Станок отрезной это: Отрезной станок по металлу: характеристики
Содержание
Отрезной станок: конструкция, технические характеристики, разновидности
Главная » Станки » Для резки » Разновидности и характеристики отрезных станков
На чтение 5 мин
Содержание
- Конструкция станка
- Технические параметры
- Принцип работы и разновидности
- Выбор оборудования
- Изготовление отрезного станка
- Правила работы с оборудованием
Работая с металлом, рабочие наиболее часто сталкиваются с ситуациями, когда нужно разрезать заготовку на части. Вручную эту процедуру проделать сложно. Рез может быть неровным, что повлечёт за собой дополнительные усилия на исправление проблемы. Чтобы выполнить технологический процесс максимально эффективно, без больших усилий, нужно использовать отрезной станок.
Отрезной станок
Конструкция станка
Отрезное оборудование может быть промышленным или портативным для частных мастерских, домашнего производства. Оно состоит из нескольких основных элементов:
- Рамы, изготовленной из металлических уголков, швеллеров.
 Должна быть устойчивой, чтобы резы получились ровными, машина не двигалась при включении двигателя.
Должна быть устойчивой, чтобы резы получились ровными, машина не двигалась при включении двигателя. - Рабочего стола. На нём могут быть зажимы для заготовок, рулетка, угломер.
- Электродвигателя. Передаёт вращательное усилие на режущий диск.
- Привода, подающего рабочую часть станка к заготовке.
Электродвигатель передаёт усилие на оснастку с помощью передач. Их бывает два типа:
- Ременная — устанавливается на промышленном оборудовании. Позволяет работать с машиной длительное время без перерывов. Издаёт минимум шума при работе.
- Зубчатая — устанавливается на компактных моделях отрезных станков. Занимает мало места, что подходит для небольших мастерских.
Оборудование применяется для разрезания различных материалов. Для безопасной работы с ним производители устанавливают на режущие диски защитные кожухи, которые открывают рабочую часть незадолго до соприкосновения с заготовкой.
Отрезной станок РВД — специальное оборудование, которое используется для резки рукавов высокого давления.
Это элементы гидравлических, пневматических систем. Аппараты способны быстро, безопасно делать ровные резы заготовок. Дополнительно на них устанавливаются системы, вытягивающие дым из рабочей зоны.
Технические параметры
Строительные магазины представляют покупателям широкий ассортимент отрезных машин. У оборудования есть ряд технических характеристик, которые определяют его цену, эффективность, производительность. К ним относятся:
- Мощность электродвигателя. Этот параметр влияет на то, какие материалы можно разрезать с помощью аппарата, какая его эффективность.
- Скорость вращения двигателя. Чем быстрее этот параметр, тем качественнее будет рез. От него напрямую зависит производительность станка.
- Устанавливаемый диаметр отрезного диска. От размера оснастки зависит возможная толщина обрабатываемых деталей. Максимальный диаметр оснастки — 400 мм.
- Габариты машины. Влияют на то, сколько места требуется в помещении, какие по размеру можно обрабатывать заготовки.

Дополнительным параметром является угол изготовления резов. От этого будет зависеть функциональность аппарата, изначальное расположение детали на рабочем столе. Станки для РВД оснащаются более мощными двигателями, дополнительными механизмами удержания деталей при работе.
Диаметр отрезного диска
Принцип работы и разновидности
Отрезные станки по металлу разделяются по разным факторам. Если говорить о функциональности, выделяется два типа оборудования:
- Один режущий диск. Классические аппараты которые имеют один электродвигатель. Подходят для мастерских, проведения ремонтных работ, заготовки материалов. Низкая производительность не позволяет использовать оборудование для серийного производства.
- Два режущих диска. Оборудование считается более производительным, позволяет заниматься серийным производством. Один двигатель с оснасткой зафиксирован на одном месте, другой двигатель с диском устанавливается на подвижной каретке, что даёт возможность не передвигать заготовки при работе.

Зависимо от подачи режущей части, выделяют три вида дисковых отрезных станков:
- Маятниковая подача. Привычный вариант опускания рабочей части сверху вниз. Может выполняться вручную или автоматически. Дополнительно такие машины оборудуются механизмом для смены углов реза до горизонтального положения отрезного диска.
- Фронтальная подача режущей части. Современное оборудование, на которое устанавливаются запоминающие датчики. Благодаря им мастеру не нужно постоянно изменять углы реза. Это происходит автоматически.
- Нижняя подача. Режущий диск подаётся с помощью автоматической системы. Можно выставить любой угол, увеличив функциональность машины.
Выбор оборудования
Перед покупкой станка необходимо ознакомиться с критериями выбора оборудования:
- Размеры аппарата. Выбирать нужно зависимо от наличия свободного места, длины обрабатываемых изделий.
- Мощность двигателя должна выбираться зависимо от разрезаемого материала, его толщины.

- Возможный диаметр отрезного диска. Размер зависит от толщины обрабатываемых заготовок.
- Возможность изменения углов.
- Система управления оборудованием.
Дополнительно на станок может устанавливаться подсветка, защитные щитки, зажимы для деталей.
Изменения угла
Изготовление отрезного станка
При желании можно собрать отрезной станок своими руками. Для этого нужно подготовить инструменты, материалы. Понадобятся металлические уголки, швеллера, подшипники, электродвигатель, автомат запуска оборудования, сварочный аппарат, дрель, болгарка. Этапы сборки:
- Изготовление самодельного отрезного станка начинается с создания чертежа. На нём отображаются размеры, подвижные элементы, электрическая схема.
- Далее нужно сделать раму. Для этого понадобятся металлические уголки, швеллера. Соединяются они сварочным аппаратом.
- Устанавливается двигатель, подвижные элементы поверх рамы.
- Подключается автомат запуска оборудования, который соединяется с двигателем проводами.

Правила работы с оборудованием
Существует ряд правил, которые помогут сделать обработку металла безопасной:
- Заранее проверять наличие защитных кожухов.
- Перед запуском двигателя проверить целостность режущего диска.
- Надёжно закрепить заготовку на рабочем столе.
- Работать в защитных очках.
- Проверять целостность проводов.
- Каждую неделю проверять зажим креплений, чтобы исключить появление вибраций.
- Смазывать подшипники чтобы не возникало проблем при опускании рабочей части.
После каждого рабочего процесса необходимо очищать рабочую поверхность, подвижные элементы от стружки, образующейся при разрезании заготовок. Менять диски после появления сколов на режущей части или их стачивания.
Отрезной станок — оборудование для разрезания заготовок различный ширины. Чтобы избежать аварии во время работы, нужно правильно выбирать оснастку, проверять её крепления на двигателе.
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»+»ipt>»;
cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»+»ipt>»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»+»ipt>»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»+»ipt>»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»+»ipt>»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»+»ipt>»;
cachedBlocksArray[266500] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»+»ipt>»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»+»ipt>»;
( Пока оценок нет )
Поделиться
устройство и изготовление, выбор и классификация
Любой человек, который занимается различного вида ремонтными работами, часто сталкивался с необходимостью ровно и точно отрезать металлическую деталь из заготовки. Зачастую выполнение этой операции вручную не удовлетворяло мастера по качеству произведённой работы (шов получался неровным, угол отреза не соблюдался). Поэтому в арсенале каждого хозяина в домашней мастерской должен быть дисковый отрезной станок по металлу. При помощи такого оборудования можно аккуратно и быстро распилить заготовку из пластика, алюминия и прочного стального проката.
- Конструкция станка
- Выбор оборудования
- Классификация по числу дисков
- Подача режущего диска
- Изготовление отрезного станка
- Техника безопасности при работе
Конструкция станка
Станок отрезного типа представляет собой приспособление, которое даёт возможность проделывать поперечную резку металла. Применение его возможно как домашней мастерской, так и на больших предприятиях и заводах.
Применение его возможно как домашней мастерской, так и на больших предприятиях и заводах.
Наиболее важными элементами такого оборудования являются отрезной диск и электрический двигатель. Между собой эти элементы соединяются при помощи ремённой или зубчатой передачи. Любая из этих передач имеет свои основные преимущества и недостатки:
- Ремённая передача характеризуется спокойным, мягким ходом и создаёт при вращении немного шума. Устойчивость к перегрузкам обуславливает применение такого принципа передачи вращения на мощном отрезном оборудовании.
- Зубчатая передача — компактна, позволяет занимать немного места, что считается важным при использовании таких устройств в небольших мастерских.
При выборе станка необходимо обязательно учитывать вид передачи.
Почти все модели отрезных станков оснащены абразивными кругами или твердосплавными дисками. Обязательным считается и использование тисков для возможности надёжного закрепления заготовки при проведении работы.
Выбор оборудования
Перед тем как приобрести устройство, необходимо внимательно изучить технические характеристики прибора и условия его применения. Один параметр был уже рассмотрен — это вид передачи вращательного движения электрического двигателя. Другими основными характеристиками считаются:
- Мощность двигателя. От этого параметра полностью будет зависеть производительность установленного оборудования. На современных отрезных станках устанавливаются двигатели высокой мощности (около 2 тыс. Вт).
- Число оборотов двигателя. Эта характеристика также существенно влияет на производительность оборудования. Скорость вращения режущего инструмента буде тем выше, чем большее число оборотов способен развивать электродвигатель. Этот же показатель оказывает большое влияние на качество отрезного шва.
- Диаметр режущего диска. Обязательно нужно обращать внимание, на какой размер диска рассчитано отрезное устройство.
 Чем большего диаметра диск можно использовать на оборудовании, тем толщина обрабатываемой заготовки может быть выше. Обычно применяются станки, на которые можно установить диск до 400 мм в диаметре.
Чем большего диаметра диск можно использовать на оборудовании, тем толщина обрабатываемой заготовки может быть выше. Обычно применяются станки, на которые можно установить диск до 400 мм в диаметре. - Угол резания станка. Этот параметр полностью зависит от того, под каким углом может фиксироваться обрабатываемая заготовка относительно режущего инструмента. В современных станках угол резки может варьироваться от прямого угла до острого угла в 45 градусов.
- Вес оборудования. От веса оборудования зависит и место его установки. Существую как мобильные устройства для мастерских, так и довольно тяжёлые и громоздкие конструкции, которые применяются в цехах больших предприятий.
Классификация по числу дисков
В зависимости от числа режущих головок отрезные станки разделить на оборудование:
- С одним режущим диском;
- С двумя дисками для отрезки заготовок.

Согласно первого названия одноголовочные станки оборудованы одним режущим диском, что, конечно, существенно снижает производительность при массовом изготовлении определённых деталей. Так, для вырезания заготовок под деталь для рамных устройств нужно производить минимум две операции. При необходимости смены рабочей операции приходится производить полную переналадку режущей кромки в соответствии с другой задачей выполнения работы.
Конструкция с использованием двух головок одновременно имеет значительно больший коэффициент полезного действия. Один режущий диск в процессе выполнения определённой работы находится в фиксированном положении, а другая головка станка может перемещаться. К примеру, такие станки рамочные детали изготавливают за одну операцию, что значительно увеличивает производительность устройства с двумя режущими головками.
Все станки оборудуются рольгангами — устройство, которое позволяет замерять и изменять длину обрабатываемого профиля. Они могут быть входными и выходными. Выходной рольганг представлен в виде метрической линейки простейшего образца.
Они могут быть входными и выходными. Выходной рольганг представлен в виде метрической линейки простейшего образца.
Существуют агрегаты с оптической линейкой или со специальными устройствами автоматического типа, которые устанавливаются на более точном режущем оборудовании.
Подача режущего диска
У отрезных станков существует три основных подачи режущего компонента:
- Маятниковая;
- Фронтальная;
- Нижняя.
При маятниковой подаче режущий инструмент подаётся сверху. При этом если устройство имеет одну рабочую головку, то пильный диск может подаваться как в автоматическом, так и в ручном режиме. Если станок имеет две пилящие головки, подача диска происходит в исключительно автоматическом режиме.
Для получения отреза под определённым углом диски в вертикальной плоскости могут производить поворот. При этом определённые модели оборудования существует возможность наклона пилы до горизонтального значения. В отрезных станках с подачей маятникового вида наклон и поворот режущего инструмента автоматического режима не имеет. Все операции по настройке такого оборудования осуществляются вручную.
В отрезных станках с подачей маятникового вида наклон и поворот режущего инструмента автоматического режима не имеет. Все операции по настройке такого оборудования осуществляются вручную.
У оборудования, оснащённого фронтальной подачей пилящего диска, изменение наклона диска происходит в автоматическом режиме. В настоящее время производители выпускают модели, на которых установлены электронные специальные блоки управления, запоминающее устройство способно настраиваться на 99 видов обрабатываемых профилей. В таком современном оборудовании расчёт всех параметров отрезки осуществляется в автоматическом режиме, поэтому при помощи специальной дискеты можно загружать в память карты резов.
Отрезное оборудование с нижней подачей режущего диска отличается от предыдущих станков своей универсальностью. В таких станках рабочий режущий инструмент подаётся в полностью автоматическом режиме. Наклон диска может делаться в любом направлении, поэтому независимо от количества рабочих головок режущее оборудование способно совершать сложные пространственные разрезы.
Изготовление отрезного станка
В торговой сети можно приобрести различные модели режущего оборудования, но стоимость их часто многим людям недоступна. Поэтому некоторые домашние умельцы предпочитают изготавливать такое оборудование своими руками, при этом собирая устройство с нужными характеристиками.
В процессе изготовления могут потребоваться: уголок, швеллер, аппарат для сварки, дрель, подшипниковая пара, вал, электрический двигатель, автомат электрический пусковой и коробка для компоновки электрической схемы.
Изготовление станка начинают с устройства рамы из уголка. Первой операцией будет служить нарезка болгаркой заготовок под раму с размером 40×60×120 см. Затем, сварив раму, нужно приварить к её основанию ножки из такого же уголка. Сверху приваривается к столу швеллер, выполняющий функцию направляющей и служащий дополнительным укреплением рамы. К этому швеллеру крепятся две вертикальные стойки при помощи болтового соединения.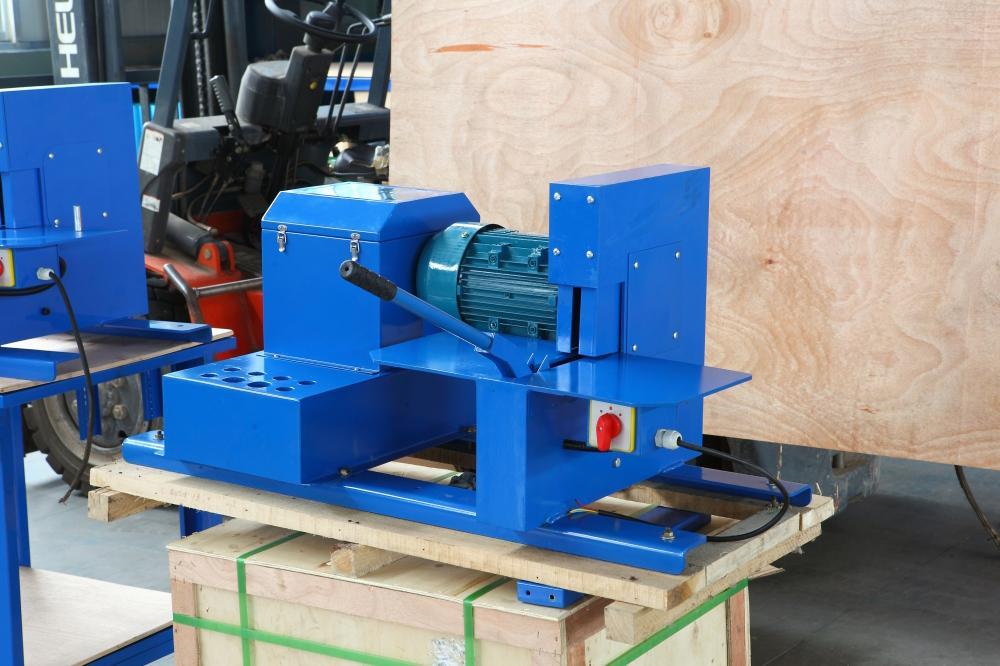
Из профильной трубы сваривается вторая рама, предназначенная для крепления на ней вала для режущего инструмента и электрического двигателя. Практически установлено, что в самодельных отрезных станках лучше применять асинхронный двигатель с мощностью 2,2 квт и питанием от трёхфазной сети переменного тока.
Если двигатель с такими параметрами отсутствует, возможна установка мотора мощностью 1,5 квт, при этом коэффициент ремённой передачи нужно рассчитать так, чтобы вал вращался со скоростью около 6 тыс. оборотов в минуту. Если двигатель подключается к однофазной сети переменного тока, то необходимо использовать мотор с мощностью на 30% больше. Для его нормального запуска необходимо применять рабочий и пусковой конденсаторы.
Принцип крепления и конструкция вала может быть произвольной, при этом главное, чтобы вращение от электродвигателя на вал осуществлялось с использованием клинового ремня. Если нет подходящего оборудования для изготовления таких деталей, лучше заказать токарю. Шкив под ремень, вал рабочий с опорами и фланцы под применяемый диск должны иметь хорошо обработанную поверхность с небольшими допусками.
Шкив под ремень, вал рабочий с опорами и фланцы под применяемый диск должны иметь хорошо обработанную поверхность с небольшими допусками.
Затем, устанавливаются опорные подшипники и шкив на вал. Крепление этих элементов производить следует в гнёзда, которые сделаны на верхней раме. Электрическую схему оборудования желательно располагать в специальной коробке, которую нужно прикрепить внизу несущей рамы вашего отрезного станка. Двигатель и вал закрепляются при помощи болтов и гаек.
Валом с одетой втулкой соединяются стойки станка. Чтобы уменьшить торцевое движение режущего диска, втулку и вал необходимо соединять скользящей посадкой с обеспечением минимального зазора. Затем, приваривается к втулке коромысло из швеллера, при этом соотношение обеспечивается 1 к 3.
Ход коромысла обязательно нужно ограничить цепью, со стороны двигателя необходимо закрепить пружины, чтобы обеспечить свободный возврат конструкции в исходное состояние. Фиксация цепей и пружин производится с помощью болтового соединения. На меньшей части коромысла надёжно крепится электрический двигатель, а на длинном плече прикрепляется рабочий вал.
Фиксация цепей и пружин производится с помощью болтового соединения. На меньшей части коромысла надёжно крепится электрический двигатель, а на длинном плече прикрепляется рабочий вал.
Вращательное движение от двигателя на вал будет осуществляться ремённой передачей. Обязательно нужно сконструировать и изготовить защитные кожухи на вращающие части механизма, а также на ремень передачи.
Электрическую схему собираем в специальной коробке. Подключение оборудования нужно проводить через пусковой автомат с тремя полюсами. Кнопку экстренной остановки, установка которой считается обязательной, подключают напрямую к сети.
Поверхность рабочего стола лучше изготавливать из толстой строганной доски, а для исключения мелких неровностей покрыть слоем фанеры.
После полной сборки станка и проверки качества выполненных работ обязательно проведите пробный пуск. Затем, когда убедились, что оборудование работает нормально, устанавливайте режущий инструмент и приступаем к работе.
Техника безопасности при работе
Работа на таком оборудовании сопровождается наличием ряда опасных и вредных факторов для организма человека, таких как:
- Электрический ток;
- Высокая температура обрабатываемой поверхности;
- Мелкая стружка;
- Увеличенный уровень вибрации;
- Движущиеся механизмы.
Поэтому при обслуживании отрезного оборудования необходимо строго соблюдать технику безопасности:
- Все работы выполнять в спецодежде, с застёгнутыми рукавами и курткой, в защитных очках.
- Перед началом работы обязательно проверьте состояние защитных кожухов и предохранительных устройств.
- Особое внимание обратить на исправность режущего инструмента.
- Заготовку и рабочую поверхность оборудования очищать от мелкого мусора специальной щёткой во время остановки, чтобы исключить разброс стружки при вращении.

- Строго соблюдать привила электрической безопасности, не прикасаться к токоведущим частям устройства. Не открывать дверцы электрических шкафов во время работы.
- Не допускать скруток и неизолированных проводов в электрических соединениях.
- Периодически проводить подтяжку болтовых соединений, чтобы устранить увеличение вибрации оборудования.
Помните, что работа на электромеханическом оборудовании сопряжена с риском для здоровья человека. Поэтому соблюдение требований по безопасной эксплуатации механизма позволит снизить возможность оператора получить увечье.
инженер поможет — Конструкция отрезного станка
Отрезные станки этого типа представляют собой приспособления, для поперечной резки металлических конструкций, например для заготовки уголков, швеллеров, прутьев, двутавров и подобных изделий.
Отрезной станок имеет предназначение для распиливания детали из практически любого металла. Им можно отрезать под прямыми и острыми углами. С помощью отрезного станка можно пилить и отрезать трубы.
Им можно отрезать под прямыми и острыми углами. С помощью отрезного станка можно пилить и отрезать трубы.
Самый главный элемент отрезного станка это электрический двигатель, а также отрезной диск, который соединяется с помощью зубчатой или же ременной передачи. Каждая из передач имеет свои минусы и плюсы. Ременная передача с помощью ремня характеризуется более спокойным ходом и большей устойчивостью к перегрузке, поэтому она издает значительно меньший шум.
Зубчатая передача занимает значительно меньше места и поэтому подходит для самодельных отрезных станков. Поэтому тип передачи в отрезном станке очень важен.
Выбор отрезного станка
При выборе отрезного станка, рекомендую обращать Ваше внимание на следующие характеристики станка. Помимо выше изложенной характеристики -тип передачи,расскажу о других особенностях оборудования.
Мощность мотора
Мощность мотора – это критерий напрямую влияет на производительность станка. Отрезные станки имеют высокую мощность, около 2200 Вт.
Число оборотов диска
Следующая важная характеристика это число оборотов диска. Чем выше скорость вращения отрезного диска, тем общая скорость работы отрезного станка будет выше. При увеличении частоты вращения увеличивается качество обработанной поверхности при отрезке.
Диаметр диска отрезного станка
Максимальный размер влияет на максимальную высоту детали, которую можно обработать на отрезном станке. Причем зависимость высоты детали от диаметра круга прямо пропорциональная. В основном эти станки имеют диски, диаметром около 350-450 мм.
Угол резания
Одна из важных характеристик — угол резания, который определяет положение заготовки для отрезания относительно диска. Этот показатель регулируется в пределах от 90 градусов до 45 градусов.
Вес станка
От веса станка зависит какие вибрации будут от оборудования.
Отрезные станки имеют следующую классификация в зависисмости от числа режущих головок
Отрезные станки различаются следующими параметрами:
-способ подачи пильного диска,
-число режущих головок,
-возможность резания под регулируемым углом.
В зависимости от количества шпинделей для шлифовальных кругов, отрезные станки бывают одно- и двухголовочные станки.
Двуголовочные станки, в отличие от одноголовочных отрезных станков, имеют два режущих инструмента, что позволяет вырезать любой рамный профиль за один проход. В этом станке один шпиндель неподвижен, а другой может передвигаться на нужное расстояние.
Отрезные станки классификцируют по подаче режущего инструмента
Эти станки бывают с маятниковой подачей или же одновременно с фронтальной и с нижней. У отрезного станка с маятниковой подачей шлифовальный круг подается сверху. Если у станка есть только один инструмент, то режущий диск подается в ручном или автоматическом режиме. У двухголовочного станка подача пилы осуществляется только в автоматическом режиме.
У отрезного станка имеющего фронтальную подачу часто встраивается память программ отрезки для различных видов конструкций окон и дверей. В некоторых отрезных станках в память загружается карта резов, что существенно отличает их от самодельных отрезных станков.
Изготовление отрезного станка собственного произодства
У многих людей возникает вопрос, как сделать отрезной станок самому?
Для этого вам нужно: уголок, дрель, швеллер, катушка, вал, подшипниковая пара, электрический двигатель, варочный аппарат, пусковая цепь,автомат для компоновки электросхемы нужна кнопка и по возможности электрокоробка.
Сначала изготавливается каркас рамы размером 400 — 600 на 1200 милиметров. Материалом для рамы будет уголок, болгаркой вырезаются заготовки и свариваются. После этого к рамепривариваются ножки из уголка или профиля. Потом сверху стола приваритеприваривается швеллер, выполняющий функцию направляющей. Он также служит укреплением рамы, после к нему крепятся болтами пара вертикальных стояк.
Чтобы сделать отрезной станок нужно из профильной трубы размерами приблизительно 60 на 45 сварить вторую раму, предназначенную для монтажа на ней вала для отрезного диска, а также электродвигателя. С задней части сваренной рамы нужно установить поворотную плиту, к которой крепится электродвигатель. Мощъность электродвигателя нужно взять для самодельного станка не меньше 2,2 кВт.
Мощъность электродвигателя нужно взять для самодельного станка не меньше 2,2 кВт.
Конструкция вала для самодельного отрезного станка и принцип его крепления к фундаменту думаю можно незначительно изменить. Основной узел станка- это ременная передача вращения диска от электро двигателя, которые лучше сделает специалист на любом заводе. Рабочий вал с опорами, шкивом под ремень и фланцами под диск лучше заказать специалисту, при этом нужно сделать так, чтобы выступ фланца Ø32 миллиметров.
На вал нужно установить в шкив и опорные подшипники всю эту конструкцию нужно установить в гнезда плит а верхней раме. Стойки нужно соединенить валом диаметром 12 мм с одетой на него втулкой с минимальным зазором. К этой втулке приваривается коромысло из швеллера с размером 800 мм, чтобы плечи шевелера находились в соотношении 1 к 3.
