Станок токарный 16а20: 16А20Ф3 Станок токарный патронно центровой с числовым программным управлением (ЧПУ). Паспорт, схемы, характеристики, описание
Содержание
16А20Ф3 Станок токарный патронно центровой с числовым программным управлением (ЧПУ). Паспорт, схемы, характеристики, описание
Сведения о производителе токарного станка с ЧПУ 16А20Ф3
Производитель токарного станка с ЧПУ 16А20Ф3 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 — станок токарно-винторезный универсальный, Ø 400
- 1К62 — станок токарно-винторезный универсальный, Ø 400
- 1К62Б — станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 — станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 — станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 — станок токарный с ЧПУ, Ø 400
- 16Б20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20 — станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 — станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М — станок токарно-винторезный механизированный, Ø 400
- 16К20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20ПФ1 — станок токарно-винторезный повышенной точностии с УЦИ, Ø 400
- 16К20Ф3 — станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 — станок токарный с ЧПУ, Ø 400
- 16К20Т1 — станок токарный с оперативным управлением, Ø 500
- 16К25 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 — станок токарно-винторезный универсальный, Ø 420
- 1622 — станок токарно-винторезный универсальный, Ø 120
- 1730 — станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) — станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) — станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 — станок токарно-винторезный универсальный, Ø 400
- ДИП-300 — станок токарно-винторезный универсальный, Ø 630
- ДИП-400 — станок токарно-винторезный универсальный, Ø 800
- ДИП-500 — станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 — станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 — станок токарно-винторезный универсальный, Ø 500
- МК-3002 — станок токарный настольный, Ø 220
16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ).
 Назначение и область применения
Назначение и область применения
Токарный cтанок 16А20Ф3 предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Токарный станок 16А20Ф3 сконструирован на базе токарно-винторезного станка 16К20Ф3, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована конструкция станков.
Устройство ЧПУ станка 16А20Ф3 (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СNС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Станки 16А20Ф3 могут комплектоваться съемными инструментальными головками с 6, 8 и 12 — позиционными резцедержателями с горизонтальной осью поворота.
Особенности конструкции:
- высокопрочная станина, выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Область применения: Мелкосерийное серийное производство.
Класс точности П по ГОСТ 8—82.
Вид климатического исполнения по ГОСТ15150—69: УХЛ4.
Обозначение в зависимости от оснащения УЧПУ станок токарный патронно-центровой с ЧПУ мод. 16А20Ф3СХХ, где XX — принятый на заводе дополнительный индекс, например 15 — УЧПУ МС2101, 32-УЧПУ 2Р22, 39 — «Электроника НЦ-31» и т. д.
Например:
- 16А20Ф3С15 — исполнение станка с УЧПУ МС2101
- 16А20Ф3С19 — исполнение станка с УЧПУ 2У22-62
- 16А20Ф3С32 — исполнение станка с УЧПУ 2Р22
- 16А20Ф3С39 — исполнение станка с УЧПУ Электроника НЦ-31
- 16А20Ф3С40 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С43 — исполнение станка с УЧПУ МС2109
- 16А20Ф3С47 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С49 — исполнение станка с УЧПУ NC-200
В зависимости от заказа станки поставляются с основанием под транспортер стружкоудаления и комплектуются транспортером или с основанием без окна для транспортера стружкоудаления и не комплектуются транспортером.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Карта возможностей станка 16А20Ф3 с шестипозиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с 6- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с шестипозиционной револьверной головкой. Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326. Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с двенадцатипозиционной револьверной головкой УГ9325
Карта возможностей станка 16А20Ф3 с 12- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с двенадцатипозиционной револьверной головкой УГ9325. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с инструментальным диском УГ0103.452000.000 и восьмипозиционной револьверной головкой УГ9328
Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой УГ9328
Карта возможностей станка 16А20Ф3 с инструментальным диском УГ0103.452000.000 и восьмипозиционной револьверной головкой УГ9328. Смотреть в увеличенном масштабе
Общий вид токарного станка с ЧПУ 16А20Ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Расположение составных частей станка 16А20Ф3
Расположение основных узлов станка 16а20ф3
Расположение основных узлов станка 16а20ф3
| # | Наименование | Обозначение | ||
|---|---|---|---|---|
| 16А20Ф3С15 | 16А20Ф3С32 | 16А20Ф3С39 | ||
| 1 | Основание с транспортером стружкоудаления | 16К20Ф. 013000.000 013000.000 | ||
| 2 | Станина | 16К20Т1.010000.000 | ||
| 3 | Суппортная группа | 16К20Т1.054000.000 | ||
| 4 | Передача ВГК продольного перемещения | 16К20Т1.159000.000 | ||
| 5 | Опора левая винта продольного перемещения | 16К20Т1.072000.000 | ||
| 6 | Патрон механизированный с электромеханическим приводом | 16К20Ф.092000.000 | ||
| 7 | Ограждение неподвижное | 16А20Ф3.268000.000 | ||
| 8 | Ограждение подвижное | 16А20Ф3.265000.000 | ||
| 9 | Бабка шпиндельная | 16А20Ф3.025000.000 | ||
| 10 | Шкаф управления для станка | 16А20ФЗ.180000 | 16А20Ф3.447000 | 16А20ФЗ.192000 |
| 11 | Головка автоматическая 8-и позиционная | УГ9326. 000000 000000 | ||
| 12 | Ограждение суппортной группы | 16А20Ф3.267000.000 | ||
| 13 | Бабка задняя | 16А20Ф3.035000.000 | ||
| 14 | Электромеханический привод пиноли задней бабки | 16А20Ф3.037000.000 | ||
| 15 | Разводка коммуникаций | 16А20Ф3.112000.000 | ||
| 16 | Пульт управления станком | 16А20Ф3.513000 | 16А20Ф3.510000 | 16А20Ф3.509000 |
| 17 | Кронштейн пульта управления | 16А20Ф3.511000.000 | ||
| 18 | Опора правая продольного перемещения | 16К20Т1.073000.000 | ||
| 19 | Станция смазки шпиндельной бабки | 16К20Т1.241000.000 | ||
| 20 | Установка моторная | 16К20Т1.157000.000 | ||
| 21 | Ограждение задней зоны | |||
| 22 | Привод поперечного перемещения | 16K20Tl. 486000.000 486000.000 | ||
| 23 | Передача ВГК поперечного перемещения | 16К20Т1.158000.000 | ||
| 24 | Короб в составе узла | 16А20Ф3.447000.000 | ||
Расположение органов управления токарным станком 16А20Ф3
Расположение органов управления токарным станком 16а20ф3
Перечень органов управления токарным станком 16А20Ф3
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Рукоятка ручного перемещения (подвод — отвод) поперечного суппорта
- Панель контроля работы приводов Размер 2М-5-21
- Пульт управления работой станка
- Рукоятка зажима задней бабки на станке
- Панель управления транспортером стружкоудаления
- Рукоятка ручного перемещения (влево — вправо) продольной каретки
- Клавиатура УЧПУ
- Педаль управления подводом и отводом пиноли задней бабки (сдвоенная)
- Педаль управления зажимом и разжимом патрона (сдвоенная)
- БОСИ блок отображения символьной информации.
 Визуализация программы обработки, коррекции инструмента
Визуализация программы обработки, коррекции инструмента - Рукоятка зажима пиноли задней бабки
Кинематическая схема токарного станка с ЧПУ 16А20Ф3
Кинематическая схема токарного станка 16а20ф3
Схема кинематическая токарного станка с ЧПУ 16А20Ф3. Смотреть в увеличенном масштабе
Кинематическая схема станка приведена на рис. 21. Кинематические схемы автоматической головки и транспортера стружкоудаления приведены в руководствах по эксплуатации на них.
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. (рис. 22), имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную. Диапазон частот вращения и положения рукоятки указаны в табл. 18.
Допустимые значения дисбаланса при обработке изделия при различных частотах вращения приведены в табл. 19.
Значения мощности и крутящего момента на шпинделе при различных частотах вращения приведены в табл. 20.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис.23).
Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания 1 (см. рис. 22). Для выборки зазора в зацеплении шестерен 2, 3 привода датчика следует повернуть эксцентриковый фланец 4.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
16А20Ф3 Конструкция токарного станка
Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. На станине станка устанавливаются: шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
Для базирования каретки на станине передняя направляющая имеет форму неравнобокой призмы, задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Привод продольного перемещения
Привод продольного перемещения (рис. 24, 25) включает шариковую передачу винт-гайка качения, опоры винта, приводной электродвигатель постоянного тока или асинхронный двигатель с частотным регулированием, а также датчик обратной связи, соединенные с винтом через муфты, на станках 16Л20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный двигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
Привод поперечного перемещения
Привод поперечного перемещения включает:
- шариковую передачу
- винт-гайка качения
- опору винта
- приводной электродвигатель постоянного тока или асинхронный с частотным регулированием
- датчик обратной связи, соединенные с винтом через муфты
На станках 16А20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный электродвигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
На станках без датчика эта передача и валик, не устанавливаются, суппорт следует перемещать ключом за головку винта, ввернутого в торец винта поперечного перемещения.
Головка автоматическая универсальная
На станках используется 6-, 8- и 12-позиционная автоматическая универсальная головка с горизонтальной осью поворота с инструментальным диском на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные или осевые инструменты (8-позиционная) или на 12 под радиальные инструменты и блоки под осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Задняя бабка
При помощи рукоятки 7, эксцентрикового вала 1, прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Станки в исполнении для ГПМ оснащаются приводом перемещения пиноли с контролем положения пиноли, для этого на задней бабке установлены конечные выключатели, которые срабатывают при перемещении пиноли и дают сигналы о положении пиноли в автоматическом цикле работы станка с роботом.
При отсутствии или неправильной установке детали пиноль проходит рабочее положение, кулачок освобождает конечный выключатель, команда на продолжение автоматического цикла не выдается.
Кулачки управления конечными выключателями установлены на поворотном валике, соединенном с винтом перемещения пиноли через передачу червяк — косозубая шестерня и имеют возможность регулировки применительно к конкретной детали.
Кулачок положения «отвод» пиноли обычно не регулируется, кулачок «поджим» пиноли устанавливается так, чтобы конечный выключатель срабатывал на 2 мм до конца поджима детали. Допустимое осевое усилие на центр задней бабки — 10 кН (1000 кгс).
Ограждение — неподвижное, щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с прозрачным экраном для наблюдения, закрывает зону резания.
С целью контроля положения ограждения установлены конечные выключатели, которые дают сигналы для работы станка в автоматическом цикле с роботом. В крайних положениях ограждения предусмотрено замедление перемещения.
Рекомендации по установке и использованию патронов
Для контроля положения тяги на передней бабке установлены на кронштейне 12 бесконтактные конечные выключатели 13, которые дают сигналы о положении подвижного кольца 11 и тяги привода кулачков патрона в автоматическом цикле работы станка с роботом.
Моторная установка
Двигатель главного привода (асинхронный с частотным регулированием или постоянного тока) монтируется на плите (рис. 29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
Привод индикатора контакта
На станках в исполнении для встраивания в ГПМ по особому заказу устанавливается индикатор контакта типа БВ-427100 000-07. Индикатор 1 (рис. 30) закрепляется на поворотном кронштейне 2, поворачиваемом в горизонтальное рабочее или вертикальное отведенное положение рейкой-штоком 3 гидроцилиндра 4. Поворот рычага в рабочее положение ограничивается упором 5. Приход рычага в рабочее и отведенное положение контролируется бесконтактными электропереключателями. Сигнал, получаемый от индикатора контакта при касании о рабочую кромку инструмента, поступает в УЧПУ при работе в режиме с автоматической привязкой инструмента. При опускании рычага он откидывает подпружиненную поворотную дверцу 6, предохраняющую индикатор контакта от стружки при работе станка. В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
Суппортная группа
Конструкция суппортной группы отличается применением комбинированных поперечных направляющих — левой наклонной, правой — прямоугольной и покрытием рабочих поверхностей продольных направляющих каретки и поперечных направляющих суппорта антифрикционным составом, например, УП5221 производства НПО «Пластполимер» (г. Донецк Ворошиловградской области). Антифрикционное покрытие обеспечивает постоянство коэффициента трения при малых и высоких скоростях рабочих перемещений, что способствует повышению точности позиционирования и стабильности и точности обработки.
Пульт управления
Пульт управления смонтирован на поворотном кронштейне 5, закрепляемом на основании станка и поворачивается оператором при наладке станка в удобное для него положение, в зависимости от длины обрабатываемого изделия. На пульте смонтированы панели с органами управления станком, а также клавиатура УЧПУ (на откидной панели), вычислительный блок и оперативное запоминающее устройство внешней памяти УЧПУ «Электроника НЦ-31» или блок отображения символьной информации УЧПУ 2Р22 или УЧПУ МС2101. Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Читайте также: Производители современных токарных станков в России
16А20Ф3 Станок токарный патронно центровой с ЧПУ. Видеоролик.
