Раззенкованное отверстие: § 13. Развертывание, зенкерование и зенкование
Содержание
Сварка тавровых соединений в раззенкованное отверстие (тип сварного соединения Т12)
Перейти к содержимому
ЕНиР
§ Е22-1-9з. Сварка тавровых соединений в раззенкованное отверстие (тип сварного соединения Т12)
Состав звена
Электросварщики ручной сварки 4, 5 и 6 разр.
Нормы времени и расценки на 10 соединений
| Положение стержней | Разряд работ | Показатели | Диаметр стержней арматуры, мм | ||||||||||
| 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | ||||
| Нормы времени | 0,34 | 0,52 | 0,74 | 0,97 | 1,3 | 1,7 | 2,4 | 3,3 | 4,5 | 5,6 | 1 | ||
| Нижнее | 4 | Расценки | 0-26,9 | 0-41,1 | 0-58,5 | 0-76,6 | 1-03 | 1-34 | 1-90 | 2-61 | 3-56 | 4-42 | 2 |
| 5 | Расценки | 0-30,9 | 0-47,3 | 0-67,3 | 0-88,3 | 1-18 | 1-55 | 2-18 | 3-00 | 4-10 | 5-10 | 3 | |
| 6 | Расценки | 0-36 | 0-55,1 | 0-78,4 | 1-03 | 1-38 | 1-80 | 2-54 | 3-50 | 4-77 | 5-94 | 4 | |
| Нормы времени | 0,58 | 0,88 | 1,3 | 1,6 | 2,2 | 2,8 | 4,1 | 5,6 | 7,7 | 9,5 | 5 | ||
| Потолочное и | 4 | Расценки | 0-45,8 | 0-69,5 | 1-03 | 1-26 | 1-74 | 2-21 | 3-24 | 4-42 | 6-08 | 7-51 | 6 |
| горизонтальное | 5 | Расценки | 0-52,8 | 0-80,1 | 1-08 | 1-46 | 2-00 | 2-55 | 3-73 | 5-10 | 7-01 | 8-65 | 7 |
| 6 | Расценки | 0-61,5 | 0-93,3 | 1-38 | 1-70 | 2-33 | 2-97 | 4-35 | 5-94 | 8-16 | 10-07 | 8 | |
| а | б | в | г | д | е | ж | з | и | к | № | |||
Производство закладных деталей в Екатеринбурге
ТД «СтилсГрупп» является эксклюзивным представителем ООО «СтилсГрупп» в Екатеринбурге (завод производитель закладных деталей).
Закладные изделия – это особые стальные детали, которые производят для формирования соединений сборных металлоконструкций в Екатеринбурге. Производство закладных деталей на нашем заводе проводится с соблюдением всех технологических этапов. На каждом этапе выдерживается определенная температура и пропорции соединений различных видов стали, технология сварки и обработки/подготовки элементов закладных деталей.
Требования к качеству закладных деталей
Закладные детали являются ответственными элементами металлоконструкций. Все нормы по изготовлению строительных металлоконструкций действуют и в отношении закладных деталей. Исходя из этого качество ЗД должно соответствовать ГОСТу 14098, сварка строительных конструкций должна осуществляться только аттестованными специалистами по НАКС на строительные конструкции.
К сожалению, в последние годы на рынок в Екатеринбурге поступают закладные детали с крайне низким качеством, в связи с производством их с существенным отклонением от норм выпуска данной продукции, требований серий, ГОСТов,СНИПов и т. д. Чаще всего для удешевления производства закладных изделий используется лежалый или б/у металл, сварка элементов с грубым нарушением технологии и т.д. Все вместе это может привести как минимум к отказу в приемке изделий подобного качества, а как максимум к разрушению строительных конструкций, фундаментов зданий после установки. Именно поэтому любой серьезный заказчик, особенно предприятия федерального значения в Екатеринбурге, стремится исключить попадание на объект некондиционных изделий.
д. Чаще всего для удешевления производства закладных изделий используется лежалый или б/у металл, сварка элементов с грубым нарушением технологии и т.д. Все вместе это может привести как минимум к отказу в приемке изделий подобного качества, а как максимум к разрушению строительных конструкций, фундаментов зданий после установки. Именно поэтому любой серьезный заказчик, особенно предприятия федерального значения в Екатеринбурге, стремится исключить попадание на объект некондиционных изделий.
С другой стороны сформировался и обратный тренд. В связи с повышением контроля качества и ответственности застройщиков, монтажников и др, продукция заводского исполнения все чаще востребована у заказчиков. Именно поэтому «СтилсГрупп» опираясь на свои принципы производит в Екатеринбурге закладные детали исключительно из новых материалов , используя в работе современные методы сварки — «под флюсом», применяя технологичные способы обработки элементов и т.д.. Этот подход дает возможность выпускать существенный объем продукции в сжатые сроки.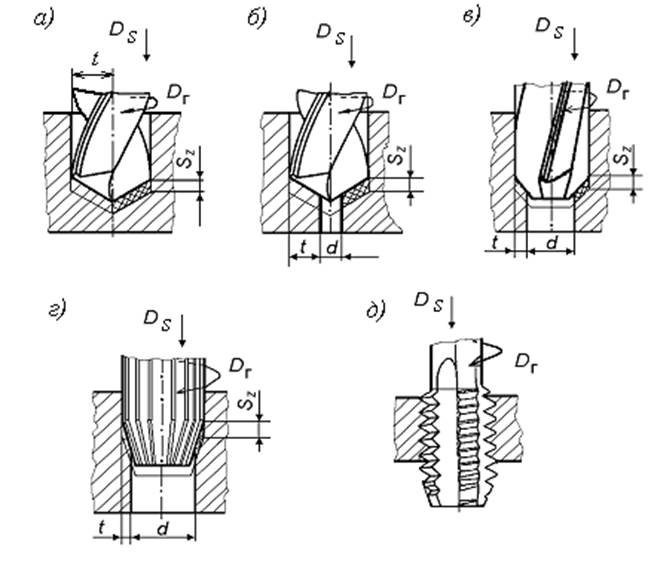
Помимо этого — с целью обеспечения максимальной длительности эксплуатации наших закладных деталей осуществляется оцинковывание поверхности стальных пластин ( по требованию заказчика).
Собственная Лаборатория Неразрушающего Контроля дает возможность при необходимости проводить УЗК контроль, Рентгенографический анализ, ВИК, ПВК, цветной метод капиллярной дефектоскопии и др.
Считанное количество организаций в РФ, поставляющих закладные изделия, также ответственно подходят к соблюдению технологии на каждом участке производства.
Качественные и некачественные ЗД на примере
В чертежах (Серия 1.400-15 «Закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств») имеются основные требования, которые необходимо соблюдать при сварке анкеров к пластинам .
Исходя из текста, необходимо:
- Сварка анкеров должна осуществляться втавр под слоем флюса в соответствии с ГОСТ 14098-91 Т1-Мф.

- В случае отсутствия оборудования для сварки в соответствии с ГОСТ 14098-91 Т1-Мф, допускается дуговая ручная сварка по ГОСТ 14098-91 Т12-Рз валиковыми швами в раззенкованное отверстие.
