Шлифование торцевое: Бесцентровое шлифование и другие виды шлифования +Видео
Содержание
Шлифование торцевых муфт Curvic
Шлифование торцевых муфт Curvic
Шлифовальные станки Gleason Curvic® — это высокоскоростные станки с большим отверстием шпинделя, для шлифования зубьев типа CURVIC в торцевых муфтах. Полностью автоматический цикл шлифования позволяет получать чрезвычайно точные торцевые муфты с высокой производительностью и повторяемостью.
| Диаметр заготовки, макс. | 1524 мм |
| Диаметр муфты, макс. | 914 мм |
| Скорость шлифовального круга, макс. | 3000 об/мин |
| Диаметр круга, макс. | 529,8 мм |
Мощь для обработки зубьев Curvic
Быстрый, с большим отверстием в шпинделе, станок для шлифования торцевых муфт типа CURVIC.
Обработка за один установ
Черновая и финишная обработка из сплошной заготовки за одну установку на станок.
Высокие темпы производства
Полностью автоматический цикл шлифования позволяет станкам с ЧПУ 887 и 888 производить чрезвычайно точные муфты с высокой производительностью и повторяемостью.
Аксессуары
Please check this to prove you are human
Please leave this unchecked
Чтобы связаться с одним из наших сотрудников, заполните следующую форму. Все размеры должны быть в мм.
Поля отмеченные * обязательны для заполнения.
Контакт
Компания *
Gender *
Выберите…FemaleMaleNon-binaryUnspecified
Обращение *
Выберите…Mrs.Mx.господингоспожа
Фамилия *
E-mail *
Телефон
Страна *
Выберите. ..Bonaire, Sint Eustatius and SabaCuraçaoFaroe IslandsFrench GuyanaMacaoNorfolk IslandsNorthern Mariana IslandsRussian FederationSaint MartinTrinidad and TobagСШАЧадКот-д’ИвуарШри-ЛанкаСан-МариноГанаГуамИракКипрЛаосМалиОманПеруСабаТогоЧилиСент-Китс и НевисСент-ЛюсияСант-КроиксСент-Винсент и ГренадиныАлжирАрубаБелизБенинБутанГабонГаитиДанияИндияЙеменКатарКенияКонгоЛиванЛивияЛитваНауруНепалНигерПалауСамоаТонгаТунисФиджиПапуа — Новая ГвинеяЮжная АфрикаНовая ЗеландияНовая КаледонияКорея, ЮгКитай, Народная РеспубликаКонго, Демократическая РеспубликаКоста-РикаАнголаБрунейГайанаГамбияГвинеяГернсиГрецияГрузияДжерсиЕгипетЗамбияИталияКанадаКувейтЛатвияЛесотоМалавиМальтаМонакоМьянмаПанамаПольшаРуандаСербияТувалуТурцияУгандаШвецияЯмайкаЯпонияБосния и ГерцеговинаОстров Кабо-ВердеПуэрто-РикоГвинея-БисауСьерра-ЛеонеАвстрияАлбанияАнгильяАндорраАрменияБахрейнБельгияБоливияБонайреБурундиВануатуВенгрияВьетнамГонконгГренадаДжибутиИзраильИспанияКамерунЛиберияМайоттаМароккоМексикаНамибияНигерияРеюньонРумынияСенегалСуринамТаиландТайваньУкраинаУругвайФранцияЭквадорЭритреяЭстонияЭфиопияАнтигуа и БарбудаОстрова КукаОстрова Теркс и КайкосОстрова Уоллис и ФутунаЧешская РеспубликаБуркина-ФасоБарбадосБолгарияБотсванаБразилияГерманияГондурасДоминикаЗимбабвеИорданияИсландияКирибатиКолумбияМаврикийМалайзияМальдивыМозамбикМолдавияМонголияНорвегияПакистанПарагвайСингапурСловакияСловенияТанзанияХорватияИрландия, РеспубликаАвстралияВенесуэлаГваделупаГватемалаГибралтарИндонезияКазахстанКамбоджиаМартиникаМонсерратНикарагуаСальвадорСвазилендФилиппиныФинляндияШвейцарияМакедония (БЮРМ)Восточный ТиморБагамские островаКаймановы островаКоморские островаАргенитинаБангладе́шБелоруссияГренландияКыргызстанЛюксембургМавританияМадагаскарНидерландыПортугалияУзбекистанЧерногорияСаудовская АравияБермудские островаМаршалловы островаСоломоновы островаВиргинские острова СШАБританские Виргинские островаМикронезия, Федеративные ШтатыЦентрально-Африканская РеспубликаАзербайджанЛихтенштейнТаджикистанГосударство ВатиканСейшельские островаФранцузская ПолинезияТуркменистанАмериканское СамоаОбъединенные Арабские ЭмиратыДоминиканская РеспубликаВеликобританияЭкваториальная Гвинея
..Bonaire, Sint Eustatius and SabaCuraçaoFaroe IslandsFrench GuyanaMacaoNorfolk IslandsNorthern Mariana IslandsRussian FederationSaint MartinTrinidad and TobagСШАЧадКот-д’ИвуарШри-ЛанкаСан-МариноГанаГуамИракКипрЛаосМалиОманПеруСабаТогоЧилиСент-Китс и НевисСент-ЛюсияСант-КроиксСент-Винсент и ГренадиныАлжирАрубаБелизБенинБутанГабонГаитиДанияИндияЙеменКатарКенияКонгоЛиванЛивияЛитваНауруНепалНигерПалауСамоаТонгаТунисФиджиПапуа — Новая ГвинеяЮжная АфрикаНовая ЗеландияНовая КаледонияКорея, ЮгКитай, Народная РеспубликаКонго, Демократическая РеспубликаКоста-РикаАнголаБрунейГайанаГамбияГвинеяГернсиГрецияГрузияДжерсиЕгипетЗамбияИталияКанадаКувейтЛатвияЛесотоМалавиМальтаМонакоМьянмаПанамаПольшаРуандаСербияТувалуТурцияУгандаШвецияЯмайкаЯпонияБосния и ГерцеговинаОстров Кабо-ВердеПуэрто-РикоГвинея-БисауСьерра-ЛеонеАвстрияАлбанияАнгильяАндорраАрменияБахрейнБельгияБоливияБонайреБурундиВануатуВенгрияВьетнамГонконгГренадаДжибутиИзраильИспанияКамерунЛиберияМайоттаМароккоМексикаНамибияНигерияРеюньонРумынияСенегалСуринамТаиландТайваньУкраинаУругвайФранцияЭквадорЭритреяЭстонияЭфиопияАнтигуа и БарбудаОстрова КукаОстрова Теркс и КайкосОстрова Уоллис и ФутунаЧешская РеспубликаБуркина-ФасоБарбадосБолгарияБотсванаБразилияГерманияГондурасДоминикаЗимбабвеИорданияИсландияКирибатиКолумбияМаврикийМалайзияМальдивыМозамбикМолдавияМонголияНорвегияПакистанПарагвайСингапурСловакияСловенияТанзанияХорватияИрландия, РеспубликаАвстралияВенесуэлаГваделупаГватемалаГибралтарИндонезияКазахстанКамбоджиаМартиникаМонсерратНикарагуаСальвадорСвазилендФилиппиныФинляндияШвейцарияМакедония (БЮРМ)Восточный ТиморБагамские островаКаймановы островаКоморские островаАргенитинаБангладе́шБелоруссияГренландияКыргызстанЛюксембургМавританияМадагаскарНидерландыПортугалияУзбекистанЧерногорияСаудовская АравияБермудские островаМаршалловы островаСоломоновы островаВиргинские острова СШАБританские Виргинские островаМикронезия, Федеративные ШтатыЦентрально-Африканская РеспубликаАзербайджанЛихтенштейнТаджикистанГосударство ВатиканСейшельские островаФранцузская ПолинезияТуркменистанАмериканское СамоаОбъединенные Арабские ЭмиратыДоминиканская РеспубликаВеликобританияЭкваториальная Гвинея
Город *
Республика / Область *
Почтовый индекс *
Заготовка
Тип
Выберите. ..Пластиковые зубчатые колёсаКоническое зубчатое колесо и шестерня с круговой формой зубьевКоническое зубчатое колесо и шестерня с прямыми зубьямиКоническое зубчатое колесо и шестерня с круговой формой зубьев и гипоидным смещениемSuper Reduction Hypoid (SRH) колесо и шестерняКорончатая цилиндрическая шестерняТорцевые муфты Curvic®Муфты зубчатые шлицевыеHypoloid Gear SetZerol®ШестерняЗубчатое колесоВал с зубчатым венцом/шлицамиШлицыВодило планетарной передачиЗубчатое колесо внутреннего зацепленияЗубчатое колесо наружного зацепленияShoulder WorkШестерня рулевого механизмаРулевая рейкаРейкаЧервяк/винтЧервячное колесоОвальное зубчатое колесоАссиметричное зубчатое колесоРоторШевронное зубчатое колесоРазведенное шевронное зубчатое колесоЗвёздочка/цепное колесоПриводное зубчатое колесоЦиклоидальные передачиТорцевые шлицы Hirth
..Пластиковые зубчатые колёсаКоническое зубчатое колесо и шестерня с круговой формой зубьевКоническое зубчатое колесо и шестерня с прямыми зубьямиКоническое зубчатое колесо и шестерня с круговой формой зубьев и гипоидным смещениемSuper Reduction Hypoid (SRH) колесо и шестерняКорончатая цилиндрическая шестерняТорцевые муфты Curvic®Муфты зубчатые шлицевыеHypoloid Gear SetZerol®ШестерняЗубчатое колесоВал с зубчатым венцом/шлицамиШлицыВодило планетарной передачиЗубчатое колесо внутреннего зацепленияЗубчатое колесо наружного зацепленияShoulder WorkШестерня рулевого механизмаРулевая рейкаРейкаЧервяк/винтЧервячное колесоОвальное зубчатое колесоАссиметричное зубчатое колесоРоторШевронное зубчатое колесоРазведенное шевронное зубчатое колесоЗвёздочка/цепное колесоПриводное зубчатое колесоЦиклоидальные передачиТорцевые шлицы Hirth
Модули
Если деталь имеет более одного зубчатого венца, пожалуйста сообщите нам об этом.
Высота зуба
Длина заготовки
Диаметр заготовки
Интересующий продукт
Продукция
Автоматическая/Ручная-загрузка
Выберите. ..АвтоматизированныйРучная загрузкаДругое
..АвтоматизированныйРучная загрузкаДругое
Оснастка
Выберите…ОбычнаяБыстрое изменение
Базовый набор инструментов
Ваши технические требования
Установить Страну *
Выберите…Bonaire, Sint Eustatius and SabaCuraçaoFaroe IslandsFrench GuyanaMacaoNorfolk IslandsNorthern Mariana IslandsRussian FederationSaint MartinTrinidad and TobagСШАЧадКот-д’ИвуарШри-ЛанкаСан-МариноГанаГуамИракКипрЛаосМалиОманПеруСабаТогоЧилиСент-Китс и НевисСент-ЛюсияСант-КроиксСент-Винсент и ГренадиныАлжирАрубаБелизБенинБутанГабонГаитиДанияИндияЙеменКатарКенияКонгоЛиванЛивияЛитваНауруНепалНигерПалауСамоаТонгаТунисФиджиПапуа — Новая ГвинеяЮжная АфрикаНовая ЗеландияНовая КаледонияКорея, ЮгКитай, Народная РеспубликаКонго, Демократическая РеспубликаКоста-РикаАнголаБрунейГайанаГамбияГвинеяГернсиГрецияГрузияДжерсиЕгипетЗамбияИталияКанадаКувейтЛатвияЛесотоМалавиМальтаМонакоМьянмаПанамаПольшаРуандаСербияТувалуТурцияУгандаШвецияЯмайкаЯпонияБосния и ГерцеговинаОстров Кабо-ВердеПуэрто-РикоГвинея-БисауСьерра-ЛеонеАвстрияАлбанияАнгильяАндорраАрменияБахрейнБельгияБоливияБонайреБурундиВануатуВенгрияВьетнамГонконгГренадаДжибутиИзраильИспанияКамерунЛиберияМайоттаМароккоМексикаНамибияНигерияРеюньонРумынияСенегалСуринамТаиландТайваньУкраинаУругвайФранцияЭквадорЭритреяЭстонияЭфиопияАнтигуа и БарбудаОстрова КукаОстрова Теркс и КайкосОстрова Уоллис и ФутунаЧешская РеспубликаБуркина-ФасоБарбадосБолгарияБотсванаБразилияГерманияГондурасДоминикаЗимбабвеИорданияИсландияКирибатиКолумбияМаврикийМалайзияМальдивыМозамбикМолдавияМонголияНорвегияПакистанПарагвайСингапурСловакияСловенияТанзанияХорватияИрландия, РеспубликаАвстралияВенесуэлаГваделупаГватемалаГибралтарИндонезияКазахстанКамбоджиаМартиникаМонсерратНикарагуаСальвадорСвазилендФилиппиныФинляндияШвейцарияМакедония (БЮРМ)Восточный ТиморБагамские островаКаймановы островаКоморские островаАргенитинаБангладе́шБелоруссияГренландияКыргызстанЛюксембургМавританияМадагаскарНидерландыПортугалияУзбекистанЧерногорияСаудовская АравияБермудские островаМаршалловы островаСоломоновы островаВиргинские острова СШАБританские Виргинские островаМикронезия, Федеративные ШтатыЦентрально-Африканская РеспубликаАзербайджанЛихтенштейнТаджикистанГосударство ВатиканСейшельские островаФранцузская ПолинезияТуркменистанАмериканское СамоаОбъединенные Арабские ЭмиратыДоминиканская РеспубликаВеликобританияЭкваториальная Гвинея
Приложение
Пожалуйста загрузите файл вашего проекта (не более 10 Мб).
Сообщение
Заявление об ограничении ответственности *
Я согласен с политикой конфиденциальности и общими положениями и условиями этого веб-сайта.
Проверка безопасности *
Please check this to prove you are human
Please leave this unchecked
| Лидеры продаж ВИКФотоальбом дефектов основного металла Альбом радиографических снимков Документы
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 При необходимости проведения комплексного неразрушающего контроля, можете ознакомиться с услугами штатной лаборатории НК.
При необходимости проведения комплексного неразрушающего контроля, можете ознакомиться с услугами штатной лаборатории НК. Пример условного обозначения образца для оценки стальных поверхностей, полученного расточкой, с номинальным значением Ra 3,2 мкм: Образец шероховатости 3,2 Р сталь, ГОСТ 9378.
Пример условного обозначения образца для оценки стальных поверхностей, полученного расточкой, с номинальным значением Ra 3,2 мкм: Образец шероховатости 3,2 Р сталь, ГОСТ 9378. Типы и основные параметры
Типы и основные параметры Цена образцов шероховатости указана с учетом НДС. Смотрите так же разделы – Профилометры, Наборы ВИК, Шаблоны сварщика, Аттестация специалистов по ВИК.
Цена образцов шероховатости указана с учетом НДС. Смотрите так же разделы – Профилометры, Наборы ВИК, Шаблоны сварщика, Аттестация специалистов по ВИК. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
А так же Республики Казахстан, Белоруссия и другие страны СНГ.Образцы шероховатости поверхности
Набор образцов шероховатости поверхности в соответствии с ГОСТ 9378-75 (ИСО2632/1), ГОСТ 9378-93 представляет собой набор из ряда образцов разных видов обработки с различными значениями среднего арифметического отклонения профиля Ra (по ГОСТ 2789-73).
Наборы образцов шероховатости предназначены для сравнения с шероховатости обрабатываемой поверхности деталей как на ощупь, так и визуально в зависимости от вида обработки контролируемой поверхности детали.
