-2460
$84,95
Страница 137
Артикул 404-2425
$49,50
Страница 144
Артикул 404-2473
$33,95
Страница 143
Артикул 404-1928
$39,50
Страница 140
Расточные инструменты Будьте умнее, идите глубже
Цифровые расточные головки, такие как показанная здесь BIG Kaiser EWE, сокращают время настройки инструмента на 20 и более процентов.
Говорят, что обработка отверстий является наиболее часто выполняемой из всех операций механической обработки. И само собой разумеется, что большинство этих отверстий должны быть расширены или, скорее всего, просверлены после сверления. Однако до тех пор, пока машинисты бурят отверстия, они боролись с множеством проблем. Удаление стружки, недостаток охлаждающей жидкости, прямолинейность и чистота поверхности — не говоря уже о том, что вы не знаете, что, черт возьми, там происходит — это лишь некоторые из проблем, с которыми сталкивается любой, кто работал на токарном станке с ЧПУ или обрабатывающем центре.
Но с годами скучная жизнь стала немного легче. Поставщики режущего инструмента и оснастки решили эти и другие проблемы глубокого растачивания с помощью технологии, которая делает эту часто трудную операцию обработки гораздо менее трудоемкой. Антивибрационные расточные оправки устраняют вибрацию. Инструменты с подачей СОЖ разбивают птичьи гнезда и вымывают стружку из отверстия. Инструменты для чистового растачивания превращают дни «подкрадывания к отверстию» в цеховой анахронизм. Модульные системы упрощают переналадку и сокращают время простоя. И Индустрия 4.0, наконец, разгадывает тайны невидимых событий там, внизу.
Инструменты для чистового растачивания превращают дни «подкрадывания к отверстию» в цеховой анахронизм. Модульные системы упрощают переналадку и сокращают время простоя. И Индустрия 4.0, наконец, разгадывает тайны невидимых событий там, внизу.
Глубокое погружение в расточку
Начнем с самой основной и распространенной проблемы растачивания: вибрации. Максимальный вылет расточной оправки со стальным хвостовиком примерно в четыре раза превышает ее диаметр (4xD), возможно, немного больше, в зависимости от материала заготовки, глубины резания и того, насколько надежно удерживается оправка. Твердый сплав может легко пройти 6xD и до 10xD, если все в порядке. Выйдите далеко за пределы этого соотношения, и вибрация, ведущая к болтовне, начнет поднимать свою уродливую голову. Поддержание приемлемого качества поверхности становится проблематичным, равно как и срок службы инструмента и допуск деталей.
К счастью, у машинистов теперь есть лучший выбор, чем стальные или карбидные стержни прошлых лет. Большинство производителей режущего инструмента предлагают ту или иную форму антивибрационной или амортизирующей расточной оправки, некоторые из которых обеспечивают отношение глубины к диаметру 14xD и более. Например, компания Walter USA LLC, Ваукеша, штат Висконсин, предлагает свою систему Accure.tec, и, как объяснил менеджер по продукту Саранг Гаруд, ее преимущества выходят далеко за рамки уменьшения вибраций.
Большинство производителей режущего инструмента предлагают ту или иную форму антивибрационной или амортизирующей расточной оправки, некоторые из которых обеспечивают отношение глубины к диаметру 14xD и более. Например, компания Walter USA LLC, Ваукеша, штат Висконсин, предлагает свою систему Accure.tec, и, как объяснил менеджер по продукту Саранг Гаруд, ее преимущества выходят далеко за рамки уменьшения вибраций.
«Наш новый инструмент Accure.tec содержит демпфер из тяжелого металла, запатентованная технология, которая действует как в радиальном, так и в осевом направлении благодаря эластичности предварительно настроенного демпфирующего элемента», — сказал Гаруд. «Будь то чистовая или черновая операция, оператор может просто поместить заготовку в токарный станок с ЧПУ или обрабатывающий центр и начать расточку. Кроме того, наша быстросменная режущая головка QuadFit имеет короткий вылет, малый вес и расположена как можно ближе к демпфирующему механизму, что важно для оптимальной производительности сверления».