- Не допускается сварка арматуры к пластине с помощью кольцевого шва.
Обратите внимание на то, что зенковка отверстий должна строго соответствовать ГОСТ 14098-91.
На производстве ООО «СтилсГрупп» (ТД СтилсГрупп) соблюдаются серьезные требования к сварке при изготовлении закладных деталей. Вы можете сами в этом убедиться. Для этого сделайте распил нашего закладного изделия на ленточной пиле как в примере на фотографиях.
На фотографиях показан спил реальных серийных деталей, произведенных на нашем предприятии. Обратите внимание на различия соединений. Часть из них правильная, по нормам, т.е. безопасная, а часть — не соответствует техническим условиям производства и тем более эксплуатации. Однако подобный метод сварки характерен для производителей закладных деталей т. н. «гаражно-экономичного» типа. В ГОСТе 14098 четко прописаны типы сварных соединений Т1-Мф,Т2-Рф,Т11-Мз, Т-12Рз. Обратимся к фотографиям.
н. «гаражно-экономичного» типа. В ГОСТе 14098 четко прописаны типы сварных соединений Т1-Мф,Т2-Рф,Т11-Мз, Т-12Рз. Обратимся к фотографиям.
- Т1 ГОСТ 5264-80 или Т1 по ГОСТ 14771-76, что является неверным типом сварного соединения закладных деталей. Сварка стержней арматуры встык с листовым прокатом с помощью сварного соединения Т1 по ГОСТ 5264-80 или 14771-76 является грубейшим нарушением норм производства металлоконструкций.
- Т1-Мф ГОСТ 14098 — правильный тип сварного соединения ЗД.
Т12-Рз ГОСТ 14098 — с раззенковкой, правильный тип сварного соединения ЗД - Т1-Мф по ГОСТ 14098- правильно
Т11-Мз ГОСТ 14098 брак, неверно раззенкованное отверстиеВерхнее соединение выполнено Дуговой ручной сваркой валиковыми швами в раззенкованное отверстие (обозначение на чертеже ГОСТ 14098-91 Т12-Рз).Нижнее соединение выполнено Дуговой механизированной сваркой под флюсом без присадочного материала (обозначение на чертеже ГОСТ 14098-91 Т1-Мф) – основное применяемое соединение стержня к пластине втавр.

К сожалению, многие производители в Екатеринбурге пренебрегают требованиями ГОСТ 14098-91 и осуществляют сварку в неверно раззенкованное отверстие, или вовсе без зенкования. Такие работы строго недопустимы. Это указывается, например, в текстовых требованиях серии 1.400-15. Аналогичные записи существуют и во всех других нормативных документах, связанных с производством закладных изделий.
На фотографии 2 показаны детали с ответной пластиной. Особенностью производства таких деталей является то, что ее можно изготовить с одной стороны сваркой по ГОСТ 14098-91 Т1-Мф, а с другой стороны по ГОСТ 14098-91 Т12-Рз. Выполнить сварку с обеих сторон по ГОСТ 14098-91 Т1-Мф невозможно по технологическим причинам.
Сварка по ГОСТ 14098-Т1 Мф осуществляется гораздо быстрее и, как правило, занимает пару минут на одно соединение включая все вспомогательные операции. Также у соединения отмечается большая прочность в сравнении с швом по ГОСТ 14098-91 Т12-Рз. Шов по ГОСТ 14098-91 Т12-Рз делать намного дольше, т. к. отверстие раззенковывается на всю глубину. Образуется коническая воронка, которую необходимо полостью заполнить сварочным швом. При большой толщине пластины эта воронка имеет большой объем, в связи с чем, заполнение швом происходит до 10 мин на одно соединение.
к. отверстие раззенковывается на всю глубину. Образуется коническая воронка, которую необходимо полостью заполнить сварочным швом. При большой толщине пластины эта воронка имеет большой объем, в связи с чем, заполнение швом происходит до 10 мин на одно соединение.
Таким образом, можно сделать вывод, что производство деталей, используя сварку по ГОСТ 14098-2014 Т1-Мф, экономически более эффективен, в сравнении с использованием метода по ГОСТ 14098-91 Т12-Рз. Все вышеизложенное дает возможность предложить оперативные сроки поставки ЗД и низкие цены на закладные детали.
Русско-английский словарь, перевод на английский язык
wordmap
Русско-английский словарь — показательная эрудиция
Русско-английский словарь — прерогатива воспользоваться вариативным функционалом, насчитывающим несколько сотен тысяч уникальных английских слов. Чтобы воспользоваться сервисом, потребуется указать предпочтенное слово на русском языке: перевод на английский будет отображен во всплывающем списке.
Русско-английский словарь — автоматизированная система, которая отображает результаты поиска по релевантности. Нужный перевод на английский будет в верхней части списка: альтернативные слова указываются в порядке частоты их применения носителями языка. При нажатии на запрос откроется страница с выборкой фраз: система отобразит примеры использования искомого слова.
Русско-английский словарь содержит строку для поиска, где указывается запрос, а после запускается непосредственный поиск. Система может «предлагать» пользователю примеры по использованию слова: «здравствуйте» на английском языке, «хризантема» на английском языке. Дополнительные опции системы — отображение частей речи (будет выделена соответствующим цветом). В WordMap русско-английский словарь характеризуется наличием функции фильтрации запросов, что позволит «отсеять» ненужные словосочетания.
Применение сервиса и достоинства
Перевод на английский язык с сервисом WordMap — возможность улучшить словарный запас учащегося. Дополнительные преимущества в эксплуатации WordMap:
Дополнительные преимущества в эксплуатации WordMap:
- Слова с различным значением, которые оптимизированы под любой уровень владения английским языком;
- Русско-английский словарь содержит примеры, позволяющие усовершенствовать практические навыки разговорного английского;
- В списке результатов указаны всевозможные синонимы и паронимы, которые распространены в сложном английском языке.
Онлайн-сервис WordMap предлагает пространство для совершенствования интеллектуальных способностей, способствует результативной подготовке к сдаче экзамена. Быстрый перевод на английский может быть использован с игровой целью: посоревноваться с коллегой или одноклубником; бросить вызов преподавателю, превзойдя ожидания собственного ментора.
Только что искали:
общество человека 9 секунд назад
пригода 12 секунд назад
взрослый 15 секунд назад
гиперкальцинурия 18 секунд назад
рединова 22 секунды назад
стипендии 26 секунд назад
бывалые ветераны 27 секунд назад
скаженную 28 секунд назад
поправится 28 секунд назад
соклд дайкс 34 секунды назад
власик 35 секунд назад
бывалые бродяги 37 секунд назад
фрайант 37 секунд назад
акклиматизировании 40 секунд назад
наклониться над доской 41 секунда назад
Ваша оценка
Закрыть
Спасибо за вашу оценку!