Виды образцов шероховатости поверхности:
- Точение (Т)
- Точение торцовое (ТТ)
- Фрезерование торцевое (ФТ, ФТП)
- Фрезерование цилиндрическое (ФЦ)
- Фрезерование цилиндрическое (ЦП)
- Строгание (С)
- Расточка (Р)
- Шлифование перефирией круга (ШЦ)
- Шлифование плоское (ШП)
- Шлифование торцовое (ШТ)
- Шлифование чашеобразным кругом (ШЧ)
- Шлифование внутреннее цилиндрическое (ШЦВ)
- Электроэрозионная обработка (Э)
- Дробеструйная обработка (ДС)
- Пескоструйная обработка (ПС)
- Полирование плоское (ПП)
- Полирование цилиндрическое (ПЦ)
ООО «Альянс» предлагает к поставке со склада и под заказ образцы шероховатости поверхности:
- образцы шероховатости поверхности — расточка Р (1991г.
 ) ГОСТ 9378-75 из 6шт. (12,5 6,3 3,2 1,6 0,8 0,4)
) ГОСТ 9378-75 из 6шт. (12,5 6,3 3,2 1,6 0,8 0,4) - образцы шероховатости поверхности — точение Т (1991г.) ГОСТ 9378-75 из 6шт. (12,5 6,3 3,2 1,6 0,8 0,4)
- Набор образцов шероховатости поверхности Ra 0.025-6.3мкм (YK-1) (к-т из 27-ти шт)
- Набор образцов шероховатости поверхности Ra 0.1-6.3мкм (YK-2) (к-т из 24-ти шт)
- Набор образцов шероховатости поверх-ти Ra 0.05-12.5мкм (YK-3) (к-т из 30-ти шт)
- Образцы чистоты поверхности (точение, ФТ, ФЦ, ПШ, КШ, ВШ, строгание, расточка) набор из 7 шт.
- Образцы шероховатости ОШС-С строгание Rа 3,5-13 мкм; (набор из 3-х шт.) ГОСТ 9378-93
- Образцы шероховатости ФТ — фрезерование торцовое ГДР (набор из 3-х шт.) ГОСТ 9378-93
- Образцы шероховатости ФЦ — фрезерование цилиндр Rа 6,3-20мкм; ГДР (набор из 3-х шт.), ГОСТ 9378-93
- Образцы шероховатости ШП — шлифование плоское точное Rа 0,063-0,16мкм; ГДР (набор из 3-х шт. ), ГОСТ 9378-93
- Образцы шероховатости ОШС-Т точение грубое Rа 2,5-10мкм; ГДР (набор из 4-х шт.), ГОСТ 9378-93
- Образцы шероховатости ОШС-Т точение точное Rа 0,4-1,6мкм; ГДР (набор из 4-х шт.), ГОСТ 9378-93
- Образцы шероховатости ШКР — шлифование круглое грубое Rа 0,63-2,5мкм; ГДР (набор из 4-х шт.), ГОСТ 9378-93
- Образцы шероховатости ШКР — шлифование круглое грубое Rа 0,63-12мкм; ГДР (набор из 4-х шт.), ГОСТ 9378-93
- Образцы шероховатости ШКР — шлифование круглое точное Rа 0,1-0,4мкм; ГДР (набор из 4-х шт.), ГОСТ 9378-93
- Образцы шероховатости ОШ-ФТ фрезерование торцовое Rа 6,3-80 мкм; ГДР (набор из 5-и шт.), ГОСТ 9378-93
- Образцы шероховатости ОШС-С строгание Rа 6,3-160 мкм; ГДР (набор из 6-и шт.), ГОСТ 9378-93
- Образцы шероховатости ОШС-С строгание Rа 1.0-10 мкм; (набор из 6-И шт.), ГОСТ 9378-93
- Образцы шероховатости ШКР — шлифование наружное круглое Rа 0,63-2,5мкм; ГДР (набор из 6-х шт. ), ГОСТ 9378-93
- Образцы шероховатости ШКР — шлифование круглое Rа 0,8-20мкм; ГДР (набор из 6-х шт.), ГОСТ 9378-93
- Образцы шероховатости ШТ — шлифование торцовое Rа 6,3-80мкм; ГДР (набор из 6-х шт.), ГОСТ 9378-93
- Образцы шероховатости ОШС-С строгание Rа 1,0-10мкм; ГДР (набор из 6-х шт.), ГОСТ 9378-93
- Образцы шероховатости ШП — шлифование плоское грубое Rа 0,25-2,5мкм; ГДР (набор из 6-х шт.), ГОСТ 9378-93
- Образцы шероховатости ШП — шлифование плоское Rа 0,8-20мкм; ГДР (набор из 6-х шт.), ГОСТ 9378-93
Поставка производится через грузоперевозочные компании во все регионы России.
Для заказа свяжитесь с отделом продаж инструмента.
прайс-листы
вернуться на главную страницу сайта
Обработка шлифованием
ОБРАБОТКА ШЛИФОВАНИЕМ
Тонкости шлифования металлических деталей
Шлифование – заключительная операция изготовления деталей, которая проводится после черновой обработки и закалки деталей и представляет собой процесс резания. Резание происходит с помощью абразивного инструмента, который за счет своей пористой зернистой структуры снимает тонкую пленку с поверхности детали. Это обеспечивает высокую точность и чистоту покрытия обработанных шлифованием изделий. Шлифованием можно добиться точности размера до 1-2 мкм при соблюдении термоконстантной среды в помещении, в общем случае точность обработки составляет порядка 10 мкм. Шероховатости достигаются в пределах Ra (среднее арифметическое отклонение профиля) 1 – 0,32 мкм.
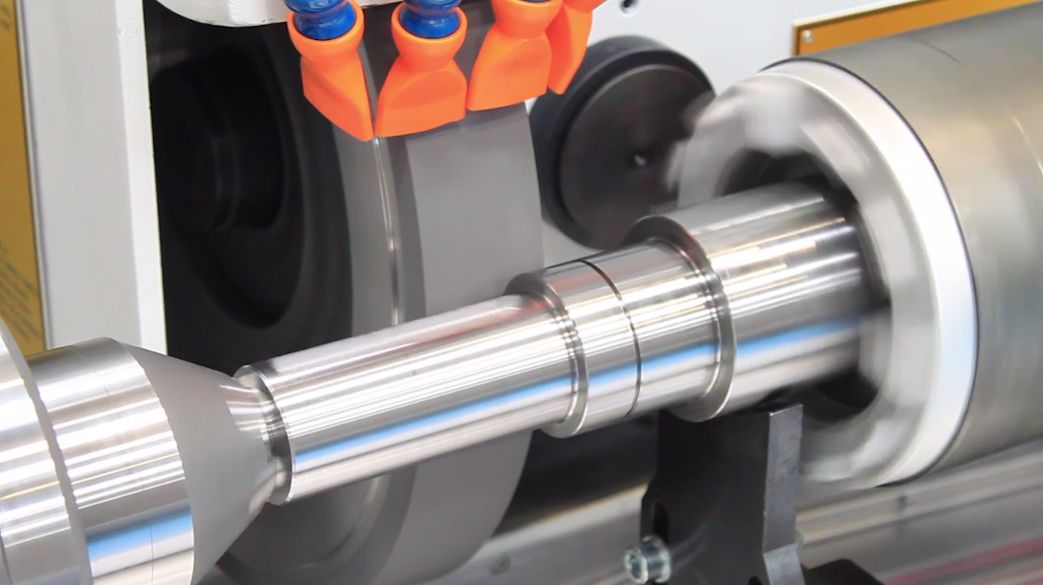
Опора шпиндельного вала
Точность обработки данных деталей достигает 2 мкм благодаря процессу шлифования
Заливочная головка
Детали заливочной головки после цементации требуют обработки шлифованием для обеспечения требуемой точности
Особенностями данной операции являются высокая скорость обработки, сильное нагревание за счет трения (1000 °С) и деформация верхнего слоя материала. Чтобы избежать последних факторов, необходимо охлаждать детали во время обработки – использовать смазочно-охлаждающую жидкость. Универсальность шлифовки деталей заключается в том, что ей можно обрабатывать поверхности высокой твердости (до 70 HRC) , при этом твердость абразива всегда должна быть выше твердости обрабатываемой детали.
Виды шлифования
Выбор того или иного вида шлифовки деталей в большой степени зависит от формы обрабатываемой поверхности. Существует три основных вида обработки – плоское шлифование, круглое наружное и круглое внутреннее шлифование деталей.
Плоская шлифовка – самый простой вид обработки такого типа. Он является наиболее надежным методом образования плоскостей высокой точности. Деталь устанавливается на магнитный стол. При поступательном перемещении стола по вертикали и горизонтали и перемещении инструмента по вертикали можно шлифовать торцевые поверхности детали с точностью порядка 10 мкм. Недостаток такого метода – невозможность обработки круглых и цилиндрических поверхностей.
Наружная круглая шлифовка деталей применяется для обработки наружных поверхностей при вращении заготовки в центрах или патроне. Существует два вида такого шлифования – с продольной подачей и врезное. Первый способ применяется, когда длина детали больше высоты круга. Здесь необходимо поступательное движение абразива, чтобы пройти всю поверхность, при этом в движении находятся и круг, и деталь. При врезном шлифовании длина детали меньше высоты круга или равна ей. Поступательной подачи не требуется, так как за один подход можно обработать всю деталь.
Внутренняя шлифовка используется для обработки внутренних поверхностей деталей, имеющих цилиндрическую, коническую или фасонную форму с прямой образующей. Метод имеет несколько разновидностей, но по принципу похож на внешнюю круглую шлифовку.
Какие инструменты используются?
В качестве абразивных материалов используются алмаз, гранат, наждак, пемза, кварц, корунд и другие материалы, обладающие высокой твердостью и кристаллической пористой структурой. Между собой кристаллы скрепляются компаундами, образуя твердую шероховатую поверхность.
Одной из важнейших характеристик абразивных инструментов является зернистость. Чем меньше зерно, тем чище шлифовка. Также важна твердость абразива. Твердость – это способность зерна сопротивляться внедрению более твёрдого материала. Твердость материалов варьируется от весьма мягких (ВМ) до чрезвычайно твердых (ЧТ).
Наиболее распространенными видами абразивных инструментов являются круги, бруски, шкурки, ленты конической, цилиндрической, фасонной или сферической формы. Инструменты устанавливаются на станок, при необходимости заменяются и перешлифовываются по мере износа.
Обработка деталей на шлифовальном станке
Особенностью обработки на шлифовальных станках является то, что более 90% времени затрачивается на правильную установку детали. От этого зависит точность работы, корректная установка детали минимизирует радиальное биение, отклонения от соосности и круглости, а также другие типы отклонения формы.
Вид шлифовального станка зависит от типа обработки: различают круглошлифовальные станки для наружной обработки, внутришлифовальные и плоскошлифовальные станки. Большинство современных станков оснащено системами ЧПУ, что позволяет максимально автоматизировать процесс для достижения больших точностей и уменьшения времени работы.
Вместе с тем, обслуживание таких станков достаточно долгое и дорогое. Чтобы станок не выходил из строя, необходим ежедневный бережный уход за устройством: смазка, наладка, чистка, прогрев. Ежедневные операции по подготовке оборудования к работе требуют время, но сохраняют деньги в долгосрочной перспективе.
Лидеры рынка по производству шлифовальных станков — Германия, Швейцария, Япония. Например, качественными считаются изделия фирм STUDER, Jones&Shipman, Mitsui Seiki. Насколько эти станки высокоточные, настолько и дорогие, но экономить на качестве шлифовки не стоит – ошибка здесь обнуляет всю предыдущую работу, так как проводится на заключительном этапе производства.
Зачем необходимо шлифование?
Чаще всего высокоточную шлифовку применяют в случаях, когда необходимо прилегание деталей друг к другу без потери жесткости и точности системы. Таким образом, необходимо обеспечить определенный вид посадки: с зазором, переходную или с натягом.
Еще одно преимущество шлифования – обеспечение красивого внешнего вида детали. Если после точения поверхности получаются грязные, с рытвинами и неровностями, то после шлифовки поверхность получается идеально чистой и гладкой. Если необходимо получить красивую деталь – шлифование в помощь!
Круглая шлифовка
Обработка на шлифовальном станке
Обработка на шлифовальном станке
Нельзя пройти мимо профессии шлифовщика. Шлифовщик – высококвалифицированный специалист, творец и художник в одном лице. Завершающая обработка деталей требует ответственного и скрупулезного подхода. Сейчас большинство таких рабочих – пенсионеры, люди времен советской закалки, а молодых специалистов данная профессия не привлекает, так как в начале карьеры заработная плата низкая и требуется постоянное повышение квалификации.
Но хороший шлифовщик сейчас – на вес золота. Особенно востребованы специалисты по круглой шлифовке, так как работа достаточно сложная, точная и требует высокой квалификации мастера. Такие специалисты имеют совсем другой уровень дохода и мастерства.
Наша компания знает, что такое качественная обработка металлов шлифованием, у нас работают только высококвалифицированные специалисты. Мы часто работаем с деталями, в технологический процесс и производство которых включены операции шлифования. Если вы цените качественную работу – ждем вас!
Вам необходимы услуги высокоточной металлообработки?
| Рассчитать стоимость изготовления |
13 апреля, 2018
Изготовление деталей для космической отрасли
Актуальность космической промышленности. Особенности изготовления деталей. Требования к материалам.
28 марта, 2018
Изготовление шпиндельных валов
Производство. Параметры изготовления. Точность.
15 марта, 2018
Фрезерная обработка деталей на станках с ЧПУ
Что такое фрезерование? Виды инструмента и оборудования.
21 февраля, 2018
Производство технологической оснастки
Применение. Этапы и особенности изготовления.
15 февраля, 2018
Высокоточная металлообработка
Особенности производства при единичной высокоточной металлообработке.
12 января, 2018
Отпуск
Виды отпуска. Влияние скорости охлаждения.
3 сентября, 2017
Лазерная резка
Типы лазеров. Преимущества и недостатки.
14 августа, 2017
Изготовление жаропрочной оснастки
Выбор материала. Химико-термическая обработка.
1 июля, 2017
Азотирование и цементация
Сущность процесса. Преимущества и недостатки.
29 мая, 2017
Выбор смазочно-охлаждающей жидкости
Как выбрать СОЖ? Для чего необходимо обеспечивать охлаждение материала при обработке?
| Читать далее |
виды, маркировка, зернистость, сфера применения
Шлифовальные круги — это абразивные инструменты, которые состоят из зерен, сцементированных между собой определенным вяжущим веществом. Они широко применяются в промышленных и бытовых целях для шлифования различных поверхностей. Такая процедура позволяет достичь презентабельного внешнего вида изделия и придания ему необходимых технических характеристик. Как правильно выбрать шлифовальный круг для домашних и производственных работ, и что нужно знать о шлифкругах перед их покупкой — об этом читайте в нашей статье.
- Сфера применения шлифовальных кругов
- Виды шлифкругов
- Характеристики шлифовальных кругов и их маркировка
- Зернистость
- Виды абразивных композиций
- Связующие компоненты
- Показатели твердости
- Как правильно выбрать и купить шлифовальный круг?
Сфера применения зачистных шлифовальных кругов
Абразивный инструмент находит свое применение как в бытовых условиях, так и в промышленном производстве. В процессе проведения ремонтных работ не обойтись без зачистных шлифовальных кругов: они используются для удаления старой краски и ржавчины с металлических конструкций, подготовительной очистки бетонных стен для последующей укладки кафельной плитки.
Шлифовальные круги применяются и в промышленности: для обработки брусковых и щитовых деталей в станкостроении и машиностроении. Шлифовке может подвергаться широкий перечень материалов, в том числе:
- черные и цветные металлы, мягкие сплавы;
- камень;
- пластик;
- древесина.
Шлифкруги применяются для удаления ржавчины с металлических деталей, а также для заточки ножей и других режущих предметов на точильных станках. Ювелиры используют шлифовальные круги для полировки драгоценных металлов, финишной обработки поверхности полудрагоценных камней и поделочных минералов.
