Схема сварки ресанта 220: Ресанта САИ-220 – схема, неисправности, отзывы, характеристики сварочного инвертора
| СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140 Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
Итак, подаем питание и смотрим что будет происходить. Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления. Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост. По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19. Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции. Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ. Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845. Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8. На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
Поэтому рассмотрим лишь оставшиеся узлы. Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса. При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1. Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы. принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения: 15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов. Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается. Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле. На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. Осциллограмма выходного напряжения без нагрузки. Осциллограмма выходного напряжения инвертора при нагрузке 60 А. Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите. Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов. | |
 При поломке – укажет, какая деталь нуждается в замене.
При поломке – укажет, какая деталь нуждается в замене.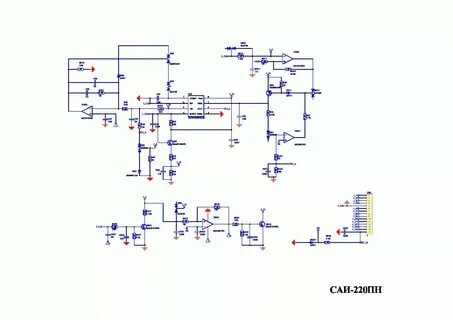 Для электрода достаточен диаметр от 2-х до 3-х мм.
Для электрода достаточен диаметр от 2-х до 3-х мм.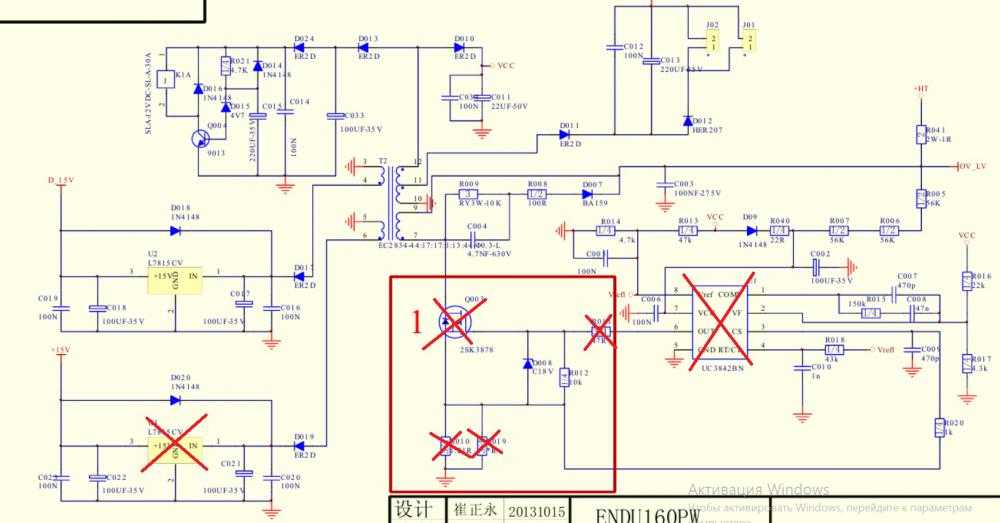

 Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт. Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта. На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания. Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50.
Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт. Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта. На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания. Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.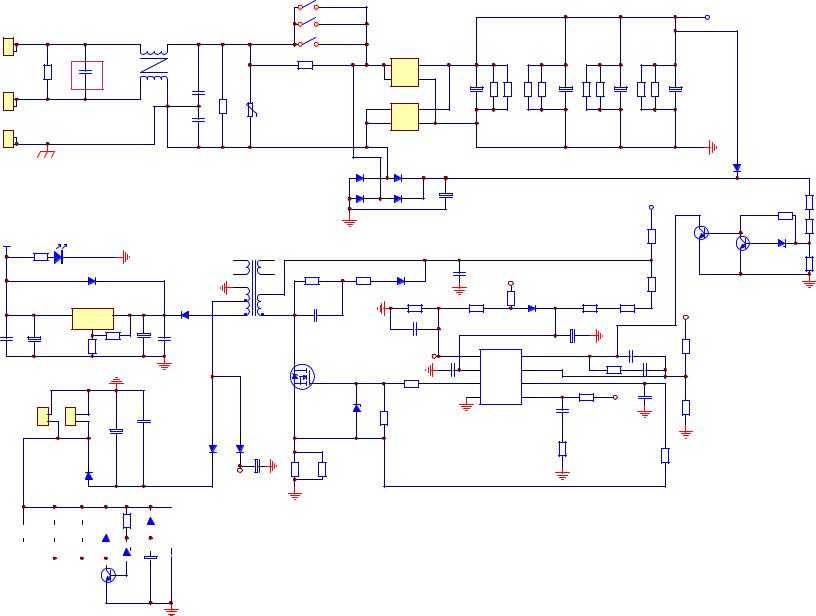 Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания. Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания. Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2. При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.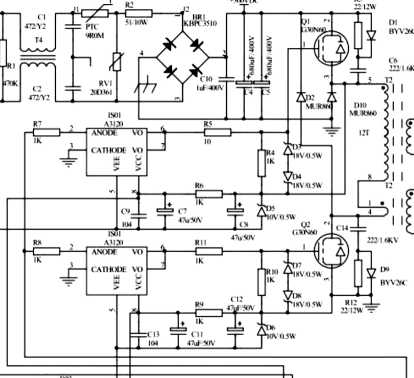 При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.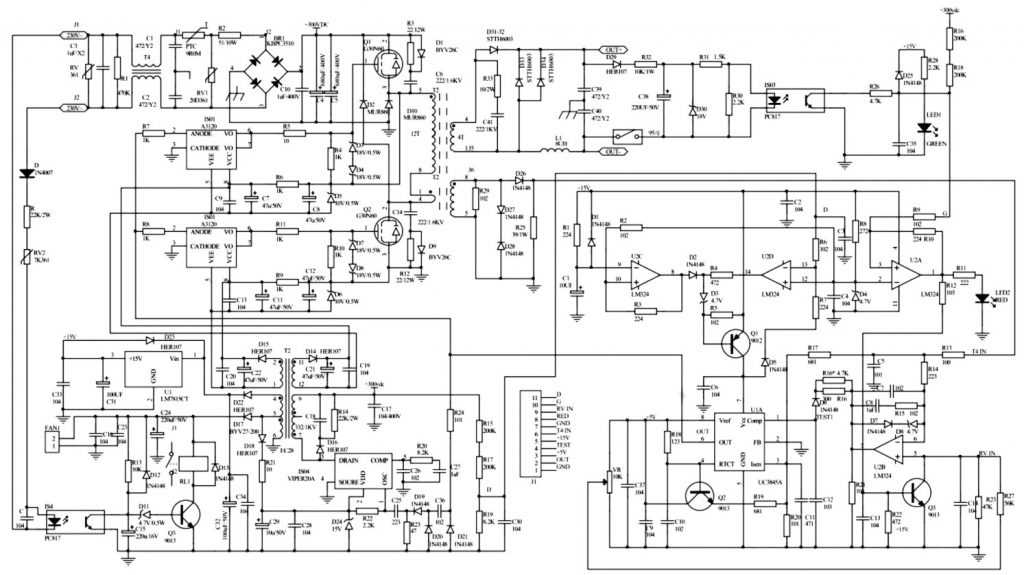 Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы. Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы. Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.