Закрыть
Последние игры в словабалдучепуху
| Имя | Слово | Угадано | Время | Откуда |
|---|---|---|---|---|
| Игрок 1 | солнышко | 0 слов | 8 часов назад | 176. 38.159.76 38.159.76 |
| Игрок 2 | махачкала | 0 слов | 11 часов назад | 79.165.121.19 |
| Игрок 3 | карусель | 43 слова | 12 часов назад | 95.29.166.182 |
| Игрок 4 | правописание | 73 слова | 12 часов назад | 95.29.166.182 |
| Игрок 5 | кокетничанье | 8 слов | 2 дня назад | 109.197.31.133 |
| Алекс | правописание | 33 слова | 2 дня назад | 185.203.152.157 |
| Алексей | умствователь | 38 слов | 2 дня назад | 185.203.152.157 |
| Играть в Слова! | ||||
| Имя | Слово | Счет | Откуда | |
|---|---|---|---|---|
| Алексей | мазут | 46:44 | 3 часа назад | 185. 203.152.157 203.152.157 |
| Игрок 2 | метальщик | 55:55 | 4 часа назад | 188.190.88.4 |
| Игрок 3 | могар | 58:47 | 4 часа назад | 176.59.116.0 |
| Игрок 4 | майер | 49:46 | 5 часов назад | 176.59.116.0 |
| Игрок 5 | дожим | 47:41 | 5 часов назад | 176.59.116.0 |
| Игрок 6 | завод | 54:53 | 6 часов назад | 178.206.250.165 |
| Игрок 7 | дочка | 51:56 | 6 часов назад | 178.206.250.165 |
| Играть в Балду! | ||||
| Имя | Игра | Вопросы | Откуда | |
|---|---|---|---|---|
| Ол | На одного | 20 вопросов | 6 часов назад | 94. 51.201.103 51.201.103 |
| Mykola | На одного | 10 вопросов | 10 часов назад | 217.236.95.116 |
| Артём | На одного | 10 вопросов | 1 день назад | 188.162.144.52 |
| Лера | На одного | 20 вопросов | 1 день назад | 188.162.185.107 |
| Артём | На одного | 20 вопросов | 1 день назад | 188.162.185.107 |
| Лера | На одного | 10 вопросов | 1 день назад | 188.162.185.107 |
| Валера | На одного | 20 вопросов | 1 день назад | 80.83.239.118 |
| Играть в Чепуху! | ||||
Зенкование отверстий.
 Зенкование отверстий Чем делать потай под шуруп
Зенкование отверстий Чем делать потай под шуруп
Утвержден Комитетом стандартов, мер и измерительных приборов
при Совете Министров СССР 28 апреля 1967 г. Дата введения установлена
01.01.69
Ограничение срока действия снято Постановлением
Госстандарта СССР от 14 апреля 1983 г. № 1790
Издание 2006 г. с Изменением № 4, утвержденным в апреле
1983 г. (ИУС 7-83).
1. Настоящий стандарт
распространяется на опорные поверхности под крепежные детали с диаметром
стержня от 1 до 48 мм, изготовляемые по государственным стандартам.
Стандарт полностью соответствует
СТ СЭВ 213-82.
2. Размеры опорных поверхностей
под шестигранные головки болтов и винтов, под шестигранные гайки с нормальным
размером под ключ и под шайбы должны соответствовать указанным на черт. и в табл. .
Таблица
1
D | D | |
13,5 | ||
1, 2. (Измененная редакция, Изм. № 4).
(Измененная редакция, Изм. № 4).
2а. Размеры опорных поверхностей
под шестигранные головки болтов и винтов и шестигранные гайки с уменьшенным
размером под ключ и под уменьшенные шайбы должны соответствовать указанным на
черт. и в табл. .
Таблица
2
Диаметр резьбы крепежной | D | D |
13,5 | ||
2б. Размеры опорных
Размеры опорных
поверхностей под увеличенные шайбы должны соответствовать указанным на черт. и в табл. .
Таблица
3
Диаметр резьбы крепежной | D | D |
2в. Размеры опорных
Размеры опорных
поверхностей под цилиндрические и полукруглые головки винтов со шлицем и под
цилиндрические головки винтов с шестигранным углублением под ключ должны
соответствовать указанным на черт. и в
табл. .
Таблица
4
Диаметр резьбы крепежной | D | D | t | t (пред. откл. по Н14) | t | t |
13,5 | ||||||
18,5 | 12,5 | |||||
17,5 | 10,5 | |||||
19,5 | 11,5 | |||||
21,5 | 25,5 | 12,5 | 16,5 | |||
23,5 | 27,5 | 13,5 | 17,5 | |||
25,5 | 30,5 | 14,5 | 19,5 | |||
28,5 | 33,5 | |||||
Примечание.
Размеры
t
1
и
t
3
даны для винтов с
нормальными или легкими пружинными шайбами по ГОСТ 6402-70.
2г. Размеры опорных поверхностей
под потайные и полупотайные головки винтов и шурупов и под шайбы стопорные с
зубьями для винтов с потайной и полупотайной головкой должны соответствовать