Ход коромысла ограничвается цепью, со стороны двигателя устанавливается пружина, для облегчения возврата.Электродвигатель крепится на меньшей части коромысла, рабочий вал — на большей части. Передача движения отрезному диску производится при помощи ременной передачи. Стол нужно изготовить из строганной доски, а после покрыть фанерой.
Передача движения отрезному диску производится при помощи ременной передачи. Стол нужно изготовить из строганной доски, а после покрыть фанерой.
Ленточнопильный станок или дисковый отрезной станок
Последние технологические достижения в области резки на ленточнопильных станках и дисковых отрезных станках сделали выбор между этими двумя технологиями менее ясным. Это является общим вопросом — ленточнопильный станок или дисковый отрезной станок: какой лучшие подходит для выполнения резки на металлообрабатывающем производстве? Если сделать неправильный выбор, то в ближайшей перспективе можно поставить под угрозу в конечном счёте и производительность, и потенциал для конкуренции за новые заказы. При тщательном рассмотрении на металлообрабатывающем производстве ленточнопильный станок имеет преимущества по многим параметрам. Возможность пакетной резки; более точная величина подачи от серводвигателей; зубчатый механизм передачи частоты вращения от главного двигателя и регулировка мощности; программируемые автоматизированные рабочие части для повторный рабочих движений; ленточные полотна с твердосплавными напайками и способность достигнуть гладкой поверхности реза на труднообрабатываемых материалах представляет собой просто некоторые особенности и преимущества, найденные в современном ленточнопильном станке. Поскольку он может осуществлять пакетную резку одновременно большого количества заготовок, то нельзя напрямую сравнивать его производительность с производительностью дискового отрезного станка. Дисковые отрезные станки могут выполнять высокоскоростную резку и достигать высокого качества поверхности торцов заготовок. Самые основные ручные дисковые отрезные станки представляют собой простую конструкцию небольших габаритов и используются для резки небольшого объёма заготовок широкого спектра разных материалов, в то время как автоматизированные дисковые отрезные станки успешно работают на крупных металлообрабатывающих производствах, циклично отрезая крупные партии заготовок. Несколько лет назад, выбор между дисковым отрезным станком и ленточнопильным станком был немного проще. Большой объём производства и высокая производительность требовала применения дискового отрезного станка. Если бы точность и качество поверхности торца не были бы очень важны, то, вероятно, было бы достаточно менее дорогого ленточнопильного станка. Но на сегодняшний день из-за технического прогресса этот ответ уже менее ясен. Безусловно, «путь наименьшего сопротивления» с выбором дискового отрезного станка будет всегда предполагать самый эффективный и рентабельный подход при определенных обстоятельствах, особенно когда очень важно качество поверхности отрезанного торца или когда нужно использование высокоскоростных отрезных дисков с твердосплавными напайками. Это хотя и более дорого, но работа данным видом дисков значительно уменьшает время резки. Преимущества по техническим характеристикам между этими двумя технологиями стали более размыты. Дисковый отрезной станок всё еще производит высокую скорость резки и хорошее качество поверхности отрезанного торца заготовки. Ленточнопильный станок обычно менее дорогой и предполагает большую гибкость в конечном счёте с точки зрения способности резать заготовки поштучно или пакетной резкой. Но современный высококачественный ленточнопильный станок может быть в состоянии на равных или даже превысить ожидания, которые ранее были достижимы только на дисковых отрезных станках.
Поскольку он может осуществлять пакетную резку одновременно большого количества заготовок, то нельзя напрямую сравнивать его производительность с производительностью дискового отрезного станка. Дисковые отрезные станки могут выполнять высокоскоростную резку и достигать высокого качества поверхности торцов заготовок. Самые основные ручные дисковые отрезные станки представляют собой простую конструкцию небольших габаритов и используются для резки небольшого объёма заготовок широкого спектра разных материалов, в то время как автоматизированные дисковые отрезные станки успешно работают на крупных металлообрабатывающих производствах, циклично отрезая крупные партии заготовок. Несколько лет назад, выбор между дисковым отрезным станком и ленточнопильным станком был немного проще. Большой объём производства и высокая производительность требовала применения дискового отрезного станка. Если бы точность и качество поверхности торца не были бы очень важны, то, вероятно, было бы достаточно менее дорогого ленточнопильного станка. Но на сегодняшний день из-за технического прогресса этот ответ уже менее ясен. Безусловно, «путь наименьшего сопротивления» с выбором дискового отрезного станка будет всегда предполагать самый эффективный и рентабельный подход при определенных обстоятельствах, особенно когда очень важно качество поверхности отрезанного торца или когда нужно использование высокоскоростных отрезных дисков с твердосплавными напайками. Это хотя и более дорого, но работа данным видом дисков значительно уменьшает время резки. Преимущества по техническим характеристикам между этими двумя технологиями стали более размыты. Дисковый отрезной станок всё еще производит высокую скорость резки и хорошее качество поверхности отрезанного торца заготовки. Ленточнопильный станок обычно менее дорогой и предполагает большую гибкость в конечном счёте с точки зрения способности резать заготовки поштучно или пакетной резкой. Но современный высококачественный ленточнопильный станок может быть в состоянии на равных или даже превысить ожидания, которые ранее были достижимы только на дисковых отрезных станках.
Тип и диаметр отрезаемого материала
Какие диаметры нужно отрезать? Из каких типов материала будут заготовки? Какие материалы будут резаться чаще всего? Какие формы заготовок (сплошное сечение, профили, трубы) будут отрезаться? Новые заказы изменят параметры резки? Предполагается наращивание мощностей при появлении дополнительных заказов на резку? Обычно максимальный диаметр отрезки для дисковой отрезной пилы равен приблизительно 150 мм. Но несмотря на это, при отрезке данных величин диаметров решение о выборе может пасть и на ленточнопильный станок. Резка заготовок диаметром между 25 мм и 150 мм может сравнительно одинаково выполняться и на ленточнопильных станках и на дисковых отрезных станках. Конкретный выбор зависит от дополнительных различных факторов. При отрезке на дисковом отрезном станке идея состоит в том, чтобы быстро войти в материал отрезаемой заготовки и быстро выйти из этого материала. Стали общего назначения предоставляют себя лучше для отрезки на дисковом отрезном станке, т. к. они могут быть быстро отрезаны, не вырабатывая избыточного тепла и трения, которое может вызвать преждевременное изнашивание режущих зубьев отрезного диска и таким образом привести к его поломке. Более прочные материалы (на основе никеля) будут отрезаться медленно. Непрерывное ленточное полотно на ленточнопильном станке вращается медленнее и имеет намного больше режущих зубьев, которые обеспечивают больше времени для ленточного полотна, чтобы охладиться после входа в отрезаемый материал и выхода из отрезаемого материала.
Прошлые и современные требования к производству
Сколько заготовок нужно отрезать в час, в день, в неделю или в месяц? Будут ли заготовки длинными для отрезки в автоматическом режиме производства или будут короткими для штучной отрезки? Требования производства перейдут к большим объёмам в будущем? Какие размеры, форма и количество заготовок, которые будут отрезаны? Ленточнопильные станки сегодня имеют новое направление — возможность пакетной резки, тем самым увеличивая рост производительности при отрезке заготовок маленького диаметра, а также способность держать более высокую точность. Если есть возможность резать заготовки, уложенные пакетом, то ленточнопильный станок может хорошо конкурировать с производительностью дискового отрезного станка. Стальной пруток диаметром 50мм отрезается на дисковом отрезном станке около 10 секунд, но если происходит резка на ленточнопильном станке сразу 5 штук 50 мм прутков, этот процесс занимает около 70 секунд, что тоже может подходить производственным требованиям. С современными технологиями ленточного полотна, возможностью двухколонного ленточнопильного станка с его прочной конструкцией поддерживать очень высокое натяжение ленточного полотна, а также технология поддержки постоянного усилия подачи точность и производительность ленточнопильного станка существенно улучшились. При пакетной резке значительно сокращается время установка заготовок. Если нужно связать заготовки в пакет, то нужно рассмотреть требования к зажиму. Дисковые отрезные станки тоже могут осуществлять пакетную резку, но только заготовок очень маленького диаметра, закреплённых при помощи специальных приспособлений.
Если есть возможность резать заготовки, уложенные пакетом, то ленточнопильный станок может хорошо конкурировать с производительностью дискового отрезного станка. Стальной пруток диаметром 50мм отрезается на дисковом отрезном станке около 10 секунд, но если происходит резка на ленточнопильном станке сразу 5 штук 50 мм прутков, этот процесс занимает около 70 секунд, что тоже может подходить производственным требованиям. С современными технологиями ленточного полотна, возможностью двухколонного ленточнопильного станка с его прочной конструкцией поддерживать очень высокое натяжение ленточного полотна, а также технология поддержки постоянного усилия подачи точность и производительность ленточнопильного станка существенно улучшились. При пакетной резке значительно сокращается время установка заготовок. Если нужно связать заготовки в пакет, то нужно рассмотреть требования к зажиму. Дисковые отрезные станки тоже могут осуществлять пакетную резку, но только заготовок очень маленького диаметра, закреплённых при помощи специальных приспособлений. При пакетной резке больших диаметров ленточнопильные станки остаются единственным выбором. Связывание пакетом квадратных или прямоугольных заготовок может потребовать только горизонтального зажима, но круглые заготовки требуют и вертикального, и горизонтального зажима, который в большинстве случаев может уменьшить производительность, потому что этот зажим занимает место в рабочей зоне и оставляет меньше рабочего места для заготовок. Однако, именно использование и горизонтального, и вертикального зажима на всех типах заготовок для уменьшения вибрации всегда является лучшей практикой. Избыточная вибрация может значительно уменьшить стойкость ленточного полотна.
При пакетной резке больших диаметров ленточнопильные станки остаются единственным выбором. Связывание пакетом квадратных или прямоугольных заготовок может потребовать только горизонтального зажима, но круглые заготовки требуют и вертикального, и горизонтального зажима, который в большинстве случаев может уменьшить производительность, потому что этот зажим занимает место в рабочей зоне и оставляет меньше рабочего места для заготовок. Однако, именно использование и горизонтального, и вертикального зажима на всех типах заготовок для уменьшения вибрации всегда является лучшей практикой. Избыточная вибрация может значительно уменьшить стойкость ленточного полотна.
Как достичь точности реза
Какая точность на длине и прямоугольность реза конечной отрезанных заготовок? Будет ли выполняться дополнительная финишная операция по обработке торцов? Или заготовки должны отвечать только определенным минимальным требованиям, таким как грубая шероховатость? Дополнительная финишная операция могла бы не потребоваться, экономя время и затраты, если бы торцы заготовок были бы более высокого качества. Дисковые отрезные станки оставляют высококачественные торцы заготовок с ровными краями. Качественный, с острыми заточенными зубьями, быстрый отрезной диск почти не оставляет волнистых следов реза на заготовке. Однако, и другие технологии играют роль в крупносерийном производстве при сравнении отрезных станков. У некоторых ленточнопильных станков теперь есть шарико-винтовая пара с серводвигателем, которая перемещает автоматическое подающее устройство. Это заменяет традиционное гидравлическое устройство подачи и помогает достигать более точных допустимых отклонений длины и лучшую повторяемость. Эти шарико-винтовые пары с серводвигателем на ленточнопильных станках более высокого уровня улучшают позиционирование заготовок, увеличивая точность во время резки и уменьшая допуск на толщину реза.
Дисковые отрезные станки оставляют высококачественные торцы заготовок с ровными краями. Качественный, с острыми заточенными зубьями, быстрый отрезной диск почти не оставляет волнистых следов реза на заготовке. Однако, и другие технологии играют роль в крупносерийном производстве при сравнении отрезных станков. У некоторых ленточнопильных станков теперь есть шарико-винтовая пара с серводвигателем, которая перемещает автоматическое подающее устройство. Это заменяет традиционное гидравлическое устройство подачи и помогает достигать более точных допустимых отклонений длины и лучшую повторяемость. Эти шарико-винтовые пары с серводвигателем на ленточнопильных станках более высокого уровня улучшают позиционирование заготовок, увеличивая точность во время резки и уменьшая допуск на толщину реза.
Виды реза
Нужно сделать рез под углом? Если да, то какие углы нужно получить? Какой процент от общего объёма заготовок обычно требует резки под углом? Нужно автоматизировать этот процесс? Если нужно отрезать пакетной резкой много заготовок под углом, то ленточнопильный станок для этого не совсем подходит. Малое количество заготовок под углом можно отрезать ленточнопильным станком с поворотной рамой. При отрезке заготовок под прямым углом используются стандартный ленточнопильный станок и дисковый отрезной станок.
Малое количество заготовок под углом можно отрезать ленточнопильным станком с поворотной рамой. При отрезке заготовок под прямым углом используются стандартный ленточнопильный станок и дисковый отрезной станок.
Лучшее долговременное решение для отрезки
Нужно попытаться исследовать текущие и будущие требования к отрезке. Управляющий персонал мог бы посчитать расходы, затраченные на содержание ленточнопильного отрезного станка и дискового отрезного станка, в то время как операционный персонал на производстве мог бы посмотреть на их производительность и надёжность. Обе эти оценки важны. Что более важно для производства, рассматривая текущее финансовое положение компании: отдельная стоимость приобретения ленточнопильного станка и дискового отрезного станка или финансовые показатели их дальней работы? При сравнении цена полностью автоматического дискового отрезного станка значительно дороже, чем цена полностью автоматического ленточнопильного станка. Но есть и другие факторы, сравнивающие их итоговую стоимость, чем просто цена. Нужно выполнять много отдельных отрезов или пакетную резку? Во сколько смен нужно работать? Какова ежедневная величина объёма продукции производства? Тупые отрезные диски перезатачиваются или вместо них приобретаются новые? Обычно цена реза за квадратный сантиметр отрезаемого материала ниже при отрезке на ленточнопильном станке (в среднем в 1,5 раза). Однако, если на производстве есть возможность повторно переточить тупые отрезные диски для дискового отрезного станка, тогда это соотношение будет ниже с каждой перезаточкой. Важные факторы — эксплуатационные расходы (включая затраты на электричество) и стоимость за один рез (зарплата рабочего и расходные материалы), а также время подготовки к пакетной резке. На основе объёма резки и других перечисленных факторов, можно определить, сколько потребуется для достижения определённой производительности и экономии затрат на один рез, чтобы возместить начальные инвестиции. Главное — это понимание того, что требования производства определяются не только на сегодняшний день, но также и на будущее.
Нужно выполнять много отдельных отрезов или пакетную резку? Во сколько смен нужно работать? Какова ежедневная величина объёма продукции производства? Тупые отрезные диски перезатачиваются или вместо них приобретаются новые? Обычно цена реза за квадратный сантиметр отрезаемого материала ниже при отрезке на ленточнопильном станке (в среднем в 1,5 раза). Однако, если на производстве есть возможность повторно переточить тупые отрезные диски для дискового отрезного станка, тогда это соотношение будет ниже с каждой перезаточкой. Важные факторы — эксплуатационные расходы (включая затраты на электричество) и стоимость за один рез (зарплата рабочего и расходные материалы), а также время подготовки к пакетной резке. На основе объёма резки и других перечисленных факторов, можно определить, сколько потребуется для достижения определённой производительности и экономии затрат на один рез, чтобы возместить начальные инвестиции. Главное — это понимание того, что требования производства определяются не только на сегодняшний день, но также и на будущее. Результат принесёт нужную доходность и производительность и сегодня, и в будущем.
Результат принесёт нужную доходность и производительность и сегодня, и в будущем.
| Вы можете заказать на нашем производстве услугу «Резка ленточнопильным станком» любого Вашего материала Контакты: , , , +7 (495) 759-84-63 |
Прецизионные отрезные станки | BUEHLER
IsoMet High Speed
Автоматический прецизионный отрезной станок
Быстрый просмотр Подробное описание
Buehler IsoMet High Speed
Автоматический прецизионный отрезной станок
Запросить цену
Подробное описание
IsoMet High Speed
Автоматический прецизионный отрезной станок
Свяжитесь со специалистом удобным для Вас способом:
(495) 223-40-00 | systems@tokyo-boeki. ru
ru
Запросить цену
Подробное описание
IsoMet 1000
Прецизионный отрезной станок
Быстрый просмотр Подробное описание
Buehler IsoMet1000
Прецизионный отрезной станок
Запросить цену
Подробное описание
IsoMet 1000
Прецизионный отрезной станок
Свяжитесь со специалистом удобным для Вас способом:
(495) 223-40-00 | [email protected]
Запросить цену
Подробное описание
IsoMet Low Speed
Прецизионный отрезной станок
Быстрый просмотр Подробное описание
Buehler IsoMet Low Speed
Прецизионный отрезной станок
Запросить цену
Подробное описание
IsoMet Low Speed
Прецизионный отрезной станок
Свяжитесь со специалистом удобным для Вас способом:
(495) 223-40-00 | systems@tokyo-boeki. ru
ru
Запросить цену
Подробное описание
Современные модели прецизионных отрезных станков оптимизируют процесс резки и обеспечивают высокую эффективность, точность и единообразие результатов.
Прецизионная резка металлов и композитов – ключевой момент для проведения надежной, производительной диагностики и анализа образцов в широком сегменте отраслей промышленности. Например, для удовлетворения жестким требованиям к характеристикам материала в аэрокосмической промышленности применяются такие материалы, как металлы, комбинированные с усовершенствованными пластиками и композитами. Помимо необходимости иметь безупречную поверхность реза с точной геометрией образца, изменяются требования в целом к процессу контроля качества/обеспечения качества. Например, иногда требуется обрабатывать непрерывный поток образцов с большой производительностью и все возрастающей точностью. При больших объемах производства лаборатории приходится сталкиваться с задачами приготовления нескольких сотен образцов ежедневно.
При больших объемах производства лаборатории приходится сталкиваться с задачами приготовления нескольких сотен образцов ежедневно.
Цель прецизионной резки – минимизировать деформацию образца и получить безупречную поверхность для дальнейшего анализа
Для целей металлографических исследований, как правило, требуется разрезать деталь, что неизбежно ведет к разрушению структуры образца. Резка, первый этап металлографической пробоподготовки, создает деформированный слой на поверхности образца. Степень этой деформации зависит от технологии резки, типа оборудования, материала образца, типа отрезного диска (включая такие характеристики диска, как вид абразива, размер и концентрацию абразива, связывающий материал, толщина) и параметров резки, таких как скорость подачи, скорость вращения отрезного диска, скорость подачи охлаждающей жидкости и прочих регулируемых параметров.
Надежность деталей крепежа имеет решающее значение для аэрокосмической промышленности. Они подвергаются жесткому контролю качества
Они подвергаются жесткому контролю качества
Деформации образца в той или иной степени избежать при резке невозможно. По мере увеличения потока образцов и неизменно растущих требованиях к качеству резки, потребитель ищет решения для минимизации деформации. Резка на прецизионном станке позволяет производить рез с высокой точностью, чему способствует минимальная потеря материала на пропил, а также работать с хрупкими и рыхлыми образцами. Прецизионная резка обеспечивает также более высокое качество поверхности по сравнению с другими методами. Другое преимущество касается экономии времени: после прецизионной резки нет необходимости шлифовки на крупном абразиве, чтобы удалить слой поверхностной деформации, образующийся при других методах резки. Цель прецизионной резки – минимизировать деформацию и получить идеальную поверхность для анализа. Другие преимущества для лабораторий с большой загрузкой:
- Меньшие затраты времени и расходных материалов при последующей шлифовке и полировке.

- Большее количество образцов в день, что позволяет сотрудникам лаборатории сфокусироваться на других задачах.
Параметры резки
На процесс резки влияют три основных параметра: скорость вращения диска, характеристики диска, а также контроль нагрева и нагрузки на образец. Рассмотрим каждый из этих параметров.
Скорость вращения диска.
Ножовки, ленточные пилы, промышленные абразивные отрезные станки (обычно не имеют системы охлаждения) производят агрессивную резку со значительной деформации поверхности. Ножницы по металлу также существенно деформируют поверхность. Для выявления реальной структуры образца этот деформированный поверхностный слой должен быть удален.
Деформация образца Zn после резки. а) Ленточная пила. Глубина слоя рекристаллизации 50 мкм. Неровная поверхность и большая глубина залегания двойников приведет к увеличению времени шлифовки; b) Абразивная резка. Глубина слоя рекристаллизации 30 мкм. Наблюдаются двойники. с) Прецизионная резка. Глубина слоя рекристаллизации 20 мкм. Минимальные следы двойникования.
Наблюдаются двойники. с) Прецизионная резка. Глубина слоя рекристаллизации 20 мкм. Минимальные следы двойникования.
Лабораторные станки, при правильном их использовании, наносят меньшее повреждение поверхности образца, чем промышленные станки. Для металлографических целей используются два основных типа станков. Первый тип – абразивные отрезные станки, где применяются абразивные диски. Диаметр диска обычно составляет 230 – 355 мм. Существуют станки и с б?льшими диаметрами отрезных дисков, до 450 мм, но обычно они находятся вне пределов лаборатории по причине их больших размеров.
Другой тип станков – низкоскоростные, которые в течение последних 30 лет претерпели трансформацию в прецизионные отрезные станки. Ранние модели низкоскоростных станков имели максимальную скорость вращения отрезного диска 300 об/мин и работали по принципу гравитационной подачи. Современные модели имеют максимальную скорость вращения отрезного диска 5000 об/мин и используют принцип линейной подачи наряду с другими опциями, такими как автоматическая система правки отрезного диска и автоматическая серийная резка. В данном типе станков могут применяться как расходуемые, так и не расходуемые отрезные диски.
В данном типе станков могут применяться как расходуемые, так и не расходуемые отрезные диски.
Материал отрезного диска.
Алмазные отрезные диски на металлической основе могут иметь высокую или низкую концентрацию абразива с различными размерами абразивных частиц. Алмазные диски с высокой концентрацией абразива рекомендуются для резки металлов и полимеров (пластичных материалов) методом надрезания. При прохождении алмазных частиц через образец происходит процесс упрочнения прилежащего материала образца, он охрупчивается и разрушается.
Помимо концентрации абразива диски могут характеризоваться размерами абразивных частиц, с условной шкалой от 5 (мелкие) до 30 (крупные). Диск с размером абразива 10 будет иметь более купные частицы абразива, чем 5, однако это не означает, что они больше в 2 раза. Общее правило для подбора диска: чем меньше размер абразива, тем меньше деформация образца.
Контроль нагрева и нагрузки на диск.
Нагрев вызывается трением в процессе резки и приводит к деформации поверхности образца. Контроль нагрева – эффективный способ минимизировать деформацию. Применение очень тонких алмазных дисков в сочетании с надлежащим охлаждением помогает снизить степень нагрева, также как приложение строго необходимой нагрузки на диск в процессе резки. Правильный подбор диска и ограничение нагрузки позволяют практически полностью исключить поверхностную деформацию при подготовке образца для микроскопического анализа.
Контроль нагрева – эффективный способ минимизировать деформацию. Применение очень тонких алмазных дисков в сочетании с надлежащим охлаждением помогает снизить степень нагрева, также как приложение строго необходимой нагрузки на диск в процессе резки. Правильный подбор диска и ограничение нагрузки позволяют практически полностью исключить поверхностную деформацию при подготовке образца для микроскопического анализа.
Опытный специалист лаборатории может определить, правильно ли прилагается нагрузка на отрезной диск, но при этом трудно обеспечить стабильность нагрузки на протяжении всего напряженного рабочего дня. Современное программное обеспечение контролирует ток двигателя и переводит эти данные в значение нагрузки на отрезной диск. С целью предотвращения перегрузки программное обеспечение дает сигнал станку снизить скорость резки по достижении заданного значения нагрузки. Поскольку программное обеспечение считывает значение тока двигателя, оператору больше нет необходимости принимать в расчет такие факторы, как состав материала образца и его толщина.
Другие усовершенствования конструкции отрезных станков касаются повышения точности и эффективности:
- Упрощение системы управления как сокращает процесс обучения персонала, так и способствует более надежному контролю за положением отрезного диска в процессе резки.
- Автономные системы фиксации образца позволяют подготавливать образец для установки, пока станок производит резку предыдущего образца. Таким образом, снижается время простоя станка.
- Инновационные системы правки отрезного диска очищают его от загрязнения, обнажая свежий абразив, что экономит время и повышает качество реза. В настоящее время конструкция многих станков предусматривает, что оператор будет производить правку диска до или после цикла резки. Это может привести к снижению скорости и качества даже в рамках одного цикла резки. Автоматическая система правки, такая как имеется у прецизионного отрезного станка IsoMet High Speed периодически вступает в действие в процессе резки и значительно увеличивает скорость, качество и воспроизводимость результатов.

их виды, удобство применения, критерии подбора дисковых устройств и монтажных пил, обзор 7 самых популярных моделей, их плюсы и минусы
Раскрой металла бывает нужен во многих производственных процессах, в быту и на стройке. Отрезание заготовок лежит в основе сборки проектируемых моделей из заготовок. Одним из самых удобных инструментов для поперечного фрагментирования материала является отрезной станок.
Содержание
- Удобство использования
- Виды
- По сфере применения
- По характеру перемещения диска
- По количеству рабочих дисков
- Как выбрать
- Подборка моделей и монтажных пил
- Metabo CS 23-355
- ELITECH ПМ 1218
- BOSCH GCD 12 JL
- Zitrek ПМ-1200
- Makita 2414NB
- AEG SMT 355
- ELITECH ПМ 3040Т
- Заключение
- Видео-обзор отрезного станка BOSCH GCD 12 JL
Отрезные станки широко распространены как в маленьких цехах, так и на больших производствах. Они могут иметь различную конфигурацию, однако физический принцип остаётся одним и тем же: специальный диск вращается и разрезает металлический профиль или прут либо специальными мелкими зубцами, либо абразивным ребром.
