Рейтинг электродов для сварки инвертором: 14 лучших сварочных электродов — Рейтинг 2022 года (топ с учетом мнения экспертов и отзывов)
Содержание
Лучшие электроды с основным покрытием
Лучшие электроды с основным покрытием — рейтинг
Сегодня российская электродная продукция мало чем уступает зарубежной. Рынок наполнился электродами отечественного производства, хотя некоторые сварщики до сих пор отдают предпочтение иностранным маркам.
При этом чтобы получить по-настоящему качественный шов, нужно знать, какими электродами варить, и для какого сварочного аппарата они подходят. К инверторам для сварки подходят любые электроды, а вот для аппаратов, которые работают на переменном токе, далеко не все.
Лучшие электроды с основным покрытием
Рассматриваемые в данной статье электроды с основным покрытием, применяются для сварки постоянным током. При сгорании они выделяют много углекислого газа, который служит в качестве защиты сварочной ванны.
Используются такие электроды для сварки ответственных конструкций, обеспечивая при этом качественное и надёжное соединение. Однако не обойтись и без ложки дёгтя, поскольку электроды с основным покрытием имеют повышенную чувствительность к влаге. Варить такими электродами, когда они отсыреют, становится проблематично.
Варить такими электродами, когда они отсыреют, становится проблематично.
Рассмотрим самые популярные электроды с основным покрытием, которые отличаются повышенным качеством.
Отличительные черты
Электроды рутил имеют ряд положительных характеристик, которые выгодно отличают рутиловые и основные электроды. Вот некоторые отличия:
- Нетоксичность газа при сварке.
- Сильное горение дуги даже при перепадах напряжения в сети.
- Минимальное разбрызгивание с минимальной потерей металла.
- Шов – аккуратный, надежный, качественный с мелким рисунком.
- Швы не сгибаются и не ломаются впоследствии.
- Легко отделить шлаковую корку.
- Позволяет производить сварку в любом положении – как вертикально, так и горизонтально.
Важно! Из-за состава рутиловые электроды при сварке способствуют увеличению вязкости металла, что предотвращает на шве деформации, пористость и трещины.
Электроды Kobelco LB-52U
Kobelco LB-52U — электроды, которые производятся в Японии, одним из крупнейших концернов страны Kobe Steel, Ltd. Основное назначение этих электродов с основным покрытием, это сварка низкоуглеродистой стали, там, где невозможно использовать двухстороннюю проварку металла (сварка трубопроводов).
Вследствие этого, электроды Kobelco LB-52U отличаются не только возможностью создания пластичного шва, но и очень малым количеством шлака. Сварочный шов, образуемый электродами LB-52U, не имеет раковин, и других дефектов, которые остаются после обычных электродов.
Прочность сварочного шва, достигает 588 Н/мм², что является достаточно высоким показателем. Единственный недостаток электродов Kobelco LB-52U, это, как было сказано выше, чрезмерная подверженность во влажной среде. Поэтому для того чтобы нормально варить данными электродами, их нужно будет обязательно прокалить. Температура прокалки электродов с основным покрытием (Kobelco LB-52U), не менее 300 градусов.
Рутиловые электроды: применение
Благодаря своим прекрасным качествам рутиловые покрытия широко применяются в различных условиях и считается одним из наиболее практичных видов. Перечислим основные варианты применения, в которых электроды этого типа отлично справляются со своей задачей:
- Сварка конструкций из низкоуглеродистой стали. Химический состав покрытия позволяет эффективно работать с черными и низколегированными металлами. В таких случаях шов получается ровный и без трещин.
Сварка трубопроводов. Отлично подходят для ремонта труб, которые проводят жидкости. В таком случае сложно полностью осушить рабочую поверхность металла. Однако сварочная дуга рутиловых электродов горит стабильно даже при попадании капель воды в зону горения.
- Широко применяются для ремонта деталей или инструментов, которые со временем истираются. Рутиловые электроды позволяют максимально эффективно наплавлять шов значительной толщины.
 За счёт небольшого разбрызгивания достигается экономия материала.
За счёт небольшого разбрызгивания достигается экономия материала.
Электроды ОЗЛ-8 (ЛЭЗ)
Основное назначение электродов ОЗЛ-8, это сварка нержавеющих сталей с высоким процентом никеля и хрома. Сварка электродами ЛЭЗ ведётся на постоянном токе обратной полярности. Созданный шов отличается высокой стойкостью к коррозии, а также достойными прочностными показателями.
