Станок фрезерно центровальный 2г942: Обзор фрезерно-центровального станка 2Г942: описание, технические характеристики
Содержание
2Г942 станок фрезерно-центровально-обточной полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе центровального обточного станка 2Г942
Производителем центровального обточного станков 2Г942 является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
Станки, выпускаемые Костромским заводом автоматических линий КЗАЛ
- 2Г942
— станок фрезерно-центровальный полуавтомат Ø 160 х 1000 - МР-71М
— станок фрезерно-центровально-обточной полуавтомат Ø 125 х 500
2Г942.
 08 характеристики станка
08 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.08 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.08 100-2000 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform.ru
2Г942 станок фрезерно-центровально-обточной полуавтомат. Назначение и область применения
Станок 2Г942 заменил в производстве модель МР-71М
и был снят с производства в 1988 году без замены.
фрезерно-центровально-обточной полуавтомат 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате 2Г942:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровального станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке 2Г942 за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12. 2009—80.
2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
Краткая справка
ГОСТ 9886-73. Станки-полуавтоматы горизонтальные двусторонние для обработки торцов и центрирования. Основные размеры
Semi-automatic horisontal two-sided machine-tools for face-milling and centring. Basic dimensions
Дата введения 1975-01-01
Станок-полуавтомат для обработки торцов и центрирования
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
- Наибольший диаметр устанавливаемого изделия между тисками (D), мм: 125, 250, 500
- Наибольший диаметр устанавливаемого изделия между тисками (D1), мм: 50, 100, 200
- Наибольшая длина устанавливаемого изделия (L), мм: 500, 1000, 2000
- Наибольший диаметр режущих кромок устанавливаемых резцовых головок (D2), не менее, мм: 32, 80, —
- Наибольший диаметр устанавливаемой фрезы (D3), не менее, мм: 63, 125, 250
- Наибольший номинальный диаметр устанавливаемого комбинированного центровочного инструмента (d), мм: 5, 10, 16
- Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя, мм: 40, 40/50, 50
- Конец фрезерного шпинделя по ГОСТ 24644-81: 40, 50
Краткая информация о станках-полуавтоматах для обработки торцов и центрирования
Для предварительной обработки заготовок типа осей и валов — чистового и чернового фрезерования торцов, обтачивания, а также обработки центровых отверстий в них предприятие КЗАЛ (Костромской завод автоматических линий) выпускал станки МР-71, МР-71М, МР-73, МР-75, МР-76АМ, МР-76М, МР-176, МР-77, МР-78.
Базовая модель серии МР полуавтомат МР-71 был запущен в серию в начале 70-х. Он выполнял долько две операции — фрезерование и сверление торцов.
Станки МР-73 и МР-75 по своим техническим характеристикам и конструкции идентичны МР-71. Но они могут обрабатывать более длинные заготовки с большим диаметром.
Барабанные полуавтоматы МР-76 (М и АМ) располагают двумя либо одним барабаном (трехпозиционным), которые оснащаются специальными тисками, позволяющими фиксировать изделие на каждой из трех позиций. Зажим заготовки производится при помощи ключей.
Станки МР-78 и МР-77 дают возможность дополнительно выполнять операцию глубокого сверления.
Полуавтомат МР-179 в дополнение к фрезерованию и зацентровке способен выполнять следующие операции:
- подрезку фасок на торцах;
- растачивание отверстий;
- внешнее обтачивание заготовки.
Его разновидностью является станок МР-179Ф4, который эксплуатируется исключительно в составе автоматизированных линий.
Относительно более современные модели — 2Г942.00, 2Г942.10, 2Г942.04, 2Г942.14, 2Г942.08 2Г942.
Станки предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтоматах:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
- обточка шеек и снятие фасок на концах валов
Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Приводы подач сверлильных и фрезерных шпинделей и зажима деталей, а также упоры заготовок гидравлические.
