Регулировка передней бабки токарного станка 16к20: Восстановление установочной базы шпинделя токарного станка. Токарные станки по металлу видео
Содержание
1М63 регулировка | Регулировка механизмов станка
По истечении некоторого времени может потребоваться регулирование механизмов с целью обеспечения нормальных зазоров и компенсации износа. Ниже приводятся указания по регулированию отдельных механизмов станка.
Регулирование зазоров в подшипниках шпинделя
Регулирование производите со снятым патроном. Для регулирования радиального зазора в переднем роликоподшипнике 5 расконтрите и ослабьте гайку 4, отверните гайку 8, отсоедините фланец 6, снимите полукольцо 7. Прикладывая к фланцу шпинделя усилие 3…4 кН (300…400 кгс), доведите по индикатору радиальный зазор до 0,05…0,015 мм, замерьте плитками ширину паза под полукольцо 7, прошлифуйте полукольцо 7, установите его на место, затяните и законтрите гайку 4, заверните и законтрите гайку 8, присоедините фланец 6.
Регулирование осевого зазора в заднем радиально-упорном шарикоподшипнике 2 вместе с упорным шарикоподшипником 3 производите гайкой 1. При этом не допускайте, чтобы подшипники оказались сильно затянутыми.
Регулирование фрикционной пластинчатой муфты коробки скоростей
Регулирование производите нажимными гайками 1. Поворот нажимной гайки может быть произведен лишь после того, как защелка 2 будет утоплена в кольцо 3.
Правильность регулирования определяется усилием включения муфты с помощью рукоятки управления. Доступ к муфте обеспечивается через окно в задней стенке корпуса коробки скоростей.
Регулирование положения кулачка управления тормозной муфтой
Для правильной установки кулачка I управления тормозной муфтой установите в нейтральное положение фрикцион, установите в нейтральное положение рукоятку переключения; установите кулачок 1 так, чтобы шарик фиксации 3 и палец 2 конечного выключателя находились в своих пазах.
Установка оси шпинделя передней бабки
При нарушении параллельности оси шпинделя передней бабки относительно направляющих станины ослабьте все винты, соединяющие коробку скоростей со станиной. Ось шпинделя выставьте с помощью винтов 1, ввинченных в колодку 2 под коробкой скоростей с левого конца и жестко связанную с последней, после чего затяните винты крепления коробки скоростей к станине.
Поперечное перемещение корпуса задней бабки
Для поперечного перемещения корпуса задней бабки при точении конусов или при установке соосности оси пиноли задней бабки и шпинделя ослабьте и подтяните два винта 1, расположенные по обе стороны задней бабки. При установке задней бабки в исходное положение совместите риски, нанесенные на платиках корпуса мостика.
Регулирование опорных подпружиненных роликов задней бабки
Для регулирования степени сжатия дружин 2 и 3 подпружиненных роликов 4, вмонтированных в мостик задней бабки, ослабьте винты крепления задней бабки, выверните передний винт 1 (см. поперечное перемещение корпуса задней бабки), сдвиньте заднюю бабку по мостику так, чтобы был свободен доступ к регулировочным пробкам.
Вращением пробок добейтесь легкости передвижения задней бабки по станине при минимальных зазорах между направляющими мостика и станины.
Устранение зазора в направляющих резцовых салазок суппорта
Для устранения зазора в направляющих резцовых салазок суппорта подтяните клин 2 с помощью винта 3, после чего новое положение зафиксируйте винтом 1
Устранение зазора в направляющих поперечных салазок
Отрегулируйте зазор между направляющими каретки и поперечных салазок подтягиванием клина 2 с помощью двух винтов 1, расположенных на обоих торцах салазок.
Устранение «мертвого хода» винта поперечного перемещения суппорта
«Мертвый ход» винта поперечного перемещения суппорта, возникающий при износе гаек 3 и 4, устраняйте поворотом червяка 2 по часовой стрелке, предварительно отвернув стопорный винт 1.
Регулирование следует производить, когда люфт рукоятки превышают пять делений по лимбу.
Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта
При появлении зазора подтяните планки 1 тремя винтами 2 и зафиксируйте последние контргайками 3.
Регулирование радиального зазора между ходовым винтом и маточной гайкой
Отрегулируйте величину радиального зазора между ходовым винтом 2 и вкладышами маточной гайки 1 ввинчиванием или вывинчиванием винта 4, расположенного под фартуком, после чего новое положение зафиксируйте гайкой 3.
Регулирование подачи масла на ходовой винт
Вращением винта 1 отрегулируйте подачу масла на ходовой винт. Вращением винта 1 по часовой стрелке уменьшают подачу масла, против часовой стрелки — увеличивают.
При выключенном ходовом винте заверните винт 1 до отказа
Регулирование правильности сцепления зубчатых колес коробки подач
Для регулирования правильности сцепления зубчатых колес доведенного конуса и множительного механизма ослабьте гайку I и поверните винт 2 так, чтобы переместился ролик 3, сидящий эксцентрично на винте 2, в ту сторону» в которую нужно сдвинуть подвижный венец. Новое положение зафиксируйте гайкой 1.
При регулировании нужно помнить, что ось 4 ролика должна находиться в верхней половине окружности винта 2.
Ремонт задней бабки станка | Запчасти, комплектующие и узлы к станкам
Производим капитальный ремонт задних бабок токарно-винторезных станков 16К20, 1К62, 1М65, 1М63, 16Б16, 1В62Г и других. Типовой ремонт задней бабки включает в себя расточку отверстия под пиноль, изготовление новой пиноли, притирку, восстановление направляющих подошвы задней бабки, замену винтовой пары и втулок.
Современный токарный станок – сложный представитель металлорежущего оборудования, представленный различными узлами. Одним из ответственных и наиболее нагруженных из них считается задняя бабка, функционально законченный узел станка, предназначенный для надежной фиксации вращающейся заготовки, либо металлорежущего инструмента (сверл, метчиков, разверток).
Одним из ответственных и наиболее нагруженных из них считается задняя бабка, функционально законченный узел станка, предназначенный для надежной фиксации вращающейся заготовки, либо металлорежущего инструмента (сверл, метчиков, разверток).
Для обеспечения надежной фиксации металлической заготовки, а главное безопасной работы токаря ответственный узел должен гарантировать:
- неподвижную фиксацию на станине станка, исключающую произвольное перемещение;
- предоставление возможности быстрого перемещения (при необходимости) вдоль оси станка;
- верное расположение центральной оси между передней и задней бабками станка;
- обеспечение соосности крепления заготовки по обоим центровым отверстиям станка;
- правильное направление пиноли (шпинделя).
Уже этих требований достаточно, чтобы судить о важности содержания ответственного узла в исправном состоянии, и насколько значим своевременный ремонт задней бабки. Чтобы разобраться в причинах выхода задней бабки токарного станка из строя для начала попробуем разобраться в ее конструкции.
Устройство задней бабки токарного станка
В зависимости от конструктивных особенностей конкретной модели токарного станка задние бабки могут существенно отличаться. Однако схематически они представлены схожими деталями и состоят из следующих элементов:
- основания (плота или мостика) пришабриваемого к направляющим станины станка;
- корпуса, прикрепленного к основанию в котором расположены все детали бабки;
- пиноли (шпинделя) – пустотелого цилиндра перемещаемого вдоль оси задней бабки с конусом Морзе на конце для установки центра или режущего инструмента;
- винта с моховиком и ручкой, обеспечивающего перемещение пиноли;
- рукояти для фиксации шпинделя.
К основным движениям задней бабки следует отнести собственно ее перемещение по направляющим станины и осевое перемещение пиноли внутри корпуса. В принципе это упрощенная схема задней бабки любого токарного станка, тем не менее, появление неисправностей имеет схожую природу. Аналогию можно провести и в отношении ремонта. Так ремонт задней бабки 1К62 будет проводиться по схожему алгоритму, например с ремонтом задней бабки 16К20.
Аналогию можно провести и в отношении ремонта. Так ремонт задней бабки 1К62 будет проводиться по схожему алгоритму, например с ремонтом задней бабки 16К20.
Причины неисправностей задней бабки и ее восстановление
Основные причины появления неисправностей токарных станков, в том числе и такого важного узла как задняя бабка кроются в банальном износе. Работающие в состоянии повышенных нагрузок интенсивному износу подлежат сопряженные поверхности основания (мостика) и станины. Это вызывает расхождение центров задней и передней бабок. К смещению центров может привести изменения точности отверстия корпуса, что зачастую происходит при ремонте пиноли задней бабки. Другими причинами поломок задней бабки могут служить износ винта или гайки подачи, неисправности других деталей.
На практике восстановление и ремонт задней бабки токарного станка может включать следующие операции, как правило, оно требует:
- восстановления точности сопряжения поверхностей основания бабки, направляющих станины и корпуса;
- совпадения центров передней и задней бабок по высоте;
- точного выполнения отверстия в корпусе под пиноль;
- ремонта либо изготовления пиноли заново;
- изготовление нового винта подачи либо ряда других деталей.

Причем любые манипуляции с отверстиями под шпиндели в плане соблюдения точных параметров можно отнести к категории наиболее трудоемких. Производят их различными способами: расточкой и окончательным доведением, с использованием притиров либо путем применения акрилопластов. Первый способ предусматривает доводку притирами, притиры эффективны при мало изношенных отверстиях. Наиболее эффективным считается ремонт задней бабки станка с применением акрилопластов, который по времени и трудозатратам обходится в три-пять раз выгоднее.
Зачастую сложность предстоящего ремонта важного узла ставит под сомнение вопрос о целесообразности его проведения. Наиболее рациональным решением в таком случае будет замена пришедшего в негодность узла новым, тем более что ресурс задней бабки в этом случае окажется максимальным.
Наше предприятие предлагает ремонт любых узлов станочного оборудования, включая столь сложное как заднюю бабку. Квалифицированные специалисты восстанавливают параметры оборудования до исходных значений, ремонт производится только с применением оригинальных комплектующих. Кроме того в каталоге нашего завода можно найти широкий выбор новых бабок, предлагаемых с гарантией. Наши комплектующие – верный выбор для Вашего станка.
Винт ходовой 16К20 РМЦ 710 мм
Содержание
Кинематическая схема токарно-винторезного станка 16К20
Технические характеристики, чертежи и описание узлов приведены на странице 16К20 .
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Кинематическая схема токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема шпиндельной бабки токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Читайте также: Винт самолета: однополостная лопасть, реактивный момент, расчет лопастной тяги, воздушного шага, толкающие, четырехлопастной и другие виды, как пулемет стреляет, особенности стрельбы, кпд
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
Кинематические цепи прямого и обратного вращения шпинделя
График оборотов шпинделя токарно-винторезного станка 16к20
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
1. Управление коробкой скоростей токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
2. Таблица резьб и скоростей токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Схема коробки подач токарного станка 16к20
Схема коробки подач токарного станка 16к20. Скачать в увеличенном масштабе
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Источники
- http://stanki-katalog.ru/sprav_16k20kins.htm
Да!
45.46%
Нет. Требуются дополнительные ответы.
Сейчас спрошу в комментариях.
39.85%
Частично. Еще остались вопросы.
Еще остались вопросы.
Сейчас отпишусь в комментариях.
14.69%
Проголосовало: 1212
Оцените полезность статьи, нам будет приятно 🙂
Ремонт токарного станка 16К20 | 16К20 Токарный станок
Наверх
Найти:
Наша компания может осуществить ремонт токарно-винторезного станка 16К20 любой сложности — от малого до капитального. Большой опыт работы, грамотные специалисты и огромная ремонтная база позволяет нам выполнять ремонтные работы любой сложности и практически с нуля восстановить станок 16К20 к полностью работоспособному состоянию!
Типовые ремонтные работы, выполняемые при плановых ремонтах 16К20
За период межремонтного цикла необходимо проводить осмотры станка. Регламентом предусмотрены следующий порядок обслуживания агрегата:
- Шесть осмотров - Один малый ремонт - Один средний ремонт
Сроки проведения ремонтов указаны в рекомендуемом графике плановых ремонтных работ:
Максимальная эффективность использования станка достигается только при рациональном чередовании осмотров и плановых ремонтов, выполняемых с учетом конкретных для условий эксплуатации, индивидуальных для каждого случая.
Категории ремонтосложности станка:
механическая часть — 12;
электрическая часть — 8,5.
Технический осмотр станка:
- Наружный осмотр без разборки станка как полностью, так и по узлам в частности для выявления дефектов.
- Проверка прочности и плотности неподвижных жестких соединений. При этом осматривается основание с фундаментом; станина с основанием; шпиндельная бабка; коробки подач со станиной; каретки с фартуком; шкивов с валами и т. п.).
- Открывание крышек узлов для осмотра и проверка состояния механизмов.
- Выборка люфта в винтовой паре привода поперечных салазок.
- Проверка правильности переключения скоростей шпинделя и подач.
- Регулировка фрикционной муфты главного привода и ленточного тормоза шпинделя.
- Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
- Проверка состояния и мелкий ремонт системы смазки.
- Выявление изношенных деталей, требующих восстановления либо замены при ближайшем плановом ремонте.

Осмотр перед капитальным ремонтом:
Работы, выполняемые при осмотрах перед другими видами ремонтов и, кроме того, выявление де талей, требующих восстановления или замены, эскизирование или заказ чертежей изношенных деталей из узлов, подвергающихся разборке.
При проведении осмотра выполняются те из перечисленных работ, необходимость в которых обусловлена состоянием станка.
Малый ремонт токарного станка 16К20
При малом ремонте этого токарно-винторезного станка выполняются только те из указанных ниже работ, которые вызваны состоянием ремонтируемого станка. Исключение составляют три последних пунктах — этим работы должны выполняться во всех случаях.
Проводимые работы:
- Частичная разборка шпиндельной бабки, коробки подач, фартука, а также других наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов.
- Зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без их демонтажа.

- Проверка зазоров между валами и втулками, замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных.
- Регулирование фрикционной муфты главного привода, добавление дисков, регулирование ленточного тормоза шпинделя.
- Зачистка заусенцев на шлицах и зубьях шестерен .
- Замена или восстановление изношенных крепежных и регулировочных деталей резцедержателей.
- Пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.
- Зачистка ходового винта, ходового вала, винтов привода поперечных и резцовых салазок суппорта.
- Зачистка и промывка посадочных поверхностей резцовой головки.
- Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей.
- Замена изношенных сухарей, штифтов, пружин и других деталей указанных механизмов.
- Замена изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта.

- Зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазках суппорта и задней бабки.
- Ремонт ограждающих кожухов, щитков, экранов и т. п.
