С1Е61Вм токарный станок характеристики: 1Е61ПМ, 1Е61ВМ Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Содержание
Токарный Винторезный станок высокой точности с1е61вм, РМЦ 710 мм Б/У
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки
Объявление не актуально!
Продам Токарный Винторезный станок высокой точности С1Е61ВМ. В отличном состоянии, с проверкой в работе.
Продажа от собственника.
Цена на станок с1е61вм указана с учетом погрузки на ваш транспорт. Купить б/у станок можно после осмотра, в будние дни с 9 до 18, более подробно по телефону.
Технические характеристики с1е61вм
Параметр Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) В
Наибольший диаметр детали обрабатываемой над станиной, мм 320
Наибольший диаметр детали обрабатываемой над суппортом, мм 170
Наибольшая длина обрабатываемой детали, мм 710
ЧПУ —
Пределы частот вращения шпинделя Min/Max, об/мин. 35,5 — 1800
35,5 — 1800
Мощность, кВт 3
Габариты, мм 2000_900_1400
Масса, кг 2000
Остались вопросы? Звоните !
Создано 29.03.2021 Изменено 25.04.2021
Токарный станок бу
Токарный по металлу БУ
Бу токарно-винторезные
Станки по металлу
1к62
Металлообрабатывающие станки
Похожие объявления
Интересные статьи партнеров
Пусконаладка оптоволоконного лазерного станка XTC-1530G/6000 IPG в Пензе
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 1]
10 простых советов для идеальных соединений на «Ус»
Что такое электроштамповка?
Крутая идея для фрезерного станка с ЧПУ: Раскраивайте мебельные плиты прямо в пачке!
Важные факторы связанные с лазерной резкой [Часть 1]
Инструкция по ручной лазерной сварке [часть 3]
Поставка и запуск форматно-раскроечного станка Y45-1 в Сергиевом Посаде
Пусконаладка оптоволоконного лазерного станка для резки листового металла XTC-1530WT/2000 Raycus в Москве
Вы недавно смотрели
Все просмотренные объявления →
Станок токарный С1Е61ВМ в Никополе (Токарные станки)
Цена: Цену уточняйте
за 1 ед.
Компания ООО «Мегатракт» (Никополь) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Станок токарный С1Е61ВМ, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Аналог станков SAMAT, 250ИТВМ, 16ВТ20П Предназначен для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частоты вращения…
Аналог станков SAMAT, 250ИТВМ, 16ВТ20П
Предназначен для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частоты вращения шпинделя, подач и шагов нарезаемых резьб в различных отраслях производства.
Технические характеристики
Наименование Значение Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) В Наибольший диаметр детали обрабатываемой над станиной, мм 320 Наибольший диаметр детали обрабатываемой над суппортом, мм 170 Наибольшая длина обрабатываемой детали, мм 710 Пределы частот вращения шпинделя, Min/Max, об/мин 35,5/1 800 Мощность двигателя главного движения, кВт 3 Габаритные размеры станка: длина-ширина-высота, мм 2000-900-1400 Масса станка с выносным оборудованием, кг 2 000
Товары, похожие на Станок токарный С1Е61ВМ
Вы можете приобрести товар Станок токарный С1Е61ВМ в организации ООО «Мегатракт» через наш сайт. На данный момент товар находится в статусе «в наличии».
На данный момент товар находится в статусе «в наличии».
Предприятие ООО «Мегатракт» является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашем портале для удобства, каждой компании присвоен уникальный идентификатор. ООО «Мегатракт» имеет ID 486328. Станок токарный С1Е61ВМ имеет идентификатор на сайте — 6213877. Если у вас появились сложности при взаимодействии с компанией ООО «Мегатракт» – сообщите идентификаторы компании и товара/услуги в нашу службу поддержки пользователей.
Дата создания модели — 06/09/2013, дата последнего изменения — 16/11/2013. За это время товар был просмотрен 2030 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ООО «Мегатракт» цена товара «Станок токарный С1Е61ВМ» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «Мегатракт» по указанным телефону или адресу электронной почты.
Телефоны:
+380 (56) 716-96-00
+380 (566) 68-74-65
Купить станок токарный С1Е61ВМ в Никополе:
ул. Ивана Богуна, 9, Никополь, Днепропетровская область, Украина, Никополь, Украина
Станок токарный С1Е61ВМ
Токарный станок С1Э61ВМ производства СССР. Табличка, Шильдик Табличка, Таблица резьб
Токарный станок С1Э61ВМ таблички, шильдики, таблички алюминиевые
Производитель высокоточного токарно-винторезного станка С1Э61ВМ Ульяновский станкостроительный завод
Технические характеристики изделия (станок С1Э61ВМ пластины, токарный станок S1E61VM шильдики ):
Материал – алюминий 0,5мм.
Состояние – новый.
Печать – термотрансфер.
Производитель: Украина, компания «ШилдСервис».
Продукт прочный и устойчивый к маслам и растворителям, рассчитан на длительное использование.
Оплатить можно:
– Прямой банковский перевод
Оплата по счету. Счет будет отправлен на электронную почту, указанную при оформлении заказа.
Счет будет отправлен на электронную почту, указанную при оформлении заказа.
— Банковский перевод Western Union (комиссия за транзакцию должна быть ниже по сравнению с прямым банковским переводом)
Описание машины
Изготовитель токарно-винторезного станка высокой точности С1Э61ВМ Ульяновский станкостроительный завод им. Володарского — многопрофильное предприятие, производившее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, токарно-винторезные станки, грузоподъемное оборудование, автоматические поворотные линии, бесконтактные пускатели , цепи пильные, тяговые, приводные, роликовые, запчасти к сельхозтехнике и товары народного потребления.