Они могут иметь различную конфигурацию, однако физический принцип остаётся одним и тем же: специальный диск вращается и разрезает металлический профиль или прут либо специальными мелкими зубцами, либо абразивным ребром.
Поскольку большинство других материалов (например, пластик или древесина) мягче металла, конструкция станка позволяет с лёгкостью использовать его для отрезания любых фрагментов путём простой замены режущего диска.
Удобство использования
Использование отрезного диска в формате станка значительным образом облегчает работу, делает процесс раскроя более удобным, сокращает время на выполнение технологической операции. Даже если речь идёт о бытовом использовании, отрезной станок чаще при стационарном использовании намного эргономичнее и безопаснее переносного инструмента.
В качестве эксперимента можно предложить отрезать кусок обычной железной профильной трубы. Намного легче подать её под диск, установленный на специальном маятниковом подъёмном механизме, чем отрезать то же самое углошлифовальной машиной. Фактически использование последней оправдано только в случае, когда конструкция неподвижна и её нужно разрезать по частям на месте.
Фактически использование последней оправдано только в случае, когда конструкция неподвижна и её нужно разрезать по частям на месте.
Что касается промышленного использования, то здесь без станков никак не обойтись. Объёмы производства требуют максимальной автоматизации операций, а отрезной станок даёт возможность довольно простым способом и при умеренных энергозатратах произвести фрагментирование заготовок по нужным размерам.
Виды
Круг отрезных устройств чрезвычайно широк, поэтому под одним и тем же общим названием могут фигурировать очень непохожие друг на друга устройства. Чтобы каким-то образом упорядочить это пёстрое разнообразие, можно ввести различные основания классификации.
По сфере применения
В зависимости от того, где и с какой целью будут использоваться станки, выделяют две больших группы аппаратов:
- Бытовые
Эти устройства могут быть совершенно разными по качеству. Используют их как любители, так и профессионалы. Отличие скорее в объёме работ и габаритах. Такие устройства имеют небольшой размер. Хотя они и имеют специальные крепёжные элементы для фиксации в определённом месте, но при этом могут быть с лёгкостью перенесены из одного места в другое одним человеком. Такие устройства часто называют монтажными пилами или торцовками, намекая на поперечный характер производимого ими реза.
Отличие скорее в объёме работ и габаритах. Такие устройства имеют небольшой размер. Хотя они и имеют специальные крепёжные элементы для фиксации в определённом месте, но при этом могут быть с лёгкостью перенесены из одного места в другое одним человеком. Такие устройства часто называют монтажными пилами или торцовками, намекая на поперечный характер производимого ими реза.
- Промышленные
Данные агрегаты не просто рассчитаны на длительную работу под нагрузкой. Они имеют двигатели иной мощности, иногда на порядок превосходящей бытовые разновидности. Габариты таких устройств намного больше, как и вес. это связано с тем, промышленные отрезные станки содержат массивные основания, подающие механизмы и разделочные платформы, где суппорт с установленным диском — лишь небольшая подвижная часть крупногабаритной машины. Аппараты такого класса работают по 8, а при необходимости и по 12 — 14 часов без перерыва.
По характеру перемещения диска
Режущий диск, являющийся наиболее важным элементом конструкции, может двигаться в специальном механизме различным образом.
В зависимости от этого выделяют такие механизмы:
- Маятниковый. такое устройство имеют все переносные торцовки и многие промышленные автоматы. Диск поднимается и опускается в специальном суппорте. Одним концом он соединён с раскройным основанием штифтом или шарниром, в свободном плече устанавливается диск с рукояткой, удерживая которую, диск перемещают вниз или вверх. За качающуюся систему механизм и получил своё название.
- Фронтальный. Если маятниковые механизмы могут быть ручными и автоматическими, то станок с фронтальной подачей действует исключительно по программе, задаваемой оператором. Режущий диск движется не по дуге вращения, а поступательно, по мере того, как заготовка нужной длины подаётся к месту среза.
- Нижний. Данные устройства сегодня представляют станки, оснащённые числовым программным управлением. Подача диска снизу делает резку безопасной, позволяет выставить необходимый угол.

По количеству рабочих дисков
- Однодисковые
К этому классу относят все без исключения бытовые агрегаты и большинство промышленных. Хотя производительность таких станков меньше, зато они обладают широкой универсальностью.
Резать на них можно практически всё, что угодно — от металлической арматуры до пластиковых профилей для окон ПВХ.
- Двухдисковые
Один из дисков закреплён неподвижно, другой может перемещаться относительно него. Это даёт вдвое большую производительность, но обусловливает более узкую специализацию инструмента.
Как выбрать
Каким отрезным станком пользуетесь Вы?
ОднодисковымДвухдисковым
Выбирая инструмент в гараж на дачу или даже для небольшого бизнеса, стоит обратить внимание на компактные бытовые модели, пусть и надлежащего качества. Крупная заводская оснастка обычно приобретается предприятиями соответствующего профиля не в соответствии с личными предпочтениями, а по ГОСТам и техническим требованиям к обработке соответствующих материалов.
Такое оборудование хоть и может быть посильно к приобретению с финансовой точки зрения, но бессмысленно без оборудованного цеха и больших объёмов работы. Поэтому дальше речь пойдёт о бытовых и полупрофессиональных отрезных станках маятникового типа.
Выбор модели монтажной или торцовочной пилы нужно проводить, обращая внимание на характеристики устройства:
- Мощность. Характеристика электродвигателя, который сможет преодолевать сопротивление материала, а также работать с дисками большого диаметра. Её величина находится в прямой зависимости от толщины разрезаемых изделий, а также от их твёрдости и вязкости.
- Частота оборотов шпинделя. Есть негласное правило: чем твёрже материал, тем выше должна быть скорость вращения диска. Однако это лишь общая формулировка. На практике раскрой древесного бруса абразивно-отрезным кругом даже на пониженных оборотах приведёт к обугливанию волокон целлюлозы. Поэтому для дерева и пластика применяют специальные зубчатые диски.
 Лучше всего, когда аппарата имеет регулировку оборотов, но данную опцию можно встретить лишь на дорогом профессиональном оборудовании.
Лучше всего, когда аппарата имеет регулировку оборотов, но данную опцию можно встретить лишь на дорогом профессиональном оборудовании. - Диаметр отрезного диска. Чем он больше, тем толще заготовки можно подкладывать под маятник. Конечно, солидный диаметр влечёт пропорциональное утяжеление всей конструкции. Большинство бытовых и полупрофессиональных моделей предназначено для кругов диаметром 400 мм. Промышленные образцы бывают и больше.
- Габариты и вес. Если планируется мобильное использование (например, на стройке или при отделке помещений), то лучше выбрать машинку полегче и поменьше. Стационарное использование практически никак не ограничивает величину, так как инструмент прикручивается к прочному неподвижному основанию.
- Безопасность. В промышленных моделях это неподвижный металлических кожух и экран из плексигласа. Качественный бытовые станки содержат специальный подвижный щиток, который отжимается специальным рычажком и съезжает вверх при наклоне суппорта.
 В дорогих аппаратах встроено автоматическое отключение при блокировке диска.
В дорогих аппаратах встроено автоматическое отключение при блокировке диска. - Регулировки. Хорошей торцовке достаточно двух основных регулировок это наклон диска до 45 градусов и поворот рабочей площадки с упором или тисками. Комбинация этих угловых поправок позволяет получить любую геометрию ровно спиленного торца.
- Дополнительные удобства. В профессиональных устройствах всё сделано для удобства оператора и чистой работы. Например, отверстие для подключения сборочного мешка или строительного пылесоса.
Подборка моделей и монтажных пил
Metabo CS 23-355
- Мощность 2300 Вт.
- Диаметр диска 355 мм.
- Вес 16.9 кг.
- Средняя цена 10 — 12 т. р.
Metabo — несмотря на родословную (бывшие немцы, перекупленные японцами, а собирается в Китае — как дом, который построил Джек), популярная у народа пила, прежде всего в силу своей невысокой стоимости. Качество сборки нормальное, но вот к ровности конструкции у многих претензии.
Некоторые даже переваривали станину ради достижения идеального 90-градусного угла. Вывод: брать для неточных работ, это точно не выбор перфекциониста.
ELITECH ПМ 1218
- Мощность 1200 Вт.
- Диаметр диска 180 мм.
- Вес 5.5 кг.
- Средняя цена 3600 — 4100 р.
Маленькая, слабенькая, дешёвая… и, как ни странно, работающая монтажная пила. Назначение — для резки проф-трубы на 20 и 40 мм, хотя некоторые, переворачивая заготовку, умудряются разрезать и 60. При нечастом использовании может прожить долго, особенно если использовать качественные диски. Правда, высота тисков ограничивает ход маятника, так что половину диска приходится выбрасывать.
BOSCH GCD 12 JL
- Мощность 2000 Вт.
- Диаметр диска 305 мм.
- Вес 20 кг.
- Средняя цена 25 — 30 т. р.
А вот это уже серьёзная машина. Лазер, угол наклона до 45 градусов, победитовый диск, который почти не даёт искр, в комплекте, а другие, каждый тысяч по 8, ждут в специализированных магазинах.
Машина скорей для бизнеса, для себя дороговата, хотя пользователи в восторге. Способна вытягивать большие объёмы без «потери пульса». Пожалуй, цена — её единственный недостаток.
Zitrek ПМ-1200
- Мощность 1200 Вт.
- Диаметр диска 180 мм.
- Вес 6 кг.
- Средняя цена 4000 р.
Ещё один компактный станок. Качество неожиданно неплохое, хотя рассчитывать на точный рез не приходится. Пойдёт резать профиль и арматуру под сварку. Шестерёнчатая передача исправно гремит на весь гараж, а станина может попасться с чрезмерным люфтом. Тем не менее, с простой работой эта пила справляется.
Makita 2414NB
- Мощность 2000 Вт.
- Диаметр диска 355 мм.
- Вес 18.4 кг.
- Средняя цена 11300 р.
Тот случай, когда известный производитель недоработал. У этой пилы были бы все шансы вырваться в лидеры, если бы не довольно неожиданные от Макиты «косяки»: слабая шестерня передачи крутящего момента, отлитая зацело с валом двигателя, а также слабоватый на перегрев двигатель, склонный к дымлению и сгоранию обмотки статора.
Справедливости ради стоит сказать, что эти отзывы касаются работы на предприятиях. Для личного пользования станка может хватить на годы.
AEG SMT 355
- Мощность 2300 Вт.
- Диаметр диска 355 мм.
- Вес 17 кг.
- Средняя цена 10500 — 12000 р.
Вполне сносный инструмент для домашнего, дачного и даже бизнес-использования с учётом того, что объёмы не очень большие. Стандартный аппарат с нормальной мощностью и приемлемой надёжностью. Основные жалобы пользователей — никакой стоковый диск и увод реза в сторону при наклонном пилении заготовки.
ELITECH ПМ 3040Т
- Мощность 3000 Вт.
- Диаметр диска 400 мм.
- Вес 49 кг.
- Средняя цена 13500 — 14500 р.
Этот агрегат уже значительно мощнее. Выдают габариты, вес, размер электродвигателя и рычаг опускания маятника. Характерная особенность — ременная передача, значительно снижающая шум.
Правда, мёда без дёгтя у китайцев не бывает: стоковые ремни имеют наплыв в месте стыка, что создаёт серьёзные биения. Замена на автомобильные решает вопрос. Кстати, при покупке не стоит забывать, что станок расценивается как заводская оснастка и рассчитан на питание 380 Вольт.
Заключение
Приобретая отрезной дисковый станок с маятниковым механизмом, можно решить целый круг задач как бытового, так и профессионального уровня. Главное — не перегружать аппарат.
Читайте также другие полезные статьи:
- Шлифовальный станок по дереву: как изготовить своими руками дисковый, ленточный или барабанный, рекомендации по подбору материала, обзор заводских моделей, советы по уходу и обслуживанию
- Как выбрать точильный станок для бензопил: их виды и характеристики, рейтинг ТОП-7 и обзор самых популярных моделей, их плюсы и минусы, советы специалистов
Видео-обзор отрезного станка BOSCH GCD 12 JL
9 лучших высекальных машин 2022 года
По
Лия Рокетто
Лия Рокетто
Лия — писательница, обожающая украшения, выпечку и семейные развлечения.
Узнайте больше о The Spruce Crafts’
Редакционный процесс
Обновлено 23.02.22
Мы самостоятельно исследуем, тестируем, проверяем и рекомендуем лучшие
продукты — узнайте больше о
наш процесс. Если вы покупаете что-то по нашим ссылкам, мы можем получить комиссию.
Высекальные машины, используемые для резки различных материалов, таких как винил, картон, ДСП, кожа, дерево и т. д., в определенные формы, позволяют создавать нестандартные открытки, футболки, вывески и многое другое.
«Они упрощают процесс изготовления, а также позволяют быстрее вырезать одинаковые однородные формы, особенно если они вам нужны в большом количестве», — говорит Су-Куин Тео, менеджер по печати и владелец The Paper Crown.
Мы исследовали лучшие машины для высечки на рынке и оценили каждую из них с точки зрения универсальности, цены и возможностей, прежде чем выбрать нашу лучшую машину Cricut Maker. Нам нравятся неограниченные варианты дизайна и интуитивно понятные направления.
От станков для начинающих до более продвинутых вариантов, вот лучшие высекальные машины, которые можно купить сегодня.
Наш лучший выбор
Лучший в целом:
Cricut Maker Machine на Amazon
Лучшее руководство:
Sizzix Big Shot Plus Starter Kit на Amazon
Best Electric:
Best 9 Silhouette 9 Cameo 03 на Amazon
Машина Cricut Explore Air 2 на Amazon
Лучшее для ткани:
Комбинированная машина для высечки и тиснения Bira Craft на Amazon
Best for Vinyl Stickers:
Silhouette Portrait 3 на Amazon
Best for Quilting:
AccuQuilt GO! Резак для ткани на Amazon
Лучший портативный компьютер:
Cricut Joy на Amazon
Лучший бюджет:
Мини-машина для высечки Bira на Amazon
В этой статье
Наш выбор
Что искать
Зачем доверять еловым ремеслам
Крикут
Посмотреть на Амазоне
Посмотреть на Wayfair
Посмотреть на Walmart
Обзор машины Cricut Maker
Что нам нравится
Удобное приложение для смартфона
Быстрый режим для быстрой резки
Совместимость с более чем 300 материалами
Подходит для начинающих
Что нам не нравится
Cricut Maker, используемый как любителями, так и ремесленниками, является одним из лучших высекальных станков на рынке. Благодаря обширной линейке режущих инструментов, аксессуаров и впечатляющему прижимному усилию в 4 кг Cricut Maker может относительно легко резать более 300 различных материалов — бумагу, кожу, дерево и многое другое.
Благодаря обширной линейке режущих инструментов, аксессуаров и впечатляющему прижимному усилию в 4 кг Cricut Maker может относительно легко резать более 300 различных материалов — бумагу, кожу, дерево и многое другое.
Эта модель поставляется с двумя ковриками для резки, чтобы надежно удерживать материал на месте, а также с материалами, которые помогут вам начать работу над своим первым проектом. Наш тестер отметил, что процесс настройки не мог быть проще, и машина работает быстро с минимальным руководством.
Но выдающейся особенностью CricutMaker является его приложение DesignSpace, в котором представлены сотни вариантов проектов (некоторые из них бесплатны, а другие стоят около 99 центов), которые вы можете загружать, вырезать и создавать. Для более индивидуальных создателей вы можете работать над проектами на своем телефоне или ноутбуке и передавать их непосредственно на машину благодаря Bluetooth-подключению CricutMaker.
Хотя это немного дороже, чем модели с аналогичными характеристиками, пользователи говорят, что «это на 100 процентов стоит каждой копейки». Наш тестер обнаружил, что сочетание элегантного внешнего вида, разнообразного дизайна и долговечности оправдывает высокую цену.
Наш тестер обнаружил, что сочетание элегантного внешнего вида, разнообразного дизайна и долговечности оправдывает высокую цену.
Размеры: 7,1 x 6,25 дюйма | Совместимость материалов: Ткань, войлок, кожа и др. | Максимальный размер материала: 12 дюймов в ширину | Возможности подключения: Электрический
The Spruce Crafts / Эрика Оуэн
Что говорят тестировщики
«Это устройство отлично подходит для всех начинающих мастеров и станет прекрасным подарком для тех, кто любит рукоделие. Этот изящный гаджет для взрослых прост и удобен в использовании с отличными результатами». — Эрика Пуисис, тестировщик продуктов
Сизикс
Посмотреть на Amazon
Что нам нравится
Что нам не нравится
Тяжелый
Тео пробовал несколько ручных машин, но говорит, что Sizzix Big Shot Plus лучше всего подходит для создания четких линий и оттисков. Шаг вперед по сравнению с оригинальным Sizzix Big Shot, увеличенная платформа позволяет резать до 9 материалов.дюйма в ширину. Кроме того, новейшая модель позволяет высекать и тиснять еще больше материалов, таких как бумага, пенопласт, пробка и дерево.
Шаг вперед по сравнению с оригинальным Sizzix Big Shot, увеличенная платформа позволяет резать до 9 материалов.дюйма в ширину. Кроме того, новейшая модель позволяет высекать и тиснять еще больше материалов, таких как бумага, пенопласт, пробка и дерево.
Несмотря на универсальность материала, Тео говорит, что машина лучше всего работает с бумагой, что делает ее идеальной для изготовления открыток и скрапбукинга. Каждая машина поставляется с режущими пластинами, несколькими наборами штампов и несколькими листами картона, чтобы дать толчок вашему проекту. Кроме того, покупка Sizzix Big Shot Plus дает вам доступ ко всей библиотеке штампов Sizzix для бесконечных возможностей крафта.
Размеры: 15,75 x 7,5 x 11,75 дюймов | Совместимость материалов: Бумага и дерево | Макс. Размер материала: 9 дюймов в ширину, 6 дюймов в толщину | Возможности подключения: Руководство
Амазонка
Посмотреть на Амазоне
Посмотреть на Walmart
Что нам нравится
Что нам не нравится
Если вы работаете над более крупными проектами, стоит инвестировать в Silhouette Cameo 4. Машина может резать изделия шириной 12 дюймов и длиной до 10 футов — аналогичные модели имеют длину всего 2 фута. Cameo 4 также имеет встроенное устройство подачи рулонов, так что вы можете загружать целый рулон винила или материала для теплопередачи и запускать проекты без необходимости останавливаться и пополнять запасы. Не говоря уже о встроенном поперечном резаке, позволяющем обрезать винил или термотрансфер прямо с рулона.
Машина может резать изделия шириной 12 дюймов и длиной до 10 футов — аналогичные модели имеют длину всего 2 фута. Cameo 4 также имеет встроенное устройство подачи рулонов, так что вы можете загружать целый рулон винила или материала для теплопередачи и запускать проекты без необходимости останавливаться и пополнять запасы. Не говоря уже о встроенном поперечном резаке, позволяющем обрезать винил или термотрансфер прямо с рулона.
Сила машины в 5 кг позволяет ей прорезать практически все, хотя большинство пользователей используют ее для картона и ткани. Каждый Cameo 4 поставляется с AutoBlade, который автоматически определяет глубину материала, вращающимся лезвием, крафт-лезвием и перфоратором.
И хорошая новость — вы можете загрузить в станок сразу несколько инструментов. Тем не менее, каретка может использовать только один инструмент за раз. Например, машина может рисовать, а затем резать, но не может делать и то, и другое одновременно. Тем не менее, эта машина обеспечивает более высокую скорость производства по сравнению с предыдущими моделями Silhouettes.
Размеры: 22,44 x 7,87 x 6,69 дюйма | Совместимость материалов: Картон и ткань | Макс. Размер материала: 12 дюймов в ширину, 6 дюймов в толщину | Связь: Электрический
Предоставлено Amazon
Посмотреть на Амазоне
Посмотреть на Walmart
View On Home Depot
Обзор Cricut Explore Air 2
Что нам нравится
Простота использования
Запрограммированные проекты
Быстрый режим для более быстрого выполнения работ
Bluetooth и USB-соединение
Что нам не нравится
Если вы новичок, которого пугает высечка, Cricut Explore Air 2 имеет простую настройку и простое программное обеспечение, которое позволит вам легко приступить к работе над своим проектом. Благодаря остроконечному лезвию это можно делать на более чем 100 различных материалах, включая винил премиум-класса, винил HTV, искусственную кожу, картон и многое другое.
CricutExplore Air 2 поставляется с другими аксессуарами, включая 12-дюймовый коврик для резки Cricut LightGrip и черную тонкую ручку. Он также совместим с инструментом для глубокой резки и инструментом для надрезов и имеет двойной держатель инструмента. У вас также есть доступ к приложению Cricut Design Space, которое включает в себя сотни предварительно запрограммированных проектов. Конечно, вы можете создать что-то оригинальное, только учтите, что все дизайнерские работы происходят, когда машина подключена к Wi-Fi.
Но реальная привлекательность этого Cricutis — это широко разрекламированная функция «Fast Mode». Все, что вам нужно сделать, это переместить циферблат на нужный материал и установить флажок «Быстрый режим» на вашем устройстве для более быстрого выполнения работ.
Размеры: 8,43 x 5,43 x 4,25 дюйма | Совместимость с материалами: Винил | Макс. Размер материала: 5,5 дюйма. | Возможности подключения: Беспроводная связь
Что говорят наши тестировщики
«Cricut работал быстрее, чем другие машины, которые мы использовали, и весь процесс был более плавным». — Линнея Ковингтон, тестировщик продукции
— Линнея Ковингтон, тестировщик продукции
10 лучших аксессуаров Cricut 2022 года
Амазонка
Посмотреть на Amazon
Что нам нравится
Что нам не нравится
Регулируемая машина для высечки и тиснения Bira незаменима для ремесленников, которые больше сосредоточены на квилтинге и шитье, чем на скрапбукинге и открытках (хотя с последними двумя он справляется так же хорошо). Несмотря на то, что он тяжелее, чем другие машины, его вес сохраняет стабильность, пока вы проворачиваете свои замысловатые конструкции.
Однако любимыми функциями пользователей являются простые в использовании механизмы регулировки. Простым поворотом ручки вы можете изменить высоту, глубину лезвия и силу резания в соответствии с потребностями вашего проекта. Хотя элемент ручного управления может вас отпугнуть, пользователи говорят, что он обеспечивает четкие сокращения и лучший контроль над окончательным проектом. И помогает то, что кривошипная рукоятка имеет мягкую рукоятку, чтобы обеспечить комфорт в течение нескольких часов работы.
И помогает то, что кривошипная рукоятка имеет мягкую рукоятку, чтобы обеспечить комфорт в течение нескольких часов работы.
Размеры: 18 x 14 x 9 дюймов | Совместимость материалов: Бумага и ткань | Макс. Размер материала: 9 дюймов в ширину | Возможности подключения: Руководство
Силуэт
Посмотреть на Амазоне
Посмотреть на Майклза
Посмотреть на JOANN
Что нам нравится
Что нам не нравится
Вы не ожидаете, что такая маленькая машина сможет так много сделать, но с Silhouette Portrait 3 легко браться за более крупные проекты. В то время как большинство машин могут обрабатывать только материал длиной 2 фута, Silhouette может обрабатывать до 60 футов большинства материалов — винила, бумаги, картона и ткани, и это лишь некоторые из них.
В дополнение к резке на коврике для резки, Silhouette Portrait 3 может выполнять две разные резки без коврика, которые идеально подходят для изготовления винила или наклеек.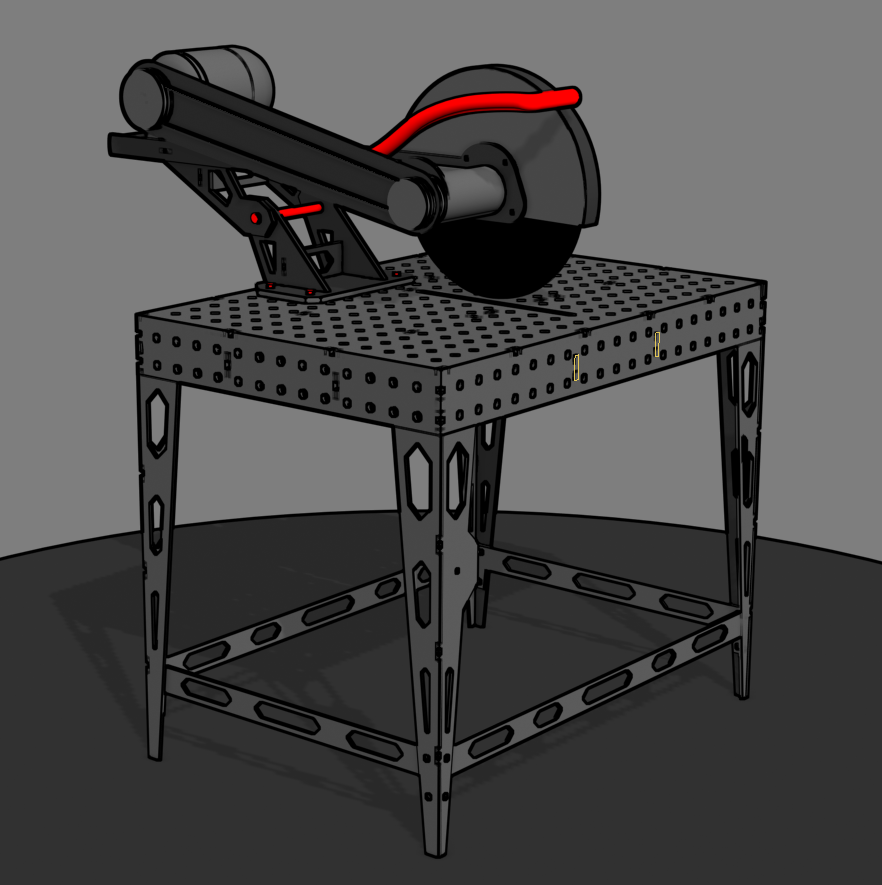 Первый, поцелуйный разрез, позволяет машине прорезать только верхний слой. Второй, всплывающий вырез, использует специальный режим перфорированного выреза, который позволяет вам выдвигать дизайн после его печати.