Многие из современных расточных систем являются модульными по своей природе и быстросменными, что повышает гибкость и сокращает время переналадки.
Garud перечислил ряд подходящих приложений для инструментов для глубокого растачивания, включая шасси самолетов, корпуса насосов и корпуса клапанов для нефтяной и газовой промышленности, корпуса автомобильных дифференциалов, компоненты газовых турбин, пресс-формы для литья пластмасс и действительно везде, где требуется большой радиус действия. вместе с высокими требованиями к точности и чистоте поверхности. «Типичное отношение длины к диаметру для таких приложений составляет от 6xD до 12xD, хотя можно использовать и более глубокие приложения», — сказал он.
Тихо как шепот
У Ашока Гурусвами есть похожее решение. Менеджер по продукту Grip/Turn/Thread в Iscar Tools Inc., канадском подразделении Iscar Ltd., Тефен, Израиль, Гурусвами отметил, что инженеры Iscar разработали антивибрационные инструменты WHISPERLINE для операций, в которых требуются большие вылеты. Эти инструменты включают системы динамического поглотителя вибрации (DVA) для увеличения демпфирования и, следовательно, стабильности во время обработки. Он объяснил, что DVA представляет собой тяжелую вольфрамовую массу, поддерживаемую эластомерными компонентами и расположенную во внутренней полости как можно ближе к зоне обработки.
Эти инструменты включают системы динамического поглотителя вибрации (DVA) для увеличения демпфирования и, следовательно, стабильности во время обработки. Он объяснил, что DVA представляет собой тяжелую вольфрамовую массу, поддерживаемую эластомерными компонентами и расположенную во внутренней полости как можно ближе к зоне обработки.
«Во время обработки вибрирующий инструмент создает неровности на поверхности заготовки», — сказал он. «При последующем проходе инструмента режущая кромка будет обрабатывать ранее созданную волнистую поверхность, оставляя после себя вновь созданный волнистый узор. Из-за этого толщина стружки и, следовательно, силы резания изменяются со временем, что может значительно усилить вибрации и вызвать вибрацию. Вибрации отрицательно сказываются на безопасности и качестве операций механической обработки. Они вызывают шероховатость поверхности, увеличивают силы резания, сокращают срок службы инструмента и станка, снижают производительность и создают раздражающе высокие шумы. Наш WHISPERLINE устраняет все это».
Наш WHISPERLINE устраняет все это».
Оба эксперта по режущим инструментам предложили аналогичные рекомендации по использованию: Всегда зажимайте хвостовик любой расточной оправки в разъемной втулке или втулке. Установите кромку вставки точно по центральной линии. Применяйте подачи и скорости, сравнимые с более мелкими отверстиями, но немного уменьшайте глубину резания в зависимости от материала заготовки. Если возникает вибрация, сначала уменьшите скорость вращения шпинделя, а не скорость подачи. Используйте оправку диаметром примерно 20 процентов от диаметра просверленного отверстия, чтобы обеспечить эвакуацию стружки, и, при необходимости, применяйте «ступенчатый» подход, выполняя черновую обработку отверстия на более коротких участках, пока не будет достигнута окончательная глубина.
Оправка для чистового растачивания
Walter, Iscar и другие поставщики инструментов также предлагают ряд головок для чистового растачивания для использования на обрабатывающих центрах и других вращающихся устройствах. Они способны сверлить диаметры меньше, чем у спагетти, больше, чем грузовая шина, и все, что между ними. Sandvik Coromant, Fair Lawn, N.J., например, производит линейку расточных головок CoroBore, самых маленьких из которых можно растачивать отверстия до 0,04 дюйма (1 мм), а система Iscar TCH AL обрабатывает отверстия размером до 47,24 дюйма (120 см). в диаметре, в 1200 раз больше.
Они способны сверлить диаметры меньше, чем у спагетти, больше, чем грузовая шина, и все, что между ними. Sandvik Coromant, Fair Lawn, N.J., например, производит линейку расточных головок CoroBore, самых маленьких из которых можно растачивать отверстия до 0,04 дюйма (1 мм), а система Iscar TCH AL обрабатывает отверстия размером до 47,24 дюйма (120 см). в диаметре, в 1200 раз больше.