указанным на черт. и в табл. .
Таблица
5
Диаметр резьбы крепежной | D (пред. откл. по Н13) | D | D (пред. откл. по Н14) | t |
0,2 | ||||
2,0 | 4,6 | 4,3 | — | 0,2 |
2,5 | 5,7 | 5 | — | 0,3 |
3,0 | 6,6 | 6 | 7 | 0,3 |
3,5 | 7,6 | 7 | — | 0,3 |
4,0 | 8,6 | 8 | 9 | 0,3 |
5 | 10,4 | 10 | 11,5 | 0,3 |
6 | 12,4 | 11,5 | 14,5 | 0,4 |
8 | 16,4 | 15 | 18,5 | 0,7 |
10 | 20,4 | 19 | 22 | 0,7 |
12 | 24,4 | 23 | 26 | 1,0 |
14 | 28,4 | 26 | — | 1,0 |
16 | 32,4 | 30 | — | 1,2 |
18 | 36,4 | 34 | — | 1,2 |
20 | α | |||
1 | 1,7 | 90° | — | — |
1,2 | 2,1 | — | — | |
1,4 | 2,5 | — | — | |
1,6 | 2,7 | 6 | — | |
2 | 3,6 | 120° | ||
2,5 | 4,2 | 7 | ||
3 | 4,8 | 8 | ||
3,5 | 5,6 | 9,5 | ||
4 | 6,4 | 10,5 | ||
5 | 8,2 | 13 | ||
6 | 9,7 | 11 | 90° | |
8 | 13,3 | 15 | ||
10 | 16,4 | 75° | 17 | 75° |
12 | 19,4 | 20 | ||
14 | 23 | 24 | ||
16 | 23 | 60° | 24 | 60° |
17 | 26 | 27 | ||
20 | 29 | 30 | ||
22 | 32 | 33 | ||
24 Размер 4. Между опорной и У опорных поверхностей под 3,4. 5. 6. Диаметры сквозных отверстий (Измененная 7. 8. Для опорных поверхностей по (Измененная 9. |
 откл. -2°)
откл. -2°)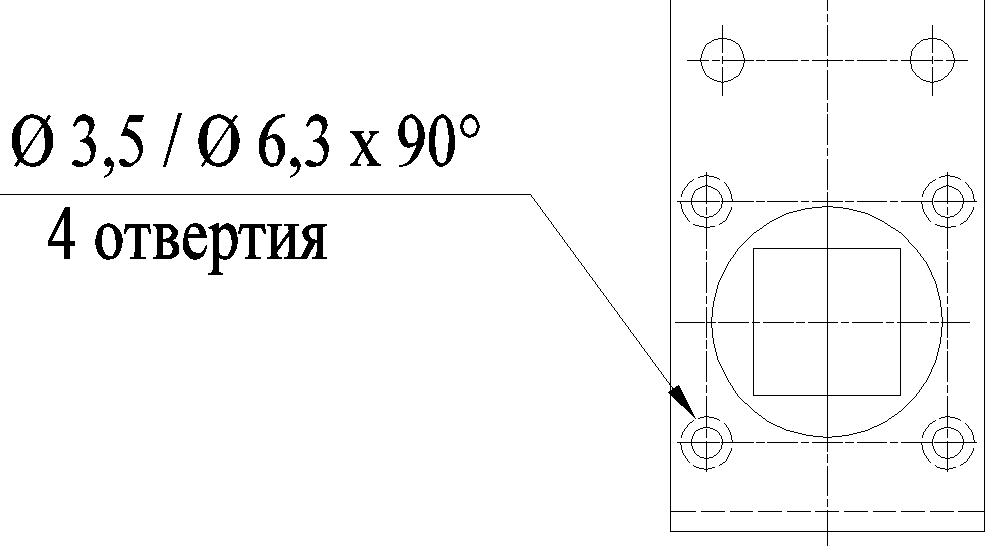 При глубине
При глубине
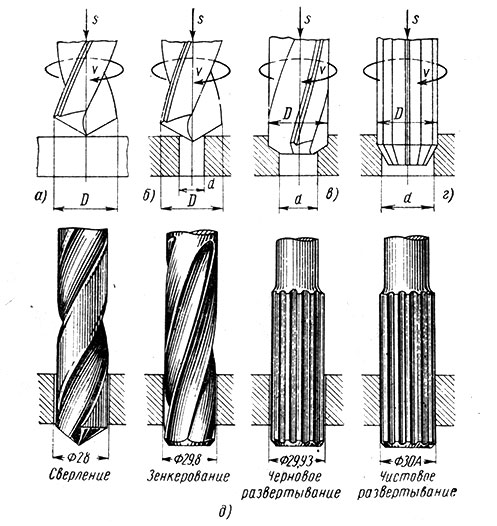
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
– является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий
– это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
– инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий
– процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм.
 Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71. - Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования
. Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая).
 Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер.
Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя.
Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления.
 Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер. - Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 – 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную.
Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы.
Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.
Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
Зенкование применяют для образования гнезда под головку потайного винта, заклепку, болт.
Инструмент и оборудование
Дрель (пневматическая или электрическая) или сверлильный станок, драчевый напильник, личной напильник, стальная линейка, угольник 90°, чертилка, кернер, молоток, спиральное сверло, конусная зенковка 90°, облицовочная зенковка, штангенциркуль.
Изделие — стальная плитка 114*20*10 мм (рис. 144).
1. Правильно и прочно закрепить изделие на сверлильном станке.
2. Просверлить сквозные отверстия.
3. Заменить сверло конусной зенковкой под 90° и вставить ее плотно в шпиндель.
4. Раззенковать отверстие на глубину 0,3 мм (рис. 145).
5. Заменить конусную зенковку облицовочной.
6. Раззенковать отверстия для винта с потайной цилиндрической головкой (рис. 146).
7. Раззенковать конусной зенковкой отверстия для винтов с потайной конической головкой (рис. 147).
При зенковании применяй в качестве смазки эмульсию. Глубину раззенкованного отверстия измеряй штангенциркулем с глубиномером.
Заказать арматурные связи для железобетонных изделий и монолитных конструкций из бетона в Екатеринбурге
Главная
/ МЫ ПРОИЗВОДИМ
/ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ МЕТАЛЛОКОНСТРУКЦИИ
/ АРМАТУРНЫЕ СВЯЗИ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МОНОЛИТНЫХ БЕТОННЫХ КОНСТРУКЦИЙ
Запросить цену
Email: [email protected]
О компании Отзывы Документы
Заказать звонок
Доставка по всей России
Сертификаты на продукцию
Контроль качества при производстве
Гарантия
Компания МЕГАПРОМГРУПП в Екатеринбурге, производит: СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ГОСТ 14098-2014.
