Ремонт станины токарного станка своими руками: Ремонт направляющих токарных станков: видео, фото, методы
Содержание
Переносной шлифовальный станок — Конкурс «Сделано своими руками»
#1
Сварик
Отправлено 06 February 2014 17:54
Популярное сообщение!
У восстанавливаемого в моей мастерской «из руин» токарно-винторезного станка 16К20 большой износ направляющих станины — более 0,4 мм. Направляющие можно отшлифовать в заводских условиях (необходима полная разборка станка, да и дорого) или отшабрить вручную. Но второй вариант вообще проблематичен, так как направляющие на этом станке закалены, т.е. термообработаны до высокой твердости металла.
Для выхода из сложившейся ситуации был разработан и изготовлен переносной шлифовальный станок (здесь и далее ПШС) для шлифовки призматических и плоских направляющих станин токарных станков типа 1А616, 1К62, 16К20 и др.
Состоит из следующих основных узлов: стойки, выдвижной пиноли и шлифовальной головки. ПШС позволяет, не демонтируя и не полностью разбирая ремонтируемый станок, осуществить шлифовку изношенных направляющих в условиях любого гаража и мастерской. Базируется ПШС по направляющим задней балки, перемещается с помощью ручной тросовой лебедки, снабжен контргрузами. Привод шлифовальной головки имеет мощность 0,42 кВт, 3000 об/мин., 3 ф. Для охлаждения шлифовального камня и удаления отработанного абразива из зоны шлифовки имеется система подачи смазочно-охлаждающей жидкости (СОЖ) с помощью штатного насоса ремонтируемого станка.
ПШС позволяет, не демонтируя и не полностью разбирая ремонтируемый станок, осуществить шлифовку изношенных направляющих в условиях любого гаража и мастерской. Базируется ПШС по направляющим задней балки, перемещается с помощью ручной тросовой лебедки, снабжен контргрузами. Привод шлифовальной головки имеет мощность 0,42 кВт, 3000 об/мин., 3 ф. Для охлаждения шлифовального камня и удаления отработанного абразива из зоны шлифовки имеется система подачи смазочно-охлаждающей жидкости (СОЖ) с помощью штатного насоса ремонтируемого станка.
Все детали изготавливались на моём токарном станке 1А616К, сварка велась полуавтоматом. Стойка куплена в пункте приёма металлолома, пиноль изготовлена из задней бабки станка 1А616, купленного на форуме у чипмейкеров.
Всем удачи в конкурсе! Пусть победит лучший и достойнейший!
Конкурсная работа № 35, предоставлена в рамках Конкурса «Сделано своими руками»
Спонсоры Конкурса
Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта.
Тиберис — первый интернет-гипермаркет сварочного оборудования.
Евротек — интернет-магазин строительного оборудования.
- Наверх
- Вставить ник
#2
Minotawr
Отправлено 06 February 2014 19:24
Я рад за вас! Видать не все мозги перекупила заграница! Есть еще мужики в наших селеньях! Так держать!
Витек
- Наверх
- Вставить ник
#3
Сварик
Отправлено 06 February 2014 21:31
Спасибо за приятные слова! Желаю всего самого наилучшего!
- Наверх
- Вставить ник
#4
Рудольф Шнапс
Отправлено 06 February 2014 22:16
Буду голосовать за вас.
- Наверх
- Вставить ник
#5
Reankor 2002
Отправлено 06 February 2014 22:27
А как регулируется износ камня?
- Наверх
- Вставить ник
#6
Сварик
Отправлено 06 February 2014 22:34
Всё просто: поджали пиноль и работаете дальше. Если вы про правку абразивного круга, то алмазным карандашом правлю его на оправке, предварительно зажатой в токарном патроне.
- Наверх
- Вставить ник
#7
Reankor 2002
Отправлено 06 February 2014 22:39
Не, я о том что от начала движения и до конца , камень меняет размер, а значит и поверхность также.
- Наверх
- Вставить ник
#8
Сварик
Отправлено 06 February 2014 23:53
Согласен с вами. Да, как вы выразились, к «концу поверхности» он износится на какие-то микрометры и направляющая вначале и в конце выхода камня должна будет отличаться на эти микрометры. Но этого не происходит (это происходит, как бы точнее выразиться, но, скажем так, в пределах допуска) из-за недостаточной жесткости узлов и деталей шлифовального станка (абсолютно жёстких систем в природе не наблюдается). В начале захода абразивного круга на поверхность шлифования создается преднатяг, который и компенсирует износ камня в конце поверхности. Поэтому получаемые поверхности в результате такого шлифования находятся в допуске на плоскостность. Контроль веду ещё с помощью поверочной линейки с щупами или обкатываюсь индикатором.
- Наверх
- Вставить ник
#9
Reankor 2002
Отправлено 06 February 2014 23:58
Ну тогда может его надо было сделать, (узел с камнем) свободно висящим — под своим весом, тогда как то более менее компенсируется износ камня.
Но в любом случае шлифование это есть первоначальный процесс (грубая обработка), а потом уже применяется шабрение.
- Наверх
- Вставить ник
#10
Сварик
Отправлено 07 February 2014 00:44
шлифование это есть первоначальный процесс (грубая обработка), а потом уже применяется шабрение.

Хм, пробовали шабрить закалённые направляющие?
- Наверх
- Вставить ник
#11
Reankor 2002
Отправлено 07 February 2014 01:08
Сварик,Дипломная работа по слесарке в бурсе, станина строгального станка, 2 месяца, втроем, довели до 15-20 точек…
Сообщение отредактировал Reankor 2002: 07 February 2014 01:09
- Наверх
- Вставить ник
#12
Сварик
Отправлено 07 February 2014 08:21
Всё, сдаюсь.
- Наверх
- Вставить ник
#13
митька51
Отправлено 07 February 2014 14:49
Сколько в итоге снялось с направляющих,под суппорт зедекс?
- Наверх
- Вставить ник
#14
Сварик
Отправлено 07 February 2014 23:26
Пока не могу ничего про толщину наделок сказать, так как буквально на днях закончил шлифовку направляющих. Зедекс ставить буду обязательно. Износ составлял от 0,4 мм до 0,5 мм на разных поверхностях.
Зедекс ставить буду обязательно. Износ составлял от 0,4 мм до 0,5 мм на разных поверхностях.
- Наверх
- Вставить ник
#15
supoplex
Отправлено 13 February 2014 08:59
А при проходе не получается, что система повторяет профиль изношеной поверхности?
- Наверх
- Вставить ник
#16
Сварик
Отправлено 13 February 2014 21:46
Направляющие задней бабки, по которым перемещается ПШС, предварительно шабрятся и контролируются.
- Наверх
- Вставить ник
#17
Сварик
Отправлено 08 October 2014 22:02
Популярное сообщение!
А вот так теперь выглядит восстановленный станок.
Просто хвастаюсь…
- Наверх
- Вставить ник
#18
DED 1
Отправлено 09 October 2014 08:17
Сварик,Станок где стоит? Если в стандартном гараже, то можно фоток общего плана, чтоб понять, не тесно ли с ним будет.
Друг загорелся станком, уже нашёл 1К62. И хочет в стандартный гараж его впихнуть.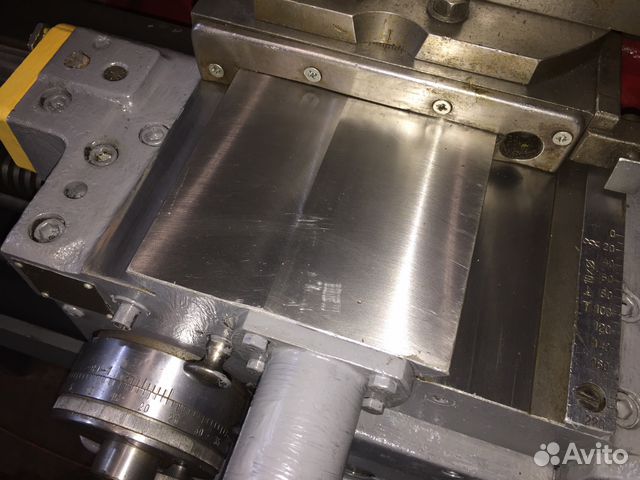 Я его отговариваю как могу от этого монстра. Ваш вроде поменьше будет.
Я его отговариваю как могу от этого монстра. Ваш вроде поменьше будет.
- Наверх
- Вставить ник
#19
Сварик
Отправлено 09 October 2014 08:33
DED 1, именно в гараже! Так что, друга не отговаривайте — всё зависит от марки станка и размера гаража (6*4 сейчас арендую). У меня второй станок 1А616К гораздо меньше 16К20.
Прикрепленные изображения
- Наверх
- Вставить ник
#20
DED 1
Отправлено 09 October 2014 08:40
Так что, друга не отговаривайте — всё зависит от марки станка и размера гаража
Ему надо, чтоб резьбу резал. Гараж 6х3.
Гараж 6х3.
- Наверх
- Вставить ник
Мини токарный б.у станок по металлу — восстановление и ремонт своими руками. 1 часть
1 часть
(Из книги Е. Васильева «Маленькие станки»)
Летом 2006 года, после очередных поделок надфилем «на коленках», решил обзавестись маленьким токарным станком. Перебрав разные варианты, остановил свой выбор на станке Super Adept британского производства середины прошлого века. Возможно, этот выбор покажется странным, но я предварительно ознакомился с информацией по маленьким станкам, которую тщательно собрал, в основном, в Интернете. Итак, в августе 2006 получил посылку из Австралии — купленный на аукционе Ebay токарный станок Super Adept. Потихоньку решил его восстанавливать, а весь этот процесс показать здесь по ходу работ.
Станок вынут из посылки. Грязненький, с некоторыми дефектами. Станок был куплен за $225, доставка $75, затраты на перевод денег $25, итого $325.
Для начала я разобрал станок и немного почистил тряпочкой. Первоначальный осмотр показал: на правом конце станины отломано ушко крепления винта подачи. Подшипниковый узел шпинделя тоже нуждается в ремонте. Направляющие станины и ходовой винт подачи в хорошем состоянии. Патрон странный — чем сильнее усилие резания, тем он сильнее зажимает заготовку.
Станочек отмыт и разобран.
В авто магазине купил смывку старой краски. Результат на фото.
Сломано ушко, в котором держится правым концом винт подачи. Судя по свежести скола и по смятому углу посылки, сломанное ушко — заслуга почты.
Но к почте претензий в этом случае быть не может, так как по нашим законам обязанность отправителя так упаковать посылку, чтобы исключить повреждение вложения при транспортировке. Почта что угодно может делать и всегда окажется ни при чём.
Восстановил сломанное ушко. Для этого просверлил четыре отверстия диаметром 1мм, подготовил штифты (из свёрл) и приклеил на эпоксидный клей для металла. Если отвалится, припаяю латунью, но это место желательно не нагревать, поэтому попробую пока обойтись эпоксидным клеем. Или можно отдельное новое ушко отфрезеровать и привинтить парой болтов. Как выяснилось позже, можно было просто припаять, но уже сделал — как сделал.
Для этого просверлил четыре отверстия диаметром 1мм, подготовил штифты (из свёрл) и приклеил на эпоксидный клей для металла. Если отвалится, припаяю латунью, но это место желательно не нагревать, поэтому попробую пока обойтись эпоксидным клеем. Или можно отдельное новое ушко отфрезеровать и привинтить парой болтов. Как выяснилось позже, можно было просто припаять, но уже сделал — как сделал.
На фото последовательность работы.
Перебрал заднюю бабку. Очистил старую краску, изготовил новый сухарик, зажимающий втулку. Кое-где зачистил, подшабрил.
Следующая проблема — на станине отломаны ушки, затягивающие подшипники (трения) шпинделя. Причина отломанных ушек — когда-то в станине была перерезана резьба (с дюймовой на метрическую) под стягивающие болты. Резьба нарезана немного не под тем углом, при затягивании ушки перекашивало и вероятно оторвало. Обработал отверстия в ушках так, чтобы при затягивании винтов не возникало лишних боковых усилий. Попробовал эпоксидный клей — приклеенное ушко отломилось от среднего усилия при нажатии руками. Попробовал зубопротезную пластмассу «Протакрил-М» — примерно то же самое. Тогда хорошенько облудил с кислотой и припаял припоем потвёрже (серебряным). Получилось крепче — руками ушко отломить не удаётся.
Попробовал эпоксидный клей — приклеенное ушко отломилось от среднего усилия при нажатии руками. Попробовал зубопротезную пластмассу «Протакрил-М» — примерно то же самое. Тогда хорошенько облудил с кислотой и припаял припоем потвёрже (серебряным). Получилось крепче — руками ушко отломить не удаётся.
На фото детали после пайки.
Лудил и паял мощным паяльником, предварительно прогрев детали на газовой плите. Обычная паяльная кислота и специальный флюс для пайки чугуна дали примерно одинаковый результат. На фото деталь зачищена после пайки. Сверху просверлено отверстие для смазки.
Надеюсь, что при затягивании болтов со временем припой будет деформироваться («течь») и ушко будет садиться «по месту», выбирая зазор в подшипнике.
В разрез ушка устанавливаются подобранные по толщине шайбы, ограничивающие зажим при затягивании болта. В момент пайки шайбы были установлены и болты затянуты с небольшим усилием.
Следующая работа — заклеивание лишнего отверстия в станине и восстановление на его месте буквы D в слове MADE с одной стороны станины, и буквы E в слове SUPER с другой стороны. Эпоксидная смола + обработка бормашиной дали вот такой результат:
Эпоксидная смола + обработка бормашиной дали вот такой результат:
В планке, прижимающей резец, было два лишних отверстия с резьбой. Отверстия заглушил, завинтив в них болты на клею и отпилив выступающие части.
Следующий этап — покраска. На фото основные части сушатся после покраски молотковой эмалью. Такая эмаль скрывает неровности поверхности и может наноситься на металл без предварительной грунтовки.
Вот так станок выглядит в собранном виде
Трёхкулачковый патрон изношен — кулачки в патроне разболтаны. На фото станок не со своим шкивом — тот шкив, который был с этим станком не входит на своё место, так как форма станины восстановлена до исходного размера. Под слишком большой шкив в станине были сделаны небольшие углубления, я их убрал — теперь шкив нужно будет немного обточить по диаметру, чтобы он поместился на своё место. Или оставить тот шкив, что на фото — но он алюминиевый, что мне не очень нравится.
Станочек стоит на листе бумаги А4.
Всего в комплекте к первому станку оказался запасной шпиндельный вал, разболтанный трёхкулачковый самозажимной патрон, четырёхкулачковая оправка и патрон Джакобса (как на дрели).
Все они могут быть установлены на любой из двух шпиндельных валов. Один из валов имеет сквозное отверстие. Со стороны резьбы у обоих валов коническое отверстие для установки центра, такое же, как в задней бабке.
Технические данные станка:
Расстояние между центрами 150 мм
Максимальный диаметр детали, мм
— над станиной: 80
— над суппортом: 50
Габариты, мм
— длина: 330
— ширина: 125
— высота: 120
Масса (без патрона) 2,8 кг.
На этом основной ремонт первого Адепта закончен, хотя ещё надо пришабривать все направляющие. Но как токарный, он меня не очень интересует, так как есть ещё один такой же, сейчас уже полностью восстановленный и работающий. А из этого сделаю, со временем, маленький фрезерный.
А из этого сделаю, со временем, маленький фрезерный.
Ремонт станка токарного
Главная » Станок » Ремонт станка токарного
Ремонт направляющих станины токарного станка
В ходе капитального ремонта токарного станка производится восстановление точности направляющих станины. При выборе способа восстановления руководствуются степенью их износа. Когда погрешность не превышает 0,15 мм на отрезке длины в 1000 мм, то их восстанавливают шабрением. При большем износе прибегают к их механической обработке: шлифовке или строганию. Когда направляющие закаленные основным методом ремонта является шлифовка.
Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.

Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert. ru
ru
Ремонт направляющих станин токарных станков
Поверхности 3, 4 и 6 (рис. 87, а) — направляющие, по которым перемещается задняя бабка токарного станка, значительно меньше изнашиваются, чем поверхности 7 и 8 передней направляющей суппорта. Несколько меньше изнашиваются поверхности 1, 2, 10. Поверхности 5, 9, 11 и 12 практически не изнашиваются. Разная величина износа поверхностей направляющих объясняется тем, что при движении сборочных единиц, задней бабки и суппорта на эти поверхности действует разная по величине нагрузка.
Исходя из ГОСТ 18097-72, при ремонте станин токарных станков следует выполнять следующие требования:
- направляющие должны быть прямолинейны, допускаемая выпуклость 0,02 мм на 1000 мм длины;
- поверхности 2, 3, 4, б, 7 и 8 должны быть параллельны в горизонтальной плоскости, не иметь спиральной изогнутости, наблюдаемой, когда направляющие извернуты, как по винтовой линии, допустимое отклонение 0,02 мм на 1000 мм длины;
- поверхности 7 и 5 должны быть параллельны поверхностям 11 и 12 под рейку, допустимое отклонение 0,10 мм на всю длину станины;
- поверхности 3 и 4 должны быть параллельны поверхностям 7 и 8, допустимое отклонение 0,03 мм на всю длину станины;
- поверхности 1 и 10 должны быть параллельны поверхностям 2,7 и 8, допустимое отклонение 0,03 мм на всю длину станины.

Долговечность направляющих станины в основном зависит от режима работы станка и качества технического обслуживания.
Восстановление направляющих станины токарного станка шабрением
Для восстановления точности направляющих станину устанавливают на стенде или жестком полу и проверяют положение ее в продольном направлении по уровню 10 (рис. 88). Последний устанавливают на менее изношенных частях горизонтальной направляющей по всей ее длине.
Положение станины токарного станка в поперечном направлении проверяют рамным уровнем, который прикладывают к плоскости, где крепится коробка подач. Одновременно проверяется спиральная извернутость, для чего используется мостик или каретка (применяемая как мостик и уровень). Мостик устанавливают на различных участках вдоль направляющих. В зависимости от показаний уровней положение станины регулируют башмаками 14 (см. рис. 87, б, I) или клиньями 15 (рис. 87, б, II), подкладываемыми под ее основание или под ножки. Очень удобно устанавливать станину на болты домкрата 16 (рис. 87, б, III).
87, б, III).
Вывинчивая или завинчивая болты домкрата, станину поднимают или опускают. Регулировку осуществляют до тех пор, пока пузырек основной ампулы уровня не станет в нулевое положение, что свидетельствует о правильном положении станины.
После выверки станины выбирают базовую поверхность, по которой контролируют параллельность всех ремонтируемых направляющих*. У станины токарного станка (см. рис, 87, а) за базу обычно принимают направляющие 3, 4 и 6 под заднюю бабку, так как они изнашиваются значительно меньше, чем другие направляющие. Эти поверхности сначала пришабривают, чтобы устранить износ, периодически проверяя прямолинейность и плоскостность контрольной линейкой.
Подготовив базу по контрольной линейке, шабрят поверхности 2,7 и 8 направляющих (см. рис. 87, а) с проверкой параллельности. Некоторые ремонтники проверяют спиральную изогнутость направляющей индикатором (см. рис. 89, б). Однако этот способ ненадежный, так как направляющая, на которой устанавливается стоика 6 индикатора 4, часто имеет отклонение в горизонтальной плоскости до 0,01 мм. В этом случае показание стрелки индикатора будет неверным. Ошибка будет тем большей, чем длиннее державка 5 индикатора
В этом случае показание стрелки индикатора будет неверным. Ошибка будет тем большей, чем длиннее державка 5 индикатора
Следует, однако, отметить, что несмотря на малый износ направляющих под заднюю бабку, их параллельность относительно плоскостей для крепления коробки подач и крепления кронштейна ходового винта и ходового валика часто оказывается нарушенной.
Отклонения нарастают о увеличением числа ремонтов станка, из-за чего при сборке ремонтируемых станков приходится затрачивать много времени на пригонку по месту коробки подач, кронштейна ходового винта и ходового валика, выполняемую шабрением вручную.
Этого можно избежать, применяя более рациональную технологию ремонта Существенным элементом этой технологии является то, что за базу принимают участки длиной 200—300 мм на концах поверхностей 11 и 12 (см. рис. 87, а). Эти поверхности не имеют износа, а потому не нуждаются в предварительной подготовке, как направляющие задней бабки.
По окончании подготовки базовых поверхностей приступают к шабрению направляющих. Сначала шабрят по краске поверхности, обозначенные на рис. 87, а цифрами 3, 4 и 6. При этом время от времени проверяют универсальным мостиком параллельность и спиральную извернутость этих поверхностей. Для удобства замеров на приспособлении устанавливают два индикатора. По ним определяют параллельность между поверхностями направляющих и маяками, а уровнем устанавливают спиральную изогнутость.
Сначала шабрят по краске поверхности, обозначенные на рис. 87, а цифрами 3, 4 и 6. При этом время от времени проверяют универсальным мостиком параллельность и спиральную извернутость этих поверхностей. Для удобства замеров на приспособлении устанавливают два индикатора. По ним определяют параллельность между поверхностями направляющих и маяками, а уровнем устанавливают спиральную изогнутость.
Далее шабрят поверхности 2, 7 и 8. Уровнем проверяют спиральную изогнутость поверхностей 2,7 и 8 (рис. 89, а), а индикатором— параллельность поверхностей 7 и 8 базовым поверхностям. В последнюю очередь шабрят поверхности 1 и 10.
Определение величины износа направляющих
Для определения величины износа направляющих пользуются контрольной линейкой и щупами (рис. 90, а). Длина линейки должна быть не меньше 2/3 длины проверяемой поверхности.
Приступая к проверке, прежде всего зачищают поверхность направляющих, чтобы удалить забоины и грубые задиры. После этого накладывают линейку 1 и щупами 3 измеряют зазор между ней и направляющей 2 через каждые 300—500 мм подлине. Там, где зазор оказывается наибольшим, износ направляющей, т. е. ее отклонение от прямолинейности является максимальным.
Там, где зазор оказывается наибольшим, износ направляющей, т. е. ее отклонение от прямолинейности является максимальным.
Широкие поверхности проверяют на плоскостность (рис. 90, б). Для этого линейку 1 укладывают на две контрольные плитки 2 и 3 одинакового размера и замеряют щупами расстояние между поверхностью детали 4 и линейкой. Это проделывают в нескольких направлениях — а, б, в, г и д, каждый раз производя измерения в нескольких точках по длине линейки.
Вместо щупов иногда пользуются кусочками (лепестками) папиросной бумаги толщиной 0,02 мм. Лепестки укладывают в нескольких местах на направляющие и на них накладывают линейку. После этого начинают вытаскивать лепестки из-под линейки; если поверхность прямолинейна, лепестки оказываются прижатыми, при этом их не вытаскивают, а только обрывают их концы.
В тех случаях, когда направляющие значительно длиннее имеющейся контрольной линейки, величину износа определяют чувствительным слесарным уровнем при помощи специального приспособления — мостика или же используют вместо него основание задней бабки. На рис. 90, в показана схема замера износа направляющих станины в вертикальной плоскости.
На рис. 90, в показана схема замера износа направляющих станины в вертикальной плоскости.
Мостик с уровнем, расположенным продольно, перемещают по направляющим. Участок, где пузырек уровня наиболее отклонится, и будет самым изношенным. Найдя этот участок, разбивают (идя от него) станину на равные по длине части, сооответствующие расстоянию между опорами мостика. На исходном участке уровень регулируют так, чтобы пузырек его основной ампулы занял среднее положение, т. е оказался на нуле.
При определении величины износа описываемым способом необходимо учитывать, что уровень показывает отклонение на длине 1000 мм тогда как замеры ведутся на участках меньшей длины. Следовательно показания уровня нужно пересчитывать применительно к фактически измеряемым расстояниям. Если, например, цена деления шкалы уровня 0,04 мм на 1000 мм, а каждое измеряемое расстояние равно 500 мм то цена деления на этих участках будет 0,02 мм.