Завод выпускал токарно-винторезные станки универсальные моделей: ТВ-01, ТВ-01М, 1Э61М , Э61, 1Э61МТ, 1Э61ВМ, 1Э61ПМ, С1Э61ВМ , С1Э61ПМ, УТ16ВМ, УТ16ПМ , УТ16ВМТ, УТ16ПМТ, УТ-32.
Краткое описание устройства и работы станка
Станок приводится в действие индивидуальным электродвигателем.
От электродвигателя через клиноременную передачу движение передается на редуктор. От редуктора тоже посредством клиноременной передачи вращение передается на шпиндельную бабку, а затем через шестерни на шпиндель станка. Пределы частоты вращения шпинделя при положении рукоятки 1: 1 – 280…1800 об/мин, при положении рукоятки 1:8 – 35,5…224 об/мин.
Резьба нарезается с помощью коробки подачи. Цепь подачи имеет звено для восьмикратного увеличения величины подач и шагов резьбы, расположенное на трензеле в головке шпинделя. Включая звено увеличения шага, можно нарезать резьбу с увеличенным шагом.
Кроме того, имеется возможность нарезки резьбы путем соединения ходового винта с гитарой и комплекта сменных шестерен нужной настройки в обход цепи коробки подачи. Это создает самую короткую режущую цепочку.
Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. В то же время этот механизм предохраняет машину от поломки при перегрузке.
Включение основного электродвигателя и отключение насоса смазки заблокированы, что исключает возможность работы шпиндельной бабки без смазки.
Подача СОЖ в зону резания осуществляется от электронасоса, включаемого по мере необходимости рукояткой 10.
Реверс основного движения электрический, осуществляется рукояткой 22.
Вращение шпинделя тормозится электромагнитной тормозной муфтой, расположенной в редукторе.
Технологические возможности станка значительно расширены за счет дополнительных аксессуаров, поставляемых по специальному заказу.
Таблички к токарным станкам других моделей Вы можете посмотреть в разделе:
Шильдики к токарным станкам различных производителей
фирменные палки для токарных машин, изготовленных в СССР
Намеплят для фрезерной машины, изготовленной в СССР
.
Токарный станок является отцом всех станков и упоминается в ранней истории многих рас. По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Целью данного отчета является рассмотрение пяти различных «Типов токарных станков» в отношении их производственного применения, а также сравнение важных аспектов производства и массового производства. Он будет сосредоточен на традиционном токарном станке с центральным центром и его развитии в: производственные токарные станки.
Определения, графики и рисунки также включены в этот отчет.
§ СОДЕРЖАНИЕ
1. ВВЕДЕНИЕ 4
1.1.ПРОЦЕДУРЫ 4
1.2.РАССМОТРЕННЫЕ ТЕМЫ 4
1.3, Токарные станки с токарными станками и револьверными головками 6
3.2.1.1. Токарный станок с токарным станком 6
3.2.1.2. Револьверный токарный станок 7
3.2.2. Токарный станок с ЧПУ. 7
Токарный станок, обрабатывающий детали транспортного самолета. ..
..
Обычный токарный станок. Автор : Greudin, 2003. Лицензия…
Английский: Обучение FMS с обучаемым роботом, верстаком…
3.2.3. Одношпиндельный токарный автомат. 8
4. Система работы и удержания работы и инструмента 9
5. Настройка и программирование 11
6. Система измерения измерения 12
7. Экономические аспекты 13
8. Список литературы 15
1. ВВЕДЕНИЕ
1.1. -ТЕХНИЧЕСКОЕ ЗАДАНИЕ
1.1.1. — В соответствии с инструкциями, данными Майклом Томасом (руководителем модуля) по направлению «Производство и основные материалы» Технологического факультета Гламорганского университета, этот отчет был необходим и подготовлен как часть итоговой оценки.
1.1.2. — Предложение этого отчета рассматривает пять различных «Типов токарных станков» в связи с их производственным применением.
1.1.3. — Этот отчет был оценен и написан Виктором Мартинесом-Пересом, студентом первого курса бакалавриата инженеров-механиков (с отличием) в Университете Гламорган-Понтипридд, Уэльс
1. 2. -ПРОЦЕДУРЫ
2. -ПРОЦЕДУРЫ
Исследования для этого отчета проводились двумя способами. :
1.2.1 Исследования из конспектов лекций и справочников
1.2.2. Исследования в Интернете.
1.3. — ОТКРЫТЫЕ ТЕМЫ
В этом отчете основное внимание будет уделено традиционным токарным станкам с центральным центром и их развитию в: производственные токарные станки в связи с их производственным применением.
2. ТЕОРЕТИЧЕСКИЕ ПРЕДПОСЫЛКИ
Человек всегда пытался найти способы облегчить выполнение ручных операций, а деловые методы сократить рабочую силу, ускорить производство и снизить эксплуатационные расходы.
Токарный станок является отцом всех станков и упоминается в ранней истории многих гонок, когда он, оснащенный фиксированной опорой, использовался для токарной обработки дерева. Для его развития до той формы, в которой он известен сегодня, Генри Модсли (179 г.7) разработал токарный станок с суппортом, который позволяет людям очень быстро и точно обтачивать большие куски металла. Многие считали его важнейшей разработкой в области производства станков [1]. По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Многие считали его важнейшей разработкой в области производства станков [1]. По мере развития принципов взаимозаменяемого производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Сегодня токарно-винторезный станок можно определить как универсальный станок с механическим приводом, используемый для производства цилиндрических заготовок. Когда обрабатываемая деталь металла вращается на токарном станке, одноточечный режущий инструмент продвигается радиально в заготовку на заданную глубину и перемещается в продольном направлении вдоль оси заготовки, удаляя металл в виде стружки. С помощью приспособлений и принадлежностей можно выполнять и другие операции [4]. Токарные станки используются для производства круглых, конических, плоских или сферических деталей. [13]
Общие процессы наружного токарного станка: торцовка, прямолинейная токарная обработка, конусная токарная обработка, нарезание резьбы.