Здесь, как и при сварке, предыдущими электродами с основным покрытием, образуется малое количество шлака. К тому же, шлак практически сразу же отделяется от поверхности остывшего сварочного шва. Что не менее важно, при остывании шов не растрескивается. При этом все же не следует допускать резкого охлаждения сварочного шва, чтобы не допустить снижение прочности соединения.
Состав и назначение
Рутиловые электроды, как и все остальные, состоят из стержня-сердцевины и покрытия. Стержень у всех состоит из металла, а вот покрытие – разное. В нашем случае это – рутил, именно покрытие придает материалам вязкость, определенные свойства, которые влияют на качество и внешний вид шва. Рутиловое покрытие электродов — это равномерное нанесение на металлическую основу порошкообразного вещества, состоящего из элементов:
Рутиловое покрытие электродов — это равномерное нанесение на металлическую основу порошкообразного вещества, состоящего из элементов:
- оксид титана;
- закись железа;
- декстрин;
- полевой шпат;
- щелочные компоненты;
- алюмосиликаты;
- магнезит;
- карбонаты;
- ферромарганец.
Такой состав рутилового покрытия способствует сварке разных материалов и образует после работ шов из низкоуглеродистого сплава, который отличается:
- сверхнадежностью;
- тонкостью;
- применением к широкому спектру видов материалов, в том числе низкоуглеродистых и малолегированных металлов;
- безопасностью.
Важно! Рутиловые электроды при сварке не выделяют опасные смеси и газы, как некоторые другие электроды, что важно для самого сварщика – он может работать без респиратора.
Электроды УОНИ 13-55
Пожалуй, самые популярные электроды с основным покрытием среди сварщиков. Основные преимущества УОНИ 13/55 связаны с высокой прочностью сварочного шва, а также с его стойкостью к различным нагрузкам. На вид, поверхность сварочного шва, полученного данными электродами, чем-то напоминает застывшее стекло.
На вид, поверхность сварочного шва, полученного данными электродами, чем-то напоминает застывшее стекло.
Однако данная марка электродов не рекомендуется к использованию новичкам-сварщикам. При отсутствии должного опыта и сноровки, разжечь электроды УОНИ 13-55 очень сложно. После того, как сварочная дуга погасла, кончик электрода обволакивает расплавленная обмазка, что требует повторной зачистки электрода.
Тем не менее, научившись варить, многие понимают достоинства электродов УОНИ, и уже мало чему другому, отдают своё предпочтение.
Поделиться в соцсетях
Как отличить рутиловые электроды, какие марки и производители рутиловых электродов?
Как известно всем, в электроде можно выделить две составные части — сердцевина (металлический стержень из проволоки соответствующей марки) и покрытие (еще одно название — обмазка). Весьма часто именно покрытие и определяет качество электрода, являясь непреодолимой преградой для некоторых технологов при изготовлении качественных электродов.
Сейчас есть возможность приобрести электроды с особым покрытием — рутиловым (добавка титана оксида), которые обладают целым спектром преимуществ:
- газов токсического действия выделяется на порядок меньше, что немаловажно для сохранения здоровья сварщику;
- зажигаются они легче электродов с обычным покрытием, удерживают дугу лучше (при переменном токе), горение не только стабильное, но и сильное, позволяют проводить работы в плоскости как горизонтальной, так и вертикальной;
- минимизируют потери металла от возможного разбрызгивания, шов получается куда более качественным;
- шлак в виде корки отделить легче и, что весьма важно, повышается его щелочность из-за обилия карбонатов, что дает мало кремния с кислородом на выходе, а значит у металла повышается стойкость к трещинообразованию, увеличивается вязкость (ударная). Водорода тоже будет меньше, что означает уменьшение количества пор;
- TiO2 в рутиловом типе покрытия позволяет без проблем образовать повторную дугу, причем без удаления препятствующей этому пленки, а все из-за полупроводниковых особенностей оксида титана — для него меньшее значение имеет непосредственный контакт металла стержня и свариваемой поверхности.

Есть, конечно, и некоторые особенности использования электрода с таким типом обмазки, не знание которых может свести на нет все их положительные особенности — сушка перед использованием обязательна, причем делают это при 200-тах градусах по Цельсию, не более, чем один час. Превышать, как температуру, так и время, категорически возбраняется, поскольку это однозначно приведет к появлению излишних пор в процессе сварки. Используют после температурной обработки только на протяжении суток. Режим подачи тока тоже очень важен, поскольку при высоких показателях (превышение номинальных) идет ухудшение сварочных свойств.
