Сварочный инвертор неисправности и способы их устранения: «Основные неисправности сварочного инвертора» — Интересные и полезные статьи о сварке
Содержание
Неисправности сварочного инвертора: причины и способы устранения
Главная » Сварка » Сварочное Оборудование
Сварочное Оборудование
Автор admin На чтение 3 мин. Просмотров 3.8k. Опубликовано
Появление сварочных инверторов позволило существенно упростить выполнение работ, с их помощью даже не слишком опытный сварщик вполне способен справиться со сваркой различных металлов.
Но стоит учитывать то, что установка имеет сложное электронное устройство, поэтому неисправности сварочного инвертора может устранить только специалист, разбирающийся в его устройстве.
Все основные неисправности сварочных инверторов происходят из-за несоблюдения условий эксплуатации и режимов работы.
К основным причинам выхода из строя электронной схемы можно отнести следующие факторы:
- Попадание влаги в устройство происходит чаще всего по вине осадков (дождь, снег).

- Пыль внутри корпуса препятствует нормальному охлаждению электронной схемы. Особенно часто попадание пыли случается при эксплуатации установки на строительных площадках. Во избежание выхода из строя инвертор должен подвергаться периодической чистке.
- Несоблюдение режима непрерывной работы так же приводят к перегреву и выходу электроники из строя.

К сожалению, при большинстве таких поломок восстановить инвертор смогут только в ремонтной специализированной мастерской. Но существует еще целый ряд ситуаций, которые неопытный сварщик может принять за серьезную поломку, а причина кроется совсем в другом. Именно такие «неисправности» рассмотрим дальше.
Основные ошибки новичков
Достаточно часто неумение выбрать правильный режим сварки приводит к мыслям о том, что инвертор неисправен.
Именно поэтому необходимо знать основные мнимые причины неисправностей сварочного инвертора:
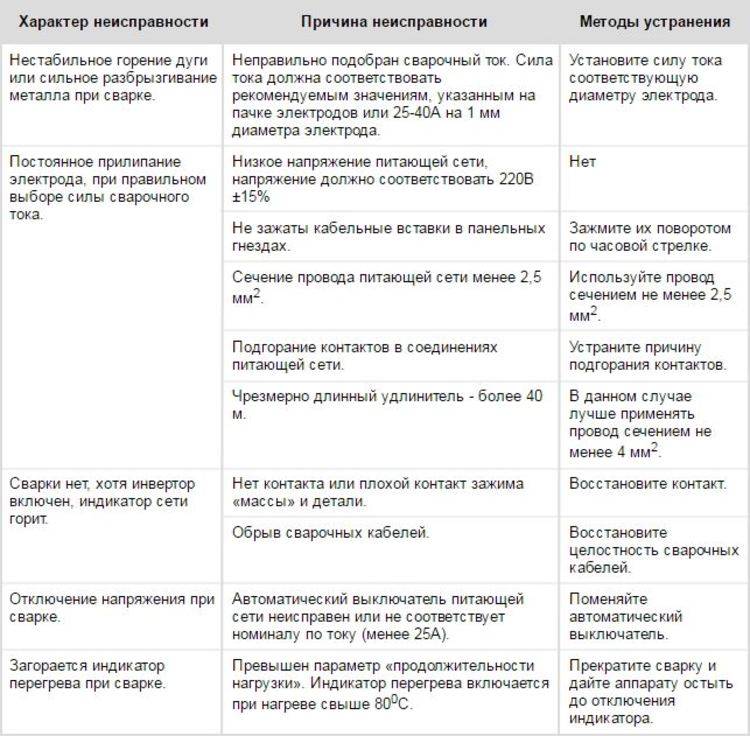
- Неустойчивость дуги или чрезмерное разбрызгивание металла при выполнении работ свидетельствует о том, что выбрана неправильная величина сварочного тока.
 Данный показатель должен выбирать не только исходя из диаметра применяемого электрода, но и из скорости выполнения работ (скорость сварки). При уменьшении этого показателя необходимо соответственно уменьшить и сварочный ток.