Антивибрационные инструменты WHISPERLINE от Iscar включают в себя динамический гаситель вибрации (DVA),
тяжелую вольфрамовую массу, поддерживаемую эластомерными компонентами.
Как следует из названия, все они обеспечивают возможность точной регулировки — некоторые с шагом всего 0,00008 дюйма (0,002 мм). Многие из них имеют цифровые показания и балансируются (или автоматически балансируются) для высоких скоростей вращения шпинделя. Например, BIG Kaiser Precision Tooling Inc. ., Хоффман-Эстейтс, Иллинойс, может похвастаться головкой, способной вращаться со скоростью 30 000 об/мин. Также распространена подача СОЖ через инструмент, что устраняет проблемы с эвакуацией стружки.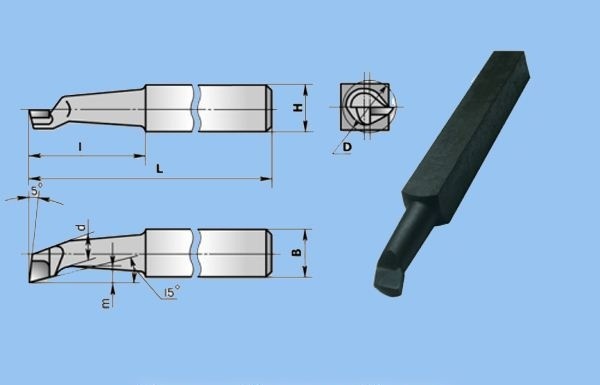 Проще говоря, растачивание отверстий с жесткими допусками и чрезвычайно точной обработкой поверхности — даже очень глубоких отверстий — намного проще, чем когда-то
Проще говоря, растачивание отверстий с жесткими допусками и чрезвычайно точной обработкой поверхности — даже очень глубоких отверстий — намного проще, чем когда-то
Благодаря модульной конструкции эти расточные системы также просты в использовании. Доступны хвостовики различной длины, диаметра и материалов, включая тяжелый металл, карбид, сталь и только что рассмотренные амортизирующие стержни. Это означает, что машинист или работник инструментального кабинета может быстро заменить одну расточной головку на другую или использовать тот же хвостовик для твердосплавной фрезы, сверла со сменными пластинами или концевой фрезы, инструмента для снятия фаски и т. д., что значительно сокращает время настройки. А в случае тех систем, которые используют специальные многоступенчатые расточные головки и фрезы (что делают многие), время цикла также сокращается.
Замыкание цикла
По крайней мере, одна компания стремится поднять свою технологию чистового растачивания на новый уровень. Мэтт Тегельман, менеджер по приложениям и продуктам BIG Kaiser, сказал, что компания разработала автоматизированную систему растачивания, которая устраняет необходимость останавливать цикл обработки для ручной регулировки. В нем используется расточная головка серии EWA с питанием от батареи и поддержкой Bluetooth, которая обменивается данными с запатентованным программным обеспечением BIG Kaiser. При координации либо с встроенной измерительной системой, либо с использованием внешних измерений ПК может отправлять соответствующие значения смещения на расточной головке, которая затем соответствующим образом регулирует головку с помощью внутреннего серводвигателя.
Мэтт Тегельман, менеджер по приложениям и продуктам BIG Kaiser, сказал, что компания разработала автоматизированную систему растачивания, которая устраняет необходимость останавливать цикл обработки для ручной регулировки. В нем используется расточная головка серии EWA с питанием от батареи и поддержкой Bluetooth, которая обменивается данными с запатентованным программным обеспечением BIG Kaiser. При координации либо с встроенной измерительной системой, либо с использованием внешних измерений ПК может отправлять соответствующие значения смещения на расточной головке, которая затем соответствующим образом регулирует головку с помощью внутреннего серводвигателя.