Теперь немного по составу — рутила (в среднем) тут 48%, 30% шпата полевого и по 15% магнезита с ферромарганцем, а также 2% оставшихся приходятся на декстрин. Стержень электрода по массе в два раза больше покрытия. По самым распространенным маркам, рутиловые электроды представлены таким вот рядом — АНО-21, ОЗС-4 и 6, ЗРС-1 и 2, МР-3 и АНО. Далее по маркировке (смотреть нужно на этикетке в полном названии электрода) — рутиловый тип покрытия обозначается соответствующей буквой — «Р», а если покрытие имеет смешанный тип, то добавляется еще буква другого покрытия, например — РЦ обозначает, что обмазка имеет целлюлозно-рутиловое покрытие:
Критерии выбора:
- стержень по составу должен совпадать (или быть сходным) с тем металлом, который сваривается;
- толщина непосредственно электрода также должна подходить для металла, по крайней мере превышая ее не более 1 мм;
- если подобрать сложно, то следует обратить внимание на тот факт, что подобные казусы решаются с помощью подбора нужного флюса.

По нюансам использования, которые напрямую могут зависеть от толщины самого электрода:
По ценам:
Состав
Рутиловые электроды делают из различных видов сварочной проволоки и покрывают ее флюсом из оксида титана состава TiO2.
Отличительной особенностью флюса является наличие органического газозащитного компонента в его составе. В связи с этим перед применением стержни должны быть обязательно просушены.
Наличие влаги в покрытии приведет к наводороживанию соединения.
Отличить этот тип электрода от других по маркировке достаточно просто. Марки имеют в своем обозначении букву «Р» свидетельствующую о типе флюса. Так что эти сварочные электроды можно без труда отличить от других и не ошибиться.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 5
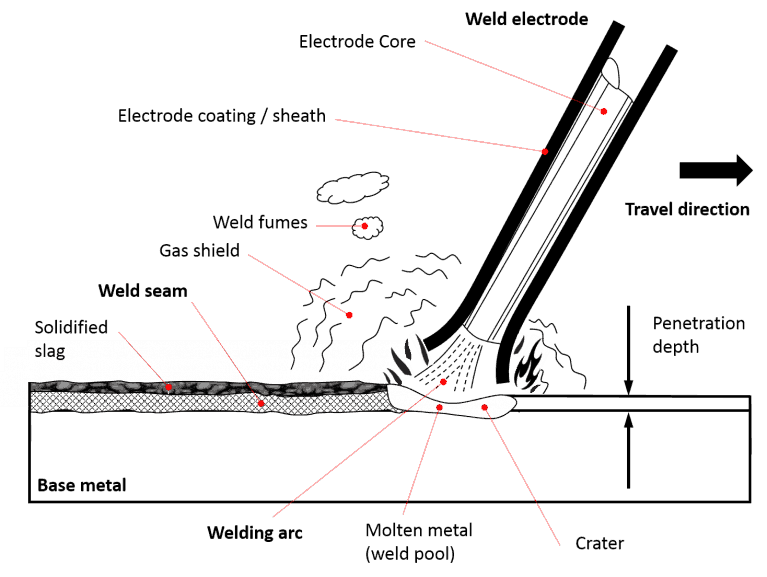
ВОПРОС 1. Что такое сварка плавящимся электродом?
1. Дуга горит между свариваемым изделием и плавящимся электродом или электродной проволокой.
2. Сварочная ванна защищается газом и шлаком, которые образовались в процессе плавления основного и сварочного материалов.
3. Электрод плавится за счет тепла дуги или газового пламени.
ВОПРОС 2. Какой буквой русского алфавита обозначают вольфрам и ванадий в маркировке стали?
1. Вольфрам — Г, ванадий — В.
2. Вольфрам — В, ванадий — Ф.
3. Вольфрам — К, ванадий — Б.
ВОПРОС 3. Электроды каких марок имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 4. Чему равно общее напряжение нескольких одинаковых источников ЭДС, соединенных последовательно?
1. Напряжению одного из соединенных источников ЭДС.
2. Частному от деления произведений напряжений соединенных источников ЭДС на сумму их напряжений.
3. Алгебраической сумме напряжений источников ЭДС.
ВОПРОС 5. Какой частоты переменного тока, вырабатывают электростанции в России?
1. Переменный ток с частотой 100 Гц.
Переменный ток с частотой 100 Гц.
2. Переменный ток с частотой 60 Гц.
3. Переменный ток с частотой 50 Гц.
ВОПРОС 6. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5 мм по ГОСТ 5264-80?
1. 1-2 мм.
2. 3-4 мм.
3. 5-6 мм.