Общие внутренние процессы токарного станка: сверление, растачивание, внутренняя прямая и конусная токарная обработка, зенкерование, зенкерование, развертывание, нарезание резьбы и нарезание резьбы производство тысяч продуктов, которые мы используем каждый день.
3. ТИПЫ СТАНКОВ, КОМПОНЕНТОВ И ОПЕРАТОРОВ
3.1. ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК
Токарный станок с двигателем обычно используется для обработки отдельных деталей в соответствии с требуемыми спецификациями. Некоторые из распространенных операций, выполняемых на токарном станке: торцовка, токарная обработка конусов, параллельная токарная обработка, нарезание резьбы, накатка, растачивание, сверление и развертывание. [4]
Токарно-винторезный станок схематично показан на (Рисунок-1): он состоит из горизонтальной станины, поддерживающей переднюю бабку, заднюю бабку и каретку. Все станки должны иметь средства поддержки или удержания заготовки. Задняя бабка может быть зажата в различных положениях вдоль станины для размещения заготовок различной длины. Короткие заготовки нужно только зажать патроном.
Рисунок-1
Базовый токарный станок требует квалифицированного оператора, и качество производимой работы будет зависеть от его/ее заботы и внимания. Для производственной работы желательно исключить возможность отклонений и ошибок, и с этой целью на каретке часто устанавливаются механические упоры, позволяющие точно вернуться в положение, а также отключать силовые подачи, когда требуемый разрез завершен. [4]
[4]
Станки токарные токарные идеально подходят для изготовления простых и сложных токарных деталей, как из прутка, так и из заготовок. Заготовки могут быть точеными, коваными или литыми.
3.2. ПРОИЗВОДСТВЕННЫЕ ТОКАРНЫЕ СТАНКИ
Производственные токарные станки обычно используются, когда необходимо изготовить большое количество дублирующих деталей. Токарные станки с токарной станиной и револьверной головкой, одношпиндельные автоматические токарные станки и токарный станок с ЧПУ являются распространенными станками в этой группе.
3.2.1 Токарные станки с токарным станком и револьверной головкой
Токарные станки с токарной головкой и револьверной головкой в целом аналогичны по своему общему устройству и работе. Они во многом отличаются от токарных станков. Они имеют более жесткую конструкцию, более мощные и имеют более короткие и жесткие станины. Составного ползуна нет, а стойка инструмента обычно представляет собой четырехходовую револьверную головку, установленную непосредственно на передней части поперечного ползуна. Задняя часть поперечного суппорта также имеет простую стойку для отрезного инструмента при работе с прутком. Делительная револьверная головка заменяет заднюю бабку, и именно эта револьверная головка несет большую часть инструментов. Инструмент предварительно настроен, и револьверную головку можно индексировать или поворачивать, чтобы установить каждый инструмент в нужное положение.
Задняя часть поперечного суппорта также имеет простую стойку для отрезного инструмента при работе с прутком. Делительная револьверная головка заменяет заднюю бабку, и именно эта револьверная головка несет большую часть инструментов. Инструмент предварительно настроен, и револьверную головку можно индексировать или поворачивать, чтобы установить каждый инструмент в нужное положение.
3.2.1.1. Токарный станок Capstan меньше по размеру и чаще всего используется для обработки прутков, оснащенных цанговым патроном. Его башня установлена на отдельной вспомогательной платформе, которую можно закрепить в любой точке основной платформы. Зажим является более жестким и постоянным, так как подложка устанавливается нечасто. Башня автоматически поворачивается от станции к станции. Револьверный затвор снабжен регулируемыми упорами, которые ограничивают его движение по направлению к передней бабке. Оператор не должен выполнять никаких измерительных процессов, а просто подает инструмент в работу до тех пор, пока упор не предотвратит дальнейшее движение. Затем инструмент извлекается вручную и используется сетевой инструмент. Упор автоматически изменяется, когда каждый новый инструмент индексируется в нужном положении.
Затем инструмент извлекается вручную и используется сетевой инструмент. Упор автоматически изменяется, когда каждый новый инструмент индексируется в нужном положении.