Виды шлифкругов
Согласно непрофессиональной классификации шлифовальных кругов выделяют следующие разновидности:
- Диски на липучке изготавливаются из шлифовальной шкурки на велкро-основе, которая крепится на опору при помощи самоклеящейся подложки. Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы.
- Лепестковый шлифкруг выполнен в форме веера, обладает хорошей эластичностью и легко адаптируется под любую поверхность. Используется в основном для шлифовки труб, фасонины, изделий из дерева.
- Фибровый шлифовальный круг – это оснастка болгарки для обработки поверхностей из черных и цветных металлов, стали. Применяется для зачистки сварочных швов и удаления брызг. Фибровая основа для таких дисков изготовлена путем обработки целлюлозы.
- Алмазный шлифкруг используется для чистовой шлифовки твердосплавных материалов, стекла, керамики, драгоценных и поделочных камней. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Характеристики шлифовальных кругов и их маркировка
Качественные характеристики шлифкругов регламентируются ГОСТ, техническими условиями и обозначаются на маркировке изделия. К базовым параметрам относят:
- класс, профиль и размер;
- зернистость;
- абразивный материал;
- связующий материал;
- твердость.
Точность и качество шлифования напрямую зависит от класса абразивного инструмента. Шлифкруги класса Б используются для менее ответственных операций и обладают наименьшей точностью. Абразивный инструмент класса, А является более точным и качественным. Шлифовальный круг класса АА обычно применяется для работы на прецизионных шлифовальных станках, отличается наивысшей точностью геометрических параметров, однородностью зернового состава и уравновешенностью абразивной массы.
Профиль круга определяет возможность выполнения тех или иных работ. Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения.
| Маркировка | Область применения |
|---|---|
| ПП – с прямым профилем | черновое шлифование металла |
| 2П – конические двухсторонние Т – тарельчатые | обработка резьбы и шестеренок, заточка инструментов с несколькими лезвиями |
| 3П – конические односторонние | заточка инструментов и другие операции |
| ПВ – с одно- или двухсторонними выточками | бесцентровое шлифование металла |
| К – кольцевые | торцевое шлифование плоской поверхностью |
| ЧК – чашечные | заточка, правка, шлифовка поверхностей трения металлообрабатывающих станков |
Помимо формы профиля, шлифовальные круги отличаются по размерам — наружному диаметру, диаметру отверстия и высоте (DxTxH). Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.
Зернистость
Выбор зернистости шлифовального круга обуславливается требованиями, предъявляемыми к чистоте обрабатываемой поверхности, и типом шлифовальных операций. Величина зерна обозначает толщину слоя, снимаемого за один проход. Так, шлифовальные круги по металлу для черновых работ имеют более крупное зерно, а для обеспечения гладкости и точности обработки применяются мелкозернистые круги. Для торцевого шлифования, а также для обработки деталей из меди или латуни лучше использовать крупнозернистые круги, чтобы избежать засаливания.
Зернистость шлифкругов характеризуется размером абразивных зерен и обозначается определенным числом (чем больше число, тем меньше степень зернистости). В таблице ниже приведены рекомендации по выбору зернистости инструмента для выполнения того или иного вида работ.
| Вид шлифования | Рекомендованный номер зернистости круга |
|---|---|
| Резьбошлифование | 100-280 |
| Отделочное | 180-320 |
| Заточка инструмента | 170-220 |
| Круглое чистовое | 600-100 |
| Круглое обдирочное | 24-40 |
| Плоское, торцевое | 16-36 |
Виды абразивных композиций
Согласно ГОСТ 28818 материалы для производства шлифкругов должны иметь значительную твердость, низкую теплопроводность и устойчивость к фрикционному износу. Допускается применение следующих абразивных композиций:
- Электрокорунд на бокситовой основе — отличается повышенным уровнем твердости и термостойкости. Такие круги маркируются буквенно‑цифровым индексом (12А — 15А, 22А — 25А), с увеличением которого возрастает показатель твердости базового вещества и прочность круга.
- Электрокорунд на базе карбида — используется для снятия поверхностных слоев с деталей, которые уже подвергались термической обработке. Код маркировки начинается от 38А (карбид циркония) и заканчивается 95А (карбид хрома или титана). Шлифовальные круги, изготовленные на основе карбида кремния (52С‑65С) имеют отличную устойчивость к температурным перепадам и применяются для работы по чугуну, цветному металлу и сплавам.
- Сферокорунд — материал на базе расплавленного оксида алюминия с зерном сферической формы. Такой состав отличается высокими показателями твердости, что дает возможность использовать его для обработки твердых сплавов. Шлифкруги из сферокорунда маркируются буквенным обозначением «ЭС».
- Монокорунд — это материал с зерном, имеющим монокристаллическую структуру (43А‑45А). Такая абразивная композиция долговечна и используется для обработки инструментальных и жаропрочных сплавов.
Связующие компоненты
Наряду с режущим веществом, из которого изготовлен шлифовальный круг, немаловажную роль играет способ связки: именно благодаря ей абразивная масса не разрушается. Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Керамическая связка на основе глины или кварца делает шлифовальный круг более легким, и как следствие, достигается высокая скорость его вращения на шлифовальном станке. При этом стойкость и твердость такого инструмента значительно ниже. Смесь искусственного каучука и серы дает вулканитовую связку. Такие диски отличаются повышенной износостойкостью и хорошей упругостью, но стоят значительно дороже модификаций с керамическим абразивом.
Показатели твердости
Твердость шлифовального круга — это свойство, которое позволяет сохранять зерна под внешним воздействием. Чем меньше показатель твердости, тем быстрее происходит разрушение абразива. Наиболее распространенными являются шлифкруги со средними значениями твердости, так как они обладают оптимальным балансом производительности и долговечности. Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
Для обработки резьбы или маленьких по размеру деталей используются шлифкруги с высокой твердостью. С плоской или черновой шлифовкой прекрасно справляются мягкие инструменты. Чем тверже и больше заготовка, тем более мягкий абразивный диск используется для ее обработки.
Как правильно выбрать и купить шлифовальный круг?
Чтобы купить шлифовальный круг, который будет максимально эффективен и прослужит длительное время, необходимо тщательно подойти к вопросу выбора. Для этого следуйте рекомендациям специалистов:
- Учитывайте специфику используемого инструмента: для работы на шлифовальном станке вам потребуется круг, выдерживающий высокое давление. Для болгарки нужен шлифовальный диск с повышенной устойчивостью к скорости вращения.
- Внимательно изучайте маркировку изделия, на которой имеются все необходимые условные обозначения: размер, класс, профиль, зернистость, абразивная композиция.
- Подбирайте инструмент в зависимости от материала обрабатываемой поверхности, площади шлифования.
- Не используйте абразивы с истекшим сроком годности во избежание поломок и риска для здоровья.
- Выбирайте продукцию проверенных производителей, которые руководствуются требованиями ТУ и ГОСТ.
ООО «Броксталь» реализует абразивный инструмент от надежных отечественных заводов‑изготовителей. У нас вы можете купить шлифовальные круги различных размеров по демократичным ценам. Если вам потребуется помощь с выбором продукции, свяжитесь с нами по телефону 7 (8362) 32‑15‑15 или используйте кнопку «Сделать заказ». Ознакомиться с ассортиментом шлифовальных кругов и ценами можно в «Прайсе», а продаже также имеются бу трубы
4407 Лесоматериалы, полученные распиловкой или расщеплением вдоль, строганием или лущением, не обработанные или обработанные строганием, шлифованием, имеющие или не имеющие торцевые соединения, толщиной более 6 мм
4407 | Лесоматериалы, полученные распиловкой или расщеплением вдоль, строганием или лущением, не обработанные или обработанные строганием, шлифованием, имеющие или не имеющие торцевые соединения, толщиной более 6 мм: | |||
— хвойные: | ||||
4407 11 | — из сосны (Pinus spp. | |||
4407 11 150 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
—- обработанные строганием: | ||||
4407 11 330 0 | —— сосна обыкновенная вида «Pinus sylvestris L.» | м3 | 10 | |
4407 11 380 0 | —— прочие | м3 | 10 | |
—- прочие: | ||||
4407 11 930 0 | —— сосна обыкновенная вида «Pinus sylvestris L.» | м3 | 10 | |
4407 11 980 0 | —— прочие | м3 | 10 | |
4407 12 | — из пихты (Abies spp. | |||
4407 12 150 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
—- обработанные строганием: | ||||
4407 12 310 0 | —— ель обыкновенная вида «Picea abies Karst.» или пихта белая европейская (Abies alba Mill.) | м3 | 10 | |
4407 12 380 0 | —— прочие | м3 | 10 | |
—- прочие: | ||||
4407 12 910 0 | —— ель обыкновенная вида «Picea abies Karst. | м3 | 10 | |
4407 12 980 0 | —— прочие | м3 | 10 | |
4407 19 | — прочие: | |||
4407 19 150 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
4407 19 910 0 | —- обработанные строганием | м3 | 10 | |
4407 19 980 0 | —- прочие | м3 | 10 | |
— из древесины тропических пород: | ||||
4407 21 | — махогониевое дерево (Swietenia spp. | |||
4407 21 100 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 3 | |
— прочие: | ||||
4407 21 910 0 | —- обработанные строганием | м3 | 3 | |
4407 21 990 0 | —- прочие | м3 | 3 | |
4407 22 | — вирола суринамская, феба пористая и бальза: | |||
4407 22 100 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 3 | |
— прочие: | ||||
4407 22 910 0 | —- обработанные строганием | м3 | 3 | |
4407 22 990 0 | —- прочие | м3 | 3 | |
4407 25 | — шорея с темно-красной древесиной, шорея с бледно-красной древесиной и шорея бакау: | |||
4407 25 100 0 | — имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 3 | |
— прочие: | ||||
4407 25 300 0 | —- обработанные строганием | м3 | 3 | |
4407 25 500 0 | —- обработанные шлифованием | м3 | 3 | |
4407 25 900 0 | —- прочие | м3 | 3 | |
4407 26 | — древесина различных видов шореи, парашореи, пентакме, заболонная древесина шореи всех видов, парашорея, шорея фагуцина и другие виды шореи и фрагрэа душистая: | |||
4407 26 100 0 | — имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 3 | |
— прочие: | ||||
4407 26 300 0 | —- обработанные строганием | м3 | 3 | |
4407 26 500 0 | —- обработанные шлифованием | м3 | 3 | |
4407 26 900 0 | —- прочие | м3 | 3 | |
4407 27 | — энтандрофрагма цилиндрическая: | |||
4407 27 100 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 5 | |
— прочие: | ||||
4407 27 910 0 | —- обработанные строганием | м3 | 5 | |
4407 27 990 0 | —- прочие | м3 | 5 | |
4407 28 | — хлорофора высокая, или африканское тиковое дерево: | |||
4407 28 100 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 5 | |
— прочие: | ||||
4407 28 910 0 | —- обработанные строганием | м3 | 5 | |
4407 28 990 0 | —- прочие | м3 | 5 | |
4407 29 | — прочие: | |||
4407 29 150 | — имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием: | |||
4407 29 150 1 | —- из древесины тропических пород, указанных в дополнительном примечании Евразийского экономического союза 1 к данной группе, кроме указанных в субпозициях 4407 21, 4407 22, 4407 25, 4407 26, 4407 27, 4407 28 | м3 | 5 | |
(в ред. (см. текст в предыдущей редакции) | ||||
4407 29 150 9 | —- прочие | м3 | 10 | |
— прочие: | ||||
—- двукрылоплодник, гонистилюс Варбурга, дриабаланопс ароматный, или камфорное дерево, тик, или джатовое дерево, jongkong, интсия Бейкера, диера тонкоребристая, коомпассия, аукумея Клайна, триплохитон твердосмольный, энтандрофрагма полезная, кайя иворензис, мимузопс Геккеля, энтандрофрагма ангольская, мансония высокая, лофира крылатая, иломба, или пикнантус анголезский, ловоа (виды), терминалия пышная, палисандр Рио, палисандр Пара и бразильское розовое дерево: | ||||
—— обработанные строганием: | ||||
4407 29 200 0 | —— палисандр Рио, палисандр Пара и бразильское розовое дерево | м3 | 5 | |
4407 29 250 0 | —— прочие | м3 | 5 | |
4407 29 450 0 | —— обработанные шлифованием | м3 | 5 | |
4407 29 600 0 | —— прочие | м3 | 5 | |
—- прочие: | ||||
4407 29 830 | —— обработанные строганием: | |||
4407 29 830 1 | —— из древесины тропических пород, указанных в дополнительном примечании Евразийского экономического союза 1 к данной группе, кроме указанных в субпозициях 4407 21, 4407 22, 4407 25, 4407 26, 4407 27, 4407 28, четырехдефисной подсубпозиции после подсубпозиции 4407 29 150 9 | м3 | 5 | |
(в ред. (см. текст в предыдущей редакции) | ||||
4407 29 830 9 | —— прочие | м3 | 10 | |
4407 29 850 | —— обработанные шлифованием: | |||
4407 29 850 1 | —— из древесины тропических пород, указанных в дополнительном примечании Евразийского экономического союза 1 к данной группе, кроме указанных в субпозициях 4407 21, 4407 22, 4407 25, 4407 26, 4407 27, 4407 28, четырехдефисной подсубпозиции после подсубпозиции 4407 29 150 9 | м3 | 5 | |
(в ред. решения Коллегии Евразийской экономической комиссии от 29.09.2020 N 116) (см. текст в предыдущей редакции) | ||||
4407 29 850 9 | —— прочие | м3 | 10 | |
4407 29 950 | —— прочие: | |||
4407 29 950 1 | —— из древесины тропических пород, указанных в дополнительном примечании Евразийского экономического союза 1 к данной группе, кроме указанных в субпозициях 4407 21, 4407 22, 4407 25, 4407 26, 4407 27, 4407 28, четырехдефисной подсубпозиции после подсубпозиции 4407 29 150 9 | м3 | 5 | |
(в ред. (см. текст в предыдущей редакции) | ||||
4407 29 950 9 | —— прочие | м3 | 13 | |
— прочие: | ||||
4407 91 | — из дуба (Quercus spp.): | |||
4407 91 150 0 | — обработанные шлифованием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
—- обработанные строганием: | ||||
4407 91 310 0 | —— бруски, планки и фриз для паркета или деревянного покрытия полов, несобранные | м3 | 10 | |
4407 91 390 0 | —— прочие | м3 | 10 | |
4407 91 900 0 | —- прочие | м3 | 12 | |
4407 92 000 0 | — из бука (Fagus spp. | м3 | 12 | |
4407 93 | — из клена (Acer spp.): | |||
4407 93 100 0 | — обработанные строганием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
4407 93 910 0 | —- обработанные шлифованием | м3 | 10 | |
4407 93 990 0 | —- прочие | м3 | 13 | |
4407 94 | — из вишни (Prunus spp.): | |||
4407 94 100 0 | — обработанные строганием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
4407 94 910 0 | —- обработанные шлифованием | м3 | 10 | |
4407 94 990 0 | —- прочие | м3 | 13 | |
4407 95 | — из ясеня (Fraxinus spp. | |||
4407 95 100 0 | — обработанные строганием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
4407 95 910 0 | —- обработанные шлифованием | м3 | 10 | |
4407 95 990 0 | —- прочие | м3 | 13 | |
4407 96 | — из березы (Betula spp.): | |||
4407 96 100 0 | — обработанные строганием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
4407 96 400 0 | —- обработанные шлифованием | м3 | 10 | |
4407 96 900 | —- прочие: | |||
4407 96 900 1 | —— лесоматериалы, распиленные вдоль | м3 | 13 | |
4407 96 900 9 | —— прочие | м3 | 13 | |
4407 97 | — из тополя и осины (Populus spp. | |||
4407 97 100 0 | — обработанные строганием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
4407 97 400 0 | —- обработанные шлифованием | м3 | 10 | |
4407 97 900 | —- прочие: | |||
—— из осины (Populus adenopoda, Populus davidiana, Populus grandidentata, Populus sieboldii, Populus tremula, Populus tremuloides): | ||||
4407 97 900 1 | —— лесоматериалы, распиленные вдоль | м3 | 13 | |
4407 97 900 2 | —— прочие | м3 | 13 | |
4407 97 900 9 | —— прочие | м3 | 10 | |
4407 99 | — прочие: | |||
4407 99 100 0 | — обработанные строганием; имеющие торцевые соединения, не обработанные или обработанные строганием или шлифованием | м3 | 10 | |
— прочие: | ||||
+ | 4407 99 400 0 | —- обработанные шлифованием | м3 | 10 |
4407 99 900 | —- прочие: | |||
4407 99 900 1 | —— из ореха | м3 | 10 | |
4407 99 900 9 | —— прочие | м3 | 13 | |
Инструменты для торцевого шлифования » Алмазные инструменты dopa
Инструменты для торцевого шлифования » Алмазные инструменты dopa
Мы производим инструменты для торцевого шлифования для всех распространенных шлифовальных станков от предварительного до сверхтонкого шлифования. Кроме того, мы разрабатываем и производим инструменты, которые уже выполняют процессы полировки на шлифовальных станках. Пожалуйста, свяжитесь с нами – мы с удовольствием проконсультируем вас по подходящим решениям.