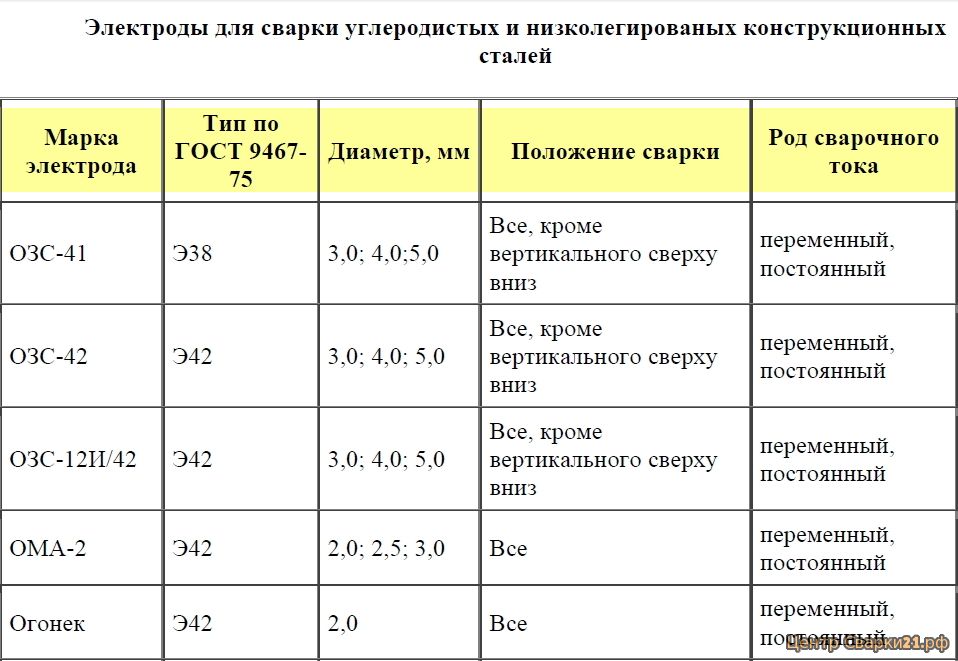
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых конструкционных сталей сталей.
3. Для сварки низколегированных конструкционных сталей.
ВОПРОС 8. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 9. Влияет ли род и полярность тока на величину проплавления при РДС?
1. Влияет незначительно.
Влияет незначительно.
2. Не влияет.
3. Влияет существенно.
ВОПРОС 10. Как влияет длина дуги на ширину шва?
1. Не влияет.
2. С увеличением длины дуги ширина шва уменьшается.
3. С увеличение длины дуги ширина шва увеличивается.
ВОПРОС 11. В каких условиях рекомендуется хранить электроды?
1. В сухом отапливаемом помещении при температуре не ниже +15 и влажности воздуха не более 50 %.
2. В складском помещении при температуре выше 00С.
3. В ящиках, в упакованном виде.
ВОПРОС 12. Какие дефекты могут быть в сварном шве, если притупление кромок превышает рекомендуемую величину?
1. Возможно появление непровара корня шва.
2. Возможно появление холодных трещин.
3. Возможно появление пористости.
ВОПРОС 13. С какой целью источники питания сварочной дуги для ручной дуговой сварки имеют напряжение холостого хода выше, чем напряжение на дуге при сварке?
1. Для увеличения глубины проплавления в начале шва.
Для увеличения глубины проплавления в начале шва.
2. Для улучшения возбуждения дуги.
3. Для уменьшения разбрызгивания металла.
ВОПРОС 14. Какие углеродистые и низколегированные стали необходимо подогревать при сварке?
1. С эквивалентным содержанием углерода более 0,5 %.
2. С содержанием серы и фосфора более 0,05 % каждого.
3. С содержанием кремния и марганца до 0,5…1,5 % каждого.
ВОПРОС 15. Какие способы резки рекомендуется применять для подготовки деталей из аустенитных сталей?
1. Кислородная.
2. Кислородно-флюсовая, плазменно-дуговая, механическая.
3. Воздушно-дуговая
ВОПРОС 16. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствие дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва.
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 17. Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся во время сварки.
2. Деформации, появляющиеся по окончании сварки.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
ВОПРОС 18. Допускаются ли трещины в сварных швах при сварке низколегированных сталей?
1. Допускается, если их длина не превышает толщины металла шва.
2. Допускается, если концы трещины после сварки заварить газовой сваркой.
3. Не допускаются.
ВОПРОС 19. Какой род тока более опасен при поражении человека электрическими токами при напряжении 220В?
1. Переменный ток 50 Гц.
2. Постоянный ток.
3. Ток высокой частоты.
ВОПРОС 20. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Поясом безопасности.