- Ремонт и промывка системы смазки и ликвидация утечек.
- Регулирование плавности перемещения каретки, салазок суппорта; подтягивание клиньев прижимных планок.
- Проверка состояния и зачистка зубчатых муфт.
- Проверка и ремонт систем пневмооборудования и охлаждения; ликвидации утечек.
- Выявление деталей, требующих замены или восстановления при ближайшем плановом ремонте.
- Проверка точности установки станка и выборочно других точностных параметров.
- Испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.
Средний ремонт токарного станка 16к20
Проводимые работы:
- Проверка на точность перед разборкой.

- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи не разобранных узлов.
- Контроль жесткости шпиндельного узла.
- Замена или восстановление изношенных втулок и подшипников качения.
- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта путем прорезки.
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01 х 100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.

- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с подшпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт токарного станка 16К20
Проводимые работы:
- Проверка станка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.

- Полная разборка станка и всех его узлов.
- Промывка, протирка всех деталей.
- Осмотр всех деталей.
- Уточнение предварительно составленной ранее при осмотрах и ремонтах ведомости дефектных деталей, требующих восстановления или замены.
- Восстановление или замена изношенных деталей.
- Ремонт системы охлаждения.
- Смена насоса системы смазки и ее ремонт.
- Шлифование или шабрение направляющих поверхностей станины, каретки, салазок суппорта, задней бабки.
- Замена протекторов на каретке, салазках суппорта, задней бабке.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов.
- Шпаклевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка состояния фундамента, исправление его и установка станка.
Шпиндель 16К20, подшипники шпинделя 16К20, запчасти для 16К20
Для регулирования правильности сцепления зубчатых колес доведенного конуса и множительного механизма ослабьте гайку I и поверните винт 2 так, чтобы переместился ролик 3, сидящий эксцентрично на винте 2, в ту сторону» в которую нужно сдвинуть подвижный венец. Новое положение зафиксируйте гайкой 1.
При регулировании нужно помнить, что ось 4 ролика должна находиться в верхней половине окружности винта 2.
Компановка подшипников к шпиндельной бабке 16К20
Купить без посредников АКП 109-6,3АКП 309-16Защитные экраны зон резанья 16К20, 1К62, 16Б16, 1М63Защитные экраны патрона 16К20, 1К62, 16Б16, 1М63Защитные экраны для фрезерных станков 6М12/83, 6Р12/83Опоры станочные: ОВ-31, ОВ-70, клиновые опоры 110ВШГ (фартуна) Задняя бабка в сборе 16Б20П.030.001СБПиноль 16Б20П.030.401 Винт с гайкой задней бабки 16Б20П.030.402/013Каретка в сборе 16К20.
 050.001 (кап. ремонт)Винт поперечной подачи в сборе с гайкой 16К20.050.401 (ф 26мм) (L=532мм)Сменные шестерни гитары 16К20Коробка подач 16Б20П.070.000Шпиндельная бабка в сборе 16К20Шпиндель 16К20.020.401Вал 2 оси 16К20.020.406СБВал 3 оси 16К20.020.404СБВал 4 оси 16К20.020.532СБВал 5 оси 16К20.020.403СБВал 7 оси 16К20.020.537СБ (паразитка)Вал фрикционный в сборе 16К20.020.420СБ (муфта фрикционная)Диски фрикционные 16К20Рейка 16К20.011.432 (L=347)Винт ходовой 16К20 (РМЦ 710-2000 мм)Суппорт в сборе с резцедержателем 16К20.040.001( кап.ремонт)Клин суппорта 16Б20П.040.405Резцедержатель в сборе 16К20.041.001Винт с гайкой суппорта 16К20.040.402/013Фартук в сборе 16Б20П.061.0005 ось фартука (червяк) 16К20 СБВал-шестерня (вал реечный) 16Б20П.061.070СБ Гайка маточная 16Б20П.061.202 (бронза) Задняя бабка 1К62.03.01Пиноль 1К62.03.36Винт с гайкой задней бабки 1К62.03.37/16Каретка в сборе 1К62.05.01Клин каретки 16Б20П.050.432Винт поперечной подачи 1К62.05.36/27/28 ф26мм в сборе с гайкамиВинт поперечной подачи 1К62.
050.001 (кап. ремонт)Винт поперечной подачи в сборе с гайкой 16К20.050.401 (ф 26мм) (L=532мм)Сменные шестерни гитары 16К20Коробка подач 16Б20П.070.000Шпиндельная бабка в сборе 16К20Шпиндель 16К20.020.401Вал 2 оси 16К20.020.406СБВал 3 оси 16К20.020.404СБВал 4 оси 16К20.020.532СБВал 5 оси 16К20.020.403СБВал 7 оси 16К20.020.537СБ (паразитка)Вал фрикционный в сборе 16К20.020.420СБ (муфта фрикционная)Диски фрикционные 16К20Рейка 16К20.011.432 (L=347)Винт ходовой 16К20 (РМЦ 710-2000 мм)Суппорт в сборе с резцедержателем 16К20.040.001( кап.ремонт)Клин суппорта 16Б20П.040.405Резцедержатель в сборе 16К20.041.001Винт с гайкой суппорта 16К20.040.402/013Фартук в сборе 16Б20П.061.0005 ось фартука (червяк) 16К20 СБВал-шестерня (вал реечный) 16Б20П.061.070СБ Гайка маточная 16Б20П.061.202 (бронза) Задняя бабка 1К62.03.01Пиноль 1К62.03.36Винт с гайкой задней бабки 1К62.03.37/16Каретка в сборе 1К62.05.01Клин каретки 16Б20П.050.432Винт поперечной подачи 1К62.05.36/27/28 ф26мм в сборе с гайкамиВинт поперечной подачи 1К62. 05.36/27/28 ф22мм в сборе с гайкамиКоробка скоростей в сборе 1К62.02.01Фрикционный вал в сборе 1К62.02.310СБДиски фрикционные (комплект 21+19) 1К62.02.205/206Вал 2-й оси в сборе — 1К62.02.320СБВал 3-й оси в сборе — 1К62.02.330СБВал 4-ой оси в сборе 1К62.02.340 СБВал 5-ой оси в сборе 1К62.02.350 СБШпиндель 1К62.02.501Вилка включения фрикциона 1К62.02.33 (10 ось)Вилка переключения 20 оси 1К62.02.34 (гусиная лапка)Вал 7-ой оси в сборе 1К62-02-370 СБ (паразитка)Приклон и сменные шестерни 1К62.78.01Рейка 1К62 комплект 1К62.11.32/33Винт ходовой 1К62 РМЦ710- 1400 ммСуппорт в сборе 1К62.04.01 (кап.ремонт)Винт с гайкой суппорта 1К62.04.16/22Клин суппорта 1К62.04.23Фартук в сборе 1К62.06.01Вал 5 Оси фартука 1К62 (червяк) СБВал-шестерня (вал реечный) 9-ой оси 1К62.06.310Задняя бабка 1М63.03.002Пиноль 1М63.03.224 ф 105 ммПиноль 1М63.03.224 ф 102 ммВинт поперечной подачи (L=1154) в сборе с гайкой 1М63.41.268/04.119/04.120 (Рязань)Винт поперечной подачи (L=1127) в сборе с гайкой 1М63.041.51А/04.119/04.
05.36/27/28 ф22мм в сборе с гайкамиКоробка скоростей в сборе 1К62.02.01Фрикционный вал в сборе 1К62.02.310СБДиски фрикционные (комплект 21+19) 1К62.02.205/206Вал 2-й оси в сборе — 1К62.02.320СБВал 3-й оси в сборе — 1К62.02.330СБВал 4-ой оси в сборе 1К62.02.340 СБВал 5-ой оси в сборе 1К62.02.350 СБШпиндель 1К62.02.501Вилка включения фрикциона 1К62.02.33 (10 ось)Вилка переключения 20 оси 1К62.02.34 (гусиная лапка)Вал 7-ой оси в сборе 1К62-02-370 СБ (паразитка)Приклон и сменные шестерни 1К62.78.01Рейка 1К62 комплект 1К62.11.32/33Винт ходовой 1К62 РМЦ710- 1400 ммСуппорт в сборе 1К62.04.01 (кап.ремонт)Винт с гайкой суппорта 1К62.04.16/22Клин суппорта 1К62.04.23Фартук в сборе 1К62.06.01Вал 5 Оси фартука 1К62 (червяк) СБВал-шестерня (вал реечный) 9-ой оси 1К62.06.310Задняя бабка 1М63.03.002Пиноль 1М63.03.224 ф 105 ммПиноль 1М63.03.224 ф 102 ммВинт поперечной подачи (L=1154) в сборе с гайкой 1М63.41.268/04.119/04.120 (Рязань)Винт поперечной подачи (L=1127) в сборе с гайкой 1М63.041.51А/04.119/04. 120 (Тбилиси)Коробка подач 1М63.71.001 Коробка скоростей 1М63.021.001Фрикционный вал 1М63.02.156 в сборе 6 шлицевФрикционный вал в сборе 1М63 8 шлицевВал 2 оси 1М63.02.345 СБ (6 или 8 шлицев)Валик 3 оси 1М63.02.200Д СБ (6 или 8 шлицев)Валик 4 оси 1М63.02.195Д СБ (6 или 8 шлицев)Вал 5 оси 1М63.02.150СБ (6 или 8 шлицев)Шпиндель 1М63.02.324Ходовой винт 1М63.01.151 (L= 2290 мм)Ходовой винт 1М63 РМЦ =3000 мм, (L=3932мм)Рейка 1М63.04.001 L=790 мм (Тбилиси)Рейка 1М63.01.150 L=715 мм (Рязань)Суппорт в сборе 1М63.41.001 (кап.ремонт)Клин суппорта 1М63.04.190 457ммВинт с гайкой суппорта 1М63.04.152 (532мм)Фартук в сборе 1М63.06.001ГМеханизм переключения вертикальных, поперечных подач 6Р82/6Р12Вал 1 оси 6М82-3-59В СБ Вал 2 оси 6М82-3-64К СБВал 3 оси 6М82-3-65К СБВал 4 оси 6М82-3-66К СБВал 5 оси 6М82-3-31А СБ (Шпиндель) Коробка подач 6М82-4-01Д СБВал 2 оси 6М82-4-48 СБВал 3 оси 6М82-4-45Н СБВал 4 оси 6М82-4-168А СБВал 5 оси 6М82.4.36 СБФрикционный вал в сборе 6М82.4.50Б (игольчатый подшипник)Фрикционный вал в сборе 6Р82.
120 (Тбилиси)Коробка подач 1М63.71.001 Коробка скоростей 1М63.021.001Фрикционный вал 1М63.02.156 в сборе 6 шлицевФрикционный вал в сборе 1М63 8 шлицевВал 2 оси 1М63.02.345 СБ (6 или 8 шлицев)Валик 3 оси 1М63.02.200Д СБ (6 или 8 шлицев)Валик 4 оси 1М63.02.195Д СБ (6 или 8 шлицев)Вал 5 оси 1М63.02.150СБ (6 или 8 шлицев)Шпиндель 1М63.02.324Ходовой винт 1М63.01.151 (L= 2290 мм)Ходовой винт 1М63 РМЦ =3000 мм, (L=3932мм)Рейка 1М63.04.001 L=790 мм (Тбилиси)Рейка 1М63.01.150 L=715 мм (Рязань)Суппорт в сборе 1М63.41.001 (кап.ремонт)Клин суппорта 1М63.04.190 457ммВинт с гайкой суппорта 1М63.04.152 (532мм)Фартук в сборе 1М63.06.001ГМеханизм переключения вертикальных, поперечных подач 6Р82/6Р12Вал 1 оси 6М82-3-59В СБ Вал 2 оси 6М82-3-64К СБВал 3 оси 6М82-3-65К СБВал 4 оси 6М82-3-66К СБВал 5 оси 6М82-3-31А СБ (Шпиндель) Коробка подач 6М82-4-01Д СБВал 2 оси 6М82-4-48 СБВал 3 оси 6М82-4-45Н СБВал 4 оси 6М82-4-168А СБВал 5 оси 6М82.4.36 СБФрикционный вал в сборе 6М82.4.50Б (игольчатый подшипник)Фрикционный вал в сборе 6Р82. 4.50А (шариковый подшипник)Винт поперечной подачи в сборе с гайкой 6Р82, 6Р12 (L=689)Винт поперечной подачи в сборе с гайкой 6М82-6-64А (L= 650 мм)Винт подъема консоли (стола) с гайкой 6М82-6-34Б/21АВинт ходовой 6М12/82 (L=1629) с гайками 6М82-7-161/101/102Винт ходовой 6Р12/82 (L=1740) с гайками 6Р82.7.161/101/102Винт ходовой 6Т13 (L=2050) с гайками
4.50А (шариковый подшипник)Винт поперечной подачи в сборе с гайкой 6Р82, 6Р12 (L=689)Винт поперечной подачи в сборе с гайкой 6М82-6-64А (L= 650 мм)Винт подъема консоли (стола) с гайкой 6М82-6-34Б/21АВинт ходовой 6М12/82 (L=1629) с гайками 6М82-7-161/101/102Винт ходовой 6Р12/82 (L=1740) с гайками 6Р82.7.161/101/102Винт ходовой 6Т13 (L=2050) с гайками
mexcentr64.ru
Шпиндель 16К20, подшипники шпинделя 16К20, запчасти для 16К20
Шпиндель в сборе для токарно-винторезного станка 16К20 16К20.020.401, а также 16К20.020.398-01. Также Вы можете приобрести подшипники шпинделя 16К20.020.401, 16К20.020.398-01.