3.2.1.2. Револьверный токарный станок больше и тяжелее и используется для обработки больших отливок. Это следующая разработка в предоставлении производственной машины для использования неквалифицированным оператором. Револьверный токарный станок обычно оснащен пневматическим или ручным патроном или специальным токарным приспособлением для удержания заготовки. Основное отличие токарного станка с токарным станком заключается в том, что револьверная головка установлена на каретке, которая скользит непосредственно по основной станине станка. Индексация не автоматическая, а выполняется вручную после разблокировки башни. При этом поперечный салазок упрощен и снабжен одной перевернутой стойкой для инструментов сзади и квадратной делительной револьверной головкой, вмещающей до четырех инструментов, установленной спереди.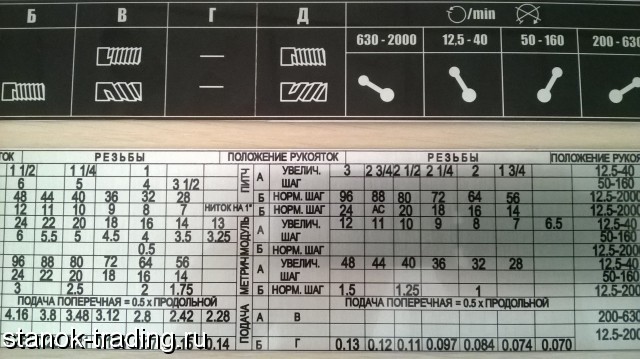 Для продольного и поперечного перемещений предусмотрен номерной барабан упоров. Все, что требуется от оператора, — это повернуть револьверную головку и барабан и переместить каретку на заданный упор. На некоторых токарно-револьверных станках можно установить до 20 различных инструментов на ползун или револьверную головку седловидного типа, и каждый инструмент можно быстро и точно повернуть в нужное положение. После установки инструментов каждая деталь изготавливается быстро и точно. [8]
Для продольного и поперечного перемещений предусмотрен номерной барабан упоров. Все, что требуется от оператора, — это повернуть револьверную головку и барабан и переместить каретку на заданный упор. На некоторых токарно-револьверных станках можно установить до 20 различных инструментов на ползун или револьверную головку седловидного типа, и каждый инструмент можно быстро и точно повернуть в нужное положение. После установки инструментов каждая деталь изготавливается быстро и точно. [8]
3.2.2. Токарный станок с ЧПУ.
Станок с числовым программным управлением (ЧПУ) (рис. 2) является одной из последних модификаций базового токарно-винторезного станка и представляет собой станок с ЧПУ с дополнительной функцией бортового компьютера.
Рисунок 2.- Токарный станок с ЧПУ
Этот токарный станок с числовым программным управлением используется в основном для операций настройки и может экономично и автоматически производить валы практически любой формы. Этот токарный станок может превзойти большинство типов токарных станков и обеспечивает экономию инструментов, настройки и времени цикла.
Под числовым программным управлением мы подразумеваем, что станок может управляться автоматически с помощью носителя (бумажная лента). Инструмент будет делать только то, что ему говорит лента, которая подается в машину. Но термин компьютерное числовое управление (ЧПУ) относится к компьютеру, который соединен со станком с ЧПУ. Это делает машину более универсальной, потому что теперь мы можем хранить информацию в банке памяти, сохраняя то, что есть на ленте ЧПУ, и повторяя ее без необходимости каждый раз перематывать ленту. Вы также можете запрограммировать задание вручную, шаг за шагом, непосредственно на машине; это называется ручным вводом данных. В обоих случаях теперь вы можете создать новую ленту или изменить содержимое банка памяти, создав новую ленту. Это стоит дороже, но теперь у оператора больше гибкости в производстве детали. Например, если инструмент затупился, вы можете вручную изменить подачу скорости фрезы, чтобы обеспечить плавный рез. Таким образом, резак может отрезать еще до 10 деталей, прежде чем оператору придется сменить инструмент. Это увеличивает количество деталей на инструмент и сокращает время простоя станка, что очень выгодно. Если компании необходимо добавить или удалить разделы детали для доработки или обновления, это можно сделать, нажав две-четыре кнопки.
Это увеличивает количество деталей на инструмент и сокращает время простоя станка, что очень выгодно. Если компании необходимо добавить или удалить разделы детали для доработки или обновления, это можно сделать, нажав две-четыре кнопки.
В токарном станке с ЧПУ приводы ручных колес обычного токарного станка были заменены, чтобы компьютер мог управлять их положением салазок. Это открывает возможность создания неограниченного количества профилей с помощью непрерывного управления положением ползуна. [3]
Это может быть расширено за счет установки револьверных головок с компьютерным управлением и револьверной головки с компьютерным управлением на продольных и поперечных направляющих вместо задней бабки. Поскольку больше не нужно предусмотреть человека-оператора, машину можно сделать более компактной и сложной. Кровать может быть изменена и размещена под наклоном, чтобы улучшить поток охлаждающей жидкости. Приводные шпиндели могут быть встроены в револьверные головки, что позволяет выполнять операции фрезерования и сверления, а также позволяет изготавливать сложные детали за одну операцию.
3.2.3. Одношпиндельный токарный автомат.
Этот токарный станок отличается от шпиля тем, что револьверная головка вращается вокруг горизонтальной оси, а не вокруг вертикальной оси. Он также будет иметь несколько радиальных суппортов, используемых для формовки и отрезки инструментов.
Этот токарный станок особенно популярен в качестве первого станка для подачи прутка с помощью устройства подачи прутка магазинного типа. Производят в малых (рис. 6 и 7) и средних количествах. Он предназначен для точения мелких деталей, обычно используемых в камерах, электронных гаджетах, пистолетах-распылителях, гидравлических и пневматических устройствах, фитингах, кабельных вводах и т. д., изготовленных из алюминия, латуни или мягкой стали. Они также могут производить детали для автомобилей, такие как поршни, кольца, направляющие клапанов, валы, выталкивающие штифты и т. д. Некоторые примеры работ показаны ниже.
Управление циклом обработки больше не возлагается на оператора, а контролируется самой машиной, обычно посредством движений, приводимых в действие кулачком.