2. Беретом и рукавицами.
3. Нарукавниками, шлемом и пелеринами.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 5
Целлюлозное покрытие электродов
Целлюлозное покрытие (обозначается по ГОСТ 9466-75 буквой «Ц») создается на основе органических соединений (до 50%) – целлюлозы, муки, крахмала, обеспечивающих газовую защиту. Для шлаковой защиты в небольшом количестве применяются рутиловый концентрат, мрамор, карбонаты, алюмосиликаты и другие вещества. На сварном шве образуется тонкий слой шлака. Легирование наплавленного металла выполняется легирующими добавками стержня, а также за счет добавления в покрытие ферросплавов и металлических порошков. В качестве раскислителей используют ферросплавы марганца. Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Преимущества сварочных электродов с целлюлозным покрытием:
- качественный провар корня шва;
- возможность сварки в труднодоступных местах в связи с малой толщиной покрытия;
- сварка во всех пространственных положениях.

Недостатки целлюлозного покрытия:
- повышенное разбрызгивание (до 15%) из-за небольшого количества шлакообразующих компонентов и высокого поверхностного натяжения расплавленного металла;
- повышенное количество водорода в металле шва.
Область применения электродов с целлюлозным покрытием – сварка первого(труднодоступного) слоя не поворотных стыков трубопроводов.
Также используются и смешанные покрытия: кислорутиловое (обозначается по ГОСТ 9466-75 буквами «АР»), рутилово-основное (обозначается по ГОСТ 9466-75 буквами «РБ»), рутилово-целлюлозное (обозначается по ГОСТ 9466-75 буквами «РЦ»), а также прочие (обозначаются по ГОСТ 9466-75 буквой «П»).
Обозначение покрытий сварочных электродов
Наиболее известные модели
В настоящее время в промышленности имеется премножество моделей электродов. Рутиловые электроды в равной степени очень распространены.
Проанализируем некоторые марки изделий с рутиловым покрытием, что в наибольшей степени известны.
Марка мгм 50к
Используя ручную дуговую сварку предпочтение отдают стержням именно такого типа, поскольку из-за их положительных сварочно-технических признаков достигается улучшение прочности шва.
Образование шлака отмечается в малых количествах, что уменьшает время на его отделение. Данная марка наиболее эффективно применять для работ с железом, которое предварительно невозможно очистить от грязи и ржи.
Отмечается ровне и спокойное горение дуги.
Марка aws e6013
Модели со стержнем типа aws e6013 наиболее эффективны и экономичны при сваривании низко углеродистой стали с использованием переменной и постоянной электрической энергии.
Стабильность горения дуги, которую можно поддерживать без особых усилий, способствует более рациональной работе.
Аналогия электродов типа aws e6013 с типом мгм 50к заключается в том, что последние также можно применять независимо от помещения или зоны работы.
Дополнительным преимуществом электродов со стержнем aws e6013 есть образование шлака, со значительной текучестью, что дает возможность достаточно легкого его удаления, это позволяет защитить сварочную ванную от поражения пагубными включениями.
Лучшие сварочные электроды для инвертора в категории «Промышленное оборудование и станки»
Электроды сварочные Монолит РЦ для ручной дуговой сварки инвертором, ø3мм, упаковка (тубус) 2,5 кг
Доставка из г. Житомир
от 280 грн/кг
от 140 грн/кг
Купить
ТОВ «ПОЛІКАРСНАБ»
Сварочные электроды АНО-36 ЕLІТE 3 мм 5 кг [4003681]
На складе в г. Киев
Доставка по Украине
550 грн/упаковка
Купить
ЕЛЕКТРОНОМ
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 3.2, 350, 4.5
Под заказ
Доставка по Украине
338.80 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 3.2, 450, 5.9
Под заказ
Доставка по Украине
322 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 4. 0, 450, 6
0, 450, 6
Под заказ
Доставка по Украине
311.60 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 5.0, 450, 6
Под заказ
Доставка по Украине
303.20 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Сварочные электроды OK 48.04 AWS: E7018 (неполные пачки) 4, 450, 3.9
Доставка из г. Киев
1 216 грн/упаковка
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Сварочные электроды «Vistek» АНО-21 Ø 3 мм. 1 кг
Недоступен
180 грн
Смотреть
ХозСтройМаркет
Электрод сварочный «Монолит» РЦ Ø 2 мм. 1 кг
Недоступен
180 грн
Смотреть
ХозСтройМаркет
Электрод сварочный «Монолит» РЦ Ø 3 мм. 1 кг
Недоступен
180 грн
Смотреть
ХозСтройМаркет
Электрод сварочный «Монолит» РЦ Ø 3 мм. 2,5 кг
Недоступен
350 грн
Смотреть
ХозСтройМаркет
Электроды Арсенал д. 4 мм (пачка 5 кг)
4 мм (пачка 5 кг)
Недоступен
388.80 грн/пач
Смотреть
ООО «Компания «АЛИР»
Электрод сварочный «Монолит» РЦ Ø 3 мм. 2,5 кг (тубус)
Недоступен
400 грн
Смотреть
ХозСтройМаркет
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5
Недоступен
377.20 грн/кг
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Электроды сварочные «Монолит» Professional Ø 3 мм. 2,5 кг (туб)
Недоступен
380 грн
Смотреть
ХозСтройМаркет
Смотрите также
Сварочные электроды OK 48.04 AWS: E7018 (неполные пачки)
Недоступен
338.80 грн/упаковка
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Сварочные электроды «Vistek» АНО-21 Ø 3 мм. 2,5 кг
Недоступен
300 грн
Смотреть
ХозСтройМаркет
Рукавицы защитные кожаные — краги.