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек производится за одну установку обрабатываемой детали, что обеспечивает высокую точность баз для дальнейшей обработки. При этом обработка торцов является окончательной.
При этом обработка торцов является окончательной.
Техника безопасности
При эксплуатации фрезерных станков важно соблюдать общие требования безопасности, касающиеся обращения с вращающимися частями оборудования. При этом категорически запрещается:
- Использовать одежду с не заправленными частями (длинными рукавами, например) которые могут намотаться на шпиндель.
- Работать без головного убора, надежно скрывающего пряди волос.
- Приступать к обработке деталей без защитных очков, оберегающих глаза от разлетающейся стружки.
- Начинать операции с оснасткой без рукавиц из плотной ткани
Особое внимание уделяется безопасным приемам работы с инструментом. При установке и снятия фрезы со шпинделя необходимо надевать на нее специальный кожух, надежно закрывающий режущие зубья. Закрепление хвостовика используемой оправки в шпинделе станка обязательно предполагает проверку плотности его посадки, исключающей даже малейший люфт. При фиксации фрезы и оправки следует включить коробку скоростей, что позволит избежать нежелательного проворачивания шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует пользоваться специальной выколоткой. Перед началом этой операции рекомендуется помещать на столе деревянный лоток, обеспечивающий защиту от порчи инструмента и самого оборудования.
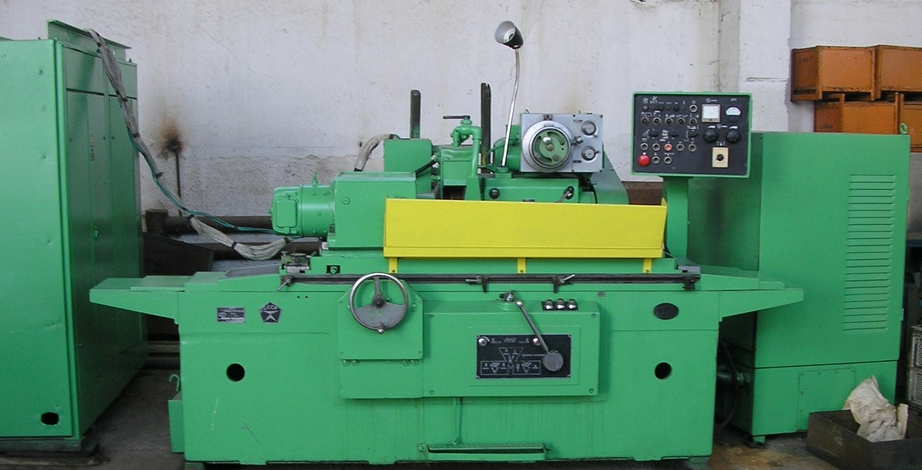
Общий вид сверлильного центровального станка 2Г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Пульт управления фрезерно-центровальным станком 2г942
2Г942.04 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.04 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.04 100-500 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform.ru
Технические характеристики фрезерно-центровально-обточного станка 2Г942
| Наименование параметра | 2Г942 | МР-71М | МР-73М | МР-75М |
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | 200..500 | 500..1250 | 500..2250 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 | 25..125 | 25..125 | 25..125 |
| Наибольшее усилие зажима детали, Н | 25500 | |||
| Высота центров над станиной, мм | 315 | 315 | 315 | |
| Высота центров над полом, мм | 1040 | 1040 | 1040 | |
| Сверлильные головки | ||||
| Наибольший поперечный общий ход, мм | 220 | 220 | 220 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125. .712 .712 | 125..712 | 125..712 | 125..712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20..2000 | 20..400 | 20..400 | 20..400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | 90..160 | 90..160 | 90..160 |
| Ускоренный ход продольный, м/мин | 6,0 | |||
| Ускоренный ход поперечный, м/мин | 4,5 | |||