Тегельман быстро указывает, что система все еще находится в стадии разработки, и что посетители IMTS 2020 могут ожидать увидеть интегрированную версию с обратной связью. Кроме того, автоматизированная расточная головка не работает в сочетании с расточной оправкой BIG Kaiser с динамическим демпфированием, хотя это тоже ожидается. «Мы представили второе поколение нашей автоматизированной системы бурения на выставке EMO, и вскоре должна быть выпущена следующая итерация», — сказал он. «В идеале мы также должны включать такие функции, как анализ вибрации в реальном времени, измерение температуры, время резки и, возможно, даже подключать систему по беспроводной сети к нашим автономным устройствам предварительной настройки или стороннему программному обеспечению для управления инструментом».
«Мы представили второе поколение нашей автоматизированной системы бурения на выставке EMO, и вскоре должна быть выпущена следующая итерация», — сказал он. «В идеале мы также должны включать такие функции, как анализ вибрации в реальном времени, измерение температуры, время резки и, возможно, даже подключать систему по беспроводной сети к нашим автономным устройствам предварительной настройки или стороннему программному обеспечению для управления инструментом».
Система растачивания Silent Tools Plus от Sandvik Coromant отслеживает тепло и вибрацию, указывает, находится ли режущая кромка инструмента на центральной линии, и сообщает оператору, находится ли пластина в проходе или нет.
Бесшумный ход
BIG Компания Kaiser не одинока в разработке интеллектуальных расточных инструментов. Джефф Риззи, директор отдела цифровой обработки в Северной и Южной Америке в Sandvik Coromant, пояснил, что семейство демпфирующих расточных оправок и фрезерных удлинителей Silent Tools стало немного умнее после появления несколько лет назад системы для внутренней токарной обработки, совместимой с Индустрией 4. 0. скучные) операции.
0. скучные) операции.
«Silent Tools Plus отслеживает температуру и вибрацию, указывает, находится ли режущая кромка инструмента на осевой линии, и сообщает оператору, находится ли пластина в разрезе или нет, что не всегда легко определить с помощью демпфирующего расточной инструмента», — сказал он. «Все это и многое другое можно отобразить на планшете, смартфоне, отдельном ПК или даже на пульте управления машиной, если он имеет возможности Bluetooth и может запускать программное приложение. На основе этой информации оператор может принимать более обоснованные решения о сроке службы инструмента и параметрах обработки, а поскольку эти системы имеют быстросменные интерфейсы, настройка также выполняется намного быстрее».
Интеллектуальные инструменты
Эти типы интеллектуальных инструментальных систем явно представляют собой будущее для расточных и других операций обработки, но их возможности останутся ограниченными без поддержки со стороны машиностроителей. Посетите любую выставку станков, и вы быстро узнаете, что Mazak, Okuma, DMG Mori и другие переходят на территорию внедрения интеллектуальных инструментов, хотя австрийская компания WFL Millturn Technologies GmbH & Co. KG из Линца недавно заявила, что является лидером. в этой области.
KG из Линца недавно заявила, что является лидером. в этой области.
В недавнем пресс-релизе компания WFL Millturn назвала только что упомянутые системы Sandvik Coromant и BIG Kaiser, отметив, что «сенсорная технология в инструментах обеспечивает дополнительную защиту заготовки, инструмента и станка, облегчает работу операторов и обеспечивает более высокую надежность процесса при обработке. . Перегрузка и вибрация в процессе обработки обнаруживаются на ранней стадии, и расточная оправка работает полностью автоматически благодаря интерактивной адаптации параметров резания системой управления станком».
Отверстия в обрабатываемой детали визуально проверяются с помощью жесткого бороскопа Hawkeye Pro и видеосистемы Luxxor.
Помимо партнерских отношений со сторонними поставщиками инструментов, WFL Millturn разработала собственную технологию интеллектуальных инструментов. Одним из примеров является контурная расточная оправка с ЧПУ, оснащенная «лопастями» оси U с гидравлическим приводом для токарной обработки внутренних контуров, таких как формы бутылок и карманов сидений. Другие области применения включают «специальные инструменты, используемые для обработки сложных заготовок» и «длинные специальные инструменты для труднодоступных мест», все с призматическими монтажными интерфейсами (HSK или Capto) и датчиками для оптимизации процесса.
Другие области применения включают «специальные инструменты, используемые для обработки сложных заготовок» и «длинные специальные инструменты для труднодоступных мест», все с призматическими монтажными интерфейсами (HSK или Capto) и датчиками для оптимизации процесса.