Недоступен
98 грн
Смотреть
ООО «Компания «АЛИР»
Рукавицы защитные кожаные — краги МИК
Недоступен
150 грн
Смотреть
ООО «Компания «АЛИР»
Рукавицы защитные кожаные — краги.
Недоступен
88.80 грн
Смотреть
ООО «Компания «АЛИР»
Электроды сварочные «РЦ» D=3мм 2,5кг (тубус) Monolith
Недоступен
459 грн
Смотреть
УЮТ — богатый выбор популярных товаров премиум качества
Сварочный инвертор для всех типов электродов 5кВт
Недоступен
3 600 грн
Смотреть
Баклажан — товары для дома и семьи
Сварочные электроды «Vistek» АНО-21 Ø 3 мм. 5 кг
Недоступен
480 грн
Смотреть
ХозСтройМаркет
Сварочный инвертор FORTE NBC-200 для сварки постоянным током электродами, сварочный ток 200 А
Недоступен
1 700 грн
Смотреть
095 93 26 627, 067 95 25 103 Аллея. Продажа сельхозтехники, мото техники и садовой техники
Сварочный инвертор FORTE NBC-250 для сварки постоянным током электродами, сварочный ток 250 А.
Недоступен
2 050 грн
Смотреть
095 93 26 627, 067 95 25 103 Аллея. Продажа сельхозтехники, мото техники и садовой техники
Сварочный инвертор GERRARD MMA-180 для сварки постоянным током электродами, сварочный ток 180 А.
Недоступен
2 100 грн
Смотреть
095 93 26 627, 067 95 25 103 Аллея. Продажа сельхозтехники, мото техники и садовой техники
Сварочный инвертор TELWIN Force 145 ACX для сварки постоянным током электродами, сварочный ток 130 А.
Недоступен
3 200 грн
Смотреть
095 93 26 627, 067 95 25 103 Аллея. Продажа сельхозтехники, мото техники и садовой техники
Сварочные электроды ЦЧ-4 3 мм 1 кг
Недоступен
790 грн
Смотреть
ЧП АЛЬЯНС-ДОМ
Сварочные электроды для инвертора Вистек УОНИ 13/55 ф 4 мм 5 кг
Недоступен
от 500 грн
Смотреть
Компания SvarMetall: сварочное, бензо и электро оборудование
Руководство по размерам сварочных электродов, силе тока и типам тока (с таблицами)
Существует много типов сварочных электродов разных размеров, и сварщику довольно сложно все запомнить. Тем более, что у большинства из нас есть удилища, которыми мы пользуемся каждый день. Время от времени нам приходится брать в руки удочку, которой мы давно не пользовались. Вот почему я решил создать этот ресурс — В нем должно быть все, что вам может понадобиться, когда вы берете в руки штангу , будь вы новичок или уже опытный сварщик.
Вот почему я решил создать этот ресурс — В нем должно быть все, что вам может понадобиться, когда вы берете в руки штангу , будь вы новичок или уже опытный сварщик.
Различные диаграммы/таблицы электродов ниже должны дать вам довольно хорошее представление о том, какой стержень использовать, когда и при каких настройках. Имейте в виду, однако, что они являются чисто оценочными. Практически невозможно дать вам прямой ответ, так как параметры сварки зависят от многих переменных, таких как положение, в котором вы свариваете, толщина и тип металла, который вы свариваете, ток, который вы используете, и уровень вашего опыта. .