4. СИСТЕМЫ РАБОТЫ И ИНСТРУМЕНТА
4.1. ЗАДЕРЖКА
Патрон является наиболее распространенным методом крепления заготовок. (Рисунок-8). Патрон имеет три или четыре кулачка и устанавливается на конце основного шпинделя. Трехкулачковый патрон применяют для захвата цилиндрических заготовок, когда выполняемая операция такова, что обрабатываемая поверхность концентрична с рабочими поверхностями. Челюсти имеют ряд зубьев, которые входят в зацепление со спиральными канавками на круглой пластине внутри патрона. Эта пластина может вращаться с помощью ключа, вставленного в квадратное гнездо, что приводит к одновременному радиальному движению челюстей. Поскольку кулачки находятся на одинаковом расстоянии от оси патрона, цилиндрические заготовки автоматически центрируются при захвате.
В четырехкулачковом патроне каждый кулачок можно регулировать независимо, вращая радиально установленные резьбовые винты. Хотя точная установка заготовки может занять довольно много времени, для нецилиндрических заготовок часто необходим четырехкулачковый патрон.
Для очень сложных форм можно использовать круглую планшайбу. Планшайба имеет радиальные прорези, которые позволяют прикрепить заготовку к планшайбе болтами.
Для небольших токарных станков для обработки материала, представленного в виде прутков, часто используются цанги. Эти цанги представляют собой фактически разрезные втулки, которые плотно прилегают к заготовке и имеют конус на внешней поверхности. Втягивание цангового патрона в соответствующее коническое отверстие на конце шпинделя приводит к сжатию цангового патрона и захвату заготовки.
Для точной токарной обработки или в случаях, когда рабочая поверхность не совсем цилиндрическая, заготовку можно обтачивать между центрами. (Рисунок-9). Первоначально в заготовке просверлено коническое центральное отверстие на каждом конце, чтобы обеспечить расположение центров токарного станка. Перед опорой заготовки между центрами (один в передней бабке и один в задней бабке) на конце передней бабки закрепляется собачка (прижимное устройство). Собачка устроена таким образом, что наконечник вставляется в прорезь приводной пластины, установленной на главном шпинделе, обеспечивая вращение заготовки вместе с шпинделем. [11]
Собачка устроена таким образом, что наконечник вставляется в прорезь приводной пластины, установленной на главном шпинделе, обеспечивая вращение заготовки вместе с шпинделем. [11]
В цанговом патроне на переднем конце имеется разъемная пружинная цанга. Сначала заготовку зажимают, закрывая цангу заготовкой с помощью гайки.
Планшайбы используются для неправильных форм. Планшайба имеет радиально расположенные пазы, которые позволяют закреплять заготовку на ней с помощью болтов
Хотя используются те же формы удержания заготовки, что и на традиционных станках, они автоматизированы и могут иметь встроенные в них системы позиционирования. Автоматизация закрытия патрона может осуществляться механическим, пневматическим или гидравлическим приводом.
4.2. ИНСТРУМЕНТАЛЬНЫЙ ДЕРЖАТЕЛЬ
Часто бывает так, что самым сложным этапом в производстве продукта является определение того, как удерживать заготовку материала во время ее обработки. Инструмент не должен загрязнять рабочую систему крепления. Система удержания заготовки не должна мешать операциям механической обработки. [6]
Система удержания заготовки не должна мешать операциям механической обработки. [6]
Режущие инструменты токарных станков обычно удерживаются двумя способами:
В держателях инструментов, которые обеспечивают жесткость при удерживании режущего инструмента.
· В резцедержателях: которые служат средством удержания резцедержателя или режущего инструмента
Стандартный
Инструментальная стойка, обычно поставляемая с токарным станком, имеет стандартный или круглый тип (Рисунок-10). Этот резцедержатель, который вставляется в Т-образный паз опоры компаунда, обеспечивает средство удержания и регулировки резцедержателя или режущего инструмента. Вогнутое кольцо и клин обеспечивают возможность регулировки высоты режущего инструмента.
Револьверный тип или четырехпозиционный резцедержатель
Револьверный тип или четырехпозиционный резцедержатель (рис. 11) предназначены для удержания четырех режущих инструментов, которые можно легко индексировать для использования по мере необходимости. Несколько операций, таких как настройка, нарезание канавок, нарезание резьбы и отрезка могут быть выполнены на заготовке путем ослабления фиксирующей рукоятки и поворота держателя до тех пор, пока нужный резец не окажется в положении резания. Это сокращает время наладки различных инструментов/насадок и, таким образом, увеличивает производительность.
Несколько операций, таких как настройка, нарезание канавок, нарезание резьбы и отрезка могут быть выполнены на заготовке путем ослабления фиксирующей рукоятки и поворота держателя до тех пор, пока нужный резец не окажется в положении резания. Это сокращает время наладки различных инструментов/насадок и, таким образом, увеличивает производительность.
Быстросменный держатель инструмента
Изготавливаются в различных стилях для различных типов режущих инструментов. Каждый держатель имеет соединение «ласточкин хвост» (рис. 12) и подходит к стойке инструмента с соединением «ласточкин хвост», которая крепится к составной опоре.
Инструмент удерживается на месте набором винтов. После того, как инструмент затупился, держатель и инструмент можно заменить другим предустановленным блоком. Это полезно, когда обрабатывается много деталей одного размера, поскольку точка резания на инструментальной насадке, предварительно заданная в инструментальном цехе, находится точно в том же положении, что и инструмент, который она заменяет. Каждый резцедержатель устанавливается на ласточкин хвост на стойке инструмента и фиксируется в этом положении с помощью зажима. Рифленая гайка на каждом держателе обеспечивает вертикальную регулировку.
Каждый резцедержатель устанавливается на ласточкин хвост на стойке инструмента и фиксируется в этом положении с помощью зажима. Рифленая гайка на каждом держателе обеспечивает вертикальную регулировку.