Первый, поцелуйный разрез, позволяет машине прорезать только верхний слой. Второй, всплывающий вырез, использует специальный режим перфорированного выреза, который позволяет вам выдвигать дизайн после его печати.
Еще одна замечательная функция: автоматическое определение инструмента, которая позволяет программному обеспечению определять, какие инструменты вставлены в вашу машину, и позволяет вам узнать, нужно ли вам заменить их на другие. Хотя программное обеспечение включает в себя эту и другие замечательные функции, такие как регулировка резки, пользователи предупреждают, что сначала может быть немного сложно научиться.
Размеры: 16,2 дюйма x 5,5 дюйма x 4,4 дюйма | Совместимость материалов: Винил, бумага, картон, ткань | Макс. Размер материала: 9 дюймов в ширину | Связь: Электрический
Амазонка
Посмотреть на Amazon
Что нам нравится
Что нам не нравится
Хотя многие высекальные машины могут работать с тканью, очень немногие могут обрабатывать толстый материал, необходимый для квилтинга. AccuQuilt не только может GO! Резак для ткани справляется с самыми толстыми тканями, но он предназначен для одновременной резки до шести слоев более тонкой ткани. И скорость не жертвует качеством — клиенты подтверждают, что штампы вырезаны очень точно, что экономит много времени квилтерам и избавляет от беспокойства по поводу неровных деталей или неправильных разрезов.
AccuQuilt не только может GO! Резак для ткани справляется с самыми толстыми тканями, но он предназначен для одновременной резки до шести слоев более тонкой ткани. И скорость не жертвует качеством — клиенты подтверждают, что штампы вырезаны очень точно, что экономит много времени квилтерам и избавляет от беспокойства по поводу неровных деталей или неправильных разрезов.
Идеально подходит как для опытных, так и для начинающих стегальщиков, машина поставляется с двумя квадратными матрицами и одной полуквадратной треугольной матрицей, а также ковриком для резки. Также можно купить больше штампов, хотя они могут быть немного дорогими.
Для квилтеров, которые любят брать с собой свое ремесло, запатентованная портативная конструкция AccuQuilt GO! позволяет легко брать машину с собой на занятия, ретриты и даже в отпуск. Просто имейте в виду, что он весит около 19 фунтов.
Размеры: 17,75 х 7,75 х 17 дюймов | Совместимость с материалами: Ткань | Макс. Размер материала: Нет в списке | Возможности подключения: Электрические
Размер материала: Нет в списке | Возможности подключения: Электрические
8 лучших швейных машин для квилтинга 2022 года
Крикут
Посмотреть на Амазоне
View On Walmart
Почему наш обозреватель называет этот Cricut «Мечтой случайного ремесленника»
Что нам нравится
Что нам не нравится
Cricut Joy — отличный вариант как для начинающих мастеров, так и для опытных мастеров, которые любят путешествовать со своими инструментами. Измерение менее 9дюймов в длину, машина занимает мало места, но по-прежнему обладает возможностями резки, письма и изготовления этикеток более крупных моделей. Недостатком является то, что меньший размер может резать только рисунки шириной до 4,25 дюйма, но это идеально подходит для таких вещей, как открытки и этикетки.
Как и большинство машин Cricut, Joy подключается к смартфонам и компьютерам через Bluetooth, что упрощает загрузку и создание собственных дизайнов. Обратите внимание, что инструменты Joy ограничены — каждая машина поставляется с тонким лезвием и корпусом премиум-класса, тонкой ручкой и стандартным ковриком для захвата — ничего больше. При тестировании Cricut Joy наш тестер потратил около 100 долларов на дополнительные инструменты. К счастью, вы можете приобрести стартовый комплект, режущие инструменты, маркеры, материалы Smart и маты отдельно по относительно разумной цене.
Обратите внимание, что инструменты Joy ограничены — каждая машина поставляется с тонким лезвием и корпусом премиум-класса, тонкой ручкой и стандартным ковриком для захвата — ничего больше. При тестировании Cricut Joy наш тестер потратил около 100 долларов на дополнительные инструменты. К счастью, вы можете приобрести стартовый комплект, режущие инструменты, маркеры, материалы Smart и маты отдельно по относительно разумной цене.
Хотя в нем отсутствуют некоторые функции, присущие более крупным моделям, CricutJoy является отличным базовым высекальным станком или хорошим дополнением для ремесленников, которым нужен портативный вариант для небольших проектов.
Размеры: 8,43 x 5,43 x 4,25 дюйма | Совместимость материалов: Винил и картон | Макс. Размер материала: 5,5 дюймов | Возможности подключения: Беспроводная связь
Что говорят тестировщики
«Для меня это отличный выбор — размер имеет значение. Я не хотел, чтобы он занимал место на устройстве, которым я буду пользоваться только раз в несколько недель.»— Стейси Л. Нэш, тестировщик продукции
Я не хотел, чтобы он занимал место на устройстве, которым я буду пользоваться только раз в несколько недель.»— Стейси Л. Нэш, тестировщик продукции
Бира
Посмотреть на Амазоне
Посмотреть на Walmart
Что нам нравится
Доступный
Удобно хранить
Что нам не нравится
Bira Mini — отличный вариант для тех, кто только начинает свой путь в области высечки и тиснения. Этот ручной высекальный пресс может принимать материалы шириной до 3 дюймов, что делает его идеальным для создания открыток и других небольших проектов. Каждая машина поставляется с несколькими пластинами для резки и тиснения, семью штампами для резки и резиновой прокладкой, чтобы держать вещи на месте.
В зависимости от того, как часто вы используете Bira Mini, опорные пластины, возможно, придется заменять чаще, чем у других машин. Это может стать дорогим через некоторое время, так что имейте в виду, если вы пытаетесь снизить расходы.
Из-за его компактного размера вы будете ограничены в типе и размере проектов. Но для тех, кто хочет отточить свои навыки создания открыток и альбомов для вырезок, это отличная покупка.
Размеры: 8 x 3,8 x 5 дюймов | Совместимость материалов: Более тонкая ткань и бумага | Макс. Размер материала: 3 дюйма | Возможности подключения: Руководство
Окончательный вердикт
Нам нравится Cricut Maker Machine по целому ряду причин, включая простоту использования, эффективность и совместимость с различными материалами. Идеально подходит для обычных мастеров и опытных мастеров, он стоит каждой копейки. Однако, если вы хотите сэкономить немного денег, машина для высечки Bira Craft стоит 50 долларов и идеально подходит для небольших простых проектов, таких как самодельные открытки или скрапбукинг.
Универсальность
По словам Тео, вы должны сначала решить, какие поделки вы хотите создать с помощью своей машины. Если вы будете ограничивать свою работу изготовлением открыток и скрапбукингом, то базовая машина, которая может работать с бумагой и винилом, вероятно, подойдет. Если вы сосредоточены на проектах, связанных с модой, вам нужна машина, которая может работать с различными тканями. Если вы хотите иметь возможность использовать различные материалы, такие как пробка, пенопласт и дерево, вам, вероятно, понадобится более сложная модель.
Если вы будете ограничивать свою работу изготовлением открыток и скрапбукингом, то базовая машина, которая может работать с бумагой и винилом, вероятно, подойдет. Если вы сосредоточены на проектах, связанных с модой, вам нужна машина, которая может работать с различными тканями. Если вы хотите иметь возможность использовать различные материалы, такие как пробка, пенопласт и дерево, вам, вероятно, понадобится более сложная модель.
Выход
Для случайных ремесленников большинство машин могут справиться с вашей рабочей нагрузкой, поскольку они, как правило, имеют длину 2 фута. Но если вы скорее любитель, чем ремесленник, вам нужен высекальный пресс, который может выполнить большой объем работы за короткий промежуток времени. Рассмотрите машины, которые могут разрезать до нескольких слоев одновременно или обрабатывать более длинные материалы.
Цена
На рынке представлено множество машин для высечки, и каждая из них имеет свои уникальные функции. И хотя они могут улучшить опыт крафта, они также могут немного поднять цену. Итак, опять же, важно подумать о том, как вы будете использовать свою машину.
Итак, опять же, важно подумать о том, как вы будете использовать свою машину.
«Высекальная машина с ручным приводом может быть более экономичной и лучше всего подходит для основных функций, но электронная высекальная машина может быть полезна для других, более крупных проектов», — говорит Анна Роуз Джонсон, старший менеджер проектов в Cricut, The Spruce. «Подумайте, хотите ли вы покупать штампы каждый раз, когда вам нужно вырезать новую форму [как в случае станков с ручным приводом], или универсальность электронного режущего станка может лучше удовлетворить ваши потребности».
Особенности
Каждая высекальная машина обладает уникальными характеристиками. Например, некоторые из них могут тиснением, а также высечки. Другие умеют рисовать и писать. Рассмотрите как ваши потребности, так и ваш бюджет и примите соответствующее решение.
Часто задаваемые вопросы
Когда речь заходит о машинах, не наносящих вреда ткани, по словам Джонсона, вы должны учитывать, будете ли вы использовать их для раскроя объемной выкройки.
 Если нет, то, по ее словам, электронная машина без матрицы — это «наилучший вариант для точной резки ткани». Она добавляет, что вы хотите найти машину с вращающимся инструментом, так как она может резать ткани без подложки прямо на коврике, поэтому вам не нужно придавать ткани жесткость перед резкой. Cricut Maker — хороший вариант для этой категории.
Если нет, то, по ее словам, электронная машина без матрицы — это «наилучший вариант для точной резки ткани». Она добавляет, что вы хотите найти машину с вращающимся инструментом, так как она может резать ткани без подложки прямо на коврике, поэтому вам не нужно придавать ткани жесткость перед резкой. Cricut Maker — хороший вариант для этой категории.Если вы используете традиционные материалы для скрапбукинга, такие как блестящая бумага, картон или винил, с этим справится практически любая высекальная машина. Джонсон отмечает, что если у вас уже есть несколько штампов или вы постоянно вырезаете одни и те же формы, то высекальный пресс с ручным приводом может хорошо подойти для ваших нужд. Кроме того, поскольку вам не нужно резать большие предметы, вы можете даже подумать о более компактной машине, чтобы сэкономить место и деньги.
В конечном счете все зависит от личных предпочтений. «Универсальность и простота электронных раскройных станков открывают перед ремесленниками гораздо больше возможностей», — говорит Джонсонс.
 Они также требуют меньшего использования рук, что, по словам Тео, может иметь решающее значение, если у вас артрит кисти или руки или какой-либо дискомфорт в суставах.
Они также требуют меньшего использования рук, что, по словам Тео, может иметь решающее значение, если у вас артрит кисти или руки или какой-либо дискомфорт в суставах.Но не воротите нос от машин с ручным приводом. Они, как правило, проще в использовании и более портативны. По опыту Тео, они могут прослужить дольше, чем электрические версии. «У меня было три электронных высекальных машины, и они прослужили не более года».
Эта статья была написана Лией Рокетто, писательницей и редактором в течение десяти лет. Чтобы выбрать лучший выбор для вашего рассмотрения, она отсортировала десятки отзывов клиентов и сторонних веб-сайтов, а также проконсультировалась с Су-Куин Тео и Анной Роуз Джонсон. Менеджер по типографии и консультант по продажам, Тео является владельцем The Paper Crown, бутика открыток ручной работы, и регулярно использует высекальные машины. Джонсон, старший менеджер проекта в Cricut, является заядлым ремесленником в нерабочее время.
Какой станок для резки купить? Обзор 7 самых популярных цифровых машин для резки
Элисон Ли | 12 ноября 2019 г.
Теперь не только для резки бумаги, новейшие режущие машины могут травить пластик, резать полимерную глину и тиснение кожи.
Фотографии предоставлены Элисон Ли
*Примечание. Этот пост был обновлен Хизер Полсен 28 октября 2020 г. Обзоры Cricut Maker, Cricut Explore Air 2 и Cricut Joy — это разделы, которые были обновлены или добавлены.
Цифровые станки для резки привлекли внимание самых разных любителей, включая скрапбукеров, кондитеров, декораторов тортов, художников по металлической и полимерной глине и даже кожевников.
Как выбрать правильную машину для резки, представленную на рынке? У меня есть все упомянутые здесь резаки, и я провел месяц, экспериментируя с каждым из них. Чтобы определить, какая машина лучше всего подходит для вас, сначала подумайте, какие проекты вы хотели бы реализовать? Каждая машина имеет свои собственные параметры того, что возможно, поэтому важно знать, для чего вы будете ее использовать.
Для начала, вы занимаетесь этим как хобби или надеетесь открыть небольшой бизнес? Я всегда верил в покупку нового оборудования, которое могло бы развиваться вместе с моими идеями. Несколько лет назад я пошел в магазин за швейной машиной и остановился на напольной модели со скидкой. Он поставлялся с гораздо большим количеством наворотов, чем мне нужно было или я знал, как использовать в то время, но после нескольких занятий творческие возможности с машиной и навесным оборудованием были действительно захватывающими. Точно так же я отношусь к цифровым резакам.
Несколько лет назад я пошел в магазин за швейной машиной и остановился на напольной модели со скидкой. Он поставлялся с гораздо большим количеством наворотов, чем мне нужно было или я знал, как использовать в то время, но после нескольких занятий творческие возможности с машиной и навесным оборудованием были действительно захватывающими. Точно так же я отношусь к цифровым резакам.
Все резаки, которые я здесь рассматриваю, доступны потребителям примерно за 100-400 долларов. (Имейте в виду, что существует целая категория резаков для изучения, называемых лазерными гравировальными станками. Сейчас есть домашние модели, и рынок растет, но цены на них намного выше.)
Следующее, о чем нужно подумать, это тип материалов, которые вы хотели бы иметь возможность резать, чеканить, гравировать или травить. Я хочу сделать все это, конечно.
Давайте посмотрим на каждую машину. (Ссылки Amazon в этом посте являются партнерскими ссылками. Поскольку альянс Amazon Associate Craft Industry Alliance зарабатывает на соответствующих покупках. )
)
Если вы хотите работать с более толстым материалом, таким как кожа, акрил или металлическая глина, вы можете Силуэт Курио. Зазор для материалов, подаваемых через эту машину, составляет до 5 мм.
Другая замечательная функция заключается в том, что вы можете поставить машину на паузу, выгрузить коврик, чтобы проверить, нужно ли вам внести какие-либо коррективы, и повторно загрузить коврик в то же место, которое необходимо для продолжения работы. Вы также можете загружать два лезвия одновременно для двух разных функций, а также есть аксессуары, такие как коврики большого размера для более крупных проектов. Дополнительными бонусами являются возможность использовать различные инструменты для создания текстур с тиснением и тиснением, а также для резки бальзамового дерева. Я использовал свой Curio, чтобы сделать тисненую кожаную обложку для журнала, а также бусины из металлической глины, и результаты в обоих проектах были потрясающими! Это действительно универсальная машина.
Художник Мэгс Бонэм любит эту машину. «Моя любимая машина — Silhouette Curio, — говорит она. «Я могу резать, гравировать и рисовать на самых разных материалах. Гораздо больше, чем Камея. Мне также нравится, что база устойчива и что вы можете точно загружать и разгружать. Я гравирую и вырезаю необработанную полимерную глину, а также гравирую акрил и металл. Возможности безграничны.»
Силуэтный портрет — компактная машина. Он использует только одно лезвие за раз и может резать примерно до 1 мм. Он не соответствует тому же уровню детализации, что и другие машины. Низкая стоимость и небольшие размеры впечатляют. Это хороший выбор, если вы ищете портативную машину.
Cricut Explore Air 2 — это машина среднего класса, которая может выполнять все основные функции и даже немного больше. Он имеет соединение Bluetooth, которое упрощает отправку ваших проектов на машину и хранилище для всех дополнительных инструментов.
С помощью тонкого лезвия он может резать все типы винила, все типы бумаги, а также войлок Cricut и искусственную кожу, которые очень похожи на бумагу. Вы можете приобрести глубокое лезвие для резки пенопласта, картона, ДСП и магнитных материалов. Если вы хотите разрезать ткань, вам нужно сначала склеить или связать ткань, а затем использовать лезвие для скрепленной ткани. Вы также можете использовать ручки для рисования в своем проекте.
Вы можете приобрести глубокое лезвие для резки пенопласта, картона, ДСП и магнитных материалов. Если вы хотите разрезать ткань, вам нужно сначала склеить или связать ткань, а затем использовать лезвие для скрепленной ткани. Вы также можете использовать ручки для рисования в своем проекте.
Чтобы использовать станок Cricut, у вас должны быть их маты для резки любого из материалов, поэтому вы ограничены размером двух их матов. Кроме того, не все инструменты взаимозаменяемы между Cricut Maker и Cricut Explore Air 2.
Cricut Explore Air 2 предлагает лучшую цену для всех основных поделок, которые вы хотите сделать. Я бы порекомендовал этот станок тем, кто хочет научиться использовать станок для резки, но он вам не нужен для резки всех дополнительных специальных материалов. Это отличная машина, которая может многое и работает с множеством различных поделок. Это действительно помогло бы владельцам бизнеса сократить быстро и точно.
Cricut Joy — самая маленькая машина Cricut, поэтому она хорошо хранится, и ее очень легко поставить на стол для выполнения простых поделок. Это отличная машина для начинающих для людей, которые ненавидят настраивать большую громоздкую машину. Он оснащен технологией Bluetooth, что позволяет работать в основном без проводов.
Это отличная машина для начинающих для людей, которые ненавидят настраивать большую громоздкую машину. Он оснащен технологией Bluetooth, что позволяет работать в основном без проводов.
Cricut Joy может резать все типы винила и большинство типов бумаги. Вы можете приобрести вкладыши для карт, которые упрощают изготовление карт и делают их практически мгновенными. Вы также можете использовать ручки для рисования в своем проекте.
Для резки любого материала не требуется коврик, поэтому вы можете выполнять очень длинные разрезы (до 20 футов). Из-за небольшого размера машины вам нужно либо обрезать материал, чтобы он подходил для машины, либо купить специальный материал Cricut Joy от Cricut, который достаточно тонкий, чтобы поместиться в машину.
Объедините Cricut Joy с более крупными машинами, чтобы выполнять групповую резку и работать быстрее. Инструменты Cricut Joy не взаимозаменяемы с Cricut Maker или Cricut Explore Air 2. Я рекомендую Cricut Joy большему количеству начинающих ремесленников, поскольку он немного более ограничен, чем две другие машины.
В Cameo 3 используется тот же программный интерфейс, что и в Curio, но при использовании глубокого лезвия он может резать только 2 мм. Он также загружается не так, как Curio, с использованием ковриков вместо жестких платформ, и хотя вы можете приостановить работу машины, вы не можете полностью удалить коврик для резки и перезагрузить в нужное место; вместо этого это что-то вроде игры в угадайку. Картридж вмещает два инструмента одновременно, что отлично подходит для одновременного выполнения двух разных задач, таких как набросок дизайна, а затем вырезание контура или другой формы.
Камея 4 — последняя выпущенная камея. В эту машину добавлено множество новых функций, главным образом потому, что она быстрее и мощнее, чем ее предшественник. У него есть возможность использовать вращающееся лезвие и лезвие для крафта, а также автоматическое лезвие с одним касанием, поэтому резать такой материал, как войлок, теперь стало проще. Сбоку есть сенсорная панель и система с двумя двигателями. Режет материал толщиной до 3 мм. Вот мое предупреждение: на данный момент Silhouette все еще устраняет сбои с этой машиной. Я рекомендую присоединиться к группе Facebook, которая делится информацией об этих проблемах перед покупкой.
Режет материал толщиной до 3 мм. Вот мое предупреждение: на данный момент Silhouette все еще устраняет сбои с этой машиной. Я рекомендую присоединиться к группе Facebook, которая делится информацией об этих проблемах перед покупкой.
Cricut Maker — машина, способная на многое. Он может резать очень тонкие материалы, такие как шифон и папиросная бумага, а также очень толстые материалы, такие как ДСП и кожа. Он имеет соединение Bluetooth и хранилище для всех дополнительных инструментов.
Cricut Maker может резать все виды винила, все виды бумаги, папиросную бумагу, войлок, ткань с прокладкой, ткань без прокладки, кожу, искусственную кожу, пену, материал для резиновых штампов, магнитный материал, картон, ДСП, липу, деревянный шпон, крафт-картон и алюминиевые листы. Большинство из них должны быть приобретены через Cricut, чтобы вы получили правильный материал для машины.
Существует множество режущих инструментов, которые можно приобрести отдельно для резки различных материалов. Существует вращающееся лезвие для резки ткани, волнистое вращающееся лезвие для резки ткани или папиросной бумаги, инструмент для переноса фольги, инструмент для выдавливания, инструмент для гравировки, перфорационное лезвие, подрезное колесо, двойное подрезное колесо, тонкое лезвие. для большинства материалов, лезвие с глубоким острием и лезвие ножа для всех толстых материалов. Вы также можете использовать ручки для рисования в своем проекте.
Существует вращающееся лезвие для резки ткани, волнистое вращающееся лезвие для резки ткани или папиросной бумаги, инструмент для переноса фольги, инструмент для выдавливания, инструмент для гравировки, перфорационное лезвие, подрезное колесо, двойное подрезное колесо, тонкое лезвие. для большинства материалов, лезвие с глубоким острием и лезвие ножа для всех толстых материалов. Вы также можете использовать ручки для рисования в своем проекте.
Чтобы использовать машину Cricut, вы должны иметь их маты для резки любого из материалов, поэтому вы ограничены размером двух их матов. Кроме того, не все инструменты взаимозаменяемы между Cricut Maker и Cricut Explore Air 2.
Cricut Maker открывает мир ремесел, поскольку он может резать множество материалов. Я бы порекомендовал эту машинку тем, кто не любит резать или не может сделать точный рез, детям, которые любят мастерить, но нуждаются в помощи при резке, а также владельцам бизнеса, которые хотят резать быстро и аккуратно.
И Silhouette, и Cricut продают тысячи цифровых файлов по цене от 0,99. Ограничения по авторскому праву применяются к отдельным файлам, поэтому обязательно проверьте мелкий шрифт, если планируете продавать то, что делаете.
Хороший способ научиться пользоваться компьютером — работать с готовым к использованию файлом. Это избавит новичков от разочарований. В конце концов, вы захотите добавить свой творческий подход, создав свои собственные оригинальные файлы дизайна.
Если вы никогда не использовали графические или векторные программы и хотите создавать свои собственные проекты, это будет самым большим препятствием. В конце концов, это того стоит, потому что у вас будет множество творческих инструментов для развития вашего видения. В векторном программном обеспечении вы будете создавать и редактировать векторы, которые представляют собой масштабируемые линии и фигуры с настраиваемыми опорными точками, из которых состоит изображение. Каждый дизайн должен быть векторным, прежде чем его можно будет вырезать, выгравировать или нарисовать с помощью режущего станка. Эти программы также позволяют сохранять файлы в различных форматах файлов, включая SVG (масштабируемая векторная графика), который является форматом файлов, который предпочитает большинство программ для резки.
Эти программы также позволяют сохранять файлы в различных форматах файлов, включая SVG (масштабируемая векторная графика), который является форматом файлов, который предпочитает большинство программ для резки.
Inkscape — это программа для начинающих, которую я рекомендую, потому что она бесплатная. Однако он не очень интуитивно понятен или удобен для пользователя, поэтому, если вы можете подписаться на Adobe Suite и получить доступ к Adobe Illustrator, вам будет легче научиться этому.
У Silhouette также есть бесплатное программное обеспечение, очень удобное для пользователя. Если вы приобретете обновление до Designer Edition, вы сможете сохранить свой файл в формате SVG, что означает, что вы можете проектировать в Silhouette, но вырезать в Cricut или любом другом резаке, который использует этот формат файла.
Художница Пэм Ист работает с программой Silhouette, и ей это нравится. «Я боролась с Photoshop, Illustrator и многими другими пакетами программного обеспечения для графического дизайна», — говорит она. «Либо вам практически нужна степень в области графического дизайна, чтобы использовать их, либо у них так мало инструментов, что они практически бесполезны. В Silhouette Studio больше кнопок и свистков, чем я мог себе представить, и при этом он остается удобным для пользователя и требует очень разумного обучения. Теперь я выполняю всю свою дизайнерскую работу в этом программном обеспечении».
«Либо вам практически нужна степень в области графического дизайна, чтобы использовать их, либо у них так мало инструментов, что они практически бесполезны. В Silhouette Studio больше кнопок и свистков, чем я мог себе представить, и при этом он остается удобным для пользователя и требует очень разумного обучения. Теперь я выполняю всю свою дизайнерскую работу в этом программном обеспечении».