Прежде чем продолжить, как правило, помните, что если ваш стержень начинает светиться, когда вы собираетесь закончить работу с электродом, значит, вы слишком сильно нагреваетесь. Наберите немного меньше и попробуйте еще раз. Интуиция для выбора правильных настроек приходит методом проб и ошибок, и если вы не являетесь опытным сварщиком, сделайте несколько пробных прогонов перед тем, как приступить к основному проекту.
Диаграмма размеров сварки размеров и толщины материала (мягкая сталь)
Содержание
| Размер электрода | Толщина базового металла |
| 1/16 «или 1,6 мм | |
| 1/16». /16“ | |
| 1/4“ или 6,4 мм | Больше 3/8“ |
| 1/8“ или 3,2 мм | Больше 1/8“ или 6,2 дюйма |
| Более 3/8 дюйма | |
| 3/32 «Или 2,4 мм | Менее 1/4 ″ |
| 5/32″ или 4,0 мм | более 1/4 « |
| 5/64″ или 2,0 мм | . чем 3/8 |
Таблица размеров сварочных прутков и толщины основного металла
E6010 и E6011 Таблица размеров и силы тока
6010 и 6011 практически одинаковы. Оба сварочных электрода имеют сильную копающую дугу, они быстро замерзают, стержни в любом положении, шлак тонкий и хлопьевидный, а проплавление глубокое. Единственная разница заключается в полярности, для которой они предназначены. E6010 — это натриевый стержень с высоким содержанием целлюлозы, который можно использовать на DCEP, а 6011 — это калиевый стержень с высоким содержанием целлюлозы, который можно использовать на AC, DCEP, а также DCEN.
E6010 — это натриевый стержень с высоким содержанием целлюлозы, который можно использовать на DCEP, а 6011 — это калиевый стержень с высоким содержанием целлюлозы, который можно использовать на AC, DCEP, а также DCEN.
Оба удилища отлично подходят для домашнего использования, так как не требуют большой подготовительной работы — легкая ржавчина, краска и оцинкованные поверхности не являются проблемой.
Шарики выглядят шероховатыми, так как являются быстрозамораживаемыми стержнями, но в то же время они производят значительное количество брызг по сравнению с другими стержнями.
| E6010/E6011 | Size | Amperage range |
| 1/4“ or 6.4 mm | 210-315 | |
| 1/8“ or 3.2 mm | 75-125 | |
| 3/16“ or 4.8 mm | 140-210 | |
| 3/32“ or 2.4 mm | 40-85 | |
5/32 «Ор. 4,0 мм 4,0 мм | 110-165 | |
| 7/32« Или 5,6 мм | 160-250 |
E6010/E6010 SIZE : Стержни E6011 и стержни 6010
E6012 Таблица размеров и силы тока
E6012 представляет собой электрод с высоким содержанием титана, предназначенный для заполнения зазоров между стыками, поскольку он обладает исключительными шунтирующими свойствами, но его часто упускают из виду из-за образования плотного шлака. Работает от сети переменного и постоянного тока, имеет мягкую и стабильную дугу.
6012 — отличное удилище для дома и хобби. Как и 6013, он не проникает глубоко, образуя красивые однородные валики, что делает его пригодным для обработки листового металла, а также для сварки.
| E6012 | Size | Amperage range | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/16“ or 1.6 mm | 20-40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4“ or 6.4 mm | 250-400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 /8“ or 3. 2 mm 2 mm | 80-140 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/16“ or 4.8 mm | 140-240 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/32“ or 2.4 mm | 35-85 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/32 дюйма или 4,0 мм | 110-190 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/64 «ИЛИ 2,0 мм | 25-60 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7/32″ или 5,6 мм | 200-320 | 200-320 |
 Он также известен тем, что его используют начинающие сварщики, так как с его помощью очень легко зажигать и поддерживать дугу.
Он также известен тем, что его используют начинающие сварщики, так как с его помощью очень легко зажигать и поддерживать дугу.| E6013 | Size | Amperage range | |||||||||||||||||
| 1/16“ or 1.6 mm | 20-45 | ||||||||||||||||||
| 1/4“ or 6.4 mm | 250-350 | ||||||||||||||||||
| 1/8 «или 3,2 мм | 80-130 | ||||||||||||||||||
| 3/16« Или 4,8 мм | 150-230 | ||||||||||||||||||
| 3/32 «или 2,4 мм | 3/32« или 2,4 мм | 3/32 «или 2,4 мм | 3/32« или 2,4 мм | 3/32 «или 2,4 мм | 320. | ||||||||||||||
| 5/32“ or 4.0 mm | 105-180 | ||||||||||||||||||
| 5/64“ or 2.0 mm | 35-60 | ||||||||||||||||||
| 7/32“ or 5.6 mm | 210-300 |
E6013 размеры и диапазон силы тока
Моя рекомендация от Amazon: E6013
E7014 Таблица размеров и силы тока
E7014 представляет собой железный порошок и стержень из титана, который можно использовать при токах переменного, постоянного и постоянного тока. Стержень имеет среднее проплавление, стабильную дугу, может использоваться во всех положениях с получением гладких валиков и толстого, легко удаляемого шлака. Хотя стержень оценивается как «стержень для всех положений», он больше подходит для плоских сварных швов, поскольку 7014 трудно перемещать по вертикали.