| Диаметр и конус отверстия под фрезу | Ø 69,85 7:24 | |||
| Наибольший диаметр фрезерования, мм | 150 | |||
| Сверлильные головки | ||||
| Ход пиноли сверлильного шпинделя, мм | 100 | |||
| Наибольший поперечный общий ход, мм | 75 | 75 | 75 | |
| Количество скоростей сверлильного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290..2300 | 238..1125 | 238..1125 | 238.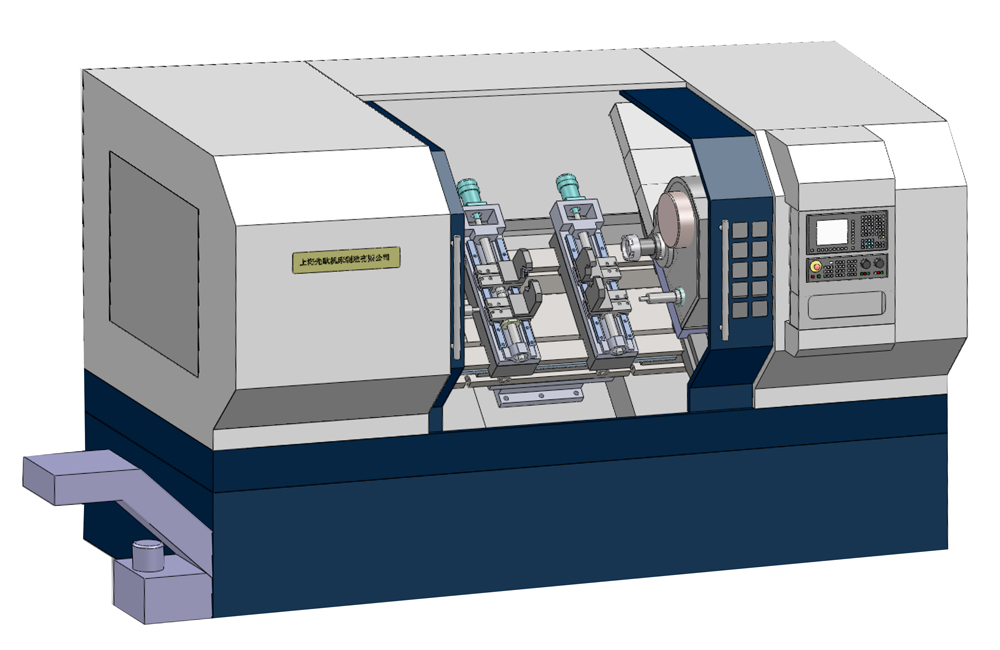 .1125 .1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20..2000 | 20..300 | 20..300 | 20..300 |
| Пределы диаметров устанавливаемых центровок, мм | 3,15..10,12 | 3 х 12 6 х 22 | 3 х 12 6 х 22 | 3 х 12 6 х 22 |
| Диаметр отверстия под сверло, мм | 50 | 50 | 50 | |
| Наибольший диаметр сверления, мм | 16 | |||
| Электрооборудование. Привод | ||||
| Питающая электросеть, В | 380±38 | 380±38 | 380±38 | 380±38 |
| Количество электродвигателей на станке | 8 | 6 | 6 | 6 |
| Электродвигатель привода фрезерных головок, кВт (об/мин) | 11 х 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Электродвигатель привода сверлильных головок, кВт (об/мин) | 4 х 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Электродвигатель привода гидронасоса, кВт (об/мин) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Электродвигатель привода станции смазки, кВт (об/мин) | 0,08 | — | — | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель транспортера стружки, кВт (об/мин) | 0,55 | — | — | — |
| Суммарная мощность установленных электродвигателей, кВт | 36,28 | 31,62 | 31,62 | 31,62 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 3970…5470 х 1750 х 2000 | 3140 х 3790 х 4825 | 3790 х 1630 х 1740 | 4825 х 1630 х 1740 |
| Масса станка, кг | 6500 | 6100 | 6700 | 7800 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
- Классификация и основные характеристики сверлильной группы станков
- Фрезерные станки. Общие сведения, классификация, обозначение
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Требования потребителей к обрабатывающим центрам
- Выбор подходящего станка для металлообработки
- Технология ремонта фрезерных станков
- Испытания и проверка металлорежущих станков на точность
- Справочник центровального обточного станков и обрабатывающих центров
- Заводы-производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
2Г942.00 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.00 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.00 100-1000 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм: 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform.ru
Станок фрезерно центровальный 2г942 – 2Г942 станок фрезерно-центровально-обточной описание, характеристики, схемы
Рассматриваемое оборудование имеет отличия от стандартных фрезеровальных станков особенностями конструкции:
- Станина является основой конструкции и снабжена парой направляющих.