Silhouette Designer и Silhouette Business Software не бесплатны, но я думаю, что все дополнительные функции того стоят. Опять же, в Интернете доступно множество видеороликов, которые помогут вам изучить функции. Начните с простого первого проекта и стройте оттуда.
автор
Элисон является создателем CRAFTCAST.com, ведущего веб-сайта номер один, на котором ремесленники могут проходить онлайн-мастер-классы в прямом эфире с лучшими ремесленниками в своих творческих областях, а также просматривать сотни видеоуроков. Подкаст CRAFTCAST™ содержит интервью с мастерами-ремесленниками, и его скачали около миллиона раз.
11 лучших высекальных машин 2022 года
2
акции
Поделиться
Твит
Машины для высечки могут быть мечтой ремесленника, но если вы никогда не использовали их раньше, выбор может быть немного пугающим.
Ручные высекальные прессы? Электронный? Картриджи?
Не волнуйтесь.
Я использовал почти все машины, какие только можно, некоторые из них… дольше, чем следовало бы. Я собрал это сравнение, чтобы предоставить вам единое место для просмотра всех их различных функций. Я позаботился о том, чтобы включить краткое руководство внизу этого поста, чтобы вы могли знать, какие функции действительно важны.
Есть также несколько машин, которых я бы действительно избегал, я четко обозначил их в этом обзоре, поэтому вы покупаете только лучшую машину для высечки.
Приступим!
Содержание
Лучшие высекальные машины
Я разделил этот список на две части: ручные высекальные машины и электронные высекальные машины. Если вы не знакомы с различиями, я расскажу об этом позже, но позвольте мне дать вам краткую информацию.
Если вы не знакомы с различиями, я расскажу об этом позже, но позвольте мне дать вам краткую информацию.
Ручные высекальные машины:
- Обычно с ручным приводом
- Не требуется питание для работы
- Отлично подходит для тиснения
- Сначала дешевле
- Придется покупать физические штампы, которые могут быть дорогими и ограничивать ваш творческий потенциал
Электронные высекальные машины:
- Требуется питание и часто подключение к Интернету
- Можно скачать бесплатные дизайны онлайн
- Все, что вы можете придумать, вы можете сделать или найти изображение за
- Немного дороже авансом
- Требуется компьютер, планшет или смартфон для использования
Хорошо, этого должно быть достаточно для начала! Давайте посмотрим на лучшие машины сами по себе, выделив то, что отличает каждую из них, а также наши рекомендации.
Cricut Maker
Прочитайте наш полный обзор.
Cricut Maker в настоящее время является самой популярной высекальной машиной в мире, но так ли это?
Абсолютно.
Компания Cricut имеет долгую историю производства высекальных машин, начиная с ручных машин, в которых использовалась литая форма, затем электронных машин, конструкции которых можно было загружать в картриджи, а теперь и этого нового класса интеллектуальных высекальных машин.
Интеллектуальные высекальные прессы используют программное обеспечение для компоновки всего вашего дизайна, и с его помощью вы получаете полный контроль над тем, как будет выглядеть ваш дизайн.
Maker — один из лучших примеров умной высекальной машины, и мы думаем, что это лучшее, что вы можете найти прямо сейчас.
Эта машина может разрезать любой материал, который вы ей бросите: ткань, войлок, шелк, бумагу, винил, дерево, акрил и буквально сотни других материалов. Если у вас есть идея, связанная с резкой, эта машина значительно облегчит вам работу.
Давайте посмотрим, что его отличает.
Дизайн
Дизайн Cricut Maker утонченный, он вписывается в любую мастерскую, но в этом дизайне скрыта действительно простая в использовании машина, созданная ремесленниками и для них.
Существует так много мелких деталей, которые по достоинству оценят ремесленники, и чем больше я их использую, тем больше я ценю то, как расположены все места для хранения и кнопки.
Как видите, Cricut Maker был разработан для планшетов и смартфонов. Моя мастерская всегда ограничена в пространстве, поэтому я стараюсь держать внутри только то, что мне нужно. Возможность напрямую подключаться к моему iPad и не использовать ПК удерживает меня в зоне крафта и экономит много места (и тепла летом).
Как видите, сверху есть выступ, удерживающий планшет на месте, пока вы занимаетесь крафтом, а также USB-порт для подключения напрямую к машине.
Cricut также удалили все свои циферблаты, потому что они поняли, что большинство ремесленников просто использовали программное обеспечение для выбора и проверки своих настроек. Приятно просто делать все это в одном месте, и я обнаружил, что это делает мои разрезы и настройки намного более надежными.
Приятно просто делать все это в одном месте, и я обнаружил, что это делает мои разрезы и настройки намного более надежными.
Вы также заметите, что есть много места для хранения аксессуаров, как с левой стороны машины, так и в нижнем ящике. У них действительно хорошая подкладка, которая защищает любые лезвия, которые могут быть внутри, а прорезиненная поверхность также предотвращает скольжение предметов. Да, и есть магнитные полоски для надежного удержания лезвий на месте.
Это может показаться мелочью, но на самом деле из них получается прекрасный опыт крафта.
Качество резки
Машина для высечки Cricut Maker не просто так является лучшей машиной для высечки. Хотя нам нравится его дизайн, фактическое качество резки и универсальность — это то, что отличает его от других электронных и ручных высекальных машин.
Просто ознакомьтесь с некоторыми из проектов, над которыми я работал в последнее время, чтобы понять, насколько универсальна эта машина и насколько различные материалы с которыми можно работать:
- кожаные кошельки
- магниты на холодильник
- игрушечные самолетики
- пазлы
- деревянные календари
- Лодки из пробкового дерева
- рельефные буквы ДСП для скрапбукинга
Это только последние проекты!
У Maker также есть набор эксклюзивных режущих лезвий, разработанных специально для его новой адаптивной системы инструментов:
- Волнистое лезвие
- Подрезное колесо
- Вращающееся лезвие (для резки ткани)
- Лезвие ножа (резка толстого материала)
- Лезвие для перфорации
- Наконечник для гравировки
- Наконечник для выдавливания
- Подрезное колесо
, и Cricut намерена продолжать выпускать новые инструменты и лезвия для этой системы.
Недостатком является то, что за качество резки приходится платить, это самая дорогая машина для высечки, которую мы рассматриваем, так что имейте это в виду, если вы просто хотите окунуться в рукоделие.
Что нам нравится
- Это наш выбор среди лучших высекальных машин
- Идеально подходит для резки ткани, винила и других сложных материалов
- позволяет резать толстые материалы с большей мощностью резания, чем у любого другого станка
- Поддерживает беспроводную резку через Bluetooth с устройствами iOS, Android, ПК или MacOS
- Программное обеспечение Cricut Design Space значительно улучшилось, позволяя вам работать в автономном режиме без подключения к Интернету
- Design Space позволяет импортировать файлы SVG и делиться своей работой с другими, и все это бесплатно
Адаптивная система инструментов
.
Что нам не нравится
- Это дорого, самая дорогая машина для высечки, которую мы рассматривали
- Если вы используете некоторые из новых лезвий, они работают довольно медленно, поэтому для сложных резов требуется некоторое терпение
- Хотя программное обеспечение простое в использовании, оно может иметь ограничения для более сложных конструкций
Резюме
Если вы просто ищете лучшую высекальную машину, вы можете закончить поиск прямо здесь (поэтому я поместил ее в начало нашего списка).
Это наша любимая высекальная машина, которую мы рассматривали.
Если вы ищете недорогую альтернативу для начала работы, обратите внимание на нашу следующую высекальную машину Sizzix Big Shot.
Распродажа
Cricut Maker
- Лучшая машина для высечки обзор
- Идеально подходит для резки ткани, винила и других сложных материалов
- Простое в использовании программное обеспечение, отличная поддержка сообщества
- Готовность к будущему с новой адаптивной системой инструментов
- Bluetooth и беспроводная резка
Sizzix Big Shot
Для разнообразия давайте теперь посмотрим на ручную высекальную машину Sizzix Big Shot. Эта машина очень любима в ремесленном сообществе скрапбукерами и ювелирами.
Это одна из лучших машин для высечки и наш лучший выбор среди ручных вырубных машин.
Как ручной высекальный пресс, эта машина может многое. Используя металлическую матрицу (например, формочку для печенья), он вдавливает в ваш материал с высоким и равномерным давлением, что делает его способным прорезать некоторые довольно твердые материалы (например, клейкие магниты, один из моих любимых).
Используя металлическую матрицу (например, формочку для печенья), он вдавливает в ваш материал с высоким и равномерным давлением, что делает его способным прорезать некоторые довольно твердые материалы (например, клейкие магниты, один из моих любимых).
Sizzix — довольно портативная машина, так как вам не нужно подключать ее к сети, вы можете просто взять ее и уйти. Он весит 7,5 фунтов и может работать с матрицами шириной 6 дюймов. С ручными машинами, такими как Sizzix, вы часто собираете то, что известно как «сэндвич», то есть как вы должны наслаивать материал, штамп и режущие пластины.
Sizzix поставляется с парой накладок для резки, и мы предпочитаем их использовать, поскольку они служат долго.
Эта машина Sizzix также имеет огромное преимущество перед большинством электронных высекальных машин: она может использовать папки для тиснения. Папки для тиснения обычно представляют собой полупрозрачные пластиковые папки с рисунком, вдавленным в пластик. Когда ваша бумага помещается в папку и прессуется в машине, вы получаете этот красивый дизайн, идеально оттиснутый на вашей бумаге.
Если это похоже на то, чем вы будете часто заниматься, убедитесь, что вы выбрали станок для резки и тиснения, такой как Sizzix Big Shot.
(Это будет не единственная высекальная машина для тиснения, которую мы рассматриваем, и я обязательно укажу, какие другие машины могут выполнять тиснение) машина для резки и тиснения
Что нам не нравится:
- Может дорого обойтись, если вы покупаете много штампов и папок для тиснения (которые не входят в комплект)
- Узкая ширина резания (6″)
Резюме
Sizzix Big Shot — лучшая высекальная машина для ручной резки и тиснения, которую мы рассмотрели. Он маленький, прочный и простой в использовании, если вы только начинаете заниматься рукоделием. Теперь, когда Cricut Cuttlebug снят с производства, это наша главная рекомендация.
У него есть несколько заметных недостатков, и если вы еще не занимались высечкой, мы предлагаем вам ознакомиться с электронными станками для резки в статье, чтобы убедиться, что вы не упустите ни одной функции.
Если вам нужно сделать больший разрез, вы всегда можете рассмотреть его старшего брата, Sizzix Big Shot Plus (режет до 9 дюймов).
Распродажа
Sizzix Big Shot
- Лучшая ручная высекальная машина из обзоров
- 3 года гарантии
- Идеальный размер или обновление до Big Shot Plus
- Развлечение для детей и новичков в рукоделии!
Spellbinders Platinum
Spellbinders Platinum — еще один невероятно популярный ручной высекальный пресс среди ремесленников.
Он построен с прочной стальной конструкцией, что в основном означает, что машина практически неразрушима и может прорезать до 6 слоев за один проход (весьма впечатляюще!). Как и Big Shot, он полностью ручной, так что же отличает эти машины?
Как и Big Shot, он полностью ручной, так что же отличает эти машины?
У скрапбукеров многие решения, которые они принимают при выборе высекальной машины, сводятся к фактическим штампам и папкам для тиснения, которые они будут использовать. Разные машины работают с разными штампами, поэтому, если у вас есть конструкция, с которой вы хотите работать, я бы начал с нее и проверил машину, с которой она совместима. Большинство штампов являются кросс-совместимыми, а это означает, что если вы купите переходник для пластин, вы сможете использовать его на любом достаточно большом станке.
Размер Platinum — это, по сути, самая большая разница между двумя ручными машинами. В стандартном размере используются пластины для резки и тиснения 8,5″ x 12,25″, что означает, что вы можете резать стандартную бумагу 8,5×11 без какой-либо обрезки.
Мне также нравится, что ручные высекальные машины удобны для детей. Любому родителю, который ограничивает экранное время своего ребенка, компьютеры вообще не нужны, а детям просто нравится дергать за ручку и сразу же видеть результат своей работы. Есть радость в непосредственной физической обратной связи, которой, кажется, не хватает некоторым электронным машинам, как бы я их ни любил.
Есть радость в непосредственной физической обратной связи, которой, кажется, не хватает некоторым электронным машинам, как бы я их ни любил.
Эта машина может резать более 40 видов различных материалов, включая бумагу, кожу, металл, дерево и шерсть.
Что нам нравится:
- Хотя это не лучший выбор, нам нравится большая площадь резания 8,5-дюймовой машины
- Режет широкий спектр материалов
- Прочная конструкция, удобный для детей и приятный в использовании
Что нам не нравится
- Примерно на 70 долларов дороже, чем другие ручные высекальные машины.
- У некоторых людей возникают проблемы с поломкой машины и проблемами с получением технической поддержки
Резюме
Spellbinders Platinum оправдывает свое название как один из лучших станков для высечки и тиснения. Он поддерживает большую платформу для резки, имеет прочную конструкцию, и вы можете начать работу всего за несколько минут, даже если вы никогда раньше не прикасались к высекальному прессу.
Если вы знаете, что вам понадобится большая режущая кромка, это лучшее обновление по сравнению с Big Shot.
Распродажа
Заклинатели Платина
- Отмычка для ручного высекателя
- Большой, площадь резания 8 1/2″
- Прочная стальная конструкция сердечника
Cricut Joy
Прочитайте наш полный обзор.
Cricut Joy — одна из новейших высекальных машин на рынке, которая заполняет интересную нишу на рынке рукоделия.
Типичными высекальными прессами являются:
- Довольно большой дизайн, предназначенный для резки огромных рулонов винила для изготовления наружных вывесок
- Электрические машины среднего размера, которые выглядят как принтер и требуют много места спереди и сзади, чтобы коврик для резки проходил через машину
- Небольшие, но тяжелые ручные высекальные машины, которые не занимают много места на столе, но их трудно перемещать.

Cricut Joy маленький, легкий и электрический. Он предназначен для работы с новым набором материалов Cricut под названием Smart Materials, которые имеют специальную основу, поэтому вам даже не нужно использовать коврик для резки. Он очень портативный (у Cricut есть действительно симпатичный чехол для переноски, но он стоит немного дороже) и использует исключительно Bluetooth, поэтому не нужно беспокоиться о большом количестве проводов или беспорядке.
Недостатком является то, что из-за того, что он легкий (и маленький), он не может делать большие разрезы или работать с большим количеством материалов, как другие машины. Если вы только начинаете заниматься крафтом, это может быть довольно неприятно, потому что вы еще не знаете, над чем будете работать.
С другой стороны, для опытных мастеров это может быть восхитительной машиной. Он отлично подходит для изготовления поздравительных открыток или небольших нестандартных этикеток, и если вы согласны с узкими вырезами, он действительно может работать с очень длинными рулонами [узкого] винила.
Стандартный коврик для резки, который поставляется в комплекте, имеет размеры 4,5″ x 6,5″, но для материалов, которые вы режете без коврика, он может резать до 20 футов в длину. Он очень хорошо вписывается в каморку и выглядит очень мило на столе.
Несмотря на то, что это не машина для высечки и тиснения, Joy во многом заменила Cricut Cuttlebug.
Что нам нравится:
- Довольно доступная, одна из самых дешевых электрических высекальных машин, которые вы можете купить
- Работает с программным обеспечением Cricut Design Space
- Поддерживает беспроводную резку с помощью Bluetooth
- Отлично подходит для изготовления карт
Что нам не нравится:
- Невозможность работать с определенными материалами или шириной может вызывать разочарование
- Не поддерживает одновременное рисование и резку, что характерно для многих других электрических машин
Краткий обзор
Если у вас очень мало места для крафта, и вы знаете, что будете делать много поздравительных открыток, или вам просто нужна недорогая машина, которая может использовать пространство дизайна, Cricut Joy — ваш лучший выбор.
Единственная портативная машина — Силуэтный портрет.
Cricut Joy
- Самый дешевый электронный высекальный пресс
- Супер милый, супер маленький, супер портативный.
- Фантастика в изготовлении поздравительных открыток и наклеек
- Поддерживает беспроводную резку с помощью Bluetooth
Машина для высечки Gemini
Машина Gemini от Crafter’s Companion — одна из самых уникальных машин, которые мы видели. По сути, это ручная высекальная машина, но без рукоятки. Это машина для резки и тиснения, в которой используются готовые штампы.
Gemini также является одной из самых больших традиционных машин для высечки, поддерживая резку до 9″ x 12,5″ (или на полдюйма больше, чем у Platinum).
Основное преимущество высекальной машины, такой как Gemini, по сравнению с машинами с рукояткой заключается в том, что с ней намного легче резать, если у вас нет большой силы рук. Этот уникальный стиль резака также позволяет приостанавливать, возобновлять и реверсировать проект во время работы над ним. Основное преимущество этого заключается в том, что если вы думаете, что допустили ошибку, вы можете быстро проверить и посмотреть, все ли выглядит правильно.
Этот уникальный стиль резака также позволяет приостанавливать, возобновлять и реверсировать проект во время работы над ним. Основное преимущество этого заключается в том, что если вы думаете, что допустили ошибку, вы можете быстро проверить и посмотреть, все ли выглядит правильно.
Gemini представляет собой интересное сочетание интеллектуальных электрических машин для высечки и полностью ручной машины для резки и тиснения. Это не совсем ручной резак, потому что у него нет рукоятки и его нужно подключать к источнику питания, но это также и не совсем умный резак, потому что он не использует никакого программного обеспечения.
Тем не менее, он имеет более высокую цену. Gemini — самая дорогая неинтеллектуальная машина, которую мы рассматривали, и я бы рекомендовал ее только ремесленникам, которым действительно нужна ручная высекальная машина, но без кривошипа.
Что нам нравится:
- Уникальный гибридный дизайн машины, предлагающий то, чего не может ни одна другая машина
- Большая площадь резания, позволяющая использовать любой штамп (даже несколько одновременно)
- Хорошая замена снятому с производства Cricut Cuttlebug
Что нам не нравится
- Очень дорого для высекальной машины
- Ограничено использованием только ручных штампов, которые со временем могут стать дорогими
Резюме
Мы рекомендуем Gemini ремесленникам, которым действительно нужна ручная функциональность, но у которых могут быть проблемы со здоровьем, препятствующие использованию рукоятки. Многим людям нравится эта машина, но с ней не так легко резать, как с полностью ручными вариантами.
Многим людям нравится эта машина, но с ней не так легко резать, как с полностью ручными вариантами.
Это также немного дороже.
Распродажа
Gemini by Crafter’s Campanion
- Уникальный гибридный дизайн
- Большая площадь резания (до 8,5″ x 11″)
- Может использоваться с большинством штампов и папок для тиснения
- Поддерживает функции паузы, возобновления и реверса
Silhouette Cameo 4
Прочитайте наш полный обзор.
Silhouette Cameo 4 — лучшее предложение от Silhouette и одна из наших любимых раскройных машин. Он во многом похож на Cricut Maker, но еще мощнее и может резать самые разные материалы.
Silhouete и Cricut — два знаменитых производителя интеллектуальных электрических высекальных машин. Они не могут делать тиснение, как ручные станки, но их способность вырезать сложные, нестандартные рисунки с помощью программного обеспечения полностью произвела революцию в домашнем ремесле.
Silhouette Cameo 4 — это огромный шаг вперед по сравнению с предыдущим цифровым высекальным станком Cameo 3. Он удобен в использовании, имеет отличное программное обеспечение с Silhouette Studio и является одним из лучших электронных станков, которые вы можете приобрести. Они сохранили двойную каретку, чтобы вы могли одновременно вырезать и рисовать, что может быть очень удобно для изготовления поздравительных открыток или работы с выкройками.
Он больше и менее портативный, чем Portrait, и немного дороже. Фактически, это вторая самая дорогая машина, которую мы рассмотрели, сразу после Maker. Машина поставляется с тремя вариантами ширины реза: 12″, 15″, 20″.
Silhouette Studio — моя любимая программа для планирования монтажных работ. Она проста в освоении, но в ней легко выполнять сложные проекты и монтажные работы, я никогда не чувствую себя скованно. Единственным недостатком является то, что вам нужно потратить еще 50 долларов на обновление этого программного обеспечения, чтобы вы могли импортировать файлы SVG, что является важной функцией, которая должна быть включена.
Что нам нравится:
- Сила резания на 25 % больше, чем у Cricut Maker (и в 20 раз больше, чем у Silhouette Cameo 3)
- Отличное программное обеспечение, простое в использовании
- Может резать бумагу, винил, а также более толстые материалы, такие как крафтовый металл или кожа
- Машина для высечки лучше всего подходит для резки винила
Что нам не нравится
- Довольно дорого, если учесть необходимость обновления их программного обеспечения (50 долларов США) для импорта SVG-дизайна
- Контроль качества на этих машинах может быть плохим, многие люди взволнованно открывают свои новые машины и обнаруживают, что они не работают или периодически выходят из строя, что может быть невероятно неприятно
Резюме
Если вы ищете лучшую электрическую высекальную машину, то Silhouette Cameo 4 станет отличным выбором. Его качество резки такое же, как у Maker, с отличным программным обеспечением и возможностью работать с различными широкими и более толстыми материалами, чем меньший по размеру Silhouette Portrait 3.
Silhouette Cameo 4 — стартовый набор
- Самый мощный высекальный пресс из доступных
- Может работать с рулонами материала длиной до 60 футов
- Отлично подходит для работы с винилом
- Поставляется с лучшим программным обеспечением, которое только можно найти
AccuQuilt Go!
Если вам нужно раскроить ткань только для квилтинга, эта машина создана специально для вас. Оправдание имеет одну цель, чтобы сделать часть резки ткани любого проекта стеганого одеяла намного проще.
Если вы проводите много времени, наклоняясь, измеряя снова и снова, а затем разрезая, вам может показаться, что вы тратите много времени на рутинную работу. У меня есть несколько друзей, которые клянутся этой машиной, хотя бы из-за болей в спине, которых она пощадила. Серьезно!
Поскольку у этой машины всего одна цель, она определенно справляется с ней хорошо. Я смог одолжить машину у друга и протестировал резку вручную с помощью дискового резака или с помощью Go! и обнаружил, что я был примерно на 60% быстрее, используя эту машину. AccuQuilt утверждает, что он «на 90% быстрее», но, возможно, его проще использовать с большим опытом.
AccuQuilt утверждает, что он «на 90% быстрее», но, возможно, его проще использовать с большим опытом.
Я также проверил, насколько точными были разрезы, потому что я слышал от одной подруги, что ее машина кажется немного неточной. У меня не было проблем с точностью, и я нашел машину очень эргономичной.
Вот как я думаю о том, покупать машину или нет: могу ли я оправдать цену тем, сколько дополнительных стеганых одеял я сделаю? Если вы действительно боитесь огранки, я бы серьезно подумал о том, чтобы взять ее, но после недели использования я вернул ее и не слишком по ней скучал.
Если вы уже читали мои обзоры, то знаете, что я не большой поклонник одноцелевых инструментов, особенно в мастерской, потому что пространство — это роскошь. Эта машина граничит с машинами для высечки, но часто упоминается в разговорах.
Что нам нравится:
- Режет точно и быстро, как рекламируется
- По сравнению с ручным методом, использовать
- Прост в использовании, машина хорошо спроектирована
- Не создает отходов
довольно весело.
Что нам не нравится:
- Одноразовый, не универсальный инструмент
- Не работает с другими штампами
- Довольно тяжелый и дорогой для своих возможностей
Сводка
AccuQuilt Go! довольно уникальная машина для высечки. Те, кому это действительно нужно, не будут слишком заботиться о его стоимости из-за того, насколько ценным он может быть для некоторых квилтеров, но другие могут подумать… что в этом такого? Он может порезаться, но… вот и все.
Я вообще люблю такие машины, потому что мало кто случайно их покупает. Если вы знаете, что вам это нужно, оно будет выполнять работу, которую рекламирует. Если вы не стегаете, эту машину легко вычеркнуть из вашего списка.
AccuQuilt GO Fabric Cutter
- Система быстрой и точной резки ткани
- Хорошо спроектированная машина, которая делает то, что рекламирует
- Достаточно портативный, можно брать с собой
Brother ScanNCut 2
Если у вас когда-либо возникали проблемы с пониманием того, что вам нужно сделать, или вы хотели скопировать дизайн и вырезать его без необходимости выполнять какую-либо работу, вас ждет настоящее удовольствие.
Brother ScanNCut 2 может не только копировать существующие дизайны, но и вырезать их, если вы нарисуете! Вы можете сканировать свои собственные рисунки и превращать их в шаблоны многократного использования, и все это без использования компьютера.
Эта электронная машина для высечки имеет встроенный сканер и сенсорный экран. Сканер является цветным с разрешением 300 точек на дюйм, что означает, что все, что вы сканируете, будет сохранено с высоким разрешением, и вы сканируете сканы размером до 12 ″ x 12 ″, что также соответствует размеру прилагаемого коврика для резки. Сенсорный экран имеет размер 4,85 дюйма, что достаточно для удобного использования.
Встроенное программное обеспечение ScanNCut может обнаруживать шаблоны резки в трех различных режимах:
- определение контура
- обнаружение области (если вы хотите вырезать по цвету)
- обнаружение линии
Каждая выкройка может быть сохранена в машине, поэтому вы можете делать их снова и снова, даже не прикасаясь к компьютеру. Встроенный сканер также работает как отдельное устройство, так что даже если вы не хитрите, вы можете получить много пользы от этой машины.