Износ горизонтальных направляющих определяют мостиком и уровнем следующим образом. Расположив мостик на наиболее изношенной части станины, которую находят по тому, что на границах этой части пузырек уровня отклоняется как в одну, так и в другую сторону (пусть это будет участок 4—5), перемещают мостик с уровнем на следующий участок 5—6. Здесь определяют показание уровня (пузырек отклоняется в сторону подъема) и заносят это показание в специально составляемую таблицу-график. Если пузырек отклонился, например, на три деления, то при цене деления 0,04 мм на 1000 мм и расстояниях между замеряемыми участками 500 мм отклонение прямолинейности выразится в 0,02X3 = 0,06 мм.
Расположив мостик на наиболее изношенной части станины, которую находят по тому, что на границах этой части пузырек уровня отклоняется как в одну, так и в другую сторону (пусть это будет участок 4—5), перемещают мостик с уровнем на следующий участок 5—6. Здесь определяют показание уровня (пузырек отклоняется в сторону подъема) и заносят это показание в специально составляемую таблицу-график. Если пузырек отклонился, например, на три деления, то при цене деления 0,04 мм на 1000 мм и расстояниях между замеряемыми участками 500 мм отклонение прямолинейности выразится в 0,02X3 = 0,06 мм.
Далее располагают мостик с уровнем на участке 6 —7 и также записывают показание уровня Если и здесь получен результат 0,06 мм, значит действительное отклонение от прямолинейности на участках 5—6 равно 0,12 мм.
Метод определения непрямолинейности направляющих при помощи уровней широко используется при ремонте оборудования. Однако уровнем проверяют непрямолинейность только в вертикальной плоскости. Поэтому все большее распространение получили оптические методы контроля, из которых наиболее совершенным является автоколлимационный метод.
Поэтому все большее распространение получили оптические методы контроля, из которых наиболее совершенным является автоколлимационный метод.
Этот метод позволяет осуществлять замеры отклонений от прямолинейности как в вертикальной, так и в горизонтальной плоскостях. Измерение осуществляют при помощи жестко закрепленного автокол-лиматора 2 (рис. 91) и плоского зеркала 4, которое перемещают по проверяемой поверхности. Зеркало устанавливают на универсальный или пециальный мостик и выверяют так, чтобы оно находилось перпендикулярно оптической визирной оси 3 автоколлиматора и изображение совпало с перекрестием окулярного микроскопа 1. Перемещая мостик с зеркалом по направляющим на шаги L, положение зеркала будет меняться из-за непрямолинейности отдельных участков. Углы наклона по отношению к первоначально установленному положению определяют непрямолинейность, которую отсчитывают по шкале микроскопа и строят график так же, как показано на рис. 90, в.
chiefengineer.ru
Станина токарного станка.
 Ремонт направляющих станины токарного станка
Ремонт направляющих станины токарного станка
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Рис. 48. Выверка станины токарно-винторезного станка на стенде
- Основание мостика
- Резьбовая колонка
- Уровень
- Опора
- Резьбовая колонка
- Площадка для уровня
- Резьбовая колонка
- Опора
- Подпятники
- Уровень
- Рамный уровень
- Балочка
- Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
Рис. 49. Профиль направляющих станины токарно-винторезного станка 1к62
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм. Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием.
Этот технологический процесс состоит из следующих операций:
1. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
Рис. 50. Схема деформации станины токарно-винторезного станка
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т. в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
Ремонт направляющих станины финишным строганием.
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям 1, 2, 3 и 4 табл. 3.
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
| Номер операции | Содержание операции | Технические условия | Инструмент и приспособления | Способ проверки |
| 01 | Зачистить поверхность 8 (см. рис. 49) от забоин рис. 49) от забоин | Границы забоин не должны выступать над поверхностью | Напильник, шабер, поверочная линейка | Линейкой на краску |
| 02 | Установить станину на строгальный станок и выверить на параллельность по ходу стола | Непараллельность поверхностей 9 к 10 к направлению стола — не более 0,03 мм на длине станины | Индикатор, щуп | Индикатор закрепить в резцедержателе станка и подвести измерительный штифт к поверхностям 9 и 10. Замеры осуществлять на концах поверхностей при движении стола станка |
| 03 | Проверить (предварительно) извернутость направляющих 3 и 4 до закрепления станины на столе и зафиксировать отклонения, также проверить горизонтальность поверхности 3 | — | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | На средние направляющие 3, 4 и 5 (см. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении |
| 04 | Закрепить, деформировав, станину на столе станка в местах, показанных на рис. 50 стрелками, и проверить окончательно | Извернутость должна соответствовать показаниям проверки операции 3. Вогнутость должна быть на 0,05 мм больше вогнутости при операции 3 | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | То же |
| 05,06,07 | Шлифовать последовательно (предварительно и окончательно) поверхности 3 и 6; 7 и 11; 1, 4, 5 и 2 (рис. 49) | Чистота поверхностей V7 | Шлифовальный круг ЧК ЭБ36, СМ2К (ГОСТ 2424—67) | Чистоту обработки определять визуально методом сравнения с эталоном |
| 08 | Проверить предварительно прямолинейность, параллельность, плоскостность и извернутость направляющих | Отклонение от прямолинейности (вогнутость) не более 0,03 мм на длине 1000 мм. Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм | Поверочная линейка (ГОСТ 8026—64), щуп, набор, поверочная линейка (ГОСТ 8026—64), щуп (набор № 3), индикатор с ценой деления 0,01 мм, универсальный мостик и уровень | Непрямолинейность и извернутость проверять универсальным мостиком с уровнем (см. рис. 9), непараллельность — мостиком и индикатором (см. рис. 10, б) |
| 09 | Открепить станину и предъявить в ОТК | Отклонение от прямолинейности (выпуклость) — не более 0,02 мм на длине 1000 мм | То же | То же |
В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
Ремонт направляющих станины длиной более 3000 мм.
Направляющие длиной более 3000 мм наиболее экономично ремонтировать с помощью переносных фрезерных или шлифовальных приспособлений. Однако для таких приспособлений необходимо предварительно подготовить поверхности, по которым перемещается приспособление, например шабрением. Такими поверхностями у станины токарного станка могут являться направляющие для задней бабки, концы которых выверяют на параллельность по отношению к концам поверхностей для рейки с точностью 0,05 мм, затем определяют непрямолинейность и устраняют извернутость направляющих.
Для правильного решения вопроса о способе ремонта поверхностей, а также для того, чтобы вести шабрение наиболее рациональным способом, нужно определить величину износа и непрямолинейности и составить графики, характеризующие состояние направляющих.
Измерения производятся уровнем и их следует начинать с определения формы плоской направляющей 3 (см. рис. 49). Для уменьшения случайных ошибок, возникающих вследствие погрешности контакта между корпусом уровня и проверяемой поверхностью, рекомендуется укреплять уровень на специальной подставке (см. рис. 24, в) с двумя платиками 5, расстояние между серединами которых принимается за «базу уровня».
Порядок измерения следующий.
1. Зачищают все выступающие места (границы) забоин, задиров направляющей, обнаруженные поверочной плитой покраске и тщательно промывают керосином и протирают насухо.
2. Проверяют прилегание опорных платиков к плоскости направляющей.
3. Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Отсчет осуществляют по порядку на каждом участке, наблюдая за положением пузырька основной ампулы уровня в делениях его шкалы. Показания уровня записывают, указывая порядковый номер проверяемого участка и отклонения пузырька в делениях шкалы со знаком плюс или минус. Затем строится график, характеризующий форму направляющей относительно исходной прямой по показаниям уровня (в мкм), которые приводятся к горизонтальной прямой графическим методом.
По результатам измерений и построенному графику выбирают наиболее изношенный участок на направляющей и вышабривают «маяк» так, чтобы его поверхность равномерно покрывалась краской, нанесенной на платик контрольной подставки. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Имея такие «маяки», шабрят направляющую по поверочной линейке до тех пор, пока «маяки» не начнут равномерно закрашиваться, а направляющая не станет прямолинейной и горизонтальной.
Поверхности 4 и 5 (см. рис. 49) призматической направляющей также ремонтируют шабрением по поверочной линейке. Шабрение ведется по «маякам», полученным так же, как при ремонте плоской направляющей.
Непрямолинейность призматической направляющей в вертикальной плоскости целесообразно проверять методом измерения извернутости относительно аттестованной плоской направляющей с помощью уровня, используя приспособление (см. рис. 9), располагая его опоры так, как показано на рис. 10, б. При этом за базу уровня принимается расстояние между серединами плоской и призматической направляющих, а на одном из концов направляющей извернутость принимается равной нулю.
Непрямолинейность направляющей в горизонтальной плоскости можно проверять этим же приспособлением и автоколлиматором (см. рис. 9).
Допускается непрямолинейность (выпуклость) не более 0,02 мм на 1000 мм длины и извернутость направляющих не более 0,02 мм на длине 1000 мм.
Ремонт направляющих поверхностей 1, 2, 6, 7 и 10 (см. рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
Окончательная проверка точности направляющих поверхностей 1, 2 и 6 производится приспособлением, показанным на рис. 9.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Шабрение направляющих токарного станка
Восстановление геометрии направляющих токарного станка
Шлифовка направляющих станины токарно-винторезного станка
Шлифовка направляющих станины токарно-винторезного станка
Восстановление станины токарного станка
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Паспорта и книги по ремонту металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Технология ремонта металлорежущих станков. Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г. Скачать книгу бесплатно.
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г. Скачать книгу бесплатно.
stanki-katalog.ru
Техническое обслуживание токарно-винторезных станков
Токарно-винторезный станок используется в разных отраслях промышленности, наиболее часто их можно встретить в машиностроительных производствах. Любая работа должна производиться качественно, но детали, от которых может зависеть жизнь и здоровье человека, должны производиться с особой филигранностью, что можно сделать только на отлично отрегулированном, исправно работающем станке. Для того чтобы он служил долго, а резьбовые детали соответствовали своему назначению, необходимо исправно проводить техническое обслуживание токарного оборудования.
Общий вид токарно-винторезного станка Общий вид токарно-винторезного станка с УЦИ
Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить его повреждения. Подготовка к следующей рабочей смене должна производиться сразу после окончания работы и отключения станка от электропитания. На этом этапе технического обслуживания производятся следующие операции:
На этом этапе технического обслуживания производятся следующие операции:
- С поверхности сметаются стружки и прочий технический сор.
- Керосином необходимо растворить масло и грязь, вытереть насухо ветошью.
- Во избежание появления коррозии, все детали, не имеющие красочного покрытия, смазываются маслом.
- Маслёнки заполняются консистентной смазкой.
Перед началом смены необходимо проверить наличие смазки, осмотреть оборудование на предмет повреждения или ослабления деталей. В процессе работы необходимо соблюдать технику безопасности при работе с токарными механизмами – это до минимума сведёт травматизм на рабочем месте и уменьшит риск поломки оборудования. Во время работы необходимо:
- Использование защитных экранов, что позволит избежать засорения токарного станка металлической стружкой и мелкими абразивными частичками, возникающими при обработке детали.
- Своевременная замена сверлящих и режущих деталей.
- Контроль над надёжностью креплений резцов и свёрл.

- Не допускать во время работы образования длинной стружки, которая наматываясь на вращающиеся части, может вывести механизм из строя.
- Включать станок можно лишь после того, как на болванку, в определённом чертежом месте, опущен резец.
Видео, в котором рассказываются основные принципы технического обслуживания.
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить во время работы постоянно. О поступлении смазочных веществ на ротор говорит вращающийся диск на шпиндельной бабке. Вращение его должно начаться в течение минуты после запуска оборудования. Этого времени должно хватить, чтобы шестерённый насос, соединённый ременной передачей с основным двигателем агрегата, подал масло в резервуар. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Прерывистое движение или остановка диска, показывающего поступление смазки к деталям токарно-винторезного станка, говорит о том, что фильтр засорён или в системе недостаточно смазки. В этом случае станок необходимо
- отключить,
- обесточить,
- снять фильтр,
- промыть его керосином,
- проверить уровень смазки в резервуаре,
- при необходимости долить масло,
- вставить фильтр на место и запустить агрегат.
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит фильтру корпусом, необходимо отсоединить от него шланги и открутить нижнюю гайку, снять фильтры вместе с пластиковой оправой.
Внимание! Промывать фильтры можно только в керосине. Ни в коем случае нельзя очищать их воздухом. Такой способ очистки может привести к моментальной потере сеткой своих рабочих качеств. Сильное давление воздуха деформирует её ячейки.
Ни в коем случае нельзя очищать их воздухом. Такой способ очистки может привести к моментальной потере сеткой своих рабочих качеств. Сильное давление воздуха деформирует её ячейки.
Плановое техническое обслуживание с обязательной промывкой фильтра производится в соответствии с указаниями в техническом паспорте оборудования.
Смазка токарно-винторезного станка при проведении технического обслуживания
Для смазки токарного станка применяются минеральные масла, а для подшипников солидолы. Чем меньше нагрузка и выше скорость вращения, тем менее густой должна быть смазка. Необходимая марка смазочного материала устанавливается производителями оборудования в соответствии с температурой, до которой нагревается механизм во время работы.
Пример регламента смазки и выбор масла в зависимости от узла
Схема смазки станка Инструкция по смазки станка Таблица эквивалентов индустриального масла
Чтобы не ошибиться, необходимо для каждого отдельного механизма определить допустимость использования определённого вида солидола в соответствии с техническим паспортом.
Для токарных станков применимы 4 способа смазки агрегатов:
- Циркуляционный способ — подача масла происходит под воздействием нагнетающего насоса, заставляющего под давлением масло циркулировать по системе трубок, ведущих к агрегатам.
- Фитильный – один из самых простых и надёжных. В токарном станке является дополнением к картерному варианту, в случае если есть опасения, что масло может не достигать цели. В трубку вставляется фитиль, он должен находиться в 6-8 мм от поверхности, на которую должно с определённой периодичностью попадать масло.
- Ручной – этим способом смазка наносится на подшипники, каретка, винт и прочие открытые трущиеся детали. Масло заливается в маслёнки, а солидол вводится в них при помощи шприца. Этот вид технического обслуживания проводится ежедневно. При интенсивном использовании станка может потребоваться более частое его смазывание.
- Картерный способ применяется для смазки коробки скоростей, коробки подачи и червячной передачи фартука.
 Способ заключается в том, что из резервуара, заполненного до определённой отметки, масло разбрызгивают вращающиеся зубчатые колёса. Для контроля над уровнем масла существуют контрольные глазки и трубчатый указатель уровня масла.
Способ заключается в том, что из резервуара, заполненного до определённой отметки, масло разбрызгивают вращающиеся зубчатые колёса. Для контроля над уровнем масла существуют контрольные глазки и трубчатый указатель уровня масла.
Необходимо помнить не только о постоянном пополнении резервуаров со смазкой, но и о том, что раз в месяц потребуется полная его замена. Перед заливкой в маслёнки новой порции смазочного материала, необходимо вынуть из резервуаров фильтры, зубчатые колёса, из трубок достать фитили. Всё это оборудование необходимо промыть и прочистить.
Для наибольшего эффекта, в токарно-винторезных станках часто используются сразу все 4 вида смазки, что позволяет не пропустить ни один из узлов. При условии, что техническое оборудование получает надлежащее техническое обслуживание, срок службы его значительно увеличивается.
Планово-предупредительный ремонт — ППР
Планово-предупредительный ремонт – это совокупность мероприятий по поддержанию станка в рабочем состоянии с сохранением его технических характеристик на уровне, соответствующем указанному производителем в паспорте станка.
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата, производятся:
- Технический уход – чистка, смазка, заливка и смена масел.
- Замена изношенных деталей и затупившихся резцов.
- Промывка всего станка или отдельных его узлов.
В план ТО по предупредительному ремонту должны быть включены:
- профилактические ремонты;
- текущие (малый и средний) ППР;
- капитальный ППР.
Межремонтное ТО
Соблюдение требований эксплуатации, заявленные производителем, относятся к:
- механизмам управления оборудованием;
- ограждениям рабочего места;
- поддержанию смазочных устройств и резервуаров в чистоте, контролю за их наполнением смазочными материалами.
- устранению мелких неполадок;
- регулировке настраиваемых механизмов.
Все перечисленные виды обслуживания не требуют больших временных затрат, что позволяет проводить их в технологические, обеденные, межсменные перерывы. Переналадку оборудования лучше назначать на выходные дни. Для токарей высокого разряда, с допуском на проведение определённого вида наладочных работ, это не составит труда. В других случаях необходимо внести этот вид мелкого ремонта в список дел для ремонтно-наладочной бригады цеха.
Переналадку оборудования лучше назначать на выходные дни. Для токарей высокого разряда, с допуском на проведение определённого вида наладочных работ, это не составит труда. В других случаях необходимо внести этот вид мелкого ремонта в список дел для ремонтно-наладочной бригады цеха.
ППР автоматических станков производится ежедневно, после закрытия смены. В условиях работы цеха в 2 и 3 смены, обслуживание их производится 1 раз в 8 часов. В цехах со сменным графиком работы обязательно должна быть ремонтно-наладочная служба, состоящая из:
- механиков;
- смазчиков;
- слесарей;
- электриков;
- шорников и других специалистов узкого профиля.
Это должно обеспечить высокое качество каждого узла в отдельности, и станка в целом.
Учётность по обслуживанию оборудования
В каждом цехе, оборудованном станками в обязательном порядке должен вестись журнал технического обслуживания. В конце каждой смены работники должны оставлять в нём заметки об исправности или неисправности станка, с указанием дефектов, поломок, необходимости проведения каких-либо внеплановых работ, или нареканий на работу определённого узла, механизма.
После осмотра и проведения необходимого перечня работ, наладчик также отставляет отчёт о проделанной работе с указанием поломки и перечнем проведённых ремонтных действий.
Промывка станков производится по графику, составленному механиком, в соответствии с рекомендациями изготовителя в совокупности с режимом работы станка.
Проверка геометрической жёсткости основывается на требованиях ГОСТ. Её проводят после работ средней сложности или капитального ремонта. Основанием для этой проверки служит график, составленный механиком на проведение ППР. Перечень станков, подлежащих этой проверке, составляет главный технолог производства.
Сферы использование токарного оборудования
Токарно-винторезные станки различаются по весу и размеру, что напрямую зависит от отрасли, где они применяются. На них могут изготавливаться короткие и длинные, тонкие и широкие детали. На этих токарных станках может выполняться нарезка внутренней и внешней резьбы деталей. Чем тяжелее деталь, тем массивнее станок для её обработки.
Токарное оборудование лёгкого веса используется:
- в экспериментальных цехах;
- в приборостроении;
- в изготовлении деталей часовых механизмов.
Этот вид может иметь механическую подачу болванок к резцу, что позволяет ускорить изготовление одинаковых деталей, при необходимости выпуска их небольшими партиями. Для выпуска штучных изделий этот механизм не требуется, что отразится на конструкции токарного станка.
В промышленном производстве резьбовых деталей и инструментов чаще используются станки среднего веса. В их конструкции много автоматических систем, которые наравне с роторными механическими частями требуют профилактических проверок и отладок. Движущимся, закручивающимся, вращающимся, режущим и сверлящим деталям необходима регулярная смазка.
Токарное оборудование тяжёлого веса используется для более однообразных операций. На нём вытачиваются:
- валы;
- турбины;
- колёса на железнодорожные составы.
Несмотря на небольшой ассортимент продукции и небольшой выбор операций, станки эти простыми назвать нельзя. В его конструкции также много узлов требующих постоянного ухода и контроля. Смазка и очистка деталей усложняется из-за большого их веса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Ремонт токарных станков по металлу: виды капремонта, неисправности
На повышение производительности и качества выполнения работ напрямую влияет не только высокая квалификация работников, комфортные условия труда, но и исправное техническое состояние оборудование.
Ни один цех механической обработки не может обойтись без токарных станков. О том, какие неисправности существуют, как их устранить, и возможно, избежать, будет описано в этой статье.
Содержание:
- 1 Возможные неисправности
- 2 Виды и особенности ремонтных работ
- 2.1 Подготовительные работы
- 2.2 Малый
- 2.3 Средний
- 2.4 Капитальный
- 3 Как производится капремонт основных узлов?
- 3.1 Восстановление направляющих
- 3.1.1 Шабрением
- 3.1.2 Шлифованием
- 3.1.3 Строганием
- 3.2 Станина
- 3.3 Задняя бабка
- 3.4 Ремонтируем каретку суппорта
- 3.5 Ходовой винт и ходовой вал
- 3.1 Восстановление направляющих
- 4 Правила эксплуатация станка после проведения работ
Возможные неисправности
Самая распространённая причина возникновения неисправностей – естественный износ деталей и механизмов. Токарный станок состоит из множества движущихся частей, приводимых в движение с помощью подшипников. Несвоевременная замена подшипников может привести к поломке станка. Перегрев станка происходит при нагрузке выше разрешённой, нарушении режима труда и отдыха (работа без перерыва). Неисправности в электрике также могут являться причиной перегрева.
Несвоевременная замена подшипников может привести к поломке станка. Перегрев станка происходит при нагрузке выше разрешённой, нарушении режима труда и отдыха (работа без перерыва). Неисправности в электрике также могут являться причиной перегрева.
Станок отключается при работе – следует проверить состояние щёток электродвигателя, или уменьшить нагрузку (снизив обороты и подачу). Отсутствие подачи СОЖ может возникать в случае низкого уровня жидкости или поломки насоса. Если прослабило натяжение ремённой передачи, то будет уменьшаться частота оборотов в процессе работы. Замена ремня и регулировка фрикционной муфты поможет избавиться от этой неисправности.
Неточность обработки тоже может являться следствием неисправностей станка. К примеру: люфт резцедержателя или патрона на шпинделе. Соблюдая правила обслуживания станка, поддерживая чистоту на рабочем месте и проводя вовремя профилактическое обслуживание можно сократить поломки.
Виды и особенности ремонтных работ
Классификация всех проводимых ремонтных работ осуществляется на основе системы планово-предупредительного ремонта (ППР). Этот комплекс включает в себя:
Этот комплекс включает в себя:
- техническое (межремонтное) обслуживание – обеспечивает работоспособность станка между ремонтами. ТО подразумевает уход за эксплуатируемым оборудованием и его мелкий ремонт. Может выполняться операторами станков и слесарями дежурных служб;
- текущий ремонт – осуществляется в процессе эксплуатации оборудования для его гарантированной работоспособности. В ходе ТР происходит замена или восстановление частей станка, а также необходимая регулировка и наладка;
- капитальный ремонт – выполняется для восстановления исправности оборудования. При выполнении капитального ремонта возможна замена основных узлов станка;
- непредвиденные поломки и аварийные ситуации устраняются на внеплановом ремонте. При этом заменяются или подлежат восстановлению только пострадавшие элементы.
Подготовительные работы
Перед началом ремонтных работ необходимо выявить и определить все неисправности. Для этого станок необходимо тщательно осмотреть, проверить на точность и ознакомиться с записями в журналах неисправностей, оценить объём ремонта. Необходимо изучить устройство станка, ознакомившись с чертежами и техническим паспортом.
Для этого станок необходимо тщательно осмотреть, проверить на точность и ознакомиться с записями в журналах неисправностей, оценить объём ремонта. Необходимо изучить устройство станка, ознакомившись с чертежами и техническим паспортом.
Важно правильно определить порядок разборки механизмов и выделить подходящее для этого место. Осуществляем очистку станка от пыли и технических жидкостей и заготавливаем необходимый для ремонта инструмент. Последний шаг – обесточить оборудование и повесить предупреждающую табличку.