Технические характеристики станка 16А20Ф3
| Наименование параметра | 16К20Ф3С32 | 16А20Ф3С32 | 16А20Ф3С39 |
|---|---|---|---|
| Основные параметры станка | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 200 | 200 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 | 500 | 500 |
| Диаметр отверстия в шпинделе, мм | 53 | 55 | 55 |
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обрабатываемого изделия при числе позиций инструментальной головки (6, 8, 12), мм | 870 | 900,750,850 | 900,750,850 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5. ..2000 ..2000 | 20…2500 | 20…2500 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 12.5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 |
| Количество автоматически переключаемых скоростей | 9 | ||
| Диапазон автоматического переключения | 16 | ||
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе №6 | Морзе №6 | Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе №5 | Морзе №5 | Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе не менее, Нм (кгс*м) | 800 (80) | 800 (80) | |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное (Z) / поперечное (X), мм | 900/ 250 | 905/ 210 | 905/ 210 |
| Пределы шагов нарезаемых резьб, мм | 0,1. .39,999 .39,999 | 0,25…40 | 0,25…40 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 3..2000 | 10..2000 (2,8) | 10..2000 (2,8) |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..2000 | 5..1000 (1,4) | 5..1000 (1,4) |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 7,0/ 4,0 | 15/ 7,5 | 15/ 7,5 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 8 (6,12) | 8 (6,12) |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | 0,001 | 0,001 |
| Пределы программируемых подач продольных/ поперечных, мм/об | 0,01. ..20/ 0,01..10 ..20/ 0,01..10 | 0,01…20/ 0,01..10 | 20,01…40/ 0,01..20 |
| Тип датчика обратной связи по положению и резьбонарезанию | РОД-620 | ВЕ178А5 | ВЕ178А |
| Электрооборудование станка | |||
| Электродвигатель главного привода, кВт/ об/мин | 11/ 1460 | 11/ 1500 | 11/ 1500 |
| Электродвигатель продольных подач — номинальный крутящий момент, Нм (кгс*м) | 23 (2,3) | 23 (2,3) | |
| Электродвигатель поперечных подач — номинальный крутящий момент, Нм (кгс*м) | 17 (1,7) | 17 (1,7) | |
| Электродвигатель станции смазки каретки, кВт/ об/мин | 0,18/ 1400 | 0,18/ 1400 | |
| Электродвигатель станции смазки шпиндельной бабки, кВт/ об/мин | 0,27/ 1450 | 0,27/ 1450 | |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | |
| Электродвигатель инструментальной головки, кВт/ об/мин | 0,37/ 1365 | 0,37/ 1365 | |
| Суммарная мощность электродвигателей, кВт | 20 | 21,4 | 21,4 |
| Суммарная мощность станка, кВт | 22 | 24 | 24 |
| Габариты и масса станка | |||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3700 1700 2145 | 3700 3000 2100 | 3700 3000 2100 |
| Масса станка с ЧПУ, кг | 4050 | 4150 | 4150 |
- Станок токарный патронно центровой с числовым программным управлением 16А20Ф3.
 Руководство по эксплуатации, 1988
Руководство по эксплуатации, 1988 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог справочник токарных станков с ЧПУ
Паспорта и руководства токарных станков с ЧПУ
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Современные аналоги токарного станка с ЧПУ 16А20Ф3, выбор, сравнения и отличия с аналогами
В данной статье мы рассмотрим аналоги популярного до сих пор токарного станка с ЧПУ 16А20Ф3 производимого заводом Красный Пролетарий и поможем сделать выбор качественного аналога способного не только заменить его в полной мере, но и превзойти его по ряду параметров.
При подборе аналога 16А20Ф3 остановим выбор на двух странах производителях бюждетных и недорогих токарных станков с ЧПУ — Болгария и Китай (КНР), Тайвань.
Сравнительные характеристики аналогов 16А20Ф3:
Характеристика | 16А20Ф3 | CL-1640ZX | T500 | CAK50135 | SK50P |
| Диаметр обработки над станиной, мм | 320 | 406 | 500 | 500 | 500 |
| Диаметр обработки над ГАП, мм | — | 657 | 730 | — | — |
| Диаметр обработки над суппортом, мм | 200 | 200 | 310 | н/д | 280 |
| Длина обработки (РМЦ), мм | 1000 | 1015 | 1000 | 1390 | 960 |
| Диаметр отверстия в шпинделе, мм | 55 | 80 | 83 | 70 | 77 |
| Тип резцовой головки | Револьверная | С вертикальной осью вращения | С вертикальной осью вращения | Револьверная | С вертикальной осью вращения |
| Кол-во инструментов | 4 (6. 8) 8) | 4 | 4 (8,10,12) | 6 | 4 |
| Мощность привода главного движения, кВт | 11 | 7,5-12 | 11 | 11 | 7,5 |
| ЧПУ | NC201 | SIEMENS Sinumerik 802d | Siemens | Fanuc 0i-mate | FANUC 0i mate |
| Габаритные размеры станка, мм | 3700х2260х1650 | 2565х1430х1955 | 3600х1750х1620 | — | 2500x1370x1690 |
| Масса, кг | 4000 | 2500 | 2800 | 2300 | 2150 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 1630
Токарно-винторезный станок DMTG CKE6163z/3000 с ЧПУ Fanuc (16М30Ф3)
Ø обработки над станиной 630
Ø обработки над супортом 320
РМЦ3000
Ø отверстия шпинделя 100
Макс. обороты 1000
обороты 1000
Мощность 11.00 кВт
Напряжение380В
Масса5900 кг
Код товара: 1679
Токарный станок с беcступенчатым приводом ZMM CU500MRD/3000 (11кВт)
Ø обработки над станиной 500
Ø обработки над супортом 300
РМЦ3000
Ø отверстия шпинделя 72
Макс. обороты 2000
Мощность 11.00 кВт
Напряжение380В
Масса2950 кг
Код товара: 322
Токарный станок с беcступенчатым приводом ZMM CU325RD/1000
Ø обработки над станиной 325
Ø обработки над супортом 190
РМЦ1000
Ø отверстия шпинделя 32
Макс. обороты 1250
Мощность 2.20 кВт
Напряжение380В
Масса770 кг
Код товара: 247
В наличии 1 шт.
Настольный токарный станок ТВ-7М
Ø обработки над станиной 220
Ø обработки над супортом 100
РМЦ275
Ø отверстия шпинделя 18
Макс. обороты 975
Мощность 0.75 кВт
Напряжение380В
Масса210 кг
Код товара: 57413
Токарно-винторезный станок CORMAK 410X1500
Ø обработки над станиной 410
Ø обработки над супортом 255
РМЦ1500
Ø отверстия шпинделя 52
Макс. обороты 1800
обороты 1800
Мощность 4.50 кВт
Масса1550 кг
Код товара: 41770
Нет в наличии
Станок токарно-винторезный STALEX C6266A/3000
Ø обработки над станиной 660
Ø обработки над супортом 440
РМЦ3000
Ø отверстия шпинделя 105
Макс. обороты 1600
Мощность 7.50 кВт
Напряжение380В
Масса3710 кг
Код товара: 59302
В наличии 1 шт.
Токарно-винторезный станок OPTIturn TH 8030D
Ø обработки над станиной 800
Ø обработки над супортом 570
РМЦ3050
Ø отверстия шпинделя 105
Макс. обороты 1600
Мощность 11.00 кВт
Напряжение380В
Масса3820 кг
Код товара: 40350
Токарный станок Flash FL630 с ЧПУ Siemens 808D (Опция: Fanuc, GSK)
Ø обработки над станиной 650
Ø обработки над супортом 380
РМЦ450
Ø отверстия шпинделя 120
Макс. обороты 1000
Мощность 11. 00 кВт
00 кВт
Напряжение380В
Масса3000 кг
Код товара: 40017
Токарный станок ТС16А20Ф3 с ЧПУ
Ø обработки над станиной 400
Ø обработки над супортом 210
РМЦ750
Ø отверстия шпинделя 53
Макс. обороты 2050
Мощность 7.50 кВт
Напряжение380В
Масса1800 кг
Код товара: 2187
Токарный станок с ЧПУ JINN FA JCL — 75
Ø обработки над станиной 670
Ø обработки над супортом 520
РМЦ610
Ø отверстия шпинделя 73
Макс. обороты 3500
Мощность 18.50 кВт
Напряжение380В
Масса6350 кг
Код товара: 38296
Универсальный токарный станок повышенной мощности KC 100 MD/3000
Ø обработки над станиной 1000
Ø обработки над супортом 630
РМЦ3000
Ø отверстия шпинделя 130
Макс. обороты 315
Мощность 22.00 кВт
Напряжение380В
Масса11000 кг
Код товара: 44182
Токарный станок KE50/1000 с ЧПУ FANUC 0i-TF
Ø обработки над станиной 500
Ø обработки над супортом 280
РМЦ1000
Ø отверстия шпинделя 82
Макс. обороты 1600
обороты 1600
Мощность 7.50 кВт
Напряжение380В
Масса2750 кг
Токарные станки 16А20Ф3 в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Работает
Токарный станок с чпу 16а20ф3, 16к20ф3
Доставка по Украине
630 000 грн
Купить
ФОП Горбань
Работает
Токарный станок 16А20Ф3 патронно-центровой с с ЧПУ WL4T, после ремонта и модернизации (2016г.)
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Работает
Токарный станок 16А20Ф3 патронно-центровой с с ЧПУ WL4T, после ремонта и модернизации (2016г.)
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Работает
Станок токарный с ЧПУ мод. 16А20Ф3 С15
Доставка по Украине
Цену уточняйте
Предприятие «Инпром»
Работает
Станок токарный с ЧПУ мод. 16А20Ф3 С32
16А20Ф3 С32
Доставка по Украине
Цену уточняйте
Предприятие «Инпром»
Работает
Токарный патронно-центровой станок 16А20Ф3 с ЧПУ WL4M, после капитального ремонта и модернизации
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Работает
Токарный патронно-центровой станок 16А20Ф3 с ЧПУ WL4T, после капитального ремонта и модернизации
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Работает
Капитальный ремонт и модернизация токарных станков 16а20ф3 с чпу
Доставка по Украине
240 000 грн
Купить
ФОП Горбань
Работает
Капитальный ремонт и модернизация токарных патронно-центровых станков 16А20Ф3 системами ЧПУ
Услуга
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт. ім.Горького)
ім.Горького)
Работает
Модернизация токарных станков с ЧПУ 16А20,16м30 и т.д
Доставка по Украине
от 100 000 грн
Купить
ФОП Горбань
Работает
Модернизация токарно-карусельных станков 1А512ф3,1А516ф3,1Е512ф2,1Е516ф2, 1512ф3, 1516ф3
Доставка по Украине
от 100 000 грн
Купить
ФОП Горбань
Работает
16М30ф3,16К30ф3 токарный станок с чпу
Доставка по Украине
от 850 000 грн
Купить
ФОП Горбань
Работает
Комплект модернизации токарных станков 16А20, 16К20, 16Б16, 1В340 и др
Доставка из г. Днепр
98 480 грн
Купить
ООО ПКФ ДнепрЮг
Работает
Комплект повышенной мощности модернизации токарных станков 16А20 и др
Доставка из г. Днепр
112 600 грн
Купить
ООО ПКФ ДнепрЮг
Работает
Патрон токарный ф316 конус 6 Гродно на станок 16к20 или 1к62
Доставка по Украине
18 000 грн
Купить
Одесса-инструмент
Смотрите также
Работает
Токарный станок 16Б16Т101Ф3 (D320х750) с ЧПУ WL4Т («West Labs» LTD), после капитального ремонта и модернизации
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт. ім.Горького)
ім.Горького)
Работает
Фильтр заливной Г42-12Ф для токарного станка 16К20 (СССР)
Доставка по Украине
1 050 грн
Купить
ОТК-Инструмент
Работает
Модернизация токарных станков 16А20, 16К20, 16Б16, 1325, 1В340 и других с похожей конфигурацией, в т.ч. импорт
Услуга
от 1 000 грн/услуга
ООО ПКФ ДнепрЮг
Работает
Токарный станок 16Б16Т101Ф3 (D320х750) с ЧПУ WL4Т («West Labs», LTD, после капитального ремонта и модернизации
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Работает
Токарный станок 16Б16Т101Ф3 (D320х750) с ЧПУ WL4Т («West Labs», LTD), после капремонта и модернизации
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Работает
16К20, 3 оси, РМЦ 2000 мм., 1 мкм., комплект линеек и УЦИ Ditron на токарный станок
Заканчивается
Доставка по Украине
41 867 грн/комплект
Купить
Станкоресурс — комплектные решения для станков с УЧПУ
Работает
16К20, 3 оси, РМЦ 2000 мм.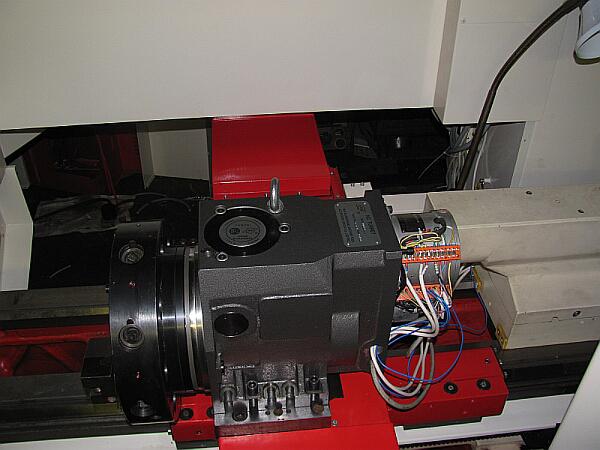 , 5 мкм., комплект линеек и УЦИ Ditron на токарный станок
, 5 мкм., комплект линеек и УЦИ Ditron на токарный станок
Доставка по Украине
39 198 грн/комплект
Купить
Станкоресурс — комплектные решения для станков с УЧПУ
Работает
ШВП 16К20Т1 16К20Ф3 16К20РФ3 16А20Т1 16А20Ф3
Под заказ
Доставка по Украине
от 1 000 грн
Купить
Steel-Tech — изготовление деталей по чертежам, запчасти к станкам и прессам
Работает
Реализация станков 16Б16ф3,16А20ф3,16М30ф3 (РМЦ1.5-3м),1550,2В623 пмф4
Доставка по Украине
от 100 000 грн
Купить
ФОП Горбань
Работает
Шарико-винтовая пара. Винт ШВП 16К20Ф3 154.000.000
Заканчивается
Доставка по Украине
12 000 грн
Купить
ООО «АМЕТПРОМ»
Работает
Долбяк дисковый 20гр м7 z16 кл.А Р6М5Ф3МП МИЗ 2530-0237
Доставка по Украине
1 800 грн
Купить
Одесса-инструмент
Работает
К53-1А-16V-3,3мкФ+-20%
Доставка по Украине
35 грн
Купить
ООО «ХайТек»
Работает
Токарний з ЧПК 16А20Ф3, D500х1000, після капітального ремонту
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт. ім.Горького)
ім.Горького)
Работает
Капитальный ремонт токарно-винторезных станков типа 1К62, 1В62Г, 16К20, КА280, 1М63, 1А64, 1М65
Услуга
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
станок токарный ЧПУ NC210 ремонт модернизация 16А20 16А20Ф3 16К20Ф3
Станок проектируется и изготавливается на базе корпусных деталей станка мод. 16А20Ф3.