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Для усиления прочности железобетонных конструкции, их надежности и безопасности, увеличения их эксплуатационного срока и несущей способности, выполняют их армирование. Компания «МЕГАПРОМГРУПП» реализует арматурные связи для железобетонных изделий и монолитных бетонных конструкций в Екатеринбурге на выгодных условиях. Вся продукция произведена в четком соответствии с установленными нормативами и стандартами ГОСТ, подходит для железобетонных изделий и монолитных бетонных конструкций различных габаритов, форм и сложности.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
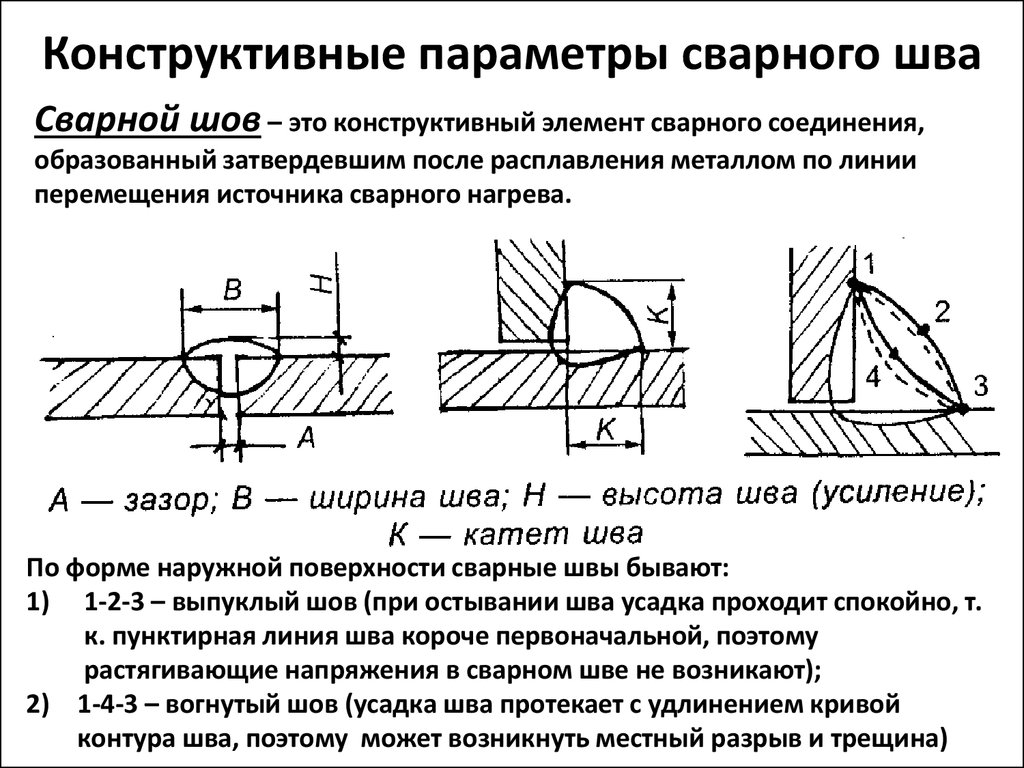
Обозначения типов сварных соединений и способов их сварки
|
Тип сварного соединения
|
Способ и технологические особенности сварки
| |||
|
Наименование
|
Обозначение, номер
|
Наименование
|
Обозначение
|
Положение стержней при сварке
|
|
1
|
2
|
3
|
4
|
5
|
|
Крестообразное
|
К1
|
Контактная точечная
|
Кт
|
Любое
|
|
К3
|
Дуговая ручная или механизированная* прихватками
|
Рп
| ||
|
Мп
| ||||
|
Стыковое
|
С1
|
Контактная стыковая
|
Ко
|
Горизонтальное
|
|
С5
|
Ванная механизированная под флюсом в инвентарной форме
|
Мф
| ||
|
С7
|
Ванная одноэлектродная в инвентарной форме
|
Рв
| ||
|
С8
|
Ванная механизированная под флюсом в инвентарной форме
|
Мф
|
Вертикальное
| |
|
С10
|
Ванная одноэлектродная в инвентарной форме
|
Рв
| ||
|
С14
|
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
|
Мп
|
Горизонтальное
| |
|
С15
|
Ванно-шовная на стальной скобе-накладке
|
Рс
| ||
|
С17
|
Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке
|
Мп
|
Вертикальное
| |
|
С19
|
Дуговая ручная многослойными швами на стальной скобе-накладке
|
Рм
| ||
|
С21
|
Дуговая ручная или механизированная* швами с накладками из стержней
|
Рн
|
Любое
| |
|
Мн
| ||||
|
С23
|
Дуговая ручная или механизированная* швами внахлестку
|
Рэ
| ||
|
Мэ
| ||||
|
Нахлесточное
|
Н1
|
Дуговая ручная или механизированная* швами в среде
|
Рш
|
Любое
|
|
Мш
| ||||
|
Н2
|
Контактная по одному рельефу на пластине
|
Кр
|
Горизонтальное
| |
|
Н3
|
Контактная по двум рельефам на пластине
|
Кр
| ||
|
Тавровое
|
Т1
|
Дуговая механизированная под флюсом без присадочного металла
|
Мф
|
Вертикальное
|
|
Т2
|
Дуговая ручная с малой механизацией под флюсом без присадочного металла
|
Рф
| ||
|
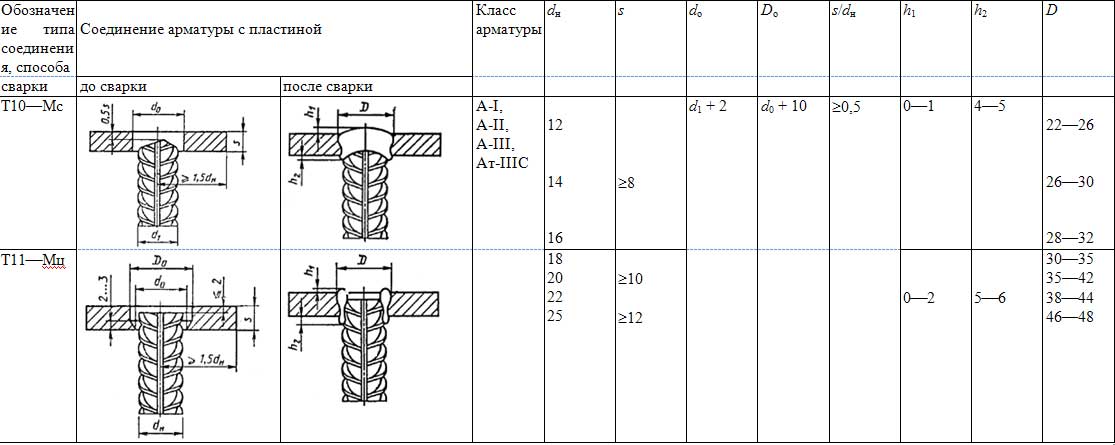
Т11
|
Дуговая механизированная швами в среде в цекованное или раззенкованное отверстие
|
Мз
| ||
|
Т12
|
Дуговая ручная валиковыми швами в раззенкованное отверстие
|
Рз
| ||
|
* Допускается применение любого из перечисленных видов механизированной сварки: в среде либо , порошковой проволокой, либо порошковой проволокой в среде .
| ||||

Цена в Екатеринбурге
от 20000руб/тн
Оставьте заявку на бесплатную консультацию и наши сотрудники свяжутся с Вами в течение 15 минут
заказать онлайн
Заказать звонок
П30
%PDF-1.6
%
1 0 obj
>/OCGs[8 0 R 7 0 R 5 0 R 6 0 R]>>/Pages 3 0 R/Type/Catalog>>
endobj
2 0 obj
>stream
2020-04-13T18:38:57+03:002020-04-13T18:38:57+03:002020-04-13T18:38:57+03:00AutoCAD 2016 — Русский (Russian) 2016 (20.1s (LMS Tech))application/pdf
uuid:56a94483-a9ef-46f3-b39a-0a14bb294fa6uuid:d2cb7203-0077-4dbc-8883-35118f7f009apdfplot12.hdi 12.01.049.000
endstream
endobj
3 0 obj
>
endobj
9 0 obj
>/ProcSet[/PDF]/Properties>>>/Rotate 270/Type/Page/VP[>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>>]/D[>]/R( )/Subtype/RL/Type/Measure/X[>]>>/Type/Viewport>>]>>
endobj
8 0 obj
>
endobj
6 0 obj
2=K5 ;8=88)/Type/OCG>>
endobj
7 0 obj
>
endobj
5 0 obj
>
endobj
31 0 obj
>
endobj
30 0 obj
>/Filter/FlateDecode/Length 133060>>stream
x|n9&v>!0[oN{5,I qit !wkcѰg~9O3rw*3?lC?I5>^VEv
Размеры расточенных отверстий
(дюймы) Размеры расточенных отверстий
(дюймы)
Размеры расточенных отверстий (дюймы) |
| ВИНТЫ С ГОЛОВКОЙ С ГОЛОВКОЙ США | |||||
| Винт диам. | Зенковка диам. | Глубина зенковки | Зенковка диам. | Зазор диам. (нормальная посадка) | Зазор диам. (плотная посадка) |