Преимущества инструментов для торцевого шлифования дофа
- Чрезвычайно высокая режущая способность для очень тонких поверхностей
- Минимальное повреждение под поверхностью
- Острые края деталей без сколов
Внутренние продажи инструментов, машин и расходных материалов
Инженер по продажам инструментов, машин и расходных материалов
Руководитель отдела продаж инструментов, машин и расходных материалов
Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Мы будем рады помочь вам с нашим опытом в выборе и настройке инструментов в соответствии с вашими потребностями!
Дополнительные продукты
Все алмазные инструменты
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Wenn Sie unter 16 Jahre alt sind und Ihre Zustimmung zu freiwilligen Diensten geben möchten, müssen Sie Ihre Erziehungsberechtigten um Erlaubnis bitten. Personenbezogene Daten können verarbeitet werden (z. B. IP-Adressen), z. B. für personalisierte Anzeigen und Inhalte oder Anzeigen- und Inhaltsmessung. Weitere Informationen über die Verwendung Ihrer Daten finden Sie in unserer Datenschutzerklärung. Sie können Ihre Auswahl jederzeit unter Einstellungen widerufen oder anpassen.
Настройки конфиденциальности
Эссензиэль
Статистика
Принять все
Сохранять
Принимать только необходимые файлы cookie
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie
Политика конфиденциальности
Выходные данные
Настройки конфиденциальности
Wenn Sie unter 16 Jahre alt sind und Ihre Zustimmung zu freiwilligen Diensten geben möchten, müssen Sie Ihre Erziehungsberechtigten um Erlaubnis bitten. Personenbezogene Daten können verarbeitet werden (z. B. IP-Adressen), z. B. für personalisierte Anzeigen und Inhalte oder Anzeigen- und Inhaltsmessung. Weitere Informationen über die Verwendung Ihrer Daten finden Sie in unserer Datenschutzerklärung. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все
Сохранять
Мусор
Настройки конфиденциальности
Эссензиэль (1)
Essenzielle Cookies ermöglichen grundlegende Funktionen und sind für die einwandfreie Funktion der Website erforderlich.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Анбитер | Eigentümer dieser Сайт, выходные данные |
| Цвек | Speichert die Einstellungen der Besucher, die in der Cookie Box от Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | borlabs-cookie |
| Печенье Laufzeit | 1 Яр |
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Акзептирен | Гугл Аналитика |
|---|---|
| Имя | Гугл Аналитика |
| Анбитер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Цвек | Файл cookie Google, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. |
| Датеншуцерклерунг | https://policies.google.com/privacy?hl=en |
| Имя файла cookie | _ga,_gat,_gid |
| Печенье Laufzeit | 2 года |
на базе Borlabs Cookie
Политика конфиденциальности
Выходные данные
CNC Внутренний внешний торцевой шлифовальный комплекс Станок-CNC Внутренний внешний шлифовальный комплекс Machine-GUAN-YU MACHINERY CO.
, LTD.-EZB2B Тайваньские станки & автозапчасти & пресс-форма для пластиковых форм
- GUAN-YU MACHINERY CO., LTD.
- Продукты
- Внутренний внешний шлифовальный станок с ЧПУ
- Комплексный станок для внутреннего и внешнего торцевого шлифования с ЧПУ
- KG-500-CNC Внутренний внешний Внутренний внешний станок
- KG-500ATC-CNC Внутренний внешний шлифовальный комплексный станок
- KG-150A-CNC Одношпиндельный шлифовальный станок
- KG-150 FaceB-CNC Комплексный внутренний торцевой шлифовальный станок Станок
- KG-150D -CNC Внутренний Внешний Шлифовальный Комплекс Станок
- KG-500L-CNC Внутренний Наружный Шлифовальный Комплекс Станок
- KG-500LE -CNC Внутренний Внешний Токарно-Шлифовальный Комплекс
Спецификация
- Аксессуары
Массивная конструкция машины
Максимальная жесткость и стабильность
• Линейные направляющие и шариковые винты
На оси X и Z используются линейные направляющие класса высокой точности и шариковые винты типа C1 для достижения высочайшей точности и жесткости.
• Высококачественный чугун
Конструктивные детали изготовлены из высококачественного чугуна FC30, закаленного и снятого с напряжения, что обеспечивает исключительную точность и стабильность обработки.
• Массивное основание
Массивное основание большого размера усилено ребрами жесткости по динамическому принципу, что обеспечивает исключительную устойчивость.
• Серводвигатель
Движения по осям X и Z приводятся в действие серводвигателем с минимальной настройкой 0,001 мм.
Одиночный шлифовальный шпиндель + токарный шпиндель в сборе
Торцевая шлифовальная головка
• Торцевая шлифовальная головка перемещается с помощью гидравлического цилиндра, а подача контролируется серводвигателем.
Контроллер FANUC
• Широкие функциональные возможности обеспечивают настройку различных параметров для многогранного шлифования.
• Макс. Шлифование 16 граней за один установ заготовки.
Сенсорный экран
• Используется для контроля тока двигателя в различных условиях помола.
• Также с функцией сенсорного помола.
- Технические характеристики
Тип | КГ-150Б | |
|---|---|---|
Рабочая емкость | Диаметр шлиф. диапазон | ø4~ø200 мм |
Макс. глубина шлифования | 150 мм | |
Макс. диапазон поворота заготовки | ø200 мм | |
Диапазон качания в водонепроницаемом кожухе | — | |
Система контроллера | Контроллер | ФАНУК |
Рабочая головка | Скорость шпинделя | 0~1000 об/мин |
Скорость подачи/ход по оси X | 10 м/мин / 300 мм | |
Минимальная единица измерения по оси X | 0,001 мм | |
Угол поворота рабочей головки | -5°~+15° | |
Рабочий стол | Скорость подачи по оси Y и оси Z | Z : 10 м/мин |
Ось Y и ось Z макс. | Z : 400+100 мм | |
Минимальная единица измерения оси Y и Z | Z:0,001 мм | |
Расстояние от центра шпинделя до земли | 1060 мм | |
Гидравлическая система | Емкость масляного бака | 30 л |
Система охлаждения | Емкость бака охлаждающей жидкости | 150 л |
Двигатель | Гидромотор | 0,75 кВт (1 л.с.) |
Электродвигатель насоса охлаждающей жидкости | 0,18 кВт (1/4 л.с.) | |
Серводвигатель осей X, Y и Z | X : 1,2 кВт / Z : 1,2 кВт | |
Серводвигатель осей X, Y и Z | 2.2,2P (3HP) | |
Двигатель шпинделя | 2.2,4P (3HP) | |
Другие | Емкость смазочного насоса автоматики | 2 л |
Размеры (Д*Ш*В) — с аксессуарами | 2500x2300x1700 мм | |
Вес машины | 3200 кг |
Стандартные принадлежности |
|---|
Контроллер ЧПУ |
Инвертор для двигателя заготовки по оси X |
Инвертор для двигателя заготовки по оси Z |
Шлифовальный шпиндель по оси Z |
Торцевой шлифовальный шпиндель и встроенный шпиндель |
Гидравлический патрон |
Гидравлический цилиндр |
3-цветная сигнальная лампа |
Лампа рабочая |
Ящик для инструментов |
Смазочный насос автоматики |
Бачок охлаждающей жидкости и насос охлаждающей жидкости |
Система бумажных фильтров |
Конвейер магнитных чипов |
Гидравлический блок с насосом |
Теплообменник для электрического шкафа |
Алмазный комод |
| Фундаментные болты и блоки |
Механические, электрические руководства по эксплуатации |
Полузакрытая крышка |
Выдающаяся точность цилиндрического и торцевого шлифования| Производство и металлообработка
Перейти к содержимому
Круглошлифовальный станок SGU32X100S от Sy Machinery Co. , Ltd. (Тайчжун, Тайвань) имеет стабильную и жесткую головку шпинделя. Шпиндель работает на прецизионных подшипниках, что обеспечивает максимальную устойчивость шпинделя. Он гарантирует исключительную точность при шлифовании наружных и внутренних диаметров, а также торцевом шлифовании. Головка шпинделя поворачивается на +90° ~ -30°. Шпиндельная головка на шлифовальных станках серии 20 обеспечивает переменную скорость, изменяемую преобразователем частоты. Шпиндельная головка на шлифовальных станках серий 32 и 42 приводится в движение серводвигателем, обеспечивающим регулировку скорости.
SGU32X100S имеет прецизионную шлифовальную головку. Шпиндель шлифовального круга изготовлен из высококачественной легированной стали SNCM-220, нормализован, отпущен, науглерожен и подвергнут отрицательной обработке, прецизионной шлифовке и обработке с зеркальным эффектом. Твердость достигает более HRC 62 град. Гарантируется отсутствие деформации, максимальная износостойкость и точность на весь срок службы.
Шпиндель круга вращается на специальном гидростатическом подшипнике, который идеально подходит для прецизионных шлифовальных работ. Он отличается высокой скоростью, отсутствием трения между металлами, отсутствием тепловыделения, отсутствием деформации, сверхвысокой точностью и постоянным использованием. Направляющие стола и шлифовальная головка смазываются усовершенствованной автоматической гидростатической системой смазки, которая обеспечивает различные функции, такие как чрезвычайно плавное движение, повышенная точность подачи и превосходная точность шлифования.
| Технические характеристики | СГУ 32/42 х 100S | СГУ 32/42 х 150S | СГУ 32/42 х 200S |
| Вместимость | |||
| Расстояние между центрами | 1000 мм | 1500 мм | 2000 мм |
| Поворотный стол | 320 мм / 420 мм | 320 мм / 420 мм | 320 мм / 420 мм |
| Макс. Загрузка центров | 100 кг / 150 кг | 100 кг / 150 кг | 100 кг / 150 кг |
| Макс. Внешний диаметр шлифования | 280 мм / 380 мм | 280 мм / 380 мм | 300 мм / 400 мм |
| Колесико | |||
| Угол поворота | ± 30° | ± 30° | ± 30° |
| Расстояние вручную | 160 мм | 160 мм | 160 мм |
| Автоматическое быстрое продвижение | 40 мм | 40 мм | 40 мм |
| Скользящее сиденье Дополнительный рабочий объем | 95 (всего 295 мм) | 95 (всего 295 мм) | 95 (всего 295 мм) |
| Мин. Блок настройки | 0,001 мм | 0,001 мм | 0,001 мм |
| Один оборот маховика (градуировка) | 2 (0,005) мм | 2 (0,005) мм | 2 (0,005) мм |
| Шлифовальный круг | |||
| Внешний диаметр x ширина x внутренний диаметр | 355 х 50 х 127 мм | 355 х 50 х 127 мм | 355 х 50 х 127 мм |
| Скорость (ременная) об/мин | 1 783 / 1 940 | 1 783 / 1 940 | 1 783 / 1 940 |
| Рабочий шпиндель | |||
| Угол поворота | 120° (+90°, -30°) | 120° (+90°, -30°) | 120° (+90°, -30°) |
| Центральный конус | МТ : 4 | МТ : 4 | МТ : 4 |
| Скорость вращения шпинделя (переменная) об/мин | 10 ~ 300 | 10 ~ 300 | 10 ~ 300 |
| Макс. Нагрузка на шпиндель (держатель инструмента в комплекте) | 35 кг (макс. длина: 150 мм) | 35 кг (макс. длина: 150 мм) | 35 кг (макс. длина: 150 мм) |
| Задняя бабка | |||
| Центральный конус | МТ : 4 | МТ : 4 | МТ : 4 |
| Ход | 25 мм | 25 мм | 25 мм |
| Стол | |||
| Угол поворота | -3°, +8° | -3°, +7° | -1°, +7° |
| Скорость перемещения | 50 / 4000 мм/мин | 50 / 4000 мм/мин | 50 / 4000 мм/мин |
| Авто. Ответить Мин. Инсульт | 8 мм | 8 мм | 8 мм |
| Подача на один оборот маховика (2-ступенчатая) | 20 мм (2 мм) | 20 мм (2 мм) | 20 мм (2 мм) |
| Двигатель | |||
| Шпиндель колеса | 3,75 кВт (4 полюса) | 3,75 кВт (4 полюса) | 3,75 кВт (4 полюса) |
| Шпиндель рабочей головки | 0,85 кВт / 1,3 кВт | 0,85 кВт / 1,3 кВт | 0,85 кВт / 1,3 кВт |
| Гидравлический насос | 0,75 кВт (6P) | 0,75 кВт (6P) | 0,75 кВт (6P) |
| Насос смазки шпинделя колеса | 0,18 кВт (2P) | 0,18 кВт (2P) | 0,18 кВт (2P) |
| Насос охлаждающей жидкости | 0,18 кВт (2P) | 0,18 кВт (2P) | 0,18 кВт |
| Емкость бака | |||
| Бак для смазки шпинделя колеса | 12 л | 12 л | 12 л |
| Бак для гидравлической жидкости | 65 л | 65 л | 65 л |
| Бак охлаждающей жидкости | 100 л | 100 л | 100 л |
| Вес машины | |||
| кг | 3 200 кг / 3 400 кг | 4 100 кг / 4 300 кг | 6000 кг / 6200 кг |
Sy Machinery Co. , Ltd., № 36, переулок 93, улица Гоцян, Северный округ, Тайчжун, Тайвань, +886-4-2237 7629, факс: +886-4-2237 4448, s04@mail .sy-machinery.com, www.sy-machinery.com.
Календарь и события
IMTS
12–17 сентября 2022 г.
Чикаго, Иллинойс
AMCON
5–6 октября 2022 г.
Солт-Лейк-Сити, Юта
FABTECH
8–10 ноября 2022 г.
Атланта, Джорджия
Качество поверхности торцевого шлифования композитных материалов SiCp/Al с большой объемной долей | Китайский журнал машиностроения
- Исходная статья
- Открытый доступ
- Опубликовано:
- Сюй Чжао
Orcid: orcid. org/0000-0003-3018-2493 1,2 , - Yadong Gong 1 ,
- Guiqiang Liang 3 ,
- Bing CAI 1 11111111111118
- 7
- BIN 2
Китайский журнал машиностроения
том 34 , номер статьи: 3 (2021)
Процитировать эту статью
1006 доступов
2 Цитаты
Сведения о показателях
Abstract
Существующие исследования обработки композитов SiC p / Al в основном сосредоточены на параметрах обработки или морфологии поверхности. Однако качество поверхности SiC p /Al Композиты с высокой объемной долей подробно не изучались. В этом исследовании были приготовлены 32 образца SiC p /Al с большой объемной долей и измерены параметры их механической обработки. Затем проверяли качество поверхности образцов и анализировали влияние параметров шлифования на качество поверхности. Качество шлифования композитных образцов было всесторонне проанализировано, принимая в качестве стандартов оценки силу шлифования, коэффициент трения и параметры шероховатости. Наилучшие параметры шлифования были получены при анализе морфологии поверхности. Результаты показывают, что для получения лучшего качества поверхности следует выбирать более высокую скорость вращения шпинделя. Окончательное качество поверхности связано с коэффициентом трения, шероховатостью поверхности и степенью фрагментации, а также с количеством и распределением дефектов. Для получения лучшего качества поверхности следует выбирать меньшую подачу, меньшую глубину шлифования и, соответственно, более высокую скорость вращения шпинделя. Меньшее количество подачи, большая глубина шлифования и скорость вращения шпинделя должны быть выбраны, чтобы сбалансировать эффективность шлифования и качество поверхности. В этом исследовании предлагается метод систематической оценки, который можно использовать для управления механической обработкой SiC 9.1155 p /Al Композиты с высокой объемной долей.