Шпиндель — вал металлорежущего станка, передающий вращение закрепленному в нем инструменту или обрабатываемой заготовке. Весьма иажным является выбор материала шпинделя. Средненагруженные шпиндели изготовляют обычно из стали 45 с улучшением (закалка и высокий отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким отпуском.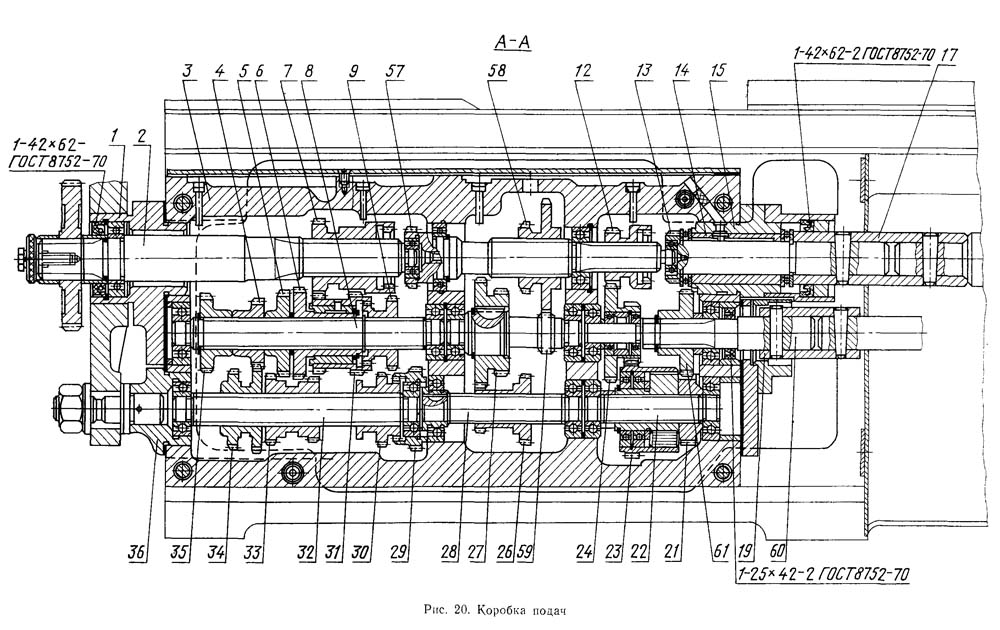 Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
Конструктивная форма шпинделей зависит от способа крепления на нем зажимных приспособлений или инструмента, посадок элементов привода и типов применяемых опор. Шпиндели, как правило, изготовляют пустотелыми для прохода прутка, а также для уменьшения массы. Передние концы шпинделей станков общего назначения стандартизированы.
Опоры. В качестве опор шпинделей станков применяют подшипники качения и скольжения. Так как от шпинделей требуется высокая точность, то подшипники качения, используемые в опорах шпинделей, должны быть высоких классов точности. Выбор класса точности подшипника определяется допуском на биение переднего конца шпинделя, который зависит от требуемой точности обработки. Обычно в передней опоре применяют более точные подшипники, чем в задней.
Обычно в передней опоре применяют более точные подшипники, чем в задней.
Конструктивное оформление шпиндельных узлов весьма разнообразно. На рис. 2.12 показан шпиндельный узел токарновинторезного станка с двухрядным роликовым подшипником с коническим отверстием внутреннего кольца в качестве передней опоры. При осевом перемещении внутреннего кольца подшипника коническая шейка шпинделя деформирует кольцо, и его диаметр увеличивается. При этом устраняются радиальные зазоры между роликами и кольцами и создается предварительный натяг.
Предварительный натяг осуществляют различными способами. В радиально-упорных шарикоподшипниках и конических роликовых подшипниках при парной установке предварительный натяг получают регулировкой во время сборки, а в радиальных шарикоподшипниках — смещением внутренних колец относительно наружных. На рис. 2.13 представлены конструктивные способы создания предварительного натяга шарикоподшипников вследствие сошлифовывания торцов внутренних колец (рис. 2.13, а), установки распорных втулок между кольцами (рис. 2.13, б), применения пружин, обеспечивающих постоянство предварительного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания предварительного натяга вследствие деформации внутреннего кольца при установке его на конической шейке шпинделя в роликоподшипниках с цилиндрическими роликами. Подшипники скольжения, применяемые в качестве опор шпинделей, бывают нерегулируемые (применяют их редко, при практически полном отсутствии изнашивания в течение длительного срока эксплуатации), с радиальным, осевым регулированием зазора, гидростатические (в них предусматривают подвод масла под давлением в несколько карманов, из которых оно вытесняется через зазор между шейкой шпинделя и подшипником), гидродинамические и с газовой смазкой.
2.13, а), установки распорных втулок между кольцами (рис. 2.13, б), применения пружин, обеспечивающих постоянство предварительного натяга (рис. 2.13, в). На рис. 2.13, г показан способ создания предварительного натяга вследствие деформации внутреннего кольца при установке его на конической шейке шпинделя в роликоподшипниках с цилиндрическими роликами. Подшипники скольжения, применяемые в качестве опор шпинделей, бывают нерегулируемые (применяют их редко, при практически полном отсутствии изнашивания в течение длительного срока эксплуатации), с радиальным, осевым регулированием зазора, гидростатические (в них предусматривают подвод масла под давлением в несколько карманов, из которых оно вытесняется через зазор между шейкой шпинделя и подшипником), гидродинамические и с газовой смазкой.
В прецизионных станках используют гидростатические подшипники, которые создают высокую точность вращения шпинделя. Их несущая способность, жесткость и точность зависят от величины зазоров, давления, схемы опоры. На рис. 2.14 схематически показана конструкция гидростатической опоры. Масло под давлением подводится в карманы 1 через отверстия 2. При вращении масло вытесняется из этих карманов через зазор между шейкой и подшипником и из отверстия 3 в резервуар. При увеличении внешней силы, стремящейся уменьшить зазор, возрастает давление масла в резервуаре, и зазор восстанавливается. Гидростатические подшипники стабилизируют режим трения со смазочным материалом при самых малых скоростях вращения.
На рис. 2.14 схематически показана конструкция гидростатической опоры. Масло под давлением подводится в карманы 1 через отверстия 2. При вращении масло вытесняется из этих карманов через зазор между шейкой и подшипником и из отверстия 3 в резервуар. При увеличении внешней силы, стремящейся уменьшить зазор, возрастает давление масла в резервуаре, и зазор восстанавливается. Гидростатические подшипники стабилизируют режим трения со смазочным материалом при самых малых скоростях вращения.
Самоустанавливающийся гидродинамический подшипник скольжения, применяемый в шлифовальных станках, показан на рис. 2.15. В обойме 4 расположено пять самоустанавлива-ющихся вкладышей 5. Каждый вкладыш имеет одну сферическую опору в виде штыря 3. Штыри закрепляют в обойме винтами 2 и 8 с шайбами 1, проходящими через крышку 7. Между крышкой и обоймой предусмотрены уплотнительные кольца 6.
Вкладыши самоустанавливаются сферическими опорами в направлении вращения шпинделя и в направлении его оси. Это создает надежные условия трения со смазочным материалом в опоре и устойчивые масляные клинья, а также позволяет избежать кромочных давлений, вызываемых несоосностью рабочих поверхностей, упругими или тепловыми деформациями шпинделя. Конструкция подшипников обеспечивает высокую точность вращения шпинделя вследствие центрирования его гидродинамическими давлениями, которые возникают в нескольких зонах по окружности.
Конструкция подшипников обеспечивает высокую точность вращения шпинделя вследствие центрирования его гидродинамическими давлениями, которые возникают в нескольких зонах по окружности.
Шпиндельные подшипники должны быть надежно защищены от загрязнения и вытекания смазочного материала. Манжетные уплотнения (рис. 2.16, а) из кожи, пластмассы или маслостойкой резины помещают в металлический кожух и прижимают к валу браслетной пружиной. В шпинделях станков более целесообразно применять лабиринтные уплотнения (рис. 2.16, б), которые не имеют трущихся поверхностей и могут работать при высокой частоте вращения. Они обеспечивают защиту подшипников в результате сопротивления протеканию жидкости через узкие щели. На рис. 2.16, в показаны уплотнения для вертикальных валов, уплотнения с кольцами типа поршневых и комбинированное фетровое уплотнение с отражательным кольцом, отбрасывающим масло.
sar-snab.ru
Настройка шпинделя при вводе в эксплуатацию станков после ремонта
В статье описывается настройка шпинделя, в частности способ измерения осевого зазора в шпиндельных опорах токарного станка, полученного при сборке после ремонта, в период когда происходит ввод в эксплуатацию станков токарной группы. Способ отличается простотой и доступностью. Северо-Восточный ремонтный ) расположенный в г. Вилючинск относится к разряду небольших предприятий, расположенных на периферии. Основной род деятельности ремонт легкой, средней и тяжелой степени сложности судов самой различной тоннажности. Предприятие оснащено оборудованием, срок эксплуатации которого в основном превышает 15 лет. Как правило, это универсальные станки фрезерной, токарной групп и других, принадлежащих к 7 амортизационной группе станков. Необходимость восстановления работоспособности металлорежущих станков путем проведения ремонтов малой и средней сложности в соответствии с планово предупредительным ремонтом (ППР) является необходимым условием устойчивой работы предприятия.
Способ отличается простотой и доступностью. Северо-Восточный ремонтный ) расположенный в г. Вилючинск относится к разряду небольших предприятий, расположенных на периферии. Основной род деятельности ремонт легкой, средней и тяжелой степени сложности судов самой различной тоннажности. Предприятие оснащено оборудованием, срок эксплуатации которого в основном превышает 15 лет. Как правило, это универсальные станки фрезерной, токарной групп и других, принадлежащих к 7 амортизационной группе станков. Необходимость восстановления работоспособности металлорежущих станков путем проведения ремонтов малой и средней сложности в соответствии с планово предупредительным ремонтом (ППР) является необходимым условием устойчивой работы предприятия.
Ремонт станков предполагает демонтаж отдельных узлов и механизмов станка, ремонт отдельных деталей, замену не подлежащих ремонту деталей и узлов, сборку станка, контроль работоспособности станка при вводе его в эксплуатацию.
При вводе станка в эксплуатацию после ремонта техническим регламентом ремонтных работ предусмотрена типовая номенклатура операций контроля. Должна быть проведена проверка уровня вибраций, шума, нагрева подшипников, которые в значительной степени зависят от величин зазоров в опорах которые имеет шпиндель токарного станка. После завершения сборки перед вводом станка в эксплуатацию производится контроль основных параметров. Ошибки, допущенные при сборке несущих валов коробок скоростей и коробок подач, могут привести к потере жесткости станка в целом, повышению уровня вибраций и, как следствие, ухудшению эксплуатационных характеристик станка.
Должна быть проведена проверка уровня вибраций, шума, нагрева подшипников, которые в значительной степени зависят от величин зазоров в опорах которые имеет шпиндель токарного станка. После завершения сборки перед вводом станка в эксплуатацию производится контроль основных параметров. Ошибки, допущенные при сборке несущих валов коробок скоростей и коробок подач, могут привести к потере жесткости станка в целом, повышению уровня вибраций и, как следствие, ухудшению эксплуатационных характеристик станка.
С особо высокой ответственностью следует отнестись к контролю результатов реставрации одной из главных деталей оборудования – шпиндель станка. И в первую очередь проверке величин зазоров в подшипниках передней и задней опор шпинделя.
Заводом-изготовителем предусмотрены величины зазоров в подшипниках в передней и задней опорах 2 – 3 мкм. При такой величине рабочих зазоров гарантируются жесткость и виброустойчивость станка, соответствующие заявленным в его технических характеристиках.
Когда настраивается шпиндель, токарный станок в результате должен получить стандартные характеристики работы этого узла, поэтому после ремонта следует учитывать следующее:
- увеличение зазора до неприемлемых величин отрицательно сказывается на точности обработки, приводит к повышению вибраций и проскальзыванию между телами качения и дорожками качения, к появлению повышенного шума;
- слишком малая величина зазора повышает потери на трение в подшипнике и при работе на высоких скоростях проявляется в нагреве опор, что недопустимо.
Ремонты малой и средней сложности производятся силами самого предприятия, поэтому необходимо, чтобы средства измерения, применяемые при контроле основных параметров станка, после сборки отличались простотой конструкции и в то же время гарантировали высокую точность измерений контролируемого параметра.
В этой статье описывается способ измерения осевого зазора которые имеют шпиндельные опоры токарного станка, полученного при сборке после ремонта, отличающийся простотой и доступностью.
Для измерения осевого зазора в подшипниковых опорах шпинделя на передней бабке токарного станка жестко крепится индикаторная стойка для крепления индикатора. Цена деления индикатора – 0,001 мм. Ножка индикатора касается торцевой поверхности патрона (см. рис. 1).
Регулировка подшипников шпиндельных узлов резьбонарезных токарных станков 16к20
При эксплуатации металлорежущего станка изнашиваются поверхности трущихся деталей, в результате возникают увеличенные зазоры в сопряженных парах и ухудшаются эксплуатационные характеристики станка. Восстановить работоспособность станка можно заменой, ремонтом изношенных деталей и регулировкой узлов и механизмов. Рассмотрим регулировку типовых узлов механизмов резьбонарезных станков, таких, например, как подшипниковые узлы (особенно шпинделей), винтовые, цепные, зубчатые и ременные передачи, фрикционные муфты и тормозы, направляющие, зажимные механизмы и др.
При регулировке узлов и механизмов станка следует избегать их излишней разборки, особенно таких узлов, которые обеспечивают высокую точность станка (например, шпиндельные узлы). Регулировку станка должен выполнять высококвалифицированный слесарь.
Регулировку станка должен выполнять высококвалифицированный слесарь.
Регулировка шпиндельных узлов. На рис. 97 изображен шпиндельный узел токарно-винторезного станка модели 16К20. Передней опорой шпинделя служит конический двухрядный роликоподшипник 6 с малым углом конуса у внутреннего кольца и буртом на наружном кольце. Задний конец шпинделя опирается на конический однорядный роликоподшипник 2 с малым углом конуса и автоматическим устранением зазоров. К регулировке шпиндельных подшипников следует прибегать только в случае крайней необходимости, обязательно выполнив перед этим проверку узла на жесткость. Проверку производят с помощью динамометра и индикатора с ценой деления 1 мкм. Усилие от динамометра, направленное вертикально снизу вверх, передается шпинделю через фланец 7. Измерение перемещения шпинделя осуществляют индикатором, установленным на шпиндельную бабку и упирающимся наконечником во фланец шпинделя. Подшипниковый узел не подлежит регулировке, если смещение шпинделя на 1 мкм происходит при приложении нагрузки не менее 45—50 кгс. Если эта нагрузка значительно ниже, регулировка необходима. Регулировку переднего подшипника выполняют путем подшлифовывания полуколец 8, к которым внутреннее кольцо подшипника прижимается с помощью гайки 5 с контргайкой 4. Устранение радиального зазора в подшипнике происходит за счет деформаций внутреннего кольца подшипника при надвигании его на коническую шейку шпинделя.
Если эта нагрузка значительно ниже, регулировка необходима. Регулировку переднего подшипника выполняют путем подшлифовывания полуколец 8, к которым внутреннее кольцо подшипника прижимается с помощью гайки 5 с контргайкой 4. Устранение радиального зазора в подшипнике происходит за счет деформаций внутреннего кольца подшипника при надвигании его на коническую шейку шпинделя.