Согласно выпуску, интеграция этих датчиков со станком позволяет отображать подробную информацию об инструменте и состояниях обработки на контроллере, планшете или ПК. Сигналы передаются через Bluetooth, так что машина может интерактивно реагировать на определенное триггерное событие, а процесс можно визуализировать и записывать для документирования.
Для поддержки этих технологий производитель машин также разработал инструмент мониторинга процесса под названием WFL iControl, который может отслеживать и записывать до 16 настраиваемых пользователем сигналов процесса и предназначен для защиты машины в случае обнаружения условий столкновения или перегрузки, «даже во время автономного производства в течение ночи».
Верить лучше видеть
Беспроблемное бурение важно (и, к счастью, его становится намного легче достичь), но как узнать, как на самом деле выглядит внутренность любой глубокой скважины? Некоторые могут пожертвовать первым изделием, разфрезеровав заготовку пополам вдоль, но подобные разрушающие испытания не только расточительны, но и дают лишь ограниченный снимок внутренней части канала ствола — первая деталь может быть красивой, но кто скажет, что будет дальше? следующая часть будет выглядеть?
У Дуга Киндреда, президента корпорации Gradient Lens Corp., Рочестер, штат Нью-Йорк, есть идея получше. Он называется прецизионным бороскопом Hawkeye и дает производителям возможность заглянуть внутрь практически любого авиационного двигателя, топливной системы, блока цилиндров, гидравлического коллектора или другого объекта с отверстием для доступа не менее 0,02 дюйма (0,5 мм) в поперечнике. «Каждая изготовленная винтовка M16 была проверена с помощью одного из наших бороскопов, — сказал он.
Производитель станков WFL Millturn Technologies сотрудничает с Sandvik Coromant и BIG Kaiser, чтобы предоставить своим клиентам передовые расточные системы, подобные показанной здесь.
Доступны три типа бороскопов — жесткие, волоконно-оптические и видео — каждый с разными моделями и возможностями. По словам Киндреда, наиболее подходящим для применения в механических мастерских является жесткий бороскоп, который обеспечивает наилучшее качество изображения по самой низкой цене. Их размеры варьируются от полужесткого бороскопа Hawkeye Pro MicroFlex диаметром 0,035 дюйма (0,9 мм) до бороскопа Hawkeye Pro Super Hardy диаметром 0,283 дюйма (7,20 мм). Предлагаются трубки длиной от 6 дюймов (150 мм) до 37 дюймов (940) мм, хотя специальные заказы не являются проблемой, и Киндред сказал, что его команда когда-то построила управляемый оптоволоконный прицел 19.’ (5,8 м) для осмотра отверстия в коленчатом валу, используемом в тяжелой технике.
Бороскопы обычно используются только для визуального осмотра. Поверхностная обработка, заусенцы, царапины, пористость и подобные дефекты хорошо видны через окуляр бороскопа или отображаются на дополнительном видеомониторе. Для тех, кто хочет измерить расстояние между пересекающимися отверстиями, например, или ширину канавки, также доступен столик в виде микрометра.
Поверхностная обработка, заусенцы, царапины, пористость и подобные дефекты хорошо видны через окуляр бороскопа или отображаются на дополнительном видеомониторе. Для тех, кто хочет измерить расстояние между пересекающимися отверстиями, например, или ширину канавки, также доступен столик в виде микрометра.
Как бывший консультант и эксперт по оптическим системам, Киндред рад обсуждать разрешение, увеличение и глубину резкости, пока коровы не вернутся домой. Тем не менее, для тех, у кого мало времени, он предлагает один совет, за которым следует ценностное предложение его компании. «Во-первых, всегда покупайте максимально возможную область применения для вашего приложения», — сказал он. «Изображение будет ярче и с более высоким разрешением, а прицел — более прочным. Во-вторых, мы делаем отличные прицелы вдвое дешевле тех, что поставляются из Европы, они производятся в Соединенных Штатах, и они есть у нас на полке. И если вы не можете найти то, что вам нужно на нашем сайте, позвоните мне».