Введение
SiC p /Al представляет собой композитный материал с высокой удельной жесткостью, удельной прочностью и теплопроводностью, а также низким коэффициентом теплового расширения. Поэтому он широко используется в прецизионных оптических приборах, перспективном оружии и аэрокосмической области [1–4]. В аэрокосмической области SiC p / Al широко используется в компонентах оптических структур и электронных корпусах. Чтобы удовлетворить требования приложения, SiC 9необходимы композиты 1155 p /Al с высокой объемной долей [5, 6]; они обладают отличными механическими свойствами. Однако частицы SiC обладают высокими уровнями твердости и прочности. Следовательно, композиты SiC p /Al с большой объемной долей трудно поддаются механической обработке [7–9]. Чтобы расширить применение композитов SiC p /Al с высокой объемной долей, исследователями по всему миру было проведено множество исследований. Кроме того, получено множество результатов исследований [10–13].
Ciftci et al. [14] провели исследование влияния объемной доли и размера частиц на износ режущего инструмента. Результаты показали, что инструменты из карбида с покрытием имеют более длительный срок службы. Для прогнозирования силы резания при ортогональной резке композитных материалов SiC p /Al Kishawy et al. [15] предложили силовую модель, основанную на энергетическом анализе. Некоторые ученые проводили исследования влияния параметров обработки и конструкции режущего инструмента на процесс резания [16–18]. Чжэн и др. [19] изучали шероховатость поверхности композиционных материалов SiC p /Al после вибрационного шлифования. Результаты показали, что скорость вращения шпинделя является наиболее важным параметром обработки. Фрактальная размерность поверхности была связана со скоростью вращения шпинделя и скоростью подачи. Кроме того, дефекты поверхности оказывали значительное влияние на фрактальную размерность поверхности. Ду и др. В работе [20] изучался механизм образования стружки при шлифовании композиционных материалов SiC p /Al, а топографические характеристики стружки наблюдались с помощью сканирующего электронного микроскопа (СЭМ). Результаты показали, что чешуйчатые чипсы были наиболее распространенным типом. Каннан и др. [21] изучали механизм образования зубчатой стружки при механической обработке SiC 9.1155 p /Алюминиевые композиционные материалы. Результаты показали, что напряжение было сосредоточено в области контакта между алюминиевой матрицей и частицами SiC. Поэтому в области контакта образовывались шпоночные отверстия и образовывались зазубренные сколы. Кроме того, несколько исследователей провели тесты на царапанье с одной зернистостью для изучения характеристик удаления композитов SiCp/Al [22, 23].
Согласно литературным источникам, композитные материалы SiC p /Al могут быть подвергнуты прецизионной механической обработке [24–30]. Однако параметры обработки не были всесторонне проанализированы, и морфология поверхности не была систематически оценена в этих ссылках. Принимая скорость шпинделя, величину подачи и глубину шлифования в качестве параметров обработки, 32 SiC p /Ал образцы подвергались шлифовке. Образцы были сгруппированы и качество их поверхности было проанализировано по силе резания, коэффициенту трения и параметрам шероховатости. Далее были проанализированы шлифовальные качества образцов.
Процесс тестирования и обнаружение
Процесс тестирования
Как показано на рис. 1(a), система тестирования основана на ультразвуковом станке. Алмазный круг с гальваническим покрытием на рисунке 1(b) использовался в качестве шлифовального инструмента. Наружный диаметр и толщина стенки шлифовального инструмента составляли 12 мм и 2 мм соответственно. Размер алмазного зерна D126 (120/140). Матрица и армированные частицами материалы заготовок представляли собой керамику Al 2024-T6 и SiC соответственно. Объемная доля частиц и средний размер SiC составили 62,5 % и 40 мкм соответственно. Остальные параметры приведены в таблице 1.
Рисунок 1
Экспериментальное оборудование
Полноразмерное изображение
Таблица 1 Параметры SiC и Al 2024-T6
Полноразмерный стол
Образцы показаны на рисунке 1(c). В качестве испытательной поверхности была выбрана верхняя поверхность, а размеры образцов составляли 3 мм × 8 мм × 10 мм. Для системы тестирования использовалась охлаждающая жидкость, поставляемая Blaser; параметры обработки приведены в табл. 2. Все испытания проводились дважды и были получены средние экспериментальные значения.
Таблица 2 Параметры обработки
Полноразмерная таблица
Метод обнаружения
Как показано на рис. 1(b), Kistler 9257B использовался для измерения силы измельчения, а частота выборки данных была установлена на 9 кГц. Все обработанные поверхности перед измерением рельефа поверхности были промыты методом ультразвуковой очистки. Как показано на рисунке 1(d), для определения распределения поверхностных дефектов использовался трехмерный лазерный сканирующий микроскоп VK-X. Кроме того, можно систематически анализировать параметры топографии поверхности.
Стандарт оценки
Для оценки качества обработки в качестве параметров оценки были выбраны сила шлифования (F), коэффициент трения (COF), параметры шероховатости и морфология поверхности. Образцы были обработаны методом торцевого шлифования, и в качестве параметра оценки было получено осевое усилие шлифования. Коэффициент трения использовался для оценки условий трения между станком и образцом. Чем выше значение коэффициента трения, тем хуже качество поверхности.
В качестве параметров шероховатости были выбраны следующие параметры: шероховатость поверхности (Ra), коэффициент площади изломов (S dr ), высота пика (R p ), нижняя впадина (R v ), градиент (S sk ) и эксцесс (S ku ). Параметры определяются следующим образом.
(1) Ra – среднеарифметическая шероховатость, которая представляет собой среднее арифметическое отклонение профиля.
(2) S dr используется для оценки степени фрагментации поверхностей после шлифовки. Чем выше значение S др , тем больше площадь осколков.
(3)R p и R v — высота пика и нижняя впадина профиля соответственно.
(4) S sk используется для оценки распределения амплитуд профиля. Он равен 0, если высота поверхности профиля распределена симметрично, меньше 0, если ниже средней плоскости существуют низкие впадины, и выше 0, если существуют пики выше средней плоскости.
(5) S ku – эксцесс распределения высоты поверхности. С ku меньше 3, если профиль поверхности плоский, и больше 3, если профиль поверхности крутой.
Результаты и обсуждение
Экспериментальные результаты
Как показано в таблице 3, эксперименты были разделены на восемь групп в зависимости от количества подачи, глубины шлифования и скорости вращения шпинделя. Экспериментальные результаты силы шлифования (F), коэффициента трения (COF) и параметров шероховатости приведены в таблице 3.
Таблица 3 Параметры качества поверхности
Полноразмерный стол
Качество поверхности при меньшей подаче и глубине резания
Морфология поверхности групп 1 и 2 показана на рис. 2(a) и рис. 3(a) соответственно. Четыре фотографии слева — это результаты сканирующего электронного микроскопа (СЭМ), тогда как фотографии в середине показывают распределение морфологии поверхности по высоте. Мы можем получить четыре фотографии справа, увеличив центральные области четырех фотографий в середине. Нижние области показаны черным и синим цветом, а верхние — красным. Параметры качества поверхности групп 1 и 2 показаны на рис. 2(б) и рис. 3(б) соответственно.
Рисунок 2
Экспериментальные результаты группы 1
Полноразмерное изображение
Рис. 3
Экспериментальные результаты группы 2
Полноразмерное изображение
Из рис. T9 и T10 относительно лучше, чем у других образцов. Центральные области образцов были выбраны для сравнения шлифовальных качеств образцов Т9 и Т10; увеличенный трехмерный профиль областей сердцевины показан на рисунке 4. Были определены средняя шероховатость (Ra) и наилучшая шероховатость (Rab) областей сердцевины. Все экспериментальные параметры приведены в табл. 4.9.0003 Рисунок 4
Сравнение трехмерных профилей T9 и T10
Полноразмерное изображение
Таблица 4 Сравнение экспериментальных параметров T9 и T10
Полноразмерная таблица
Из рисунка 4 видно, что морфология поверхности Т9 относительно плоский. Таблица 4 показывает, что экспериментальные параметры T9 относительно лучше, чем у T10. Следовательно, качество поверхности Т9 наилучшее в группах 1 и 2. Этот механизм можно объяснить следующим образом. Количество подачи, глубина шлифования и скорость вращения шпинделя T9составляют 50 мм/мин, 5 мкм и 6000 об/мин соответственно. Средний диаметр частиц SiC составляет 40 мкм. Частицы относительно устойчивы, когда глубина измельчения составляет 5 мкм. Однако с увеличением глубины шлифования частицы вытягиваются, вызывая появление ямок на поверхности шлифования.
Качество поверхности при меньшей подаче и большей глубине резания
Морфология поверхности групп 3 и 4 показана на рис. 5(а) и рис. 6(а) соответственно. Кроме того, параметры качества поверхности групп 3 и 4 показаны на рис. 5(б) и рис. 6(б) соответственно.
Рис. 5
Экспериментальные результаты группы 3
Полноразмерное изображение
Рис. 6
Экспериментальные результаты группы 4
Полноразмерное изображение
Из рис. T3 и T7, что указывает на то, что их плоскостность очень плохая. S sk и S ku T11 составляют -2,53 и 12,01 соответственно. Это указывает на то, что поверхность Т11 была вдавленной и имела глубокие ямки. Поэтому качество поверхности Т15 лучшее в группе 3.
На рисунке 6 видно, что S dr и R v T4 и T8 относительно высоки. Это свидетельствует о том, что на поверхности имеется много поверхностных дефектов и глубоких ямок. Более того, значения S sk и S ku для Т12 относительно высоки, что указывает на наличие поверхностных дефектов и очень резкий профиль Т12. Таким образом, качество поверхности T16 является лучшим в группе 4.
Центральные участки образцов были выбраны для сравнения качества шлифовки T15 и T16. Увеличенные трехмерные профили областей ядра показаны на рисунке 7. Были определены Ra и Rab областей ядра. Все экспериментальные параметры приведены в таблице 5.
Рисунок 7
Сравнение трехмерных профилей T15 и T16
Полноразмерное изображение
Таблица 5 Сравнение экспериментальных параметров T15 и T16
Таблица в натуральную величину T16 относительно плоский. Таблица 5 показывает, что экспериментальные параметры T16 относительно лучше, чем у T15. Следовательно, качество поверхности Т16 наилучшее в группах 3 и 4. Механизм можно объяснить следующим образом. Величина подачи, глубина шлифования и скорость вращения шпинделя T16 составляют 50 мм/мин, 80 мкм и 8000 об/мин соответственно. Средний диаметр частиц SiC составляет 40 мкм, а 80 мкм вдвое больше среднего диаметра. Теоретически частицы SiC можно полностью вытащить. Однако частицы имеют неправильную форму, и существуют различия в высоте выступания алмазных частиц. Поэтому при изменении параметров шлифования появляются различные морфологии поверхности.
Качество поверхности при большей подаче и меньшей глубине резания
Морфология поверхности групп 5 и 6 показана на рис. 8(a) и рис. 9(a) соответственно. Более того, параметры качества их поверхности показаны на рис. 8(b) и рис. 9(b) соответственно.
Рисунок 8
Экспериментальные результаты группы 5
Полноразмерное изображение
Рисунок 9
Экспериментальные результаты группы 6 по сравнению с T17, T21 и T29. Рисунок 9 показывает, что морфология поверхности T26 относительно лучше, чем у T18, T22 и T30. Центральные области образцов были выбраны для сравнения шлифовальных качеств T25 и T26. Увеличенные трехмерные профили областей ядра показаны на рисунке 10. Были определены Ra и Rab областей ядра. Все экспериментальные параметры перечислены в таблице 6.
Рисунок 10
Сравнение трехмерных профилей T25 и T26
Полноразмерное изображение
Таблица 6 Сравнение экспериментальных параметров T25 и T26
Полноразмерная таблица
Как видно из рисунка 10, морфология поверхности T25 относительно плоская. Таблица 6 показывает, что экспериментальные параметры T25 относительно лучше, чем у T26. Таким образом, качество поверхности T25 является лучшим в группах 5 и 6. Величина подачи, глубина шлифования и скорость вращения шпинделя T25 составляют 100 мм/мин, 5 мкм и 6000 об/мин соответственно.
Качество поверхности при большей подаче и большей глубине резания
Морфология поверхности групп 7 и 8 показана на рис. 11(а) и рис. 12(а) соответственно. Более того, параметры качества их поверхности показаны на рис. 11(b) и рис. 12(b) соответственно.
Рисунок 11
Экспериментальные результаты группы 7
Полноразмерное изображение
Рисунок 12
Экспериментальные результаты группы 8 T27 и T28 относительно лучше, чем у других образцов, благодаря всестороннему рассмотрению экспериментальных параметров и морфологии поверхности.
Участки сердцевины образцов были выбраны для сравнения качества измельчения T27 и T28. Увеличенные трехмерные профили областей ядра показаны на рисунке 13. Были определены Ra и Rab областей ядра. Все экспериментальные параметры приведены в таблице 7.
Рисунок 13
Сравнение трехмерных профилей T27 и T28
Полноразмерное изображение
Таблица 7 Сравнение экспериментальных параметров T27 и T28
Полноразмерная таблица
Как видно из рисунка 13, на поверхности T27 имеется множество ямок. Однако ямы не очень глубокие. Это может быть из-за вытягивания SiC. Таблица 7 показывает, что S dr , Ra, Rab и Rp у Т27 ниже, чем у Т28. В целом параметры поверхности Т27 относительно выше, чем у Т28. Следовательно, качество поверхности T27 является лучшим в группах 7 и 8.
Сравнение трехмерных профилей
Согласно приведенному выше анализу, T9, T16, T25 и T27 относительно превосходят другие образцы. Трехмерные профили этих четырех образцов показаны на рисунке 14.
Рисунок 14
Сравнение трехмерных профилей T9, T16, T25 и T27 T9 лучше всего, меньшая подача, меньшая глубина резания и, соответственно, более высокая скорость шпинделя должны быть рекомендованы для получения лучшего качества поверхности. Как показано на рисунке 14(c) и (d), на поверхностях T25 и T27 появляются очевидные следы подачи, которых следует избегать, поэтому следует рекомендовать меньшую подачу, большую глубину резания и более высокую скорость вращения шпинделя, чтобы сбалансировать эффективность шлифования и качество поверхности. .
Выводы
- (1)
В этом исследовании были подготовлены 32 образца SiCp/Al с высокой объемной долей и измерены параметры их механической обработки. Было проверено качество поверхности образцов и проанализировано влияние параметров шлифования на качество поверхности композитов SiCp/Al.
- (2)
Приняв за стандарты оценки силу шлифования, коэффициент трения и параметры шероховатости, было проанализировано качество поверхности образцов при различных параметрах обработки. Для получения лучшего качества поверхности следует выбирать меньшую подачу, меньшую глубину резания и, соответственно, более высокую скорость вращения шпинделя. Чтобы сбалансировать эффективность шлифования и качество поверхности, следует выбирать меньшую подачу, большую глубину резания и скорость шпинделя.