Основное различие между традиционным креплением инструмента и креплением инструмента с ЧПУ заключается в использовании предварительной настройки. Это может быть достигнуто несколькими способами, такими как инструмент, удерживаемый в фиксируемом держателе инструмента, блочный инструмент и сменные элементы инструмента/наконечника.
Системы предварительной настройки инструмента используют специальные приспособления для предварительной настройки возможных систем измерения координат. После установки инструмента в револьверную головку системы проверки можно использовать для учета небольших неточностей в настройке в дополнение к износу инструмента.
5. НАСТРОЙКА И/ИЛИ ПРОГРАММИРОВАНИЕ СТАНКА
Лучший токарный станок в мире будет работать плохо, если он не будет правильно настроен в первую очередь.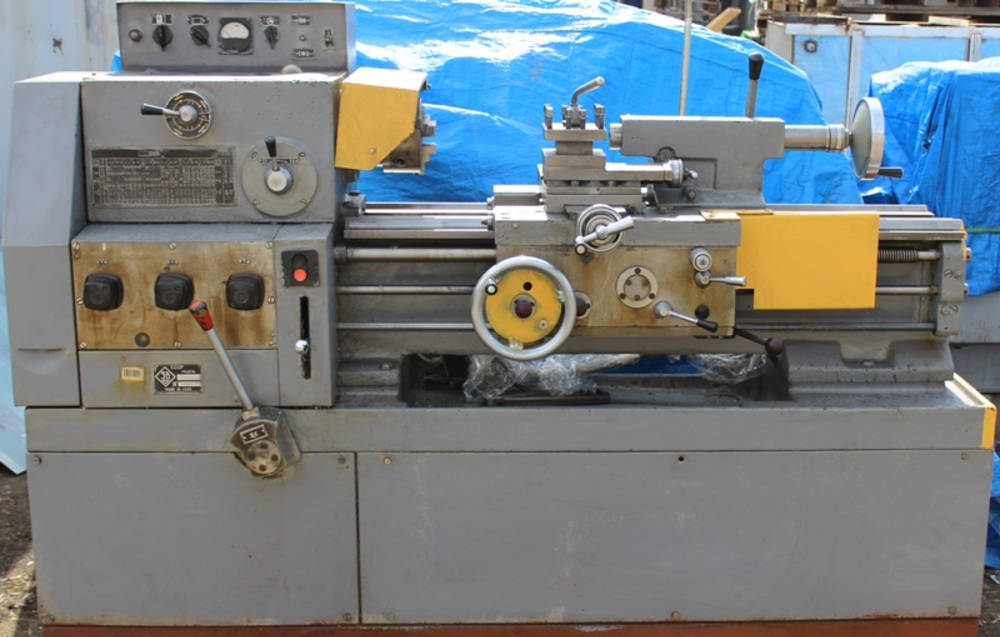 Даже новый токарный станок не будет резать параллельно, если он не выровнен должным образом, а чистота поверхности, которой можно достичь, будет значительно улучшена за счет уменьшения вибрации, передаваемой на заготовку и инструмент от двигателя и редуктора токарного станка. Кроме того, если токарный станок был установлен в течение длительного времени, стоит пройти тестовые процедуры, чтобы проверить его центровку. Ни одна из задействованных процедур не является особенно сложной, и для получения хорошего конечного результата не требуются дорогостоящие инструменты
Даже новый токарный станок не будет резать параллельно, если он не выровнен должным образом, а чистота поверхности, которой можно достичь, будет значительно улучшена за счет уменьшения вибрации, передаваемой на заготовку и инструмент от двигателя и редуктора токарного станка. Кроме того, если токарный станок был установлен в течение длительного времени, стоит пройти тестовые процедуры, чтобы проверить его центровку. Ни одна из задействованных процедур не является особенно сложной, и для получения хорошего конечного результата не требуются дорогостоящие инструменты
Процесс установки токарного станка логичен, и первым шагом является проверка того, насколько ровным является основание.
Во-вторых, правильное скручивание в станине — это простая регулировка домкратных винтов на подъемных блоках или установка прокладок под ножки токарного станка — такие регулировки выполняются на конце задней бабки.
Установка режущего инструмента
Режущий инструмент должен быть установлен на правильной высоте. Если он установлен слишком высоко, то инструмент будет тереться о заготовку, выделяя тепло и ухудшая качество поверхности, а также притупляя кромку режущего инструмента. Если режущий инструмент установлен слишком низко, то заготовка будет натягиваться на верхнюю часть режущего инструмента и повредит режущий инструмент или вытащит заготовку из куска. Серьезность проблемы будет определяться задействованными силами, которые связаны с высотой над или под центром заготовки, а также с используемыми материалами, скоростью подачи, скоростью резания и глубиной резания. Режущий инструмент также необходимо крепко удерживать в резцедержателе, используя все имеющиеся зажимные винты. Режущий инструмент не должен выступать дальше резцедержателя, чем это необходимо, так как это увеличивает риск вибрации, приводящей к повреждению режущего инструмента и плохому качеству поверхности и допуску.
Если он установлен слишком высоко, то инструмент будет тереться о заготовку, выделяя тепло и ухудшая качество поверхности, а также притупляя кромку режущего инструмента. Если режущий инструмент установлен слишком низко, то заготовка будет натягиваться на верхнюю часть режущего инструмента и повредит режущий инструмент или вытащит заготовку из куска. Серьезность проблемы будет определяться задействованными силами, которые связаны с высотой над или под центром заготовки, а также с используемыми материалами, скоростью подачи, скоростью резания и глубиной резания. Режущий инструмент также необходимо крепко удерживать в резцедержателе, используя все имеющиеся зажимные винты. Режущий инструмент не должен выступать дальше резцедержателя, чем это необходимо, так как это увеличивает риск вибрации, приводящей к повреждению режущего инструмента и плохому качеству поверхности и допуску.