Станок предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности.
По заказу станок может оснащаться системой ЧПУ и электроприводами, как отечественного производства (NC-210), так и производства зарубежных фирм Siemens, Fanuc и др.
Область применения станка: мелкосерийное и серийное производство.
Особенности конструкции:
— высокоточный шпиндель с отверстием 55 мм
— мощный привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку,
— обеспечивающий наибольший крутящий момент на шпинделе до 800 Нм
— жесткая инструментальная головка
— термообработанные шлифованные направляющие станины, обеспечивающие длительный срок службы и повышенную точность обработки
Класс точности станка по ГОСТ 8-82 | П | |
Наибольший диаметр изделия, мм |
| |
| Устанавливаемый над станиной …………………. | 500 |
| Обрабатываемый над станиной …………………… | 320 |
| Обрабатываемый над суппортом …………………. | 200 |
Наибольшая длина обрабатываемого изделия(при 8-ми поз. головке), мм 750 | ||
Наибольшая длина устанавливаемого изделия в центрах, мм | 1000 | |
Пределы частот вращения шпинделя, об/мин | 20…2500 | |
Диаметр цилиндрического отверстия в шпинделе, мм | 55 | |
Количество диапазонов скоростей шпинделя | 3 | |
Конус шпинделя, морзе | №3 | |
Конец шпинделя | 6К | |
Конус пиноли задней бабки, морзе | №5 | |
Дискретность перемещения, мм | ||
| По оси X……………………………………………. | 0,001 |
| По оси Z ……………………………………………. | 0,001 |
Наибольшее перемещение суппорта, мм | ||
| По оси X…………………………………………….. | 210 |
| По оси Z ……………………………………………. | 905 |
Пределы рабочих подач суппорта, мм/об, | ||
| По оси X…………………………………………….. | 0,01…20 |
| По оси Z ……………………………………………. | 0,01…40 |
Скорость быстрых перемещений суппорта, мм/мин | ||
| По оси X……………………………………………. | 10 000+6% |
| По оси Z ……………………………………………. | 7 500+6% |
Количество одновременно управляемых координат 2 | ||
Точность позиционирования, мм 0,01 | ||
Повторяемость, мм 0,003 | ||
Ориентировочные габариты станка (с отдельно расположенным оборудованием), мм | ||
| длина…………………………………………………. | 3 700 |
| ширина………………………………………………. | 2 260 |
| высота………………………………………………. | 1 650 |
Ориентировочная масса станка (с отдельно стоящим оборудование), кг ….. 4 000(3500 без ТСЛ) | ||
Максимальный крутящий момент шпинделя/30 мин перегруз., Нм ……………. 800/1200 | ||
Мощность привода главного движения, кВт …………………………………… 11 | ||
 .
. .
. .
.
| ООО «НТЦ Промтехинновация» Инструкция по эксплуатации токарного станка с ЧПУ 16А20Ф3 с LinuxCNC г. Харьков. 2014г. ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
Внешний вид станка. Токарно-винторезный станок 16А20Ф3 с устройством ЧПУ на базе LinuxCNC оснащен главным приводом INVT GD100-11 кВт и приводами подач INVT CHV-100 — 4 кВТ по осям Z и X. Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство.
Технические характеристики станка 16А20Ф3 с ЧПУ LinuxCNCТехнические характеристики станка 16А20Ф3 это основной показатель пригодности станка к выполнению определенных работ на станке.
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16А20Ф3. Более подробно технические характеристики станка можно посмотреть в паспорте станка 16А20Ф3
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Порядок включения -выключения станка и LinuxCNC. Рядом с автоматом расположены лампы сигнализации- питание станка, давление смазки шпинделя и готовность приводов. Через две-три минуты после включения станок готов к работе, светятся лампы -питание станка и готовность приводов, и загружен компьютер ЧПУ. Для запуска программы LinuxCNC, необходимо дважды щелкнуть указателем мыши на значке, расположенном на экране рабочего станка компьютера. Откроется окно программы LinuxCNC. О функциях программы будет рассказано далее.
После выключения компьютера ЧПУ, можно выключить вводной автомат. Включение приводов и аварийный останов. Для включения приводов, необходимо, деблокировать аварийный останов, нажав F1, на клавиатуре. И включить привода кнопкой F2. Для отключения приводов нажать F2, либо F1(аварийный останов)-тоже отключает привода. Выбирается, соответствующая ось, и нажимается кнопка «плюс» или «минус» в зависимости от требуемого направления перемещения. Первый ползунок процентная скорость подачи, действует не только на скорость в ручном режиме, но и на величину подачи по программе. Остальные ползунки передвигаются манипуляторм-мышь. Выбирается на вкладке. Используется для привязки, когда необходимо коснутся детали, в комплексе с изменением скорости перемещения. Также включение шпинделя и его отключение возможно выполнить кнопкой F9, на клавиатуре. -кнопка F8 на клавиатуре. -кнопка «Струя» интерфейса программы -команда М8 в преднаборе (режим MDI) либо в программе, М9-выключить. Осуществляется нажатием кнопки интерфейса «Все в начало» или «Найти начало оси». В данном станке первой в ноль станка выйдет ось Х, а затем ось Z, после чего на экране симуляции у каждой из осей появится метка выхода в ноль станка. Режим преднабор (MDI) Переход в режим преднабор возможен двумя способами: нажатие клавиши F5 или вкладки интерфейса программы. Режим предназначен для выполнения G,M команд, таких как смена инструмента, включение шпинделя с необходимой скоростью вращения, включение СОЖ, перемещение по координатам с необходимой подачей, переключения системы координат и т. п. Переход в ручной режим осуществляется кнопкой F3, либо сменой вкладки интерфейса. Режим не работает без выхода в ноль станка. -Радиус -Диаметр -размер по Z Оставшееся расстояние показывает, для преднабора или для программы (только текущий кадр). Эти Gкоды используются для задания отступов по осям обработки. G53 — абсолютные координатыВне зависимости от любых установленных отступов по осям, добавление G53 к блоку кода говорит EMC2 использовать реальные координаты станка для этого кода. Например, g53 g0 x0 y0 z0 переместит станок в нули по всем трем осям. Эта команда может использоваться, для смены инструмента и других операций происходящих в определенном месте станка. Или например, если вам нужно убрать режущий инструмент в сторону для удобной смены детали. G53 это не модальная команда. Вы должны ставить G53 в каждую строку, где необходимо перемещение в абсолютных координатах станка. G54-G59.3Рабочие или фиксированные отступы используются для установки начальной точки детали, которая отличается от реальных абсолютных координат. Эти отступы часто используются для создания нескольких копий одной детали. Как только заданы значения отступа, вызов любой из систем координат сместит нули осей на указанные значения. В отличие от G53, G54-G59.3 это модальные коды. Они влияют на все код, который находится под ними. Обычно система G54 оставляется без изменений, т.е. с нулевым отступом. Вы можете спросить: «зачем, ведь есть G53 для перемещения в абсолютных координатах». Это делается потому, что G53 не модальный код, а G54 модальный и такой переход G54 G0 X0 Y0 Z0 переведет станок в абсолютный ноль по всем координатам и установит абсолютную систему координат. G54-G59.3 = G54, G55, G56, G57, G58, G59, G59.1, G59.2, G59.3 — девять различных координатных систем. G43- координатная система из таблицы инструментов, доступно только после первой смены инструмента. М-коды. М0-останов программы. М1-условная пауза программы М2-конец программы М3— включить шпиндель против часовой стрелки М4 — включить шпиндель по часовой стрелке M6 —команда на смену инструмента М5— остановить шпиндель М8 — включить подачу СОЖ М9— выключить подачу СОЖ М19— ориентированный останов шпинделя М30-конец программы G-коды. G0- быстрое перемещение по оси, от текущей до необходимой координаты. В текущей системе координат. Пример. G43 G0x100z100 одновременное перемещение по двум осям быстрым ходом. G43 G0X100 Z100 Поочередное перемещение быстрым ходом. Обязательно указание системы координат в которой происходит перемещение. G1 —перемещение со скоростью подачи, от текущей до необходимой координаты в текущей системе координат. Пример. G43 G94F100 G1X50Z50 Перемещение на подаче 100 мм\мин по обеим осям G43 M3S300 G95F0,5 G1X50 Z50 Перемещение на подаче 0,5 мм\об в начале по оси Х, затем по оси Z. При задании подачи мм\об G95, обязательно должен быть включен шпиндель на необходимые обороты. G2,G3- Круговая интерполяция (по часовой и против часовой стрелки) в текущей системе координат с заданной подачей F. Есть два формата задания:
Пример. G18 G0 X0 Y0 (начальная точка) G2 X1 Y1 I1 F10 (конечная точка, I-смещение радиуса) Для токарного станка необходимо задать плоскость интерполяции G18. Пример для того же рисунка. G18 G0X0Y0 G2X1Y1R1F10 • G17 — XY (по умолчанию) • G18 — ZX • G19 — YZ • G17.1 — UV • G18.1 — WU • G19.1 — VW G20-в дюймах G21- в милиметрах В конце резьбового движения, произойдет реверс шпинделя и отвод с той же подачей. Т4М6G43. G54-G59.3 — включение координатных систем, также задается при смене инструмента как и G43. G64 — режим точного контроля за траекторией, для быстрых подач задает зону контроля за траекторией. Пример. G64P0,01 на быстрых перемещениях траектория не выйдет из зоны 0,01 мм. G73 —сверление с прерыванием стружки. Формат G73X-Z-R-Q-. R- начальная позиция по Z. Q-инкремент по Z L- количество повторов. G76 — цикл нарезания резьбы. Формат кадра: G76 P- Z- I- J- R- K- Q- E- L Р- шаг резьбы в мм ( поделить на 60) Z- глубина резьбы I — точка отхода от резьбы J- глубина врезания за проход R- уменьшение врезания с каждым следующим проходом, от 1,0 до 2,0 К-глубина резьбы Q- угол выхода из резьбы, обычно 29,5-30 Е — конечная точка для конусной резьбы, если угол конуса 45, то Е=К L — направление конуса, L1 -внутренний конус, L2-наружный. Пример. G0 Z-0.5 X0.2 G76 P0.05 Z-1 I-.075 J0.008 K0.045 Q29.5 L2 E0.045 G90 — перемещение в абсолютных координатах включить. Присвоить имя файлу: .ngc и расширение .ngc Теперь файл готов для открытия и изменения в программе ЧПУ. Можно редактировать и на месте дважды щелкнув по файлу указателем мыши. Для редактирования файла нажать Изменить. Назначение кнопок по порядку слева направо. -открыть программу
Выполнение программы с кадра. Просмотр времени выполнения программы. И получим. Время дается приблизительно для 100% подачи. |

 Для токарно-винторезных станков основными характеристиками является:
Для токарно-винторезных станков основными характеристиками является:
 Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
 Возможно изменение кнопками на клавиатуре, где 1-10%, 2-20%,….9-90%,0-100%.