Малый
Малый ремонт характеризуется заменой или восстановлением небольшого количества изношенных деталей или узлов. При выполнении малого ремонта производят проверку станка на точность и чистоту обработки, регулируют или меняют подшипники, зачищают ходовые винты, меняют изношенные элементы крепления. В случае необходимости ремонтируют систему подачи СОЖ для токарного станка и смазки.
Средний
Во время проведения среднего ремонта токарного станка происходит разборка узлов агрегата, замена или восстановление нескольких узлов или механизмов, шлифовка направляющих, а также выполняют настройку и проверку под нагрузкой. При проведении среднего ремонта составляется Ведомость дефектов.
При проведении среднего ремонта составляется Ведомость дефектов.
Капитальный
Самый сложный и наиболее затратный вид планового ремонта. Включает в себя полный разбор всех узлов и агрегатов станка с занесением замеченных неисправностей и отклонений в дефектную ведомость, полный ремонт задней бабки и шпинделя, замену или восстановление всех неисправных агрегатов. В рамках капитального ремонта может также проходить техническая модернизация оборудования, с целью повышения производительности и снижения брака.
Как производится капремонт основных узлов?
Капитальный ремонт основных узлов выполняется с целью восстановления исправности, полного или же близкого к полному восстановлению ресурса с осуществлением замены или восстановления.
Восстановление направляющих
Направляющие — одна из наименее изнашивающихся частей токарного станка. В зависимости от степени износа существует несколько методов капитального ремонта.
В зависимости от степени износа существует несколько методов капитального ремонта.
Шабрением
При погрешности менее 0.15 мм на 1000 мм длины выполняют восстановление шабрением. Станина устанавливается на ремонтный стенд и закрепляется строго в горизонтальной плоскости. Шабрение проводят в три этапа. Черновой проход выполняют шабером с рабочей шириной 20–30 мм.
Получистовое шабрение выполняется шабером 11–18 мм, финишное (чистовое) шабрение – шабером с рабочей шириной 5–10 мм. Так как направляющие станка длинные, шабрение происходит по маякам. Этот метод даёт возможность получить высокую точность обработки (до 0,002 мм на 1000 мм) и применяется для незакаленных направляющих.
Шлифованием
Шлифование применяют для закалённых направляющих, так же при необходимости ускорить процесс ремонта. Обработка ведётся чашечным шлифовальным кругом, позволено выполнять ремонт без разборки станка. Шлифование намного более производительный процесс, чем шабрение. Этот метод позволяет получить высокую точность и малую шероховатость поверхности направляющих.
Шлифование намного более производительный процесс, чем шабрение. Этот метод позволяет получить высокую точность и малую шероховатость поверхности направляющих.
Строганием
При серьёзном износе (более 0,15 мм на 1000мм) направляющие возможно исправить, прибегнув к строганию. Обработка строганием по продолжительности выполнения операции – самый быстрый способ. Однако, продолжительность увеличивается при транспортировке. Строгание проводят в два этапа: черновое строгание выравнивает направляющие, а финишное (минимум 2 прохода) снимает дополнительный слой металла.
Станина
Что касается станины, то нужно устранить неточности, возникающие при износе направляющих. От той или иной степени износа зависит, какой именно способ восстановления выберется в конкретной ситуации. При неточности 0,15 мм на 1 метр применяется шабрение, при большом восстановление проводят путем строгания или шлифовки.
Задняя бабка
Задняя бабка служит для фиксации заготовки и инструмента. Это один из самых используемых узлов станка. При ремонте следует восстановить сопряжение бабки со станиной, устранить люфт, выверить точность отверстия и расположение центров.
Это один из самых используемых узлов станка. При ремонте следует восстановить сопряжение бабки со станиной, устранить люфт, выверить точность отверстия и расположение центров.
В случае неисправности, заменить или восстановить пиноль и винт подач. Отверстие под пиноль ремонтируется притирами (малоизношенные отверстия), растачиванием с подгонкой и акрилопластом (самый эффективный и экономичный метод).
Ремонтируем каретку суппорта
При капитальном ремонте каретки суппорта токарного станка необходимо восстановить её нижние направляющие, сопрягающиеся с направляющими станины. Также при восстановлении этого механизма необходимо устранить люфт между направляющими. Направляющие суппорта ремонтируются шлифованием и шабрением. После проведения капитального ремонта каретку необходимо правильно выставить.
Ходовой винт и ходовой вал
Зачастую, при ремонте требуется восстановить соосность ходового винта, вала, фартука и коробки подач. Для этого, коробка подач закрепляется на станине, устанавливаем каретку и прикрепляем прижимную планку. Устанавливаем оправы в отверстия коробки подач, а фартук соединяем с кареткой. Каретку двигаем к коробке подач до соприкосновения оправ. Измеряем щупом полученный просвет.
Устанавливаем оправы в отверстия коробки подач, а фартук соединяем с кареткой. Каретку двигаем к коробке подач до соприкосновения оправ. Измеряем щупом полученный просвет.
Правила эксплуатация станка после проведения работ
При приёмке станка с ремонта проводят внешний осмотр, проверяется качество сборки и комплектность. Сначала станок испытывают на холостом ходу, затем под нагрузкой. Результаты испытаний заносятся в акт.
Предварительно, все трущиеся части должны быть смазаны, системы смазки и охлаждения должны быть заполнены. Эксплуатация станка после ремонта допускается только после окончательной приёмки комиссией.
Важно помнить, что соблюдение должностных инструкций, соблюдение правил эксплуатации оборудования, регулярное проведение текущего и капитального ремонта, позволяет продлить жизненный цикл оборудования. Не стоит экономить также на технических жидкостях и обучении обслуживающего персонала.
Токарный станок по дереву своими руками: варианты изготовления
Деревянные изделия выглядят всегда интересно, особенно точеные, когда вырисовывается красивая и неповторимая структура древесины. Даже, если элементы при точении получаются идентичными по форме и размеру – двух одинаковых вы не найдете.
Даже, если элементы при точении получаются идентичными по форме и размеру – двух одинаковых вы не найдете.
Содержание
- 1 Из чего можно сделать токарный станок по дереву
- 2 Металлический токарный станок по дереву своими руками: чертеж
- 3 Токарный станок по дереву с копиром своими руками: видео
- 4 Токарный станок по дереву из дрели своими руками
Известно, что одним из увлечений Петра I была работа на токарном станке, возможно таком.
Поэтому «не царским» это дело не назовет никто, а сделать токарный станок по дереву своими руками по силам многим, и вариантов простых решений здесь – масса. Мы предложим вам несколько удачных, на наш взгляд, реализованных проектов.
Из чего можно сделать токарный станок по дереву
Сделать такой станок не так уж и сложно. Для начала рассмотрим его принципиальную схему.
Передняя бабка на станине крепится жестко. В ней может находиться либо электродвигатель, либо устройство со шкивами, на которое передается крутящий момент от внешнего двигателя. Это может быть самоцентрирующийся патрон, коронная шайба или планшайба с конусным резьбовым стержнем. Задняя бабка может передвигаться вдоль станины и имеет устройство центрирования и поджима заготовки. Упор также подвижен относительно станины в 3-х плоскостях.
Это может быть самоцентрирующийся патрон, коронная шайба или планшайба с конусным резьбовым стержнем. Задняя бабка может передвигаться вдоль станины и имеет устройство центрирования и поджима заготовки. Упор также подвижен относительно станины в 3-х плоскостях.
Станину самодельного токарного станка по дереву можно изготовить как из металла, так и из самого дерева или толстослойной фанеры. Исключительно из металла должны быть изготовлены либо целиком, либо как минимум основные элементы передней и задней бабки.
Чаще всего для изготовления металлической станины используют уголки – в них проще всего осуществлять затяжку и крепление подвижных элементов станка и они имеют высокую степень стабильности размеров. Но можно использовать швеллер или профильную трубу.
Иногда для подвижных элементов в швеллере фрезеруют паз.
Конструктивные решения передней и задней бабки могут быть разными, но главное условие – идеальная соосность их центров, должно быть соблюдено неукоснительно. Если роль передней бабки выполняет сам электродвигатель, то высота задней бабки подгоняется под него.
Если роль передней бабки выполняет сам электродвигатель, то высота задней бабки подгоняется под него.
Это самый простой способ привода токарного станка, но параметры двигателя должны быть близки к универсальным:
- частота вращения 1500 об/мин;
- мощность – от 120 ватт.
Выходной вал такого двигателя может быть проточен под конус Морзе для крепления трехкулачкового патрона от электродрели, в котором в свою очередь зажимаются либо резьбовая шпилька, либо коронка. Реже на валу двигателя через планшайбу, которую надо выточить отдельно, устанавливается большой самозажимной патрон.
Деревянные полноразмерные токарные станки умельцы изготавливают скорее не из практических соображений, а из любви к самому материалу и для демонстрации его конструктивных возможностей, хотя это могут быть полнофункциональные устройства, ничем не уступающие в практическом плане своим стальным собратьям.
Правда времени на изготовление такого красавца уйдет раза в 2 больше, чем на производство металлического, но это компенсируется разницей в стоимости материалов.
Металлический токарный станок по дереву своими руками: чертеж
Для не желающих изобретать велосипед мы предлагаем чертеж универсального, с точки зрения габаритов обрабатываемых деталей, токарного станка по дереву, созданного на основе стальных уголков 50х50.
В чертеже не указан диаметр отверстия для центрального вала передней бабки, т.к. он будет зависеть от выбранного типа привода, а указано только расстояние до его центра. Также, если в передней бабке будет устанавливаться вал со шкивами, то именно эту деталь нужно будет изготовить в двух экземплярах и второй установить в задней части передней бабки. Конечно, в ней можно установить и трубку с подшипниками, на которых вращается центральный вал с выведенными за пределы передней бабки шкивами.
На таком станке можно будет изготовить ножки столов и даже балясины. Если же вам потребуются более длинные точеные изделия, то станину нужно будет удлинить. Все остальные детали делайте указанных размеров, разве что также немного увеличьте длину упора.
Режущий инструмент для токарного станка по дереву можно купить или изготовить самостоятельно.
Главными резцами являются: рейер – проходной или обдирочный резец (на фото 2 и 3 справа) и мейсель – отделочный резец (на фото – 2 средних резца). Остальные служат для получения острых углублений различной формы (слева) и скругленных углублений (правый).
Небольшой металлический токарный станок можно изготовить так, как показано на видео, в нем же приведены размеры всех деталей:
Но для точения большого числа, особенно длинных, однотипных деталей стоит задуматься об изготовлении станка с копиром.
Токарный станок по дереву с копиром своими руками: видео
Собственно сам станок может быть и таким, как предложен выше, только его конструкцию нужно будет доработать, и в качестве режущего инструмента использовать один из универсальных деревообрабатывающих электроинструментов – чаще это болгарка.
Шаблоном для изделия правильной цилиндрической формы, выточенным при помощи копира, служит ровная рейка. Если же нужно получить сложную многоступенчатую форму, то ее профиль вырезается на плоском шаблоне. Он может быть металлическим, фанерным, деревянным, пластиковым и.т.п. и устанавливаться в разных местах, зависящих от особенностей конструкции станков.
Рассмотрим строение одного из таких станков.
Заготовка в данном станке зажимается между коронкой передней бабки и неподвижным конусом задней. Фиксация конуса задней бабки осуществляется контргайкой.
Копир закреплен на поворотном валу на 2-х подшипниках и натяжном ролике от автомобильного привода ГРМ, позволяющих ему свободно перемещаться вдоль вала.
Вал же, в свою очередь установлен на основании так же на подшипниках, дающих ему легко вращаться вокруг оси.
На копире жестко закреплена болгарка, с установленными на ней с небольшим смещением спаренными дисками, позволяющими производить более качественное и чистое точение.
Пилы нужно брать с победитовыми напайками и большими зубьями, способствующими лучшему отведению стружки.
Шаблон можно крепить в удобном месте, не мешающем точению. От шаблона к копиру рисунок профиля передается при помощи поводка, а вот его форма и длина обязательно согласуются с этим местом. Чем тоньше будет кончик поводка – тем точнее он передаст форму от шаблона заготовке, но при этом он должен быть достаточно твердым и жестким.
Интересен вариант, когда роль шаблона выполняет эталонная деталь. Предложенная автором следующего видеоролика система, обеспечивает именно такую возможность, а регулировки ее крепления позволяют вносить некоторые коррективы в толщину тиражируемых точеных деталей.
Использование вместо болгарки ручной циркулярной пилы, с размещением шаблона спереди – тоже довольно прогрессивный вид токарного станка по дереву с копиром. Он позволяет сделать его более компактным, но совмещение ручки управления с поводком не позволяет сделать его достаточно тонким, поэтому очень точной передачи формы при такой компоновке не произойдет.
Он позволяет сделать его более компактным, но совмещение ручки управления с поводком не позволяет сделать его достаточно тонким, поэтому очень точной передачи формы при такой компоновке не произойдет.
А дисков на пилу также следует ставить два.
Токарный станок по дереву из дрели своими руками
Безусловно, самым простым будет изготовление токарного станка по дереву с использованием стандартного электроинструмента, в первую очередь – дрели, хотя существуют приспособления и заводского изготовления.
Желательно, чтобы дрель имела достаточную мощность, кнопку фиксации во включенном положении и регулировку оборотов.
Рассмотрим несколько схем и начнем с самой простой, когда не требуется использование задней бабки. Это возможно при изготовлении небольших по диаметру и не очень длинных изделий.
В этом случае достаточно удобным способом закрепить саму дрель, в патроне дрели установить отрезок резьбовой шпильки или резьбовую часть мощного самореза, а в заготовке засверлить под них отверстие соответствующего диаметра. В качестве упора сгодится любой, соответствующий по высоте брусок.
В качестве упора сгодится любой, соответствующий по высоте брусок.
А вот и подходящее видео:
Если же без задней бабки не обойтись, то ее функцию частично могут выполнить слесарные тиски, просто дрель при закреплении нужно будет позиционировать относительно них.
И все же наиболее распространены самодельные токарные станки на основе дрелей, имеющие деревянную станину и, как минимум, примитивные задние бабки.
Кстати, роль коронки, закрепляемой в самозажимной патрон дрели, с успехом может выполнить перьевое сверло по дереву. Чтобы оно не начало снимать стружку с торца заготовки при подведении инструмента, на этом торце нужно сделать прорезь под крылья сверла и засверлить центр.
Показанный же на видео токарный станок из мощной дрели, мало чем уступает стационарным станкам, рассчитанным на обработку деталей таких же габаритов, а его возможность получения более высоких, чем у них оборотов, позволяет произвести более качественную финишную обработку изделий.
Для создания домашнего токарного станка можно использовать не только дрель, но и угловую шлифмашинку.
Правда, желательно, чтобы она имела регулировку оборотов, потому что 10 и более тыс. об/мин для таких станочков – многовато.
Для домашних мастеров, умеющих и предпочитающих работать с металлом, предлагаем такую конструкцию токарного станка из электродрели.
А вот самозажимной патрон в качестве задней бабки может быть применен и в любой другой конструкции.
И маленькое видео напоследок. Может показаться, что это игрушечный станок, но с его помощью реально изготовить достаточно большой перечень полезных вещей: от дверных ручек и рукояток к ручному инструменту до шахматных фигур.
Самодельные устройства и приспособления для ремонта автомобилей.
 Приспособления для ремонта автомобилей своими руками
Приспособления для ремонта автомобилей своими руками
Многие автовладельцы используют свой гараж в качестве мастерской, наполняя его постепенно практичными приспособлениями, облегчающими ремонт и обслуживание авто. Многие из них можно изготовить самостоятельно, используя рекомендации, представленные в данной статье.
Многие приспособления для гаражной мастерской можно сделать самостоятельно, видео ниже, демонстрирует некоторые из них.
Гаражные самоделки – приспособления, существенно облегчающие гаражную жизнь, кроме того работают они не хуже заводских станков. Оснастив свою мастерскую такими приспособлениями, можно самостоятельно изготовить нужные детали для авто, а также различные поделки для дома или дачи.
Видео самодельные инструменты и приспособления для гаража
Сложно предугадать наперед какие приспособления могут понадобиться при проведении ремонта авто, тем не менее, существуют некоторые самоделки, некоторые используются чаще всего. Некоторые из них можно посмотреть на видео ниже.
Чертежи самодельных приспособлений
Трубогиб – полезное в домашнем хозяйстве приспособление, позволяющее выгнуть металлическую или полимерную трубу под определенным градусом. Гнутые трубы часто применяют при обустройстве парников и теплиц, монтаже отопления и других потребностей. Воспользовавшись представленным чертежом, ручной трубогиб можно изготовить самостоятельно.
Тиски – практичное приспособление, используемое при выполнении слесарных работ. С его помощью удается надежно фиксировать требующую слесарной обработки деталь в определенной позиции.
Состоит данное приспособление из нескольких деталей:
- опорная плита;
- 2-е губы – подвижной и не подвижной;
- рукоятка;
- винт ходовой части.
С помощью малогабаритных слесарных тисков, чертеж которых представлен выше, удобно проводить заточку и другую обработку мелких деталей.
Наличие в домашней мастерской фрезерного станка с ЧПУ позволяет выполнять целый ряд работ по механической обработке дерева.
Самодельный фрезерный станок состоит из нескольких узлов и деталей:
- станина;
- суппорты, предназначенные для перемещения фрез;
- направляющие суппортов;
- шпиндель с установленной фрезой;
- микроконтроллер или плата коммутаций с микросхемами, обеспечивающих автоматизацию работы станка;
- электродвигатель с блоком питания;
- драйверы, отвечающие за передачу команд от контроллера на электродвигатель;
- пылесос для сборки образующихся в результате работы станка опилок.
Фрезерный станок с ЧПУ, сделанный своими руками, позволяет выполнять гравировальные и фрезеровальные работы.
Самодельные приспособления для ремонта автомобилей
Съемник поводков стеклоочистителя – специальный инструмент, облегчающий процесс снимания поводков дворников. Изготовить его можно самостоятельно из куска арматуры, швеллера шестерки и болта десятки. Для этого с помощью сверлильного станка выполнить отверстия на 14 и приварить 2 гайки по обе стороны отверстия и ручку из арматуры, ввернуть болт в заготовку и, надев термоусадку, ввинтить резьбовую заклепку. Инструмент готов.
Инструмент готов.
Другой вариант приспособления для съемки поводков стеклоочистителя представлен на фото ниже.
Еще одно полезное самодельное приспособление, с помощью которого можно самостоятельно вручную выполнить перебортовку колес. Другой вариант этого приспособления можно видеть на фото ниже.
При проведении серьезного ремонта автомобиля без подъемника, как правило, не обойтись. Устройство, изготовленное в заводских условиях, стоит недешево, а требуется не так уж часто, поэтому вполне может быть заменено на приспособление, изготовленное в домашних условиях.
Самодельные станки и приспособления для гаража
Изготовив приспособления для шиномонтажа и балансировки, можно самостоятельно выполнять данные работы, существенно сэкономив средства на обслуживании авто. Кроме того подобные приспособления придут на выручку, если нет возможности приехать в специализированный шиномонтаж.
В своей гаражной мастерской можно оборудовать универсальный станок для шиномонтажа используя подручные материалы — металлические трубы и ступицу.
Выполняя различные поделки для дома, часто возникает необходимость просверлить ровное отверстие. Это сложно выполнить обычной дрелью, но если изготовить стойку для дрели, типа той, что изображена на фото, то сверлить без перекосов будет гораздо проще. Выполнить такую конструкцию можно из различных материалов. Например:
- из металла;
- из дерева.
Воспользовавшись схемой, представленной ниже, можно самостоятельно смастерить сверлильный станок из дрели.
Использование самодельного пресса позволит в гаражной мастерской изготавливать изделия методом прессования. Изготовить подобное устройство можно из гидравлического домкрата, закрепленного вверху станины, в свою очередь сваренной из подручных материалов. Давление в таком случае направлено вниз.
Другой вариант самодельного пресса, конструкция которого предполагает крепление домкрата у основания станины. В этом случает процесс давления производится вверх.
С помощью самодельного пресса можно выполнить рихтовку, согнуть листы металла, спрессовать картон, скрепить отдельные элементы. Видео ниже демонстрирует, как сделать такое нужное приспособление самостоятельно.
Видео ниже демонстрирует, как сделать такое нужное приспособление самостоятельно.
Приспособления для хранения инструмента в гараже
Наличие порядка является залогом комфортного использования рабочего мест в гараже. Обеспечить этот порядок на рабочем месте призваны специальные органайзеры, позволяющие удобно хранить и легко находить нужные инструменты. Сделать такие приспособления можно самостоятельно, используя при этом подручные средства.
Простым и доступным способом хранить ручной инструмент, является настенный органайзер, сделанный из жестяных банок, прикрепленных к фанерному листу. Дополнительно к нему можно прибить несколько крючков или гвоздей, чтобы удобно развесить измерительный и электрический инструмент. При отсутствии жестяных банок, в качестве держателей можно использовать ПВХ-трубы различного диаметра, нарезанные на отрезки и шурупами прикрученные к листу фанеры или ДСП.
Еще проще сделать специальное приспособление для хранения отверток. Для этого необходимо взять деревянный брусок и просверлить в нем отверстия нужного размера. Готовый держатель закрепить на стене. На таком же держателе можно организовать систему хранения стамесок и долото. Достаточно в деревянной заготовке выпилить специальные отверстия. Таким же образом можно сделать и держатель для электроинструментов, выпилив соответствующие отверстия в деревянной полке.
Готовый держатель закрепить на стене. На таком же держателе можно организовать систему хранения стамесок и долото. Достаточно в деревянной заготовке выпилить специальные отверстия. Таким же образом можно сделать и держатель для электроинструментов, выпилив соответствующие отверстия в деревянной полке.
Интересный способ хранения инструментов предложен на фото выше. Его принцип построен на использовании магнитных лент, прикрепленных к металлическим планкам. С помощью подобной системы удобно хранить сверла, ключи и другие металлические инструменты.
Удобные и практичные органайзеры для хранения шурупов, болтов, гвоздей и другой мелочовки можно сделать своими руками из прозрачных пластиковых банок с крышками. Чтобы они не занимали место, следует прикрепить их за крышку снизу к полке. Этот и другие способы хранения инструментов позволяют рационально использовать место в гараже и все необходимое под рукой.
Видео, представленное ниже, демонстрирует, как самому обустроить в мастерской или гараже простую и удобную систему хранения инструментов.
Самодельные приспособления по дереву для домашней мастерской
Фрезерные станки, изготовленные в домашних условиях, могут выполнять одну или несколько операций. Предпочтение, конечно же, отдается многофункциональным приспособлениям, позволяющим сэкономить место в гаражной мастерской. С их помощью можно:
выполнить углубления определенной формы;
просверлить отверстия
сделать пазы;
обработать заготовки.
Простейший фрезерный станок можно изготовить на основе дрели. Для этого ее закрепляют на стальной профиль или в фанерный корпус, а напротив нее располагают вращающийся зажим. Обработка деталей выполняется с помощью специальных резцов, удерживаемых руками.
Самодельный токарный станок
Создание своими руками токарного станка позволяет изготавливать из деревянных заготовок посуду, интерьерный декор и мебель. Такое устройство станет доступной альтернативой промышленным млделям, и поможет реализовать свой творческий потенциал. Самодельный токарный станок можно сделать из отдельных узлов и деталей:
- электромотора, используемого в качестве электропривода станка;
- передней бабки, в качестве которой может выступать электроточило;
- задней бабки, сделанной из дрели;
- упора для резцов;
- поперечных направляющих;
- станины, сделанной из металлопрофиля или балок.

Передняя и задняя бабки токарного станка являются основными рабочими элементами, между которыми размещается деревянная заготовка. Вращающееся движение от электродвижка передается на заготовку через переднюю бабку, задняя же остается статичной, отвечая за удержание заготовки. Если оборудовать самодельный токарный станок дополнительными приспособлениями – балясиной, трезубцем, копиром и другими, то его функциональность значительно увеличится.