- На каретке расположены фрезерный и сверлильный шпинделя, которые попеременно перемещаются вдоль оси обрабатываемой детали.
- Перед обработкой заготовки ее помещают в тиски со специальным гидравлическим приводом.
За счет особенностей работы оборудования достигается абсолютная параллельность торцов изделия, а также перпендикулярность к торцам осей.
2Г942 станок фрезерно-центровально-обточной. Назначение и область применения
Станок 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- Может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
Полуавтомат фрезерно-центровально-обточной 2Г942Ф2 | Станочный Мир
Если Вам необходимо купить Полуавтомат фрезерно-центровально-обточной 2Г942Ф2 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Полуавтомат фрезерно-центровально-обточной 2Г942Ф2 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверлильные установки, в составе которых также имеются станина и колонна с вертикально смонтированным на ней шпинделем. В отличие от заводских моделей, в них предусмотрен особый механизм перемещения стола под работающей фрезой, что позволяет обтачивать деталь в трех плоскостях.
Важно! При наличии соответствующей оснастки на бытовом оборудовании можно обрабатывать заготовки из любых материалов (не только из металла).

Перед выбором станка для домашнего пользования нужно учитывать следующие параметры:
- Высота шпинделя над рабочим столом.
- Допустимые диаметры фрезерования.
- Мощность станка.
- Удобство монтажа и подключения оборудования, а также его вес.
Правильность выбора первого из этих параметров позволяет устанавливать достаточно габаритную заготовку, а мощность станка – расширить его функциональные возможности.
Этот параметр для бытового оборудования может варьироваться в диапазоне от 150-ти до 750-ти Ватт.
При оценке преимуществ станков этого типа обычно исходят из единственного фактора – возможности заниматься фрезеровальными операциями в бытовых условиях. Для любителя мастерить на дому различные детали это само по себе уже подарок. За предоставляемую возможность приходится жертвовать следующими беспокойствами и неудобствами (их относят к недостаткам):
- Потребность в подходящем для работы месте.
- Необходимость прокладки специального трехфазного питания 380 Вольт.

- Значительный расход электроэнергии.
Помимо этого не следует забывать о том, что сложное в обслуживании оборудование нуждается в постоянном уходе.
2Г942.08 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.08 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.08 100-2000 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform.ru
Фрезерно-центровальный станок 2г942
Полуавтомат, снабженный механизмом бесступенчатой подачи шпинделей (фрезерный и сверлильный), работает от сети переменного тока. В состав гидрооборудования входит гидростанция, вместимость резервуаров которой 100 л при рабочем давлении в системе гидравлики, не превышающем 4,0 Мпа.
Станки этой модели интегрируют в состав автоматических линий на металлообрабатывающих предприятиях. На оборудовании выполняют чистовое и черновое фрезерование валов, используют для пробивания в них центрированных отверстий. Станками также допускается оснащать небольшие предприятия типа мастерских или частных хозяйств.
2Г942.