Связи CAD/CAM
Широкое использование систем CAD привело к значительным изменениям в создании программ ЧПУ. Компьютер «знает» геометрию, заданную конструктором. Он хранит в своей памяти значения уравнений линий, окружностей и т.д. Это означает, что геометрия может быть передана в программу CAM, которая регулирует размеры, созданные дизайнером, для создания нового набора геометрии, чтобы определить путь вырезания, необходимый для изготовления детали. Таким образом, кто-то должен определить, какой резак; будут использоваться скорость подачи и скорость шпинделя. Это технологические решения, обычно принимаемые инженером-технологом с учетом прочности материала заготовки, зажима и количества удаляемого материала.
Компьютер «знает» геометрию, заданную конструктором. Он хранит в своей памяти значения уравнений линий, окружностей и т.д. Это означает, что геометрия может быть передана в программу CAM, которая регулирует размеры, созданные дизайнером, для создания нового набора геометрии, чтобы определить путь вырезания, необходимый для изготовления детали. Таким образом, кто-то должен определить, какой резак; будут использоваться скорость подачи и скорость шпинделя. Это технологические решения, обычно принимаемые инженером-технологом с учетом прочности материала заготовки, зажима и количества удаляемого материала.
В настоящее время обычной практикой является загрузка заданной конструктором геометрии и последующая обработка ее в программе обработки. Это может сэкономить значительное количество времени, а также предотвращает ошибки, которые может сделать программист при выполнении расчетов и повторном вводе размеров в компьютер. Это также возлагает ответственность за форму продукта на дизайнера. Чертеж не должен содержать ошибок, так как CAM-система будет точно следовать ему.
Чертеж не должен содержать ошибок, так как CAM-система будет точно следовать ему.
К сожалению, производители станков не согласовали универсальный стандарт для машинного языка. Это вынуждает компании использовать постпроцессоры для преобразования вывода CAM файла ISO CL в конкретный язык станка. Точно так же системы САПР имеют свои собственные форматы, и был установлен Международный стандарт обмена графическими данными, позволяющий компаниям обмениваться информацией САПР между различными системами. Широко распространенный из них используется Auto CAD, форматом DXF, и большинство систем CAM принимают файлы DXF или IGES в качестве входных данных. [10]
Возможности редактирования значительно расширяют возможности использования станка, поскольку программы могут быть скопированы для изготовления нескольких деталей из одного куска материала, а комплекты деталей могут быть изготовлены за одну настройку станка.
6. ИЗМЕРИТЕЛЬНАЯ СИСТЕМА
Благодаря достижениям в области технологий были разработаны станки, способные производить детали с чрезвычайно малыми допусками. В результате измерительные инструменты и оборудование пришлось модернизировать, чтобы точно измерять более жесткие допуски. Потребность в точных измерениях была необходима из-за взаимозаменяемости производства, когда детали, произведенные в одной детали, могут быть собраны с деталями, произведенными на другом заводе или даже в другой стране. [12]
В результате измерительные инструменты и оборудование пришлось модернизировать, чтобы точно измерять более жесткие допуски. Потребность в точных измерениях была необходима из-за взаимозаменяемости производства, когда детали, произведенные в одной детали, могут быть собраны с деталями, произведенными на другом заводе или даже в другой стране. [12]
Использование центра Тщательная проверка является обязательной, хотя требуемая точность детали определяет тип измерительных инструментов, которые следует использовать. [4]
Крючковая линейка очень удобна для измерения размера заготовки.
Штангенциркули будут использоваться для измерения диаметра отверстий или ширины шпоночных каналов и пазов, а затем будут перенесены на микрометр.
Микрометр может использоваться для измерения вала изделия в машине.
Штангенциркули используются для точных измерений.
Калибры-пробки также используются для измерения отверстий.
Циферблатные индикаторы используются для проверки центровки станков, приспособлений и заготовок перед обработкой
7. ЭКОНОМИЧЕСКИЕ АСПЕКТЫ
ЭКОНОМИЧЕСКИЕ АСПЕКТЫ
В любой инженерной операции экономическая стоимость операции играет жизненно важную роль в определении скорости или скорости. операции. Если бы мы вырезали ненужный материал с очень низкой скоростью, время выполнения операции увеличилось бы. А вместе с этим стоимость рабочей силы, стоимость эксплуатации машины и накладные расходы делают операцию более дорогостоящей. Если бы та же операция выполнялась на очень высокой скорости, износ режущего инструмента ускорился бы. Оператору придется чаще менять инструмент и, следовательно, чаще перетачивать инструмент и переустанавливать его на станке. Таким образом, увеличится стоимость инструмента, стоимость переустановки инструмента и время простоя станка. Влияние скорости на различные затраты показано на (Рисунок-13), который показывает, что только при определенной скорости работа является наиболее экономичной. [9]
Подход к автоматизации сильно зависит от объема производства. Обычно для описания объема производства используются три категории: массовое производство, включающее более 1 миллиона компонентов в год, крупносерийное производство и мелкосерийное производство менее нескольких сотен в каждом производственном цикле.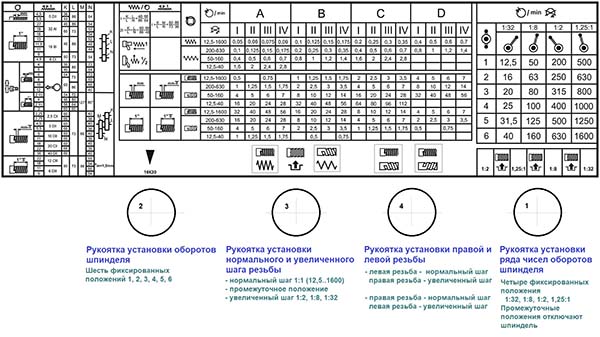
Станок с числовым программным управлением, в котором оператор заменен оборудованием управления с обратной связью, содержащий различные инструкции, как правило, экономичен для обработки тех средних компонентов, которые требуются небольшими партиями и не требуют большого разнообразия операций обработки с использованием различных инструментов системы и различные положения заготовки.