Возможно изменение кнопками на клавиатуре, где 1-10%, 2-20%,….9-90%,0-100%. т. к. без него невозможно выполнить привязку к координатам станка, выполнение программы, и выполнение команд в преднаборе.
т. к. без него невозможно выполнить привязку к координатам станка, выполнение программы, и выполнение команд в преднаборе.


 Обязательно задание системы координат и G94 подача мм\мин или G95 подача мм\об и задание подачи F.
Обязательно задание системы координат и G94 подача мм\мин или G95 подача мм\об и задание подачи F.



Токарно-винторезный станок 16А20Ф3 с устройством ЧПУ NC-210 оснащем главным приводом Mitsubishi FR-740 и двумя приводами подач HA-075 и НА-040 по оси Z и X соотвественно. Особенности конструкции:
| ||||
 Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство.
Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.

| # | Наименование | Обозначение | ||
| 16А20Ф3С15 | 16А20Ф3С32 | 16А20Ф3С39 | ||
| 1 | Основание с транспортером стружкоудаления | 16К20Ф.013000.000 | ||
| 2 | Станина | 16К20Т1.010000.000 | ||
| 3 | Суппортная группа | 16К20Т1.054000.000 | ||
| 4 | Передача ВГК продольного перемещения | 16К20Т1.159000.000 | ||
| 5 | Опора левая винта продольного перемещения | 16К20Т1. 072000.000 072000.000 | ||
| 6 | Патрон механизированный с электромеханическим приводом | 16К20Ф.092000.000 | ||
| 7 | Ограждение неподвижное | 16А20Ф3.268000.000 | ||
| 8 | Ограждение подвижное | 16А20Ф3.265000.000 | ||
| 9 | Бабка шпиндельная | 16А20Ф3.025000.000 | ||
| 10 | Шкаф управления для станка | 16А20ФЗ.180000 | 16А20Ф3.447000 | 16А20ФЗ.192000 |
| 11 | Головка автоматическая 8-и позиционная | УГ9326.000000 | ||
| 12 | Ограждение суппортной группы | 16А20Ф3.267000.000 | ||
| 13 | Бабка задняя | 16А20Ф3.035000.000 | ||
| 14 | Электромеханический привод пиноли задней бабки | 16А20Ф3.037000.000 | ||
| 15 | Разводка коммуникаций | 16А20Ф3.112000.000 | ||
| 16 | Пульт управления станком | 16А20Ф3.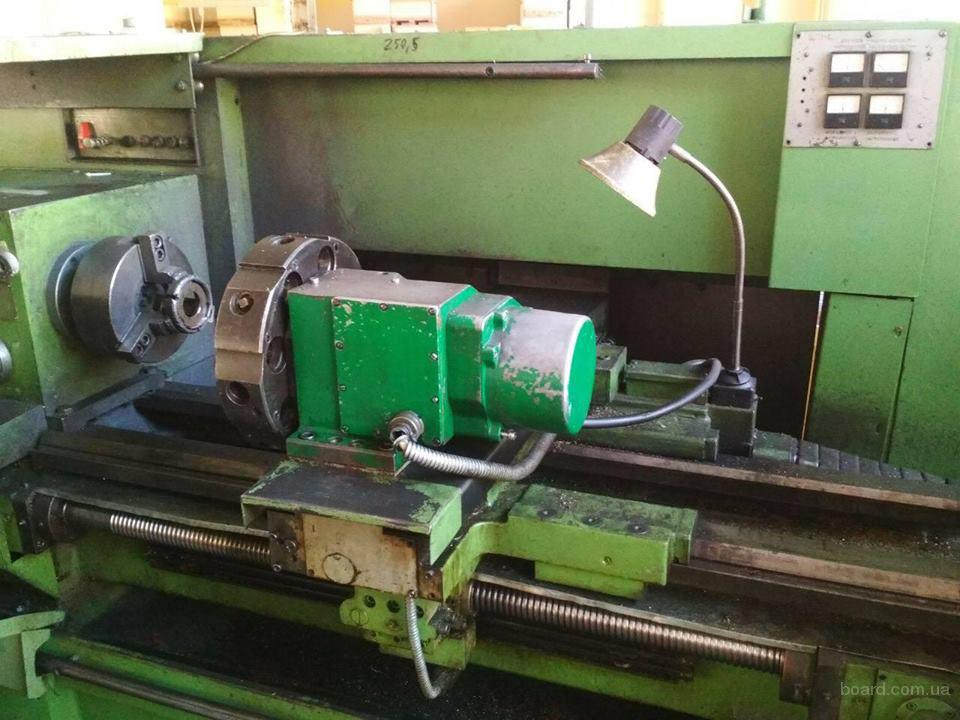 513000 513000 | 16А20Ф3.510000 | 16А20Ф3.509000 |
| 17 | Кронштейн пульта управления | 16А20Ф3.511000.000 | ||
| 18 | Опора правая продольного перемещения | 16К20Т1.073000.000 | ||
| 19 | Станция смазки шпиндельной бабки | 16К20Т1.241000.000 | ||
| 20 | Установка моторная | 16К20Т1.157000.000 | ||
| 21 | Ограждение задней зоны | |||
| 22 | Привод поперечного перемещения | 16K20Tl.486000.000 | ||
| 23 | Передача ВГК поперечного перемещения | 16К20Т1.158000.000 | ||
| 24 | Короб в составе узла | 16А20Ф3.447000.000 | ||
Расположение органов управления токарным станком 16А20Ф3
Расположение органов управления токарным станком 16а20ф3
Перечень органов управления токарным станком 16А20Ф3
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Рукоятка ручного перемещения (подвод — отвод) поперечного суппорта
- Панель контроля работы приводов Размер 2М-5-21
- Пульт управления работой станка
- Рукоятка зажима задней бабки на станке
- Панель управления транспортером стружкоудаления
- Рукоятка ручного перемещения (влево — вправо) продольной каретки
- Клавиатура УЧПУ
- Педаль управления подводом и отводом пиноли задней бабки (сдвоенная)
- Педаль управления зажимом и разжимом патрона (сдвоенная)
- БОСИ блок отображения символьной информации.
 Визуализация программы обработки, коррекции инструмента
Визуализация программы обработки, коррекции инструмента - Рукоятка зажима пиноли задней бабки
Кинематическая схема токарного станка с ЧПУ 16А20Ф3
Кинематическая схема токарного станка 16а20ф3
Кинематическая схема станка приведена на рис. 21. Кинематические схемы автоматической головки и транспортера стружкоудаления приведены в руководствах по эксплуатации на них.
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. (рис. 22), имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную. Диапазон частот вращения и положения рукоятки указаны в табл. 18.
Допустимые значения дисбаланса при обработке изделия при различных частотах вращения приведены в табл. 19.
Значения мощности и крутящего момента на шпинделе при различных частотах вращения приведены в табл. 20.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис.23).
Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания 1 (см. рис. 22). Для выборки зазора в зацеплении шестерен 2, 3 привода датчика следует повернуть эксцентриковый фланец 4.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
Паспорт станка 16А20Ф3С39
Данное руководство по эксплуатации «Паспорт станка 16А20Ф3С39» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16А20Ф3. Содержание данной документации:
- ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- КОМПЛЕКТНОСТЬ
- УКАЗАНИЯ МЕР БЕЗОПАСТНОСТИ
- СОСТАВ ОБОРУДОВАНИЯ
- ПОРЯДОК УСТАНОВКИ
- УСТРОЙСТВО И РАБОТА ОБОРУДОВАНИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ
- ГИДРО- И ПНЕВМОСМАЗОЧНАЯ СИСТЕМА
- ПОРЯДОК РАБОТЫ
- УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
- ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
- СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
- ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Скачать паспорт токарно-винторезного станка 16А20Ф3С39 (54 листа) в отличном качестве можно по ссылке расположенной ниже. Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
16А20Ф3 Конструкция токарного станка
Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. На станине станка устанавливаются: шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
Для базирования каретки на станине передняя направляющая имеет форму неравнобокой призмы, задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Привод продольного перемещения
Привод продольного перемещения (рис. 24, 25) включает шариковую передачу винт-гайка качения, опоры винта, приводной электродвигатель постоянного тока или асинхронный двигатель с частотным регулированием, а также датчик обратной связи, соединенные с винтом через муфты, на станках 16Л20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный двигатель.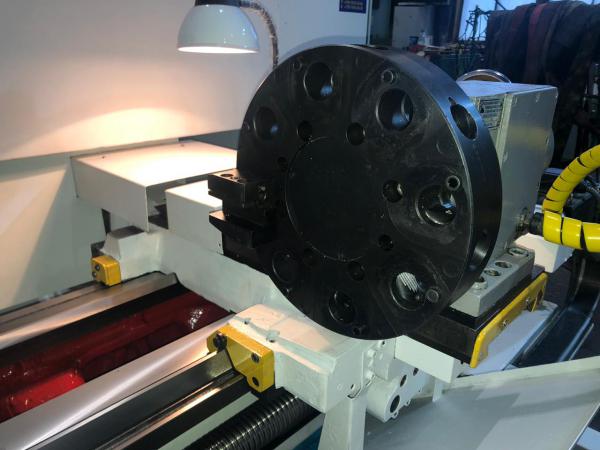 В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
Привод поперечного перемещения
Привод поперечного перемещения включает:
- шариковую передачу
- винт-гайка качения
- опору винта
- приводной электродвигатель постоянного тока или асинхронный с частотным регулированием
- датчик обратной связи, соединенные с винтом через муфты
На станках 16А20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный электродвигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
На станках без датчика эта передача и валик, не устанавливаются, суппорт следует перемещать ключом за головку винта, ввернутого в торец винта поперечного перемещения.
Головка автоматическая универсальная
На станках используется 6-, 8- и 12-позиционная автоматическая универсальная головка с горизонтальной осью поворота с инструментальным диском на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные или осевые инструменты (8-позиционная) или на 12 под радиальные инструменты и блоки под осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Задняя бабка
При помощи рукоятки 7, эксцентрикового вала 1, прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Станки в исполнении для ГПМ оснащаются приводом перемещения пиноли с контролем положения пиноли, для этого на задней бабке установлены конечные выключатели, которые срабатывают при перемещении пиноли и дают сигналы о положении пиноли в автоматическом цикле работы станка с роботом.
При отсутствии или неправильной установке детали пиноль проходит рабочее положение, кулачок освобождает конечный выключатель, команда на продолжение автоматического цикла не выдается.
Кулачки управления конечными выключателями установлены на поворотном валике, соединенном с винтом перемещения пиноли через передачу червяк — косозубая шестерня и имеют возможность регулировки применительно к конкретной детали.
Кулачок положения «отвод» пиноли обычно не регулируется, кулачок «поджим» пиноли устанавливается так, чтобы конечный выключатель срабатывал на 2 мм до конца поджима детали. Допустимое осевое усилие на центр задней бабки — 10 кН (1000 кгс).
Ограждение — неподвижное, щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с прозрачным экраном для наблюдения, закрывает зону резания.
С целью контроля положения ограждения установлены конечные выключатели, которые дают сигналы для работы станка в автоматическом цикле с роботом. В крайних положениях ограждения предусмотрено замедление перемещения.
Рекомендации по установке и использованию патронов
Для контроля положения тяги на передней бабке установлены на кронштейне 12 бесконтактные конечные выключатели 13, которые дают сигналы о положении подвижного кольца 11 и тяги привода кулачков патрона в автоматическом цикле работы станка с роботом.