#0 | 1/8 | .060 | .074 | № 49 | #51 |
#2 | 3/16 | . | .102 | № 36 | 3/32 |
#4 | 7/32 | .112 | .130 | № 29 | 1/8 |
#5 | 1/4 | .125 | .145 | № 23 | 9/64 |
#6 | 9/32 | . | .158 | #18 | № 23 |
#8 | 5/16 | .164 | .188 | #10 | #15 |
#10 | 3/8 | .190 | .218 | #2 | #5 |
1/4 | 7/16 | . | .278 | 9/32 | 17/64 |
5/16 | 17/32 | .312 | .346 | 32.11 | 21/64 |
3/8 | 5/8 | .375 | .415 | 13/32 | 25/64 |
7/16 | 23/32 | . | .483 | 15/32 | 29/64 |
1/2 | 13/16 | .500 | .552 | 17/32 | 33/64 |
5/8 | 1 | .625 | .689 | 21/32 | 41/64 |
3/4 | 1 3/16 | . | .828 | 25/32 | 49/64 |
7/8 | 1 3/8 | .875 | .963 | 29/32 | 57/64 |
1 | 1 5/8 | 1.000 | 1.100 | 1 1/32 | 1 1/64 |
1 1/4 | 2 | 1,250 | 1. | 1 5/16 | 1 9/32 |
1 1/2 | 2 3/8 | 1.500 | 1.640 | 1 9/16 | 1 17/32 |
1 3/4 | 2 3/4 | 1.750 | 1.910 | 1 13/16 | 1 25/32 |
2 | 3 1/8 | 2. | 2.180 | 2 1/16 | 2 1/32 |

 086
086 138
138 250
250(закрыть окно)
Размеры расточенных отверстий (метрические)
Размеры расточенных отверстий (метрические)
Размеры расточенных отверстий (метрические) |
| ВИНТЫ С МЕТРИЧЕСКОЙ ГОЛОВКОЙ | |||||
| ВИНТ ДИАМ. | ЗЕНКА ДИАМ. | ГЛУБИНА ОТВЕРСТИЯ | ЗЕНОК ДИАМ. | ДИАМ. ЗАЗОРА (НОРМАЛЬНАЯ ПОСАДКА) | ДИАМ. ЗАЗОРА (ПЛОТНАЯ ПОСАДКА) |
М1,6 | 3,50 мм | 1,6 мм | 2,0мм | 1,95 мм | 1,80 мм |
М2 | 4,40мм | 2мм | 2,6 мм | 2,40 мм | 2,20 мм |
М2,5 | 5,40 мм | 2,5 мм | 3,1 мм | 3,00 мм | 2,70 мм |
М3 | 6,50 мм | 3 мм | 3,6 мм | 3,70мм | 3,40 мм |
М4 | 8,25 мм | 4 мм | 4,7мм | 4,80 мм | 4,40 мм |
М5 | 9,75 мм | 5 мм | 5,7 мм | 5,80 мм | 5,40 мм |
М6 | 11,20мм | 6 мм | 6,8мм | 6,80мм | 6,40 мм |
М8 | 14,50 мм | 8 мм | 9,2 мм | 8,80 мм | 8,40 мм |
М10 | 17,50 мм | 10 мм | 11,2мм | 10,80 мм | 10,50 мм |
М12 | 19,50 мм | 12 мм | 14,2 мм | 13,00мм | 12,50 мм |
М14 | 22,50 мм | 14 мм | 16,2 мм | 15,00мм | 14,50 мм |
М16 | 25,50 мм | 16 мм | 18,2 мм | 17,00мм | 16,50 мм |
М20 | 31,50 мм | 20 мм | 22,4 мм | 21,00мм | 20,50 мм |
М24 | 37,50 мм | 24 мм | 26,4 мм | 25,00мм | 24,50 мм |
М30 | 47,50 мм | 30 мм | 33,4 мм | 31,50 мм | 31,00мм |
М36 | 56,50мм | 36 мм | 39,4мм | 37,50 мм | 37,00мм |
М42 | 66,00мм | 42 мм | 45,6 мм | 44,00 мм | 43,00 мм |
М48 | 75,00мм | 28мм | 52,6мм | 50,00мм | 49,00мм |
(закрыть окно)
Размеры расточенных отверстий
(метрические единицы) — SCTools
Размеры расточенных отверстий (метрические)
— SCTools
ПРОВЕРЬТЕ СТРАНИЦУ НАШИХ РЕСУРСОВ ОБРАБОТКИ — TECHTIPS
| МЕТРИЧЕСКАЯ ГОЛОВКА — ВИНТЫ С ГОЛОВКОЙ | |||||
| ДИАМЕТР ВИНТА | ДИАМЕТР ОТВЕРСТИЯ | ГЛУБИНА ОТВЕРСТИЯ | ЗЕНОК ДИАМЕТР | ДИАМЕТР ЗАЗОРА (НОРМАЛЬНАЯ ПОСАДКА) | ДИАМЕТР ЗАЗОРА (ПЛОТНАЯ ПОСАДКА) |
М1,6 | 3,50 мм | 1,6 мм | 2,0 мм | 1,95 мм | 1,80 мм |
М2 | 4,40 мм | 2 мм | 2,6 мм | 2,40 мм | 2,20 мм |
М2,5 | 5,40 мм | 2,5 мм | 3,1 мм | 3,00 мм | 2,70 мм |
М3 | 6,50 мм | 3 мм | 3,6 мм | 3,70 мм | 3,40 мм |
М4 | 8,25 мм | 4 мм | 4,7 мм | 4,80 мм | 4,40 мм |
М5 | 9,75 мм | 5 мм | 5,7 мм | 5,80 мм | 5,40 мм |
М6 | 11,20 мм | 6 мм | 6,8 мм | 6,80 мм | 6,40 мм |
М8 | 14,50 мм | 8 мм | 9,2 мм | 8,80 мм | 8,40 мм |
М10 | 17,50 мм | 10 мм | 11,2 мм | 10,80 мм | 10,50 мм |
М12 | 19,50 мм | 12 мм | 14,2 мм | 13,00 мм | 12,50 мм |
М14 | 22,50 мм | 14 мм | 16,2 мм | 15,00 мм | 14,50 мм |
М16 | 25,50 мм | 16 мм | 18,2 мм | 17,00 мм | 16,50 мм |
М20 | 31,50 мм | 20 мм | 22,4 мм | 21,00 мм | 20,50 мм |
М24 | 37,50 мм | 24 мм | 26,4 мм | 25,00 мм | 24,50 мм |
М30 | 47,50 мм | 30 мм | 33,4 мм | 31,50 мм | 31,00 мм |
М36 | 56,50 мм | 36 мм | 39,4 мм | 37,50 мм | 37,00 мм |
М42 | 66,00 мм | 42 мм | 45,6 мм | 44,00 мм | 43,00 мм |
М48 | 75,00 мм | 28 мм | 52,6 мм | 50,00 мм | 49,00 мм |
Размеры сверла и зенковки для винтов с головкой под торцевой ключ на.
ASME B18.3
Связанные ресурсы: механические допуски
Размеры сверла и зенковки для винтов с головкой под торцевой ключ АСМЭ Б18.3
Размеры сверла и зенковки для винтов с головкой под торцевой ключ пер. ASME B18.3
Единицы измерения в дюймах.