 00 характеристики станка
00 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.00 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.00 100-1000 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм: 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform.ru
Основные характеристики серии ZAH (2000/3000/4000/5000)
| Технические параметры | ZAH 2000 | ZAH 3000 | ZAH 4000 | ZAH 5000 | |
| Диаметр заготовки | мм | 50-200 | 50-300 | 50-300 | 50-300 |
| Длина заготовки | мм | 500-2000 | 160-3000 | 160-4000 | 160-5000 |
| Количество шпинделей/головок | 2 | 2NH | 2NH | 2NH | |
| Максимальные обороты шпинделя | oб/мин | 3000 | 8000 | 4000 | 4000 |
| Максимальная мощность шпинделя | кВт | 19/28. 8 8 | 18/30 | 18/30 | 18/30 |
| Исполнение конца шпинделя/головок | HSK60 | HSK100 | HSK100 | HSK100 | |
| Количество позиций инструментальной головки | 2×12 | 2×8 | 2×8 | 2×8 | |
| Вес станка | кг | 15 000 | 20 000 | 23 000 | 26 000 |
| Cтандартная система управления | SIEMENS SINUMERIK 840 D-SL | ||||
2Г942.04 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2г942.04 предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий. Основные операции, выполняемые на полуавтоматах: фрезерование торцов, сверление центровых отверстий с двух сторон, обточка шеек и снятие фасок на концах валов. Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Пределы длины обрабатываемых деталей, мм: на полуавтоматах 2Г942.04 100-500 Пределы диаметров устанавливаемых в тисках деталей, мм: 20-160 Диаметры применяемых центровочных сверл, мм: стандартных типа А и R 3.15-10 стандартных типа В 2-8 специальных до 12 Наибольший диаметр сверления, мм 16 Наибольший диаметр фрезерования, мм 150 Наибольший диаметр устанавливаемой фрезы, мм 160 Наибольший диаметр подрезаемого торца (по стали 45, НВ 207), мм 50 Наибольший диаметр подрезаемой кольцевой поверхности (по стали 45, НВ 207), мм 100/80 Наибольший диаметр обточки шеек, мм 100 Наибольший диаметр растачиваемых отверстий, мм 100 Длина обточек шеек, мм 40 Количество шпинделей 4 Пределы частот вращения шпинделей: сверлильного, об/мин 159…1588 фрезерного, об/мин 130…740 Пределы бесступенчатых подач сверлильного шпинделя, мм/мин 20…2000 Пределы бесступенчатых подач фрезерного шпинделя, мм/мин 20…2000 Ход пиноли сверлильного шпинделя, мм 100 Габарит полуавтоматов, мм: длина 3970…5470 ширина 1750 высота 2000 Электрооборудование Род тока питающей сети перем. 3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
3-х фазный Частота тока, Гц 50 Напряжение, В 380/220 Количество электродвигателей 9 Суммарная мощность электродвигателей, кВт 36.28 Гидрооборудование Вместимость резервуаров гидростанции, л 100 Рабочее давление в гидросистеме, МПа 3,5-4,0 Производительность, л/мин 50
Купить этот станок без посредников:
mashinform.ru
Обрабатывающие центры с противошпинделем и С-осью
Оборудование с С-осью – это одна из первых модификаций обрабатывающего центра токарно-фрезерной группы. Для придания вращения режущему инструменту (сверлу и фрезе) на таком станке устанавливается отдельный привод. За автоматизированную смену инструментов на этом токарно-фрезерном устройстве, как и на обрабатывающих центрах других типов, отвечает специальный механизм – сменщик.
Важными функциями обрабатывающих центров с С-осью являются контроль за скоростью вращения обрабатываемой детали и индексация ее углового положения. Точность такой индексации, что важно, составляет порядка 0,001 градуса.
Технические характеристики и сфера применения фрезерных станков с ЧПУ
Создание станков с числовым программным управлением значительно повлияло не только на сферу металлообработки, но и на работу с другими материалами. Установки нового поколения способны обеспечить повышенную точность фрезеровки различных материалов, что приводит к значительному увеличению производительности труда. Применение станков с ЧПУ не требует непрерывного контроля и наблюдения оператором. Таким образом, по максимуму исключается человеческий фактор и связанные с ним сбои в производстве. Поэтому процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью.