Встроенный сканер также работает как отдельное устройство, так что даже если вы не хитрите, вы можете получить много пользы от этой машины.
Аппарат также поставляется с программой ScanNCut CanvasWorkspace, которую можно использовать онлайн или загрузить для MacOS/ПК. Это довольно простое программное обеспечение по сравнению с предложениями от Cricut и Silhouette, но оно определенно выполняет работу для большинства проектов.
Устройство не поставляется с включенным Bluetooth по умолчанию, поэтому вам придется заплатить за это дополнительно или приобрести комплект, в который он включен.
Качество резки не такое высокое, как у Maker или Cameo 4, но он определенно способен без проблем работать с такими материалами, как бумага, картон, войлок, винил или самоклеящаяся бумага. Если вы попытаетесь работать с более толстыми материалами (толщиной более 0,5 мм), у вас могут возникнуть проблемы.
Таким образом, несмотря на то, что машина может резать правильно, дизайн оставляет желать лучшего. Если вы привыкли видеть другие машины для рукоделия, они выглядят элегантно, мило, гладко, то эта машина от Brother выглядит… как принтер, что неудивительно, потому что Brother делает… принтеры.
Если вы привыкли видеть другие машины для рукоделия, они выглядят элегантно, мило, гладко, то эта машина от Brother выглядит… как принтер, что неудивительно, потому что Brother делает… принтеры.
Что нам нравится:
- Большая площадь резания 12″ x 12″
- Встроенный сканер, уникальная функция, встречающаяся только на этой машине
- Сенсорный экран в комплекте
- Не требует компьютера для использования
Что нам не нравится:
- Дорого, столько не сэкономишь, чем если бы сканер и высекальную машину покупали отдельно
- Трудно найти коврики и расходные материалы для резки
Резюме
Компания Brother продолжала погружаться на рынок электронной резки, но не полностью… Они выпустили серию очень интересных станков, которые имеют некоторые полезные, уникальные функции, но они еще не совсем разобрались как поддержать ремесленников, создавая учебные пособия, проекты или сообщество.
Кроме того, я слышал от нескольких человек, что найти аксессуары и сменные коврики для резки для этих машин намного сложнее, чем вы ожидаете. Brother не продает их напрямую, поэтому вам придется немного поискать, чтобы найти именно то, что вам нужно, и часто их нет в наличии.
Компании Brother потребуется немало усилий, чтобы занять первое место в списке лучших высекальных машин, но они доказали, что могут улучшать свои машины с каждым новым выпуском. Мы уделяем пристальное внимание!
Brother ScanNCut SDX125EGY
- Большая область резки 12″ x 12″
- Встроенный сканер с разрешением 300 точек на дюйм
- Сенсорный экран в комплекте
- Не требует компьютера для использования
We R Хранители памяти Evolution
Если вы просто ищете машину для тиснения, Evolution Advanced — отличная маленькая машина от We R Memory Keepers. Он компактный, легкий, довольно недорогой, и вы даже можете приобрести надстройку, которая превращается в электрическую высекальную машину.
Мы заметили, что он отсутствует во многих обзорах высекальных машин, возможно, потому, что он недорогой и немного ограничен в своих возможностях по вырубке, но для ребенка или новичка, который просто хочет заняться рукоделием дома, это один из лучшие машины для высечки, которые мы можем порекомендовать.
Evolution работает с штампами большинства марок, и у них также есть собственная платформа для тиснения, которая делает тиснение очень быстрым и простым без необходимости сложных настроек сэндвича.
Сбоку есть шкала, так что вместо использования разных вырубных тарелок и бутербродов вы можете просто настроить свой проект и использовать те же тарелки. На практике настройки циферблата не всегда работают, а ролики иногда оказывают неравномерное давление, из-за чего дизайн выглядит… нечетким.
Что нам нравится:
- Простота в использовании + возможность преобразования в электрическую высекальную машину
- Довольно недорогая, одна из самых дешевых машин, которые мы рассматривали
- Очень компактный, ручку можно хранить прямо внутри машины.
.
Что нам не нравится:
- Рез часто получается неровным из-за конструкции роликов, может быть ненадежным
- Диск настроек не всегда работает так, как должен, что приводит к путанице
- Съемная ручка иногда… отваливается. Это слишком удаление.
Краткий обзор
Эволюция от We R Memory Keepers имеет многообещающие возможности в небольшом корпусе, но многим ремесленникам этого не хватает. Он не работает с большим количеством различных материалов, на самом деле не лучший в чем-либо, и для высекальной машины он удивительно сложен в использовании.
Для ремесленников, которые действительно не любят разбираться в различных высечках сэндвичей и у которых есть немного терпения, чтобы откалибровать свою машину, это может быть хорошим вариантом. Он, конечно, маленький и доступный, но не лучший в своей категории.
We R Memory Keepers Evolution Advanced
- Можно преобразовать в электрическую высекальную машину
- Портативный, компактный, даже ручку можно хранить внутри машины
- Недорогая, одна из самых доступных высекальных машин
Cricut Explore Air 2
Полный обзор здесь.
Одна из самых популярных машин для высечки за последнее десятилетие, Cricut Explore Air 2 действительно установила стандарты для ремесленников. За прошедшие годы мы посмотрели на множество машин для высечки, и это машина, с которой мы их все сравниваем, даже если просто мысленно.
Серия Explore от Cricut имеет одинаковый внешний вид, а дополнение «Air» означает, что он может использовать Bluetooth для беспроводной связи с вашими устройствами iOS/Android/PC/MacOS. 2, который относится к режиму 2x, улучшению, которое эта модель привнесла для работы с такими материалами, которые легко резать, такими как винил или бумага.
Поскольку это интеллектуальная машина для высечки, она не поддерживает высечку и тиснение, а только резку. Он похож на Silhouette Cameo 3 (предыдущая машина Cameo, выпущенная Silhouette) и использует программное обеспечение Design Space.
За свою цену это лучшая высекальная машина, которую вы можете найти. Хотя он не поддерживает новые аксессуары и режущие инструменты, которые Cricut выпускает через свою систему адаптивных инструментов (которую использует Maker), если только вы не собираетесь работать с толстыми материалами, такими как пробковое дерево, металл или кожа, вы может оказаться, что это электронная машина для резки
Если вам нужна удобная интеллектуальная машина, которая не сломит банк, Explore Air 2, вероятно, является вашим лучшим выбором прямо сейчас.
Что нам нравится:
- Элегантный красочный дизайн, простой в использовании
- Работает с различными материалами
- Лучшая высекальная машина по соотношению цена-качество.
- Bluetooth и 2-кратный режим для быстрых беспроводных разрезов
Что нам не нравится:
- Не использует Adaptive Tools System, что означает, что все новые инструменты Cricut будут несовместимы с ней
- Использует пространство дизайна, которое может быть сложно использовать, если вы пытаетесь создать сложный дизайн
Резюме
Несмотря на то, что это не лучший наш выбор, Cricut Explore Air 2 по-прежнему занимает место в нашем сердце. Для многих ремесленников это была их первая машина, и очень легко найти учебные пособия и руководства по ее использованию. Когда вы покупаете Cricut, вы знаете, что вам поможет отличное сообщество.
Если для вас важно тиснение или работа с деревом/акрилом, я бы отказался от станка. В противном случае, это отличная машина для начинающих.
В противном случае, это отличная машина для начинающих.
Крикут Исследуй Воздух 2
- Одно из лучших значений, которое вы можете найти
- Беспроводная резка с Bluetooth
- Простое в использовании программное обеспечение Design Space
- Элегантный, но красочный ретро-дизайн
Общие функции и возможности
Вот и все для нашего сравнения высечки! Теперь я расскажу о функциях, которые вы увидите на многих разных машинах, чтобы вы могли понять, какие функции высечки действительно важны для вас.
Типы высекальных машин
Самая большая разница между высекальными машинами заключается в том, ручные они или электронные. Оба типа могут использоваться для многих одних и тех же проектов, но количество места, которое они занимают на вашем столе, и творческий потенциал, который они позволяют вам привнести, могут немного различаться.
Давайте покопаемся.
(У меня также есть руководство по высечке, если вы хотите провести больше исследований. )
)
Электронный
Я заметил, что многие другие обзоры высекальных машин, похоже, не учитываются. вся категория электронных машин, поэтому я хочу подробно рассказать о них.
Цифровые высекальные прессы являются электрическими, и для их работы необходимо питание. У них есть небольшой компьютер, который управляет режущим лезвием подобно тому, как принтер управляет чернильным соплом. Поскольку они могут точно указать, где должны быть сделаны разрезы, вам не нужна ручная штамповка.
Вместо этого электронный станок для резки использует программное обеспечение, которое позволяет либо копировать чужой дизайн, импортируя его, либо создавать свой собственный. Лучшие электронные машины поставляются не только с простым в использовании программным обеспечением, но и с живыми сообществами, которые делятся проектами и учебными пособиями, что упрощает начало работы.
К лучшим электронным высекальным машинам относятся: Cricut Maker, Cricut Explore Air 2, Silhouette Cameo 4 и Brother Scan N Cut.
Преимущества:
- Все, что вы можете себе представить, вы можете вырезать
- Может работать с различными материалами
- Нет необходимости использовать подложки для резки или бутерброды для каждого проекта
- Может легко делиться проектами с вашим сообществом и друзьями
- Легко модифицируемые конструкции, в отличие от постоянных штампов
Недостатки:
- Немного дороже для начала, стоит 150 долларов и выше.
- Для работы им требуется компьютер, планшет или смартфон
- Вы теряете часть тесной связи со своими проектами
- Требуется немного больше времени для изучения, потому что у вас есть и машина, и программное обеспечение, чтобы понять
.
Руководство
Ручная высекальная машина приводится в действие вручную и не требует для работы никакого программного обеспечения или питания. Некоторые из них поставляются с дополнительными двигателями для тех, кто не хочет использовать кривошип, но большинство полностью приводится в действие человеком.
В этих машинах используется штамп, похожий на формочку для печенья. Вы вдавливаете эту матрицу в материал с высоким равномерным давлением с помощью рукоятки. Тиснение работает почти так же, за исключением того, что вы просто производите впечатление. Материал загружается в машину с помощью «сэндвича», который удерживает материал на месте и обеспечивает его правильную резку.
Лучшие ручные высекальные машины включают Sizzix Big Shot и Spellbinders Platinum.
Преимущества:
- Простота в использовании и визуализация того, как будет выглядеть разрез
- Недорого для начала с
- Полностью ручной, вы будете напрямую связаны с ремеслом, которое вы делаете
- Лучший выбор для новичков, желающих намочить ноги
Недостатки:
- Трудно настроить разрез с помощью предустановленной матрицы
- Может быть утомительно использовать рукоятку снова и снова (серьезно!)
- Для каждого типа резки требуется свой штамп, со временем он может стать довольно дорогим
- Если у вас есть выкройка, которая вам нравится, вы не можете ею поделиться
На что обратить внимание при покупке высекальной машины
При выборе лучшей высекальной машины вам следует ознакомиться со следующими характеристиками. То, что хорошо для одного крафтера, может быть довольно плохим выбором для другого, поэтому вам следует обратить внимание на:
То, что хорошо для одного крафтера, может быть довольно плохим выбором для другого, поэтому вам следует обратить внимание на:
- Размер. Измерьте пространство для крафта и попытайтесь представить себе, как оно будет выглядеть на столе. Кроме того, электронным высекальным машинам потребуется пространство позади и перед ними, чтобы коврик для резки мог скользить внутрь и наружу, о чем следует помнить!
- Ширина реза. Каждая машина указывает ширину разреза, которую она может сделать. Если вам нужно разрезать материал шире, проверьте, есть ли версия большего размера, до которой вы можете перейти, многие машины, такие как Big Shot или Cameo 4, имеют большие размеры.
- Электронная или ручная высекальная машина.
- Материалы можно резать. Я бы написал список проектов, над которыми вы уже работаете или над которыми хотели бы работать в ближайшие 6 месяцев. Отслеживайте все материалы, а затем, оценивая машины для высечки, просто проверяйте, действительно ли машина, которая вам нравится, может работать с этими материалами.
 Если не получится, то к следующему!
Если не получится, то к следующему! - Может чеканить или нет. Если вы знаете, что вам нужна машина для высечки и тиснения, это означает, что вы можете сразу же вычеркнуть интеллектуальные электронные резаки из своего списка.
- Стоимость. Вы захотите проверить не только стоимость высечных машин, но и штампов, дизайнов и аксессуаров. Они действительно могут складываться.
Преимущества покупки высекального станка
- Избавляет от догадок и возможных ошибок при изготовлении
- Позволяет легко превратить вашу страсть в отличный побочный бизнес
- На самом деле очень интересно использовать, и вы можете поделиться своими проектами с друзьями
- Дети их просто ОБОЖАЮТ
- Отличное сообщество, которое делится передовым опытом и лучшими разработками
- Может работать с различными материалами
Минусы покупки высекального станка
- Немного дороговато для начинающих мастеров
- Высекальный пресс может занять место в мастерской, которая и без того довольно тесная
- Электронные машины не всегда удобны для неопытного человека
Выбор лучшей электронной раскройной машины – сравните Silhouette, Cricut и многое другое
Покупка раскройной машины может быть важным решением. На рынке представлено несколько различных типов резаков, и все они имеют уникальные особенности. Большинство ремесленников предпочитают покупать машины Silhouette или Cricut, но есть и другие варианты. Cricut — лучшая машина для резки для вас? Вы бы предпочли альтернативу Cricut? Ваш выбор будет сильно зависеть от того, какие поделки вы хотите делать и какие функции вы хотите получить от машины.
На рынке представлено несколько различных типов резаков, и все они имеют уникальные особенности. Большинство ремесленников предпочитают покупать машины Silhouette или Cricut, но есть и другие варианты. Cricut — лучшая машина для резки для вас? Вы бы предпочли альтернативу Cricut? Ваш выбор будет сильно зависеть от того, какие поделки вы хотите делать и какие функции вы хотите получить от машины.
Содержание
Выбор лучшей электронной раскройной машины
Я расскажу об уникальных характеристиках каждой машины, чтобы облегчить ваше решение и помочь вам найти лучшую электронную раскройную машину, включая альтернативы Cricut. Независимо от того, выбираете ли вы Cricut против Silhouette или Cricut против Brother, прочитайте следующую информацию и решите, какая машина лучше всего соответствует вашим потребностям.
Альтернатива Cricut – Silhouette Machines
Машины Silhouette отлично подходят для тех, кто любит разрабатывать и управлять своими собственными проектами. Программное обеспечение Design Studio требует небольшого обучения, но вы можете легко изменять проекты в соответствии со своими потребностями, стирая что-то здесь и там, добавляя текст или рисуя новые линии. Магазин дизайна Silhouette предлагает готовые изображения и проекты по низкой цене, но по мере того, как вы становитесь лучше, вы можете легко настроить эти проекты под свои нужды. Вы также можете вырезать любой шрифт, который установлен на вашем компьютере. Вы можете работать в бесплатной версии программного обеспечения Design Studio или приобрести обновление программного обеспечения Designer Edition.
Программное обеспечение Design Studio требует небольшого обучения, но вы можете легко изменять проекты в соответствии со своими потребностями, стирая что-то здесь и там, добавляя текст или рисуя новые линии. Магазин дизайна Silhouette предлагает готовые изображения и проекты по низкой цене, но по мере того, как вы становитесь лучше, вы можете легко настроить эти проекты под свои нужды. Вы также можете вырезать любой шрифт, который установлен на вашем компьютере. Вы можете работать в бесплатной версии программного обеспечения Design Studio или приобрести обновление программного обеспечения Designer Edition.
Обновление Designer Edition позволяет вырезать файлы SVG (векторные файлы), разблокирует функции страз, имеет улучшенные инструменты ластика, ножа и ножниц и многое другое. Самое приятное то, что вам не нужно подключение к Интернету, чтобы использовать ваше программное обеспечение. Если интернет отключится, вы все равно сможете пользоваться своим компьютером.
Трассировка — еще одна уникальная особенность машин Silhouette. Вы можете отслеживать и вырезать изображения, которые вы загружаете на свой компьютер. Например, если у вас есть логотип, который вы хотите сделать «разрезаемым», вы можете использовать функцию трассировки, чтобы преобразовать его в вырезаемый файл. У моего мужа небольшой бизнес, и я смогла отследить его логотип и создать виниловые наклейки, рубашки и многое другое для его бизнеса. Другой пример: если у вас есть изображение, подобное jpg-файлу милой панды, которое вы хотите вырезать, вы можете загрузить его в свое программное обеспечение, отследить его и использовать функцию «распечатать и вырезать» для печати изображения. Затем вы можете обрезать на машине внешний край панды. Это одна из моих любимых функций машины Silhouette, так как вы можете создавать действительно уникальные проекты.
Вы можете отслеживать и вырезать изображения, которые вы загружаете на свой компьютер. Например, если у вас есть логотип, который вы хотите сделать «разрезаемым», вы можете использовать функцию трассировки, чтобы преобразовать его в вырезаемый файл. У моего мужа небольшой бизнес, и я смогла отследить его логотип и создать виниловые наклейки, рубашки и многое другое для его бизнеса. Другой пример: если у вас есть изображение, подобное jpg-файлу милой панды, которое вы хотите вырезать, вы можете загрузить его в свое программное обеспечение, отследить его и использовать функцию «распечатать и вырезать» для печати изображения. Затем вы можете обрезать на машине внешний край панды. Это одна из моих любимых функций машины Silhouette, так как вы можете создавать действительно уникальные проекты.
У Silhouette есть целая линейка станков разного ценового диапазона, размера и с различными функциями:
1. Станки Silhouette Cameo
Silhouette Cameo – мой любимый станок в линейке Silhouette America, а Cameo постоянно совершенствуются и совершенствуются. лучше. Новая и более мощная Cameo 4 с шириной реза 12 дюймов является новейшей 12-дюймовой моделью, и теперь есть более крупные машины, которые режут шириной 15 дюймов и 20 дюймов. Все машины Silhouette работают под управлением программного обеспечения Silhouette Studio, которое поставляется вместе с ним. Отличительной особенностью программного обеспечения является то, что вам не требуется подключение к Интернету. Вы можете работать в автономном режиме! Вы также можете приобрести обновление программного обеспечения Designer Edition, если хотите разблокировать дополнительные функции редактирования дизайнера.
лучше. Новая и более мощная Cameo 4 с шириной реза 12 дюймов является новейшей 12-дюймовой моделью, и теперь есть более крупные машины, которые режут шириной 15 дюймов и 20 дюймов. Все машины Silhouette работают под управлением программного обеспечения Silhouette Studio, которое поставляется вместе с ним. Отличительной особенностью программного обеспечения является то, что вам не требуется подключение к Интернету. Вы можете работать в автономном режиме! Вы также можете приобрести обновление программного обеспечения Designer Edition, если хотите разблокировать дополнительные функции редактирования дизайнера.
Silhouette Cameo 4. Silhouette Cameo 4 — новейшая машина, обладающая некоторыми впечатляющими новыми функциями. Эта Камея сильнее и быстрее, чем когда-либо. Усилие резания составляет 5000 граммов, что на 1000 граммов больше, чем у сопоставимого Cricut Maker (4000 граммов), что помогает резать более толстые материалы. Прежний Cameo 3 имел силу резания всего 210 граммов, поэтому Cameo 4 представляет собой серьезное обновление. Что касается скорости, Cameo 4 режет в 3 раза быстрее, чем предыдущая Cameo 3. Он также поставляется с новыми инструментами, которых не было в Cameo 3, такими как инструменты Kraft и Rotary, которые помогают резать такие вещи, как пробковое дерево, кожа, ДСП и многое другое. Эксклюзивный инструмент Punch — это специальный инструмент, который помогает создавать точки отбора для работы с винилом. Эти новые инструменты имеют встроенные датчики, поэтому ваша машина может определить, какой инструмент вставлен в держатель. Как это круто? Cameo 4 по-прежнему может резать винил длиной до 10 футов и шириной 12 дюймов, но теперь он оснащен встроенным устройством подачи виниловых рулонов (новинка!) .
Что касается скорости, Cameo 4 режет в 3 раза быстрее, чем предыдущая Cameo 3. Он также поставляется с новыми инструментами, которых не было в Cameo 3, такими как инструменты Kraft и Rotary, которые помогают резать такие вещи, как пробковое дерево, кожа, ДСП и многое другое. Эксклюзивный инструмент Punch — это специальный инструмент, который помогает создавать точки отбора для работы с винилом. Эти новые инструменты имеют встроенные датчики, поэтому ваша машина может определить, какой инструмент вставлен в держатель. Как это круто? Cameo 4 по-прежнему может резать винил длиной до 10 футов и шириной 12 дюймов, но теперь он оснащен встроенным устройством подачи виниловых рулонов (новинка!) .
Как и предыдущие машины Cameo, Cameo 4 поддерживает беспроводную связь, может печатать и резать, а также обладает функцией «отслеживания», которая является уникальной для машин Silhouette. Cameo 4 имеет больший зазор (3 мм против 2 мм) для более толстых материалов, таких как пробковое дерево, кожа, но по-прежнему может резать такие материалы, как картон, пергамент, ацетат и бумагу.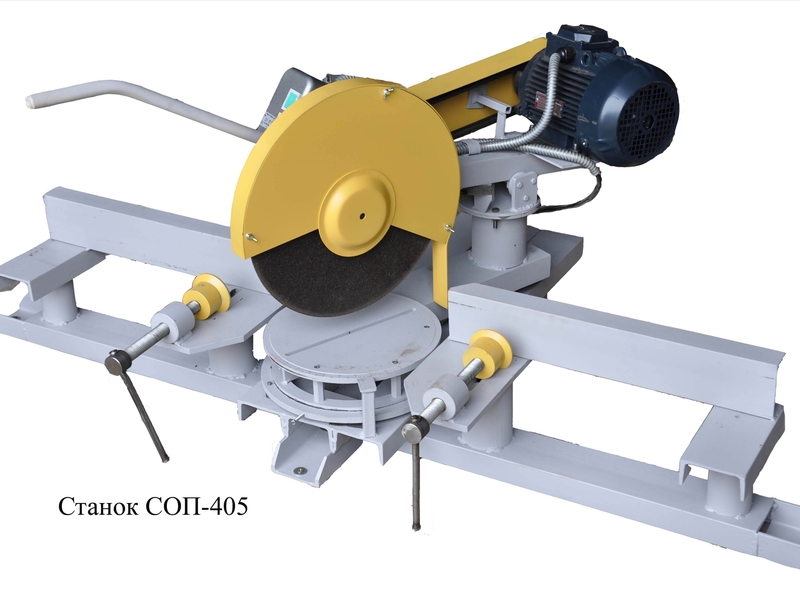 Он использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения.
Он использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения.
Silhouette Cameo Plus 15″. Silhouette Cameo Plus позволяет выполнять более крупные проекты благодаря зоне резки шириной 15″ и длине до 60 футов со встроенным устройством подачи рулонов. Эта функция отлично подходит для создания больших 3D-проектов на бумаге с матом шириной 12 дюймов или больших виниловых наклеек с использованием роликов шириной 15 дюймов, особенно для тех, кто хочет открыть небольшой домашний бизнес. Эта машина также имеет силу резания 5000 граммов, что на 1000 граммов больше, чем у сопоставимого Cricut Maker (4000 граммов), который помогает резать более толстые материалы. Как и Cameo 4, Silhouette Cameo Plus также имеет встроенный податчик рулонов, встроенный поперечный резак для обрезки материалов, он обеспечивает зазор материала 3 мм для более толстых материалов, он имеет автоматическое определение лезвия и инструмента со встроенным датчики. Он также использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения.
Эта машина также имеет силу резания 5000 граммов, что на 1000 граммов больше, чем у сопоставимого Cricut Maker (4000 граммов), который помогает резать более толстые материалы. Как и Cameo 4, Silhouette Cameo Plus также имеет встроенный податчик рулонов, встроенный поперечный резак для обрезки материалов, он обеспечивает зазор материала 3 мм для более толстых материалов, он имеет автоматическое определение лезвия и инструмента со встроенным датчики. Он также использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения.
Silhouette Cameo Pro 24″. Резак Silhouette Cameo Pro шириной 24″ — это новейшая машина, которая представляет собой следующий уровень размеров. Теперь вы можете резать так же крупно, как профессионал, но с легкостью изучения удобного программного обеспечения Silhouette. PRO открывает дверь в новый мир медиа, проектов и возможностей для начинающих или в качестве дополнения к мастерской любого опытного мастера силуэта. Рулонные податчики могут вмещать рулоны материала до 24 дюймов, или вы можете легко отрегулировать ролики для размещения материала другой ширины, например 12 дюймов или 15 дюймов, в зависимости от материалов, которые у вас есть под рукой. материалы подаются правильно. Он включает в себя датчик загрузки, который поможет вам легко загружать материалы, не перегибая и не перегибая их.
Эта машина профессионального размера вмещает 24-дюймовый коврик и включает в себя платформу для поддержки коврика во время резки. Части устройства подачи рулонов и опорная платформа прижимаются друг к другу для удобного и аккуратного хранения, когда они не используются. Как и Cameo 4, машина Silhouette Cameo Pro также имеет встроенное устройство подачи рулонов, встроенный поперечный резак для обрезки материалов, обеспечивает зазор материала 3 мм для более толстых материалов, имеет автоматическое определение лезвия и инструмента со встроенным в датчиках. Он также использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения. Silhouette Cameo Pro станет отличным вариантом для тех, кто хочет начать бизнес по производству винила.