Стержень имеет среднее проплавление, стабильную дугу, может использоваться во всех положениях с получением гладких валиков и толстого, легко удаляемого шлака. Хотя стержень оценивается как «стержень для всех положений», он больше подходит для плоских сварных швов, поскольку 7014 трудно перемещать по вертикали.
E7014 очень похож на 6013, но из-за добавления железного порошка имеет более высокую скорость осаждения. Кроме того, она проникает немного глубже, чем 6013. С точки зрения новичка, удилище 7014 даже проще в управлении, чем 6013. 9Электрод 0005
7014 в основном используется для сварки тяжелого листового металла и каркасов зданий всех видов. Для энтузиаста сварочного искусства это отличный стержень из-за аккуратных бусин, которые вы можете с его помощью уложить.
| E7014 | Size | Amperage range |
| 1/4“ or 6.4 mm | 330-415 | |
| 1/8“ or 3.2 mm | 110-165 | |
| 3/16 дюйма или 4,8 мм | 200-275 | |
3/32 «Ор. » или 5,6 мм » или 5,6 мм | 225-340 |
E7014 размеры и диапазон силы тока
Моя рекомендация от Amazon: E7014
E7018 Таблица размеров и силы тока Он производит жидкий, густой шлак, однородные шарики и имеет среднее проникновение. Из-за жидкого шлака его можно использовать во всех положениях, кроме вертикального вниз
Что отличает электрод 7018 от других распространенных электродов для стержневой сварки на рынке, так это тот факт, что он требует особых условий хранения. Это из-за состава водорода в его потоке. Требования к хранению ограничивают использование стержней 7018 среди домашних воинов, поэтому они в основном используются в строительстве и кораблестроении.
| E7018 | Размер | Диапазон силы тока | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4 дюйма или 6,4 мм | 320-400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/8 «или 3,2 мм | 110-165 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/16″ или 4,8 мм | 200-275 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 200-275 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 200-275 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
« | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
0-275 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 200-275 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
. | 65-100 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/32 «Ор. диапазон силы тока Моя рекомендация от Amazon: E7018 E7024 Таблица размеров и силы токаE7024 — это электрод для сварки порошком железа и титана, который может работать со всеми тремя настройками полярности для плоских и горизонтальных швов вниз. Из-за высокого состава железного порошка для стержня требуется более высокая сила тока, чем для стержней аналогичного диаметра, при этом он имеет повышенную скорость осаждения. Пруток часто используется для обработки низкоуглеродистой стали, но также может использоваться для обработки низколегированной и высокоуглеродистой стали. В заводских условиях из-за своей универсальности и прочности этот стержень часто используется для сварки конструкционных сталей и крупных компонентов машин, таких как рамы грузовиков или резервуары для хранения.
E7024 размеры и диапазон силы тока . Стержень можно использовать на AC и DCEP, он обеспечивает низкое проплавление, но в то же время его можно использовать для сварки во всех положениях.
Таблица сварочных электродов из нержавеющей стали Таблица сварочных электродов для чугуна Ni-CL Если вы хотите узнать больше о сварке чугуна с помощью сварочного аппарата, ознакомьтесь также с этим постом.
Чугуновые сварки и диапазон Artida Drigit and Amperage Drigit на поток с яшедой на ярко-стержне (яшт-поток и тока . «xxxX») представляет собой состав флюсового покрытия, который имеет данный сварочный пруток, что, в свою очередь, определяет тип тока, на котором может использоваться пруток. Например, 6010 — это натриевый стержень с высоким содержанием целлюлозы, который можно использовать только на DCEP/DC+ 9.0005
Flux composition and Digit chart Welding Rods by Flux Composition, Welding Position, Compatible Currents и уровень проникновения Следующая таблица помогает понять, как состав флюса влияет на положение, в котором можно использовать данный сварочный пруток.
|
 37002020202 2,4 мм
37002020202 2,4 мм 4 mm
4 mm