Видео ниже демонстрирует, ка изготовить токарный станок своими руками.
При необходимости высверлить точные отверстия в металлических, пластиковых или деревянных деталях, опытные мастера рекомендуют использовать сверлильный станок. В отличие от дрели, которая сильно вибрирует в процессе работы, такое устройство обеспечивает качественный результат, независимо от материала и толщины заготовки. Сделать простой сверлильный станок можно самостоятельно, использовав ту же домашнюю дрель, но установив ее в вертикальном положении на станину из мебельной плиты и прикрепив к металлической стойке. При необходимости такой станок можно оснастить асинхронным двигателем.
При необходимости такой станок можно оснастить асинхронным двигателем.
Как правило, домашние умельцы не останавливаются на изготовлении самых станков. Очень часто они работают над усовершенствованием уже имеющегося оборудования.
Видео, представленное ниже, демонстрирует полезные приспособления для токарного станка, расширяющие его функционал.
Самодельные приспособления по металлу для домашней мастерской
Данные приспособления, сделанные своими руками, для домашней мастерской предназначены для облегчения процесса металлообработки. Их, как правило, изготавливают из подручных материалов и инструментов.
Среди наиболее востребованных устройств, следует выделить:
- трубогибы;
- прессы;
- тиски;
- фрезеровальные, слесарные, токарные, сверлильные и рейсмусовые станки;
- приспособления для заточки сверл, ножей и других инструментов.
С их помощью домашний умелец может изготовить практичные приспособления для дачи, гаража, а также обустроить комфортный дом. Примеры полезных в хозяйстве станков и устройств, можно видеть на фото ниже.
Примеры полезных в хозяйстве станков и устройств, можно видеть на фото ниже.
Самодельный отрезной станок по металлу
Как сделать некоторые полезные в хозяйстве приспособления, демонстрирует видео.
Взяв на вооружение представленные рекомендации и чертежи, любой домашний мастер сможет изготовить полезные приспособления для гаража и станки для своей мастерской, устроить эргономичное пространство в ней, реализовать свои творческие способности.
Все меньше свободного места остается под капотом современного автомобиля. Производитель стремиться использовать каждый квадратный сантиметр пространства вокруг двигателя. Для автослесаря это дополнительные проблемы, так как добраться для демонтажа какой-то детали становится всё сложнее, всё больше становиться труднодоступных мест.
Вот, подобрал весьма интересный список из 19-ти специальных профессиональных инструментов и приспособлений, которые могут помочь решить эту проблему.
Безусловно, какой-то инструмент может показаться весьма экзотичным, и мало используемым в работе, но некоторые позиции захотел бы иметь в своем гараже каждый автомастер, кто мало-мальски занимается профессиональным ремонтом автомобилей.
Итак, давайте по порядку.
Удобный яркий свет
Светодиодная лампа, выполненная в формате «полицейской дубинки» с магнитными креплениями.
Очень удобно использовать при работе под днищем автомобиля или под капотом. Сильные магниты без проблем удержат фонарь на месте, а трубку, поворачивающуюся по своей оси на 200 градусов можно повернуть именно туда, где вам необходим яркий свет. Может работать как от бортовой сети, так и от своей батареи.
Возможность переключать яркость больше/меньше и своя аккумуляторная батарея дают работать лампе в автономе до 8 часов. И как бонус, это отличный вариант освещения гаража при отключении электричества.
Вороток для труднодоступных мест
Работая под капотом в моторном отсеке, иногда приходится сталкиваться с проблемой, открутить-закрутить болт, особенно если он находится в труднодоступном месте и затягивается с приличным моментом.
И здесь может пригодиться вот такой специальный вороток, работающий в режиме трещотки.
Инструмент для удаления покрытий и зачистки металла
Очень интересный ручной пневмоинструмент, можно сказать ударный… Чем-то мне напомнил пескоструй, только всё гораздо проще.
Подключив его к компрессору без особых усилий можно отбить ржавчину, окалину после сварки или старую краску.
Принцип работы простой — стальные иглы (возможны варианты от 12 до 19 игл) со скоростью 4000- 4600 ударов в минуту (зависит от модели) выстучат коррозийные места до чистого железа. Особенно он удобен при использовании в труднодоступных местах, куда не добраться корщеткой.
При работе с этим инструментом следует использовать средства индивидуальной защиты: плотные перчатки, очки и наушники.
Ломатель гаек
При помощи этого спец инструмента (я называю его гайколом) можно сломать любую гайку, если невозможно её открутить.
Наверняка любой из вас сталкивался с приржавевшими гайками, особенно при переборке ходовой, срывая шлицы и матерясь.
Теперь всё просто: накинул кольцо, подвел закаленный «зуб» к гайке и крути, пока он просто не сломает гайку. Большой плюс такого инструмента, что резьба на болте или шпильке не повреждается, останется только скинуть сломанную гайку и прогнать с маслицем по резьбе новую.
Большой плюс такого инструмента, что резьба на болте или шпильке не повреждается, останется только скинуть сломанную гайку и прогнать с маслицем по резьбе новую.
Плоскогубцы «киви»
В вашем арсенале инструментов наверняка есть немало плоскогубцев, но вот таких точно нет!
Обращали ли вы внимание, что когда вы пытаетесь обычными плоскогубцами захватить маленькую деталь в неудобном месте, то ваша рука мешает видеть процесс, загораживая его?
Плоскогубцы «киви», прозванные так за некоторое сходство с этой новозеландской птичкой, решат эту проблему – работать будет удобнее.
Набор подвижных головок для труднодоступных мест
Имея такой набор, где каждая головка имеет свой корданчик, вы получаете дополнительные возможности при работе в труднодоступных местах автомобиля. Эти головки имеют гораздо более короткий корпус, чем обычные, когда они используются со штатным карданом из набора.
Минус один, такой набор не дешевый.
Набор крюков
При разборке авто под ремонт часто приходится отсоединять различные электрические разъемы.
В последних моделях автомобилей они, зачастую скомбинированы вместе с пластиковыми креплениями и отсоединяя, не имея специального инструмента их можно легко повредить.
С этим набором крючков практически любой разъем можно удобно разъединить, не сломав его.
Клещи для свечей зажигания
Если пытаться вытаскивать свечной колпак обычными плоскогубцами, то можно легко повредить резиновый колпачок или сам провод. Вот и придумали такой интересный гаджет – специальные клещи для снятия высоковольтных проводов со свечной клеммы.
Двухточечный домкрат
Бывают случаи, когда при выполнении ремонтных работ нужно поддомкратить сразу два места.
Эту проблему можно решить, используя насадку для домкрата с двумя независимыми (регулируемыми) седлами. Устанавливается эта приспособа взамен штатного седла. Можно удлинять плечо до нужного размера, а также вращать поперечины вокруг центральной оси домкрата.
Момент затяжки с цифровой точностью
Затягивая болты без специального динамометрического ключа, без учета рекомендуемых моментов затяжки вы можете нанести серьезный ущерб автомобилю.
Как правило, у профессионального автомастера уважающего своего клиента в мастерской бывает несколько различных динамометрических ключей под разные задачи. Теперь, это количество можно заменить покупкой одного электронного цифрового адаптера и использовать его с ключом-трещоткой или другим ключом имеющим полудюймовый переходник. Цифровой дисплей покажет момент затяжки в настоящий момент и сообщит звуковым сигналом, когда будет, достигнут нужный момент.
Магнитная бляха
Сколько бывает тратиться времени на поиски только что открученной детальки: «вот где-то тут только что положил…» болтик, гаечку и подобные вечно теряющиеся мелочи.
Очень интересное решение – магнитная бляха на ремень. Просто прилепите к ней открученный винт (гайку) и не придется искать, когда деталь снова понадобится.
Инструменты для труднодоступных мест
Вот еще шесть интересных мини наборов специальных инструментов для работы в труднодоступных местах при разборке-сборке. Тут в принципе все понятно, где и как их можно использовать.
Тут в принципе все понятно, где и как их можно использовать.
- Набор из четырех коротких отверток.
- Набор из трещотки и бит с различными фигурными наконечниками: звездочки, шестигранники, квадратики.
- Гибкий удлинитель с магнитным наконечником, в который можно вставить различные биты или головки.
- Миниатюрный вращающийся кардан с ¼ дюймовым переходником.
- Набор из трех специальных трещоток.
- Набор из отвертки-трещотки способной работать под 90 градусов и насадки к ней.
Подставка
Интересная приспособа, даже не знаю, как её назвать.
Крепится площадка прямо на колесе, имеет несколько регулировок, как по ширине, так и по высоте. Очень удобно, когда вы занимаетесь ремонтом высокого джипа или микроавтобуса. Конечно можно использовать например, ящик для того чтобы встать повыше, но на ящике стоять несколько неудобно и можно запросто, в самый ненужный момент отъехать от колеса, и все что вам останется — тормозить лицом о капот… наверно всем знакомо?
Зеркало и магниты для недоступных мест
Зеркало на телескопической ручке и двумя магнитами в комплекте (один поворотный).
Такой набор должен быть у каждого авторемонтника.
Представьте ситуацию, что откручивая гайку, вы не удержали ее, и она упала куда-то на двигатель или коробку передач. Как её найти и достать?
И тут, вам на помощь придет зеркальце и магнит.
Получить максимальное усилие в труднодоступном месте
Глядя на этот набор специальных ключей, сразу понятно для чего он предназначен.
При помощи удлинителя и трещотки из стандартного набора головок можно затянуть почти любую «неудобную» гайку в моторном отсеке. Отлично подойдет для демонтажа рулевого механизма или тормозной системы.
Достижение идеального момента затяжки
Этот специальный динамометрический ключ не даст вам случайно сорвать резьбу в современных алюминиевых двигателях. Если вы не решились на приобретение электронного прибора для контроля момента затяжки, про который было чуть выше, то этот весьма недорогой ключ будет достаточно точен и самое то, что доктор прописал.
Две модели этого инструмента (практически полный охват всех значений) станет, несомненно, удачным приобретением для вашего гаража.
Как выкрутить болт, если сломана шляпка?
Несомненно все сталкивались с этим «кошмаром» — при выкручивании приржавевшего старого болта срывается (отламывается) его шляпка и всё…
Начинаются танцы с бубном, высверливание, восстановление метчиком резьбы и т.п.
С этим набором, на фото ниже, вы решаете сразу всю проблему в комплексе. В нем есть всё, для аккуратного точного высверливания и извлечения того, что осталось от болта диаметром от 5 мм до 16 мм из корпуса.
Цифровой безопасный тестер
Если вы для проверки электрических цепей до сих пор используете аналоговый тестер, то весьма велика вероятность, испортить бортовой компьютер автомобиля.
Цифровой тестер является безопасным, так как не использует кабель заземления. Вы просто втыкаете его в гнездо для проверки или прокалываете изоляцию провода (наконечник из нержавейки достаточно острый), а другой рукой касаетесь любой металлической части автомобиля, чтобы замкнуть цепь.
Работает проверка от 3 до 24 Вольт постоянного тока. Есть возможность установить звуковой сигнал или включение светодиода для сигнализации наличия напряжения.
Есть возможность установить звуковой сигнал или включение светодиода для сигнализации наличия напряжения.
Спасаем шланги
Очень полезный инструмент для снятия тосольных шлангов. После нескольких лет эксплуатации тосольные шланги в местах затяжки хомутами накрепко прикипают к трубе. Если вы не хотите резать шланг при демонтаже и сохранить его для последующей установки, то этот специальный инструмент в виде крюка то, что вам надо.
Просто вставьте заостренный конец под шланг и протяните его вокруг трубы.
Этот классный инструмент поможет вам сэкономить немало денег.
Купить эти и другие наборы можно на крупнейшем портале amazon.com, только следует смотреть, некоторые ключи могут быть как в метрической системе, так и в дюймах.
Приобрести такой инструмент в России пока не так просто, разве что поискать в интернет магазинах.
Если вы думаете, что самоделки – удел малышей и скучающих домохозяек, мы очень быстро развеем ваши заблуждения. Этот раздел полностью весь посвящен изготовлению самоделок из автомобильных запчастей и резиновых покрышек. Изготовить из автопокрышки можно практически всё. От огородной обуви до полноценной детской площадки с качелями, сказочными персонажами и элементами для отдыха. Наконец-то и у вечно занятых пап появится возможность проявить свои творческие таланты и создать нечто полезное и красивое на собственном приусадебном участке или придомовом дворе.
Изготовить из автопокрышки можно практически всё. От огородной обуви до полноценной детской площадки с качелями, сказочными персонажами и элементами для отдыха. Наконец-то и у вечно занятых пап появится возможность проявить свои творческие таланты и создать нечто полезное и красивое на собственном приусадебном участке или придомовом дворе.
Автомобильным шинам свойственно приходить в негодность, особенно учитывая отечественное качество дорог и резкие перепады температуры. Вместо отправки старой автопокрышки на свалку, её можно слегка преобразить и подарить новую жизнь на детской площадке, в саду или огороде.
Мы собрали огромное количество примеров, как сделать автомобильные самоделки
с использованием шин в различных бытовых и эстетических целях. Пожалуй, одним из наиболее популярных способов применить отслужившую своё автопокрышку является обустройство детских площадок. Самый простой вариант – вкопать до половины ряд покрышек и разукрасить их верхнюю часть в яркие цвета. Созданный таким образом архитектурный элемент будет использоваться малышами в качестве приспособления для ходьбы и бега с препятствиями, а также вместо «мебели», ведь на поверхности покрышки можно разложить песочные изделия или даже посидеть самому, отдыхая тихим летним вечером.
Созданный таким образом архитектурный элемент будет использоваться малышами в качестве приспособления для ходьбы и бега с препятствиями, а также вместо «мебели», ведь на поверхности покрышки можно разложить песочные изделия или даже посидеть самому, отдыхая тихим летним вечером.
Эстетически разнообразить экстерьер площадки можно, создав при помощи покрышек сказочных драконов, забавных мишек, которые будут встречать ваших гостей у входа во двор, притаившихся в огороде крокодилов и прочих зверушек. Любителям цветов автомобильная покрышка может заменить полноценный вазон, а высаженные в неё растения придадут дворику ухоженный вид.
Порадовать детей можно, создав удобные качели из наиболее сохранившихся шин. Можно оставить форму шины в первозданном виде, а, потратив немногим больше времени и усилий, создать необычные качели в виде лошадок.
Что бы вы ни выбрали, для создания автомобильной поделки, ваши дети в любом случае обрадуются появлению самоделки для авто во дворе. Изобретательные дети смогут играть в новые игры, и обязательно будут гордиться своим папкой, хвастаясь вашим творением перед друзьями. А смешение счастья и гордости за вас в глазах ребенка – возможно, единственная вещь, ради которой можно наступить на горло долгожданному выходному в компании дивана, телевизора и пива.
А смешение счастья и гордости за вас в глазах ребенка – возможно, единственная вещь, ради которой можно наступить на горло долгожданному выходному в компании дивана, телевизора и пива.
Автомобиль — это сложный механизм, требующий к себе повышенного внимания. Оно, в свою очередь, требует от автомобилиста обзаводиться всевозможными полезными инструментами и устройствами, каждое из которых поможет сделать процесс эксплуатации авто, чуть-чуть проще.
1. Подстаканники
Складные регулируемые подстаканники, которые крепятся на решетку воздуховода и позволят удобно и безопасно разместить любимые напитки.
2. Сенд-траки
Компактные складные сенд-траки, которые не позволят колесам автомобиля провалиться в грязь или застрять в сугробе.
3. Чехол на заднее сидение
Большой чехол на заднее сидение автомобиля, который защитит салон от собачьей шерсти, слюней и прочих загрязнений, и позволит существенно сэкономить на химчистке.
4.
 Щеточка
Щеточка
Специальная щеточка, которая позволит произвести качественную чистку воздуховода печки и других труднодоступных мест.
5. Тройник
Специальный адаптер с тремя USB-портами, который подключается к прикуривателю и позволяет заряжать три девайса одновременно.
6. Чехол с подогревом
Чехол для сидения с подогревом, который подключается к прикуривателю, обеспечивающий комфортные условия для поездок в холодное время года.
7. Ортопедические подушки
Ортопедические подушки, которые крепятся к передним сидениям, помогая поддерживать шею в правильном положении. Такие подушки станут бесценной находкой для людей, которые много времени проводят за рулем или в поездках.
8. Автомобильный проектор
Небольшой автомобильный проектор, который перенесет любую информацию со смартфона на небольшой дисплей, закрепленный на лобовом стекле.
9. Держатель для очков
Небольшое приспособление, которое позволит удобно и надежно зафиксировать очки под потолком своего автомобиля.
10. Перегородка-сумка
Небольшая сетчатая сумка-перегородка, которая позволит обзавестись дополнительным местом для хранения различных мелочей и разграничить пространство между передними и задним сидениями.
11. Мини-мойка
Небольшой набор приспособлений, которые помогут вымыть машину не хуже, чем на автомойке. Помпа работает от прикуривателя и имеет автоматический датчик, который отключает помпу при нагнетании нужного давления.
12. Карман
Небольшой карман для телефона и других важных мелочей, который можно легко закрепить на торпеде автомобиля или в любом другом удобном месте.
13. Органайзер для документов
Практичный органайзер, который крепится на солнцезащитный козырек автомобиля и позволяет разместить массу нужных вещей.
14. Тайник
Миниатюрный тайник для заначки или других мелочей, который полностью соответствует диаметру подстаканника и является практически незаметным для посторонних глаз.
15. Портативный столик
Вместительный автомобильный органайзер.
Вместительный автомобильный органайзер со множеством карманов для самых разных вещей, который можно легко закрепить на спинке переднего сидения.
Видео-бонус:
Не так давно , которые занимаются перевозкой разнообразных грузов.
Эта статья называется инструмент для ремонта автомобиля, но она будет полезна и владельцам мотоциклов
.
Инструмент для ремонта автомобилей может быть самый разнообразный, но ясно одно — наличие в собственном гараже необходимого инструмента, для ремонта какого то узла машины, позволяет забыть про автосервис и позволит не тратить деньги на специалистов и делать всё самому. Ведь голыми руками не сделает ничего даже самый грамотный мастер. В этой статье мы рассмотрим, какой инструмент или оборудование поможет отремонтировать своими руками многие узлы современного автомобиля или мотоцикла. Это поможет начинающим ремонтникам определиться с выбором инструмента, для ремонта какого то узла или агрегата машины.
В любом транспортном средстве имеется несколько тысяч деталей, которые при эксплуатации машины постепенно изнашиваются и их требуется восстановить или заменить. И для каждого узла, при его разборке и ремонте, может потребоваться соответствующий инструмент. А так как деталей в любой машине очень много, то и инструмента может понадобиться не мало. Но чтобы разобрать большинство деталей, может подойти один и тот же инструмент или какое нибудь приспособление, но об этом подробнее ниже. Начнём всё по порядку.
Инструмент для ремонта двигателя, коробки передач и др.
Для двигателей, современных автомобилей или мотоциклов, требуется больше всего инструментов, приспособлений и разнообразного оборудования. Но первое, что необходимо иметь как начинающему ремонтнику, так и опытному профессионалу — это инструмент для разборки и сборки двигателя. Ведь чтобы восстановить или заменить изношенные детали, их следует демонтировать с мотора.
Наборы головок, шестигранников и звёздочек
.
Первое, что необходимо купить ремонтнику новичку — это набор торцевых головок, в котором кроме них имеется ещё и биты под шестигранники и звёздочки. Ведь большинство иномарок собраны именно на болтах с головками под шестигранник или звёздочку.
Инструмент, который желательно иметь владельцу импортного мотоцикла и автомобиля.
В некоторых наборах имеются ещё и ещё несколько рожковых гаечных ключей. Но советую купить рожковые ключи отдельно, а набор (чемоданчик) приобрести без рожковых ключей, но с головками не только с короткими, но и с дополнительными удлинёнными головками (набор как на фото слева), которые позволяют закручивать гайки даже на длинные шпильки. Удлинённая головка позволит выкрутить-закрутить и , а в некоторых наборах имеется специальная головка для свечей.
Отвёртки
.Так же во многих наборах имеются биты — отвёртки, (как крестовые, так и обычные) которые надеваются на штырь с ручкой. Такие биты заменят целый набор отвёрток. К тому же вместо штыря с ручкой на такие биты можно одеть трещотку с карданчиком или гибким валом и в труднодоступном месте открутить винт. Ну и разумеется биты с шестигранником или звёздочкой можно одеть вместо отвёртки, если винт под шестигранник или звёздочку. Такие наборы очень универсальны, но не помешают в гараже и обычные классические отвёртки разных размеров.
Ну и разумеется биты с шестигранником или звёздочкой можно одеть вместо отвёртки, если винт под шестигранник или звёздочку. Такие наборы очень универсальны, но не помешают в гараже и обычные классические отвёртки разных размеров.
Инструмент для извлечения мелких стопорных колец.
А некоторые агрегаты, например насос некоторых машин, невозможно разобрать без приспособления, которое отжимает стопорные кольца. Подробнее о таких инструментах я написал .
Съёмники
.
Для разборки мотора, коробки передач или редуктора заднего моста, кроме гаечных ключей могут потребоваться съёмники, (например универсальный съёмник описанный вот в ), которые позволят стянуть с валов шкивы (например шкив коленвала или распредвала), и всевозможные шестерни (например при замене шестерен коробки передач).
При снятии шкивов, шестерен и других деталей, с помощью молотка и выколотки если и удастся что то демонтировать, то вполне возможно покалечить деталь или руки. Но большинство шкивов или шестерен имеют довольно плотную посадку на валу (с натягом) и без съёмника тут не обойтись.
Разумеется в одной статье довольно сложно описать множество приспособлений. Но зато несколько съёмников и разных приспособлений, помогающих при ремонте машин, описаны в рубрике моего сайта «Мастерская, станки и оборудование» и кликнув на рубрику в меню сайта, или на , можно найти в списке статей не мало полезного. (о разных вариантах съёмников для подшипников можно почитать , а конкретно о съёмнике подшипника ступицы написано ).
Динамометрический ключ
. После расточки цилиндров мотора и шлифовки коленвала, мотор разумеется следует собрать с восстановленными блоком и коленвалом (и с новыми сальниками, прокладками, новой поршневой, новыми вкладышами) . При сборке поршневой группы понадобятся приспособления, описанные вот в . А для затяжки крепежа двигателя (особенно его головки), да и любого агрегата, без динамометрического ключа не обойтись.
Приспособления для натяжки ремня
. После сборки двигателя, следует вернуть на своё место шкивы и ремни, которые приводят в движение эти шкивы. Надеть правильно ремень или заменить старый ремень новым совсем не сложно (подробно об этом ), но вот правильно натянуть ремень на глазок совсем не просто.
Надеть правильно ремень или заменить старый ремень новым совсем не сложно (подробно об этом ), но вот правильно натянуть ремень на глазок совсем не просто.
Но можно сделать и совсем простейший пресс без гидравлики, например как описанный в . И хотя при выпрессовке деталей придётся применять физическую силу, чтобы крутить штурвал, но зато такой прессик можно сделать совсем бесплатно, из подручных материалов, валяющихся по углам гаража.
Инструмент для ремонта ходовой (подвески автомобиля).
Такие детали, как изношенные шаровые опоры, рулевые тяги различные сайлентблоки, очень трудно, а порой и невозможно заменить без специальных приспособлений. И такой инструмент у водителя, решившего делать ремонт ходовой самостоятельно, разумеется должен присутствовать в гараже.
Съёмники шаровых опор
, рулевых тяг, я подробно описал в , там же написано какие лучше, а какие хуже. А как выпрессовать сайлентблоки и с помощью чего, написано . И хотя там описано как заменить сайлентблоки автомобиля Волга, принцип замены и съёмники для других машин такие же (ну размеры чуть другие).