Моторная установка
Двигатель главного привода (асинхронный с частотным регулированием или постоянного тока) монтируется на плите (рис. 29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
Привод индикатора контакта
На станках в исполнении для встраивания в ГПМ по особому заказу устанавливается индикатор контакта типа БВ-427100 000-07. Индикатор 1 (рис. 30) закрепляется на поворотном кронштейне 2, поворачиваемом в горизонтальное рабочее или вертикальное отведенное положение рейкой-штоком 3 гидроцилиндра 4. Поворот рычага в рабочее положение ограничивается упором 5. Приход рычага в рабочее и отведенное положение контролируется бесконтактными электропереключателями. Сигнал, получаемый от индикатора контакта при касании о рабочую кромку инструмента, поступает в УЧПУ при работе в режиме с автоматической привязкой инструмента. При опускании рычага он откидывает подпружиненную поворотную дверцу 6, предохраняющую индикатор контакта от стружки при работе станка. В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
Суппортная группа
Конструкция суппортной группы отличается применением комбинированных поперечных направляющих — левой наклонной, правой — прямоугольной и покрытием рабочих поверхностей продольных направляющих каретки и поперечных направляющих суппорта антифрикционным составом, например, УП5221 производства НПО «Пластполимер» (г. Донецк Ворошиловградской области). Антифрикционное покрытие обеспечивает постоянство коэффициента трения при малых и высоких скоростях рабочих перемещений, что способствует повышению точности позиционирования и стабильности и точности обработки.
Пульт управления
Пульт управления смонтирован на поворотном кронштейне 5, закрепляемом на основании станка и поворачивается оператором при наладке станка в удобное для него положение, в зависимости от длины обрабатываемого изделия. На пульте смонтированы панели с органами управления станком, а также клавиатура УЧПУ (на откидной панели), вычислительный блок и оперативное запоминающее устройство внешней памяти УЧПУ «Электроника НЦ-31» или блок отображения символьной информации УЧПУ 2Р22 или УЧПУ МС2101. Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Технические характеристики станка 16А20Ф3
| Наименование параметра | 16К20Ф3С32 | 16А20Ф3С32 | 16А20Ф3С39 |
| Основные параметры станка | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 200 | 200 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 | 500 | 500 |
| Диаметр отверстия в шпинделе, мм | 53 | 55 | 55 |
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обрабатываемого изделия при числе позиций инструментальной головки (6, 8, 12), мм | 870 | 900,750,850 | 900,750,850 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5…2000 | 20…2500 | 20…2500 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 12. 5..200 Ряд II — 50..800 Ряд III — 125..2000 5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 |
| Количество автоматически переключаемых скоростей | 9 | ||
| Диапазон автоматического переключения | 16 | ||
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе №6 | Морзе №6 | Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе №5 | Морзе №5 | Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе не менее, Нм (кгс*м) | 800 (80) | 800 (80) | |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное (Z) / поперечное (X), мм | 900/ 250 | 905/ 210 | 905/ 210 |
| Пределы шагов нарезаемых резьб, мм | 0,1..39,999 | 0,25…40 | 0,25…40 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 3. .2000 .2000 | 10..2000 (2,8) | 10..2000 (2,8) |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..2000 | 5..1000 (1,4) | 5..1000 (1,4) |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 7,0/ 4,0 | 15/ 7,5 | 15/ 7,5 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 8 (6,12) | 8 (6,12) |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | 0,001 | 0,001 |
| Пределы программируемых подач продольных/ поперечных, мм/об | 0,01…20/ 0,01. .10 .10 | 0,01…20/ 0,01..10 | 20,01…40/ 0,01..20 |
| Тип датчика обратной связи по положению и резьбонарезанию | РОД-620 | ВЕ178А5 | ВЕ178А |
| Электрооборудование станка | |||
| Электродвигатель главного привода, кВт/ об/мин | 11/ 1460 | 11/ 1500 | 11/ 1500 |
| Электродвигатель продольных подач — номинальный крутящий момент, Нм (кгс*м) | 23 (2,3) | 23 (2,3) | |
| Электродвигатель поперечных подач — номинальный крутящий момент, Нм (кгс*м) | 17 (1,7) | 17 (1,7) | |
| Электродвигатель станции смазки каретки, кВт/ об/мин | 0,18/ 1400 | 0,18/ 1400 | |
| Электродвигатель станции смазки шпиндельной бабки, кВт/ об/мин | 0,27/ 1450 | 0,27/ 1450 | |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | |
| Электродвигатель инструментальной головки, кВт/ об/мин | 0,37/ 1365 | 0,37/ 1365 | |
| Суммарная мощность электродвигателей, кВт | 20 | 21,4 | 21,4 |
| Суммарная мощность станка, кВт | 22 | 24 | 24 |
| Габариты и масса станка | |||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3700 1700 2145 | 3700 3000 2100 | 3700 3000 2100 |
| Масса станка с ЧПУ, кг | 4050 | 4150 | 4150 |
Токарно-винторезный станок 16А20Ф3С39
Токарно-винторезный станок 16А20Ф3С39 с устройством ЧПУ НЦ-31 оснащем главным приводом КЕМТОР или Размер 2М-5-21 и приводом подач РАЗМЕР 2М-5-21 по осям Z и X. Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство.
Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство.
Особенности конструкции:
- высокопрочная станина выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Алюминиевые детали для токарных станков Поставщики и каталог-Great Export Import
424647 результаты соответствуют вашему поиску
Процент сделок
Интеллектуальная сортировка
Собрать
Китайский поставщик|424 сделки
Активное значение 79 точек
Торговля: ДЕРЖАТЕЛЬ ИНСТРУМЕНТА ЧАСТЬ ПРИНАДЛЕЖНОСТЕЙ ДЛЯ ТОКАРНЫХ И ФРЕЗЕРНЫХ СТАНКОВ
Несколько собрано
Данные обновлены до 18 августа 2022 г.

Собрать
Поставщик из Индии|321 сделка
Активное значение 75 точек
Торговля: ЗАПАСНАЯ ЧАСТЬ (ТОкарный станок) ЗАХВАТ
Данные обновлены до 05.07.2022
Собрать
Китайский поставщик|289 транзакций
Активное значение 65 точек
Торговля: ТОКАРНЫЙ СТАНОК TORNO
Данные обновлены до 03.11.2009.
Собрать
Поставщик из Панамы|48 сделок
Активное значение 62 точки
Торговля: ЛЕНТОЧНО-ПИЛЬНЫЙ СТАНОК СТРОИТЕЛЬНЫЙ СТАНОК ГИБОЧНЫЙ СТАНОК ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ МАШИН СТАНОК СВЕРЛЬНЫЙ ПАТРОН ТОКАРНЫЙ ПАТРОН EDM ЛАТУННАЯ ПРОВОЛОКА КАТАЛОГ ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ИЗМЕРИТЕЛЬНОЕ КОЛЬЦО ЗАПАСНЫЕ ЧАСТИ ТОкарный ИНСТРУМЕНТ ПРИНАДЛЕЖНОСТИ ДЛЯ СТАНКОВ И Т.
 Д.
Д.Данные обновлены до 08.04.2018.
Собрать
Китайский поставщик|22 сделки
Активное значение 62 точки
Торговля: СОЕДИНЕНИЕ: ВНЕШНИЙ ДИАМЕТР 18 ММ, ЦЕНТРАЛЬНЫЙ 16 ММ, ДЛИНА 27 ММ, ВХОД/ВЫХОД 5 ММ КОЛ-ВО 30 ШТ. 1 МЕСТО АЛЮМИНИЕВАЯ МУФТА ДЛЯ ТОКАРНОГО СТАНКА 16A20 FZ НЕОБХОДИМА ДЛЯ ТОКАРНОГО СТАНКА 16A20 FZ
Данные обновлены до 01.10.2020
Собрать
Филиппинский поставщик|344 сделки
Активное значение 75 точек
Торговля: НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК
Данные обновлены до 28 июля 2022 г.
Собрать
Другой поставщик|81 сделка
Активное значение 62 точки
Торговля: ЧПУ СТАНКИ ЧПУ
Данные обновлены до 07.
 08.2021
08.2021Собрать
Китай поставщик|223 сделки
Активное значение 79 точек
Торговля: ТОЧНЫЙ СТАНОК
Несколько собрано
Данные обновлены до 25 апреля 2022 г.
Собрать
Китайский поставщик|30 сделок
Активное значение 62 точки
Торговля: 5 ДЕРЕВЯННЫХ ЯЩИКОВ STC: CJK0640 ТОКАРНЫЙ СТАНОК CNC6130 ДЕТАЛИ ДЛЯ ВЫШЕУКАЗАННОГО СТАНКА (LCL)
Данные обновлены до 23 октября 2014 г.
Собрать
Филиппинский поставщик|330 транзакций
Активное значение 75 баллов
Торговля: ПРИНАДЛЕЖНОСТИ ДЛЯ СТАНКОВ
Данные обновлены до 18 августа 2022 г.

Собрать
Россия поставщик|31 сделка
Активное значение 62 точки
Торговля: АЛЮМИНИЕВЫЕ ОБОРУДОВАТЕЛЬНЫЕ ЧАСТИ ДЛЯ ТОКАРНЫХ МАТЕРИАЛОВ ДАННАЯ ПОСТАВКА НЕ СОДЕРЖИТ УПЛОТНИТЕЛЬНЫХ МАТЕРИАЛОВ ИЗ МАССИВНОЙ ДРЕВЕСИНЫ
Данные обновлены до 16 апреля 2021 г.
Собрать
Поставщик из Индии|3605 сделок
Активное значение 76 точек
Торговля: ОСЬ СРЕДСТВА СТАНКА (ШПИНДЕЛЬ, ЧАСТЬ ДЛЯ ГОРИЗОНТАЛЬНОГО СТАНКА ВОДА ДЛЯ OOPSIE-DAISY YOUR EMAILS CD, МОДЕЛЬ МАШИНЫ TC-200 (TBFV-62589) @
Данные обновлены до 27 мая 2022 г.
Собрать
Китайский поставщик|4985 транзакций
Активное значение 80 баллов
Торговля: ТРИКОТАЖ ТРИКОТАЖ GK-5283UW ПОЛИ/СПАНДЕКС 92/8 ДЖЕРСИ С ВЛАГООТВОДЕНИЕМ И УФ-ОБРАБОТКОЙ ШИРИНА: 58/60″ ВЕС: 290 г/ярд GK-16786 ПОЛИ/СПАНДЕКС 92/8 ДЖЕРСИ С ФИТИЛЕМ И УФ-ОБРАБОТКА ШИРИНА: 58/60 «ВЕС: 290G/YD 67ROLLS ВЫСОКОСКОРОСТНОЙ ТОКАРНЫЙ СТАНОК 119SETS=2CRTS АЛЮМИНИЕВОЕ ЛИТЬЕ ПРОДУКТА 38CTNS=3PLTS МЕТАЛЛИЧЕСКИЕ ЧАСТИ ДЛЯ ИЗБРАННЫХ ПРОДУКТОВ 8543.
 9090.000 43CTNS=4PLTS МУЖСКАЯ ТРИКОТАЖНАЯ РУБАШКА ИЗ 100% МИКРОФИБРЫ ПОЛИЭСТЕР С КОРОТКИМ РУКАВОМ GREG NORMAN APPAREL 9CTNS (PEN) СУХОСТИРАЕМЫЙ МАРКЕР C.C.C. КОД:9608.20 75CTNS ЗАПАСНЫЕ ЧАСТИ В СБОРЕ ШПИНДЕЛЬ 8 K RPM CCC КОД:8466.93 3W/КОРПУС ЗАПАСНЫЕ ЧАСТИ ДЛЯ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ МОРСКОЙ ГОРН 42CTNS ПЛАСТИКОВАЯ РУКОЯТКА ДЛЯ ТЕСТА ЦЕПИ 17CTNS ДЕТАЛИ ЗАМКА 273CTNS=7PLTS ДЖИНСЫ. ————- МУЖСКИЕ ДЖИНСЫ ИЗ 100% ХЛОПКА. 175CTNS ЩЕЛЧОК,АРМАТУРА 2-1/4″ УНИВЕРСАЛЬНАЯ D-КОЛЬЦЕВАЯ ПЛАСТИНА,ОПОРА,СОБАЧКА,REBEL ШТАМПОВАННЫЙ КРЮК, АРМАТУРА 2-1/4″ АНКЕР,БЕТОН,ПЕРЕЧИНА,42″ 399CTNS=160CTNS(3STEEL PLTS)+239CTNS (8 ПЛАСТИКОВЫХ ПЛИТ) 1260 P’KGS=318CTNS+354CTNS(14PLTS) +160CTNS(3 СТАЛЬНЫХ PLTS)+67РУЛОН+3W/CASE +239CTNS(8 ПЛАСТИКОВЫХ ПЛАСТИКОВ)+119 КОМПЛЕКТОВ НА 2 CRTS=415PKGS
9090.000 43CTNS=4PLTS МУЖСКАЯ ТРИКОТАЖНАЯ РУБАШКА ИЗ 100% МИКРОФИБРЫ ПОЛИЭСТЕР С КОРОТКИМ РУКАВОМ GREG NORMAN APPAREL 9CTNS (PEN) СУХОСТИРАЕМЫЙ МАРКЕР C.C.C. КОД:9608.20 75CTNS ЗАПАСНЫЕ ЧАСТИ В СБОРЕ ШПИНДЕЛЬ 8 K RPM CCC КОД:8466.93 3W/КОРПУС ЗАПАСНЫЕ ЧАСТИ ДЛЯ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ МОРСКОЙ ГОРН 42CTNS ПЛАСТИКОВАЯ РУКОЯТКА ДЛЯ ТЕСТА ЦЕПИ 17CTNS ДЕТАЛИ ЗАМКА 273CTNS=7PLTS ДЖИНСЫ. ————- МУЖСКИЕ ДЖИНСЫ ИЗ 100% ХЛОПКА. 175CTNS ЩЕЛЧОК,АРМАТУРА 2-1/4″ УНИВЕРСАЛЬНАЯ D-КОЛЬЦЕВАЯ ПЛАСТИНА,ОПОРА,СОБАЧКА,REBEL ШТАМПОВАННЫЙ КРЮК, АРМАТУРА 2-1/4″ АНКЕР,БЕТОН,ПЕРЕЧИНА,42″ 399CTNS=160CTNS(3STEEL PLTS)+239CTNS (8 ПЛАСТИКОВЫХ ПЛИТ) 1260 P’KGS=318CTNS+354CTNS(14PLTS) +160CTNS(3 СТАЛЬНЫХ PLTS)+67РУЛОН+3W/CASE +239CTNS(8 ПЛАСТИКОВЫХ ПЛАСТИКОВ)+119 КОМПЛЕКТОВ НА 2 CRTS=415PKGSНесколько собрано
Данные обновлены до 01.06.2022.