Для того чтобы вынуть полукольца, необходимо снять с переднего конца шпинделя детали, прикрывающие полукольца, отвернуть гайки 4 и 5 и сдвинуть с места внутреннее кольцо подшипника. Зазоры в заднем подшипнике выбираются автоматически с помощью пружин 9, упирающихся в шайбу 3. Предварительное сжатие пружин осуществляют навинчиванием гайки 1 на резьбовой конец шпинделя. Гайка через стакан 10 смещает Внутреннее кольцо подшипника до упора в буртик, одновременно сжимая пружины. Регулировку подшипникового узла проверяют путем повторного нагружения шпинделя и измерения его смещения. При необходимости регулировку повторяют.
Рис. 97. Шпиндельный узел токарно-винторезного станка модели 16К20
На рис. 98 показан шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г. Радиальными опорами шпинделя 12 служат подшипники скольжения 4 и 10. Осевые нагрузки воспринимают упорные шарикоподшипники 3 и 7. Подшипники скольжения имеют конусные внутренние поверхности, которыми они сопрягаются с шейками шпинделя. Зазор в сопряженных парах устраняют осевым перемещением подшипников скольжения.
Перемещение переднего подшипника производят вращением двух гаек 9 и 11, одну из которых завинчивают, а другую в это время освобождают. После регулировки подшипника обе гайки завинчивают.
Рис. 98. Шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г
Регулировку заднего подшипника скольжения производят тоже с помощью двух гаек 2 и 5. При необходимости уменьшения зазора подшипника в сопряженной паре освобождают сначала гайку 2, а затем отвинчивают на требуемую величину гайку 5 на подшипнике. После этого вращением гайки 2 сдвигают подшипник вправо до упора гайки 5 в корпус 8. Гайкой 2 одновременно регулируют и силу затяжки упорных шарикоподшипников. После регулировки обе гайки фиксируют стопорными винтами 1 и 6.
После этого вращением гайки 2 сдвигают подшипник вправо до упора гайки 5 в корпус 8. Гайкой 2 одновременно регулируют и силу затяжки упорных шарикоподшипников. После регулировки обе гайки фиксируют стопорными винтами 1 и 6.
Качество регулирования подшипников шпинделей проверяют по температуре нагрева подшипников при работе станка с максимальной частотой вращения шпинделя на холостом ходу. Быстрый нагрев подшипника указывает на чрезмерный натяг при регулировании.
www.stroitelstvo-new.ru
Регулировка фрикциона на токарном станке 16к20
Михаил Сергеевич:
Нахрена такой лопатой отрезать?)))
Rumpel Shpilsten:
тихо завидую. у меня 16к20 ну такое ведро хоть плач. Слесаря рукожопы — пофигисты мягко говоря. фрикцион раз в месяц подтягивают. Один раз его снимали разбирали вроде (по их словам), не помогло. Лимб на продольной врет на миллиметр, поперечная размер не держит, на станине яма прижим не прижимает. С притянутым прижимом суппорта он катается по станине рукой))). ну и подшипник передний стучит. А фрикцион как у вас не затянутый был , у меня так давно не было все гораздо хуже раскручивается. Вот так и работаем(е*****ся)
ну и подшипник передний стучит. А фрикцион как у вас не затянутый был , у меня так давно не было все гораздо хуже раскручивается. Вот так и работаем(е*****ся)
Дмитрий Дмитрий:
А как поступить,если шпиндель долго останавливается,особенно на холодную?
Игорь Ра Бебель:
Вот-бы сняли видео о регулировке подшипников шпинделя. Облазил нигде по 16к20 не нашел. Ну хотя-бы теоретически.
Александр Выщекус:
Здравствуйте! Хочу купить станок токарный, 1К62. Продают по малой цене. Но вопрос в том что все проверил мне токарь, которого я привез (он на таком работает) но вот пробуксовывает сцепление на нем.Сперва было так: При включении рычага вверх вал раскручивался быстро в одну сторону, потом ставим в нейтралку и переключаем вниз ручку, то вал крутится в другом направлении но очень медленно. Начали подкручивать фрикцион, теперь вал раскручивается в оба направления но с маленькой скоростью, и патрон я удерживаю рукой. А обратный фрикцион очень греется. Вопрос такое настраивается? Стоит покупать такой станок, ну просто хочется купить, другие стоят от 40 тысячь, а этот за 20 продают. На чермет цена его 13 тысяч. Стояло там два станка, я выбрал немного лучшего состояния, а второй при мне уже поехал к новому хозяину.
Вопрос такое настраивается? Стоит покупать такой станок, ну просто хочется купить, другие стоят от 40 тысячь, а этот за 20 продают. На чермет цена его 13 тысяч. Стояло там два станка, я выбрал немного лучшего состояния, а второй при мне уже поехал к новому хозяину.
СОКОЛ:
Когда тебе, на твоем заводе, 6 разряд собираются оформлять ?
пустой 0:
на чпу полегче и по быстрей )
Александр Соболев:
Все правильно. Добавим свои три копейки — лоток который сверху фрикционного вала,лучше, снять. Недолго, приятно потом работать будет. Не нужно лезть в коробку с напильником, достаточно двух отверток или одной. Если мне не изменяет память, в паспорте на станок указаны требования к регулировке фрикционных муфт — за пять секунд шпиндель станка должен набрать максимальное количество оборотов. Естественно, диски фрикциона не засалены, ровные, масло И-20.Замена масла должна производится один раз в шесть месяцев.
fgfdgf:
Подскажите пожалуйста, станок 1к62 д, трудно поймать нейтраль, т. е. очень чувствительный рычаг, останавливается хорошо, но норовит на реверс поехать, с чем это связано?
е. очень чувствительный рычаг, останавливается хорошо, но норовит на реверс поехать, с чем это связано?
Андрей Лямин:
На отрезном отрицательная фаска присутствует?
Сергей Польза:
kot. У меня есть 25 литров моторного масла. Хочу в станок залить (16к20) — что скажешь?
Sergey Pankov:
отличное видео!! спасибо за доступное и наглядное пояснение)!!! сам только прикупил 16к20 и вот настало время регулировки всего))) а тут как разто что нужно!!! в общем снимайте дальше с удовольствием смотрю)))
Aleksandr Malarchuk:
Здравствуйте.мне очень нрав…Ваши видео…хотел бы что бы записали о трапец резьбе ….пошагово…глубина врезки….как настроить 16к20..наружный диаметр заготовки.я самоучка…если можно.пожалуйста.может нюансы..какие
Олег Павловский:
Показывать работу и настройка..разные вещи баран
Олег Павловский:
Фрикцион где олень
Witaly Chmelew:
Очень, Очень, Очень большое спасибо за такое полезное видео!!!
Андрей Алехин:
Хоть и не подписан на ваш канал но видео смотрю. По поводу резьбы, да резал и неоднократно и в упор то-же. Резал в упор и без проточки, правда за много заходов. А на счет фрикционов да, это хорошо когда они четко отрегулированы. Но при включении в нейтральное положение патрон должен четко встать.
По поводу резьбы, да резал и неоднократно и в упор то-же. Резал в упор и без проточки, правда за много заходов. А на счет фрикционов да, это хорошо когда они четко отрегулированы. Но при включении в нейтральное положение патрон должен четко встать.
Николай Куликов:
При нормальной регулировке фрикционов какой люфт должен быть между ними. Простите если глупый вопрос, купил 1к62 собираю информацию.
Андрей Алехин:
Зачем фрикционом притормаживать просто нужно тормоз от регулировать. На видео видно у вашего станка в перед 11 дисков обратное вращение 6 штук. У меня в перед 12 штук назад 7 штук.
Vartan Vartan:
здравствуйте ! у меня один вопрос у меня такой же станок проблема в том что фрикционы очень сильно греются до такой степени что не возможно дотронутся !масло заливаю только новое не какой отроботки смазываются идеально смазка обильно поступает ! я не думаю что они перетянуты потому что шпиньдель набирает ход медленно ! как вы думаете что может быть ?
Подшипники к фартуку 16К20 — Станочные запчасти
Купить без посредников АКП 109-6,3АКП 309-16Защитные экраны зон резанья 16К20, 1К62, 16Б16, 1М63Защитные экраны патрона 16К20, 1К62, 16Б16, 1М63Защитные экраны для фрезерных станков 6М12/83, 6Р12/83Опоры станочные: ОВ-31, ОВ-70, клиновые опоры 110ВШГ (фартуна) Задняя бабка в сборе 16Б20П.
 030.001СБПиноль 16Б20П.030.401 Винт с гайкой задней бабки 16Б20П.030.402/013Каретка в сборе 16К20.050.001 (кап. ремонт)Винт поперечной подачи в сборе с гайкой 16К20.050.401 (ф 26мм) (L=532мм)Сменные шестерни гитары 16К20Коробка подач 16Б20П.070.000Шпиндельная бабка в сборе 16К20Шпиндель 16К20.020.401Вал 2 оси 16К20.020.406СБВал 3 оси 16К20.020.404СБВал 4 оси 16К20.020.532СБВал 5 оси 16К20.020.403СБВал 7 оси 16К20.020.537СБ (паразитка)Вал фрикционный в сборе 16К20.020.420СБ (муфта фрикционная)Диски фрикционные 16К20Рейка 16К20.011.432 (L=347)Винт ходовой 16К20 (РМЦ 710-2000 мм)Суппорт в сборе с резцедержателем 16К20.040.001( кап.ремонт)Клин суппорта 16Б20П.040.405Резцедержатель в сборе 16К20.041.001Винт с гайкой суппорта 16К20.040.402/013Фартук в сборе 16Б20П.061.0005 ось фартука (червяк) 16К20 СБВал-шестерня (вал реечный) 16Б20П.061.070СБ Гайка маточная 16Б20П.061.202 (бронза) Задняя бабка 1К62.03.01Пиноль 1К62.03.36Винт с гайкой задней бабки 1К62.03.37/16Каретка в сборе 1К62.05.01Клин каретки 16Б20П.
030.001СБПиноль 16Б20П.030.401 Винт с гайкой задней бабки 16Б20П.030.402/013Каретка в сборе 16К20.050.001 (кап. ремонт)Винт поперечной подачи в сборе с гайкой 16К20.050.401 (ф 26мм) (L=532мм)Сменные шестерни гитары 16К20Коробка подач 16Б20П.070.000Шпиндельная бабка в сборе 16К20Шпиндель 16К20.020.401Вал 2 оси 16К20.020.406СБВал 3 оси 16К20.020.404СБВал 4 оси 16К20.020.532СБВал 5 оси 16К20.020.403СБВал 7 оси 16К20.020.537СБ (паразитка)Вал фрикционный в сборе 16К20.020.420СБ (муфта фрикционная)Диски фрикционные 16К20Рейка 16К20.011.432 (L=347)Винт ходовой 16К20 (РМЦ 710-2000 мм)Суппорт в сборе с резцедержателем 16К20.040.001( кап.ремонт)Клин суппорта 16Б20П.040.405Резцедержатель в сборе 16К20.041.001Винт с гайкой суппорта 16К20.040.402/013Фартук в сборе 16Б20П.061.0005 ось фартука (червяк) 16К20 СБВал-шестерня (вал реечный) 16Б20П.061.070СБ Гайка маточная 16Б20П.061.202 (бронза) Задняя бабка 1К62.03.01Пиноль 1К62.03.36Винт с гайкой задней бабки 1К62.03.37/16Каретка в сборе 1К62.05.01Клин каретки 16Б20П. 050.432Винт поперечной подачи 1К62.05.36/27/28 ф26мм в сборе с гайкамиВинт поперечной подачи 1К62.05.36/27/28 ф22мм в сборе с гайкамиКоробка скоростей в сборе 1К62.02.01Фрикционный вал в сборе 1К62.02.310СБДиски фрикционные (комплект 21+19) 1К62.02.205/206Вал 2-й оси в сборе — 1К62.02.320СБВал 3-й оси в сборе — 1К62.02.330СБВал 4-ой оси в сборе 1К62.02.340 СБВал 5-ой оси в сборе 1К62.02.350 СБШпиндель 1К62.02.501Вилка включения фрикциона 1К62.02.33 (10 ось)Вилка переключения 20 оси 1К62.02.34 (гусиная лапка)Вал 7-ой оси в сборе 1К62-02-370 СБ (паразитка)Приклон и сменные шестерни 1К62.78.01Рейка 1К62 комплект 1К62.11.32/33Винт ходовой 1К62 РМЦ710- 1400 ммСуппорт в сборе 1К62.04.01 (кап.ремонт)Винт с гайкой суппорта 1К62.04.16/22Клин суппорта 1К62.04.23Фартук в сборе 1К62.06.01Вал 5 Оси фартука 1К62 (червяк) СБВал-шестерня (вал реечный) 9-ой оси 1К62.06.310Задняя бабка 1М63.03.002Пиноль 1М63.03.224 ф 105 ммПиноль 1М63.03.224 ф 102 ммВинт поперечной подачи (L=1154) в сборе с гайкой 1М63.41.