Выбор их сейчас огромен, и разнообразие моделей и форм может поставить в тупик водителей новичков. Какие домкраты бывают и какому отдать предпочтение, советую почитать вот .
Инструмент для ремонта кузова автомобиля (навески мотоцикла).
Кузов автомобиля несомненно считается самой дорогой частью машины. А значит и кузовной ремонт стоит не дёшево. Конечно же качественную покраску кузова после его ремонта в обычном гараже не сделаешь, нужна специальная камера, которая не имеет пыли и оборудована вытяжкой (и подогревателем зимой).
Ремонт электрооборудования.
В заключении хочу посоветовать многим начинающим мастерам: по возможности покупайте более дорогой инструмент от авторитетного европейского, японского или американского производителя. И хотя он стоит ощутимо дороже дешёвого азиатского, зато он будет служить верой и правдой долгие годы. И в итоге получится, что вы наоборот сэкономите на деньгах, а главное на своих нервах. Ведь не зря же была придумана пословица, что скупой платит дважды.
И ещё — вообще то автомобиль или мотоцикл у мастера, который любит всё делать сам — это такое устройство, которое постоянно требует покупки нового инструмента или оборудования. Ведь нехватка чего то может заставить даже самого рукастого мастера поехать в автосервис. Но то, что уже есть в гараже, позволяет сэкономить значительные суммы денег на самостоятельном ремонте и эти суммы можно потратить на покупку нового инструмента.
И покупка нового оборудования для гаражного мастера всегда праздник. Но описать весь инструмент и оборудование, которое может понадобится при самостоятельном ремонте любого транспортного средства не так то просто.
К тому же с каждым днём инструмент совершенствуется и в продаже появляется что то новенькое и интересное. Но всё же я надеюсь, что основной инструмент для ремонта автомобиля я описал, успехов всем и как можно меньше поломок.
Часто задаваемые вопросы по Логану
Логан
Часто задаваемые вопросы по токарному станку
1. О Логане и Логане:
О Логане и Логане:
1.1. Вы те же люди, которые сделали
станки? История?
1.2. Какой конус внутри
шпиндель?
1.3. Как узнать номер модели
этого станка?
1.4. Как узнать серийный номер
этот станок?
1.5. Как узнать возраст этого
токарный станок?
1.6. Этот токарный станок изношен? Изношенный?
Как я могу сказать? Что идет не так
с токарными станками Логан?
1.7. Сколько весит этот токарный станок?
1.8. Какой размер двигателя я должен поставить
этот станок?
1.9. Как я могу переместить этот токарный станок?
2. Настройка и ремонт машин:
2.1. Как отрегулировать задний редуктор
стойка? Вталкивает ли рычаг переключения передач внутрь
имеется в виду задний привод или прямой привод?
2.2. Как я могу заставить токарный станок резать
прямой?
2.3. Как я могу добавить цанги к этому
токарный станок? Какие цанги подходят к этому токарному станку?
2.4. Веретенообразный нос Логана такой же, как
нос из Саут-Бенда?
2. 5. Как сделать заднюю панель для
5. Как сделать заднюю панель для
патрон?
2.6. Где я могу получить сменные шестерни?
2.7. Как можно заменить клиновой ремень
без снятия шпинделя?
2.8. В какой цвет красил Логан
использовать? Как я могу получить что-то подобное?
2.9. Почему этот патрон не держит детали?
точно по центру?
2.10. какая
могу ли я починить 3-х кулачковый спиральный патрон с изношенными кулачками?
2.11. Где
могу ли я получить новые кулачки или другие кулачки для моего старого патрона Logan?
2.12. какая
размер шкива идет на двигатель?
2.13. какая
подойдёт ли патрон по размеру для этого токарного станка?
2.14. какая
использовать для смазки токарного станка? Масло
уровень в бачке?
2.15. какая
следует использовать для замены плоского кожаного приводного ремня?
2.16. Почему
привод на токарном станке Логан от клиноременного шкива к плоскому шкиву?
3. Покупка машин и запчастей:
3.1. Какой размер Quick Change toolpost
подходит к этому токарному станку?
3. 2. Сколько стоит этот подержанный токарный станок?
2. Сколько стоит этот подержанный токарный станок?
3.3. Чем Логаны отличаются от Юга
Гибки или токарные станки Atlas?
3.4. Подходит ли этот люнет для
10″, 11″ или какой?
3.5. Детали от одного токарного станка Logan
взаимозаменяемы с другими моделями?
3.6. Где можно купить дешевые запчасти?
3.7. Где взять хорошие запчасти?
4. Использование машины:
4.1. Как нарезать метрическую резьбу на
Токарный станок Логан?
4.2. Как устранить болтовню, когда
резка?
4.3. Как настроить инструмент?
4.4. Где можно пройти обучение по использованию
токарный станок?
4.5. Какие книги подходят для обучения
как пользоваться токарным станком?
4.6. Что я должен использовать для резки
жидкость?
4.7.
Как использовать диск для нарезания резьбы на токарном станке Logan или Wards?
Часто задаваемые вопросы по токарному станку Logan
1.1.

Находятся
вы те же люди, которые делали токарные станки?
История?
1.1..
Логан
Компания Actuator очень тесно связана с Logan Lathes. Читайте историю здесь:
http://www.loganact.com/history.htm
Вернуться к началу
1.2.
какая
конус внутри шпинделя?
1.2..
http://lathe.com/ll-group-archive/spindle_nose_data.html
Назад
вверх
1.3.
Как
можно узнать номер модели этого токарного станка?
1.3..
Много
На токарных станках Logan номер модели указан на заводской табличке, прикрепленной к станку.
перед головкой бабки. Другой Логан
Токарные станки имеют шильдики, но номера модели не было.
проштамповано на шильдике. Для тех
токарных станков, вы можете вывести номер модели, зная характеристики и размеры
станка и сопоставление их с таблицей номеров моделей по адресу:
http://www.lathe.com/models.htm
Назад
вверх
1.4.
Как
можно узнать серийный номер этого токарного станка?
1. 4..
4..
серийный номер выбит на направляющих токарного станка, на
конец задней бабки, между V-образной секцией и
плоская часть в месте, не изношенном при использовании токарного станка. Вы можете прочитать это, глядя прямо на
токарный станок.
Назад
вверх
1.5.
Как
можно ли узнать возраст этого токарного станка?
1,5..
Находить
серийный номер токарного станка, как указано в вопросе 1.4. Затем посмотрите на таблицу серийных номеров на
в Интернете по адресу:
http://www.lathe.com/ser-no.htm
Назад
вверх
1.6.
Это токарный станок?
изношенный?
Изношенный?
Как я могу сказать? Что идет не так
с Логаном
станки?
1.6..
На Логане есть несколько вещей
токарные станки, которые изнашиваются по мере использования. Они изнашиваются еще быстрее
с пренебрежением или злоупотреблением.
Самая тяжелая форма износа – постельное белье.
Это происходит еще быстрее, если кровать не
постоянно смазывается хорошей смазкой. Токарные станки с закаленной станиной обычно имеют очень
Токарные станки с закаленной станиной обычно имеют очень
немного постельного белья, но вы не можете быть уверены. Очень трудно определить постельный износ
заметно.
Хороший способ проверить износ кровати — настроить машину так, чтобы кровать не
скручены, как описано в вопросе 2.2, затем сделайте пробный пропил на длинном стержне. Если диаметр стержня остается постоянным
по всей длине кроя ложе не затерто. Поочередно можно поставить длинный, прямой,
прецизионную планку на токарном станке, установите на каретку циферблатный индикатор и
поверните циферблатный индикатор по шкале точности, наблюдая за отклонением
в чтении.
Если ваша станина токарного станка изношена, это будет очень дорого
ремонтировать. Шлифовальные цеха могут прецизионно
отшлифуйте кровать, но это будет стоить от 350 до 750 долларов за хорошую работу по шлифовке кровати.
Другим видом износа является износ втулок.
Об этом свидетельствует урчание коробки передач. Изношенные втулки можно легко
выпрессовал и заменил. Новый
Новый
втулки есть в наличии у логана
или у продавца подшипников.
Другим видом износа является износ ползуна задней бабки. Это может позволить барану свисать или покачиваться
во время разреза. Чтобы отремонтировать это, вам нужно
для растачивания отливки задней бабки вставьте бронзовую или чугунную втулку, а затем
расточил до нужного диаметра.
Подшипники передней бабки также могут быть изношены. На Логане
токарные станки, эти подшипники патронные шарикоподшипники. Если вы чувствуете шероховатость при повороте
шпиндель вручную, вам нужны новые подшипники.
Если шпиндель двигается вперед и назад, возможно, подшипники исправны.
но шпиндель недостаточно затянут или неправильно
собран. Вы можете получить новые
картриджные подшипники от логана
или у продавца подшипников.
Вот хорошая статья о том, как проверить токарный станок:
http://www.mermac.com/advice.html
Назад
вверх
1.7.
Как
сколько весит этот токарный станок?
1. 7..
7..
транспортировочный вес Логана
Токарный станок с 14 кабинетами весит примерно 1950 фунтов.
Транспортировочный вес Логана
12 токарный станок весит примерно 1050 фунтов.
Транспортировочный вес Логана
11-этажный токарный станок модели 1920 года весит примерно 615 фунтов.
Транспортировочный вес Логана
модель 19Токарный станок 15 11 весит примерно 505 фунтов.
Транспортировочный вес Логана
10-этажный токарный станок модели 200 весит примерно 520 фунтов.
Транспортировочный вес Логана
настольный токарный станок модели 210 10 весит приблизительно 420 фунтов.
Назад
вверх
1.8.
какая
размер двигателя я должен поставить на этот токарный станок?
1.8..
Logan поставил моторы мощностью 3 л.с. 1725 об/мин для
14 станков.
Логан в комплекте
Двигатели мощностью 1 л.с. 1725 об/мин для 12 токарных станков.
Логан в комплекте
Двигатели 1725 л.с. для 11 токарных станков.
Логан поставляется
Двигатели 1725 л.с. для 10 токарных станков.
Вы можете использовать двигатель большего размера, но ремни могут не позволить вам воспользоваться этим преимуществом.
этого.
Назад
вверх
1.9.
Как
я могу переместить этот токарный станок?
1.9..
Токарные станки
тяжелые. Вы можете серьезно навредить
самостоятельно перемещать тяжелую технику. Вы можете
также повредить токарный станок, если вы его уроните. К
будьте в безопасности, наймите профессионального такелажника. Если вы собираетесь двигать токарный станок самостоятельно,
оборудование и попросите нескольких сильных, здоровых людей помочь вам. Для этого требуется как минимум два здоровых человека.
двигать токарный станок.
Лучший способ перемещения токарного станка — это разобрать его, перевезти детали и
затем соберите его в окончательном месте.
Чем больше вы разбираете, тем легче детали. Решайте сами, когда у вас будет токарный станок
на достаточно мелкие детали и на этом прекратите разборку.
Сначала снимите заднюю бабку, сдвинув ее с конца станины. Далее снимаем ходовой винт
Далее снимаем ходовой винт
поддержите и сверните каретку с конца задней бабки станины. Теперь снимите мотор. Далее снимается монтажный узел двигателя. После снятия опоры двигателя можно снять переднюю бабку со станины.
Далее можно снять кровать с основания.
Если токарный станок имеет литые ножки, хорошо поддержите станину, прежде чем отвинчивать болты.
кровать из ножек. Два средних, здоровых
люди могут нести 11 токарных станков. Два
сильные люди могут нести токарный станок 11 с установленной передней бабкой.
Соберите токарный станок в обратной последовательности.
Вам нужно будет отключить и снова подключить питание к токарному станку при перемещении
Это. В линии электропередач достаточно
возможность убить вас. На всякий случай наймите
лицензированный электрик.
Назад
вверх
2.1.
Как
мне настроить
задняя передача
стойка? Вталкивает ли рычаг переключения передач внутрь
имеется в виду задний привод или прямой привод?
2.1..
http://lathe. com/ll-group-archive/logan_lathe_back_gears.html
com/ll-group-archive/logan_lathe_back_gears.html
Назад
вверх
2.2.
Как
Могу ли я заставить токарный станок резать прямо?
2.2..
Классический способ настройки токарного станка — использовать прецизионный уровень, способный показывать
наклон 0,0005 в 12 и двух совпадающих параллелях. Поместите параллели на плоскости токарного станка
кровати возле передней бабки, поставьте уровень на параллели под прямым углом к
станину токарного станка и отрегулируйте одну ножку передней бабки по уровню. Затем поместите параллели на плоскости
токарную станину возле задней бабки и повторите, регулируя одну ножку задней бабки для
уровень. После этого кровать должна
быть свободным от скручивания.
Более простой способ сделать то же самое — надежно закрепить прецизионный уровень.
верх каретки токарного станка, перпендикулярно станине с кареткой
возле головного убора. Отрегулировать одну бабку
нога для уровня. Затем проверните каретку
к задней бабке и отрегулируйте одну ножку задней бабки по уровню.
Если ножки токарного станка не регулируются, поместите под них прокладки нужного размера.
для уровня.
Другим вариантом выравнивания является использование регулируемых станков. Logan Actuator продает высококачественное крепление,
производства Royal, что позволяет легко регулировать токарный станок и закрепляет его на
пол без необходимости сверлить отверстия в полу и/или добавлять анкеры.
Если у вас есть токарный уровень, он должен резать прямо. Проверьте это, поставив 1 прямую, постоянную
диаметра стержня в патроне или цанге, поместив циферблатный индикатор на стойку инструмента и провернув индикатор поперек стержня. Игла не должна двигаться. Если он медленно дрейфует от одного конца к
другое, станина токарного станка все еще скрученная.
Отрегулируйте без изменений. Если
игла изменяется нелинейно, то ложе изнашивается. Это не может быть
эффективно исправляется выравниванием.
Вот еще один эффективный способ настроить токарный станок, любезно
папа Ролли:
http://www. john-wasser.com/NEMES/RDMLatheAlignment.html
john-wasser.com/NEMES/RDMLatheAlignment.html
Вот хорошая статья, описывающая, как настроить токарный станок:
http://easyweb.easynet.co.uk/~chrish/tsetup. хтм
Назад
вверх
2.3.
Как
Могу ли я добавить цанги к этому токарному станку? Который
цанги подходят к этому токарному станку?
2.3..
Логан 11 и более крупные токарные станки поставлялись с
2 — 8, L-00, L-0, D1-3 или D1-4 концы шпинделя.
Логан
прилагаемые цанговые адаптеры для этого шпинделя, которые подходят для 475 (также известного как 5C)
цанги. Цанга 5C очень распространена.
размер и доступен в круглых размерах до 1 1/16, а также
в квадратных и шестигранных размерах. Достойное качество
импортные круглые цанги 5C продаются по цене менее 7 долларов за штуку, а в наборах и того меньше.
Логан 9 и 10
токарные станки были с носиком шпинделя 1 — 8.
Изначально поставлялся Логан
цанговые адаптеры для этого шпинделя, которые подходят для зажимных цанг AC-30 (3AT) и AC-50
(W&S #1) цанги. это больше
это больше
ограничены и менее доступны, чем цанги 5C, но столь же точны и
удобный.
Вы можете найти бывшие в употреблении цанговые адаптеры для токарных станков Logan у продавцов подержанного оборудования. Вы также можете сделать свою собственную цангу
адаптер. Было довольно много статей
опубликовано в Home Shop Machinist и Machinists Workshop с описанием того, как
сделать цангу ближе. Большинство показывает, как
сделать прецизионный адаптер, который вставляется в нос шпинделя и допускает втягивание
цанга. С цанговым адаптером,
10 Логан
ограничивается цангами с отверстием, такими как цанга 3AT. Токарные станки большего размера могут работать с цангами 5C.
В одной статье 2004 года показано, как сделать цанговый адаптер,
шпиндельный нос. Это гораздо больше
продвинутый проект. Цанга над носом
адаптеры позволяют 10 Logan
токарный станок для приема цанг 5C, потому что они не используют
критическое пространство внутри носовой части шпинделя.
Вы можете купить новые цанговые адаптеры фирмы Royal или новые накладные.
цанговые адаптеры производства Bison или Sjogren от Logan
Актуатор или другие дилеры.
Назад
к началу
2.4.
Является
а
Логан
нос шпинделя такой же, как у South Bend
нос?
2.4..
Каждый
производитель токарных станков сделал носовую часть шпинделя немного иначе. 2 — 8 Логан
нос шпинделя похож на 2 — 8 South Bend
нос шпинделя, но наружный диаметр гладкой части на
Логан больше, чем на Саут-Бенде.
Это означает, что вам придется сделать окончательный разрез на стандартной задней панели или лицевой панели, чтобы установить ее на
Логан. Вы можете установить заднюю панель
или планшайба на шпинделе назад, чтобы сделать этот разрез, если вы
осторожный. Если вы покупаете бэкплейт или фейсплейт от Логана,
он точно будет сочетаться с логаном
шпиндель без регулировки.
Назад
вверх
2.5.
Как
могу ли я сделать
задняя пластина
для патрона?
2.5..
Ты
можете узнать об этом простом процессе из одной из этих замечательных статей:
http://www. lathes.co.uk/latheparts/page7.html
lathes.co.uk/latheparts/page7.html
http://easyweb.easynet.co.uk/~chrish/t-chucks .htm
Назад
вверх
2.6.
Где
можно ли заменить шестерни?
2.6..
Есть много продавцов подержанной техники, которые предлагают подержанные шестерни.
Вы также можете купить новые шестерни напрямую у Логана.
Актуатор.
Назад
вверх
2.7.
Как
могу ли я заменить
ви
ремень без снятия шпинделя?
2.7..
Если
клиновой ремень на вашем токарном станке изношен
Вы можете заменить его ремнем Fenner PowerTwist, доступным у многих дилеров. Этот ремень состоит из множества одинаковых ремней
ссылки. Вы покупаете его оптом и щелкаете
вместе нужной вам длины. В
в некоторых случаях Fenner PowerTwist
ремень будет работать более плавно, чем непрерывный клиновидный ремень.
http://www.fennerindustrial.com/products/powertwist_ind.html
Назад
вверх
2.8.
какая
цветная краска сделала
Логан
использовать? Как я могу получить что-то подобное?
2. 8..
8..
Первые токарные станки Logan были
окрашен в очень темный сине-серый цвет.
Где-то в начале 1960-х цвет был изменен
до среднего серого или машинного серого. Это был очень распространенный цвет для машины
инструменты того времени. Средне-серый легко доступен из многих источников.
Все еще. Серо-голубой нет. Ближайший
Я нашел это от Грейнджера,
аэрозольная краска
называется Dem-Kote Blue Grey, их инвентарный номер
5FX11. Это то, что Логан использует сейчас для деталей токарного станка.
В 1971 году производство токарных станков было перенесено
Чикаго от Houdaille, а цвет был изменен на металлический
зеленый.
Джо Шульте нашел краску, подходящую к его модели 200 1952 года выпуска.
идеально: Benjamin-Moore High Gloss
Эмаль для металла и дерева, масляная основа (алкидная), глубокая основа C-133 3B, идентификатор цвета. 2119-30, название цвета. Малыш
Seal Black, Color Book 133. Любой
Дилер Benjamin-Moore может сделать это для вас. Самый маленький размер, который он мог получить, был
кварта. Название заставляет цвет звучать как черный, когда он
Название заставляет цвет звучать как черный, когда он
действительно сине-серый.
Многие магазины промышленных или автомобильных красок подберут цвет, если вы принесете им
образец. Некоторые даже загрузят погремушку
для тебя. Мне повезло с местным дилером Sherwin Williams и их
Промышленная эмалевая краска. Возьмите с собой заднюю бабку, и они могут соответствовать
цвет, полный возрастных и грязных пятен.
Назад
вверх
2.9.
Почему
не будет
этот патрон держит детали точно по центру?
2.9..
Нет
патрон или цанга идеальны. Даже новый трехчелюстной
патрон хорош только до 0,002 или около того, если он не регулируется. Если ваш патрон не
держите детали так близко, что-то не так.
Вот список возможностей. Любой из них может привести к тому, что хороший токарный станок
качаться.
Возможно, изношены кулачки патрона. Если детали вращаются в челюстях, это изнашивает
скорей качай.
Также может быть изношена спираль патрона. Свиток представляет собой плоскую спиральную металлическую пластину.
за челюстями.
Другая возможность заключается в том, что патрон установлен на задней пластине.
неправильно или что между
патрон и задняя пластина. Разобрать, аккуратно почистить, смазать маслом.
и соберите его. Это может помочь.
Еще одна возможность заключается в том, что между задней пластиной и шпинделем есть грязь или стружка.
Отвинтите заднюю пластину от шпинделя, очистите
резьба в затыльнике и на шпинделе, масло
оба, и попробуйте собрать его снова. Винт
это вместе нежно. Его не следует стягивать или быстро раскручивать с щелчком.
Возможно, шпиндель погнут. Помещать
циферблатный индикатор на носу шпинделя, чтобы проверить его.
Возможно, подшипники шпинделя неисправны или шпиндель неправильно установлен.
Хорошие подшипники будут гладкими и без люфта. Логан
шпиндели прецизионно обработаны, чтобы дать подшипникам точную предварительную нагрузку, когда
шпиндель собран правильно. Предварительно нагруженные подшипники не имеют люфта.
Назад
вверх
2.
10.
какая
могу ли я починить 3-х кулачковый спиральный патрон с изношенными кулачками?
2.10..
Если свиток износился, то без станка с ЧПУ не обойтись и многое другое.
времени. Если свиток изношен и вы почините кулачки, патрон будет верным в момент
диаметр, который вы использовали для ремонта, но больше нигде.
Если вы уверены, что проблема именно в челюстях, то
вы можете настроить шлифовальный станок или расточной оправка и
переточите или расточите кулачки. Однако,
вы должны делать это, прижимая челюсти к чему-либо. Один из способов сделать это с куском листа
металл с отверстиями для каждой челюсти. Другая
способ сделать это — просверлить отверстия в каждой челюсти для штифта или винта, и иметь эти
штифты или винты затяните на куске трубы.
Затяните патрон на листовом металле или трубе, и кулачки зафиксируются в нужном месте.
http://lathe.com/tips/chuck-jaw.htm
Назад
вверх
2.11.
Где
Могу ли я получить новые челюсти или другие челюсти, чтобы соответствовать моему старому?
Логан
патрон?
2. 11..
Перед покупкой бывших в употреблении кулачков
незримо, нужно знать, что существуют сотни, если не тысячи
разные размеры челюстей. Это почти
невозможно найти сменные кулачки для конкретного патрона, если вы не пойдете правильно
к производителю патрона. Патроны Logan были изготовлены Баком, теперь Баком Форкардтом. Buck Forkardt не создан для поддержки механиков домашних мастерских. Цены на запчасти у них
астрономический. Было бы дешевле
купить новый импортный патрон, чем покупать новые кулачки.
Logan Actuator Co. продает новые патроны производства Bison. Это высококачественные патроны европейского производства, которые станут отличным вложением в ваш токарный станок.
Назад
вверх
2.12.
какая
размер шкива идет на двигатель?
2.12..
Логан 200, да и вообще все Логан и
Токарные станки Montgomery Wards, кроме 9-дюймовых и с регулируемой скоростью
привод, используется 2-х ступенчатый «V to
«.
Для 10 станков шкив двигателя (LP-1885 или LA-349) примерно
Диаметр 2,31 дюйма и 4,28 дюйма.
Для 11 станков шкив двигателя (LP-1551 или LA1037) составляет примерно 2,5
и 5,25 в диаметре.
Эти шкивы можно купить в Logan Actuator.
При заказе указывайте размер вала двигателя.
Назад
вверх
2.13.
какая
подойдёт ли патрон по размеру для этого токарного станка?
2.13..
Logan поставил 5-ти кулачковый патрон с 3-мя кулачками и 6-ти кулачковый патрон.