Как и Cameo 4, машина Silhouette Cameo Pro также имеет встроенное устройство подачи рулонов, встроенный поперечный резак для обрезки материалов, обеспечивает зазор материала 3 мм для более толстых материалов, имеет автоматическое определение лезвия и инструмента со встроенным в датчиках. Он также использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения. Silhouette Cameo Pro станет отличным вариантом для тех, кто хочет начать бизнес по производству винила.
2. Машина для портретной печати Silhouette
Машина для портретной печати Silhouette 3 имеет многие из тех же функций, что и Cameo, такие как Bluetooth и автолезвие, но имеет меньшие размеры и ширину 8 дюймов, что делает ее компактной и легкой. Вы можете приобрести машину Silhouette Portrait 3 по более низкой цене, и она займет меньше места в вашей мастерской. Однако, если вы думаете, что вам захочется делать более крупные 3D-проекты, такие как коробки или подарочные пакеты, или вырезать высокие виниловые надписи, вам понадобится машина большего размера. Новейшая машина Silhouette Portrait 3 может похвастаться зоной резки шириной 8 дюймов, длиной до 60 футов и автоматически распознает инструменты Silhouette для резки, создания эскизов и многого другого. Зазор меньше, чем у Silhouette Cameo, всего 2 мм, поэтому он может резать только более тонкие материалы, такие как картон или винил. Он также имеет возможности Bluetooth, имеет возможность печатать и вырезать и использует то же программное обеспечение Silhouette Studio и обновления программного обеспечения. Он также использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения.
Он также использует программное обеспечение Silhouette Studio, входящее в комплект поставки вашей машины, или обновление до программного обеспечения Designer Edition, чтобы разблокировать дополнительные функции. Если вы планируете приобрести дополнительные машины или хотите иметь возможность импортировать и сохранять вырезанные файлы в других форматах, таких как EPS или SVG, вам следует проверить более высокое обновление программного обеспечения, чем программное обеспечение Designer Edition. Программное обеспечение Silhouette Studio Business Edition предоставит вам еще больше возможностей для редактирования и сохранения.
3. Silhouette Curio
Машина Silhouette Curio — классная маленькая машина, и я считаю, что она должна дополнять Cameo или Portrait. Его зона резки составляет 8,5 дюймов в ширину, но вы можете подавать в машину более толстые материалы с более широкой зоной зазора. Увеличенный зазор (5 мм) под роликовой планкой позволяет загружать в машину более толстые материалы. Травьте более толстый металл или делайте наброски на древесине толщиной до 5 мм, а с помощью режущего лезвия 2 мм или лезвия из крафт-бумаги прорезайте материалы толщиной до 2 мм. Машина Curio открывает возможности штриховки, травления, тиснения, тиснения и двойной каретки в мощном программном обеспечении для дизайна Silhouette Studio. Если это ваша первая машина Silhouette, я бы порекомендовал Cameo, но если вы хотите попробовать что-то особенное, вам подойдет Curio.
Травьте более толстый металл или делайте наброски на древесине толщиной до 5 мм, а с помощью режущего лезвия 2 мм или лезвия из крафт-бумаги прорезайте материалы толщиной до 2 мм. Машина Curio открывает возможности штриховки, травления, тиснения, тиснения и двойной каретки в мощном программном обеспечении для дизайна Silhouette Studio. Если это ваша первая машина Silhouette, я бы порекомендовал Cameo, но если вы хотите попробовать что-то особенное, вам подойдет Curio.
Сравнение и обзоры машин Cricut
Новейшие и лучшие машины Cricut — это линейка машин Cricut Explore и машин Cricut Maker, и они превосходят старые машины Cricut Expression. Они наиболее известны тем, что легко производят проекты «под ключ» и обеспечивают бесшумную резку. Cricut создал упрощенное программное обеспечение, и вы можете покупать файлы непосредственно у них по минимальной цене или загружать свои собственные файлы SVG. Вы также можете вырезать любой шрифт, который установлен на вашем компьютере. Он нарезается до 11,75 x 23,5, и довольно просто копировать проекты из файлов, которые вы покупаете. Хотя программное обеспечение для проектирования довольно легко освоить, теперь оно позволяет выполнять множество манипуляций с вашими собственными проектами. Если вы дизайнер, вы будете разочарованы ограниченными конструктивными особенностями программного обеспечения. Также обратите внимание, что у вас должно быть подключение к Интернету, чтобы использовать Explore.
Он нарезается до 11,75 x 23,5, и довольно просто копировать проекты из файлов, которые вы покупаете. Хотя программное обеспечение для проектирования довольно легко освоить, теперь оно позволяет выполнять множество манипуляций с вашими собственными проектами. Если вы дизайнер, вы будете разочарованы ограниченными конструктивными особенностями программного обеспечения. Также обратите внимание, что у вас должно быть подключение к Интернету, чтобы использовать Explore.
Если у вас нестабильный интернет, использование вашей машины будет проблемой. Также были некоторые проблемы с совместимостью компьютеров с некоторыми машинами Cricut. Проверьте, будет ли операционная система вашего компьютера работать с вашей машиной, так как было несколько проблем с машинами, которые не работали с некоторыми операционными системами.
Вы можете резать все виды материалов, таких как винил, картон, бумага, ДСП, кожа, тонкая древесина и многое другое. У Cricut Explore и Cricut Maker очень мощные моторы, и они могут резать листы различной толщины. Возможность резки более толстых материалов является одной из основных уникальных особенностей этих машин и отличает их от Cameo и других машин. Меня больше всего впечатлила его способность резать дерево и кожу.
Возможность резки более толстых материалов является одной из основных уникальных особенностей этих машин и отличает их от Cameo и других машин. Меня больше всего впечатлила его способность резать дерево и кожу.
Еще одна особенность новейших машин Cricut, которая отличает их от других машин, заключается в том, что они могут рисовать и резать одновременно. У них есть слоты как для лезвия, так и для ручки. Это значительно сэкономит время, если вы делаете карты и тому подобное, для которых требуются обе эти функции. Силуэт также рисует и режет, но вам нужно остановиться и переключиться с лезвия на перо и наоборот.
1. Машины Cricut Maker
Машина Cricut Maker 3. Машина Cricut Maker 3 имеет большинство функций оригинальной машины Cricut Maker. Он режет под давлением 4000 грамм и может резать кожу, ДСП, пробковое дерево и большинство других материалов толщиной до 2,44 мм. И хотя машины Cricut Explore, которые режут с усилием 400 граммов, также могут резать более толстые материалы, такие как пробковое дерево, алюминий и ДСП, Cricut Maker может резать их быстрее, лучше и с большей точностью. Еще одно важное отличие заключается в том, как он режет ткань. Cricut Maker имеет вращающееся лезвие, которое продается отдельно. Квилтерам понравится эта функция, так как она позволяет резать ткань без необходимости приклеивать изнаночную сторону ткани перед резкой. Чтобы эта функция работала, вам необходимо приобрести тканевый коврик Cricut.
Еще одно важное отличие заключается в том, как он режет ткань. Cricut Maker имеет вращающееся лезвие, которое продается отдельно. Квилтерам понравится эта функция, так как она позволяет резать ткань без необходимости приклеивать изнаночную сторону ткани перед резкой. Чтобы эта функция работала, вам необходимо приобрести тканевый коврик Cricut.
Новый Cricut Maker также может печатать и вырезать на цветной бумаге вместо обычной белой бумаги. Наиболее заметным отличием оригинального Cricut Maker от Cricut Maker 3 является возможность резать смарт-материалы под брендом Cricut (Smart Vinyl, Smart Iron-On и Smart Cardstock Sticker Paper) без коврика. Эти интеллектуальные материалы можно подавать непосредственно в ролики машины Cricut или использовать устройство подачи рулонов Cricut/нож для материала, которое продается отдельно, для облегчения подачи материалов. Кроме того, при резке этих интеллектуальных материалов машина будет резать в 2 раза быстрее. Имейте в виду, что вам придется покупать смарт-материалы марки Cricut, чтобы выполнять резку без коврика и в 2 раза более быструю скорость резания. Также обратите внимание, что в комплект Cricut Maker 3 НЕ входит коврик, но вы можете приобрести его отдельно вместе с дополнительными инструментами или смарт-материалами.
Также обратите внимание, что в комплект Cricut Maker 3 НЕ входит коврик, но вы можете приобрести его отдельно вместе с дополнительными инструментами или смарт-материалами.
Машина Cricut Maker обладает почти такими же замечательными свойствами, что и машины Cricut Explore, но режет с гораздо большей силой. Благодаря новому лезвию ножа он режет под давлением 4000 грамм и может разрезать кожу, ДСП, пробковое дерево и большинство других материалов толщиной до 2,44 мм. И в то время как Cricut Air Explore 2, который режет с усилием 400 граммов, также может резать более толстые материалы, такие как пробковое дерево, алюминий и ДСП, Cricut Maker может резать их быстрее, лучше и с большей точностью. Еще одно важное отличие заключается в том, как он режет ткань.
Cricut Maker имеет вращающееся лезвие, которое входит в комплект. Квилтерам понравится эта функция, так как она позволяет резать ткань без необходимости приклеивать изнаночную сторону ткани перед резкой. Чтобы эта функция работала, вам необходимо приобрести тканевый коврик Cricut. Новый Cricut Maker также может печатать и вырезать на цветной бумаге, а не только на обычной белой бумаге. Explore Air 2 может обнаруживать объекты только на белой бумаге, чтобы обрезать их. Если у вас есть старые картриджи Cricut от старых машин Cricut, вам понадобится адаптер для использования картриджей с этой машиной, в то время как Cricut Explore 2 имеет встроенный слот для использования картриджей. Адаптер картриджа выйдет в декабре 2017 года и будет подключаться прямо к USB-порту. Есть несколько других небольших отличий, таких как добавление USB-порта для зарядки телефона или iPad и несколько различных отсеков для хранения инструментов. В целом, Cricut Maker — отличная машина и шаг вперед по сравнению с Cricut Explore 2 или 3.
Новый Cricut Maker также может печатать и вырезать на цветной бумаге, а не только на обычной белой бумаге. Explore Air 2 может обнаруживать объекты только на белой бумаге, чтобы обрезать их. Если у вас есть старые картриджи Cricut от старых машин Cricut, вам понадобится адаптер для использования картриджей с этой машиной, в то время как Cricut Explore 2 имеет встроенный слот для использования картриджей. Адаптер картриджа выйдет в декабре 2017 года и будет подключаться прямо к USB-порту. Есть несколько других небольших отличий, таких как добавление USB-порта для зарядки телефона или iPad и несколько различных отсеков для хранения инструментов. В целом, Cricut Maker — отличная машина и шаг вперед по сравнению с Cricut Explore 2 или 3.
2. Машины Cricut Explore
Машина Cricut Explore 3. Cricut Explore 3 — новейшая машина Explore, пополнившая семейство Cricut. Модель Cricut Explore Air 2 претерпела лишь несколько изменений в модели Explore 3. Наиболее заметным изменением является возможность резать смарт-материалы марки Cricut (Smart Vinyl, Smart Iron-On и Smart Cardstock Sticker Paper) без коврика. Эти интеллектуальные материалы можно подавать непосредственно в ролики машины Cricut или использовать устройство подачи рулонов Cricut/нож для материала, которое продается отдельно, для облегчения подачи материалов. Кроме того, при резке этих интеллектуальных материалов машина будет резать в 2 раза быстрее. Имейте в виду, что вам придется покупать материалы марки Cricut, чтобы выполнять резку без коврика и в 2 раза более высокую скорость резки. Другие небольшие изменения включают в себя избавление от циферблата на машине для настроек резки и несколько изменений кнопок. С Cricut Explore 3 вы настраиваете эти параметры в программном обеспечении прямо сейчас, и на одной стороне машины есть место для подстаканника для хранения инструментов. И Cricut Explore Air 2, и Cricut Explore 3 используют одни и те же инструменты. Как и Cricut Maker, еще одно обновление заключается в том, что Cricut Explore 3 может выполнять как печать, так и резку на цветной и белой бумаге. Cricut Explore Air 2 может печатать и резать только на белой бумаге, так что это отличное обновление.
Эти интеллектуальные материалы можно подавать непосредственно в ролики машины Cricut или использовать устройство подачи рулонов Cricut/нож для материала, которое продается отдельно, для облегчения подачи материалов. Кроме того, при резке этих интеллектуальных материалов машина будет резать в 2 раза быстрее. Имейте в виду, что вам придется покупать материалы марки Cricut, чтобы выполнять резку без коврика и в 2 раза более высокую скорость резки. Другие небольшие изменения включают в себя избавление от циферблата на машине для настроек резки и несколько изменений кнопок. С Cricut Explore 3 вы настраиваете эти параметры в программном обеспечении прямо сейчас, и на одной стороне машины есть место для подстаканника для хранения инструментов. И Cricut Explore Air 2, и Cricut Explore 3 используют одни и те же инструменты. Как и Cricut Maker, еще одно обновление заключается в том, что Cricut Explore 3 может выполнять как печать, так и резку на цветной и белой бумаге. Cricut Explore Air 2 может печатать и резать только на белой бумаге, так что это отличное обновление. Как и предыдущие модели, Cricut Explore 3 работает с 6 различными инструментами для резки и украшения более 100 материалов, включая картон, винил, термоклей, блестящую бумагу, пробку и нетканый материал (продается отдельно). Идеально подходит для всего: от повседневных поделок до грандиозных приключений своими руками. Если вы используете коврик, площадь выреза составляет 11,75″ x 11,75″, и обратите внимание, что коврик не входит в комплект, это отдельная покупка.
Как и предыдущие модели, Cricut Explore 3 работает с 6 различными инструментами для резки и украшения более 100 материалов, включая картон, винил, термоклей, блестящую бумагу, пробку и нетканый материал (продается отдельно). Идеально подходит для всего: от повседневных поделок до грандиозных приключений своими руками. Если вы используете коврик, площадь выреза составляет 11,75″ x 11,75″, и обратите внимание, что коврик не входит в комплект, это отдельная покупка.
Cricut Explore Air 2 Wireless. Прошли те времена, когда Cricuts резали только картриджами. Пользователи могут наслаждаться вырезанием и рисованием в 2 раза быстрее с беспроводной машиной Cricut Explore Air 2. Легко выбрать быстрый режим, чтобы ускорить резку! Скорость резки является самым большим различием между Explore Air Wireless 1 и 2. Устройство Cricut Explore Air 2 Wireless имеет встроенную функцию Bluetooth, и пользователь может манипулировать и вырезать изображения по беспроводной сети с ПК, Ipad или MAC, как и обычный Cricut Explore Air Wireless. Cricut Explore Air 2 работает с 6 различными инструментами для резки и декорирования более 100 материалов, включая картон, винил, термоклей, блестящую бумагу, пробку и нетканый материал (продается отдельно), с областью резки коврика 11,75″ x 11,75″. . Обязательно проверьте, совместима ли операционная система вашего ПК или Mac. Некоторые операционные системы не работают с машинами Cricut Explore. Если вы ищете такие же машины, как Cricut, но дешевле, эта старая модель может стать отличным вариантом.
Cricut Explore Air 2 работает с 6 различными инструментами для резки и декорирования более 100 материалов, включая картон, винил, термоклей, блестящую бумагу, пробку и нетканый материал (продается отдельно), с областью резки коврика 11,75″ x 11,75″. . Обязательно проверьте, совместима ли операционная система вашего ПК или Mac. Некоторые операционные системы не работают с машинами Cricut Explore. Если вы ищете такие же машины, как Cricut, но дешевле, эта старая модель может стать отличным вариантом.
3. Машина Cricut Joy
Машина Cricut Joy. Новая машина Cricut Joy — это крошечная компактная машина, предназначенная для небольших проектов. Мне нравится, что он занимает меньше места в мастерской, всего 8,4 x 4,3 дюйма. Эта машина идеального размера для создания быстрой карты или небольшой виниловой наклейки или этикетки для вашей кладовой. Входящий в комплект коврик для резки имеет размер всего 6,5 x 4,5 дюйма, или вы можете резать без коврика, если используете смарт-материалы Cricut Joy, которые подаются непосредственно в машину. Cricut Joy может выполнять непрерывную резку до 4 футов и повторяющуюся резку до 20 футов с использованием интеллектуальных материалов Cricut. (Доступно в вариантах Vinyl, HTV Iron On и Label Vinyl.) Коврик для резки не требуется. Просто загрузите и вперед. Cricut Joy совместим с режущими и пишущими лезвиями/инструментами и может резать до 50 различных типов материалов. Cricut Joy отлично подходит для тех, кто не берется за более крупные проекты. Цена низкая, но если вы хотите сделать более крупные виниловые пластины, вам нужно будет использовать смарт-материалы марки Cricut.
Cricut Joy может выполнять непрерывную резку до 4 футов и повторяющуюся резку до 20 футов с использованием интеллектуальных материалов Cricut. (Доступно в вариантах Vinyl, HTV Iron On и Label Vinyl.) Коврик для резки не требуется. Просто загрузите и вперед. Cricut Joy совместим с режущими и пишущими лезвиями/инструментами и может резать до 50 различных типов материалов. Cricut Joy отлично подходит для тех, кто не берется за более крупные проекты. Цена низкая, но если вы хотите сделать более крупные виниловые пластины, вам нужно будет использовать смарт-материалы марки Cricut.
Машины для резки Brother – альтернатива Cricut
За прошедшие годы компания Brother выпустила несколько отличных машин, которые конкурируют с Cricut и Silhouette. Благодаря своей технологии сканирования он уникален в своем классе. Он может сканировать практически все и легко создавать линии разреза вокруг скана. Эта машина отлично подходит для людей, которые рисуют эскизы и хотят высечь их или хотят высечь штампованные изображения, и она превосходит ее в том, что касается обнаружения и резки как внутри линий, так и снаружи линий дизайна. В машинах Brother используются стальные лезвия с японским качеством дизайна. Это лезвие гарантирует, что вы всегда получите наилучший срез, и они предлагают множество ковриков для различных материалов, таких как деликатная бумага, ткань, тонкие металлы и многое другое. Эти машины идеально подходят для квилтинга и штамповки!
В машинах Brother используются стальные лезвия с японским качеством дизайна. Это лезвие гарантирует, что вы всегда получите наилучший срез, и они предлагают множество ковриков для различных материалов, таких как деликатная бумага, ткань, тонкие металлы и многое другое. Эти машины идеально подходят для квилтинга и штамповки!
1. Brother ScanNCut SDX 85
ScanNCut SDX 85 — это новейшая и наиболее заметная машина Brother, в которой реализовано несколько интересных улучшенных функций по сравнению с предыдущими плоттерами Brother. Brother предлагает единственную серию машин для резки для дома и хобби со встроенным сканером. Он поставляется с функциями автоматического лезвия и автоматической резки, когда машина определяет толщину материала, который вы режете, и настраивается самостоятельно — без необходимости возиться с настройками, если вы выберете. Эта крутая машина будет резать бумагу, ткань, винил, бальзу, кожзаменитель и многое другое. Она режет до 11,7 дюймов в ширину и, как и Silhouette, до 3 мм в толщину. Эти машины совместимы с ковриком 12×12 или ковриком 12×24 (продается отдельно), ковриком для сканирования (продается отдельно) или приобретаются отдельно для резки винила длиной до 6 футов без коврика.
Эти машины совместимы с ковриком 12×12 или ковриком 12×24 (продается отдельно), ковриком для сканирования (продается отдельно) или приобретаются отдельно для резки винила длиной до 6 футов без коврика.
Штамповщики могут сканировать штампы и вырезать их, а квилтеры могут сканировать выкройки и вырезать ткань. Он также отлично подходит для рисованных эскизов. Функция сканирования, безусловно, лучшая функция этой машины. Очень легко вырезать печатные наклейки или аккуратно обрезать детализированное изображение, отсканировав и заставив машину обрезать ваше изображение. Если вы хотите разрезать ткань, обратите внимание на продаваемые отдельно коврик для ткани Brother ScanNCut, держатель лезвия для ткани и лезвие для ткани. ScanNCut SDX 85 уже поддерживает беспроводную связь, что является отличной функцией, упрощающей загрузку дизайнов и обновлений программного обеспечения. Вы можете управлять файлами с помощью бесплатного рабочего пространства Canvas или отправлять файлы на компьютер по беспроводной сети. Мне также нравится простой в использовании 3,47-дюймовый сенсорный ЖК-дисплей для управления файлами. В целом, у этой машины есть некоторые интересные особенности. Если вы хотите больше свободы в дизайне, обратите внимание на Silhouette или Cricut.
Мне также нравится простой в использовании 3,47-дюймовый сенсорный ЖК-дисплей для управления файлами. В целом, у этой машины есть некоторые интересные особенности. Если вы хотите больше свободы в дизайне, обратите внимание на Silhouette или Cricut.
Принадлежности для электронных режущих машин
Если вам понравился этот пост о сравнении электронных режущих машин, ознакомьтесь с нашими публикациями
- Идеи подарков для творчества
- Винил для электронных режущих машин
- Где найти расходные материалы для вашей машины Cricut Explore
- Где чтобы найти голографический винил
Если вам нравится голографический винил, ознакомьтесь с нашим постом о том, где найти голографический винил.
Подписаться на новости
Нравится то, что вы здесь видите? Получите бесплатные распечатки и советы! Обязательно зарегистрируйтесь, чтобы получать последние новости прямо на свой почтовый ящик.
Имя
Адрес электронной почты
Мы используем это поле для обнаружения спам-ботов. Если вы заполните это, вы будете отмечены как спамер.
Если вы заполните это, вы будете отмечены как спамер.
Не забудьте проверить свой почтовый ящик! Мы уважаем вашу конфиденциальность. Мы НИКОГДА не будем продавать, сдавать в аренду или делиться вашим адресом электронной почты.
Работает на ConvertKit
Что такое высекальная машина?
Машина для высечки используется для резки картона или бумаги различной формы с помощью штампа.
Машина для высечки использует комбинацию роликов и режущих пластин для давления на матрицу и проталкивания ее через карту или бумагу для создания формы с аккуратными и точными очертаниями – такая форма называется высечкой.
Белая карточка срезана кубиком, который мы держим!
Способ сборки режущих пластин зависит от используемой вами машины, но вы всегда можете получить рекомендации по этому поводу от производителей машины.
Режущие пластины в сочетании с бумагой, которую вы хотите разрезать, и матрицей, которую вы хотите использовать, называются бутербродом. Если вы видите инструкции по использованию сэндвича на вашей машине, это не имеет ничего общего с обедом — это инструкции о том, как использовать вашу машину для резки штампов.
Если вы видите инструкции по использованию сэндвича на вашей машине, это не имеет ничего общего с обедом — это инструкции о том, как использовать вашу машину для резки штампов.
Думаете о покупке новой высекальной машины? Взгляните на наш обзор лучших высекальных машин !
Что такое кубик?
Чтобы максимально эффективно использовать основную функцию высекальной машины, вам потребуется собрать набор штампов для различных форм, которые вы хотите вырезать с помощью высекальной машины.
Современные штампы обычно представляют собой тонкие металлические формы с выпуклым контуром на одной стороне. Это режущая кромка штампа, но она не особенно острая, так что вам не нужно беспокоиться о повреждении машины для высечки.
Некоторые штампы сгруппированы вместе с небольшой металлической полосой между отдельными формами. Вы можете отделить штампы, надрезав тонкие металлические полоски кусачками или кухонными ножницами, прежде чем использовать их в машине для высечки.
Еще
Как пользоваться высекальной машиной
Вы вставляете матрицу внутрь сэндвича с пластиной для высечки так, чтобы приподнятый край был обращен к бумаге или открытке, которую вы хотите вырезать. Затем вы пропускаете этот сэндвич через ролики высекальной машины.
Многие машины имеют ручную ручку для поворота, которая поворачивает ролики для перемещения бутерброда между роликами. Когда бутерброд перемещается между роликами, давление, оказываемое роликами, проталкивает режущую кромку штампа через бумагу или картон, чтобы получить красивую, чистую форму высечки на вашей высекальной машине.
Старые штампы намного толще современных и имеют металлическую режущую кромку штампа, спрятанную внутри пенопластовой подложки. Эти режущие кромки могут быть очень острыми, так что будьте осторожны, чтобы не надавить на пену слишком сильно. Пока у вас есть высекальная машина, предназначенная для работы с более толстым штампом, вы все равно можете использовать эти штампы, но они не будут работать с большинством высекальных машин для бумажных изделий.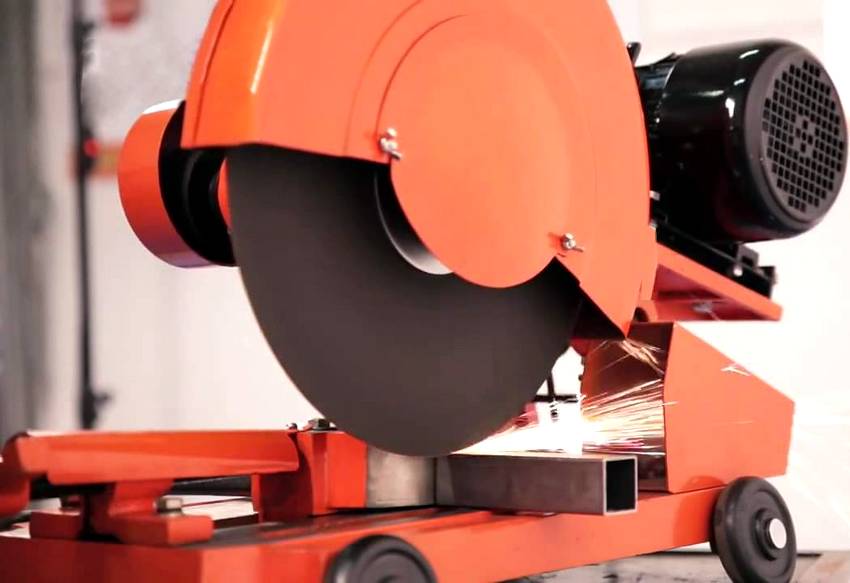 Самое замечательное в этих штампах старой школы то, что они могут прорезать гораздо более толстые материалы, такие как пробка, войлок и ткань, а не только бумагу и картон.