Связанный:
Винты с головкой под торцевой ключ Таблица размеров
Ном. | Ном. | Номинальный размер сверла | Контрбур | Зенковка | |||
Узкая посадка | Обычный | ||||||
№ или | Десятичный | № или | Десятичный | ||||
0,0600 | 51 | 0,067 | 49 | 0,073 | 1/8 | 0,074 | |
1 | 0,0730 | 46 | 0,081 | 43 | 0,089 | 5/32 | 0,087 |
2 | 0,0860 | 3/32 | 0,094 | 36 | 0,106 | 3/16 | 0,102 |
3 | 0,0990 | 36 | 0,106 | 31 | 0,120 | 7/32 | 0,115 |
4 | 0,1120 | 1/8 | 0,125 | 29 | 0,136 | 7/32 | 0,130 |
5 | 0,1250 | 9,64 | 0,141 | 23 | 0,154 | 1/4 | 0,145 |
6 | 0,1380 | 23 | 0,154 | 18 | 0,170 | 9/32 | 0,158 |
8 | 0,1640 | 15 | 0,180 | 10 | 0,194 | 5/16 | 0,188 |
10 | 0,1900 | 5 | 0,206 | 2 | 0,221 | 3/8 | 0,218 |
1/4 | 0,2500 | 17/64 | 0,266 | 32 сентября | 0,281 | 16. | 0,278 |
5/16 | 0,3125 | 21/64 | 0,328 | 32.11 | 0,344 | 17/32 | 0,346 |
3/8 | 0,3750 | 25/64 | 0,391 | 13/32 | 0,406 | 5/8 | 0,415 |
16.07. | 0,4375 | 29/64 | 0,453 | 15/32 | 0,469 | 23/32 | 0,483 |
1/2 | 0,5000 | 33/64 | 0,516 | 17/32 | 0,531 | 13/16 | 0,552 |
5/8 | 0,6250 | 41/64 | 0,641 | 21/32 | 0,656 | 1 | 0,689 |
3/4 | 0,7500 | 49/64 | 0,766 | 25/32 | 0,781 | 1-3/16 | 0,828 |
7/8 | 0,8750 | 57/64 | 0,891 | 29/32 | 0,906 | 1-3/8 | 0,963 |
1 | 1. | 1-1/64 | 1,016 | 1-1/32 | 1,031 | 1-5/8 | 1.100 |
1-1/4 | 1.2500 | 1-9/32 | 1,281 | 1-5/16 | 1,312 | 2 | 1,370 |
1-1/2 | 1,5000 | 1-17/32 | 1,531 | 1-9/16 | 1,562 | 2-3/8 | 1,640 |
1-3/4 | 1,7500 | 1-25/32 | 1,781 | 1-13/16 | 1,812 | 2-3/4 | 1,910 |
2 | 2.0000 | 2-1/32 | 2,031 | 2-1/16 | 2,062 | 3-1/8 | 2,180 |
1. Зенковка. Считается хорошей практикой зенковать или ломать края отверстий меньше F (макс.) в деталях, имеющих твердость, которая приближается, равна или превышает твердость винта. Если такие отверстия не утоплены, головки винтов могут не сесть должным образом или острые кромки отверстий могут деформировать галтели на винтах, что сделает их подверженными усталости в приложениях, связанных с динамической нагрузкой. Тем не менее, зенковка или закругление угла не должны быть больше, чем это необходимо для обеспечения того, чтобы галтель на винте была очищена. Обычно диаметр зенковки не должен превышать F (макс.). Зенковки или угловые выступы, превышающие этот диаметр, уменьшают эффективную опорную поверхность и создают возможность заделки, если скрепляемые детали мягче, чем винты, или бриннеллинга или развальцовки головок винтов, где скрепляемые детали тверже, чем винты. винты.
2. Плотная посадка. Плотная посадка обычно ограничивается отверстиями для тех длин винтов, которые навинчиваются на головку в сборках, где должен использоваться только один винт или где должны использоваться два или более винта, а сопрягаемые отверстия должны быть выполнены либо при сборке. или с помощью подобранных и скоординированных инструментов.
3. Нормальная посадка. Нормальная посадка предназначена для винтов относительно большой длины или для сборок, состоящих из двух или более винтов, где сопрягаемые отверстия должны быть выполнены с помощью обычных методов определения допусков. Он предусматривает максимально допустимый эксцентриситет самых длинных стандартных винтов и определенные отклонения в скрепляемых деталях, такие как: отклонения в прямолинейности отверстия, угловатость между осью резьбового отверстия и отверстием под хвостовик, различия в межцентровые расстояния сопрягаемых отверстий и т. д.
Горшечные магниты с раззенкованным отверстием
ЗТН-16
Горшечный магнит Ø 16 мм с раззенкованным отверстием, удерживает прибл. 4 кг,
5 шт. | 1,77 евро шт.* | |
| из | 15 шт. | 1,53 евро шт.* |
| из | 40 шт. | 1,36 евро шт.* |
| из | 80 шт. | 1,25 евро шт.* |
| Спросите скидку от 300 шт. | ||
В наличии: 23 775 шт.
ЗТН-20
Горшечный магнит Ø 20 мм с раззенкованным отверстием, вмещает прибл. 6 кг,
1 шт. | 3,18 евро шт.* | |
| из | 3 шт. | 2,75 евро шт.* |
| из | 10 шт. | 2,38 евро шт.* |
| из | 20 шт. | 2,19 евро шт.* |
| из | 40 шт. | 2,03 евро шт.* |
| Спросите скидку от 220 шт. | ||
В наличии: 11 909 шт.
ЗТН-25
Горшечный магнит Ø 25 мм с раззенкованным отверстием, удерживает прибл. 14 кг,
1 шт. | 3,78 евро шт.* | |
| из | 3 шт. | 3,28 евро шт.* |
| из | 10 шт. | |
| из | 20 шт. | 2,63 евро шт.* |
| из | 40 шт. | 2,44 евро шт.* |
| Спросите скидку от 200 шт. | ||
В наличии: 36 701 шт.
ЗТН-32
Горшечный магнит Ø 32 мм с раззенкованным отверстием, вмещает прибл. 23 кг,
1 шт. | 5,38 евро шт. * | |
| из | 3 шт. | 4,72 евро шт.* |
| из | 10 шт. | 4,13 евро шт.* |
| из | 20 шт. | 3,85 евро шт.* |
| из | 40 шт. | 3,60 евро шт.* |
| Спросите скидку от 180 шт. | ||
В наличии: 18 908 шт.
ЗТН-42
Горшечный магнит Ø 42 мм с раззенкованным отверстием, вмещает прибл. 32 кг,
1 шт. | 8,87 евро шт.* | |
| из | 3 шт. | 7,91 евро шт.* |
| из | 10 шт. | 7,05 евро шт.* |
| из | 20 шт. | |
| из | 40 шт. | 6,26 евро шт.* |
| Спросите скидку от 200 шт. | ||
В наличии: 2 303 шт.
ЗТН-48
Горшечный магнит Ø 48 мм с раззенкованным отверстием, вмещает прибл. 63 кг,
1 шт. | 11,90 евро шт.* | |
| из | 3 шт. | |
| из | 10 шт. | 9,35 евро шт.* |
| из | 20 шт. | 8,77 евро шт.* |
| из | 40 шт. | 8,25 евро шт.* |
| Спросите скидку от 120 шт. | ||
В наличии: 3 795 шт.