4-кулачковый патрон для их 10 токарных станков.
Logan поставил 6 3-кулачковых
патрон и 6 4-кулачковый патрон для их 11 токарных станков. Были доступны патроны большего размера, но они
непрактично на этих токарных станках, потому что кулачки ударялись о станину при открытии патронов. Больше
патроны также тяжелее, поэтому они создают нагрузку на шпиндель и шпиндель
подшипники. В общем, используйте наименьший
возможно качественный патрон для работы.
Назад
вверх
2.
14.
какая
использовать для смазки токарного станка?
Уровень масла в бачке?
2.14..
Есть много
места на токарном станке, требующие частой смазки.
Проверьте свой Логан
Руководство по перечислению точек масла. Руководства по Logan можно купить в Logan Actuator.
Направляющие (станины) токарного станка следует смазывать обильно,
липкое масло, называемое смазкой. Это
доступны в нескольких различных вязкостях (толщинах). Подходящим маслом для токарных станков Logan является масло ISO VG-68, такое как Mobil Vactra No. 2, Exxon Febis K68,
Shell Tonna T68, Sun Way Lubricant 1180, Texaco Way
Смазка 68, Gulf Gulfway 68 или Chevron Vistac Oil 68X.
Эти масла можно приобрести у большинства промышленных поставщиков, таких как MSC и
стоит менее 15 долларов за галлон. Не заменяйте. Использовать
Верный способ смазывать и наносить его чистой тканью каждый раз, когда вы используете токарный станок.
Все остальные масляные пятна на токарном станке Logan можно смазать маслом.
с веретенным маслом класса ISO 22 или моторным маслом без моющих присадок класса SAE 10. Не используйте общие
моющее моторное масло. Вы можете получить САЕ
10-вязкое моторное масло без моющих присадок от крупных дилеров автозапчастей для
2 доллара за кварту. Вы можете получить класс ISO 22
веретённое масло от промышленных поставщиков, таких как MSC, по цене менее 10 долларов за галлон.
Назад
вверх
2.15.
какая
следует использовать для замены плоского кожаного приводного ремня?
2.15..
Logan Actuator поставляет синтетический
ремень подходящего размера для вашего Логана
токарный станок. Синтетический ремень прочнее
и более липкий, чем оригинальный кожаный ремень, и не требует особого ухода.
Если вы хотите использовать кожу, вы все равно можете купить кожаный ремень.
материалы от McMaster-Carr Supply.
Назад
вверх
2.16.
Почему
это привод на
Логан
от клиноременного шкива до плоского шкива?
2.16..
Эта договоренность
называется V-образным приводом и был очень распространен на станках этого типа.
тип. Первичное рассуждение было таково, что
ремень можно было сместить из одного положения в
другие без снятия натяжения, требующие еще одной регулировки.
Назад
вверх
3.1.
Который
размер Быстрое изменение
инструментальная стойка
подходит к этому токарному станку?
3.1..
За
Логан 9, 10
и 11 токарных станков, быстросменные резцедержатели размера AXA или 100
от Aloris и Phase II хорошо подходят. Для 12 токарных станков, размер BXA или 200
быстросменный инструментальный пост будет немного прочнее
и до сих пор подходит. 14 токарных станков также могут
используйте инструментальный пост BXA или размер CXA или 300.
Logan Actuator Co. продает инструментальные столбы фазы II
и по запросу бесплатно обработает Т-образную гайку для вашего токарного станка.
Назад
вверх
3.2.
какая
стоит ли этот подержанный токарный станок?
3.2..
Этот
очень сложный вопрос по многим причинам:
3.2..
Другой
части страны (и мира) имеют разный спрос, а значит и разные ценности;
3. 2..
Токарные станки
сильно различаются по состоянию: от сломанных до изношенных, почти как новых и
везде между ними; и
3.2..
токарный станок
аксессуары могут стоить больше, чем основной токарный станок, поэтому стоимость сильно зависит
о том, что идет с ним (инструменты, навесное оборудование, двигатель и т. д.)
3.2..
К
получить некоторое представление о стоимости токарных станков, проверьте eBay в разделе проданных товаров на предмет похожих
токарные станки. Также
проверьте объявления в воскресной газете для вашего региона, чтобы
посмотреть цены продажи на аналогичные станки.
С этой информацией ваш токарный станок стоит ровно столько, сколько будет стоить кто-то другой.
платить вам за это.
Назад
вверх
3.3.
Как
делать Логаны
по сравнению с токарными станками South Bends или Atlas?
3.3..
Логан
токарные станки и Саут-Бенд
токарные станки являются сопоставимыми инструментами.
В Саут-Бенде было больше токарных станков, чем
Логан, так что есть некоторые модели
токарных станков South Bend, не имеющих аналогов в
Логан
линия. Но для
токарные станки одинакового веса и размера, они сопоставимы. Токарные станки Atlas и Craftsman были значительно
более легкие, чем токарные станки Logan или South Bend.
Для объективного описания токарных станков различных производителей см.:
http://www.lathes.co.uk
Назад
вверх
3.4.
Делает
этот люнет подходит для 10″, 11″ или что?
3.4..
Устойчивый
или центральные упоры для токарных станков Logan и Wards уникальны для соответствующих качелей.
размер. Другими словами, один за
Логан 10 не пойдет
на 11. Кроме того,
Люнеты South Bend не совсем подходят.
Одним из способов проверки является высота от плоскости до центра
линия Устойчивого. Высоты
являются:
Логан 10 Токарный станок 5-1/4
Логан 11 Токарный станок 5-9/16
Логан 12 Токарный станок 6-1/8
Фоллоур Упоры немного сложнее понять, но Логан 10 и 11 используют
то же самое Следуй за отдыхом.
Было несколько сообщений о том, что South Bend 9 Steady подходит для
Логан 9. Кроме того, похоже, что
Логан
10/11 Follow Rest подходит для South Bend Heavy 10.
Назад
вверх
3.5.
Находятся
части от одного
Логан
Токарный станок взаимозаменяем с другими моделями?
3.5..
Немного
части взаимозаменяемы, а другие нет. Вот несколько общих деталей:
3.5..1.
В общем
говоря,
станины взаимозаменяемы для 10-дюймовых и 11-дюймовых и 12 токарных станков Logan.
3.5..2.
Большинство коробок передач Логана 10 и 11
сменный. Чтобы получить больше информации,
см.:
http://lathe.com/ll-group-archive/adapting_a_qc_gearbox.html
3.5..
В
Кроме того, многие детали от одного токарного станка Logan подойдут к другому, если они
тот же основной размер или качели. Один очень
серьезное исключение составляет серия Logan 200 и серия 800/1800 10.
Токарные станки. Серия 200 (и Wards
Токарные станки) использовали другой шпиндель, который меньше по внешнему диаметру, чем тот, который использовался на
другой Логан
10 токарных станков. В результате ни один из
детали на шпинделе взаимозаменяемы, в т.ч.
Втулочная шестерня, шкив, коническая шестерня, шпиндельная шестерня и т. д.
Назад
вверх
3.6.
Где
можно ли купить дешевые запчасти?
3.6..
Существует большое количество продавцов подержанной техники, которые разбирают
машины и продавать запчасти. Многие имеют большой
коллекция Логана
части.
При покупке подержанных деталей машин трижды убедитесь, что продаваемая деталь
это та часть, которая вам нужна. Также убедитесь,
что вы знаете состояние детали.
Хороший внешний вид может означать многое.
Авторитетные дилеры продадут вам деталь с гарантией возврата, если
дефектный. Если они не будут
дать вам гарантию, узнать, почему.
Назад
вверх
3.7.
Где
Могу ли я получить хорошие запчасти?
3.7..
Есть
некоторый риск при покупке б/у запчастей. Логан
Actuator продает много новых запасных частей для токарных станков Logan, включая шестерни, ремни,
аксессуары и инструкции. Либо смотреть на
Интернет-магазин: http://store.lathe.com/ или
связаться с Логаном
напрямую: mailto:[email protected]
Назад
вверх
4.1.
Как
можно ли нарезать метрическую резьбу на
Логан
токарный станок?
4.1..
Токарные станки Logan поставлялись с шестернями для дюймов
резьбы и дюймовый ходовой винт. Стандартный токарный станок Logan не может резать
точно точная метрическая резьба без замены шестерен.
Некоторые метрические резьбы близки к дюймовым.
Небольшая неточность может быть принята в некоторых
случаи. В таких случаях попробуйте ближайший
дюймовая резьба. Например, если вам нужен
метрический шаг 1,0 (1,0 витка на миллиметр), вы хотите 25,4 витка на
дюйм. Коробка передач Логана может нарезать 26 ниток за
дюйм. Это может быть достаточно точным для
короткий болт.
Для нарезания точной метрической резьбы необходимо иметь 127 (или кратное 127)
зубчатое колесо в редукторе. Логан
продает 127-зубую шестерню для этой цели, но это
дорогой. Вы можете нарезать метрическую резьбу
с точностью до 0,02% при использовании более экономичных 37 и 47 зубьев
шестерни. Они также доступны из
Логан и многое другое
экономичный.
Для получения подробной консультации по настройке зубчатой передачи
Логан токарный станок для резки
метрическая резьба, см.:
http://lathe.com/tips/met-thd.htm
Назад
вверх
4.2.
Как
устранить дребезг при резке?
4.2..
А
инструмент, который режет только в небольшой точке, не будет вибрировать. Инструмент, который режет через большую кромку,
например, инструмент формы, с большей вероятностью будет болтаться.
Вот несколько идей по уменьшению болтовни:
4.2..
Уменьшать
количество контакта между инструментом и работой.
4.2..
Резкость
инструмент.
4.2..
Увеличивать
инструмент назад грабли. Твердые материалы нужно 8
градусов заднего наклона. Бесплатная резка
стали режут с углом наклона до 16 градусов. Используйте нулевой задний рейк
для меди и медных сплавов (латунь и бронза).
4.2..
Использовать
очень жесткий держатель инструмента.
4.2..
Использовать
держатель инструмента, который будет изгибаться при удалении инструмента от работы, а не
чем в работу.
4.2..
Иногда,
изменение скорости резания помогает на несколько проходов, но потом стук
возвращается. В этих случаях используйте другой
скорость резания за каждый проход.
Назад
вверх
4.3.
Как
мне настроить инструмент?
4.3..
режущая кромка инструмента должна находиться точно на высоте центра токарного станка. Если край немного ниже центральной высоты,
инструмент можно перетаскивать под работу, что может
сломать работу, сломать инструмент или заклинить токарный станок. Если край немного выше центральной высоты,
углы инструмента будут неправильными, и инструмент будет тереть, а не резать.
Для фонарного (качающегося) резцедержателя высота инструмента регулируется путем качания держателя инструмента. Для турельного инструмента,
Установите высоту инструмента, добавив прокладки (иногда называемые набивкой) под
инструмент. Для быстросменного резцедержателя отрегулируйте высоту инструмента на
вращение стопорной гайки на держателе инструмента.
Назад
вверх
4.4.
Где
можно взять уроки по работе на токарном станке?
4.4..
Найдите
профессионально-технические училища в вашем районе. Немного
сообщества имеют образование для взрослых в ночное время, используя средства общественного
школы. Еще одно хорошее место для обучения
местный модельный клуб.
Назад
вверх
4.5.
какая
книги хороши для обучения работе на токарном станке?
4.5..
Эти
все хорошие книги для начинающих:
4.5..
Саут-Бенд: Как запустить токарный станок (перепечатки
можно получить в издательстве Lindsay Books)
4.5..
Атлас:
Руководство по эксплуатации токарного станка и столы машинистов
4.5..
ЛеБлонд:
Запуск Regal
4.5..
Эти
учебники хорошо освещают токарный станок и другие инструменты:
4.5..
Молтрехт:
Практика механического цеха, Том 1
4.5..
Киббе,
Нили, Мейер и Уайт: Практика станкостроения
Избегайте книг, датируемых до Второй мировой войны. Их советы в основном устарели.
Назад
вверх
4.6.
какая
следует использовать для смазочно-охлаждающей жидкости?
4.6..
Резка
жидкости охлаждают острый наконечник инструмента, продлевая срок службы инструмента. Чем острее инструмент, тем меньше металла
для отвода тепла от процесса резки.
Жидкость, покрывающая наконечник, эффективно отводит тепло от наконечника. Смазочно-охлаждающие жидкости также могут улучшить качество
разреза.
Чугун хорошо режется без жидкости.
Сплавы, содержащие свинец, такие как освинцованная сталь и освинцованная латунь, также режут
хорошо просушить. При сухой резке продолжайте резать
низкая скорость во избежание перегрева инструмента.
Алюминий хорошо режется керосином, ламповым маслом, A9 или WD-40 в качестве режущего инструмента.
жидкость. Алюминий может схватиться или прилипнуть, когда
резка всухую, поэтому при резке алюминия всегда используйте жидкость. Если вы сомневаетесь, прочтите содержимое контейнера с охлаждающей жидкостью.
чтобы увидеть, рекомендует ли он использовать для алюминия.
Бессвинцовая латунь также может схватиться при сухой резке.
Найдите смазочно-охлаждающую жидкость, рекомендованную для латуни.
Сталь хорошо режется многими смазочно-охлаждающими средствами. Монро
Cool Tool II — один из многих хороших вариантов, а также
хорошо для алюминия и латуни.
Водорастворимые масла (заливной СОЖ) хорошо работают в производственном цехе, но их много
хлопот для домашнего магазина. Они могут расти
плесень, а также инструменты для ржавчины, поэтому чистота и очистка
необходимы.
При резке твердосплавными инструментами либо резать абсолютно
высушите или обработайте охлаждающей жидкостью. Если вы используете небольшое количество масла или жидкости на
твердосплавный инструмент, то инструмент будет охлаждаться неравномерно. Это может привести к поломке или сколам инструмента.
Совершенно безопасной смазочно-охлаждающей жидкости не существует. По возможности держите руки в чистоте, когда
резка. Протирать тряпкой, а не
твоя рука. Постоянное воздействие
химические вещества могут привести к различным проблемам с кожей и аллергическим реакциям. При резке могут возникать высокие температуры, которые
может привести к возгоранию масла. Дым от
масло может быть опасным для легких. Если
вы чувствуете пары масла или какой-либо запах в процессе резки, проветривайте лучше
в вашем магазине.
Назад
вверх
4.7.
Как я могу использовать
нарезание резьбы на токарном станке Logan или Wards?
4.7..
Для нарезания ровной резьбы, такой как 24 TPI, перезапустите рез с помощью циферблата.
установите на любой отметку и он перезапустит резку в том же месте.
Для нарезания нечетной резьбы, такой как 5 TPI, перезапустите рез, установив диск в положение
любой номер .
Для нарезания половинной резьбы, такой как 7-1/2 витков на дюйм, перезапустите рез, установив циферблат
к один и тот же номер каждый раз. Например, если вы сделали первый разрез
с циферблатом, установленным на «2», вы должны делать каждый последующий разрез с установленным циферблатом
на «2».
Для четвертной резьбы, такой как 12-1/4 TPI или метрической резьбы, вы должны оставить
затяните полугайки и переверните шпиндель в конце каждого прохода.
(Обратите внимание, если нарезать резьбу, кратную 8 (8, 16, 24, 32, 40 TPI и т. д.),
резьбовой диск вообще не нужен. Полугайка может быть задействована в любом
точка)
Назад
вверх
Этот документ был подготовлен
с невероятной помощью Роберта Нейдорфа. Логан Актуатор бы
хотели бы выразить нашу глубочайшую признательность за его помощь.
Версия 1.01 Последнее обновление
07 марта 2005 г.
Copyright 2005
Logan Actuator Co., все права
зарезервировано
Нет
часть этого документа может быть воспроизведена любым способом без явного
письменное согласие Logan Actuator Co.
Вы можете свободно перейти по ссылке на эту страницу
Решения для вибрации токарного станка по дереву Стоп
Вибрация токарного станка по дереву может быть очень неприятной и потенциально опасной. Мало того, что вибрация небезопасна, она обычно оставляет следы от инструмента и мешает качественной точеной деревянной чаше.
Потенциальные источники вибрации токарного станка по дереву многочисленны, и в этой статье мы систематически рассмотрим и устраним каждую возможность.
В конце концов, то, что мы ищем, — это гладкая токарная обработка дерева, позволяющая максимально эффективно использовать каждую деревянную заготовку чаши. Вибрация не должна быть частью процесса поворота деревянной чаши.
Я не могу передать вам, как это может быть неприятно, когда мой токарный станок, который я потратил много времени на выравнивание пола, начинает танцевать и уходить из-за несбалансированной заготовки чаши.
Вот то, что я обнаружил, в основном трудным путем, и то, как я управляю вибрацией на своем токарном станке.
Пробный прогон вибрации токарного станка по дереву
Без дерева или принадлежностей, таких как патрон, прикрепленный к токарному станку, запустите токарный станок и давайте проверим наличие вибрации.
Если в этот момент возникают какие-либо вибрации, устраните их перед тем, как приступать к токарной обработке дерева.
Токарный станок по дереву представляет собой платформу с приводом от двигателя для монтажа и вращения дерева. Передняя бабка должна только плавно вращаться и выдерживать вес заготовки чаши.
Вибрация самого токарного станка по дереву без установленной заготовки является признаком механической или структурной проблемы.
Проверка трансмиссии
Выключите токарный станок и проверьте, можно ли вручную легко перемещать ремень вокруг шкива передней бабки.
Если электродвигатель работает с перебоями или издает шум, это может означать, что двигатель нуждается в ремонте или замене подшипников.
Проверка передней бабки
Если двигатель и ремень двигаются плавно, но передняя бабка вибрирует или издает чрезмерный шум при включении токарного станка, возможно, требуется ремонт подшипников передней бабки.
В зависимости от станка по дереву и производителя ремонт или замена подшипников может быть относительно простой или более сложной задачей.
Обратитесь к производителю за информацией о ремонте подшипников передней бабки. Пока подшипники не закреплены, точить по дереву — не лучшая идея.
Токарный станок по дереву Вибрация Твердая опора
Итак, двигатель, ремень и передняя бабка прошли проверку. Это хорошая новость, но у вас все еще может быть вибрация токарного станка по дереву.
Смотрим дальше и вниз. Без хорошей опоры любой токарный станок будет вибрировать и дребезжать во время работы.
Все четыре ножки должны иметь хорошее надежное соединение с полом. Если даже одна нога оторвется от пола, всего на волосок, это может вызвать вибрацию.
Чтобы упростить задачу, сначала тщательно очистите пол от пыли и мусора.
В зависимости от вашего токарного станка у вас могут быть регулируемые настройки ножек. Каждая установка ноги должна быть отрегулирована, чтобы прикрепить ногу к полу.
Трюк с проверкой опоры
Если к токарному станку не прикреплены никакие принадлежности или древесина, включите его и проверьте наличие вибрации.
Опуститесь ближе к каждой ноге, соединенной с полом, и посмотрите, сможете ли вы просунуть лист бумаги под ножку станка. Если вы можете, эту ногу нужно опустить или отрегулировать, пока она не войдет в плотный контакт.
Не выдвигайте ногу слишком далеко, потому что при этом одна из других ног может сместиться. Перепроверьте все ноги с помощью бумажной техники.
Испытание анкера на вибрацию опоры токарного станка по дереву
Соединение передней бабки
Теперь, когда основные компоненты станка были проверены и скорректированы на вибрацию, нам нужно посмотреть на точку соединения с заготовками деревянной чаши.
Точка контакта на передней бабке является наиболее важной точкой для устранения вибрации.
Почему это?
Представьте, что у вас в руке длинный 20-футовый тонкий стержень из стекловолокна. Если держать неподвижно, то все в порядке. Однако, если вы немного сдвинете руку, которая держит стержень за один конец, соответствующая вибрация и движение на другом конце стержня будут значительными.
Вибрация токарного станка по дереву на расстоянии
Точно так же происходит и на передней бабке. Если даже небольшая проблема возникает на передней бабке, к тому времени, когда она проходит через четырехкулачковый патрон или планшайбу в заготовку чаши, вибрация может быть значительной.
Прочное соединение лицевой панели
Независимо от того, как вы прикрепите заготовку чаши к токарному станку, не торопитесь и убедитесь, что соединение прочное и чистое.
Если вы прикрепляете заготовку чаши к токарному станку с помощью планшайбы, убедитесь, что планшайба расположена по центру, ровно прилегает к поверхности заготовки и закреплена всеми возможными отверстиями для винтов.
Кроме того, перед закреплением и затягиванием винтов лицевой панели убедитесь, что между заготовкой чаши и лицевой панелью нет мусора.
Вот статья о правильном использовании лицевой панели.
Соединение True Tenon
Формирование шипа подходящего размера и под углом является ключом к стабильному соединению с четырехкулачковым патроном.
В статье о создании идеального шипа я рассказываю обо всех деталях, необходимых для изготовления идеального шипа, который может крепко и точно держаться в патроне токарного станка.
Не торопитесь при формировании шипа и убедитесь, что вы сделали красивое уступ и ласточкин хвост, который соответствует углу кулачков вашего патрона.
Помните, что любые дефекты на шипе могут увеличиться в заготовке чаши и вызвать раздражающую вибрацию.
Хотите знать, какие дефекты шипа могут вызвать проблемы с вибрацией? Проверьте эту статью дальше.
Sweat The Small Stuff
- Возьмите сжатый воздух или старую зубную щетку и очистите резьбу передней бабки и приемную резьбу во всех патронах и планшайбах. Пыль внутри резьбового соединения передней бабки может привести к небольшому смещению патрона или планшайбы от центра.

Удаление вибрационного мусора на токарном станке по дереву
- Убедитесь, что все патроны и планшайбы полностью прилегают к плечу передней бабки. Зазор, даже сверхтонкий, может позволить вибрации распространиться на заготовку чаши. При необходимости заполните зазор пластиковой шайбой.
- Аккуратно и медленно навинтите все аксессуары на резьбу передней бабки, чтобы избежать перекручивания резьбы. Патрон или планшайба, установленные с крестообразной резьбой, скорее всего, будут смещены от оси и будут вибрировать во время работы. Если на передней бабке имеется поперечная резьба, найдите время, чтобы спилить любые заусенцы, чтобы предотвратить образование поперечной резьбы в будущем. Я использую этот очень хороший, маленький угловой металлический напильник, чтобы исправить любые проблемы с резьбой моей передней бабки
Танцующий токарный станок по дереву Вибрация
Если у вас когда-либо была возможность увидеть, как сотовый телефон с глушителем переходит в режим вибрации и плавает по поверхности стола, вы видели, на что способен несбалансированный токарный станок.
Хотите верьте, хотите нет, но микроустройство внутри сотового телефона, которое заставляет его вибрировать, представляет собой вращающийся несбалансированный цилиндр, очень похожий на токарный станок с несбалансированной заготовкой чаши.
В зависимости от размера заготовки чаши, количества неуравновешенной массы и скорости токарного станка вибрация токарного станка по дереву может привести к его неконтролируемому и опасному перемещению по полу.
Weighted Response
Точно так же, как положить руку на этот вибрирующий телефон и удерживать его, мы также можем добавить вес, чтобы уменьшить вибрацию токарного станка по дереву.
Некоторые токарные станки по дереву, такие как токарные станки Oneway, имеют структурные полости, которые можно заполнить песком, чтобы утяжелить их.
В зависимости от конструкции токарного станка можно разместить мешки с песком на ножках или сделать специальную перекладину для удержания взвешенных мешков.
Утяжеление токарного станка уменьшит и поглотит вибрацию и позволит значительно уменьшить вибрацию токарного станка по дереву.
Обработка нестандартных заготовок
Очень немногие заготовки чаши идеально центрированы и точно сбалансированы. Токарная обработка больших заготовок или асимметричных заготовок чаши может вызвать вибрацию токарного станка по дереву.