Установки нового поколения способны обеспечить повышенную точность фрезеровки различных материалов, что приводит к значительному увеличению производительности труда. Применение станков с ЧПУ не требует непрерывного контроля и наблюдения оператором. Таким образом, по максимуму исключается человеческий фактор и связанные с ним сбои в производстве. Поэтому процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью.
В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения.
Основные технические характеристики
Достоинства передового оборудования с числовым программным управлением на фоне застарелых моделей неоспоримы. Однако высокая цена подобных станков заставляет уделять особое внимание деталям, чтобы при покупке оборудования исключить вероятность неправильного выбора. Прежде чем окончательно определяться с фрезерным станком стоит ознакомиться с его основными техническими характеристиками. Это в конечном результате поспособствует максимально эффективному использованию фрезера с ЧПУ.
Это в конечном результате поспособствует максимально эффективному использованию фрезера с ЧПУ.
Габариты заготовки
Одно из главных условий высококачественной фрезеровки заготовок на установке с ЧПУ — их полная обработка за один заход без переналадки. Подбор оптимально подходящих для целей каждого конкретного производства габаритов рабочего поля фрезерной установки способствует достижению максимальной точности обработки и повышению производительности. В таком случае необходимо учитывать и длину шпиндельного хода; этот показатель влияет на допустимую максимальную толщину обрабатываемой детали.
Портал
На качественную обработку деталей в большой степени влияет материал, из которого изготовлен портал. Установка алюминиевых порталов приводит к снижению общей стоимости всего оборудования. Но при этом цельнолитые чугунные модели способны обеспечить высокую надежность и жесткость конструкции, зачастую в отличие от алюминия.
Шпиндель
Эта часть фрезерного станка стоит недешево, но экономить на ее покупке нет смысла.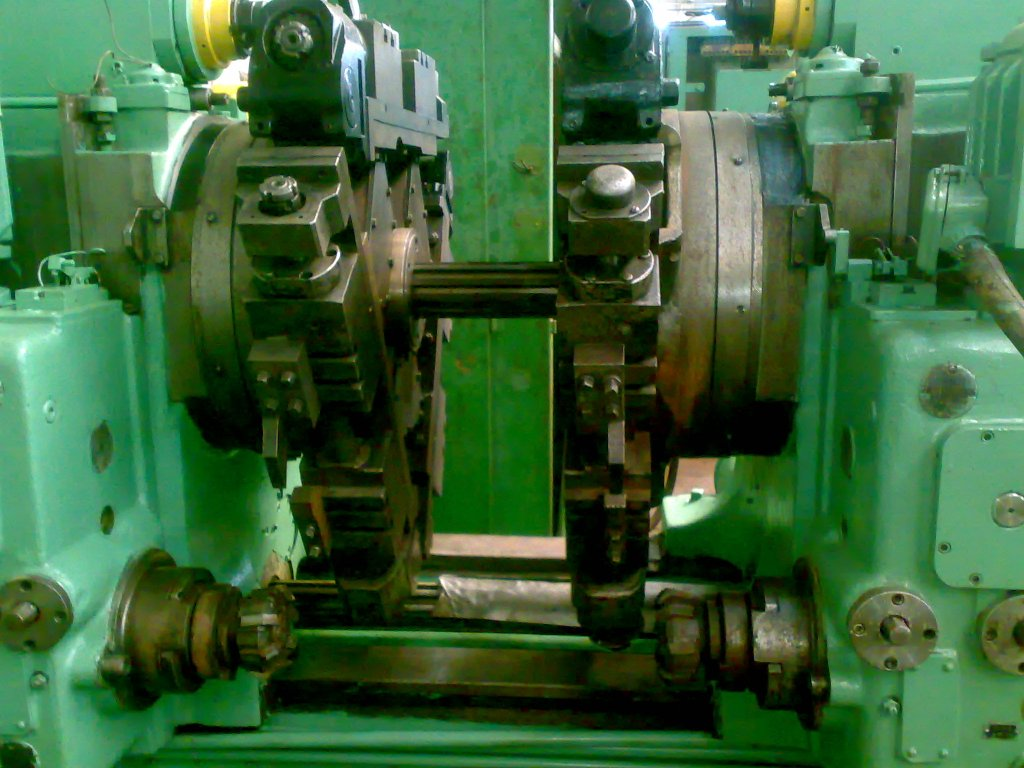 Разумно будет выбирать шпиндель, способный обеспечить некоторый запас мощности. В идеале он должен быть снабжен охладительной системой. Целесообразным вариантом считается приобретение шпинделя, изготовленного на известном производстве с широкой сетью сервисных центров в вашей стране.