- (3)
В этом исследовании был проведен всесторонний анализ параметров механической обработки и систематическая оценка морфологии поверхности образцов SiCp/Al с высокой объемной долей. Однако в будущем следует провести больше исследовательской работы. Например, морфология поверхности с точки зрения свойств материала и влияние параметров обработки должны быть полностью обсуждены в будущем.
Ссылки
JP Chen, L Gu, G J He. Обзор традиционной и нетрадиционной обработки алюминиевых матричных композитов, армированных частицами карбида кремния. Достижения в области производства , 2020, 8(3): 279-315.
Артикул
Google ученый
Дж.
Ф. Ван, Дж. Л. Чжао, К. И. Чу. Моделирование силы резания композита SiCp/A1. Журнал системного моделирования , 2018, 30(4): 1566-1571.Google ученый
Дж. Ф. Сян, Л. Дж. Се, Ф. Н. Гао и др. Износ алмазного инструмента при сверлении матричных композитов SiCp/Al, содержащих медь. Ceramics International , 2018, 44(5): 5341-5351.
Артикул
Google ученый
DH Xiang, ZL Shi, HR Feng, et al. Конечно-элементный анализ ультразвукового фрезерования композитов SiCp/Al. Международный журнал передовых производственных технологий , 2019, 105(7-8): 3477-3488.
Артикул
Google ученый
W Zheng, Y J Wang, M Zhou, et al. Деформация материала и механизм удаления композитов SiCp/Al при испытании на царапанье с помощью ультразвуковой вибрации.
Ceramics International , 2018, 44(13): 15133-15144.Артикул
Google ученый
P Gu, CM Zhu, Z Tao, et al. Модель прогнозирования силы шлифования для композита SiCp/Al, основанная на шлифовании одним абразивным зерном. Международный журнал передовых производственных технологий , 2020, 109 (5-6): 1563-1581.
Артикул
Google ученый
F Hu, L J Xie, J F Xiang, et al. Исследование конечно-элементного моделирования при сверлении малых отверстий в композитах SiCp/Al. Международный журнал передовых производственных технологий , 2018, 96(9-12): 3719-3728.
Артикул
Google ученый
Дж. Сяо, С. Ли, С. Х. Бай и др. Компрессионная пайка композита SiCp/Al с использованием полутвердого присадочного металла Zn-Al-Cu на основе процесса активации расплава под действием напряжения.
JOM , 2019, 71(12): 4931-4939.Артикул
Google ученый
D M Wang, Z X Zheng, J Lv и др. Мультимодальное распределение частиц во взаимопроникающем композите 3D-SiC/Al-Si-Mg, изготовленном методом инфильтрации без давления. Керамикс Интернэшнл , 2018, 44(16): 19851-19858.
Артикул
Google ученый
X Wang, Y Q Li, J K Xu и др. Сравнение и исследование имитационных моделей микрорезки карбида кремния на основе алюминия. Международный журнал передовых производственных технологий , 2020, 109 (1-2): 589-605.
Google ученый
Х. Т. Жа, П. Ф. Фэн, Дж. Ф. Чжан и др. Механизм удаления материала при ротационной ультразвуковой обработке крупнообъемных композитов SiCp/Al. Международный журнал передовых производственных технологий , 2018, 97(5-8): 2099-2109.
Артикул
Google ученый
S T Huang, L Guo, H H He, et al. Экспериментальное исследование композитов SiCp/Al с различной объемной долей при высокоскоростном фрезеровании инструментами из ПКА. Международный журнал передовых производственных технологий , 2018, 97(5-8): 2731-2739.
Артикул
Google ученый
Р. Сехар, Т. П. Сингх. Механизмы токарной обработки металломатричных композитов: обзор. Journal of Materials Research and Technology , 2015, 4(2): 197-207.
Артикул
Google ученый
И. Чифтчи, М. Туркер, У. Секер. Оценка износа инструмента при обработке матричных композитов из сплава А1-2014, армированного SiCp. Материалы и конструкция , 2004, 25(3): 251-255.
Артикул
Google ученый
Х.
А. Кишави, С. Каннан. Модель аналитической силы на основе энергии для ортогональной резки композитов с металлической матрицей. Анналы CIRP — Технология производства , 2004, 53(1): 91-94.Артикул
Google ученый
У. А. Дабаде, С. С. Джоши, Р. Баласубраманиам и др. Чистота поверхности и целостность обработанных поверхностей композитов SiCp/Al. Журнал технологии обработки материалов , 2007, 192-193(10): 166-174.
Артикул
Google ученый
ZT Bai, GB Qiu, CS Yue, et al. Кинетика кристаллизации стеклокерамики, полученной из высокоуглеродистого феррохромового шлака. Ceramics International , 2016, 42(16): 19329-19335.
Артикул
Google ученый
Z J Wang, Q F Shu, S Sridhar и др. Влияние P2O5 и FetO на вязкость и структуру шлака в сталеплавильных шлаках.
Металл. Матер. Транс. В , 2015, 46(2): 758-765.Артикул
Google ученый
Чжэн В., Чжоу М., Чжоу Л. и др. Влияние параметров процесса на топографию поверхности при торцовом шлифовании с применением ультразвуковой вибрации композитов SiCp/Al. Международный журнал передовых производственных технологий , 2017, 91(6): 2347-2358.
Артикул
Google ученый
Дж. Г. Ду, Л. Чжоу, Дж. Г. Ли и др. Анализ механизма образования стружки при измельчении композитов SiCp/Al. Материалы и производственные процессы , 2014, 29(11-12): 1353-1360.
Артикул
Google ученый
С. Каннан, Х. А. Кишави. Трибологические аспекты обработки алюминиевых композитов с металлической матрицей. Журнал технологии обработки материалов , 2008, 198(8): 399-406.
Артикул
Google ученый
П. Фэн, Г. Лян, Дж. Чжан. Характеристики царапания ультразвуковой вибрацией композитов с алюминиевой матрицей, армированных карбидом кремния. Ceramics International , 2014, 40(7): 10817-10823.
Артикул
Google ученый
X Zhao, Y Gong, M Cai, et al. Численный и экспериментальный анализ механизма удаления материала и поверхностных дефектов при испытаниях на царапанье композитов SiCp/Al с высокой объемной долей. Материалы , 2020, 12(3): 896.
Google ученый
Дж. Лю, К. Ченг, Х. Дин и др. Реализация вязкого режима обработки при микрофрезеровании композитов SiCp/Al и подбор параметров резания. Труды Института инженеров-механиков, часть C-Journal of Machine Engineering Science , 2019, 233(12): 4336-4347.
Артикул
Google ученый
C Liu, W W Xu, J Yan и др. Моделирование механического усилия при сверлении матричных композитов SiCp/Al с учетом комплексной модели абразивных частиц. Международный журнал передовых производственных технологий , 2020, 109(1-2): 421-442.
Google ученый
ZR Chen, CY Li, L Xu, et al. Исследование производительности шлифования матричных композитов SiCp/Al, спекаемых под высоким давлением. Технический обзор , 2018, 38(2): 175-181.
Артикул
Google ученый
X L Chen, X B Wang, L J Xie и др. Определение конститутивной модели Al6063 для моделирования резки методом обратной идентификации. Международный журнал передовых производственных технологий , 2018, 98(1-4): 47-54.
Артикул
Google ученый
P Wang, Z Gao, J Z Li и др.
Исследование реакционной пайки композитов SiCp/Al со слоем Ti с использованием присадочной металлической фольги на основе Al. Составные интерфейсы , 2019, 26(12): 1057-1068.Артикул
Google ученый
T Wang, X Y Wu, G Q Zhang и др. Экспериментальное исследование одноточечного алмазного точения композита 55 об.% SiCp/Al ниже глубины вязко-хрупкого перехода SiC. Международный журнал передовых производственных технологий , 2020, 108 (7-8): 2255-2268.
Артикул
Google ученый
S T Huang, L Guo, H H He, et al. Исследование характеристик композитов SiCp/Al при высокоскоростном фрезеровании с различным размером частиц инструмента из ПКА. Международный журнал передовых производственных технологий , 2018, 95 (5-8): 2269-2279.
Артикул
Google ученый
Ссылки на скачивание
Финансирование
При поддержке Ляонинского научно-технологического университета (грант № 601011507-19)) и Национальный фонд естественных наук Китая (грант № 51775100).
Информация об авторе
Авторы и организации
Школа машиностроения и автоматизации, Северо-Восточный университет, Шэньян, 110819, Китай
Сюй Чжао, Ядун Гун и Мин Цай
- Университет машиностроения и автоматизации
Beijing Linghang Kegong Education Science & Technology Company, Beijing, 100084, China
Guiqiang Liang
900 наук и технологий Ляонин, Аньшань, 114051, Китай
Сюй Чжао и Бин Хань
Авторы
- Xu Zhao
Показать автора Вы также можете искать этого автора в публикациях
3 90
PubMed Google Scholar - Yadong Gong
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Guiqiang Liang
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Ming Cai
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Bing Han
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar
Вклады
XZ и YG отвечали за весь процесс; XZ написал рукопись; GL, MC и BH помогали в отборе проб и проведении лабораторных анализов. Все авторы прочитали и одобрили окончательный вариант рукописи.
Информация об авторах
Сюй Чжао, 1982 г.р., в настоящее время кандидат технических наук в Школе машиностроения и автоматизации , Северо-Восточный университет , Китай, , а также доцент в Школе машиностроения и автоматизация , Университет науки и технологии Ляонин , Китай . Его основные исследовательские интересы включают шлифование и прецизионную обработку, современную теорию и методы механического проектирования, а также бионическую инженерию. Электронная почта: [email protected], [email protected].
Ядун Гонг, 1958 года рождения, профессор Школы машиностроения и автоматизации , Северо-восточный университет , Китай . Занимал должности декана факультета и декана факультета машиностроения и автоматизации. Он имеет степень магистра технических наук и докторскую степень технических наук с Северо-восточный университет . В настоящее время он является членом ICAT и заместителем председателя Ляонинского института машиностроения . С 1995 года занимается исследованиями в области машиностроения и автоматизации. Особенно в области шлифования и прецизионной обработки, цифрового производства и микрообработки и других аспектов ряда результатов исследований. В последние годы он провел исследовательскую работу и добился успехов в шлифовании особых сложных материалов и роботизированном шлифовании. Электронная почта: [email protected].
Гуйцян Лян, 1976 г.р., руководитель группы Линхан Кегун , является профессиональным лидером в области моделирования резки и промоутером сотрудничества между промышленностью, университетом и исследованиями. Лян является аспирантом Университета Цинхуа , старшим инженером Китайской академии наук , старшим членом Китайского машиностроительного общества , экспертом по оценке научно-технических проектов Департамента науки и техники в Чжэцзяне и Хунани , а также эксперт аналитического центра по производству высококачественного оборудования и военно-гражданской интеграции города Сянтань, провинция Хунань . Электронная почта: 13
Мин Кай, 1990 г.р., в настоящее время кандидат технических наук в Школе машиностроения и автоматизации , Северо-восточный университет , Китай . Его основные научные интересы включают шлифование и прецизионную обработку. Электронная почта: [email protected].
Бинг Хан, 19 лет рождения75, специализируется на прецизионной обработке и специальных технологиях обработки и оборудовании, включая магнитно-абразивную технологию и технологию кавитационной обработки водой. Он получил докторскую степень. степень в области материаловедения и инженерии Технологического института Сайтамы , Япония . Он является профессором Школы машиностроения и автоматизации , Университета науки и технологий Ляонин , Китай . Электронная почта: [email protected].
Автор, ответственный за переписку
Переписка с
Ядун Гонг.
Декларация этики
Конкурирующие интересы
Авторы не заявляют о конкурирующих финансовых интересах.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате при условии, что вы укажете авторство оригинальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатки и разрешения
Об этой статье
Внутришлифовальный станок ID
ID — Станок для внутреннего, наружного и торцевого шлифования
Станки серии ID обеспечивают высокоточную обработку для внутреннего, наружного и торцевого шлифования заготовок, таких как подшипник кольца, зубчатые колеса, режущие инструменты, впрыскивающие элементы, некруглые диски или гидравлические детали.
Отдельные детали или большие объемы продукции могут быть отшлифованы с высокой эффективностью без ущерба для универсальности.
Для максимальной производительности ID обычно оснащается автоматическими системами загрузки и выгрузки, включая решения с роботами, порталами и т. д.
- Длина заготовки до 400 мм
- Макс. номер шпинделя: 4
- Диаметр шлифовального круга: до 300 мм
Внутреннее круглое шлифование
Наружное круглое шлифование
Высокоскоростное шлифование
Торцевое тангенциальное шлифование
Эксцентричное шлифование
Некруглое шлифование
Контурное шлифование
Преимущества
- Высокоточный станок для внутреннего и наружного шлифования с количеством шпинделей до четырех.
- Точность как основа: все шлифовальные станки Overbeck имеют базовое оснащение, которое обеспечивает идеальную платформу для высокоточных операций.
- Сборочные узлы, такие как мотор-шпиндели, оси и т. д., предварительно собираются на заводе в нашем сборочном помещении с регулируемой температурой.
- Основание машины из натурального гранита гарантирует высочайшую термическую и динамическую стабильность.
- Все оси, а также револьвер шпинделя имеют прямой привод.
- Расширение концепции станка для сложных задач шлифования:
- Револьвер шлифовального шпинделя: Позиционирование шлифовального шпинделя осуществляется с помощью встроенного и не требующего обслуживания моментного двигателя и высокоточного датчика положения.
- Вращающийся правильный станок с контролем процесса правки.
- Датчик жидкости с обнаружением контакта для идеального процесса измельчения.
- Измерительный зонд для осевых и радиальных измерений.
- Ось C для высокоточной некруглой обработки.
- Программное обеспечение оператора Overbeck с 2D/3D моделированием.
- Опционально комплектация машины может быть дополнена системами автоматической загрузки и разгрузки, включая решения с роботом, порталом и т. д.
- Пробное шлифование заготовок с особыми требованиями или в демонстрационных целях может быть выполнено в нашем современном испытательном центре и инспекционной лаборатории. Здесь высокоточные шлифовальные станки, инструменты, заготовки, высокоточные измерительные приборы и опытные операторы станков объединяются для разработки наиболее эффективных процессов.
- Удобное программное обеспечение.
- Операции некруглого шлифования.
- Операции по шлифованию резьбы.
- Машинный модуль САПР и программное обеспечение для моделирования.
- Координатно-шлифовальные операции.