050.432Винт поперечной подачи 1К62.05.36/27/28 ф26мм в сборе с гайкамиВинт поперечной подачи 1К62.05.36/27/28 ф22мм в сборе с гайкамиКоробка скоростей в сборе 1К62.02.01Фрикционный вал в сборе 1К62.02.310СБДиски фрикционные (комплект 21+19) 1К62.02.205/206Вал 2-й оси в сборе — 1К62.02.320СБВал 3-й оси в сборе — 1К62.02.330СБВал 4-ой оси в сборе 1К62.02.340 СБВал 5-ой оси в сборе 1К62.02.350 СБШпиндель 1К62.02.501Вилка включения фрикциона 1К62.02.33 (10 ось)Вилка переключения 20 оси 1К62.02.34 (гусиная лапка)Вал 7-ой оси в сборе 1К62-02-370 СБ (паразитка)Приклон и сменные шестерни 1К62.78.01Рейка 1К62 комплект 1К62.11.32/33Винт ходовой 1К62 РМЦ710- 1400 ммСуппорт в сборе 1К62.04.01 (кап.ремонт)Винт с гайкой суппорта 1К62.04.16/22Клин суппорта 1К62.04.23Фартук в сборе 1К62.06.01Вал 5 Оси фартука 1К62 (червяк) СБВал-шестерня (вал реечный) 9-ой оси 1К62.06.310Задняя бабка 1М63.03.002Пиноль 1М63.03.224 ф 105 ммПиноль 1М63.03.224 ф 102 ммВинт поперечной подачи (L=1154) в сборе с гайкой 1М63.41. 268/04.119/04.120 (Рязань)Винт поперечной подачи (L=1127) в сборе с гайкой 1М63.041.51А/04.119/04.120 (Тбилиси)Коробка подач 1М63.71.001 Коробка скоростей 1М63.021.001Фрикционный вал 1М63.02.156 в сборе 6 шлицевФрикционный вал в сборе 1М63 8 шлицевВал 2 оси 1М63.02.345 СБ (6 или 8 шлицев)Валик 3 оси 1М63.02.200Д СБ (6 или 8 шлицев)Валик 4 оси 1М63.02.195Д СБ (6 или 8 шлицев)Вал 5 оси 1М63.02.150СБ (6 или 8 шлицев)Шпиндель 1М63.02.324Ходовой винт 1М63.01.151 (L= 2290 мм)Ходовой винт 1М63 РМЦ =3000 мм, (L=3932мм)Рейка 1М63.04.001 L=790 мм (Тбилиси)Рейка 1М63.01.150 L=715 мм (Рязань)Суппорт в сборе 1М63.41.001 (кап.ремонт)Клин суппорта 1М63.04.190 457ммВинт с гайкой суппорта 1М63.04.152 (532мм)Фартук в сборе 1М63.06.001ГМеханизм переключения вертикальных, поперечных подач 6Р82/6Р12Вал 1 оси 6М82-3-59В СБ Вал 2 оси 6М82-3-64К СБВал 3 оси 6М82-3-65К СБВал 4 оси 6М82-3-66К СБВал 5 оси 6М82-3-31А СБ (Шпиндель) Коробка подач 6М82-4-01Д СБВал 2 оси 6М82-4-48 СБВал 3 оси 6М82-4-45Н СБВал 4 оси 6М82-4-168А СБВал 5 оси 6М82.
268/04.119/04.120 (Рязань)Винт поперечной подачи (L=1127) в сборе с гайкой 1М63.041.51А/04.119/04.120 (Тбилиси)Коробка подач 1М63.71.001 Коробка скоростей 1М63.021.001Фрикционный вал 1М63.02.156 в сборе 6 шлицевФрикционный вал в сборе 1М63 8 шлицевВал 2 оси 1М63.02.345 СБ (6 или 8 шлицев)Валик 3 оси 1М63.02.200Д СБ (6 или 8 шлицев)Валик 4 оси 1М63.02.195Д СБ (6 или 8 шлицев)Вал 5 оси 1М63.02.150СБ (6 или 8 шлицев)Шпиндель 1М63.02.324Ходовой винт 1М63.01.151 (L= 2290 мм)Ходовой винт 1М63 РМЦ =3000 мм, (L=3932мм)Рейка 1М63.04.001 L=790 мм (Тбилиси)Рейка 1М63.01.150 L=715 мм (Рязань)Суппорт в сборе 1М63.41.001 (кап.ремонт)Клин суппорта 1М63.04.190 457ммВинт с гайкой суппорта 1М63.04.152 (532мм)Фартук в сборе 1М63.06.001ГМеханизм переключения вертикальных, поперечных подач 6Р82/6Р12Вал 1 оси 6М82-3-59В СБ Вал 2 оси 6М82-3-64К СБВал 3 оси 6М82-3-65К СБВал 4 оси 6М82-3-66К СБВал 5 оси 6М82-3-31А СБ (Шпиндель) Коробка подач 6М82-4-01Д СБВал 2 оси 6М82-4-48 СБВал 3 оси 6М82-4-45Н СБВал 4 оси 6М82-4-168А СБВал 5 оси 6М82. 4.36 СБФрикционный вал в сборе 6М82.4.50Б (игольчатый подшипник)Фрикционный вал в сборе 6Р82.4.50А (шариковый подшипник)Винт поперечной подачи в сборе с гайкой 6Р82, 6Р12 (L=689)Винт поперечной подачи в сборе с гайкой 6М82-6-64А (L= 650 мм)Винт подъема консоли (стола) с гайкой 6М82-6-34Б/21АВинт ходовой 6М12/82 (L=1629) с гайками 6М82-7-161/101/102Винт ходовой 6Р12/82 (L=1740) с гайками 6Р82.7.161/101/102Винт ходовой 6Т13 (L=2050) с гайками
4.36 СБФрикционный вал в сборе 6М82.4.50Б (игольчатый подшипник)Фрикционный вал в сборе 6Р82.4.50А (шариковый подшипник)Винт поперечной подачи в сборе с гайкой 6Р82, 6Р12 (L=689)Винт поперечной подачи в сборе с гайкой 6М82-6-64А (L= 650 мм)Винт подъема консоли (стола) с гайкой 6М82-6-34Б/21АВинт ходовой 6М12/82 (L=1629) с гайками 6М82-7-161/101/102Винт ходовой 6Р12/82 (L=1740) с гайками 6Р82.7.161/101/102Винт ходовой 6Т13 (L=2050) с гайками
mexcentr64.ru
Описание токарного станка 16к20
Содержание
- Возможности станка 16К20
- Конструктивные особенности станка 16К20
- Аналоги станка
- Назначение станка
- Заводская маркировка и обозначения
- Обозначение точности
- Технические характеристики
- Предельные параметры
- Конструкция станка
- Габариты токарно-винторезного станка 16К20
- Основные узлы
- Шпиндель
- Шпиндельная бабка
- Фартук
- Суппорт
- Задняя бабка
- Схема электрическая принципиальная
- Схема кинематическая
- Принцип работы станка
- Эксплуатация
- Главное движение
- Движение подачи
- Продольная и поперечная подачи суппорта
- Нарезание многозаходной резьбы
- Обработка фасонных поверхностей
- Профилактика и ремонт
- Мероприятия ежедневного ухода
- Неисправности и их устранение
- Аналоги токарно-винторезного станка 16К20
- Токарно-винторезный станок 16К20 сегодня
- Новый токарно-винторезный станок 16К20
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки.
 Экстренное отключение суппорта.
Экстренное отключение суппорта. - Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2 420 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0.7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.

- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*10 3 . Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*10 3 . Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.

- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 10 3 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.

Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр
20А).

Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.

- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Токарно-винторезный станок 16К20 – пожалуй, самый распространённый на территории бывшего СССР станок, позволяющий производить токарную обработку деталей наиболее широкой номенклатуры и наиболее типичных размеров.
Токарно-винторезный станок 16К20 по предназначен для обработки цилиндрических, конических и сложных поверхностей – как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Буквенно-цифирный индекс токарно-винторезного станка 16К20 обозначает следующее: цифра 1 – это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (220мм). Наличие буквы «П» в конце индекса обозначает повышенную точность. В этом случает обозначение станка выглядит так: 16К20 П.
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2 420 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0.7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Токарно-винторезный станок 16К20 сегодня
Токарно-винторезный станок 16К20 выпускался на московском заводе «Красный пролетарий», который на сегодняшний день прекратил своё существование. Вместе с тем, станки этой конструкции выпускали и другие заводы бывшего СССР. Некоторые из них работают и сегодня, выпуская усовершенствованные варианты токарного станка 16К20. Они оснащаются современными высококачественными комплектующими и надёжной электрикой.
Новый токарно-винторезный станок 16К20
Сейчас выпускается токарно-винторезный станок 16К20 в следующей комплектации.
В нашем каталоге токарных станков представлены токарно-винторезные станки TRENS производства Словакии. Обладая современной конструкцией и лучшими немецкими комплектующими в сочетании с относительно невысокой для такого уровня станков ценой, токарно-винторезные станки TRENS являются одним из лучших предложений по соотношению цена / качество.
Прямые аналоги токарно-винторезного станка 16К20
Выравнивание передней бабки токарного станка: резка тестового стержня
- по:
Куинн Данки
Допустим, вы недавно купили токарный станок и установили его в своей мастерской. Может быть, вы даже пошли и прокачали его как босса. Вы готовы делать чипсы, верно? Ну не так быстро. Как скажут вам настоящие механики, вы можете использовать все уровни и лазеры и все, что захотите, но доказательство в разрезе. Благодаря точному нивелированию ваша машина находится на приблизительном уровне (у механиков есть очень маленьких приблизительных значений), но последний шаг к тому, чтобы машина действительно работала хорошо, — это вырезать тестовый стержень. Это верный способ устранить любые последние следы скручивания в кровати.
Существует два типа тестовых стержней. Один из них предназначен для проверки выравнивания передней бабки и направляющих, что мы и делаем здесь. Есть еще один тип, используемый для проверки выравнивания задней бабки, но это тема для другого дня.
Есть еще один тип, используемый для проверки выравнивания задней бабки, но это тема для другого дня.
Начнем с того, что выкинем немного запаса. Вы хотите что-то значительного диаметра, потому что у нас будет много неподдерживаемых выступов, чего вы обычно никогда не делаете. Приклад должен быть максимально жестким сам по себе. Чем больше у вас вылет, тем более точным будет ваше измерение скручивания станины, но испытание становится невозможным, если вылет слишком велик, чтобы заготовка оставалась жесткой во время резки. Это сложный баланс. Для этой демонстрации на моем маленьком настольном станке я использую ложу диаметром 1-¼ дюйма и длиной 5 дюймов. Для большой напольной машины лучше всего начать с приклада диаметром 2 дюйма и длиной около 10 дюймов.
Я использую свой напечатанный на 3D-принтере инструментальный индикатор, чтобы прозвонить оба конца. В пределах одной тысячной будет служить нашим целям.
Вставьте его как можно ближе в четырехкулачковый патрон. Чем больше биения мы устраним сейчас, тем быстрее и проще будет этот тест. Если у вас есть заготовка с обработанной поверхностью, это идеально, но холоднокатаная заготовка с завода, как правило, тоже подойдет. Я использую здесь мягкую сталь, но что-то вроде стали 12L14 для свободной обработки облегчит получение хорошей отделки (что помогает при измерениях).
Если у вас есть заготовка с обработанной поверхностью, это идеально, но холоднокатаная заготовка с завода, как правило, тоже подойдет. Я использую здесь мягкую сталь, но что-то вроде стали 12L14 для свободной обработки облегчит получение хорошей отделки (что помогает при измерениях).
Общая идея в том, что мы делаем форму штанги. Сделаем высокоточные надрезы на концах, оставив посередине более узкую область, которую можно легко пропустить.
С набранным запасом отогните рельефную область в центре стержня, оставив около дюйма на каждом конце нетронутыми. Мы будем измерять только концы, поэтому средняя часть будет только мешать. Создание рельефа также сводит к минимуму износ инструмента между проходами (что может повлиять на результаты наших испытаний). Рельефа в 30-50 тыс. достаточно. Нам нужно достаточно места, чтобы очистить несколько тестовых надрезов на каждом конце. Не ослабляйте слишком сильно, потому что нам нужна жесткость приклада.
Обратите внимание, что мы , а не , используем здесь заднюю бабку для поддержки. Это важно, потому что задняя бабка вводит свой собственный набор переменных, влияющих на выравнивание. Мы только тестируем выравнивание передней бабки по направляющим, поэтому мы не можем использовать заднюю бабку. Это означает, что мы должны делать очень легкие разрезы, потому что наша жесткость очень низкая.
Это важно, потому что задняя бабка вводит свой собственный набор переменных, влияющих на выравнивание. Мы только тестируем выравнивание передней бабки по направляющим, поэтому мы не можем использовать заднюю бабку. Это означает, что мы должны делать очень легкие разрезы, потому что наша жесткость очень низкая.
Обратите внимание, что я получил неприятную болтовню ближе к концу поднутрения, потому что мы слишком далеко от того места, где должны быть без поддержки задней бабки. Тем не менее, финиш не имеет никакого значения для области релифа, и я был нетерпелив и резал слишком агрессивно.
Сделав рельеф, мы теперь можем сделать очень легких разрезов в двух областях измерения. Нам нужно ровно столько, чтобы очистить поверхность по всей окружности (чтобы мы знали, что находимся внутри любого биения в патроне). Здесь я делаю двухтысячные пропилы на каждом проходе. Пройдитесь по обеим зонам измерения, не касаясь поперечного ползуна между ними. В конце остановите машину и измерьте, затем поверните каретку назад и при необходимости сделайте еще один разрез.
Между каждым проходом тщательно измеряйте две полосы.
После того, как вы получите чистый срез в обеих зонах измерения, сравните диаметры с помощью высококачественного микрометра. Если они разные, машина режет конус, а это означает, что ваша кровать имеет некоторый изгиб. Немного отрегулируйте или подожмите ножки задней бабки токарного станка и сделайте еще один разрез.
Увеличенная задняя часть шины означает, что передний правый угол направляющих слишком низок (насадка приближается к заготовке по мере перемещения). Если зажимной конец стержня больше, передний правый угол направляющих слишком высок (резец инструмента удаляется от обрабатываемой детали по мере его перемещения).
В моем случае два конца на 1,245″ полностью затянуты, так что я очень доволен. Этой машине можно доверять, чтобы не резать конусы в пределах по крайней мере 6 дюймов или около того.
Насколько близко вы хотите получить эти размеры, зависит от вас, но десятой тысячной на 5-6″, вероятно, будет достаточно для всего, что понадобится любителю. Когда вы закончите, вы можете смазать и хранить тестовую полосу для использования позже. При затыловке в 30 тыс. или около того один и тот же испытательный стержень можно использовать несколько раз.
Когда вы закончите, вы можете смазать и хранить тестовую полосу для использования позже. При затыловке в 30 тыс. или около того один и тот же испытательный стержень можно использовать несколько раз.
Вот и все! Резка тестового бруска — это простой часовой проект, который научит вас ценным навыкам работы на токарном станке и укрепит вашу уверенность в станке. Как только вы поймете, что можете доверять машине, вы поймете, что любые будущие проблемы существуют только между маховиками и чертежом*.
*Это вы.
Posted in Рекомендуемые, Навыки, Slider, Tool HacksTagged выравнивание, передняя бабка, как выровнять переднюю бабку, токарный станок, выравнивание, станки
Руководство по юстировке токарного станка для начинающих
Юстировка токарного станка — советы и руководство для начинающих
Большинство токарных станков, как бы плохо они ни были настроены, могут выполнять некоторую полезную работу. Но для выполнения любой серьезной работы важно, чтобы токарный станок был правильно настроен.
Но для выполнения любой серьезной работы важно, чтобы токарный станок был правильно настроен.
На практике не всегда удается сделать это идеально. Поэтому важно понимать, как каждая регулировка влияет на точность токарного станка.
При настройке токарного станка каждый процесс должен выполняться в порядке, указанном ниже. В общем, нет смысла переходить к следующему шагу, пока текущий не будет завершен удовлетворительно. Ну, это идея. Но становится очевидным, что даже первый шаг будет для многих проблемой. Вывод должен заключаться в том, что шаги должны выполняться в следующем порядке, и каждый шаг должен быть выполнен как можно лучше.