Разумно будет выбирать шпиндель, способный обеспечить некоторый запас мощности. В идеале он должен быть снабжен охладительной системой. Целесообразным вариантом считается приобретение шпинделя, изготовленного на известном производстве с широкой сетью сервисных центров в вашей стране.
Привод портала
Перемещение портала в современных фрезерах с числовым управлением происходит благодаря наличию шаговых и серводвигателей. Шаговые двигатели более демократичны по цене, но обработка при этом не будет отличаться сверхвысокой точностью. Второй вариант представляет собой высокоскоростное устройство, которое лишено такого недостатка, как пропуск шага.
Смена инструмента
В случае, когда на фрезерной установке с ЧПУ планируется выполнять обработку одного типа или схожие виды работ, в частой замене инструмента нет необходимости. Поэтому целесообразно отдать предпочтение моделям, где замена осуществляется вручную.
Когда же при обработке одной заготовки используются разные инструменты, возникает необходимость в приобретении фрезерных станков, оборудованных полуавтоматическим или автоматическим механизмом смены инструмента. Таким образом удастся добиться высокой точности обработки и значительно ускорить производственный процесс за счет сокращения периода исполнения технологической операции.
Таким образом удастся добиться высокой точности обработки и значительно ускорить производственный процесс за счет сокращения периода исполнения технологической операции.
Сферы применения фрезерных станков с ЧПУ
Список отраслей, в которых использование фрезерных станков с ЧПУ нельзя заменить другим видом обработки, довольно широк. Эти установки с успехом применяются как, например, в дизайне, так и в тяжелой промышленности. Они одинаково качественно выполняют задания разного масштаба и степени тонкости обработки.
Обработка дерева
На оборудовании с ЧПУ можно одинаково качественно выполнять как эстетическую обработку древесины, так и производить крупные детали. При помощи фрезерных установок возможно нанесение на поверхность рельефов различной степени сложности, выполнение фигурной резки, производство составляющих частей корпусной мебели.
Металлообработка
В сфере обработки метала использование фрезерных установок с ЧПУ на производстве особенно важно. Даже самый опытный работник не способен наносить гравировку, выполнять шлифовку и рельефы на поверхности металлов наравне с фрезером. С применением современного оборудования технологический процесс проходит максимально быстро, а работа выполняется точно и качественно.
Даже самый опытный работник не способен наносить гравировку, выполнять шлифовку и рельефы на поверхности металлов наравне с фрезером. С применением современного оборудования технологический процесс проходит максимально быстро, а работа выполняется точно и качественно.
Рекламная продукция
Некоторые носители наружной рекламы, в частности билборды, световые надписи, вывески и прочие конструкции, изготавливают с применением фрезеров.
Архитектура и проектирование
Фрезерный станок может оказаться необходимым для создания макетов и литьевых форм различных объектов (транспортных средств, сооружений или оборудования).
3D-обработка
Применение фрезера с ЧПУ позволяет быстро и качественно изготовить матрицы и штампы из различных материалов для производства серийной рекламной, обувной, литейной и прочих видов продукции. Широкие возможности фрезерных станков способствуют быстрой и качественной обработке элементов прототипа при его проектировании и созданию форм для серийного производства.