Технические характеристики
| ID-200 | ID-400 | |
Макс. | мм | 100 | 200 |
в | 3,94 | 7,87 | |
Макс. длина внутреннего шлифования | мм | 100 | 200 |
в | 3,94 | 7,87 | |
Макс. диаметр поворота заготовки | мм | 215 | 560 |
в | 8,46 | 22. | |
Макс. длина заготовки вкл. зажимная система | мм | 200 | 400 |
в | 7,87 | 15,74 | |
| г. Макс. вес заготовки вкл. зажимная система | кг/Нм | 40/45 | 80/100//180/300 |
фунт/фут-фунт | 88/33 | 175/70//400/220 | |
Ход по осям X и Z | г. мм | 400/200 | 425/475 |
в | 15,75/7,87 | 16,73/18,70 |
Настройка
Узнайте больше о возможностях настройки DANOBAT
Приложения
Загрузки
Станок для внутреннего, наружного и торцевого шлифования
▷ Внутренние и торцевые шлифовальные станки б/у на продажу (68 станков) » Machineseeker
68 результатов для
Отменить
Металлообрабатывающее оборудование
Шлифовальные станки
Внутришлифовальные и торцевые шлифовальные станки
Внутришлифовальный станок
КАРСТЕНС
АСА 500 (175х500 мм)
Мёрсдорф
37 км
хорошее (б/у)
Внутришлифовальный станок KARSTENS тип ASA 500
Технические данные:
Высота центра 175 мм
ширина по центру 500 мм
размеры ДхГхВ 1850 х 1200 х 1300 мм
вес (прибл. ) 1500 кг
Чрнее8
с
— поворотная рабочая бабка
б/у, в хорошем состоянии
шлифовальный станок
Вумар
203 Б
Стригисталь
132 км
2000
хорошее (б/у)
Диаметр шлифования: до 100 мм
Максимум. Глубина шлифования с ходом стола а) 300 мм = 120 мм б) 550 мм = 230 мм
Высота центра над помольным столом = 235 мм
Скорость стола = 0-20 м/мин
включая различные шпиндели и аксессуары
В98ohe0rlj
Круглошлифовальный станок
Браун и Шарп
814U Вальюмастер
3 500 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
Круглошлифовальные станки, наружно-круглошлифовальные станки, внутрикруглошлифовальные станки, центровочно-шлифовальные станки, центрошлифовальные станки
C0ych97q
— Прецизионный универсальный круглошлифовальный станок
-Максимум. Диаметр вала: 203 мм
-Максимум. Длина шлифования: 490 мм
-Цанга: Ø 32 x 87 мм
-Диаметр шлифовальных кругов: 160 мм
-Размеры: 1660/1500/х2500 мм
-Вес: 1802 кг
Внутренний и торцевой шлифовальный станок
ДЖОТ
СОЖ 10М
Штокштадт-на-Рейне
240 км
внутренний диаметр: 100 мм
глубина шлифования: 160 мм
диаметр качания: 300/450 мм
Rcxzs3owf
центральная высота: 290 мм
Максимум. внешний диаметр: 300/450 мм
скорость вращения шпинделя заготовки: 50-360/90-700 об/мин
вес машины ок.:2900 кг
Размер машины (ДхШхВ): 2500x1750x1800 мм
приспособление для торцевого шлифования: mit Schleifscheibe
шпиндель для внутреннего шлифования: DKF Typ SLA 60×400 с 20.000 об/мин
приспособление для заточки шлифовального круга:auf Tisch
3-х кулачковый патрон Ø:200 мм
система охлаждения с магнитной решеткой и Wassertank
преобразователь частоты: f. stufenlose …
Внутренний шлифовальный станок
МЕККАНОДОРА
РИ-ОФ/ЧПУ
Унтершлайсхайм, Германия
(расположение дилера)
301 км
2008
б/у
внутренний диаметр 45 — 85 мм
внешний диаметр 50 — 90 мм
Управление SIN840D
ось х 145 мм
ось Z 250 мм
диаметр отверстия шлифовального круга 12
окружная скорость макс. 60 м/сек
ширина заготовки — макс. 20 мм
общая потребляемая мощность 20,00 кВт
Б2о8383изм
вес машины ок. 9,00 т
размеры машины ок. 5,00 х 3,50 х 4,20 м
Можно использовать станки Meccanodora RI-0G/CNC для шлифования сепараторов с полным корпусом.
для одношпиндельного высокоточного шлифования внутреннего диаметра
на шаровых опорах. Автомат…
Узнайте больше о подержанных машинах
Круглошлифовальный станок — универсальный
СТУДЕР
S140
Дюссельдорф, Германия
(расположение дилера)
313 км
2002
б/у
диаметр шлифования 120 мм
длина шлифования 110 мм
центральная высота 60 мм
ось х 300 мм
внутренний диаметр 100 мм
глубина шлифования макс. 300 мм
диаметр качания 120 мм
ускоренный ход 15 м/мин
ось Z 300 мм
решение по осям X, Y и Z 0,0001 мм
диапазон скоростей вращения шпинделя 0-1000 об/мин
конус задней бабки MT 5
управление Siemens 840 D
диаметр шлифования макс. 120 мм
диаметр шлифовального круга 400 мм
ширина шлифовального круга 32 мм
диаметр отверстия шлифовального круга 127 мм
Gouzd3n
скорость шлифовального круга 3150 об/мин
общая потребляемая мощность
Внутришлифовальный станок
ЮНГ
BS 22 (Шлейфлянге 250 мм)
Мёрсдорф
37 км
хорошее (б/у)
Внутришлифовальный станок JUNG тип BS 22
технические данные:
кл. шлифуемое отверстие 14 мм
гр. шлифуемое отверстие 150 мм
длина шлифования 250 мм
отверстие шпинделя заготовки 44 мм
поворот передней бабки 30
V9cfpj
гр. расстояние между шпинделем заготовки и шлифовальной опорой 935 мм
Скорость шпинделя заготовки 58 — 85 об/мин.
120 — 170 об/мин
246 — 348 об/мин
Вес ок. 2200 кг
потребляемая мощность 8,01 кВт
с
— диаформовочная машина шлифовального круга DIAFORM
б/у, в хорошем состоянии
Прецизионный внутришлифовальный станок
ТРИПЕТ
100 мур.
10 800 €
ОНО плюс НДС
Звоните
Дортмунд
270 км
1983
хорошее (бывшее в употреблении)
Высота по центру 60 мм
внутренний диаметр шлифовки: 0,5 — 15 мм
шлифовальное движение: 1 — 100 мм
Скорость гидравлического ползуна 0-8 м/мин.
Диапазон скоростей шлифовального шпинделя 40.000 — 110.000 об/мин.
Передняя бабка заготовки 150 — 1500 об/мин.
Размеры машины Д х Ш х В 1150 х 1150 х 1400 мм
Вес машины 650 кг
Станки Зигфрида Фольца
пндзз
Рюшебринкштрассе. 151 — 153
D — 44143 Дортмунд — Вамбель
Внутришлифовальный станок
ВЭБ ВЕРКО
МФС 24/4,5
420 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
Круглошлифовальные станки, наружно-круглошлифовальные станки, внутрикруглошлифовальные станки, центровочно-шлифовальные станки, центрошлифовальные станки
Fk3u38n
-Запчасть идет: от шлифовального станка WERKO SKSt 200
-Данные двигателя: 4,5 кВт 24000 об/мин
-Напряжение: 304 В/400 Гц
-2 дополнительных: держатели шлифовальных кругов
-Размеры: 500/255/х300 мм
-Вес: 81 кг
Внутренний шлифовальный станок
СТУДЕР
С 140
Золинген, Германия
(расположение дилера)
300 км
2002
б/у
внутренний диаметр 100 мм
глубина шлифования 100 мм
диаметр качания 120 мм
Система управления Siemens 840 D
Ytra3s
ось х 300 мм
решение по осям X, Y и Z 0,0001 мм
диапазон скоростей вращения шпинделя 0-1000 об/мин
конус задней бабки MT 5
общая потребляемая мощность 56 кВт
вес машины ок. 6,3 т
размеры машины ок. 3,8 х 2,6 х 2,2 м
Шлифовальный станок для лица
ФАВРЕТТО
МР/В 100
Швебиш-Гмюнд, Германия
(расположение дилера)
269 км
2009
б/у
длина шлифования 1100 мм
ширина шлифования 600 мм
нагрузка на стол 800 кг
Управление SIEMENS 840 D
диаметр внутреннего шлифования 600×600 мм
высота шлифования 800 мм
привод шпинделя 22 кВт
диаметр шлифовального круга 180-250 мм
скорость вращения шлифовального круга 2. 000-10.000 об/мин
диаметр стола 1000 мм
скорость стола 5-150 м/мин
ускоренный ход 15 м/мин
диаметр шлифования 1000 мм
диаметр стола 800 мм
поперечное перемещение 900 мм
вертикальное движение 900 мм
общая потребляемая мощность 55 кВт
вес машины ок. 14 т
размеры мак…
Внутренний шлифовальный станок
СТУДЕР
S140
Дюссельдорф, Германия
(расположение дилера)
313 км
2002
б/у
внутренний диаметр 100 мм
глубина шлифования 100 мм
диаметр качания 120 мм
ось х 300 мм
ускоренный ход 15 м/мин
ось Z 300 мм
Чвнб8эп
решение по осям X, Y и Z 0,0001 мм
диапазон скоростей вращения шпинделя 0-1000 об/мин
конус задней бабки MT 5
управление Siemens 840 D
общая потребляемая мощность 56 кВт
вес машины ок. 6,3 т
размеры машины ок. 3,8 х 2,6 х 2,2 м
установлены два шлифовальных шпинделя 120 мм 90.000 об/мин и 45.000 об/мин
Балансировка DIETTEL M5000
комод
Тушение пожара CO2
охлаждение с…
1
гидр. внутришлифовальный и плоскошлифовальный станок
ЛЕНТА
RI 200, Планшляйфкопф
Штауфенберг
124 км
1985
хорошее (б/у)
Гидр. внутришлифовальный и плоскошлифовальный станок марки RIBON тип RI 200
год выпуска 1985
технические данные:
малый диаметр шлифовки 6 мм
гр. диаметр шлифования 100 мм
гр. длина шлифования 200 мм
гр. ход стола 400 мм
Qnqo7
центральная высота 170 мм
4 скорости заготовки 155 — 455 об/мин.
2 скорости шпинделя 14000/28000 об/мин.
Обороты плоскошлифовального шпинделя 4000 об/мин.
скорость стола регулируемая 0 — 8 м/мин
малая подача внутришлифовальной головки 0,005 мм
автомат. подача внутришлифовальной головки 0…
Внутренний шлифовальный станок
ВОТАН
РДЖ 133/5 К
Метцинген
309 км
1965
б/у
внутренний диаметр 20/300 мм
глубина шлифования 250 мм
диаметр качания 250 мм
шпиндель заготовки — отверстие 45 мм
шпиндель заготовки поворотный +/- 25 °
угол установки конусности колонны заготовки 50°
скорость вращения шпинделя заготовки 42 — 400 об/мин
скорость шлифовального шпинделя 10. 000 об/мин
скорость стола -бесступенчатая- 0,1 — 8 м/мин
привод шлифовального шпинделя 4 кВт
мощность 10 кВт
вес машины ок. 4.500 кг
размеры машины ок. м
Внутреннее шлифование Æ, мин./макс. 20 / 300 мм
Глубина измельчения 500 м…
Круглошлифовальный станок
ВМВ Хекерт
Шпицценабштанд 420 мм
Вифельштеде, Германия
(расположение дилера)
332 км
Круглошлифовальный станок, наружно-круглошлифовальный станок, внутришлифовальный станок, центровочно-шлифовальный станок, центрошлифовальный станок, гидравлический универсальный круглошлифовальный станок, полировальный станок
-Производитель: WMW Heckert, гидравлический универсальный круглошлифовальный станок
-Двигатель шпинделя: ВЭБ 0,8/1 кВт/1410/2840 об/мин
Jfes8rp
-Гидравлический привод: ADDA 0,75 кВт
-Отдельные компоненты: см. фото
-Расстояние между центрами: 420 мм
-Размеры: смотрите фото
-Под кабиной…
Внутренний шлифовальный станок с ЧПУ с автоматикой
ВИНЦ И ЛЕМКЕ
СИ 4 ЧПУ
24 000 €
Фиксированная цена плюс НДС
Звоните
Наумбург
151 км
2015
готов к эксплуатации (б/у)
макс. качели 315 / 450 мм
глубина шлифования 200 мм
Диаметр внутреннего шлифования. 5 — 200 мм
ход стола 5 — 560 мм
быстрое перемещение по оси Z 12 000 мм
разрешение оси 0,0001 мм
Dogwl7yru
внутренний шпиндель:
скорость шпинделя 290,000 об/мин
окружная скорость 60 м/с
головка шпинделя заготовки:
скорость шпинделя заготовки 40 — 500 об/мин
заготовка шпинделя поворотная на 30°
общая потребляемая мощность 50 кВт
масса машины 5,3 т.
* ЧПУ SIEMENS 840 D
* Маслоохладитель шпинделя
* Роликовый шпиндель в X-Z
* …
Voumard 400 ЧПУ B L12 T4 U
Вумар
Инненшляйфмашина
Пфаффенхофен
272 км
1992
б/у
Voumard 400 CNC B L12 T4 U внутренний шлифовальный станок 1992 год
Grossenbacher CNC (дефект), механически в хорошем состоянии
4-позиционная револьверная головка шлифовального шпинделя с 4 шлифовальными шпинделями от 5 000 до 24 000 об/мин, управляемая ось B +2°/-15° и управляемая ось U, 2 правящих устройства, система ленточных фильтров охлаждающей жидкости, без зажимного оборудования.
Оборудование:
Ось Z 650, ось X 150
рабочая бабка размером 400 с носом шпинделя размером 6, плавно программируемая скорость заготовки до 560 л/мин.
Автомат четырехсекционный…
Внутришлифовальный станок
Мекканика Нова
2ГР 1064 ЧПУ
Kobližná 3, 631 32 Брно-Брно-стржед, Чехия
429 км
1981
хорошее (бывшее в употреблении)
№ по каталогу: 2429
Тип: 2GR 1064 ЧПУ
Исполнитель: Мекканика Нова
Сделано в: 1981
Характеристика:
ВПЕРЕД 2011
Новая система управления
Система управления: С7-300
Максимальный диаметр шлифования: 65 мм
Минимальный диаметр шлифовки: 10 мм
Максимальная длина шлифования: 40 мм
Мощность главного двигателя: 25 кВт
B8uy2owx7i
Вес машины: 3700 кг
Цилиндрический шлифовальный станок с ЧПУ
СТУДЕР
С 140
Монхайм-на-Рейне
308 км
2003
отличное (б/у)
STUDER S140 — Цилиндрический шлифовальный станок с ЧПУ
(2 внутренних шлифовальных шпинделя)
ОПИСАНИЕ
Часов 52 966
Текущее состояние В работе/ очень хорошо/ очень точно
Макс. внутренний диаметр шлифования 100 мм
Версия программного обеспечения: SIEMENS 840D V2-01
Максимальная/средняя потребляемая мощность 56 кВА/28 кВА
Напряжение 3x 380 ±10 В / 50 Гц
Вес машины ок. 6,0 т
Размеры базовой машины 2560 х 1810 х 2200 мм
Требуемое пространство 4810 x 3800 x 2200 мм
Система охлаждения: масло
Cdhyyx3sq9Автомат пожаротушения…
Внутренний шлифовальный станок
ВУМАРД
200 ЧПУ (ZX)
Метцинген, Германия
(расположение дилера)
308 км
1986
б/у
внутренний диаметр 120 мм
глубина шлифования 200 мм
диаметр качания мм
общая потребляемая мощность кВт
вес машины ок. т
Cumwbfd
Внутренний шлифовальный станок с ЧПУ с револьверной головкой 2, патрон
Внутришлифовальный станок
ЮНГ
С8
4 300 €
Фиксированная цена плюс НДС
Звоните
Вифельстеде
333 км
Круглошлифовальный станок, наружно-круглошлифовальный станок, внутришлифовальный станок, центрошлифовальный станок, центрошлифовальный станок
Yrqu0w
-Максимум. Диаметр вала: 320 мм
-Максимум. Длина шлифования: 345 мм
— Размер патрона: Ø 133 мм
-Размеры: 1925/1135/h2755 мм
-Вес: 1592 кг
-функциональная проверка
Внутришлифовальный станок
Трипет
200 МАРТА
5 000 €
Фиксированная цена плюс НДС
Звоните
Trojarjeva ulica 30, 4000 Kranj, Slowenien
575 км
1968
готов к работе (б/у)
Машина в работе, срок поставки немедленно. Состояние очень хорошее, доставка с аксессуарами как на фото, но без переходника на Werkstuckspidel.
Предоплата, без гарантии, бесплатно загруженный грузовик.