Любопытный момент
Следует отметить, что много говорится о выравнивании, например, оси передней бабки с осью задней бабки, что упоминается только в отношении выравнивания в вертикальной плоскости. Дело не в том, что горизонтальная плоскость не имеет значения. Причина в том, что если режущая кромка находится сбоку от заготовки, положение этой кромки в горизонтальной плоскости имеет решающее значение, тогда как положение в вертикальной плоскости очень важно, но не так важно.
В связи с этим высота и горизонтальность шпинделя и бочки задней бабки обычно определяются и устанавливаются при изготовлении токарного станка. Можно предположить, что они всегда достаточно хороши.
Этапы установки станка
1. Установка станка на пол
2. Выравнивание станка
3. Выравнивание передней бабки
Установка станины так, чтобы она была действительно ровной
Что происходит, когда станина токарного станка должна быть ровной, это то, что поверхность плоская, т. е. не скрученная. вряд ли скрутится.
Очень маленькие токарные станки, такие как те, что используются часовщиками, могут поддерживаться только в одной точке. Большие токарные станки, такие как Myford, поддерживаются только в двух точках.
Токарные станки большего размера часто поддерживаются двумя болтами на каждом конце. Настроить их не так просто, как можно себе представить. Один из подходов состоит в том, чтобы предположить, что один болт установлен в соответствии с требованиями. Сделайте это самым труднодоступным болтом. Это заблокировано. Осталось настроить три. Очень легко настроить токарный станок очень близко к тому, что требуется. Установите кровать в продольном направлении, чтобы она была примерно ровной. Установите кровать примерно ровно поперек кровати.
Сделайте это самым труднодоступным болтом. Это заблокировано. Осталось настроить три. Очень легко настроить токарный станок очень близко к тому, что требуется. Установите кровать в продольном направлении, чтобы она была примерно ровной. Установите кровать примерно ровно поперек кровати.
Для большинства токарных станков меньшего размера требуется уровень, который может определить разницу в 0,1 мм на 1 метр. Если станина имеет перевернутую V-образную форму для направления седла и задней бабки, то с обеих сторон станины можно положить параллели или одинаковую толщину, а поверх них положить уровень, чтобы проверить станину на плоскостность.
Регулировка любого из этих болтов повлияет на все остальные. Это означает, что процесс является итеративным. Нужно ходить по кругу, пока кровать не станет ровной в обоих направлениях. Каждая итерация будет включать все меньшую и меньшую корректировку. На больших токарных станках станина настолько жесткая, что ее вполне можно отрегулировать так, чтобы запертый болт поднимался в воздух.
Когда все это будет сделано, все болты должны быть закрыты. В этот момент часто обнаруживается, что это само по себе вызывает легкое движение токарного станка. Некоторая умелая настройка должна быть в состоянии решить эту проблему.
На очень больших токарных станках невозможно изготовить станину, способную выдержать собственный вес. Примером этого является небольшой токарный станок DSG. Большая часть веса приходится на конец передней бабки. Это решается наличием четырех болтов, чтобы выдержать вес передней бабки, и двух, чтобы выдержать вес остальной части станины. Вероятно, это делается так же. Зафиксируйте один болт, затем отрегулируйте остальные так, чтобы они были примерно правильными, а затем вращайте и вращайте, делая небольшие регулировки, пока они не станут плоскими вдоль кровати и поперек кровати.
Регулировка подшипников
Подшипники шпинделя на большинстве токарных станков регулируются с помощью пары гаек на левой стороне передней бабки.
фиг. гайки для регулировки подшипников шпинделя
гайки для регулировки подшипников шпинделя
Гайка справа должна быть отрегулирована таким образом, чтобы не было радиального или осевого зазора, измеренного с помощью dti на шпинделе, и чтобы шпиндель мог свободно вращаться. Кроме того, это вращательное движение должно быть плавным на всем протяжении. Не должно быть никаких различий в его сопротивлении вращению в любой точке, когда он поворачивается вручную. Эта гайка должна быть заблокирована гайкой слева от нее после регулировки. Всегда необходимо снова проверить регулировку после блокировки. Нет смысла двигаться дальше этой точки, пока это условие не будет выполнено. Как только это будет достигнуто, шпиндель получит определенную ось вращения. Это не значит, что к нему можно приспособить что угодно, и тогда он будет квадратным, концентрическим или каким-либо еще.
Выравнивание передней бабки
Чтобы станок мог обтачивать параллельные детали, ось шпинделя должна быть параллельна станине станка. На некоторых токарных станках это определяется конструкцией станка при его изготовлении. На токарных станках, где это можно отрегулировать, это необходимо отрегулировать. Если бы коническая втулка на шпинделе была идеальной, то можно было бы установить на эту втулку испытательный стержень с конусом. Независимо от того, выровнена ли передняя бабка или нет, тестовый стержень, подобный этому, при касании с помощью dti должен показывать нулевое биение. Если это не так, то сокет, вероятно, поврежден. Можно было бы почистить его с помощью конусной развертки. Метод 1 – использование испытательного стержня в конической втулке шпинделя. Испытательный стержень вставляется в гнездо шпинделя и ударяется молотком с мягкой головкой. DTI устанавливается напротив дальнего конца испытательного стержня. Шпиндель вращается вручную. Изменение показания DTI не должно превышать 0,01 мм на 100 мм. Это просто проверяет, что ось испытательного стержня соосна с осью шпинделя. Если это не так, то либо тестовый стержень неисправен, либо конусное гнездо в шпинделе может быть испорчено. Попробуйте метод 2.
На токарных станках, где это можно отрегулировать, это необходимо отрегулировать. Если бы коническая втулка на шпинделе была идеальной, то можно было бы установить на эту втулку испытательный стержень с конусом. Независимо от того, выровнена ли передняя бабка или нет, тестовый стержень, подобный этому, при касании с помощью dti должен показывать нулевое биение. Если это не так, то сокет, вероятно, поврежден. Можно было бы почистить его с помощью конусной развертки. Метод 1 – использование испытательного стержня в конической втулке шпинделя. Испытательный стержень вставляется в гнездо шпинделя и ударяется молотком с мягкой головкой. DTI устанавливается напротив дальнего конца испытательного стержня. Шпиндель вращается вручную. Изменение показания DTI не должно превышать 0,01 мм на 100 мм. Это просто проверяет, что ось испытательного стержня соосна с осью шпинделя. Если это не так, то либо тестовый стержень неисправен, либо конусное гнездо в шпинделе может быть испорчено. Попробуйте метод 2. Метод 2 В конце концов, большинство токарных станков не используют конус ни для чего, кроме удержания центра для точения между центрами. В этих случаях центр всегда можно установить на шпиндель, забить и проверить с помощью dti.
Метод 2 В конце концов, большинство токарных станков не используют конус ни для чего, кроме удержания центра для точения между центрами. В этих случаях центр всегда можно установить на шпиндель, забить и проверить с помощью dti.
точение центра до концентричности
Если центр не близок к идеальному, его обычно можно обточить с помощью твердосплавной фрезы. Это создаст поверхность, идеально концентрическую с осью шпинделя. однако, если центр нужно обработать таким образом, нельзя быть уверенным, что он снова будет точным после того, как он будет снят со шпинделя.
Выравнивание задней бабки
Если передняя бабка параллельна станине, а центр шпинделя соосен со шпинделем, то это можно использовать для выравнивания задней бабки. Это можно сделать с помощью тестового стержня. Он помещается между центром шпинделя и центром задней бабки. Затем край тестового стержня проверяется по всей длине с помощью dti. Это должно быть правильно до 0,01 на 100 мм. У нас есть тестовые бруски для токарных станков 1MT, 2MT, 3MT и 4MT, которые вы можете купить здесь.
У нас есть тестовые бруски для токарных станков 1MT, 2MT, 3MT и 4MT, которые вы можете купить здесь.
Контрольный стержень между центром передней бабки и центром задней бабки
Что делать, если гнездо в задней бабке серьезно повреждено? Если в гнездо вставлен хороший центр, оно всегда будет оставаться таким же, как бы оно ни входило. Из-за этого задняя бабка всегда отображается правильно, используя метод тестового стержня. Из этого также следует, что вращающийся центр в задней бабке всегда достаточно правильный. Следует заметить, что на самом деле можно было бы ожидать, что высота вдоль контрольной полосы будет одинаковой. Но это не было проверено. во-первых потому, что он фиксируется высотой оси вращения шпинделя и высотой оси центра в задней бабке. Ни один из них не регулируется. В любом случае, поскольку вся резка выполняется сбоку заготовки, очень небольшие различия в высоте не будут иметь значения для диаметра заготовки. Ошибки могут быть вызваны износом задней бабки вдоль станины станка и износом втулки задней бабки. Если задняя бабка направляется вдоль станины в виде перевернутой буквы V, вполне вероятно, что она будет двигаться по прямой линии. Если задняя бабка направляется плоскими и вертикальными поверхностями, если они изношены, она может не двигаться по прямой линии. В этом случае заднюю бабку можно установить так, чтобы она была правильной, но это будет верно только в одном конкретном положении. В этом случае заготовку можно повернуть параллельно, если длина заготовки равна длине испытательного стержня, который использовался для установки параллельности задней бабки.
Если задняя бабка направляется вдоль станины в виде перевернутой буквы V, вполне вероятно, что она будет двигаться по прямой линии. Если задняя бабка направляется плоскими и вертикальными поверхностями, если они изношены, она может не двигаться по прямой линии. В этом случае заднюю бабку можно установить так, чтобы она была правильной, но это будет верно только в одном конкретном положении. В этом случае заготовку можно повернуть параллельно, если длина заготовки равна длине испытательного стержня, который использовался для установки параллельности задней бабки.
Исключение
На токарном станке, где шпиндельная бабка может вращаться, можно изготавливать высокопараллельные детали. Это можно сделать, если деталь удерживается между центрами. Задняя бабка совмещена с центром в передней бабке. любая часть, теперь повернутая между этими двумя центрами, должна быть параллельной.
13 августа 2017 LPR Toolmakers
mechanische kupplung — Перевод на английский — примеры немецкий
Эти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
Umsteuerbare mechanische Kupplung , insbesondere für Spannungsverankerung.
Усовершенствованная реверсивная механическая муфта , особенно для натяжных креплений.
Бумажная машина с числом шагов 1, 2 или 3, число оборотов mechanische Kupplung durch Gelenkarme bereitgestellt wird.
Бумагоделательная машина по п. 1, 2 или 3, отличающаяся тем, что механическое соединение выполнено посредством соединительных рычагов.
Eine Механический Kupplung для русского Drehmaschine 16K20; аб лагер.
Муфта механическая на вал для токарно-винторезного станка типа 16К20; доступны со склада.
Hochwertige Механический комплект и электромагнитный тормоз в Италии в шпиндельной установке.
Высококачественная механическая муфта и электромагнитный тормоз из Италии, установленные внутри передней бабки для шпинделя.
Das drylin Linearführungssystem beetet die Möglichkeit bei niedriger Reibung die mechanische Kupplung zu betätigen und zu lösen.
Система линейных направляющих drylin позволяет включать и выключать механическую муфту при низком трении.
Servolenkung nach jedem vorhergehenden Anspruch, wobei jede mechanische Kupplung (12) eine Schraubenfederkupplung ist.
Устройство рулевого управления с усилителем по любому из предшествующих пунктов, отличающееся тем, что каждая 9Механическая муфта 0007 (12) представляет собой муфту с винтовой пружиной.
MECHANISCHE KUPPLUNG FÜR MEHRWEGBEHÄLTNISSE VISKOSER FLUIDE.
МЕХАНИЧЕСКАЯ МУФТА ДЛЯ МНОГОПРОВОДНЫХ КОНТЕЙНЕРОВ ДЛЯ ВЯЗКИХ ЖИДКОСТЕЙ.
Fahrzeugfederungssystem nach Anspruch 19, wobei die Einstelleinrichtung eine mechanische Kupplung des Torsionsstabes bildet.
Система подвески транспортного средства по п. 19, отличающаяся тем, что средство регулировки обеспечивает механическое соединение торсионного стержня.
350 St. Mechanische Kupplung an jedem Aufroll-Dorn zur Steuerung der Aufrollspannung.
350 шт. Механическая муфта на каждой оправке перемотки для контроля натяжения перемотки.
Электронное и механическое оборудование (Blockierschutz)
защита от удара стойки (электронная и механическая муфта )
Der Grund: Beim elektrischen Allradantrieb wird keine mechanische Kupplung betätigt, sondern Strom verteilt.
Причина в том, что с электрическим полным приводом механическая муфта не включена, но электричество просто распределяется.
Der Grund: Beim elektrischen Allradantrieb wird keine mechanische Kupplung betätigt, sondern Strom verteilt.
Это связано с тем, что электрическая система полного привода распределяет электричество, а не приводит в действие механическое сцепление .
Schweißbar (кейне mechanische Kupplung im Fussboden).
Под сварку (без механического соединения в полу).
Die betriebsbewährten Drehzahlgeber werden über eine mechanische Kupplung von der Achse des Fahrzeugs angetrieben.
Проверенные в эксплуатации датчики скорости приводятся в действие механической муфтой от оси автомобиля.
16 бзв. 17 в Verbindung mit einem Betätigungsmechanismus für eine mechanische Kupplung des Beschlags, wobei Рис.
16 или 17 в сочетании с приводом механической муфты фитинга, который на фиг.
1 Stück mechanische Kupplung für rechte Arbeitspindel
1 шт. механическая муфта для шпинделя задней бабки
Simmerring Getriebe vorne — 750/101/105 — Механическая покупка 30/40/7
САЛЬНИК ТРАНСМИССИИ ПЕРЕДНИЙ — 750/101/105 — МЕХАНИЧЕСКОЕ СЦЕПЛЕНИЕ 30/40/7
Servolenkung nach Anspruch 1, wobei jedes auf das Motordrehmoment ansprechende, die mechanische Kupplung wirksam und unwirksam machende Element eine Einwegkupplung (14) ist.
Устройство рулевого управления с усилителем по п. 1, в котором каждая механическая муфта , реагирующая на крутящий момент двигателя, , разрешающая и отключающая элемент, представляет собой муфту (14) свободного хода.
1, в котором каждая механическая муфта , реагирующая на крутящий момент двигателя, , разрешающая и отключающая элемент, представляет собой муфту (14) свободного хода.