Собрать
Тайваньский поставщик|68 сделок
Активное значение 82 точки
Торговля: ШЕСТЕРНИ ЯВЛЯЮТСЯ КОМПОНЕНТАМИ СТАНКА.
 ДИАМЕТР 44 СМ. НОВЫЙ 100% @
ДИАМЕТР 44 СМ. НОВЫЙ 100% @Включить контакты
Данные обновлены до 24 мая 2022 г.
Собрать
Китайский поставщик|763 транзакции
Активное значение 79 точек
Торговля: ДЕТАЛИ ШИНОСМЕННИКА ТОРМОЗНОЙ ДИСК ТОКАРНЫЙ СТАНОК РЕГУЛИРОВОЧНЫЙ КРОНШТЕЙН
Несколько собрано
Данные обновлены до 31 июля 2022 г.
Собрать
Поставщик из Южной Кореи|734 транзакции
Активное значение 79 точек
Торговля: НАБОР ИНСТРУМЕНТОВ ДЛЯ ТОКА
Включить контакты
Несколько собраноДанные обновлены до 06.08.2021
Собрать
Китайский поставщик|878 транзакций
Активное значение 79 точек
Торговля: ТОКАРНЫЙ СТАНОК 18PLTS18PKGS18SETS ТОкарный
Несколько собрано
Данные обновлены до 18 августа 2022 г.

Собрать
Китайский поставщик|127 транзакций
Активное значение 62 точки
Торговля: КОЛЕСА ИЗ АЛЮМИНИЕВОГО СПЛАВА
Данные обновлены до 18 января 2021 г.
Собрать
Филиппины поставщик|2307 сделок
Активное значение 76 точек
Торговля: АЛЮМИНИЕВАЯ БРИТВА
Данные обновлены до 17 августа 2022 г.
Собрать
Китайский поставщик|390 транзакций
Активное значение 65 точек
Торговля: СТОЯНКА БАРЬЕР БЕЗОПАСНЫЙ МИНИ-СТАНКА СПОРТИВНАЯ СКАМЬЯ ПОКРЫТИЕ ДЛЯ БАССЕЙНА НАСОС ГИДРОМАССАЖА
Данные обновлены до 26 октября 2020 г.
Собрать
Поставщик из Южной Кореи|432 сделки
Активное значение 79 точек
Торговля: 100 КОРОБОК ИЗ ДЕРЕВЯННОГО СТАНКА ДЛЯ КОПИРОВАНИЯ ЧАСТИ 1 X40’HC
Несколько собрано
Данные обновлены до 01.08.2022.
Собрать
Тайваньский поставщик|1297 сделок
Активное значение 86 точек
Торговля: ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ
Включить контакты
Данные обновлены до 18 июня 2022 г.
Собрать
Тайваньский поставщик|161 сделка
Активное значение 82 балла
Торговля: ГОРИЗОНТАЛЬНЫЙ СТАНОК С ЧПУ L С ЧПУ МОДЕЛЬ.
MT-2000 MFG № 036449 СТАНОК С ЧПУ МОДЕЛЬ. УПРАВЛЯЕМЫЙ ГОРИЗОНТАЛЬНЫЙ СТАНОК С ЧПУ L МОДЕЛЬ.MT-2000 MFG NO.036449 ТОКАРНЫЙ СТАНОК С ЧПУ МОДЕЛЬ.A-1500Включить контакты
Данные обновлены до 04.06.2022.
Собрать
Другой поставщик|25 сделок
Активное значение 62 точки
Торговля: 1 ПАКЕТ STC: ТОКАРНЫЙ СТАНОК МОДЕЛЬ: C0632C
Данные обновлены до 02 марта 2021 г.
Собрать
Поставщик из Японии|127 транзакций
Активное значение 76 точек
Trading: OKUMA NEW CNC LATHE MODEL V40R SERIAL NO OF MACHINE 240471 B1Y2615149179 OKUMA NEW C NC LATHE ODEL V40L SERIAL NO OF MACHINE 2404 72 B1Y2615149180 000000000000000000 845891 000 000000000000000 845891 000000 000000000000 845891 000000000 000000000
Несколько собрано
Данные обновлены до 23 августа 2022 г.
Собрать
Поставщик из США|32 транзакции
Активное значение 72 точки
Торговля: ONE 40 x 8 ‘x 9’6 High Cube Slacone 40’ x 8 ‘9’6 High Cube SLAC 18 Pallets18 Паллеты класс 1 Алюминиевый лом. 122X102X107 CMCM КЛАСС 3 АЛЮМИНИЕВЫЙ ЛОМ ПО НОМЕРКЛАСС 3 АЛЮМИНИЕВЫЙ ЛОМ ПО НОМЕР 42000002 [БОЛЬШЕ]
Данные обновлены до 28 мая 2022 г.
Собрать
другой поставщик|31 сделка
Активное значение 72 точки
Торговля: ЦИФРОВОЙ СЧИТЫВАТЕЛЬ ДЛЯ ТОКАРНОГО МАТЕРИАЛА ПОДАЧА КОНВЕЙЕРА ТОАСТЕР АЛЮМИНИЕВАЯ ОГРАЖДЕНИЕ ЖЕЛЕЗНАЯ БАЛЯСИНА ЖЕЛЕЗНАЯ ПОРУЧНЯ
Данные обновлены до 23 июля 2022 г.
Собрать
Поставщик из Китая|44 транзакции
Активное значение 62 точки
Торговля: ТОКАРНЫЙ ПАТРОН НЕПОЛНАЯ МОДЕЛЬ K11- 315D8, В КОЛИЧЕСТВЕ 2 ШТ.
— ВЕС: 106 КГ 2. СЕДЛА 1, 1 КОРОБКА 3. HDXU4339528 / ЧАСТЬ 8.000 9.000 10. 2020 / ПРОИЗВОДИТЕЛЬ КИТАЙ ОБЩЕЕ КОЛ-ВО. СИДЕНЬЯ: 1Данные обновлены до 20.11.2020
Собрать
Другой поставщик|300 сделок
Активное значение 65 точек
Обмен: КАРТА ПОСЫЛКИ ТОКА (КУВШИН) @
Данные обновлены до 01.09.2018.
Собрать
Китайский поставщик|42 сделки
Активное значение 66 точек
Торговля: ВОЗДУШНЫЙ КОМПРЕССОР ВОЗДУШНЫЙ КОМПРЕССОР 008 HS 8414809090 ВОЗДУШНЫЙ КОМПРЕССОР 016 HS 8414809090 РАСПЫЛИТЕЛЬ HS 8424200000 ЧАСТИ РАСПЫЛИТЕЛЯ HS 8424
0 TILE CUTTER HS 82055 SAND BLASTER HS 8424300000 OIL DRAINER CART HS 8716800000 LATHE 7X12 HS 84589
LATHE 7X14 HS 84589
MOVING BLANKETS HS 6307
0 TYRE CHANGER HS 8428
0 WHEEL BALANCER HS
00090 N/A HENFORD LIMITED
Несколько собрано
Данные обновлены до 21 октября 2014 г.
Предлагая каталог поставщиков алюминиевых деталей для токарных станков Real424647, B/L, данные об импорте которых обновлены до 23 августа 2022 г. На данный момент существуют таможенные данные 32 стран при большом экспорте-импорте. Вы можете искать покупателей из США, Великобритании, Пакистана,
Индия, Южная Корея, Мексика, Колумбия и другие страны по ключевому слову продукта, названию компании, 8-значному коду ТН ВЭД.
Будет легко найти лучших поставщиков алюминиевых токарных станков с помощью списка продуктов,
Последние транзакции и дата, происхождение, грузовые перевозки в целом, оценка активности с расширенным поиском и сортировкой. Пакетное отслеживание будет использоваться для добавления всех поставщиков деталей для алюминиевых токарных станков в один клик в центр управления данными на одной странице,
Между тем, экспорт счетов-фактур и контактов компаний поможет вам быстро создать список клиентов.
Алюминиевые детали для токарных станков Покупатели и каталог-Great Export Import
567574 результаты соответствуют вашему поиску
Процент сделок
Интеллектуальная сортировка
Собрать
покупатель из Индии|40 транзакций
Активное значение 72 точки
Торговля: FOC — 5272196 — ПЛАСТИНА АЛЮМИНИЕВАЯ ЗАГОТОВКА (ДЕТАЛИ ДЛЯ СТАНОК С ЧПУ И ИНСТРУМЕНТА ДЛЯ ОБРАБАТЫВАЮЩЕГО ЦЕНТРА
Данные обновлены до 07.07.2022
Собрать
покупатель из Индии|1296 транзакций
Активное значение 93 точки
Торговля: ЧАСТИ ДЛЯ ТОКАРНОГО СТАНКА С ЧПУ FUJI — ДЕРЖАТЕЛЬ 1MTP00096700
Включить контакты
Несколько собраноДанные обновлены до 28 июля 2022 г.
Собрать
Покупатель из Омана|136 транзакций
Активное значение 66 точек
Торговля: ВЫКЛЮЧАТЕЛЬ ПУСКА СТАНКА
Несколько собрано
Данные обновлены до 24 ноября 2015 г.
Собрать
покупатель из США|27 транзакций
Активное значение 76 точек
Торговля: ТОКАРНЫЙ СТАНОК С ЧПУ
Включить контакты
Несколько собраноДанные обновлены до 27 июля 2020 г.
Собрать
покупатель из Индии|73 транзакции
Активное значение 72 точки
Торговля: Б/У GENERAL LATHE MACHINE (GENERAL LATHE
Данные обновлены до 27 мая 2022 г.
Собрать
покупатель из Вьетнама|21 транзакция
Активное значение 62 точки
Торговля: ШЕСТЕРНИ ЯВЛЯЮТСЯ КОМПОНЕНТАМИ СТАНКА. ДИАМЕТР 44 СМ. НОВЫЙ 100% @
Данные обновлены до 12 января 2018 г.
Собрать
покупатель из США|115 транзакций
Активное значение 76 точек
Торговля: Container 12 пакет Mori Seiki Токарный завод Poreba Lathe Kikinda Grinder, включая инструменты и приспособления HTS Код: 84589900; контейнер 1 пакет Mori Seiki Lathe Poreba Lathe kikinda Grinder, включая инструменты и фиксации HTS Code: 8458900; LATHE POREBA LATHE KIKINDA GRINDER, ВКЛЮЧАЯ ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ; БОЛЬШИЕ РАЗМЕРЫ — ВЫСОТА: 0,56 МТ — ЛЕВЫЙ: 0,28 МТ — ПРАВЫЙ: 0,28 МТ; КОД HTS: 84589УСЛОВИЯ 900: CFR НЬЮ-ЙОРК
Включить контакты
Несколько собраноДанные обновлены до 01.
08.2018.Собрать
покупатель из Вьетнама|59 транзакций
Активное значение 66 точек
Торговля: ОСЬ СТАНКА/ВАЛ-НОВАЯ 100% @
Несколько собрано
Данные обновлены до 20 марта 2018 г.
Собрать
покупатель из Индии|1756 транзакций
Активное значение 93 точки
Торговля: ГРЕБИТЕЛЬ (R) MM8-13601-61-ЧАСТИ ДЛЯ ТОКАРНОГО СТАНКА С ЧПУ
Включить контакты
Несколько собраноДанные обновлены до 28 мая 2022 г.