Pkjx7
Внутришлифовальный станок
VEB Werkzeugmaschinenкомбинат Берлин
СИ 6/1 АС х 500
Сохачев
636 км
1981
хорошее (бывшее в употреблении)
Внутренний диаметр: 400 мм
глубина шлифования: 500 мм
пксрмф
Диаметр качания: 550 мм
центральная высота: 260 мм
скорость шпинделя заготовки: 40 — 400 об/мин
мотор для плоского шлифования: 4 кВт
двигатель внутреннего шлифования: 7,5 кВт
Общая потребляемая мощность: 17 кВт
Масса машины: 6,5 т
Внутренний и торцевой шлифовальный станок
ВУМАРД
202
Гренцах-Вилен
465 км
1977
б/у
центральная высота 200 мм
внутренний диаметр 1-100 мм
глубина шлифования 120 мм
регулировка стола: 250 мм
общая потребляемая мощность 10 кВт
вес машины ок. 2,5 т
размеры машины ок. 2х1,7х2 м
Аксессуары:
Cursncd
ручное поворотное торцевое шлифовальное устройство и устройство для правки
Привод шпинделя HF-Grindig Voumard с преобразователем частоты вращения шпинделя
гидравлическое поворотное устройство для правки шлифовального шпинделя
магнитный патрон
устройство охлаждающей жидкости
шкаф управления
6 штук шлифовальных шпинделей
60 точильный камень метчик…
Внутренний шлифовальный станок
МОРАРА
Микро я
Монхайм-на-Рейне
308 км
1987
хорошее (б/у)
внутренний диаметр 2 — 40 мм
диаметр качания 285 мм
общая потребляемая мощность 5,5 кВт
Cдхивфопат
вес машины ок. 1,5 т
Максимум. Фланец распорного патрона — шлифовальная головка 390 мм
Аксессуары:
Шлифовальный шпиндель, исполнение PRECISE 20.000 — 66.000 об/мин, мощность 1,3 кВт
Шлифовальный шпиндель, исполнение PRECISE 60.000 — 120.000 об/мин, мощность 0,23 кВт
журнал
С нашего склада в Дюссельдорфе, бесплатная загрузка
внутренний шлифовальный станок
ЮНГ
С8
1300 €
ОНО плюс НДС
Звоните
Люденшайд, Германия
(расположение дилера)
258 км
хорошее (б/у)
Сделано в Германии
— мин. отверстие: 6 мм
— Макс. отверстие: 50 мм
— Макс. длина шлифования: 80 мм
— Макс. диаметр зажима: 235 мм
Mr3mh
— расстояние шпиндель/центр стола: 145 мм
— скорость шпинделя: 640 и 1000 об/мин
— угол поворота шпинделя в одну сторону: 10°
— Макс. скорость стола, гидравлическая регулировка:: 12 м/мин.
— Макс. расстояние шпиндель/шлифовальное устройство: 550 мм
— потребляемая мощность: ок. 8 кВт
— вес: 2000 кг
Алмазные шлифовальные головки
Дрендель Цвейлинг**
verschieden Durchmesser
175 €
Фиксированная цена плюс НДС
Звоните
Вифельстеде
333 км
Точильный камень, шлифовальный карандаш
-для внутришлифовального станка
-1 цанговый держатель
-Конический конус: Ø 53 мм
-Установленные точки: разные диаметры
Lh99n
-Внешний диаметр: 1-40 мм
-Продажа: только полная
-Вес: 6 кг
ЧПУ — внутришлифовальный станок
Вумар
200 ЧПУ L6
Аугсбург
290 км
1984
хорошее (б/у)
Control Voumard
диаметр шлифования макс. 200 мм
Высота центра над шлифовальным столом 230 мм
глубина шлифования макс. 200 мм
длина заготовки макс. 300 мм
ход шлифовального стола 0,009 — 500 мм
Шлифовальный шпиндель об/мин 1400
Продольное смещение шлифовальной бабки 350 мм
Угол поворота стола для заготовок 30 градусов
проход шпинделя заготовки 30 мм
Подключенная нагрузка 15 кВт
Номер машины 210 004
Cactg7rejr
Вес ок. от 4 до
Внутришлифовальный станок
Юнг
С 8
Дюссельдорф
314 км
1977
исправный (б/у)
сгоревший внутришлифовальный станок Jung, тип C8,
19 год77
Bp0iogu8
в комплекте с кулачковым патроном и набором кулачков, а также 3 шпинделя с различными скоростями и подходящими шлифовальными адаптерами
Внутренний шлифовальный станок
Вумар
5С
Энсисхайм
450 км
1979
хорошее (б/у)
Внутришлифовальный станок VOUMARD тип 5S
Год постройки: 1979
Высота центра: 180 мм
Максимальный диаметр шлифования: от Ø 5 до 200 мм
Максимальная глубина шлифования: 250 мм
Максимальная длина обрабатываемых деталей: 500 мм
Максимальный угол поворота передней бабки держателя детали: 90°
Круглый магнитный патрон Ø 250 мм
Поставляется с 1 шпинделем 18 000 выстрелов/макс.
+ 1 шпиндель 11 000 выстрелов/макс.
Аксессуары: Шлифовальные круги + аксессуары (см. фото)
Напряжение: 380 В
Джидезу
Длина: 3000 мм
Ширина: 1700 мм
Общая высота: 1800 мм
Вес: около 2,5 т
Внутришлифовальный станок Voumard 203 L6
Рётляйн
136 км
1978
хорошее (б/у)
Производитель Voumard
Тип 203 Л6
Год выпуска 1978
dlh8mew2
Диаметр шлифования до 100 мм — Макс. Глубина шлифования со шлифовальным столом Макс. ход 300 мм = 120 мм / 550 мм = 230 мм — Мин. ход шлифовального стола (гидравлические колебания) 2 мм — Механические колебания 0 до 5 мм — Скорость гидравлических колебаний 0 до 300 мм — Скорость шлифовального стола 0 до 20 м/мин — Продольное смещение шлифовальной головки с шлифовальным столом макс. 300 мм = 250 мм / 550 мм = 350 мм
Внутренний шлифовальный станок
БАМЮЛЛЕР
JPE
Струллендорф
130 км
шлифовальный круг, наружный 150/350 мм / внутренний 5-250×200 мм, поворотный +/-2 град, диаметр шлифовального круга 300x40x посадочное отверстие 127 / 180×20 мм, отверстие шпинделя 50 мм / 30 град, крестовина 70-250 мм, стол 2-450 мм, УЦИ X/Y, ДхШхВ, ок. 2,5х2,2м, вес ок. 3to, блок охлаждающей жидкости. Цена загрузки: 200 евро
Фао7b2ox3
Высокопроизводительный шлифовальный шпиндель
Фортуна Верке
5000 об/мин
950 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
Высокопроизводительный шлифовальный шпиндель, внутришлифовальный станок, устройство для внутреннего шлифования, шпиндель для внутреннего шлифования
-Шлифовальный шпиндель для: токарного станка
-Электрически управляемый
-Максимум. Скорость: 5000 об/мин
-Возьми: конус
W77h7pdxn
-Размеры: 600/750/h550 мм
-Вес: 120 кг
Внутришлифовальный и плоскошлифовальный станок
ГЛАУШАУ
СИП 400 К 710
Гессен, Германия
155 км
1977
отличное (б/у)
Капитальный ремонт: 1998
Управление: механическое/гидравлическое
ТЕХНИЧЕСКИЕ ДАННЫЕ
Рабочий диапазон
Диаметр поворота
-с защитой от воды 800 мм
-без защиты от воды 850 мм
ход стола 1010 мм
Осевое смещение внутреннего шлифовального шпинделя 805 мм
Осевое смещение плоскошлифовального шпинделя 315 мм
Поперечное смещение внутришлифовального шпинделя 280 мм
Поперечное смещение шпинделя заготовки 650 мм
Устройство внутреннего шлифования
диаметр обрабатываемого отверстия мин. /макс. 30/630 мм
скорости (2) 3290 а…
Внутренний шлифовальный станок
ВМВ
СИ 4/1
Хайльбронн
256 км
1986
хороший (б/у)
3-х кулачковый патрон
Гуксдфг9м0
устройство внутреннего и торцевого шлифования
перевязочное устройство
устройство охлаждающей жидкости
Технические данные / технические данные:
Größte schleifbare Bohrung/самое большое шлифуемое отверстие 200 мм
Kleinste schleifbare Bohrung/наименьшее шлифуемое отверстие 5 мм
Schleiflänge / длина заточки 200 мм
Umlaufdurchmesser / диаметр вращения 450 мм
Werkstückspindeldrehzahl / скорость шпинделя заготовки 70-775 об/мин
Größter Schleiftischhub / макс. ход шлифовального стола 560 мм
Tischgeschwindigkeit stufenlos / table speed steple…
Внутренний круглошлифовальный станок
ВМВ
СИ 4/1
Берлин, Германия
(расположение дилера)
216 км
1990
хорошее (б/у)
Диаметр шлифования: 5-250 мм, макс. длина шлифования: 250 мм, скорость вращения: 35-1400/мин, макс. ход стола: 560 мм, длина: 3300 мм, ширина: 1440 мм, высота: 2000 мм, вес: 4,8 т.
bbufbv3mhs
Внутришлифовальный станок с ЧПУ
Трипет
ТСТ100-4Р
Пфедельбах
239 км
2000
отличное (б/у)
Внутришлифовальный станок Tripet CNC с 3 внутришлифовальными шпинделями GMN, четвертый еще можно установить, рабочая бабка поворачивается в программе, хорошее состояние, ленточный фильтр, аксессуары (кулачковый патрон), подлежит проверке под властью.
Bzop02koo3
Внутреннее и наружное круглое шлифование — Твердая обработка
Бахмюллер
Б 45-9 ЧПУ
Бад-Фридрихсхаль
246 км
2005
отличное (б/у)
Технические данные:
(Технические данные)
Операция: внутренняя и внешняя сетка
(Операция: внутренняя и внешняя сетка)
Количество осей: 6 осей X1-Z1-X2-Z2-B1-P01
(Количество осей) X1-Z1-X2-Z2 — гидростатическая ось.
P01 — внутренний загрузчик
B01 — шпиндель заготовки.
Рабочая зона: 200-200-100 мм
(Рабочая область)
Количество рабочих шпинделей: 1 неделя штука-1внутренняя сетка-1внешняя сетка
(Количество рабочих шпинделей)
Количество инструментов: 2
(Количество инструментов)
Держатель инструмента: внешнее колесо макс. 500 мм и внутреннее…
Высокопроизводительный шлифовальный шпиндель
Фортуна Верке
6900 об/мин
950 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
Высокопроизводительный шлифовальный шпиндель, внутришлифовальный станок, устройство для внутреннего шлифования, шпиндель для внутреннего шлифования
-Шлифовальный шпиндель: для токарного станка
-Электрически управляемый
2mee9прфкс
-Максимум. Скорость: 6900 об/мин
-Допуск: М42 х 1,5 мм
-Размеры: 600/390/h455 мм
-Вес: 64 кг
внутришлифовальный станок с ЧПУ
ВУМАРД
ВОУМАРД 100 ЧПУ
Гросбетлинген
302 км
1998
отличное (б/у)
Это комплект из 2 рабочих машин. Машины были сняты с производства и обесточены ок. 2-3 месяца назад. Машины имеют нормальный износ, повреждения, влияющие на производство или механическую обработку, неизвестны.
Аксессуары:
Вибрационный питатель, гидравлические агрегаты, возвратное насосное устройство и различные внутренние шлифовальные шпиндели (90’000 у.е. 15 000 об/мин).
B0dqwxrvuv
Осмотр под напряжением возможен при определенных условиях после предварительной договоренности.
Внутренний шлифовальный станок
ВМВ
СИ 8С
Хайльбронн
256 км
1989
хорошее (б/у)
магнитный зажимной патрон диаметром 700мм
перевязочное устройство
устройство охлаждающей жидкости
Bzxswd2bw0
Технические данные / технические данные:
Größte schleifbare Bohrung/самое большое шлифуемое отверстие 630 мм
Kleinste schleifbare Bohrung/наименьшее шлифуемое отверстие 75 мм
Spitzenhöhe / высота по центру 560 мм
Максимум. Шляйфтифе / макс. глубина шлифования 500 мм
max schleifbarer Aussendurchmesser /макс. шлифуемый внешний диаметр 700 мм
Durchlass в Werkstückspindel / проход в шпинделе заготовки 55 мм
Дрецаль 9-stufig /spindle speed 9steps…
ВНЕШНИЙ ШЛИФОВАЛЬНЫЙ СТАНОК
Условия использования
85С/3000
Галларате
623 км
1999
б/у
Высота сверла 425 мм- Расстояние сверления 3000 мм- Максимальный диаметр заготовки 850 мм- Максимально допустимая нагрузка между бурами 3000 кг. —
шлифовальный круг: диаметр 750 мм, ширина 100 мм, максимальная ширина 125 мм, диаметр отверстия 305 мм.
Двигатель: напряжение 400 вольт
Двигатель шпинделя шлифовального круга 19кВт
Двигатель прижимной головки 4,5 кВт
Cbtjbsilay
Аксессуары: Охлаждение с бумажным фильтром-очистителем
Внутришлифовальный станок
БВФ
BWF SI 6/1 AS-N X 710
Оберхаузен
318 км
хорошее (б/у)
Maschine schleift große Teile auf 2my
B8njhkjdrg
Внутренний шлифовальный станок
Шпандау Машиненфабрик
S24
Дюссельдорф
317 км
1962
хороший (б/у)
Обычный внутришлифовальный станок
Внутренний диаметр: 200 мм
Глубина шлифования: 150 мм
Диаметр качания: 500 мм
Общая потребляемая мощность: 9 кВт
Вес машины: 4 т
O8g32
Размеры 2x2x2
Внутришлифовальный станок
незавершенный
Vorrichtung
250 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
332 км
Круглошлифовальные станки, наружно-круглошлифовальные станки, внутришлифовальные станки, центровочно-шлифовальные станки, центрально-шлифовальные станки
-Изображение ниже: MK5
-крепление шлифовального круга:
-Данные двигателя: 0,3 кВт 1380 об/мин
-Размеры: 370/180/h580 мм
-Вес: 36 кг
Ybnjxu9х
1
Внутреннее шлифование до 1200 мм
Время
Нойс
324 км
Внутришлифовальный станок глубиной до 1200 мм
B22k3twtwd
Внутрикруглошлифовальный станок
Трипет
100 мур.
Цухвиль
502 км
отличное (б/у)
ОБЪЕМ ПРЕДЛОЖЕНИЯ
— Внутришлифовальный станок Tripet MUR 100
— Защитное покрытие
— шлифовальные шпиндели
— Измельчители
— Магнит
— Установленные точки
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Максимум. внутренний диаметр шлифования: 15 мм
Мин. внутренний диаметр шлифования: 0,5 мм
глубина шлифования: 75 мм
центральная высота: 60 мм
межосевое расстояние: 125 мм
Максимум. диаметр заготовки: 80 мм
Максимум. ход шлифовального стола: 225 мм
Скорость стола (бесступенчатая регулировка): 1 — 8 м/мин
вес машины: 650 кг
Размеры: 1200 х 1150 х 1500 мм
Qq0ph…
Шлифовальный станок Вертика
ЗИЛЕМАНН
РФ и БР 60 НЗ
516 км
1989
хорошее (бывшее в употреблении)
Внутреннее, наружное и плоское шлифование
Высота заготовки -550мм
Диаметр поворотного стола 600мм
Внутреннее шлифование:
-Диаметр шлифования -500мм
-Глубина шлифования — 400мм
Наружное шлифование:
-Диаметр шлифования -600мм
Bigfr8ixr2
МАРСЕЛЬ МАШИНЕН Ч.
Внутришлифовальный станок
ТРИПЕТ
MAR200 Автомат
Брюгг
521 км
1971
б/у
подержанная машина, функциональная.
Bnket8l7ec
вкл. аксессуары по фото + система ленточных фильтров
без гарантии
Внутреннее и торцевое шлифование
Фортуна
Фортуна Верке
1900 €
Фиксированная цена плюс НДС
Звоните
Дюссельдорф
317 км
1975
хорошее (б/у)
внутренний диаметр 100 мм
глубина шлифования 60 мм
диаметр качания 200 мм
диаметр шлифования 200 мм
длина шлифования 100 мм
центральная высота 100 мм
общая потребляемая мощность 4 кВт
вес машины ок.