Самое замечательное в этих штампах старой школы то, что они могут прорезать гораздо более толстые материалы, такие как пробка, войлок и ткань, а не только бумагу и картон.
Что такое электрическая высекальная машина?
Некоторые машины имеют ручную ручку для поворота, которая поворачивает ролики для перемещения бутерброда между роликами. Вы также получаете электрическую высекальную машину, которая выполняет эту функцию за вас. Это действительно полезно, если у вас есть проблемы с суставами, так как машина делает всю тяжелую работу за вас! Но если ручка вашей ручной высекальной машины действительно не хочет поворачиваться, возможно, у вас неправильный сэндвич в высекальной машине. Если вы нажмете на ручку, вы можете повредить ролики, поэтому перед тем, как протолкнуть ее, ознакомьтесь с рекомендациями по приготовлению сэндвичей.
Это машина для высечки Gemini Junior в цвете розовое золото от Crafter’s Companion
Электрическая машина для высечки не будет подавать неправильный сэндвич через ролики, поэтому их гораздо сложнее разбить по ошибке пользователя. Распространенной электрической высекальной машиной является высекальная машина Gemini от Crafter’s Companion.
Распространенной электрической высекальной машиной является высекальная машина Gemini от Crafter’s Companion.
Здесь вы найдете очень полезное руководство по бутербродам, которые вам понадобятся для работы с высекальной машиной Gemini.
Что делать, если моя высекальная машина не режет?
Поскольку существует много различных марок высекальных машин, вы получаете штампы разной толщины. Если ваша матрица слишком тонкая для высекальной машины, поместите ее в сэндвич и пропустите через высекальную машину, чтобы не создать достаточного давления, чтобы заставить ее вырезать — это может привести к частичному разрезу с тонкими полосками бумаги и слезы, или может просто вдавить слабую форму в карту.
Увеличьте толщину бутерброда, добавив прокладку. Это может быть просто лист картона от старой картонной коробки, который может пройти через ролики одновременно с бутербродом. Это просто добавление толщины, чтобы убедиться, что к матрице приложено правильное давление, чтобы она разрезала бумагу или карту.
Как делать тиснение с помощью высекальной машины
Помимо высечки, вашу высекальную машину можно использовать и для других целей!
Папки для тиснения действительно работают, только если у вас есть высекальная машина. Это прозрачные пластиковые папки, которые открываются как книга и имеют выпуклый пластиковый мотив внутри. Если вы поместите бумагу или картон в папку для тиснения, вложите ее в бутерброд вашей машины и пропустите ее через машину для высечки, папка нанесет рисунок на бумагу.
Это рельефное изображение, полученное путем пропускания папки для тиснения через высекальную машину.
Папка для тиснения не разрезает бумагу, а вместо этого оставляет отпечаток рисунка, вдавленного в бумагу. Рельефный узор, оставленный на лицевой стороне бумаги, называется рельефным изображением, а вдавленный узор на обратной стороне бумаги называется рельефным изображением.
Наклейте бумагу или картон на обратную сторону кухонной фольги и пропустите через высекальную машину. Бумага защитит фольгу от разрыва, и вы сделаете свой собственный металлический ремесленный металл!
Бумага защитит фольгу от разрыва, и вы сделаете свой собственный металлический ремесленный металл!
Для вашей высекальной машины потребуется другой сэндвич при тиснении с помощью папки для тиснения, а не с помощью штампа, но подробности будут даны в инструкции к вашей машине.
Как наносить чернила и тиснение с помощью высекальной машины
Посмотрите наше удобное руководство ниже, чтобы узнать, как комбинировать папки для рисования и тиснения для создания текстурированного фона!
Все, что вам нужно знать о высечке
Если вы новичок в высечке, нуждаетесь в разъяснениях или у вас есть конкретный вопрос в области высечки, мы здесь, чтобы дать вам несколько ответов!
Найдите свой вопрос ниже или воспользуйтесь боковой панелью содержимого, которая поможет вам сориентироваться.
Кроме того, смотрите внизу этой страницы дополнительные ресурсы по высечке, включая советы, рекомендации и многое другое! Ищете станки, инструменты и расходные материалы для высечки? Здесь вы найдете тысячи расходных материалов для высечки.
Что такое высечка?
Высечка — это широкое понятие, но в ремесленном деле высечка относится к процессу, в котором вы используете машину для массового производства вырезанных фигур. Вы можете создавать одну и ту же форму с одинаковыми размерами снова и снова, не используя ножницы, трафареты или канцелярский нож. Это экономит время и делает вырезанные формы профессиональными и последовательными каждые раза.
Что такое высекальная машина?
Машины для высечки или машины для изготовления карт — это машины, которые вырезают формы из бумаги, ДСП (подобной картону, но более толстой и плотной), ткани и других материалов. Большинство людей, которые регулярно высекают, имеют личные высекальные машины размером с небольшую тостерную печь. Эти машины могут стоять на вашем верстаке или рабочем месте или храниться на небольшом участке и выдвигаться при необходимости. Существуют даже крошечные настольные версии, такие как Sidekick или Mini Evolution, и компактные складные версии, такие как Sizzix Big Shot Foldaway.
Как и любой другой прибор или инструмент, существует множество марок высекальных машин, каждая из которых немного отличается от другой. Вы также можете проверить этот ресурс для высекальных машин. Он даст вам обзор различных стилей, чтобы вы могли выбрать машину, соответствующую вашим потребностям.
Что такое ручная высекальная машина?
Ручные высекальные машины управляются легко поворачиваемой рукояткой или рычагом и используют специальные металлические формы для резки бумаги и других материалов. Иногда эти машины также будут иметь компонент с питанием, который поможет управлять машиной с помощью электричества. Когда материал и металлическая матрица проходят через ролики машины, они оказывают давление, и матрица вырезает бумагу или другой материал по форме матрицы.
Самые популярные ручные машины производятся компаниями Sizzix, We R Memory Keepers и Spellbinders.
Что такое цифровая высекальная машина?
Цифровые высекальные машины питаются от электричества и управляются компьютерным программным обеспечением или картриджами. Цифровые резаки не требуют стальных штампов, потому что они имеют внутри машины лезвие, которое режет бумагу или другие материалы. Вы можете выбрать форму, которую хотите создать, с помощью программы на компьютере, телефоне, планшете или специального картриджа для машины.
Цифровые резаки не требуют стальных штампов, потому что они имеют внутри машины лезвие, которое режет бумагу или другие материалы. Вы можете выбрать форму, которую хотите создать, с помощью программы на компьютере, телефоне, планшете или специального картриджа для машины.
Самые популярные цифровые высекальные машины производятся компаниями Silhouette и Cricut компании ProvoCraft. Цифровые высекальные прессы выглядят как бытовые принтеры и подключаются к вашей машине через порт USB или технологию Bluetooth, подобно принтеру или другому аксессуару. Вы можете приобрести цифровые файлы , которые нужно вырезать, или картриджи с предварительно загруженными изображениями!
Что такое кубик?
При высечке штампы представляют собой металлические предметы с приподнятой острой площадкой для резки. По внешнему виду и действию они похожи на формочки для печенья — форма штампа — это форма, которая будет вырезана на вашей бумаге.
Есть несколько типов штампов. Матрицы со стальными линейками острые и защищены пеной или пластиком (для вашей безопасности). Они, как правило, более долговечны, так как предназначены для резки более толстых материалов или нескольких разрезов одновременно. Тонкие металлические штампы не такие острые и не могут резать такие толстые материалы, как штампы со стальными линейками. Они больше похожи на ваши традиционные формочки для печенья — металлическая форма, без пены или пластика вокруг, они легче и их легче хранить.
Матрицы со стальными линейками острые и защищены пеной или пластиком (для вашей безопасности). Они, как правило, более долговечны, так как предназначены для резки более толстых материалов или нескольких разрезов одновременно. Тонкие металлические штампы не такие острые и не могут резать такие толстые материалы, как штампы со стальными линейками. Они больше похожи на ваши традиционные формочки для печенья — металлическая форма, без пены или пластика вокруг, они легче и их легче хранить.
Штампы бывают самых разных размеров и стилей. Есть основные формы, слова, чувства, замысловатые цветы, тонкое кружево, животные, формы еды и почти все, что вы можете придумать. С таким большим выбором штампов найдется штамп для любой цели и случая!
Для чего используются высекальные машины?
Хотя высекальные машины различаются (вам следует ознакомиться с техническими характеристиками перед покупкой), все высекальные машины режут бумагу. Большинство из них также режет войлок, пенопласт, тонкую ткань и винил, хотя следует отметить, что только штампы со стальной линейкой могут резать ДСП. Некоторые могут даже резать пробковый картон, кожу, резину и губку!
Некоторые могут даже резать пробковый картон, кожу, резину и губку!
Машины для высечки можно использовать для изготовления наклеек, конвертов, открыток, подарочных ярлыков, пакетов для угощений, сувениров для вечеринок, открыток-шейкеров, коробок-подушек и многого другого. Они используются производителями карт, скрапбукерами, мастерами по изготовлению бумаги, квилтерами и обычными мастерами. Они даже используются в классах для облегчения обучения и создания проектов.
Какая высекальная машина лучше?
Это действительно зависит от ваших потребностей и того, что вы ищете. Sizzix Big Shot — самая популярная ручная высекальная машина. Тем не менее, есть много разных машин с множеством разных функций, плюсов и минусов. При покупке высекальной машины важно прочитать описания продуктов и обзоры, чтобы увидеть, для чего каждая машина лучше всего, и что другие люди могут сказать о них и своем опыте.
Если вы подумываете о покупке высекальной машины, эта статья поможет вам принять правильное решение.
Откуда произошло название высечки? Почему это называется вырубкой?
Происхождение слова восходит к 1300-50, среднеанглийский де . На латыни слово «дано» — это datum . Слово «умереть», как оно есть сегодня, в этом контексте, предположительно, происходит от этого происхождения, «данный, положенный, помещенный», следовательно, также означающий «сыгранный или отлитый».
В то время штампы относились к штамповочным процессам, таким как создание монет или литье предметов, обычно из металла, изготовленных из штампов. В 1800-х годах было создано новое изобретение для массового производства – высечка. Старый термин «штамп» (создание путем механического воздействия) был объединен с «вырезать» (акт вырезания формы), чтобы создать термин «вырубка». Неизвестно, кто первым ввел термин «высечка», появившийся в английском лексиконе в середине 1800-х годов.
Кто изобрел высечку?
Высечка была изобретена в середине 1800-х годов, чтобы упростить производство обуви. Поскольку подошвы обуви раньше вырезались вручную, как правило, из кожи, этот процесс был трудоемким, трудоемким и дорогим. Изобретение высекальной машины произвело революцию в работе сапожников и сделало обувь намного более стабильной, поскольку формы всегда вырезались одного размера и одним и тем же способом, а не вручную. Это означало, что обувь теперь могла иметь стандартный размер.
Поскольку подошвы обуви раньше вырезались вручную, как правило, из кожи, этот процесс был трудоемким, трудоемким и дорогим. Изобретение высекальной машины произвело революцию в работе сапожников и сделало обувь намного более стабильной, поскольку формы всегда вырезались одного размера и одним и тем же способом, а не вручную. Это означало, что обувь теперь могла иметь стандартный размер.
В начале 1900-х годов по мере развития технологий развивались и машины для высечки. Изобретение ручного кривошипно-высекального станка позволило использовать штампы разных размеров и форм, а это означало, что сапожники могли создавать любую часть обуви, которая им была нужна, с помощью машины, причем одной и той же машины. Обувь стало легче делать, а также она стала намного доступнее для всех людей.
Только в 1977 году Боб и ЛаДорна Эйхенберг, создатели Ellison, изобрели первую ручную высекальную машину для потребителей. С тех пор машины для высечки росли и трансформировались вместе с процветающей ремесленной промышленностью! Круто, правда?
Кто использует высечку?
Высечка используется в производстве различных предметов, таких как обувь и другие изделия, путем быстрой и эффективной резки компонентов с идеальным вырезом каждый раз. В производственных процессах, подобных этому, обычно используются большие промышленные высекальные машины, чтобы ускорить процесс и выдерживать постоянное давление большой рабочей нагрузки.
В производственных процессах, подобных этому, обычно используются большие промышленные высекальные машины, чтобы ускорить процесс и выдерживать постоянное давление большой рабочей нагрузки.
Ремесленники также используют высечку, как правило, с помощью личных машин для высечки, купленных в магазинах скрапбукинга или ремесленных магазинах. Ремесленники могут использовать эти машины для вырезания элементов для открыток, страниц альбомов, домашнего декора, сувениров для вечеринок, баннеров для вечеринок, проектов «сделай сам», подарков и многого другого быстро и легко без использования ножниц.
Что нужно, чтобы начать высечку?
Для высечки требуется всего несколько предметов первой необходимости. Большинство станков поставляются со всем необходимым для того, чтобы сразу приступить к высечке (кроме штампов). Для ручных машин это означает машину, платформу и режущие пластины. Для цифровых машин это означает, что настоящая машина и программное обеспечение для начала работы.
Машины обычно поставляются с подробными инструкциями, объясняющими, как использовать машину и принадлежности. Матрицы, картриджи и напильники продаются отдельно. И если вам все еще нужна помощь, есть видео и онлайн-курсы, которые помогут вам. Когда вы покупаете ручную машину, вам также понадобится по крайней мере одна матрица, чтобы начать высечку. Здесь вы можете найти штампы различных стилей и размеров. И, конечно же, вам понадобится бумага или картон, из которых можно вырезать форму. Это единственные предметы, которые вам понадобятся, чтобы начать высечку.
Где я могу купить высекальную машину?
Если вы ищете, где купить высекальные машины, их обычно можно купить в магазине для рукоделия или в Интернете. У нас есть все самые продаваемые ручные высекальные машины здесь, на Scrapbook.com. Вы можете прочитать сотни отзывов о машинах для высечки от проверенных владельцев, просмотреть вопросы и ответы о машинах и определить, какая машина подходит именно вам.
Если вы новичок в высечке, хотите познакомить с ней кого-то еще или остро нуждаетесь в обновлении, купив доступный комплект для высечки, вы получите все необходимое для высечки, включая машину и ваш выбор формы штампа.
Как работает высечка?
Для ручных высекальных машин лист бумаги кладется на платформу машины. Затем поверх листа бумаги кладется кубик той формы, которую вы хотите вырезать. Когда штамп расположен там, где вы хотите сделать разрез, поверх бумаги и штампа кладется пластиковый коврик, чтобы удерживать их на месте и действовать как «бутерброд».
Когда все на месте, вручную поворачивается рычаг, который пропускает платформу через машину. Когда платформа проходит через машину, на мат оказывается равномерное давление, вдавливающее металлическую матрицу в бумагу. Острые края штампа разрезают бумагу, создавая нужную форму. Затем платформа выходит с другой стороны машины, и вы можете снять верхнюю прозрачную подкладку, чтобы получить доступ к штампу, бумаге и идеально вырезанной форме!
Сколько стоит высечка?
Высечка — это первоначальная инвестиция. Думайте об этом как о шитье. Впереди есть несколько расходов на необходимое для начала работы, но как только вы приобретете предметы первой необходимости, следующие расходы — это все дополнения, такие как модные штампы из новых коллекций, бумага и другие материалы, которые нужно разрезать по мере необходимости.
Персональные высекальные машины могут стоить от 30 долларов за небольшие ручные машины до нескольких сотен долларов за модные электронные машины. Однако, как правило, ручные высекальные машины обычно находятся в ценовом диапазоне от 50 до 200 долларов, тогда как электронные или цифровые стоят немного дороже.
Когда вы покупаете машину для высечки, в нее входят все необходимые элементы, но почти всегда можно купить дополнительные аксессуары, которые облегчат высечку или сделают вашу машину более универсальной. Инструменты и надстройки начинаются всего с нескольких долларов и растут оттуда.
Единственные другие расходы могут быть заложены в бюджет очень субъективно. Штампы могут стоить по разным ценам: от 2,00 долларов или меньше за маленькие простые штампы до более 100 долларов за богато украшенные наборы из нескольких штампов. В целом, однако, наборы штампов обычно находятся в ценовом диапазоне от 10 до 30 долларов и обычно поставляются с несколькими штампами.
Здесь вы можете ознакомиться с различными вариантами и ценами.
Можете ли вы сделать режущий штамп?
Хотя технически возможно изготовить собственные штампы из металла с помощью сварки, делать это не рекомендуется. Матрицы часто изготавливаются специально для определенных машин и изготавливаются в соответствии с определенными спецификациями, чтобы гарантировать их правильную работу. Создание собственных штампов и запуск их через вашу машину может привести к непоправимому повреждению машины, и аннулированию гарантии.
Популярные ремесленные бренды тщательно изготавливают свои металлические штампы из высококачественных материалов, чтобы они не погнулись, не сломались и не прорезали бумагу.
Что такое штампованные формы?
Вырезанные формы – это куски бумаги, пробкового картона, ткани или любого другого материала, которые были вырезаны в форму с помощью штампа. Иногда люди также называют вырезанные формы бумажными украшениями, вырезами и однодневками.
Что такое режущие пластины или пластины?
Режущие подушки или режущие пластины создают высечку в виде «сэндвича» — подходящее наслоение всех компонентов и материалов для вашей машины. Сборка сэндвича гарантирует, что у вас есть нужные расходные материалы, материалы и давление для прохождения через вашу машину. Думайте об этом как о своей руке над формочкой для печенья, когда вы нажимаете. Если вы не вдавите формочку в тесто, у вас не получится печенье!
Сборка сэндвича гарантирует, что у вас есть нужные расходные материалы, материалы и давление для прохождения через вашу машину. Думайте об этом как о своей руке над формочкой для печенья, когда вы нажимаете. Если вы не вдавите формочку в тесто, у вас не получится печенье!
Машина давит на подушку и вдавливает штамп в бумагу, создавая идеальный разрез! Подушечки бывают разных размеров и цветов (хотя варианты цвета действительно просто для удовольствия!). Со временем ваши колодки нужно будет заменить из-за деформации. Это нормально и ожидаемо. Чтобы ваши подушечки служили дольше, замените подушечку для резки, в которую врезались штампы, на Magic Mat Scrapbook.com. Он изготовлен из мягкого самовосстанавливающегося материала, который каждый раз обеспечивает красивые порезы.
Что такое вырубной сэндвич?
Сэндвич для высечки — так называется комбинация платформ и матов. Различные комбинации разных размеров будут выполнять разные задачи и функции для ваших нужд. Есть книги и руководства, которые дают идеи и подробные инструкции о том, как делать сэндвичи с различными платформами и матами. Sizzix делает замечательный буклет для сэндвичей, в котором показано множество различных способов их приготовления, и книга даже имеет форму сэндвича!
Есть книги и руководства, которые дают идеи и подробные инструкции о том, как делать сэндвичи с различными платформами и матами. Sizzix делает замечательный буклет для сэндвичей, в котором показано множество различных способов их приготовления, и книга даже имеет форму сэндвича!
Например, при использовании тонких металлических штампов вы будете использовать другой бутерброд, чем при использовании папки для тиснения. Вам не следует никогда не проталкивать сэндвич через машину для высечки. Если вы чувствуете, что его слишком сложно резать, попробуйте перевернуть сэндвич, повернув рычаг в другую сторону, чтобы вынуть сэндвич из машины. Попытка протолкнуть бутерброды или жесткие нарезки может повредить вашу машину. Очень важно полностью прочитать руководство по эксплуатации для правильного использования.
Нормально ли слышен треск при высечке?
Совершенно нормально слышать треск, когда вы прокатываете кубик через машину. Этот звук — штамп, врезающийся в вашу бумагу. Это совершенно нормально, и нет, вы ничего не сломали! Но если звук вас беспокоит, выберите Magic Mat вместо пластиковой подушки для резки, которую вы режете, чтобы сделать проход более приятным для ушей.
Это совершенно нормально, и нет, вы ничего не сломали! Но если звук вас беспокоит, выберите Magic Mat вместо пластиковой подушки для резки, которую вы режете, чтобы сделать проход более приятным для ушей.
Вам нужно заменить высекальные пластины?
Со временем вам придется заменить колодки. Со временем ваши подушечки деформируются и травятся — это нормально и ожидаемо. Тем не менее, есть несколько вещей, которые вы можете сделать, чтобы свести к минимуму чрезмерную деформацию и максимально продлить срок службы ваших колодок!
- Используйте всю поверхность подушечки при резке
- Не режьте каждый раз в одном и том же месте на подушечке (используйте середину и края)
- Переключайтесь вперед и назад, используя обе стороны подушки, но переворачивая ее вверх дном или назад — подкладку можно пропускать через машину в любом направлении (с учетом размера)
- Выберите Magic Mat вместо одной пластиковой подставки для резки, чтобы избежать деформации, травления и растрескивания
Изображение выше представляет собой фотографию колодки, которая начинает деформироваться и имеет множество вмятин от долгого срока службы порезов!
Что такое папки для тиснения?
Высечка включает в себя разрезание бумаги и других материалов, а тиснение – придание материалу особого рисунка, который изменяет его размеры. Папки для тиснения и высечки идут рука об руку, потому что вам нужна ручная машина для высечки, чтобы использовать специальные папки для тиснения.
Папки для тиснения и высечки идут рука об руку, потому что вам нужна ручная машина для высечки, чтобы использовать специальные папки для тиснения.
Давление высекальной машины вдавливает рисунки в ваш картон, так что вы получаете рельефные (выпуклые) и рельефные (углубленные) узоры.
Некоторые папки для тиснения от Sizzix, Spellbinders и других ведущих брендов даже сочетают тиснение и высечку в одной папке, которая выполняет оба действия во время прохождения через машину. Это означает, что папка для тиснения будет выдавливать узор или рисунок , а вырезать определенные фрагменты для действительно уникального рисунка на бумаге.
Как изготавливаются вырубные наклейки?
Изготовление наклеек в домашних условиях — одно из многих преимуществ наличия собственной высекальной машины. Вместо того, чтобы использовать картон сам по себе, вы наклеиваете клейкие листы на обратную сторону картона, а затем продолжаете вырезать фигуру. Пропустите бумагу через машину с выбранной вами матрицей, как обычно, и вуаля! Вы сделали свою собственную форму высечки на клейкой основе — наклейку!
Снимите с платформы только что вырезанную форму и снимите заднюю часть липкого листа, чтобы открыть липкую сторону. Покупка соответствующих штампов и штампов может быть очень полезна для изготовления наклеек. Многие компании, такие как Lawn Fawn, Sizzix, Concord и 9th, создают штампы с соответствующими штампами, что позволяет каждый раз штамповать, раскрашивать и вырезать идеальное изображение.
Покупка соответствующих штампов и штампов может быть очень полезна для изготовления наклеек. Многие компании, такие как Lawn Fawn, Sizzix, Concord и 9th, создают штампы с соответствующими штампами, что позволяет каждый раз штамповать, раскрашивать и вырезать идеальное изображение.
Можно ли высечь ткань?
Да! Ткань абсолютно точно можно вырезать, однако некоторые штампы и машины недостаточно прочны, чтобы прорезать тяжелые ткани. Пара лучших высекальных машин для резки ткани — это Sizzix Big Shot Plus и Sizzix Big Shot Pro.
Перед покупкой обязательно ознакомьтесь с техническими характеристиками и деталями станка, если вы собираетесь регулярно резать более тяжелые материалы. Кроме того, важно отметить, что штампы со стальными линейками лучше всего прорезают ткань, так как они являются наиболее прочными вариантами штампов.
Что такое прокладка при высечке?
Прокладка — это элемент, предназначенный для заполнения дополнительного пространства и увеличения давления при необходимости. При высечке прокладка обычно представляет собой один или два куска картона, которые могут помочь предотвратить движение матрицы и обеспечить дополнительное давление на матрицу, когда она проходит через машину. Это помогает получить более чистый срез (см. следующий вопрос о том, когда вам может понадобиться прокладка).
При высечке прокладка обычно представляет собой один или два куска картона, которые могут помочь предотвратить движение матрицы и обеспечить дополнительное давление на матрицу, когда она проходит через машину. Это помогает получить более чистый срез (см. следующий вопрос о том, когда вам может понадобиться прокладка).
Что мне делать, если мои детализированные штампы не режут правильно?
Сложные штампы часто требуют немного больше усилий для правильной резки. Особенно, если вы режете толстый картон или специальную бумагу. Вот несколько советов, которые помогут вам добиться лучших результатов при использовании очень детализированных штампов.
- Попробуйте оставить штамп на месте и пропустить его через машину во второй раз (возможно, даже три раза, если необходимо). Это действительно легко, если вы запустите его в одну сторону, а затем обратно в другую!
- Если это не сработает, добавьте один лист картона в качестве прокладки под вырезанный «сэндвич» и пропустите штамп через машину, как обычно.