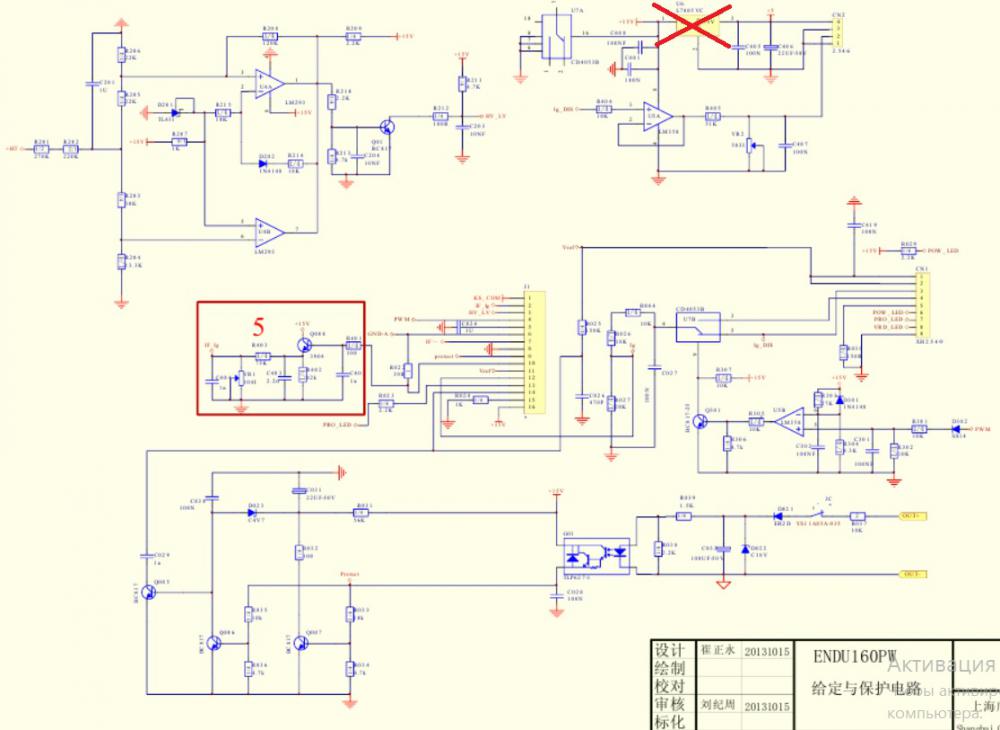 Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.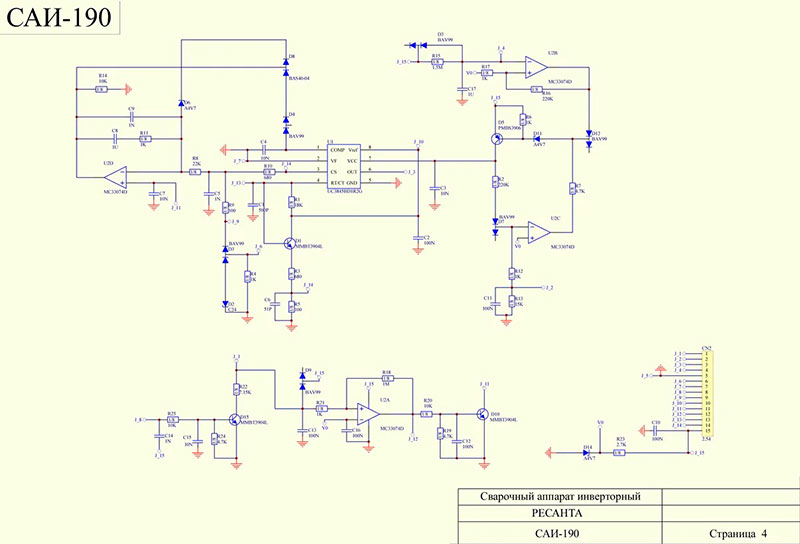 Для неопытного сварщика или ученика вполне хватит. Бытовые сварочных инверторы типа САИ 220 характеризуются простотой в подключении. Воткнул вилку в розетку с 220 вольт и – вперед!
Для неопытного сварщика или ученика вполне хватит. Бытовые сварочных инверторы типа САИ 220 характеризуются простотой в подключении. Воткнул вилку в розетку с 220 вольт и – вперед!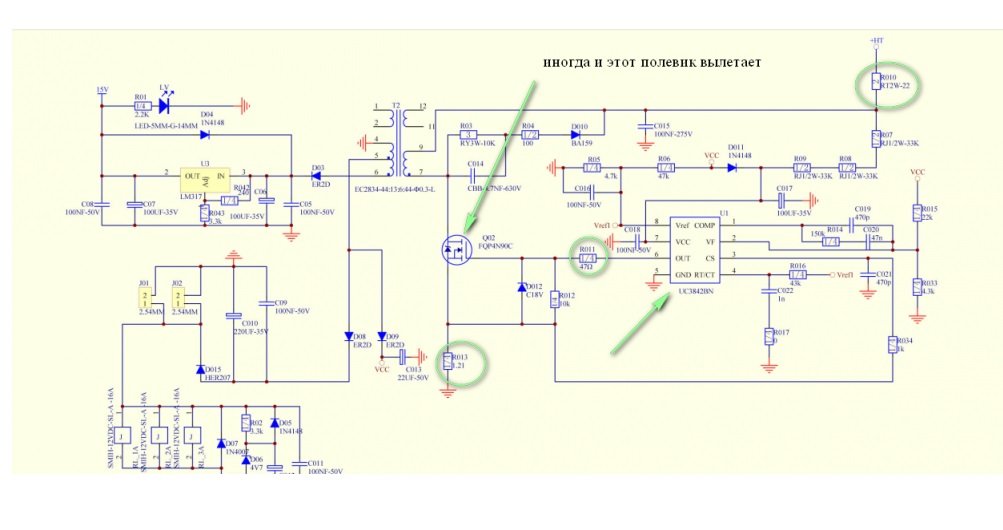 В дальнейшем напряжение подаётся в штатном режиме.
В дальнейшем напряжение подаётся в штатном режиме.
 Он пользуется авторитетом среди домашних умельцев. И выступает в роли азбуки для новичков в сварном деле. Для начала работы требуется обычная розетка в 220 вольт, какими оборудованы наши дома.
Он пользуется авторитетом среди домашних умельцев. И выступает в роли азбуки для новичков в сварном деле. Для начала работы требуется обычная розетка в 220 вольт, какими оборудованы наши дома. Работы вам без дефектов!
Работы вам без дефектов!принцип действия и методы поиска, ремонт и обслуживание инвертора
Содержание
- 1 Инверторный тип сварочника
- 1.1 Особенности функционирования
- 1.2 Принцип работы и основные характеристики
- 2 Схема и ремонт
- 2.1 Типовые неисправности
- 2.2 Поломки сложного типа
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).

- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью.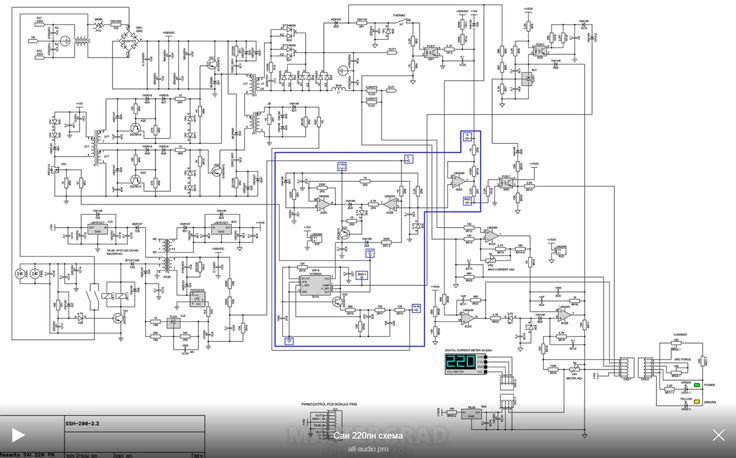 С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.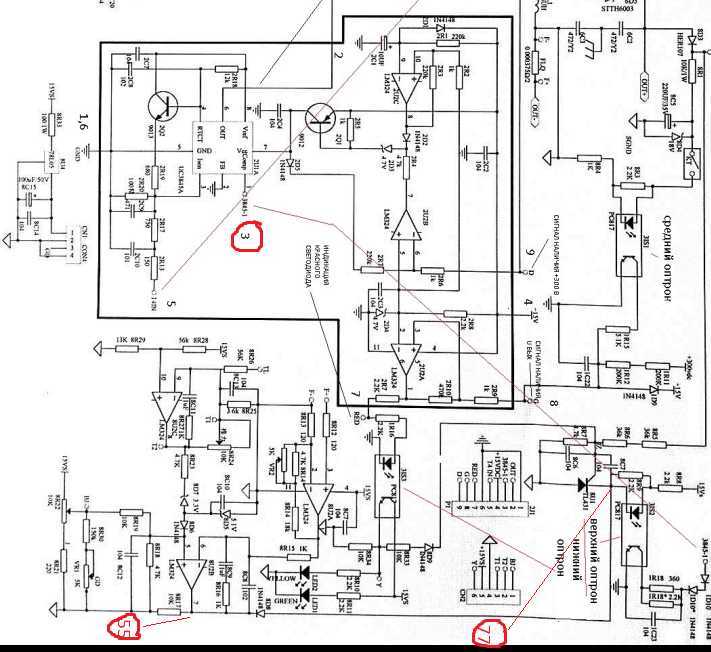 100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.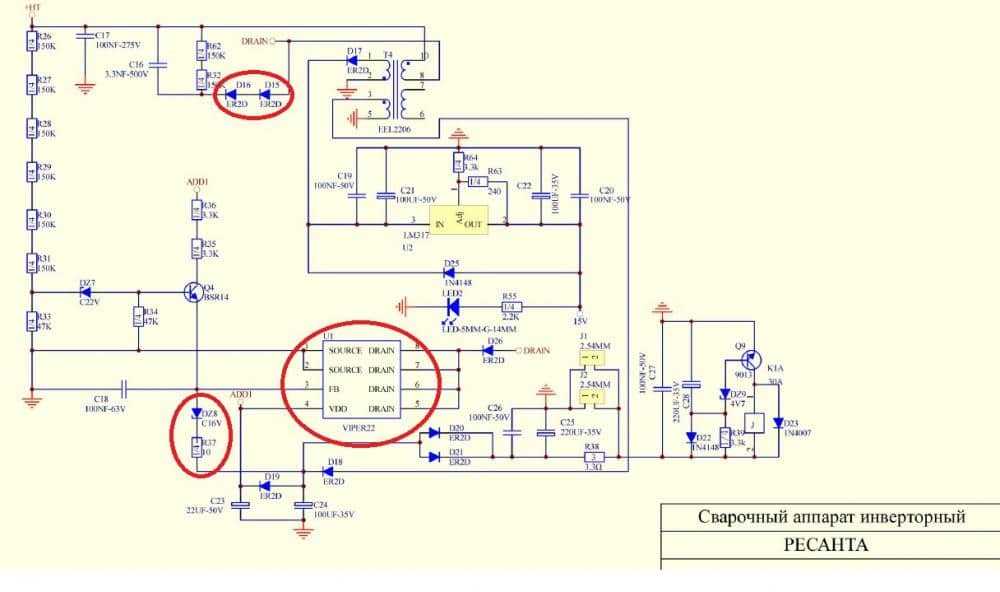
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
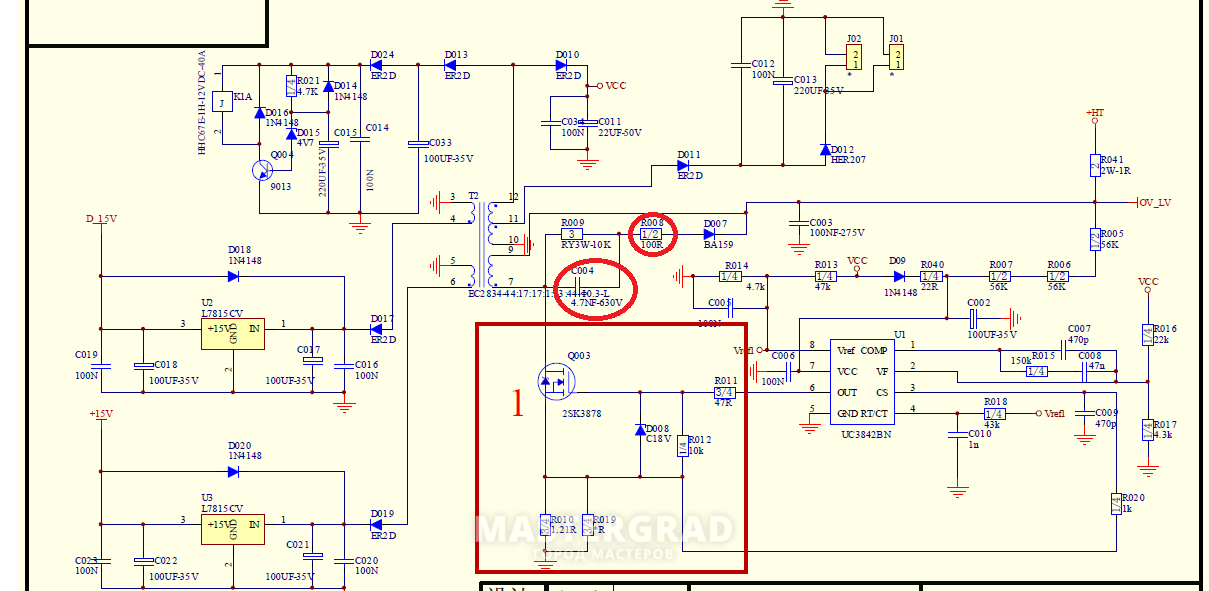
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.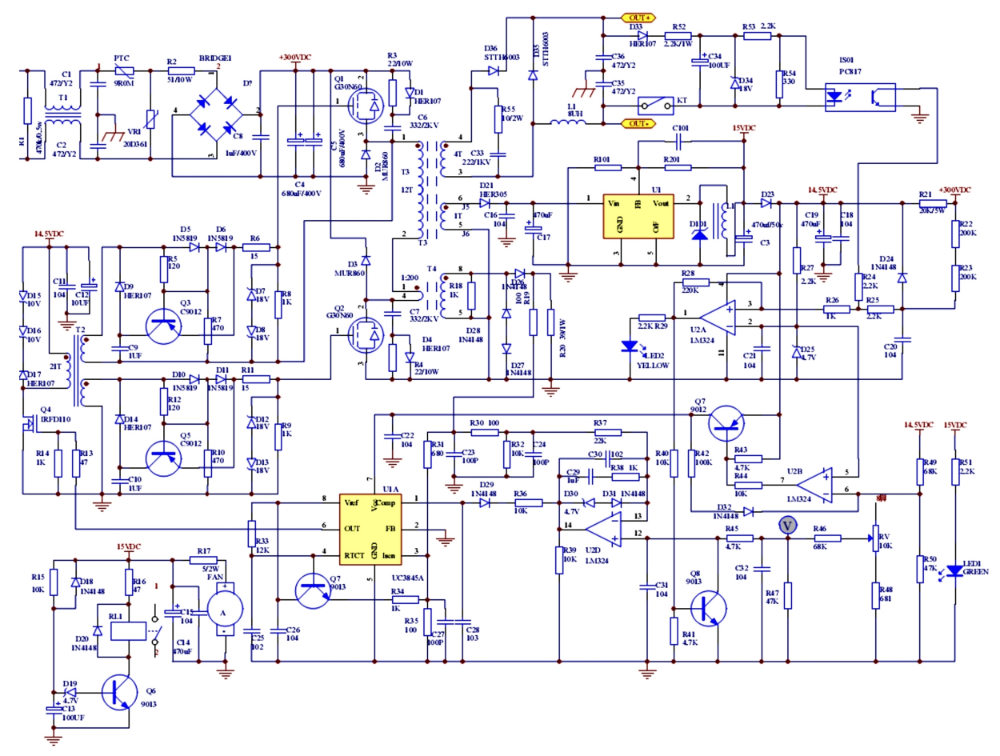
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.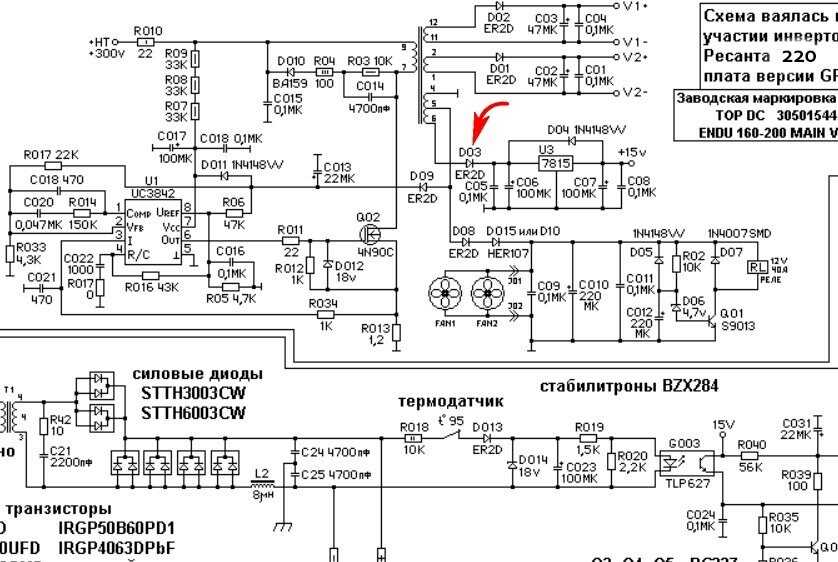
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры.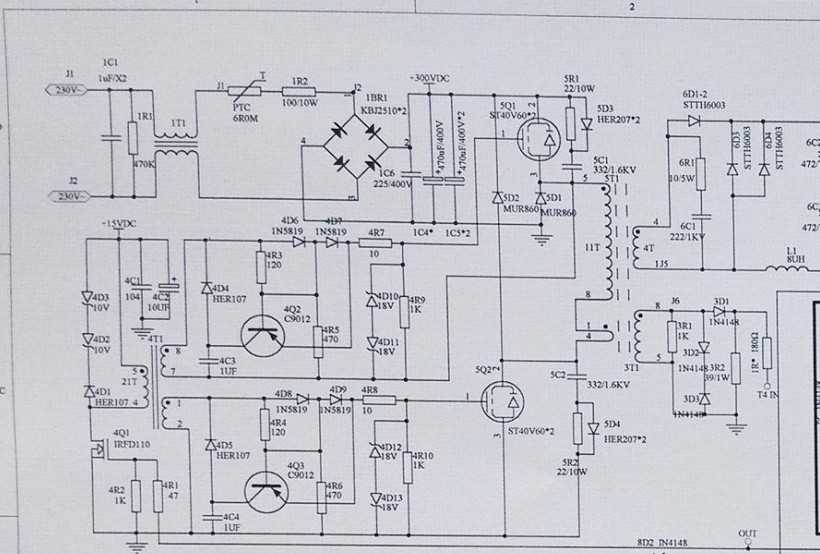 Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
- Автор: admin
- Распечатать
Оцените статью:
(9 голосов, среднее: 4 из 5)
Поделитесь с друзьями!
ПЛАН СВАРКИ AC225
ПЛАН СВАРКИ AC225
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Перейти к содержанию
Добро пожаловать в Arcrite Limited
Сравнение товаров
Валюта
ТТД