Ключом к работе с заготовками неправильной формы является терпение. Начните с замедления увеличения скорости токарного станка, пока не возникнет вибрация.
Иногда, если токарный станок хорошо закреплен, можно увеличить скорость станка чуть выше точки вибрации, и точение станет более плавным.
Если заготовка чаши не сглаживается при увеличении скорости, притормозите. Снижайте скорость до тех пор, пока вибрация станка по дереву не утихнет и заготовка чаши не начнет вращаться плавно.
Нет заданной скорости
Точной идеальной скорости для токарной обработки деревянных чаш не существует. Вместо этого скорость, которая не вызывает вибрации, является лучшей скоростью для начала токарной обработки деревянной чаши.
Заготовки больших чаш могут быть особенно проблематичными. Вибрация от более крупных деталей может привести к тому, что токарный станок будет танцевать и ходить по полу.
Держите скорость низкой или чуть ниже точки вибрации и придайте заготовке чаши более сбалансированную форму.
Я обнаружил, что если вы не торопитесь и правите внешний край заготовки чаши, скорость токарного станка обычно можно увеличить.
По мере завершения каждого этапа процесса поворота чаши и удаления большего количества материала скорость можно увеличивать без возникновения новых вибраций.
Чтобы лучше понять скорость токарного станка, прочитайте эту статью.
Состояние древесины
Влажность, форма, внутренние структуры влияют на вращение и вибрацию данной заготовки чаши.
Я видел заготовки, которые выглядят идеально цилиндрическими и хорошо сбалансированными, вызывая сумасшедшую вибрацию токарного станка по дереву. Иногда в одной части заготовки имеется масса дерева или влаги, которая находится в дисбалансе на противоположной стороне заготовки чаши.
Внутренние сучки или пустоты также могут вызывать дисбаланс и затруднять плавное вращение чаши.
Опора задней бабки
Несмотря ни на что, задняя бабка является не только надежной страховкой, но и снижает общую вибрацию заготовок чаши.
Подумайте о том примере со стержнем из стекловолокна, который был ранее. Когда вы задействуете заднюю бабку, кажется, что другой конец стержня из стекловолокна теперь закреплен и отцентрирован так же, как и тот конец, который вы держите.
Задняя бабка вставляет штифты или закрывает заготовку чаши и снижает любые вибрации токарного станка по дереву.
Всегда используйте заднюю бабку, когда это возможно, и большинство вибраций, как правило, сводятся к незначительным проблемам, которых можно избежать, слегка снизив скорость токарного станка.
Вибрация задней бабки токарного станка по дереву
Скорость токарного станка
Токарный станок, на котором я учился, имел хорошие показатели оборотов, и я обнаружил, что у меня появилась привычка обтачивать 800-1000 об/мин.
Когда я купил свой токарный станок, я был немного разочарован тем, что у него не было дисплея для считывания оборотов. Вместо этого мне нужно было регулировать скорость токарного станка на ощупь и на вид.
В конце концов, отсутствие показаний — это благословение. Я лучше ориентируюсь в том, какая скорость лучше всего подходит для каждой данной заготовки чаши, не зависимо от дисплея.
Вибрация токарного станка по дереву возникает не так сильно, потому что я не пытаюсь увеличить скорость до какого-то произвольного числа оборотов в минуту. Вместо этого я прислушиваюсь к бланку чаши и своей машине и выбираю скорость, подходящую для каждой ситуации.
Регулятор скорости вибрации токарного станка по дереву
Экстремальное решение вибрации токарного станка по дереву
В экстремальных ситуациях установка станка на полу является возможным решением для снижения вибрации. Тем не менее, я бы сначала сделал все, что в моих силах, чтобы сначала уменьшить вибрацию другими способами.
Если вы проектируете большие точеные чаши со смещением или другие намеренно неуравновешенные детали, хорошим решением может быть установка на пол.
Сделайте свою домашнюю работу и, возможно, даже проконсультируйтесь с инженером-строителем, чтобы определить лучший способ безопасного крепления станка к полу.
Так что помните, только то, что токарный станок крепится к полу, не означает, что силы несбалансированной деревянной заготовки чаши не воздействуют на токарный станок и его опорное основание.
Работайте на разумных скоростях токарного станка и не выходите за пределы безопасных условий токарной обработки.
Настольный токарный станок по дереву
Аналогично установке стационарного станка на пол, модель настольного станка можно прикрепить болтами к рабочей поверхности.
Следует иметь в виду, что после установки токарного станка на рабочую поверхность вся энергия вибрации от токарного станка может передаваться на верстак.
Если столешница не устойчива или не закреплена должным образом, могут возникнуть дальнейшие вибрации.
Перед установкой и использованием станка рекомендуется укрепить верстак или столешницу, к которой прикреплен токарный станок.
Работа с неустойчивой заготовкой чаши
Я обнаружил, что не торопясь и подправляя боковую часть заготовки чаши, обычно помогает значительно снизить вибрацию.
После того, как стороны заготовки чаши выровнены, можно также сгладить поверхности заготовки, что дополнительно снижает большинство вибраций.
Обычно, имея хорошо отшлифованную круглую цилиндрическую заготовку чаши, я могу отодвинуть заднюю бабку, увеличить скорость токарного станка до довольно быстрого темпа и начать формовать наружную часть деревянной чаши.
Вибрационное покрытие для токарного станка по дереву
Без гладкой токарной заготовки чаши на токарном станке почти невозможно создать гладкую готовую форму чаши без неприятных следов инструмента и других дефектов, требующих дополнительного внимания.
Вибрация токарного станка по дереву не только затрудняет работу инструмента для выдалбливания чаши, но и делает весь процесс токарной обработки деревянной чаши менее приятным.
Какие проблемы с вибрацией токарного станка по дереву у вас возникали?
Как вам удалось уменьшить или устранить вибрацию при точении?
Мне было бы любопытно узнать, что сработало для вас. Пожалуйста, оставьте комментарий ниже.
Другие статьи могут помочь вам решить проблемы с вибрацией:
• 5 ДЕРЕВЯННЫХ ЧАШЕК С ХУДШИМИ ШИПАМИ (НОЖКА, ВТУЛКА, ПРИСОЕДИНЕНИЕ) об/мин)
Happy Turning,
Кент
Мантра механиков: Выровняй свой токарный станок
Допустим, вы пошли и купили себе милый металлический токарный станок. Может быть, это одна из новых азиатских моделей, ориентированных на цену, или, может быть, это прекрасный старый чугунный зверь, которого вы нашли за закрытой механической мастерской. Вы выполнили все советы по его настройке и теперь готовы делать чипы, верно? Ну не так быстро. В отличие от других крупных электроинструментов, таких как ленточные пилы или что-то еще, что люди используют для обработки мертвых деревьев,0763 правильно уровень . Не «ура, ура, мой уровень плотника говорит, что пузырь находится посередине», а как на самом деле уровень .
Это особенно верно для токарных станков, но выравнивание на самом деле является прокси для чего-то другого. На самом деле вы размещаете всю машину в одной плоскости. Выравнивание — это примитивный способ устранения скручивания конструкции. Может показаться, что огромный кусок чугуна не может вращаться, но в очень малых масштабах это происходит! Все является пружиной, и незаметный поворот станка проявится, когда ваш токарный станок провернет пару тысячных конуса (конуса), когда он должен делать идеальные цилиндры. Все это к тому, что прежде чем делать стружку, выровняйте свой токарный станок. Позвольте мне показать вам путь.
Регулировка болтов на ножках
Надлежащий уровень слесаря
Если у вас есть настольный станок, начните с выравнивания скамьи в соответствии со стандартами жалкого плотника. То есть выровнять любым старым пузырьковым уровнем, чтобы карандаш не скатился. Лично на всех моих скамьях в качестве ножек используются болты класса 8, что упрощает выравнивание.
Следующим шагом является получение уровня качественного машиниста. Они отличаются от пузырьковых уровней в хозяйственном магазине несколькими ключевыми моментами. Во-первых, они невероятно чувствительны, обычно считывая смещение менее пяти тысячных дюйма на фут (или менее 0,5 мм на метр). Во-вторых, они могут самонастраиваться. В-третьих, они имеют точно отшлифованные поверхности по крайней мере с трех сторон и V-образное дно, чтобы свести к минимуму погрешность от сопряжения с поверхностью машины.
Мой нивелир — Starrett 98-6, у которого на одном конце есть система с двумя гайками для калибровки. Это не самая удобная штука (по сравнению с одним калибровочным винтом), но эти нивелиры можно купить б/у по приемлемым ценам. Убедитесь, что он правильно хранится и не подвергается насилию.
Калибровка уровня
Каждый раз, когда вы используете машинистский уровень, вам необходимо его калибровать. Самое классное в уровне то, что он «самопроверенный». Вот как это работает.
Сначала поместите уровень на чистую и сухую гранитную поверхность. Вращайте уровень, пока не найдете ровную ось. Всегда будет один, потому что гранитная плита — это плоскость (в любом случае настолько хорошая, насколько люди могут сделать), и любая плоскость будет иметь одну ось, которая показывает уровень.
Затем приложите к уровню тяжелую линейку, например блок 1-2-3 или угловую пластину. Это содержит вашу ссылку. Теперь вы можете перевернуть уровень на 180°, приложить к эталонному краю и снова проверить. Используя калибровочный винт на уровне, разделите разницу так, чтобы пузырек находился на полпути между этими двумя показаниями. Вам нужно будет пройти туда и обратно несколько раз. Старайтесь касаться уровня как можно меньше. Тепло от ваших рук нагреет его и заставит изменить форму настолько, что калибровка будет потеряна.
Цель состоит в том, чтобы уровень показывал «ноль» в обоих направлениях. Когда вы приблизитесь к этому, вам нужно будет найти новые оси, которые будут более ровными, чтобы использовать их в качестве ориентира. Как только вы получите ноль в обоих случаях, это означает самопроверку, и калибровка завершена.
Выравнивание вашего станка
Затем поместите уровень на направляющие (обрабатываемые детали, по которым скользит задняя бабка) станка, рядом с задней бабкой. Убедитесь, что направляющие чистые, сухие и на них нет выступающих заусенцев. Блок 1-2-3 может понадобиться, чтобы уровень сидел ровно. Если вы используете для этого блоки, сначала измерьте их, чтобы убедиться, что они одинаковые. Недорогих 1-2-3 блоков быть не может! Прецизионно отшлифованные калибровочные блоки лучше, если они у вас есть.
Для напольной машины регулируйте ножки, пока не получите показания уровня. Если у вашей машины много ножек, попробуйте метод «трех точек». Поставьте свою машину только на три ножки (или две ножки и винтовой домкрат). Треугольник намного проще выровнять. Выровнявшись, осторожно опускайте оставшиеся ножки, пока они не примут на себя вес, но не нарушайте уровень.
Типичная ножка для настольной машины. Прокладочная шайба помещается между краями опоры и поддона для стружки для выравнивания.
Для настольной машины вы обычно подкладываете прокладки под ножки машины по мере необходимости. Здесь поможет набор стальных прокладок различной толщины или пожертвуйте старым щупом.
Проделайте ту же процедуру для направляющих возле передней бабки, а также с уровнем, расположенным вдоль направляющих. Вам, вероятно, придется несколько раз пройти вперед и назад, пока каждая позиция не будет показывать уровень.
Другая школа мысли говорит, что вместо того, чтобы ставить уровень на направляющие, вы должны поместить его на поперечный салазок, так как именно там находится режущий инструмент. Лично я думаю, что это просто вводит новые источники ошибок, но мне нравится перепроверять перекрестный слайд после того, как пути выровнены.
Будь дзен о повышении уровня
Повышение уровня — это не разовая сделка, так что привыкай к этому. Машину необходимо повторно выравнивать каждый раз, когда она перемещается, а также периодически, когда пол смещается или оседает. Даже бетон движется, поэтому время от времени проверяйте свои машины и при необходимости выравнивайте их. Вы также должны проверить новую машину после ее использования в течение нескольких недель, так как отливки машины «приживутся» под вибрацией использования. Проверяйте его снова каждый раз, когда вы подозреваете, что станок поворачивает конус, например, если вы изо всех сил пытаетесь попасть в размер на длинной детали. Старые машины более гибкие и чаще нуждаются в повторном выравнивании.
После того, как ваша машина выровнена, следующим шагом будет проверка ее правильности путем разрезания тестовой планки. Это тема для будущей статьи, так что следите за новостями. А пока держитесь подальше от этих плотников. Судя по всему, это «дерево» сгорело. Зачем кому-то беспокоиться об этом?
Реставрация станины | Хобби-машинист
заземление
Зарегистрировано
#1
Привет, ребята,
Я нашел много полезной информации на этом форуме, поэтому я решил не ковыряться в мозгах опытных слесарей по поводу восстановления станины моего токарного станка. У меня есть 12-дюймовый токарный станок Atlas, и, как и у многих других, он знавал лучшие времена. Я проделал большую работу над этой вещью (и получил удовольствие от этого), и я пытаюсь взвесить свои варианты с отделкой кровати. Для тех из вас, кто не знаком с токарными станками Atlas, у них плоские направляющие вместо перевернутых v-образных, и это кажется достаточно простой вещью для исправления. Может стоит отшлифовать их в механическом цехе? Или, черт возьми, может быть, даже муха перережет пути, и я попытаюсь очистить их после? Соскоблить, а затем отслаивать что-то очень сложно? Я никогда не пытался царапать металл, но я работаю с ручными инструментами для работы по дереву уже около полутора десятилетий, и у меня есть приличный опыт в таких вещах. Я понимаю, что мне нужен доступ к мастер-поверхности соответствующего размера. Кто-нибудь когда-нибудь ремонтировал станину токарного станка Atlas, которая оказалась действительно хорошей? Спасибо за отзыв!
Дрю
Боб Корвес
Платина
#2
Во-первых, добро пожаловать на форум.
Пожалуйста, определите, насколько он изношен на самом деле. Отчитайтесь с реальными цифрами. Если вы хотите узнать, как это сделать и как выполнить циклевку, прочтите «Восстановление станков: 9».0102 http://www.hobby-machinist.com/threads/connelly-on-machine-tool-reconditioning.41802/
это бесплатная загрузка в нашем разделе файлов, около 500 страниц или около 100 долларов, чтобы купить в твердом переплете. Восстановление токарного станка методом шабрения — нетривиальная задача. Просто научиться достаточно хорошо царапать и понять, как изменить геометрию токарного станка, чтобы вы могли начать проект, потребует значительного времени и усилий. Я не пытаюсь вас отпугнуть, шабрение — отличный способ получить отличные результаты при восстановлении токарного станка. На выполнение этой работы умелому скребку может уйти не менее 100 часов, а новичку, вероятно, намного больше. Если вы попытаетесь срезать углы, проект никогда не выйдет правильно и, вероятно, будет продаваться в разобранном виде, что я часто видел.
Плоские направляющие не сильно облегчают работу, а остальные поверхности токарного станка тоже должны быть плоскими, параллельными и квадратными, с правильной геометрией. Интуиция поведет вас по ложному пути.
Типичные механические мастерские не могут работать с шлифовальными станками. Нужна большая шлифовальная машина в отличном состоянии и опытный механик, проделавший большую часть этой работы. К нему прикоснутся немногие магазины, и это дорого. Фрезерование недостаточно точное, и после него все равно потребуется значительное шабрение.
Опять же, не пытаюсь вас напугать, просто проверка реальности. Единственный быстрый и простой способ получить отремонтированный токарный станок — это купить его в хорошем состоянии, а затем продать (или оставить себе) то, что у вас есть сейчас.
Изношенные токарные станки делают много очень хорошей работы. Вот почему я попросил цифры о том, насколько все плохо на самом деле. Машинисты делают точные детали, токарный станок — это всего лишь инструмент.
MozamPete
H-M Supporter — золотой член
#3
Мои мысли, и я не эксперт, но у меня также есть токарный станок с плоскими направляющими (Myford ML7), над которым нужно немного поработать, поэтому я подумал над тем, чтобы привести в порядок мой 57 в середине жизни. годовалый токарный станок.
Хотя верхние горизонтальные поверхности путей наиболее очевидны и видны, они наименее важны. Любой износ здесь приведет к тому, что инструмент будет подниматься и опускаться, что приведет лишь к небольшой разнице в диаметре обрабатываемой детали, вызванной износом.
Однако любой износ вертикальной направляющей поверхности приведет к смещению инструмента в сторону и от детали, что приведет к изменению диаметра, равному удвоенному износу.
В качестве примера (в крайнем случае для демонстрации):
Для износа вертикальных направляющих поверхностей направляющих:
D2 = D1 + (2 x Горизонтальное перемещение инструмента), т.е. если исходный диаметр 25 мм, а инструмент перемещается на 1 мм назад тогда новый диаметр 27 мм
Для одинакового износа верхней горизонтальной поверхности направляющих: 92) т.е. если первоначальный диаметр 25 мм, а инструмент перемещается на 1 мм вниз, то новый диаметр будет 25,08 мм
Итак, я думаю сконцентрироваться на вертикальных поверхностях направляющих. Этот износ также вызывает у меня проблему, заключающуюся в том, что, когда седельный клин отрегулирован так, чтобы он был красивым и твердым на конце патрона станины, он связывается, когда вы двигаетесь к концу задней бабки, так что в конечном итоге вы регулируете его для неизношенного конца задней бабки и живете с на конце патрона он слабее идеального. Чтобы исправить это, мне нужно удалить немного материала с ширины пути на конце задней бабки, чтобы привести его в соответствие с шириной самой узкой (наиболее изношенной) области.
С Атласом не знаком, но при изготовлении Майфорда были обработаны все четыре вертикальные поверхности направляющих, а у меня только две используются для направления седла (только передняя). Две внутренние вертикальные поверхности используются для направления задней бабки. Таким образом, задняя поверхность заднего пути остается нетронутой и представляет собой девственную опорную поверхность. Некоторые токарные станки имеют «широкую направляющую» (включая более позднюю модель ML7) и используют два внешних пути для направления седла, поэтому одна из внутренних вертикальных направляющих поверхностей будет лучшей опорной поверхностью.
Выясните, какая у вас наименее изношенная поверхность, и измерьте все относительно этой поверхности, чтобы определить, сколько материала вам нужно удалить, чтобы вернуть все обратно к прямой и параллельной поверхности. У меня есть микрофон, и мне нужно снять максимум 0,05 мм с каждой стороны передней части.
В моем случае я рассматриваю возможность использования метода, о котором я читал, где приспособление изготавливается для перемещения по базовой поверхности и шлифования изношенных вертикальных поверхностей до параллельного состояния. Я не ищу идеального, но он должен быть в состоянии сделать улучшение (и я никак не могу оправдать трату денег, которые потребуются для профессиональной переточки). Все еще в стадии обдумывания, поэтому еще не полностью привержен этой идее.
Последнее редактирование:
4GSR
Гость форума
#4
Дрю,
В районе Чикаго обязательно найдутся шлифовальные мастерские, которые могут сделать для вас все возможное. И, возможно, подправить стороны, не слишком увлекаясь. К западу от вас, в Рокфорде, есть пара мастеров по ремонту машин, но я сомневаюсь, что они возьмутся за это, если вы не заплатите цену за новый токарный станок.
Думаю, вопрос в том, сколько вы готовы потратить на ремонт своего станка?
Если износ минимален, менее 0,005 дюйма, возможно, следует очистить станину. Для начала проекта вам понадобится довольно большая поверхность пластины и/или поверочная линейка.
заземление
Зарегистрировано
#5
Господа, я измерил провал 0,008 на путях… Это много, на мой взгляд новичка. Мне нужно измерить разницу в ширине путей. Я вижу, как клин, идущий по внешней вертикальной поверхности, может действовать как конусное крепление. Я обнаружил, что часто смещаю заднюю бабку в середине проекта в зависимости от того, насколько далеко я от передней бабки.
MozamPete
H-M Supporter — золотой член
#6
Майфорд обычно говорил, что отклонение толщины канавки более чем на 0,005 дюйма или ширины канавки на 0,003 дюйма — это время для переточки — еще в те времена, когда компания предлагала заводскую услугу переточки.
Из руководства Myford « Подержанные токарные станки — Руководство по проверке перед покупкой «, сентябрь 2010 г.
Последнее редактирование:
заземление
Зарегистрировано
#7
Похоже, я могу обратиться в магазин, чтобы его отшлифовали, а потом я попробую очистить его сам. Очевидно, я сначала потренируюсь царапать что-то вроде стальной пластины. Кто-нибудь когда-нибудь делал самодельную линейку? Глупо пытаться очистить грань двутавровой балки эталонной поверхностью? Кажется, это все, чем на самом деле является Camelback Edge. Железное или стальное лицо со структурным стержнем.
Кернбиго
Активный пользователь
#8
Нет смысла соскребать его после того, как он был измельчен, этого достаточно, даже не отслаивайте его, просто что-нибудь, чтобы собрать прямо. Скрапинг — это искусство, если вы не знаете, как это сделать, даже не пытайтесь делать что-то подобное. Я ремонтировал станки 25 лет и много шабрил на резьбошлифовальных станках. Чтобы сделать прямую кромку, вы должны использовать чугунную сталь, которая нестабильна, она изменится от тепла вашей руки, когда вы очищаете ее, до гранитного блока.
MozamPete
H-M Supporter — золотой член
#9
Только что хотел сказать то же самое — если вы сделаете это профессионально, вам не нужно будет царапать кровать. Я сомневаюсь, что это было бы при первоначальном изготовлении.
Возможно, вам придется почистить седло, чтобы обеспечить хороший контакт с только что отшлифованной станиной, но в идеале вам нужно одновременно отшлифовать контактные поверхности седла, так что вам не потребуется много соскабливания.
Кернбиго
Активный пользователь
#10
Что касается седла, то его можно фрезеровать, после чего можно наносить турцит, просто следите за снятием припуска
Как обслуживать токарный станок
Главная > Блог > Без категории > Как обслуживать токарный станок
Добавление токарного станка в список оборудования вашего механического цеха значительно расширяет спектр выполняемых вами работ, но токарные станки — дорогостоящие машины. Даже подержанная модель может стоить тысячи долларов, а для первоклассного токарного станка с ЧПУ цена часто составляет десятки тысяч.
Поэтому, если вы приобрели токарный станок, крайне важно, чтобы он оставался полностью функциональным как можно дольше, получая максимальную отдачу от своих денег. Для этого вам нужно следить за обслуживанием токарного станка.
Как вы обслуживаете токарный станок? Какие действия вы должны предпринять и как часто вы должны их предпринимать? В этом руководстве мы обсудим цель хорошей программы обслуживания токарного станка, пример контрольного списка, а затем несколько советов по обслуживанию токарного станка.
Цели обслуживания
Токарные станки могут и должны служить годами. При правильной конструкции и соблюдении стандартов хороший токарный станок может оставаться работоспособным десятилетиями. Вы все еще найдете любителей и небольшие механические мастерские, использующие ручные токарные станки американского или европейского производства 1950-х и 60-х годов, машины, которые все еще работают, потому что они правильно обслуживались и были сделаны в соответствии со строгими стандартами.
Любое техническое обслуживание токарного станка преследует двоякую цель: сохранить его в рабочем состоянии как можно дольше и убедиться, что он работает как можно более плавно. Чем лучше он работает, тем точнее и точнее будет ваша токарная работа.
3 шага к правильному техническому обслуживанию токарного станка
Вскоре мы подробнее поговорим о фактическом контрольном списке технического обслуживания, но сначала рассмотрим три простых шага, которые помогут вам составить успешный график технического обслуживания.
- Начните с качественного станка.
Даже самый лучший, самый строгий график технического обслуживания в мире только отсрочит неизбежное, если вы начнете с дешёвого токарного станка. Выбирайте надежную марку от известного производителя. Вы могли бы даже подумать о токарном станке американской разработки, основанном на давних традициях производства высококачественных станков в США 9.0003
Какую бы марку вы ни выбрали, если вы начнете с качественной машины, ваше обслуживание будет более эффективным, и вы, вероятно, заметите увеличение срока службы вашей машины.