Электроника
Еще одна область применения современных фрезерных установок с ЧПУ — производство электроники. Станки способны обрабатывать такие составляющие элементы, как платы или чипсеты. Впоследствии из этих частей собирают готовые приборы.
Машиностроительная отрасль
Фрезерные установки с ЧПУ широко применяют в процессе изготовления транспортных средств. При производстве отдельных деталей автомобилей удается повысить общее качество и надежность моделей. Фрезеры служат для обработки силовых элементов, ребер жесткости, элементов обвеса корпуса. Технические возможности оборудования позволяют достигать ювелирной точности при изготовлении алюминиевых заготовок и элементов из карбона.
Ювелирное дело
Почти все виды изделий (монеты, сувенирная продукция, украшения) подлежат обработке с помощью фрезерных станков. Установки способны выполнять высокоточную гравировку на драгоценных металлах и камнях.
В заключение
Область применения станков с ЧПУ достаточно обширна.
Фрезерные установки отличаются универсальностью, многофункциональностью, высокой эффективностью и точностью производимой обработки. Эти преимущества делают современное оборудование востребованным на производствах в большом количестве отраслей человеческой деятельности.
Характеристика материала
Сталь 45 выделяется среди подобных сталей рядом следующих характеристик: назначением и функциональностью, химическим составом элементов, возможными заменителями, максимальной температурой работоспособности, литейным и техническим набором характеристик. Сталь особо применима для валов, как коленчатых, так и распределительных, шпинделей, бандажей, цилиндров, различных видов и форм кулачков и т.д. Другими словами, для всех механизмов и устройств, которые должны обладать максимальной прочностью, надежностью и износоустойчивостью. По своему химическому составу (показано на рисунке 1) данная сталь содержит: медь, марганец, мышьяк, никель, фосфор, хром и др. Касаемо своих механических свойств сталь выдерживает многие перепады температур, различные климатические изменения и воздействия. Она спокойно проходит температурные испытания от 200 до 600°.
Она спокойно проходит температурные испытания от 200 до 600°.
Сталь 45 активно используется во многих отраслях производства и промышленности, где необходимо изготовление различных деталей повышенной прочности с поверхностной, неглубокой термообработкой.
Рисунок 1-Химический состав
Технологическое оборудование
1. Фрезерно-центровальный станок МР-71М
1.1 Технические характеристики станка
Размеры устанавливаемой заготовки: диаметр 23-125 мм., длина 200-500 мм.
1.2 Описание обработки
Обрабатываемая деталь закрепляется в зажимных тисках и во время обработки остается неподвижной. Цикл обработки детали состоит из ускоренного подвода фрезерных головок, фрезерования одновременно обоих торцов детали (при поперечном перемещении шпиндельной бабки), быстрого отвода фрезерных головок, быстрого подвода сверлильных головок, зацентровки одновременно обоих торцов, быстрого отвода сверлильных головок.
Рисунок 2-Фрезерно-центровальный станок МР-71М
2. Токарно-винторезный станок модификации 16К20
Токарно-винторезный станок модификации 16К20
2.1 Технические характеристики станка
Размеры устанавливаемой заготовки: наибольший диаметр изделия, устанавливаемого над станиной, 400 мм., наибольшая длина обрабатываемого изделия 1000 мм.
2.2 Описание обработки
Токарно-винторезный станок предназначен для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения, включая нарезание резьбы. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи. Станок применяется в единичном и серийном производстве.
Рисунок 3- Токарно-винторезный станок модификации 16К20
Круглошлифовальный станок 3м151
3.1 Технические характеристики станка
Размеры устанавливаемой заготовки: диаметр до 200 мм., длина до 700 мм.
3.2 Описание обработки
Круглошлифовальный станок предназначен для наружного шлифования цилиндрических, конических и торцовых поверхностей тел вращения.