Собрать
Узбекистан покупатель|22 сделки
Активное значение 62 точки
Торговля: НОВЫЙ СТАНОК, МОДЕЛЬ: 0640, ГОД ВЫПУСКА: 2020.
КАТЕГОРИЯ ЭНЕРГОЭФФЕКТИВНОСТИ: B. ПРОИЗВОДИТЕЛЬ: «YUHUAN MIZHENG IMPORT AND EXPORT CO., LTD» КИТАЙ. / ГИДРАВЛИЧЕСКИЙ СТАНОК 0640. — КОЛ-ВО. 1 ШТ., ВЕС: 800 КГ 2. МЕСТА 1, 1 1 В ДЕРЕВЯННОЙ КОРОБКЕ 3. TCLU9345336 / ЧАСТЬДанные обновлены до 15 декабря 2020 г.
Собрать
покупатель из Филиппин|269 транзакций
Активное значение 75 точек
Торговля: ТОКАРНЫЙ СТАНОК С ЧПУ
Данные обновлены до 20 июня 2022 г.
Собрать
покупатель из США|32 сделки
Активное значение 79 точек
Торговля: ТОКАРНЫЙ СТАНОК С ЧПУ
Включить контакты
Несколько собраноДанные обновлены до 03.
06.2021Собрать
покупатель из Индии|56 транзакций
Активное значение 86 точек
Торговля: КАТУШКА (ЧАСТИ ТОКАРНОГО СТАНКА С ЧПУ 20-CITIZEN)
Включить контакты
Несколько собраноДанные обновлены до 24 мая 2022 г.
Собрать
покупатель из Вьетнама|514 транзакций
Активное значение 69 точек
Торговля: ПОПРОСИТЕ МЕХ, ИСПОЛЬЗУЕМЫЙ ДЛЯ СТАНКА С ЧПУ / БОЛТ НОМЕР ДЕТАЛИ: MVAH021. НОВЫЕ СТО ПРОЦЕНТОВ. @
Несколько собрано
Данные обновлены до 28 апреля 2018 г.
Собрать
покупатель из Индии|180 транзакций
Активное значение 86 точек
Торговля: ТОКАРНЫЙ СТАНОК С ЧПУ МОДЕЛЬ №.
XKW 150Включить контакты
Несколько собраноДанные обновлены до 21 марта 2022 г.
Собрать
покупатель из Индии|171 сделка
Активное значение 89 точек
Торговля: СТЕКЛЯННОЕ ОКНО 44OX540 XT15.5 ЧАСТИ ДЛЯ ТОКАРНОГО СТАНКА С ЧПУ
Включить контакты
Несколько собраноДанные обновлены до 05.05.2022.
Собрать
покупатель из Индии|143 транзакции
Активное значение 82 точки
Торговля: АЛЮМИНИЕВАЯ ВТУЛКА ( ЗАПЧАСТИ ТОКАРНОГО СТАНКА
Включить контакты
Данные обновлены до 14 июля 2022 г.
Собрать
покупатель из США|8881 транзакция
Активное значение 94 балла
Торговля: СТАНКИ ЧАСТИ
Включить контакты
Несколько собраноДанные обновлены до 10 июля 2022 г.
Собрать
покупатель из Индии|433 сделки
Активное значение 89 точек
Торговля: ТОКАРНЫЙ АВТОМАТ С ЧПУ СО СТАНДАРТНЫМИ И ДОПОЛНИТЕЛЬНЫМИ ПРИНАДЛЕЖНОСТЯМИ (МОДЕЛЬ: L12) (СЕРИЙНЫЙ НОМЕР F50676) (БРЕНД CINCOM)
Включить контакты
Несколько собраноДанные обновлены до 27 апреля 2022 г.
Собрать
покупатель из Индонезии|133 транзакции
Активное значение 76 баллов
Торговля: ТОКАРНЫЙ СТАНОК С ЧПУ C400K
Несколько собрано
Данные обновлены до 22 сентября 2021 г.
Собрать
покупатель из Индии|44 транзакции
Активное значение 79 точек
Торговля: ДЕРЖАТЕЛЬ РЕЗКИ OD (ЗАПАСНЫЕ ЧАСТИ ДЛЯ ПРЯМОЙ СВЕРЛИЛЬНОЙ/ФРЕЗЕРНОЙ СТАНКИ MAZAK ГОРИЗОНТАЛЬНЫЙ СТАНОК С ЧПУ QUICK TURN SMART)
Включить контакты
Несколько собраноДанные обновлены до 24 января 2019 г.
Собрать
покупатель из Вьетнама|144 сделки
Активное значение 66 точек
Торговля: ТОКАРНЫЙ СТАНОК 6150B: ТОКАРНЫЙ ГОРИЗОНТАЛЬНЫЙ 6150B (УПРАВЛЯЕТ ЧИСЛО). НОВЫЕ СТО ПРОЦЕНТОВ @
Несколько собрано
Данные обновлены до 18 марта 2018 г.
Собрать
Узбекистан покупатель|36 сделок
Активное значение 62 точки
Торговля: СОЕДИНЕНИЕ: ВНЕШНИЙ ДИАМЕТР 18 ММ, ЦЕНТРАЛЬНЫЙ 16 ММ, ДЛИНА 27 ММ, ВХОД/ВЫХОД 5 ММ КОЛ-ВО 30 ШТ. 1-МЕСТНОЕ АЛЮМИНИЕВОЕ СОЕДИНЕНИЕ ДЛЯ ТОКАРНОГО СТАНКА 16A20 FZ НЕОБХОДИМО ДЛЯ ТОКАРНОГО СТАНКА 16A20 FZ
Данные обновлены до 09.06.2021
Собрать
покупатель из Канады|549 транзакций
Активное значение 92 точки
Торговля: ЧАСТИ СТАНКОВ:- ТОКАРНЫЕ ПАТРОНЫ 12 ДЮЙМОВ.
3-КУЛАЧКОВЫЙ ПАТРОН 2 ШТ. КУЛАЧКОВЫЙ ПЕРЕДНИЙ MTD PL (ТОкарНЫЕ ПАТРОНЫ)Включить контакты
Несколько собраноДанные обновлены до 18 мая 2022 г.
Собрать
покупатель из Индии|161 сделка
Активное значение 86 точек
Торговля: СТАРЫЙ И Б/У «BERTHIEZ» ВЕРТИКАЛЬНЫЙ СТАНОК С НЕОБХОДИМЫМИ ЗАПЧАСТЯМИ И ПРИНАДЛЕЖНОСТЯМИ [ЧАСТИЧНАЯ ПОСТАВКА
Включить контакты
Несколько собраноДанные обновлены до 25 мая 2022 г.
Собрать
Вьетнам покупатель|295 транзакций
Активное значение 69 точек
Торговля: ЧАСТИ НОГИ ИЗ ЖЕЛЕЗА (БЕЗНАДЕЖНОСТЬ РУБАШКИ НА ПУГОВИЦАХ ТОКА)/РАЗРЕШЕННАЯ ЧАСТЬ СБОРА ДЛЯ ФОРМОВКИ/C. НОВЫЕ СТО ПРОЦЕНТОВ @
Несколько собрано
Данные обновлены до 20 апреля 2018 г.
Собрать
покупатель из Индии|182 сделки
Активное значение 89 точек
Торговля: ОСНОВНОЙ СТАНОК LATHE L28 (СТАНОК С ЧПУ)
Включить контакты
Несколько собраноДанные обновлены до 30 ноября 2021 г.
Собрать
покупатель из Пакистана|53 транзакции
Активное значение 62 точки
Торговля: ОБРЕЗКИ АЛЮМИНИЕВЫХ МЕДНЫХ КАБЕЛЕЙ
Данные обновлены до 01.03.2021
Собрать
покупатель из США|1247 транзакций
Активное значение 83 точки
Торговля: ЗАПАСНЫЕ ЧАСТИ ДЛЯ СТАНКА
Включить контакты
Несколько собраноДанные обновлены до 13 января 2011 г.
Собрать
покупатель из Вьетнама|316 транзакций
Активное значение 69 баллов
Торговля: СТАНОК С ЧПУ УПРАВЛЯЕТ МОДЕЛЬЮ, WIA МОДЕЛЬ HD2200C ИСПОЛЬЗУЕТСЯ В ПРОМЫШЛЕННОМ ПРОИЗВОДСТВЕ АЛЮМИНИЕВАЯ ФОРМА, НОВАЯ 100% @
Несколько собрано
Данные обновлены до 28 апреля 2018 г.
Предлагая Каталог покупателей деталей для алюминиевых токарных станков Real567574, B/L, данные об импорте которых были обновлены до 23 августа 2022 г. На данный момент существуют таможенные данные 32 стран при большом экспорте-импорте. Вы можете искать покупателей из США, Великобритании, Пакистана,
Индия, Южная Корея, Мексика, Колумбия и другие страны по ключевому слову продукта, названию компании, 8-значному коду ТН ВЭД.
Будет легко найти лучшую алюминиевую деталь для токарного станкаПокупатели с помощью списка продуктов,
Последние транзакции и дата, происхождение, грузовые перевозки в целом, оценка активности с расширенным поиском и сортировкой. Пакетное отслеживание будет использоваться для добавления всех покупателей алюминиевых токарных станков одним щелчком мыши в центр управления данными на одной странице,
Между тем, экспорт счетов-фактур и контактов компаний поможет вам быстро создать список клиентов.
Цинциннати Сенедо Миллер стр. 2
Цинциннати Сенедо Миллер стр. 2
| |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
Персонализированный пластиковый цвет от 12 до 16 и 20 диаметров накладных труб и труб из ПВХ
Персонализированный пластиковый цвет от 12 до 16 и 20 диаметров накладных труб и труб из ПВХ
Especificaciones:
Erikeke UPVC embalando bien el tubo y tubo de pantalla de un perfect prodcut para la protección del hogar, риего&запятая; Pozos Mineros e Industriales&запятая; Manteniendo el paquete de grava y extranjeros particals el suministro de agua limpia y clara de los pozos.
Tamaño común y presión de trabajo en la tabla a continuación:
| DN(pulg. ) | OD (мм) | La presión de trabajo | Espesor de pared. | La presión de trabajo | Espesor de pared. | La presión de trabajo | Espesor de pared. | |||||
| МПа | мм | МПа | мм | МПа | мм | |||||||
| pulg 1.2 | 20 | 2,0 | 2,0 | |||||||||
| 3/4 pulg. | 25 | 1.6 | 2.0 | |||||||||
| 1″ | 32 | 1.25 | 2.0 | 1.6 | 2,4 | |||||||
| 1-1 & sol; 4 « | 40 | 1 & PEOR; 0 | 2 & PEOR; 0 | 1 & PEOR; | 50 | 1 & Период; 0 | 2 & Период; 4 | 1 & Период; 25 | 3 & Период; 0 | 1 & PEOR; 6 | 3 & PEURY; 7 3989 и период; 6 | 3 & PORIOD; 7 333989999999999898898 2 | 3 & PEURI0882 1.0 | 3.0 | 1.25 | 3.8 | 1.6 | 4.7 |
| 3″ | 90 | 1.0 | 4.3. | 1.25 | 5.4 | 1.6 | 6.7 | |||||
| 4″ | 110 | 1.0 | 4.2. | 1.25 | 5.3 | 1.6 | 6.6 | |||||
| 4-1/2″ | 125 | 1.0 | 4.8 | 1.25 | 6 & Period; 0 | 1 & PEORD; 6 | 7 & PEORD; 4 | |||||
| 5 « | 140 | 1 & PEOR; 0 | 5 & PEORIT; 4 9088;0883 | 1.6 | 8.3 | |||||||
| 6″ | 160 | 1.0 | 6.2 | 1.25 | 7.7 | 1.6 | 9.5 | |||||
| 7 « | 180 | 1 & Период; 0 | 6 & Period; | 1 & PEOR;0883 | ||||||||
| 8″ | 200 | 1.0 | 7.7 | 1.25 | 9.6 | 1.6 | 11.9 | |||||
| 9″ | 225 | 1,0 | 8,6 | 1,25 | 10,8 | 1,6 | 13,4 | 83 10″0883 | 1.0 | 9.6 | 1.25 | 11.9 | 1.6 | 14.8 |
| 12″ | 280 | 1.0 | 10.7 | 1.25 | 13.4 | 1.6 | 16.6 | |||||
| 13″ | 315 | 1.0 | 12.1. | 1.25 | 15 | 1.6 | 18.7 |
Propiedades físicas y mechanicla de tubo de PVC para bien
| El tema | Los indicadores | Unidad |
| Densidad | 1350~1460 | кг/м3. |
| La Tempatura de Reblandecimiento Vicat | ≥80 | °C. |
| Продольный отвод | ≤5 | % |
| La rigidez de anillo | SN≥12.5 | KN/m2 |
| Rendimiento de resistencia el estrés | ≥40 | Mpa |
| Martillo de caída de la resistencia al impacto | ≤5 | (0ºC)/% МДП |
Характеристики
1. Стойкий к эрозии
Труба из ПВХ, которая продается стабильно и запятая; Ло Que La Mayoría де resistentes a ácidos y álcalis.