ЗТН-60
Горшечный магнит Ø 60 мм с раззенкованным отверстием, вмещает прибл. 95 кг,
1 шт. | 24,39 евро шт.* | |
| из | 3 шт. | 22,14 евро шт.* |
| из | 10 шт. | 20,12 евро шт.* |
| из | 20 шт. | 19,15 евро шт.* |
| из | 40 шт. | 18,28 евро шт.* |
| Спросите скидку от 200 шт. | ||
В наличии: 551 шт.
Зенковка против Зенковки. Различия, прочность и применение
Многие люди считают, что термины «зенковка» и «зенковка» означают одно и то же. Однако между ними есть важные различия, поэтому важно понимать, когда использовать тот или иной.
В чем разница между зенковкой и зенковкой?
Зенковка и зенкерование выполняются поверх просверленного отверстия, чтобы головка винта или болта оставалась ниже поверхности заготовки.
Наиболее заметное различие между зенковкой и зенковкой заключается в размере и форме винта или инструмента, который создает отверстия в материале. Отверстие с цековкой более глубокое и имеет квадратную форму, где может сидеть буртик головки винта. Это также позволяет использовать дополнительные шайбы.
Зенковка создаст отверстие конической формы, идентичное угловой форме на нижней стороне винта с плоской вершиной. Отверстие может различаться по глубине, чтобы плоская головка могла упираться вровень с поверхностью или вбиваться глубже и закрываться заглушкой, чтобы скрыть ее внешний вид.
Сравнительная таблица
| Зенковка | Зенковка |
| Головка конической формы | Головка цилиндрическая с уступом |
| Обычно меньше глубины (зависит от угла) | Глубже зенковки |
| Достаточная удерживающая сила | Обеспечивает более прочную фиксацию |
| Лучше всего подходит для печатных плат, деревообработки, пластика, тонколистового металла и т. д. | Лучше всего подходит для тяжелых условий эксплуатации, таких как автомобилестроение, машиностроение, строительство и т. д. |
Таким образом, в то время как оба используются для установки крепежа под поверхностью материала, форма, оставленная на дне отверстия, отличается.
Зенковка создаст отверстие с плоским дном. Это позволит болту или винту, который имеет плоскую нижнюю сторону, в отличие от угловой формы зенковки, оставаться внутри. В этой ситуации часто используется шайба. Следует отметить, что отверстие, создаваемое расточенным отверстием, обычно больше, чем головка винта, что позволяет установить шайбу.
И зенкерование, и зенкерование выполняются соосно отверстию под винт, разница в их геометрии.
Обозначения для зенковки и зенковки
Зенковка обозначается символом в форме ⌴, тогда как зенковка обозначается символом ⌵ (V-образная форма).
- Зенковка Обозначение: ⌴
- Символ зенковки: ⌵
Насадка для режущего инструмента
Режущий инструмент, используемый для обработки отверстия с зенковкой, называется потайной насадкой или насадкой с зенковкой. Зенковка 90 градусов также используется для снятия фаски с краев отверстий.
Для просверливания отверстия можно использовать зенковку, концевую фрезу или плоское сверло.
Когда использовать зенковку или зенковку?
Это во многом зависит от того, какой материал вы используете для сверления отверстия. Для металла и дерева оба могут быть использованы с одинаковым эффектом. Вот почему многие люди считают зенковку и зенковку одним и тем же с незначительными отличиями.
Однако с печатной платой различия становятся более заметными. Поскольку печатные платы имеют отверстия, то, как они созданы, важно для их функции. Вот почему вам нужно знать разницу при сверлении печатной платы.
Зенковка хорошо подходит для печатных плат, которые будут размещаться в устройствах с ограниченным пространством. Это связано с тем, что отверстие конической формы, созданное для зенковки, требует меньшей глубины, а плоская поверхность головки винта может быть заподлицо с поверхностью печатной платы.
Еще одним преимуществом является то, что зенкеры можно размещать с большей точностью, что важно при работе с небольшими печатными платами, например, в смартфонах и часах. Зенковки также можно добавлять с большей скоростью, что делает их предпочтительными в большинстве ремонтных ситуаций.
Тем не менее, зенковка имеет место и на печатных платах. Хотя он требует больше места и не оставляет гладкой поверхности по сравнению с зенковкой, он создает более прочное соединение. Вы используете цековку, когда хотите создать элемент гнезда, который должен соединяться с прочностью и долговечностью.
Прочность зенковки и зенковки
Для данного размера винта зенковка обычно имеет большую удерживающую силу, чем зенковка. Это связано с тем, что усилие, прилагаемое ⌴-образным болтом или головкой винта с головкой под торцевой ключ, параллельно оси отверстия для винта. С другой стороны, усилие, создаваемое винтом с потайной головкой, рассеивается под углом.
Преимущества зенковки по сравнению с зенковкой во многом зависят от ее конкретного использования. Существуют определяющие факторы, когда разница может иметь значение при выборе того, какой из них подходит для задачи. Для зенковки нужно знать следующее.
- Диаметр, угол сверления и глубина
- Расположение раковины
- Диаметр отверстия вала
- с покрытием или без покрытия
Потребности в зенковке аналогичны, за исключением свободного места на плате и в устройстве. Кроме того, прочность создаваемого соединения является еще одним важным фактором.
Spotface и Цековка
Spotface очень похож на цековку по геометрии, но с меньшей глубиной. Точечная обработка выполняется для очистки неровной или искривленной поверхности, чтобы обеспечить плоскую посадочную поверхность для головки винта. Например, кованые и литые детали с неравномерной зоной нагрева шнека.
Это означает, что в случае точечной торцовки головка винта обычно выступает за поверхность заготовки. В то время как в цековке головка винта полностью находится внутри отверстия.
Насколько глубока пятнистая грань?
Стандартной глубины точечной облицовки не существует. Как правило, глубина поверхности пятна может составлять от 1/32 дюйма до 1/16 дюйма (приблизительно от 1 до 1,5 мм). Если вы используете винт с шайбой, то глубина рабочей поверхности равна толщине шайбы.
Какой из них лучше?
Проще говоря, зенковка предпочтительнее, если вы хотите сохранить гладкую поверхность, имеете ограниченное пространство для работы и хотите, чтобы работа выполнялась быстрее. Так же выглядит более привлекательно, особенно на печатной плате по сравнению с зенковкой.
Цековка не такая аккуратная, но она создает лучшую ситуацию, когда вам нужно создать более прочное соединение. Вам понадобится больше места для создания цековки, но если она у вас есть, то это будет стоить затраченных усилий. Вы можете создать раструбное соединение, которое прослужит дольше и будет более прочным по сравнению с зенковкой.
Для деревянных и металлических материалов разница может быть незначительной. Оба могут использоваться с аналогичными эффектами. Единственная разница будет заключаться в типе и прочности соединения, которое вы хотите сделать в материале.