- Используйте обученных и квалифицированных операторов.
Ничто не может повредить токарный станок быстрее, чем плохая работа. Слишком быстрый запуск токарного станка или слишком быстрая подача тяжелой детали — это лишь два из способов, которыми оператор может нанести серьезный ущерб токарному станку по металлу. Положитесь на опытных и хорошо обученных операторов; они также с большей вероятностью будут следовать строгому графику технического обслуживания.
- Следуйте четкому расписанию.
Обслуживание токарного станка — это не то, что можно сделать один раз и забыть о нем, и даже не то, что нужно делать только раз в неделю. По крайней мере, некоторые части хорошего графика технического обслуживания должны выполняться ежедневно. Соблюдение простого, но четкого графика технического обслуживания каждый день сократит количество требуемых ремонтов и капитальных ремонтов.
Простой контрольный список обслуживания токарного станка
Почти любой контрольный список обслуживания будет разбит на различные задачи в зависимости от частоты: ежедневные задачи, еженедельные задачи и т. д. Здесь мы будем следовать той же базовой схеме. Это всего лишь простой контрольный список — большинство производителей токарных станков предоставят более подробную информацию о том, что и когда необходимо делать, поэтому всегда консультируйтесь с производителем при составлении контрольного списка обслуживания.
Ежедневный контрольный список
Их лучше выполнять каждый день, обычно в начале новой смены. Ни один из этих шагов не требует больших затрат времени или техники.
- Проверка манометров – гидравлики, манометров водопровода
- Проверка давления воздуха
- Прогрев шпинделя – низкая скорость в течение пяти минут
- Удаление стружки с направляющих щитков
- Очистка фильтра для стружки
Еженедельный контрольный список 9091 509099 Еженедельный контрольный список 9091 609099 фильтры
Ежемесячный или ежегодный контрольный список
Это задачи, которые необходимо выполнять реже; некоторые из них можно выполнять ежемесячно, в то время как другие необходимо выполнять только один или два раза в год. К ним относятся:
- Проверка подшипников шпинделя
- Проверка приводного ремня
- Проверка/замена масла
- Выравнивание
Общий осмотр
В общем, помните о сколах и мусоре. Чем больше мусора и отходов загромождает область вокруг вашего токарного станка по металлу, тем больше вероятность того, что что-то застрянет и застрянет там, где этого не должно быть, и начнет наносить серьезный ущерб.
Содержите рабочее место в чистоте. Аккуратность облегчит выполнение всех проверок токарного станка и позволит легче обнаружить любые ошибки.
Многие производители или продавцы машин также будут выполнять для вас дополнительное техническое обслуживание ежегодно или раз в полгода. Хотя такое тщательное техническое обслуживание может быть дороже, чем самостоятельная проверка, дополнительная забота и знания могут творить чудеса с вашим токарным станком.
Графики технического обслуживания не обязательно должны быть драконовскими или негибкими, чтобы быть эффективными; их просто нужно делать регулярно и внимательно следить за ними. Придерживайтесь хорошего графика технического обслуживания, и нет никаких причин, по которым ваш новый токарный станок не прослужит десятилетия.
Модификации мини-токарного станка
Модификации мини-токарного станка
Ваш номер посетителя с 30.03.02
Copyright 2000-2002 Frank J. Hoose, Jr. Дом
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Если вы еще этого не сделали, прочитайте Отказ от ответственности (последнее обновление 18. 10.09)
Введение (01.03.03)
Обновление 02.01.04
Я организовал различные модификации (моды) и аксессуары по части
токарный станок, к которому они относятся, а также по имени разработчика. я также добавил
ссылки на отдельные моды для некоторых сайтов, на которых есть несколько модов. Теперь, когда у меня есть
организационная структура на месте, я буду добавлять больше ссылок, как только позволит время. Этот
работы много, поэтому ваше терпение приветствуется.
- Организовано исполнителем Имя
- Организован компонентом токарного станка
Конец обновления
Множество оригинальных модификаций и улучшений
minilathe были разработаны активным сообществом пользователей. Я изначально на это надеялся
эта страница была бы местом, где я мог бы собрать их все для удобного доступа. Однако,
сейчас буквально тысячи владельцев, и они придумывают новые моды
каждый день, поэтому пытаться угнаться за ними всеми – безнадежная задача. К сожалению, ссылки
на другие сайты часто устаревают, так как владельцы этих сайтов меняют хостинг
услуги или просто отказаться от Интернета в целом. Я периодически просматриваю ссылки и обновляю
их, если я могу найти новый URL-адрес для сайта. Читатели и владельцы сайтов часто присылают мне обновленные
ссылки и уведомления о неработающих ссылках, что помогает мне в этом процессе.
Вот еще несколько мест, где можно найти информацию о
модификации:
- Дэвид
Сайт Денкера — несколько хороших модов (новая ссылка от 07.04) - Варминт
Сайт Ала - Ты
Сайт Хоффера - Викки Форд
сайт - Джон
Сайт Морана - Волшебная мастерская Брайана —
мод мини токарный станок и мини мельница - Дом
ссылки на магазины на странице ссылок -
Yahoo 7x Группа по интересам Раздел файлов -
Yahoo 7x Группа по интересам Раздел Фотографии - млатемоды
Группа Yahoo ЧПУ
Планы преобразования Рона Стила (07. 04.05)
Содержание
- Специальные ручки
- Латунные седельные пластины
- Нестандартный держатель инструмента
- Защита от стружки каретки
- Направляющая для выравнивания задней бабки
Зажим - Кулачковый замок задней бабки
- Гайкодержатель для зажимных гаек
- Замок каретки
- Стопор каретки
- Снижение минимальной скорости
- Блокировка переключателя прямого/обратного хода
Модификации и аксессуары организованы
В алфавитном порядке по исполнителю
Дэйв Одетт
- Дэйв
Мини-токарный станок Audette 7×20 Stretch
Стив Бедер
- Кулачковый замок Стива Бедэра
Мод. задней бабки - Задняя часть бабки Стива Бедэра
Мод
Ранний JW (JWE)
- Быстрая смена JW Early
Мод. стойки для инструментов - Модификация JW Early с шарнирным креплением двигателя
Викки Форд
- Викки
Страница модов Ford - Викки
Седельный замок Ford Mod - Викки
Подшипник маховика каретки Ford Mod - Викки
QCTP - Викки
Другой QCTP Форда
Форда
Тай Хоффер
- Ту
Минилате Хоффера Страница
Рик Крюгер
- Рик
Конические седельные упряжки Крюгера мод - Рик
Регулируемая задняя пластина патрона Kruger - Рик
Задняя бабка Kruger’s Cam Lock Mod - Модификация задней бабки Рика Крюгера
Брюс Симпсон
- Брюс
Составной подшипник Симпсона мод
Гордон Скотт
- Гордон
Удлинитель Scott’s Cross-Slide Extension Mod
Золтан Короссий
- Золтан
страницы модов
Джон Моран
- Джон
Вариант Морана кулачкового замка задней бабки - Джон
Версия Морана Carriage Lock 9 Майка Уолша0765 - Джон
Замок Moran с крестообразным/составным циферблатом - Джон
Токарный аксессуар Moran’s Ball & Sphere - Джон
Версия Морана модификатора расширения поперечного скольжения Гордона Скотта - Джон
Подшипник поперечного скольжения Moran мод. - Джон
Составной подшипник Moran мод.
Кен Штемпгес
- Кен
Страница модов мини-станков Stuempges
Дональд Куоллс
- Дональд
Страница модов мини-станка Qualls
Варминт Аль (Аль Харрал)
- Варминт Эл
страница модов для минилата - Варминт
Аксессуар для остановки каретки Al - Варминт
Аксессуар замка каретки Эла - Варминт
Натяжная шайба с зазором ходового винта Al - Варминт
Регулировка центрирования полугайки Als - Варминт
Аксессуар циферблатного индикатора задней бабки Al’s - Варминт
Аксессуар для шлифовальной машины Al’s Toolpost - Варминт
Процедура исправления челюсти Al’s Chuck - Варминт
Al’s Motor Speed Reduction Mod (для старых моделей токарных станков) - Варминт
Фрезерный аксессуар Al - Варминт
Al’s Carriage Gear Chip Guard Mod - Варминт
Сверхтонкий Power Feed Эла
Модификации и аксессуары организованы
В алфавитном порядке по токарному станку Компонент
- Модификации кроватей и направляющих
- Модификации каретки/седла
- Модификации патрона / задние пластины
- Составные моды
- Модули поперечной подачи / поперечного скольжения
- Модификации передней бабки
- Модули управления двигателем/скоростью
- Модули подачи питания
- Модификации шпинделя
- Модификации задней бабки
- Модификации инструментальных стоек / держатели инструментов / QCTP
- Принадлежности для токарной/облицовочной обработки
Модификации кроватей и направляющих
- Дэйв
Мини-токарный станок Audette 7×20 Stretch - Задняя часть бабки Стива Бедэра
Мод
Модификации каретки/седла
- Латунные седельные пластины
- Защита от стружки каретки
- Викки
Седельный замок Ford Mod - Викки
Подшипник маховика каретки Ford Mod - Замок каретки
- Конические седельные упряжи Рика Крюгера Mod
- Джон
Версия Морана каретного замка Майка Уолша
Модификации патрона / задние пластины
- Держатель гаек для зажимных гаек
- Рик
Регулируемая задняя пластина патрона Kruger
Составные модификации
- Быстрая смена JW Early
Мод. стойки для инструментов - Брюс
Составной подшипник Simpson Mod - Джон
Составной подшипник Moran мод.
Модули поперечной подачи / поперечного скольжения
- Гордон
Удлинитель поперечного скольжения Скотта, мод - Джон
Версия Морана модификатора расширения поперечного скольжения Гордона Скотта - Джон
Замок Moran с крестообразным/составным циферблатом - Джон
Подшипник поперечного скольжения Moran мод.
Модификации передней бабки
- Задняя часть бабки Стива Бедэра
Мод
Модули управления двигателем/скоростью
- Модификация шарнирной опоры двигателя JW Early
- Редуктор скорости двигателя для более старых моделей
(до 2000 г. ) Токарные станки - Блокировка переключателя прямого/обратного хода
Модули питания
- Варминт
Сверхтонкий Power Feed Эла - Электропитание Кена Штумпгеса
Модификации шпинделя
Модификации задней бабки
- Модификация задней бабки Рика Крюгера
- Джон
Вариант Морана кулачкового замка задней бабки - Кулачковый замок Стива Бедэра
Мод. задней бабки - Направляющая для выравнивания задней бабки
Зажим - Кулачковый замок задней бабки
- Модификация задней бабки Rick Kruger’s Cam Lock
- Джон
Вариант Морана кулачкового замка задней бабки
Модификации стойки для инструментов / держатели инструментов
- Викки
QCTP - Викки
Другой QCTP Форда - Нестандартный держатель инструмента
Форда
Принадлежности для токарной обработки/обточки
- Джон
Аксессуар Moran’s Ball & Sphere Turning Accessory
Вы найдете множество других модов на www. toolsandmods.com
Рукоятки поперечной подачи, составные и кривошипные
У меня были некоторые проблемы с заводскими ручками, которые заставили меня
Решил заменить их ручками, которые сделал на токарном станке. Это был первый мод, который я сделал для
мой токарный станок. Я также заменил пластиковые ручки на подаче каретки и задней бабке на
конические алюминиевые ручки, которые имеют меньше люфта и более плавные в работе.
Латунные полоски седла
На нижней стороне седла находятся две железные планки, удерживающие
седло на пути. Стандартные предметы сделаны из какого-то хрупкого железа, которое
в итоге трескается. У меня треснуло, поэтому я заменил их латунными полосками, отфрезерованными до тех же.
размер как оригинальные полоски.
Руководствуясь оригиналами, я использовал перевод
дыроколом, чтобы отметить центры монтажных отверстий. Эти новые полоски можно регулировать
более точно, чем оригиналы, так что седло имеет очень мало люфта, тем самым уменьшая
болтовня.
Если у вас нет мельницы, вы можете получить сталь или латунь из
нужной толщины и обрежьте его по размеру с помощью ленточной пилы или ножовки, а затем закончите
кусочки с помощью файла.
Нестандартный держатель инструмента
Мой оригинальный токарный станок 7×10 пришел с дефектным седлом —
V-образная канавка в нижней части седла не совпадала с направляющими токарного станка. я смог исправить
это путем фрезерования V-образной канавки, но это привело к снижению седла примерно на
0,020″. Я не хотел использовать прокладки под инструментами, чтобы поднять их обратно до
правильная центральная высота, поэтому вместо этого я сделал новый держатель инструмента. Я хотел сделать это в любом случае
потому что я хотел иметь возможность устанавливать свои инструменты заподлицо с краем держателя инструмента, поэтому
что я мог работать очень близко к кулачкам патрона, как при отрезке. Вот один из
несколько держателей инструментов, которые я сделал:
По мере развития моих навыков я изготовил несколько инструментов для быстрой замены
Столбы (QCTP) различной конструкции. Подробные планы на
последняя версия (03/03) теперь доступна, если вы хотите сделать свою собственную.
ДжВ
Адаптация раннего QCTP и другие ссылки QCTP
Защита от стружки каретки
Шестерни, приводящие каретку в движение с помощью рукоятки
имеют тенденцию получать много стружки и стружки в них.
Varmint Al разработал защиту от стружки, чтобы решить эту проблему, но
картинка на сайте Эла
вид сбоку, который не показывает много деталей. Я никогда не представлял себе, как это работает, пока
Кори Реннер выложил несколько фотографий своей реализации:
Увидев фотографии Кори, я решил сделать одну для своего
токарный станок. Я использовал лист акрилового пластика толщиной около 1/8 дюйма, вырезал и подпилил его по форме.
и просверлил отверстие для вала шестерни на токарном станке, используя 4-х кулачковый патрон для удержания пластика.
кусок. Вероятно, было бы проще просверлить отверстие, прежде чем резать изогнутые края.
на куске, но я не думал об этом в то время.
На моем токарном станке торцы двух шестерен выступали с небольшой
количество над поверхностью, созданной установкой защиты от стружки, что приводит к трению шестерен
на поверхность защиты от стружки. Я попытался вставить несколько маленьких шайб, чтобы поднять
защиты от стружки, но это частично свело на нет его цель, создав зазор, через который могла попасть стружка.
в. Я решил проблему, отшлифовав несколько тысяч с лицевой стороны каждой шестерни.
Я установил крышку на литье каретки, просверлив и
резьба для 4-40 винтов с плоской головкой Phillips. Наконец, я смазал шестерни либеральной
доза белой литиевой смазки.
Направляющая для выравнивания зажима задней бабки
Поскольку станина 7×10 такая короткая, я убираю
задняя бабка, когда я ее не использую. Металлическая пластина, прикрепленная к зажимному болту задней бабки
может свободно вращаться, но должен быть в правильной ориентации, когда задняя бабка переустанавливается
на путях.
Я добавил болт, чтобы пластина не вращалась, чтобы она
остается в правильной ориентации. Таким образом, я могу переустановить заднюю бабку, не глядя на
или регулировка пластины. Болт ввинчивается в отверстие, просверленное и нарезанное в
основание задней бабки и фиксируется шайбой и гайкой.
Я также добавил пружину, удерживающую пластину прижатой, чтобы
он не заедает, когда я переустанавливаю заднюю бабку и закругляю передние кромки
пластину напильником, чтобы она легче встала на место.
Кулачковый замок задней бабки
Это один из лучших модов всех времен для 7×10.
Это довольно трудоемко, но на токарном станке работать намного приятнее. Мой
заимствован из дизайна JW Early. Смотрите мой кулачковый замок
Страница задней бабки для получения полной информации об этом моде.
Держатель гаек для зажимных гаек
Я выточил столбик из алюминия и приклеил его эпоксидной смолой к
блок управления. Я держу дополнительные гайки для 4-кулачкового и 4-дюймового 3-кулачкового патрона на этом посту, когда
они не используются.
Замок каретки
Я получил эту идею от Varmint Al, затем украсил ее
Т-образная ручка. Обратите внимание на латунную заглушку на конце болта. Болт стандартный стальной 1/4х20.
из которого я снял головку, а затем добавил латунный удлинитель. Небольшой бред проходит
через отверстие, просверленное в обеих частях, чтобы скрепить их вместе. Отверстие 1/4 x 20
просверлить и нарезать резьбу в отливке седла (снять каретку с направляющих перед
сверление!) Я сделал это до того, как научился нарезать резьбу на токарном станке, поэтому я
просто использовал коммерческий болт. Вы можете сделать один из цельного куска латуни и надеть на него резьбу.
с помощью штампа или нарезания резьбы на токарном станке.
Это действительно простой мод, и он намного лучше, чем без него.
замок каретки вообще, но у него есть недостаток, заключающийся в том, что он имеет тенденцию приподнимать седло
от способов, которые нежелательны. После Varmint было разработано несколько других модов.
Эл опубликовал первое, в том числе очень красивый дизайн от Викки.
Форд — смотри. Я также опубликовал камеру с премиальным контентом
проект замка каретки замка, который прикладывает усилие вниз непосредственно под центром
седло.
Стопор каретки
Еще одна идея с украшением Varmint Al. Остановка вагона
зажимы на задней стороне путей. Это удобно для остановки каретки, когда
достигнута определенная точка в его путешествии — скажем, на плече. Я нахожу это очень полезным, когда
бурение на определенную глубину. Я добавил упорный винт, чтобы точно установить упор
точки после зажима устройства на пути. Это также решает проблему застревания стружки.
между краем седла и стороной упора. Пружина не дает ему двигаться
из-за вибрации.
Снижение минимальной скорости
Минимальная скорость шпинделя на HF 7×10 как следует из
фабрика слишком быстрая для некоторых операций, таких как постукивание. Постукивание под напряжением – это
немного рискованно даже на низких скоростях, так как метчик легко сломать в заготовке
но при осторожности он может быть очень эффективным.
Обновление (01.03.03)
Более новые токарные станки имеют более сложные источники питания, чем более ранние версии.
очень хорошие низкоскоростные возможности прямо из коробки. Токарные станки, изготовленные после 2001 г., не
нужен этот мод.
Конец обновления
Внимание!
напряжение (120 В переменного и постоянного тока), выставленное в блоке управления скоростью. Не пытайтесь
регулировки, описанные здесь, если вы не имеете квалификации для работы с такими напряжениями.
Дополнительно, так как регулировка скорости должна выполняться
при включенном питании короткое замыкание печатной платы также представляет потенциальный риск. К
свести к минимуму этот риск и риск поражения электрическим током, используйте инструмент с изолированной ручкой с очень
маленький металлический наконечник отвертки. Для этого идеально подходят инструменты юстировки ТВ. Вот инструмент, который я использую:
Хосе Родрикес сделал аналогичный инструмент из куска дерева
дюбель и металлический наконечник.
Примечание: следующая процедура описывает портовые перевозки
7×10 SKU 33684 куплен в 9/99. Это описание может не относиться к другим моделям или
более поздние модели того же станка.
Плата управления скоростью находится в блоке электроники:
Печатная плата закрыта пластиковым листом, удерживаемым в
место на 4 винта. Этот лист помогает предотвратить попадание металлической стружки на печатную плату. Повернуть
блок питания отверстием вниз и постучите им по столешнице, чтобы удалить металлическую стружку.
которые могут присутствовать, затем снимите пластиковую крышку.
Дочерняя плата устанавливается под прямым углом на одном конце
основная печатная плата. Дочерняя плата содержит две микросхемы операционных усилителей LM324 вместе с
обычные резисторы и конденсаторы.
В конце дочерней платы монтируются 3 крошечных элемента управления
потенциометры (потенциометры — такие же, как основной регулятор скорости, только гораздо меньшего размера). Эти горшки
на заводе покрывают черным лаком или клеем, чтобы они не смещались.
Лаковое покрытие здесь снято.
Эти потенциометры управляют различными аспектами сигнала,
управляет мотором. При правильных настройках можно запустить 7×10 при 30 об/мин, в то время как
сохраняя довольно сильный крутящий момент.
Перед изменением настроек отметьте исходные настройки значком
создание маленькой точки на каждом циферблате кастрюли и на фиксированном крае кастрюли с помощью маркера Sharpie
или аналогичный инструмент. Очень важно иметь возможность вернуться к исходным настройкам, т. к.
вы экспериментируете с этими горшками. После того, как вы пометили горшки, используйте нож Xacto или
аналогичный инструмент для снятия лакового покрытия с горшков.
Убедитесь, что токарный станок настроен на диапазон LO и минимальную скорость
прежде чем ты начнешь. Выставив горшки так, чтобы вы могли их отрегулировать, включите токарный станок.
Начните с крайнего правого горшка и медленно поворачивайте его по часовой стрелке — скорость токарного станка должна
снижаться. Если вы осторожно возьмете вращающийся патрон и надавите, вы почувствуете
влияние на крутящий момент.
Верните кастрюлю в исходное положение и повторите это действие.
процесс для двух других горшков, пока вы не получите четкое представление о том, как они влияют на скорость и
крутящий момент. Поиграв с ними некоторое время в различных комбинациях, вы должны найти
настройка, которая обеспечивает низкую скорость 30-50 об/мин с хорошим крутящим моментом. 30 об/мин — самый медленный
скорость, которую я смог достичь с адекватным крутящим моментом.
Если вы думаете о кастрюлях как о циферблате, настройки I
б/у:
Левый горшок — 1 1/2 часа по часовой стрелке
Средний бак — без изменений
Правый горшок — 1 час по часовой стрелке
Блокировка переключателя прямого/обратного хода
Обновление (01.03.03)
Министанки 2002 года выпуска и позже имеют электрическую
блокировка, встроенная в управление скоростью двигателя, которая требует сброса управления скоростью
ручку на ноль при смене направления. Поэтому на новее этот мод не нужен
токарные станки.
Конец обновления
Несколько владельцев токарного станка сообщили о перегоревших предохранителях.
из-за случайного переключения с прямого на задний ход. Добавление второго переключателя в качестве
описанный здесь, предотвратит эту проблему.
Общая стоимость около $2,50. Общее время 30-60 минут в зависимости от
уровень вашего мастерства.
Вам понадобится:
- новый переключатель DPDT, номер по каталогу Radio Shack 275-1533 (номер по каталогу
может устарела, смотрю каталог 1996 года) - короткий кусок проволоки (3-4 дюйма) калибра 20. (диаметр
проводник должен быть не меньше, чем существующие провода на переключателе F/R). - маломощный (25-50 Вт) паяльник и припой
- элементарные навыки пайки
Спасибо Таю Хофферу за диаграмму
- Отсоедините шнур питания станка
- Снимите блок питания с токарного станка (4 винта) и
переверните его (так же, как и для низкоскоростного мода) - Два провода идут от черной пластиковой клеммной колодки к
две нижние клеммы переключателя F/R. На моей машине провода обозначены цифрами 1 и 2. - Отпаяйте провод 2 от нижней левой клеммы F/R
переключатель и припаяйте его к центральной клемме по обе стороны от нового переключателя (вам будет
используя клеммы только на одной стороне нового переключателя) - Отпаяйте (синий, на моем токарном станке) провод сверху справа
контакт переключателя F/R и припаяйте его к любому контакту на той же стороне нового
переключатель как провод из предыдущего шага. - Припаяйте новый провод от верхней правой клеммы F/R
переключитесь на другую клемму на той же стороне нового переключателя. - Проверьте все паяные соединения, чтобы убедиться, что они яркие и
блестящий и что у вас нет коротких замыканий между клеммами. Будьте уверены, так как короткий
продуйте источник питания и/или двигатель! - Просверлите отверстие 1/2 на левой стороне блока питания и
установить новый переключатель.