Analog zu den Idealen Schaltern Stellt PLECS eine Ideale mechanische Kupplung zur Verfügung, die augenblicklich schließt oder öffnet.
По аналогии с идеальными электрическими переключателями, PLECS имеет идеальную механическую муфту , которая включается и выключается мгновенно.
Базовая версия, механическая коробка , 4-х лох. ISO-Flansch, Abgang vorne
Базовая версия, механическая муфта , 4-болтовый ISO-фланец
Возможно неприемлемый контент
Примеры используются только для того, чтобы помочь вам перевести искомое слово или выражение в различных контекстах. Они не отбираются и не проверяются нами и могут содержать неприемлемые термины или идеи. Пожалуйста, сообщайте о примерах, которые нужно отредактировать или не отображать. Грубые или разговорные переводы обычно выделены красным или оранжевым цветом.
Они не отбираются и не проверяются нами и могут содержать неприемлемые термины или идеи. Пожалуйста, сообщайте о примерах, которые нужно отредактировать или не отображать. Грубые или разговорные переводы обычно выделены красным или оранжевым цветом.
Зарегистрируйтесь, чтобы увидеть больше примеров
Это простой и бесплатный
регистр
Соединять
Настройка мини-токарного станка
Настройка мини-токарного станка
Ваш номер посетителя с 30.03.02
Copyright 2000-2012 Frank J. Hoose, Jr.
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Содержание
- Отказ от ответственности
- Регулировка клиньев
- Регулировка поперечного люфта
- Регулировка седла
- Регулировка
Задняя бабка - Регулировка двигателя и приводного ремня
- Снятие и смазка передней бабки
- Снести и
Восстановите переднюю бабку, заменив шестерни или подшипники (фото от Sieg, без текста).
при условии; возможно, когда-нибудь я добавлю текст [FJH].
Если вы еще этого не сделали, прочитайте Отказ от ответственности (последнее обновление 18.10.09)
Есть несколько настроек, которые вы можете значительно
улучшите точность вашего мини-токарного станка. Эти корректировки, выполненные должным образом, могут улучшить
качество работы, которую вы можете произвести. Чтобы получить точную, красиво законченную работу и минимум
вибрации, важно устранить как можно больший люфт в седле, поперечном скольжении и
сложный. Попробуйте схватить соединение и покрутить его из стороны в сторону. Если ваш токарный станок
правильно отрегулированный, вы должны иметь возможность перемещать его очень мало.
Регулировка клиньев
Одной из самых простых и эффективных регулировок является
регулировка регулировочных винтов. Гибы представляют собой металлические полоски, которые располагаются на одной стороне направляющей типа «ласточкин хвост».
Гибы представляют собой металлические полоски, которые располагаются на одной стороне направляющей типа «ласточкин хвост».
такие как поперечное скольжение и компаунд, которые регулируются, чтобы компенсировать любой провис или
скольжение так, чтобы ласточкин хвост был очень гладким и аккуратным.
Глядя сбоку на составную подставку, вы увидите 3
небольшие установочные винты, окруженные стопорными гайками.
Если вы повернете составной упор до упора назад, пока
ходовой винт отсоединится, вы сможете сдвинуть верхнюю часть компаунда, освободив его от
нижняя часть, обнажающая ходовой винт, ласточкины хвосты и планку. Вот вид на
нижняя сторона верхней части составного упора.
При осмотре с торца клинья имеют форму параллелограмма. Сзади
На боковой стороне стрелы вы найдете 3 углубления, которые служат точками зацепления для
регулировочные винты. Некоторые владельцы ошибочно полагали, что эти углубления были
Некоторые владельцы ошибочно полагали, что эти углубления были
производственные дефекты — их нет — они нужны для того, чтобы удерживать клин на наконечниках
из регулировочных винтов.
Посмотрите на рабочую сторону стрелы. Как следует из
заводские они обычно довольно грубые. Проверьте мой
страница притирки с информацией о том, как отполировать эту поверхность до блестящего блеска, чтобы получить даже
больше точности и плавности от ласточкиного хвоста. На картинке ниже гиб был
полированный.
Пока вы удалили компаунд, нанесите легкое покрытие
белой литиевой смазки на поверхность клинка, поверхности ласточкиного хвоста и ходовой винт. Белый
литиевая смазка доступна в хозяйственных магазинах в небольших пластиковых тюбиках, которые прослужат долго.
какое-то время.
(Обновление от 26.01.09)
Я использовал WLG в течение нескольких лет после того, как впервые получил свой токарный станок. С тех пор я перешел на
С тех пор я перешел на
обычное старое автомобильное масло для смазки большинства деталей токарного станка. WLG все еще приходит
однако удобно для других смазочных работ.
С компаундом на месте и примерно посередине
в своем диапазоне хода, вот процедура регулировки:
- Используйте гаечный ключ на 7 мм, чтобы слегка ослабить каждую стопорную гайку
- Начните со среднего винта, затяните стопорную гайку 7-мм
гаечный ключ и затяните установочный винт с помощью шестигранного ключа на 2 мм, пока установочный винт не будет плотно прилегать. - Отверните установочный винт примерно на 1/4 оборота
- Удерживая установочный винт, чтобы он не двигался, затяните
стопорная гайка. Контргайка не должна быть слишком тугой, достаточно тугой, чтобы надежно зафиксировать
установить винт на место. - Повторите для двух других регулировочных винтов.

Теперь проверьте составной суппорт, чтобы убедиться, что он движется плавно.
Если вы затянете клин слишком сильно, он заблокирует затвор на месте, поэтому не прилагайте усилия к рукоятке или
вы можете снять ходовой винт. Просто повторите описанную выше процедуру, но не затягивайте стрелу.
винтов довольно много. Попробуйте медленно затягивать установочные винты во время проворачивания коленчатого вала.
соедините туда-сюда, и вы почувствуете, как клин начинает плотно прилегать к ласточкину хвосту. Этот
должно дать вам хорошее представление о том, насколько затянутыми должны быть винты.
Возможно, вам придется повторить эту процедуру несколько раз, пока
вы почувствуете это. По мере использования токарного станка ласточкины хвосты и клин немного изнашиваются.
со временем, поэтому вам нужно будет периодически повторять эту процедуру.
После того, как слайд будет двигаться плавно, попробуйте взяться за
составной упор на обоих концах и попробуйте покачивать его из стороны в сторону. Почти не должно быть
Почти не должно быть
играть вообще.
Процедура регулировки поперечного салазка в основном
одинаковый. Винты поперечных салазок находятся со стороны задней бабки салазок:
Регулировка поперечного люфта
Возьмитесь за поперечный салазок с обоих концов и попытайтесь сдвинуть его назад
и вперед. Вы, вероятно, почувствуете движение примерно на 0,100 дюймов или больше. Выполняя
описанной здесь регулировкой, вы должны быть в состоянии уменьшить это движение примерно до 0,020 или
меньше.
Ходовой винт с поперечным скольжением входит в зацепление с прямоугольным латунным
гайка, прикрепленная к нижней стороне поперечного салазка двумя винтами с шестигранной головкой. Третий винт с шестигранной головкой
нажимает на верхнюю часть латунной гайки, чтобы отрегулировать ее высоту. Регулируя эту середину
винт и два крепежных винта, вы можете отрегулировать латунную гайку, чтобы минимизировать люфт в
поперечный слайд. Это грубый механизм, но он работает.
Это грубый механизм, но он работает.
Вот изображение нижней стороны поперечного слайда, показывающее
латунная гайка.
Вот ходовой винт:
На следующем фото видны три регулировочных винта
рядом с задним концом поперечного слайда. Состав удален.
На этом снимке крупным планом показана снятая и перевернутая гайка
чтобы было видно расположение регулировочных винтов.
Вот процедура настройки:
- Ослабьте два внешних винта с помощью шестигранного ключа на 3 мм
- Ослабьте средний винт с помощью шестигранного ключа на 2,5 мм
- Затяните средний винт до упора
- Затяните два внешних винта до упора
Возьмитесь за слайд и снова двигайте его вперед и назад.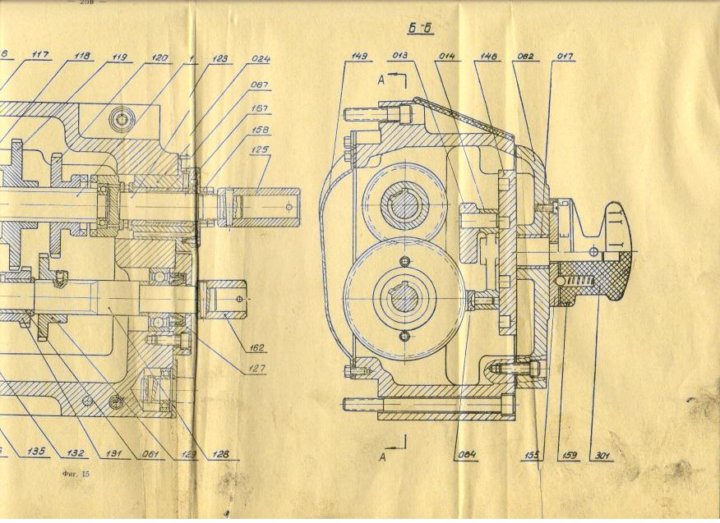 По
По
поочередно затягивая центральный винт и внешние винты, вы можете удалить как можно больше
обратная связь по возможности. Как и большинство регулировок на мини-токарном станке, вам нужно поэкспериментировать.
с ним некоторое время, чтобы почувствовать это. Будьте осторожны, не перетяните винты, иначе вы
можно было сорвать нити.
Не нужно снимать поперечный салазок, чтобы отрегулировать
люфта, но вы можете сделать это, чтобы смазать ласточкины хвосты и ходовой винт и отполировать
гибкая полоса. Верх поперечного суппорта необходимо снять, сдвинув его с задней части
нижняя часть. Один из способов сделать это — снять брызговик. В качестве альтернативы вы
может сдвинуть седло с конца пути. Подробнее об этом позже…
Вот объяснение
процедура Брюса Симпсона:
Два винта, о которых ты говоришь
«затянуть» гайку поперечной подачи
существуют не только для того, чтобы защитить его — они предназначены для корректировки
слабину.
Если их просто затянуть, ручка будет довольно жесткой
повернуть.Сама гайка вращается на центральном винте (с плоской головкой) и колпачковой головке
винты с обеих сторон предназначены для наклона.Наклоняя гайку, можно постепенно уменьшать люфт.
цель состоит в том, чтобы получить степень наклона, которая минимизирует люфт без
чрезмерное увеличение трения.Вы должны отрегулировать эти винты с поперечными салазками полностью
намотанное (т.е. по направлению к задней части станка) положение, потому что это также 903:30
возможно, что гайка слишком высока или слишком низка, что означает, что она будет заедать на
винт подачи, когда он дойдет до конца.Поэкспериментируйте с тремя винтами, пока не добьетесь нужного результата.
Техника, которую я использую, заключается в том, чтобы ослабить два винта с головкой под ключ и использовать
.
средний винт для установки высоты гайки (чтобы она не заедала, когда
поперечный салазок закручен сзади)Затем медленно затяните одну (неважно какую) головку крышки 903:30
пока вы не заметите, что помои начинают исчезать.Как только вы получите
ослабьте, вы затяните другой, чтобы гайка была надежно закреплена.Вы, вероятно, обнаружите, что при затягивании другого винта с головкой под ключ
вещи немного высвобождаются, и возвращается некоторая обратная реакция — этот
означает, что вам, возможно, придется немного перетянуть первый винт в
ожидание этого изменения.Еще одна вещь, на которую следует обратить внимание, это то, что вам может понадобиться прокладка за 903:30
буртик на винте поперечной подачи в месте, где он прижимается к крестовине-
горка. Нередко здесь бывает довольно много помоев, и
разумное использование стальной или латунной прокладки в форме шайбы
может творить здесь чудеса.
Регулировка седла
При повороте маховика каретки седло должно двигаться
легко по путям без заеданий, но должны быть достаточно тугими, чтобы было очень
немного помоев или игры. Когда карета находится примерно на полпути, хватайтесь за карету.
Когда карета находится примерно на полпути, хватайтесь за карету.
твердо и попытайтесь раскачать его вперед и назад. Движения должно быть очень мало, если
все правильно отрегулировано. Слишком большой зазор вызовет вибрацию во время резки.
операций и затруднит или сделает невозможным получение гладкого и чистого реза.
Внимательно посмотрите на зазор между нижним краем
седло, где оно держится на путях и путях. Если разрыв открывается и закрывается, когда вы
раскачайте седло, слишком большой люфт, и вам нужно подтянуть регулировку седла
полоски. Регулировочные планки представляют собой два прямоугольника из достаточно мягкого железа, расположенные на
нижняя часть седла. Есть три регулировочных винта и два стопорных винта.
каждая полоска.
Их сложно правильно отрегулировать, так как вы не можете легко
получить доступ к регулировочным винтам, пока седло установлено на направляющих. Следовательно, вы
обычно приходится сдвигать седло с конца направляющих, делать небольшую регулировку,
установите седло на направляющие, проверьте и повторяйте этот процесс, пока не получите правильный результат. К
К
что еще хуже, регулировочные винты на передней стороне седла заблокированы
полугайка и вал-шестерня. (Примечание: вы можете избежать этой болезненной процедуры, выполнив мою
«Седло верхней регулировки»
проект Премиум Контент)
При попытке сдвинуть каретку с конца
способы получить доступ к регулировочным винтам, каретка иногда заедает на конце
способов. Это вызвано приподнятым металлом, на котором выбит серийный номер.
конец путей. Используйте напильник или точильный камень и сделайте несколько легких проходов по поверхности.
серийный номер, чтобы удалить выступающий металл.
Установочные винты со стопорными гайками толкают пластины
от нижней части направляющих, в то время как три винта с головкой служат для зажима полос
ближе к путям. Цель состоит в том, чтобы работать с этими двумя наборами винтов против
друг друга до тех пор, пока направляющие планки не будут как можно плотнее прилегать к направляющим, не вызывая
чрезмерное сопротивление. Нанесите немного светлого масла на поверхность направляющих и
Нанесите немного светлого масла на поверхность направляющих и
работайте в седле вперед и назад. Приложив немного усилий, вы сможете получить
движение должно быть довольно плавным с очень небольшим люфтом.
Осторожно: металлические полоски хрупкие и треснут
в положении установочных винтов, если вы приложите чрезмерное усилие. Рано или поздно это
кажется, происходит со многими владельцами токарных станков. Я заменил оригинальные на своем 7×10 на новые, сделанные из латуни.