- USD — доллар США
Перейти в конец галереи изображений
Перейти к началу галереи изображений
«AC-225 разработан Special Edition
для легких работ и общего ремонта,
предлагает лучший сервис, срок службы и производительность
. Этот аппарат для дуговой сварки
Этот аппарат для дуговой сварки
был разработан LINCOLN ELECTRIC
, чтобы дать пользователю возможность
управлять простой машиной.
Преимущество Линкольна
? Текущая непрерывная регулировка
ручкой, расположенной сбоку
Справа.
? Патч-панель после разрешения
легко изменить напряжение питания
, питающего машину.
? Класс изоляции 220 ø C обеспечивает
машине отличную защиту и долгий срок службы.
? Прочный, прочный и компактный.
? Выходные кабели подключены к машине.
? Держатель и заземляющий провод
# 6 AWG, длина 2 м и 1,5 м.
? Низкая стоимость эксплуатации.
? Практикуйте халадеру.
? Конструкция
позволяет сварщикам с небольшим опытом установки и эксплуатации
AC-225 Special Edition.
? Легкий запуск дуги и стабильность во время сварки
, так как максимальное напряжение
холостого хода составляет 58 В на выходе при напряжении питания 220 ~
В.
? Изготовлено по системе качества
, сертифицированной в соответствии с требованиями
ISO 9001:2008.
? Изготовлено в соответствии с правилами
NOM-ANCE Security.
? Гарантия 3 года, запчасти и работа.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Мелкий ремонт.
Кузнечное дело.
Строительство легких конструкций.
Модификации оборудования.
Использование в быту.
ПРИНАДЛЕЖНОСТИ
Маска легкая и удобная.
Держатель.
Заземление. Комплект колес
и опорная база jaladera
.
Поддержка Джаладера.»
Сообщите мне, когда цена упадет
Сообщите мне, когда этот товар появится на складе
Детали
«AC-225 разработан в специальной серии
для легких работ и общего ремонта,
предлагает наилучшее обслуживание, срок службы и производительность
. Этот сварочный аппарат
был разработан LINCOLN ELECTRIC
, чтобы дать пользователю возможность иметь
работа простой машины
Преимущество Линкольн
Ток Непрерывная регулировка на
ручка расположена сбоку
справа.