2. Larga vida de servicio
Tubo de vida de servicio tradicional es de 20-30 años. Трубка ПВХ vida de servicio es de al menos 50 años a una tempatura y presión.
3. Excelente rendimiento sanitario
Tube de PVC es producida por utilizar estaño o Ca/Zn eстабилизатор&запятая; su rendimiento sanitario está lleno de acuerdo con GB/T17219 y Ministryio de Salud de la República Popular de China de agua relacionados con el criterio.
4. Труба из ПВХ tiene mejor (lpar;aburrido), la fuerte presión resistente, más grande que fluye de la cruz, y es la mejor opción sustituir ranurado de acero y hormigón (lpar;aburrido) La Cañería en muchos campos.
5. Fácil de installar
Ranurado de PVC (aburrido) тубо форма conjunta: Anillo elástico de la articulación, эль цементо де ла articulación, la tripulación también y la brida conjunta de articulación. Адемас&запятая; труба из ПВХ-М с низкой плотностью&запятая; песо лигеро&запятая; Menores necesidades de los trabajadores y los materiales de construcción, los costos de construcción es también inferior en comparación tubo de hormigón, тубо де acero.
6. La pared interior liso, sin la formación de sarro, Fluyendo más fácil, Нет блока сена(n=0,008 — 0,009)&запятая; Отличные бактерии resistentes. Se puede garantizar de manera efectiva de los tubos mucho tiempo Luego. Para pasar campo oscilante, трубы из PVC-M también lavar fácilmente claro.
Сборка
El proceso de producción
Aplicaciones
- Embalando bien
- Las camisas bien
- Los sistemas de presión
- El riego
- Bombas sumergibles
- Las bombas de chorro
Stock y пакеты.
Instalaciones y de la fábrica
Основные продукты
Los certificados
Preguntas frecuentes
P1: ¿ Производство?
R: Sí somos-эль-фабриканте.
P2: Proporcionan Una Muestra бесплатно?
R: Sí&запятая; Suministramos Usted Muestra gratuita Dentro de Un Día.
P3: ¿Cuál Es Su Tiempo deivery?
R: Nuestra Hora de entrega Es Normalmente de 7 A 15 Días Después del Depósito.
P4: ¿Cuál Es La Forma de pago ?
R: Aceptamos T/T&запятая; L/C а-ля Vista&запятая; PayPal и Oeste Europea.
P5: ¿Puedo visitar su fábrica?
R: Sí damos la bienvenida su visitarnos algún día su conveniencia.
P6: ¿se puede aceptar nuestra deisgn y productos?
R: Sí&запятая; tenemos el ingeniero profesional de los equipos. Podemos deisgn y producir productos especiales
Según la solicitud de los clientes.
Gale Apps — Технические трудности
Приложение, к которому вы пытаетесь получить доступ, в настоящее время недоступно. Приносим свои извинения за доставленные неудобства. Повторите попытку через несколько секунд.
Если проблемы с доступом сохраняются, обратитесь за помощью в наш отдел технической поддержки по телефону 1-800-877-4253. Еще раз спасибо, что выбрали Gale, обучающую компанию Cengage.
org.springframework.remoting.RemoteAccessException: невозможно получить доступ к удаленной службе [authorizationService@theBLISAuthorizationService]; вложенным исключением является com.zeroc.Ice.UnknownException
unknown = «java.lang.IndexOutOfBoundsException: индекс 0 выходит за границы для длины 0
в java.base/jdk.internal.util.Preconditions.outOfBounds(Preconditions.java:64)
в java.base/jdk.internal.util.Preconditions.outOfBoundsCheckIndex(Preconditions.java:70)
в java.base/jdk.internal.util.Preconditions.checkIndex(Preconditions.java:248)
в java.base/java.util.Objects.checkIndex(Objects.java:372)
в java.base/java.util.ArrayList.get(ArrayList.java:458)
в com.gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.populateSessionProperties(LazyUserSessionDataLoaderStoredProcedure.java:60)
в com. gale.blis.data.subscription.dao.LazyUserSessionDataLoaderStoredProcedure.reQuery(LazyUserSessionDataLoaderStoredProcedure.java:53)
в com.gale.blis.data.model.session.UserGroupEntitlementsManager.reinitializeUserGroupEntitlements(UserGroupEntitlementsManager.java:30)
в com.gale.blis.data.model.session.UserGroupSessionManager.getUserGroupEntitlements(UserGroupSessionManager.java:17)
в com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getProductSubscriptionCriteria(CrossSearchProductContentModuleFetcher.java:244)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getSubscribedCrossSearchProductsForUser(CrossSearchProductContentModuleFetcher.java:71)
на com.gale.blis.api.authorize.contentmodulefetchers.CrossSearchProductContentModuleFetcher.getAvailableContentModulesForProduct(CrossSearchProductContentModuleFetcher.java:52)
на com. gale.blis.api.authorize.strategy.productentry.strategy.AbstractProductEntryAuthorizer.getContentModules(AbstractProductEntryAuthorizer.java:130)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.isAuthorized(CrossSearchProductEntryAuthorizer.java:82)
на com.gale.blis.api.authorize.strategy.productentry.strategy.CrossSearchProductEntryAuthorizer.authorizeProductEntry(CrossSearchProductEntryAuthorizer.java:44)
на com.gale.blis.api.authorize.strategy.ProductEntryAuthorizer.authorize(ProductEntryAuthorizer.java:31)
в com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody0(BLISAuthorizationServiceImpl.java:57)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize_aroundBody1$advice(BLISAuthorizationServiceImpl.java:61)
на com.gale.blis.api.BLISAuthorizationServiceImpl.authorize(BLISAuthorizationServiceImpl.java:1)
в com.gale. blis.auth.AuthorizationService._iceD_authorize(AuthorizationService.java:97)
в com.gale.blis.auth.AuthorizationService._iceDispatch(AuthorizationService.java:406)
в com.zeroc.IceInternal.Incoming.invoke(Incoming.java:221)
в com.zeroc.Ice.ConnectionI.invokeAll(ConnectionI.java:2706)
на com.zeroc.Ice.ConnectionI.dispatch(ConnectionI.java:1292)
в com.zeroc.Ice.ConnectionI.message(ConnectionI.java:1203)
в com.zeroc.IceInternal.ThreadPool.run(ThreadPool.java:412)
в com.zeroc.IceInternal.ThreadPool.access$500(ThreadPool.java:7)
в com.zeroc.IceInternal.ThreadPool$EventHandlerThread.run(ThreadPool.java:781)
в java.base/java.lang.Thread.run(Thread.java:834)
»
org.springframework.remoting.ice.IceClientInterceptor.convertIceAccessException(IceClientInterceptor.java:348)
org. springframework.remoting.ice.IceClientInterceptor.invoke(IceClientInterceptor.java:310)
org.springframework.remoting.ice.MonitoringIceProxyFactoryBean.invoke(MonitoringIceProxyFactoryBean.java:71)
org.springframework.aop.framework.ReflectiveMethodInvocation.proceed(ReflectiveMethodInvocation.java:186)
org.springframework.aop.framework.JdkDynamicAopProxy.invoke(JdkDynamicAopProxy.java:215)
com.sun.proxy.$Proxy151.authorize(Неизвестный источник)
com.gale.auth.service.BlisService.getAuthorizationResponse(BlisService.java:61)
com. gale.apps.service.impl.MetadataResolverService.resolveMetadata(MetadataResolverService.java:65)
com.gale.apps.controllers.DiscoveryController.resolveDocument(DiscoveryController.java:57)
com.gale.apps.controllers.DocumentController.redirectToDocument(DocumentController.java:22)
jdk.internal.reflect.GeneratedMethodAccessor249.invoke (неизвестный источник)
java.base/jdk.internal.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:43)
java.base/java.lang.reflect.Method.invoke(Method.java:566)
org. springframework.web.method.support.InvocableHandlerMethod.doInvoke(InvocableHandlerMethod.java:205)
org.springframework.web.method.support.InvocableHandlerMethod.invokeForRequest(InvocableHandlerMethod.java:150)
org.springframework.web.servlet.mvc.method.annotation.ServletInvocableHandlerMethod.invokeAndHandle(ServletInvocableHandlerMethod.java:117)
org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.invokeHandlerMethod (RequestMappingHandlerAdapter.java:895)
org.springframework.web.servlet.mvc.method.annotation.RequestMappingHandlerAdapter.handleInternal (RequestMappingHandlerAdapter.java:808)
org. springframework.web.servlet.mvc.method.AbstractHandlerMethodAdapter.handle(AbstractHandlerMethodAdapter.java:87)
org.springframework.web.servlet.DispatcherServlet.doDispatch(DispatcherServlet.java:1067)
org.springframework.web.servlet.DispatcherServlet.doService(DispatcherServlet.java:963)
org.springframework.web.servlet.FrameworkServlet.processRequest(FrameworkServlet.java:1006)
org.springframework.web.servlet.FrameworkServlet.doGet(FrameworkServlet.java:898)
javax.servlet.http.HttpServlet.service(HttpServlet.java:626)
org. springframework.web.servlet.FrameworkServlet.service(FrameworkServlet.java:883)
javax.servlet.http.HttpServlet.service(HttpServlet.java:733)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:227)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.tomcat.websocket.server.WsFilter.doFilter(WsFilter.java:53)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org. apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.catalina.filters.HttpHeaderSecurityFilter.doFilter(HttpHeaderSecurityFilter.java:126)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.servlet.resource.ResourceUrlEncodingFilter.doFilter(ResourceUrlEncodingFilter.java:67)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org. apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.RequestContextFilter.doFilterInternal (RequestContextFilter.java:100)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org. apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:102)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.owasp.validation.GaleParameterValidationFilter.doFilterInternal(GaleParameterValidationFilter.java:97)
org. springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:126)
org.springframework.boot.web.servlet.support.ErrorPageFilter.access$000(ErrorPageFilter.java:64)
org.springframework.boot.web.servlet.support.ErrorPageFilter$1.doFilterInternal(ErrorPageFilter.java:101)
org. springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.springframework.boot.web.servlet.support.ErrorPageFilter.doFilter(ErrorPageFilter.java:119)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.web.filter.FormContentFilter.doFilterInternal (FormContentFilter.java:93)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org. apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.springframework.boot.actuate.metrics.web.servlet.WebMvcMetricsFilter.doFilterInternal (WebMvcMetricsFilter.java:96)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org. springframework.web.filter.CharacterEncodingFilter.doFilterInternal (CharacterEncodingFilter.java:201)
org.springframework.web.filter.OncePerRequestFilter.doFilter(OncePerRequestFilter.java:117)
org.apache.catalina.core.ApplicationFilterChain.internalDoFilter(ApplicationFilterChain.java:189)
org.apache.catalina.core.ApplicationFilterChain.doFilter(ApplicationFilterChain.java:162)
org.apache.catalina.core.StandardWrapperValve.invoke(StandardWrapperValve.java:202)
org.apache.catalina.core.StandardContextValve.invoke(StandardContextValve.java:97)
org. apache.catalina.authenticator.AuthenticatorBase.invoke(AuthenticatorBase.java:542)
org.apache.catalina.core.StandardHostValve.invoke(StandardHostValve.java:143)
org.apache.catalina.valves.ErrorReportValve.invoke(ErrorReportValve.java:92)
org.apache.catalina.valves.AbstractAccessLogValve.invoke(AbstractAccessLogValve.java:687)
org.apache.catalina.core.StandardEngineValve.invoke(StandardEngineValve.java:78)
org.apache.catalina.connector.CoyoteAdapter.service(CoyoteAdapter.java:357)
org.apache. coyote.http11.Http11Processor.service(Http11Processor.java:374)
org.apache.coyote.AbstractProcessorLight.process(AbstractProcessorLight.java:65)
org.apache.coyote.AbstractProtocol$ConnectionHandler.process(AbstractProtocol.java:893)
org.apache.tomcat.util.net.NioEndpoint$SocketProcessor.doRun(NioEndpoint.java:1707)
org.apache.tomcat.util.net.SocketProcessorBase.run(SocketProcessorBase.java:49)
java.base/java.util.concurrent.ThreadPoolExecutor.runWorker(ThreadPoolExecutor.java:1128)
java. base/java.util.concurrent.ThreadPoolExecutor$Worker.run(ThreadPoolExecutor.java:628)
org.apache.tomcat.util.threads.TaskThread$WrappingRunnable.run(TaskThread.java:61)
java.base/java.lang.Thread.run(Thread.java:834)
| Металлорежущие станки > Токарные станки > Center Lahtes | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