Вот процедура, предложенная Брюсом Гриффингом:
Начал со снятия седла. я
также снял фартук, хотя в этом нет необходимости. С каждой стороны,
есть 3 винта с головкой под торцевой ключ и два регулировочных винта. В этом
процедуры, вы удаляете два конечных SHCS и не используете их до конца. Ты
начните с поочередного ослабления центрального болта, отрегулируйте два регулятора и
затягивая центральный винт, пока не будет достигнут зазор в 30 мил на обоих концах чугуна
полоска.В этом случае зазор измеряется между железными полосами и
седло. Я использовал щуп для измерения зазора. Это должно быть сделано для обоих
стороны седла.Следующим шагом является ослабление центра SHCS
и поставил седло обратно на токарный станок. Затяните центр SHCS и
измерьте зазор между концами ремня и нижней стороной направляющих.
Это нужно сделать с обоих концов и с обеих сторон. Если разрыв равен нулю, перейдите
вернуться к началу и увеличить начальный зазор до 40 мил. Но это должно
быть больше нуля, поэтому запишите все 4 значения. Снова снимите седло и сделайте
немного математики. Если разрыв с путями был 12 мил, то вы хотите уменьшить
седловой зазор с первоначальных 30 мил до 19. Это уменьшит разрыв с
пути к 1 мил — цель.Это необходимо сделать для обоих концов
планка — так это уравновешивание между двумя регулировочными винтами. Однажды
правильный зазор установлен на обоих концах обеих сторон, установите все SHCS, но оставьте их
свободный.Установите на место седло и затяните центральные SHCS с обеих сторон.
Если зазор в 1 мил установлен правильно, каретка будет двигаться свободно при этом.
точка. Затем конечные SHCS корректируются для достижения желаемой торговли.
между жесткостью и трением. На этом этапе вы сгибаете полоски, чтобы
закройте зазор в один мил на каждом конце.Этот метод работает очень хорошо и намного
проще, чем кажется. Сводит к минимуму нагрузку на полоски и обеспечивает хорошую
сбалансированная удерживающая сила. Может это и старая новость, но я ее еще не видел. Один
второстепенный момент — для этого нужны узкие щупы. Я действительно использовал шим
запас, чтобы измерить полосу, чтобы зазор пути.
Регулировка задней бабки (06-04-12)
Задняя бабка министанка изготовлена из двух отдельных отливок. Верхняя отливка может быть
перемещается внутрь или наружу относительно центральной линии станка, чтобы сужать заготовку, удерживаемую между центрами, вдоль ее
длина. Для всех других операций задняя бабка должна быть точно выровнена с токарным станком.
Для всех других операций задняя бабка должна быть точно выровнена с токарным станком.
центральная линия. Если это не так, поддержка заготовки с центром в задней бабке или
сверление с патроном в задней бабке приведет к искажению результатов и, возможно, поломке
сверла. Задняя бабка может сместиться из-за грубого обращения во время транспортировки.
падение задней бабки или в результате предыдущего использования, когда она была смещена для нарезания конуса.
Верхняя отливка может двигаться
по выступу на нижней отливке
Верхнее литье фиксируется установочным винтом в задней части задней бабки и
винт с головкой под торцевой ключ под задней бабкой. Если установочный винт сзади
задняя бабка никогда раньше не снималась, вероятно, она будет зафиксирована краской.
Работа с отверткой, которая правильно входит в паз для винта, должна сломать краску.
бесплатно, но будьте осторожны, чтобы не лишить слот, или ваши проблемы будут увеличены. Если
винт действительно упрямый, несколько капель ацетона, растворителя для краски или жидкости для снятия лака могут
помогите смягчить краску, фиксирующую винт на месте.
Установочный винт на задней стороне
задняя бабка (покрытая краской)
Болт с головкой под
база задней бабки
Доступ к винту под задней бабкой проще всего получить, сдвинув заднюю бабку
с конца путей. На некоторых моделях министанков стопорный винт, предназначенный для удержания
задняя бабка от случайного соскальзывания с направляющих, возможно, сначала потребуется снять ее с
конец кровати.
Некоторые мини-станки имеют
стопорный винт задней бабки
Чтобы сместить заднюю бабку, сначала ослабьте установочный винт и колпачковый винт настолько, чтобы
что верхнюю отливку можно сдвинуть, слегка постукивая по ней. я пользуюсь пластиком
ручку большого шестигранного ключа с Т-образной рукояткой, как мягкий молоток для этой цели, но в зависимости от
в зависимости от того, насколько плотно прилегает к мини-токарному станку, может потребоваться большее усилие. Если вы не можете получить
верхняя отливка подвижна, ее можно заклеить краской. Вот опять небольшое количество ацетона,
Вот опять небольшое количество ацетона,
жидкость для снятия лака или разбавитель для краски могут помочь ослабить его. Как только задняя бабка смещена
на желаемую величину, затяните два винта, чтобы смещение не смещалось, но следите за
out — затяжка винтов иногда сдвигает смещение.
Завершив конусный разрез, ослабьте два винта, как и раньше, и постучите по верхнему
литье по мере необходимости, чтобы вернуть его на одну линию с центральной линией токарного станка. Один из способов сделать это
заключается в размещении мертвой точки №3 в передней бабке и мертвой точки №2 в задней бабке и
отрегулируйте смещение задней бабки до тех пор, пока кончики двух центров не будут выровнены как можно ближе.
вы можете получить их.
Уловка старого машиниста заключается в том, чтобы установить тонкий кусок прокладки или тонкую 6-дюймовую
линейка слесаря толщиной не более 0,015 дюйма, слегка удерживаемая между точками
два центра. Лист из комплекта автомобильных щупов толщиной 0,005 — 0,015″,
также подходит для этого теста. Если центры не выровнены, тонкое металлическое лезвие
Если центры не выровнены, тонкое металлическое лезвие
наклон в сторону передней или задней бабки.
Использование щупа для проверки
выравнивание задней бабки
На фотографии выше центр задней бабки расположен ближе к передней части станка, чем
центр передней бабки; отливка верхней задней бабки должна быть смещена на очень небольшую величину
ближе к задней части станка. Когда два центра находятся точно на одной линии, лезвие будет
перпендикулярно оси токарного станка.
Как только это положение будет найдено, сначала затяните установочный винт на задней стороне задней бабки.
и убедитесь, что выравнивание не сместилось. Если лезвие все еще
перпендикулярно, осторожно сдвиньте заднюю бабку с задней стороны направляющих и затем затяните
винт с головкой под торцевой ключ снизу. После затяжки еще раз проверьте соосность, так как затяжка
винт может сместить выравнивание. Может потребоваться несколько попыток, чтобы сделать это правильно.
Регулировка двигателя и приводного ремня
Двигатель монтируется на задней стороне токарного станка ниже
бабка. Зубчатый приводной ремень проходит от небольшого зубчатого шкива на валу двигателя.
Зубчатый приводной ремень проходит от небольшого зубчатого шкива на валу двигателя.
до большего шкива на заднем конце шпинделя. Обычно этого не видно
так как он находится за узлом шестерни, но узел можно снять с помощью двух шестигранников
винты с головкой под головку, расположенные в левом верхнем и правом нижнем углах отливки. это
нет необходимости снимать эту крышку, чтобы исправить выравнивание ремня, но это поможет вам
чтобы увидеть, когда ремень правильно выровнен.
На фото выше ремень немного смещен. Вы можете
убедитесь, что он не отцентрирован должным образом над верхним шкивом и движется довольно близко к
сторона головного убора. Двигатель немного наклонен, так что левая сторона
ниже правой стороны — вероятно, поэтому ремень смещен от центра и выравнивает
двигатель, вероятно, решит проблему.
Положение двигателя и ремня, центровка и натяжение
можно отрегулировать с помощью болтов крепления двигателя и установочных болтов.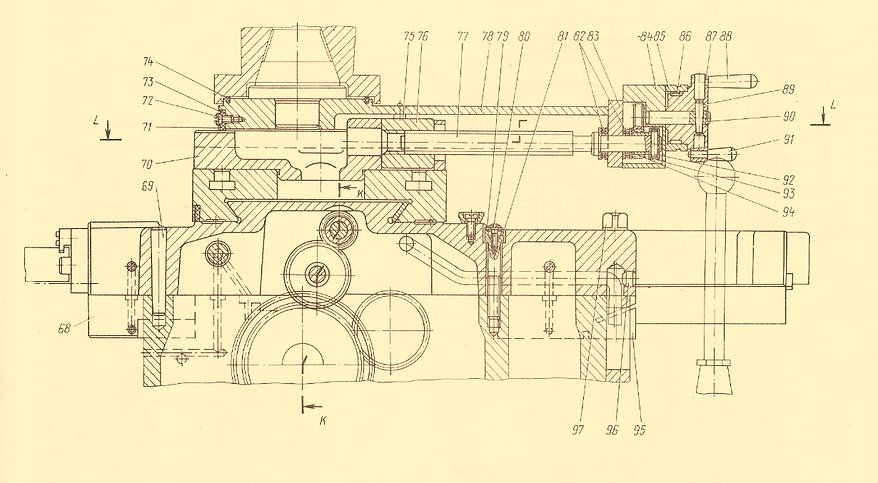 Это
Это
расположен на передней стороне передней бабки, за блоком электроники.
Чтобы получить доступ к этим винтам, снимите черный пластиковый
экран над ходовым винтом и ходовым винтом. Чтобы снять ходовой винт,
- Снимите опорный блок с правого конца ходового винта
- Снимите шестерню с левого конца ходового винта
- Снимите втулку и шпонку с левого конца ходового винта
- Выдвиньте ходовой винт вправо из опорного блока на
левый конец.
Теперь вы можете лучше видеть регулировочные винты.
Два болта с шайбами под гайками держат двигатель
на месте. После ослабления эти гайки легче отрегулировать с помощью 10-мм гайковерта (или
торцевой ключ), чем с помощью рожкового ключа, который входит в комплект поставки токарного станка. Два других набора
Два других набора
винты прижимаются к цилиндрическому корпусу двигателя и могут перемещаться внутрь и наружу для регулировки
положение мотора. Перемещение верхнего винта внутрь толкает верхнюю часть
мотор обратно и натягивает ремень. Перемещение нижнего винта внутрь имеет противоположное значение.
эффект. При перемещении двигателя выравнивание и натяжение приводного ремня изменяются.
измененный.
При правильном выравнивании ремень не должен касаться какой-либо части
токарный станок, кроме двух приводных шкивов. Устранение проблемы с ремнем
трение о другую часть станка,
- Отметьте исходное положение болтов крепления двигателя, используя
Шарпи - Ослабьте два болта крепления двигателя
- Ослабьте установочные болты
- Переместите двигатель вручную, пока ремень не будет правильно
выровнены - Затяните крепежные болты от руки
- Затяните установочные болты, пока они не прижмутся к
корпус двигателя - Плотно затяните крепежные болты
- Включите токарный станок на малую скорость, проверьте ремень и повторите
пока не исправлено.
Снятие и смазка
Передняя бабка
Шпиндель токарного станка проходит через переднюю бабку, поддерживаемую на
оба конца прецизионными упорными подшипниками. Шпоночный вал проходит через переднюю бабку ниже
шпиндель и поддерживает большую и маленькую пластиковую шестерню на обоих концах общего
мидель. Этот редуктор имеет шпонку для приведения в движение валом, но может скользить вдоль
вал. Рычаг HI/LO перемещает раздвоенный кусок металла, который находится между двумя
шестерни, таким образом перемещая шестерни из стороны в сторону вдоль вала и зацепляя их с
соответствующие шестерни на шпинделе.
Пользователи, рискнувшие заглянуть внутрь передней бабки,
обычно обнаруживается, что на шестернях, валах и рычагах смазки мало или совсем нет. На
мой токарный станок, рычаг HI / LO заклинил после нескольких месяцев использования, что заставило меня исследовать
внутренняя работа передней бабки. Как только вы обрели уверенность в разборке
Как только вы обрели уверенность в разборке
и повторная сборка некоторых основных частей токарного станка, рекомендуется снять
переднюю бабку и тщательно смажьте движущиеся части белой литиевой смазкой или аналогичной
смазка.
Снятие передней бабки занимает несколько шагов, и вы
следует аккуратно отложить в сторону все гайки и болты, когда вы будете их снимать, и следить за
откуда они пришли. Передняя бабка крепится болтами к станине с помощью трех шестигранных головок.
винты, которые очень тугие и до них довольно трудно добраться. Их лучше всего расслабить
с помощью шестигранного ключа на 6 мм, приводимого в действие торцевым ключом 3/8 дюйма и гибкой муфтой. Некоторые
владельцы смогли удалить их с помощью шестигранного ключа с куском прочной трубки.
используется как расширение для дополнительного кредитного плеча.
Вот шаги:
- Снимите ходовой винт
- Снимите опорный блок с правого конца ходового винта
- Снимите шестерню с левого конца ходового винта
- Снимите втулку и шпонку с левого конца ходового винта
- Убедитесь, что полугайка отсоединена (или снимите каретку)
- Выдвиньте ходовой винт вправо из опорного блока на
левый конец - Снимите блок управления скоростью
- Отвинтить провода заземления от литой передней бабки
- Снимите черный пластиковый кожух над винтами крепления двигателя
- Ослабьте и снимите два винта с шестигранной головкой, крепящие
перед бабкой - Снимите крышку из листового металла с двигателя в задней части
токарный станок - Ослабьте винты крепления двигателя и отодвиньте двигатель в сторону
- Снимите один винт с шестигранной головкой, крепящий заднюю часть
передняя бабка (в нише двигателя) - Поднимите переднюю бабку, сняв направляющие.

После того, как вы сняли переднюю бабку, используйте палец или что-то еще.
аппликатора, чтобы обильно распределить смазку по движущимся поверхностям. Я рекомендую вам
снимите рычаг HI/LO и смажьте вал в том месте, где он проходит через боковую часть
передняя бабка.
Я никогда не снимал коренные подшипники или шпиндель на моем
токарный станок. (Ну, это было правдой, когда я писал это много лет назад.
то я делал это довольно много раз.) Я избегал этого, предполагая, что
их выравнивание имеет решающее значение для точности токарного станка. Вот несколько фотографий того, как это сделать, прислал мне Зиг
фабрика.
Повторная сборка — это, по сути, просто обратный порядок действий, описанных выше.
но вам нужно будет отрегулировать опоры двигателя, чтобы приводной ремень двигался свободно. База
на передней бабке есть V-образная канавка, которая соответствует способам обеспечения надлежащего
выравнивание при повторной установке передней бабки, но убедитесь, что на
основание передней бабки при ее повторной установке.