? Патч-панель после разрешения
легко изменить напряжение питания
, питающего машину.
? Класс изоляции 220 ø C обеспечивает
машине отличную защиту и долгий срок службы.
? Прочный, прочный и компактный.
? Выходные кабели подключены к машине.
? Держатель и заземляющий провод
# 6 AWG, длина 2 м и 1,5 м.
? Низкая стоимость эксплуатации.
? Практикуйте халадеру.
? Конструкция позволяет сварщикам еще
небольшой опыт установки и эксплуатации
AC-225 Special Edition.
? Легкий запуск дуги и стабильность во время сварки
, так как максимальное напряжение
холостого хода составляет 58 В на выходе при напряжении питания 220 ~
В.
? Изготовлено по системе качества
, сертифицированной в соответствии с требованиями
ISO 9001:2008.
? Изготовлено в соответствии с правилами
NOM-ANCE Security.
? Гарантия 3 года, запчасти и работа.
ТИПИЧНЫЕ ПРИМЕНЕНИЯ
Мелкий ремонт.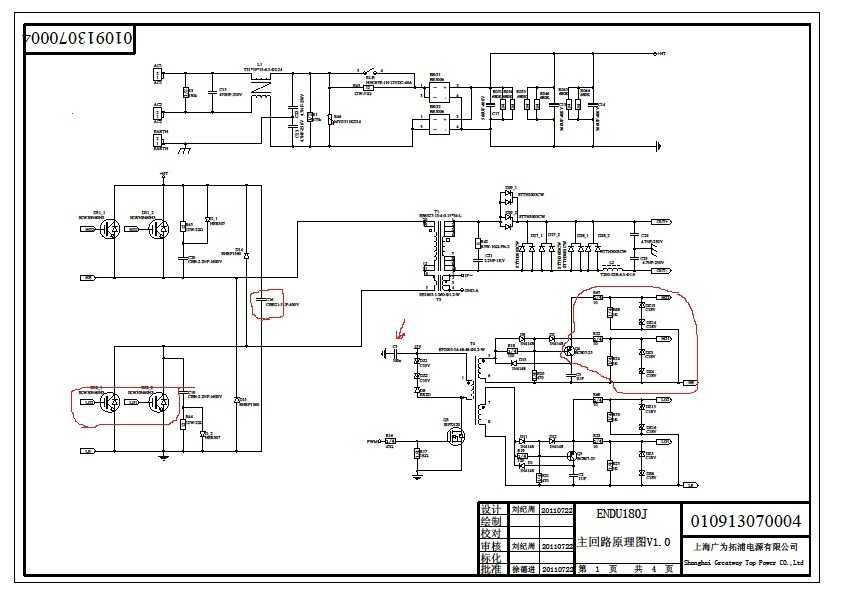
Кузнечное дело.
Строительство легких конструкций.
Модификации оборудования.
Использование в быту.
ПРИНАДЛЕЖНОСТИ
Маска легкая и удобная.
Держатель.
Заземление. Комплект колес
и опорная база jaladera
.
Поддержка Джаладера.»
отзывов
Напишите свой отзыв
⭐Подробнее⭐
Хотите этот предмет? Доставим, 2-3 дня. Посмотреть цены…
Просто добавьте в корзину и оформите заказ.
Позвоните нам для получения помощи или для размещения заказа 868-657-5194.
Позвоните нам для получения помощи или для размещения заказа 868-657-5194.
Оплата при доставке через Linx, кредитной картой или наличными
О компании Arcrite Ltd. В этом разделе интернет-магазина вы можете просматривать или искать информацию о Weldingitems, вы найдете информацию о продукте, изображения, наличие и цены.
Узнать больше
Как заказать
1
Просмотрите или найдите свой продукт с помощью меню или строки поиска
2
Выберите товары и количество и добавьте в корзину
3
Просмотрите свою корзину и выберите способ доставки
4
Выберите вариант оплаты и завершите свой заказ0003
40-44 Sutton Street,
Сан-Фернандо, Тринидад и Тобаго, Висконсин
Питание сварочного аппарата – разъемы переменного тока
Переходники для сварочного аппарата
Сварка непростая, она горячая, требует физических усилий и опасна. Большинство людей не осознают, насколько важна сварка в нашей жизни. Сварщики работают со всем, от автомобилей до самолетов, трубопроводов и зданий. В будущем потребность в сварщиках будет расти, и мы хотим быть уверены, что сможем помочь вам понять, как обеспечить питание ваших сварочных аппаратов и выполнять работу.
Вы можете выбрать один из четырех основных типов сварки:
Дуговая сварка металлическим электродом с защитой SMAW. В этом типе используется электрический ток для образования электрической дуги между стержнем и металлом.
Газовая дуговая сварка металлическим электродом GMAW/MIG, этот тип требует постоянного напряжения и источника питания постоянного тока, это также наиболее распространенный процесс, используемый сварщиками.