Сложные компоненты дороги, потому что они имеют значительную материальную ценность и обычно требуют большого объема механической обработки. Для этих компонентов наиболее экономичным является выбор станка, в котором интегрированы различные функции обработки. Например, АСС.
Г-н After Debarr [12] сравнил производственные затраты для различных систем в количественном выражении. Это сравнение представлено на (Рис. 14) и показывает, как выбор систем в значительной степени зависит от размера партии. Ясно, что ручные системы оправданы только для самых маленьких партий и что числовое управление, вероятно, будет экономически выгодным для широкого диапазона мелкосерийного и среднесерийного производства.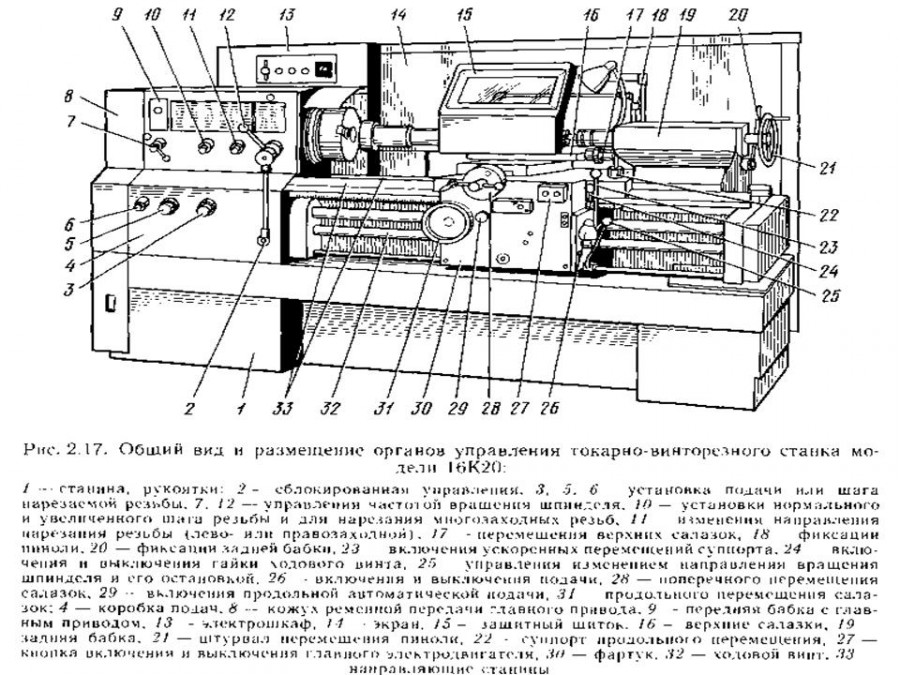
Точность и чистота поверхности также должны приниматься во внимание, когда речь идет о затратах, и поэтому необходимо учитывать функцию, предназначенную для обработанной поверхности. Спецификация слишком жестких допусков или слишком гладких поверхностей является одним из основных способов, с помощью которых дизайнер может добавить ненужные затраты. В качестве руководства по сложности обработки в пределах требуемых допусков можно указать:
· Допуски от 0,127 до 0,25 мм легко достигаются.
· Допуски от 0,025 до 0,05 мм получить несколько труднее, что приведет к увеличению производственных затрат.
· Допуски 0,0127 мм и более требуют хорошего оборудования и квалифицированных операторов и значительно увеличивают производственные затраты.
Даже если поверхность можно обработать на одном станке, потребность в более гладкой поверхности будет означать увеличение затрат.
Типичная шероховатость поверхности, полученная при токарной обработке, составляет от 6,3 до 2,5 мкм.
Время обработки и, следовательно, стоимость обработки обратно пропорциональны квадратному корню из шероховатости поверхности. (Рисунок-15) показывает взаимосвязь между себестоимостью и качеством поверхности для типичной токарной операции.
8. ССЫЛКИ
[1]Titlt Hammer — Steel City Founders http://tilthammer.com/bio/maud.htm
[2] http://www.the-land-rover.com/WeldShop/ MasterMachinist/Ch7.htm
[3] Дж. В. Валентино и Джозеф Гольденберг. Введение в числовое программное управление (ЧПУ). Третье издание. Пирсон Образование.
[4] Джеймс Андерсон и Эрл Э. Татро. Теория магазина. Шестое издание. McGraw-Hill 1974
[5] http://www.welsoft.co.uk/machmill/hs410.htm
[6] H Burghardt, Axelrod & J Anderson, Machine Tool Operation, Part 1, ED McGraw Hill Книжная компания, 5-е издание
[7] Г. Сехон и Б. Джунжа, Основы металлообработки и станкостроения, Эд Джон Вили и сыновья, Чичестер, 1987
[8] Крар, Освальд и Сент-Аманд, Операции по станкостроению, McGraw Hill, Inc.