Дуговая сварка порошковой проволокой, этот тип был разработан в качестве альтернативы защитной сварке.
Газовая дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG). Этот метод является наиболее распространенным методом, используемым для сварки толстых профилей из нержавеющей стали или цветных металлов.
(Типы сварщиков — декабрь 2014 г. https://www.lincolntech.edu )
Для каждого типа сварки требуется сварочный аппарат, и эти аппараты требуют питания. Некоторые люди используют свои сварочные аппараты на складе или в промышленных гаражах или магазинах, где проводка для конкретной розетки уже сделана. Просто подключите его и приступайте к работе. Другие будут работать в своих домашних гаражах, полях, на открытом воздухе и на рабочих местах, требующих неожиданных источников энергии.
Просто подключите его и приступайте к работе. Другие будут работать в своих домашних гаражах, полях, на открытом воздухе и на рабочих местах, требующих неожиданных источников энергии.
Дома вы можете использовать плиту, сушилку или генератор для питания сварочного аппарата. Обычная розетка в домах называется NEMA 14-50R, это розетка на 50 ампер, 125/250 вольт. Мы можем предложить вам сетевой адаптер WD1450650 Range для питания вашего 50-амперного сварочного аппарата в домашних условиях.
Обычной бытовой розеткой для сушилки является NEMA 14-30R или NEMA 10-30R, в зависимости от возраста вашего дома, у вас будет одна из двух перечисленных здесь розеток для работы сушилки. Мы можем предложить вам два варианта. Для розетки NEMA 14-30R у нас есть 18-дюймовый адаптер для сушки WD1430650-018, а для розетки NEMA 10-30R у нас есть 18-дюймовый адаптер для сушки WD1030650-018 для питания вашего сварочного аппарата.
Стандартная вилка для сварочного аппарата представляет собой трехштырьковую вилку NEMA 6-50P или NEMA 10-50P на 50 А, которая подключается к перечисленным выше адаптерам, если вы выберете подходящий адаптер для вилки.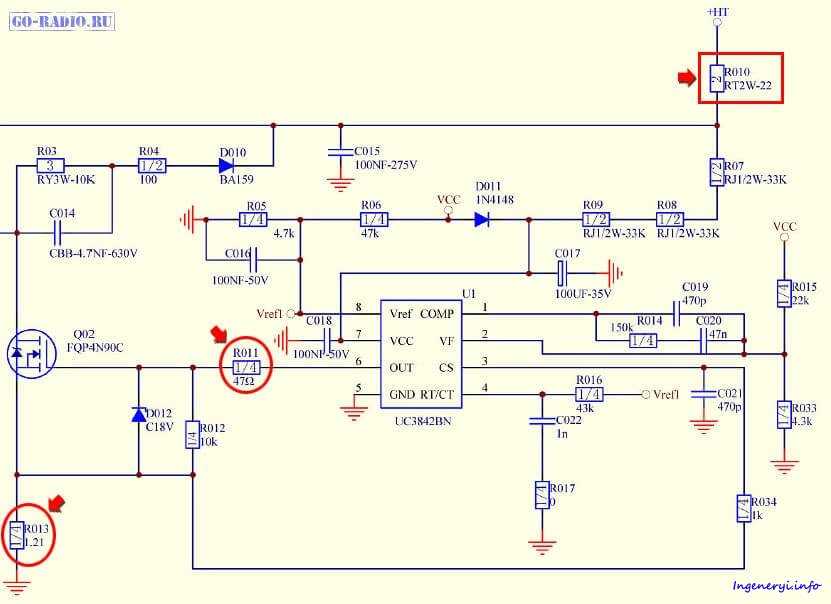 NEMA 10-50P — это незаземленная вилка старого типа, для которой мы можем предоставить вам решения, однако она не так распространена. Адаптер диапазона WD14501050 — хороший пример компактного адаптера, который можно использовать для вилки такого типа.
NEMA 10-50P — это незаземленная вилка старого типа, для которой мы можем предоставить вам решения, однако она не так распространена. Адаптер диапазона WD14501050 — хороший пример компактного адаптера, который можно использовать для вилки такого типа.
NEMA 6-50P — это более современная и заземленная версия сварочной вилки. Вы, возможно, заметили, что большинство приведенных выше примеров имеют номер детали 650, чаще встречается NEMA 6-50P, поэтому у нас есть больше решений для этого типа вилки.
Чаще всего используются сварочные аппараты на 50 А, однако у вас может быть сварочный аппарат на 30 А, и у нас все равно найдется решение для вас. У нас есть список продуктов, из которых вы можете выбрать, например AD1450L630, AD1430L630 и AD1030L630. Эти адаптеры помогут вам получить питание от розеток сушилки, плиты и генератора.
Говоря о генераторах, если у вас есть сварочный аппарат с вилкой типа NEMA 6-50, у нас есть комплект адаптера для сварки, который можно подключать к разным розеткам генератора.