Данный показатель должен выбирать не только исходя из диаметра применяемого электрода, но и из скорости выполнения работ (скорость сварки). При уменьшении этого показателя необходимо соответственно уменьшить и сварочный ток. - Если сварочный электрод залипает, это может говорить о нескольких проблемах. В первую очередь необходимо проверить напряжение питающей сети, скорее всего оно упало ниже определенного, допускаемого производителем инвертора, значения. Такая же проблема может появиться и при недостаточно качественной подготовки детали, оксидная пленка ухудшает контакт электрода с деталью. В некоторых случаях залипание можно наблюдать и при недостаточном сечении питающего кабеля.
- Аппарат подключен к сети, слышен звук его работы, но сварка не осуществляется. В этом случае необходимо проверить целостность сварочного кабеля, надежность подключения массы к свариваемым деталям.
- Аппарат не включается в сеть. Причиной этого может быть повреждение сетевого кабеля. Нередко дело может заключаться в недостаточной мощности автоматических защитных выключателях, установленных в распределительном щите.
 Они просто отключают нагрузку при превышении пусковым током значения, на которое рассчитан выключатель.
Они просто отключают нагрузку при превышении пусковым током значения, на которое рассчитан выключатель.
Именно на эти моменты стоит обращать внимание при выполнении сварочных работ инвертором, это избавит от необходимости посещения сервисного центра и оплаты несуществующего ремонта.
Но если произошла действительно серьезная поломка, о чем может свидетельствовать появление запаха дыма или гари из корпуса инвертора, не стоит пытаться ремонтировать агрегат самостоятельно без должного опыта и знаний. В большинстве случаев это приводит к невозможности восстановить работоспособность инвертора даже квалифицированными специалистами.
Ремонт инверторного сварочного аппарата — причины поломок, основные неисправности: tvin270584 — LiveJournal
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание. В этой статье мастер электрик расскажет в каких случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно.
А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание. В этой статье мастер электрик расскажет в каких случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно.
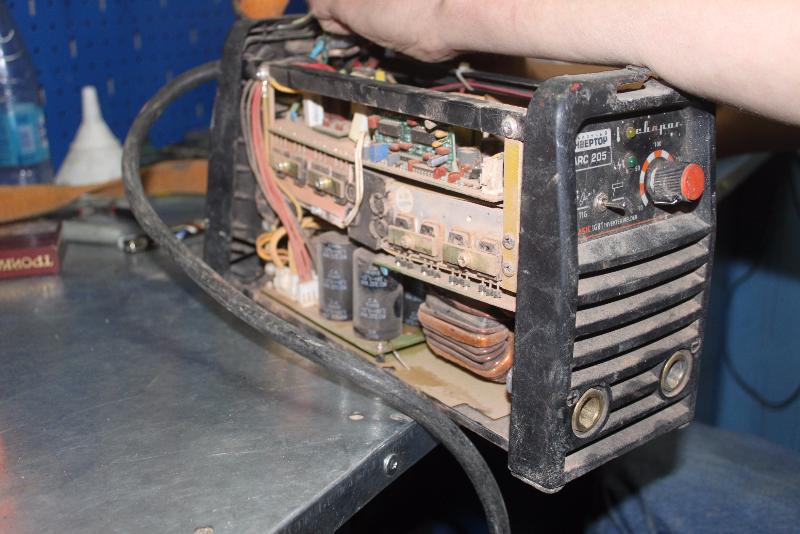
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата.
 Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. - Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
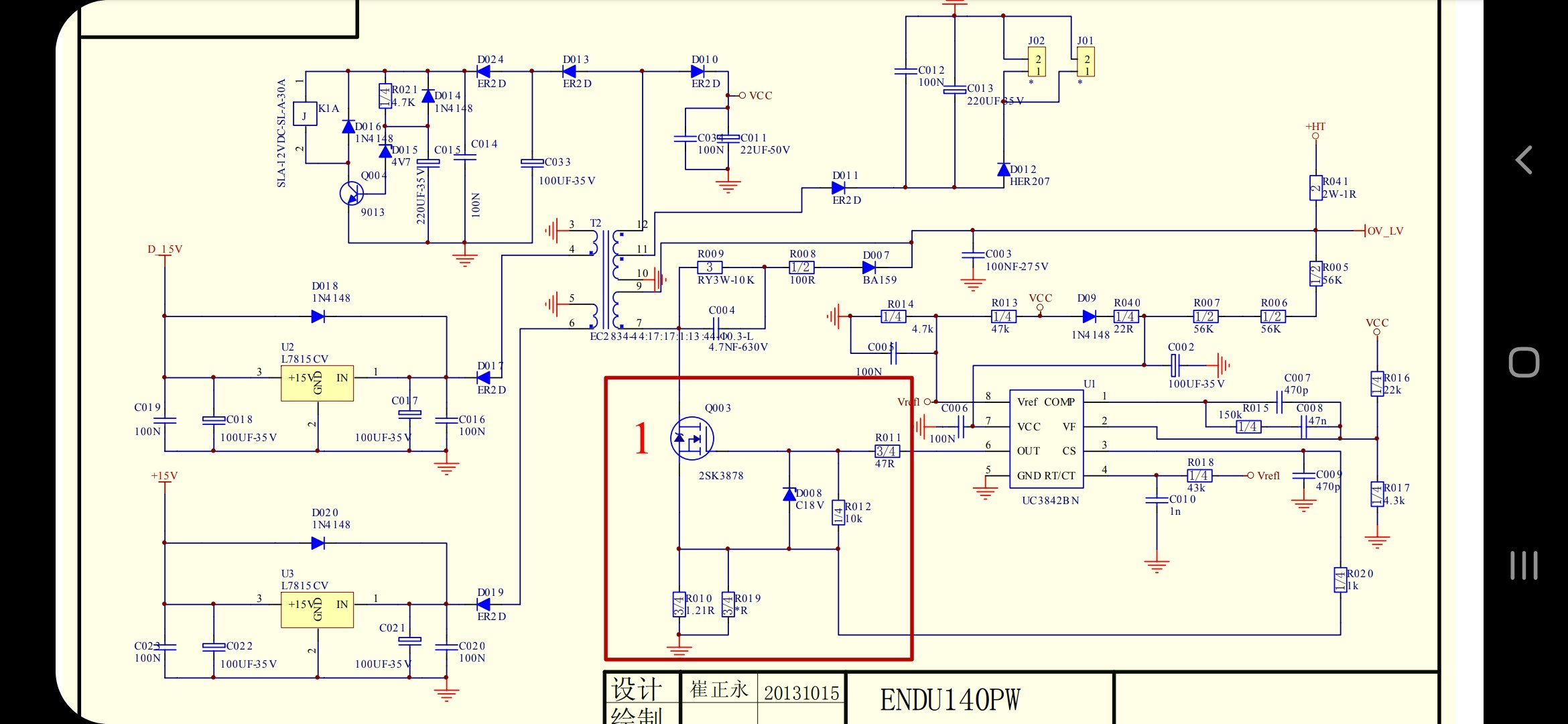
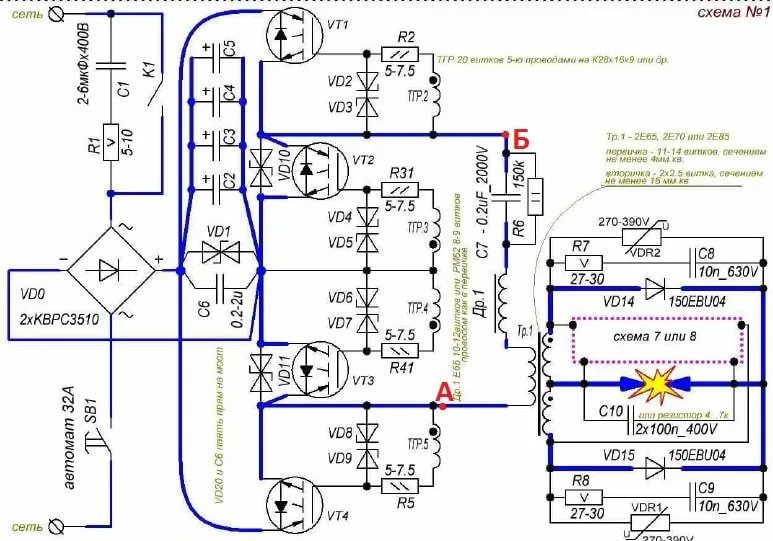
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые.
 Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом.
 К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. - Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов.
 Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок. - Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
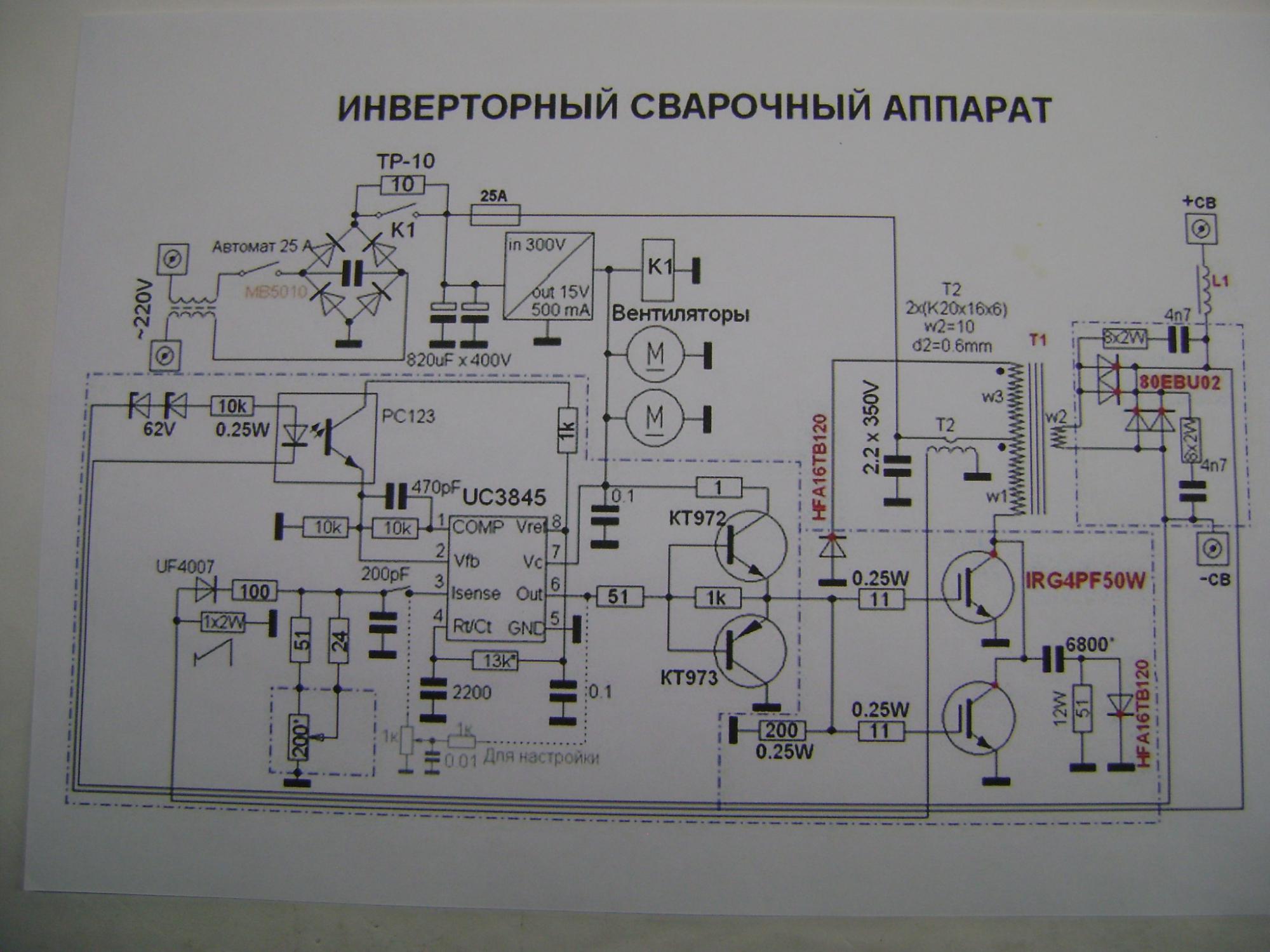
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока.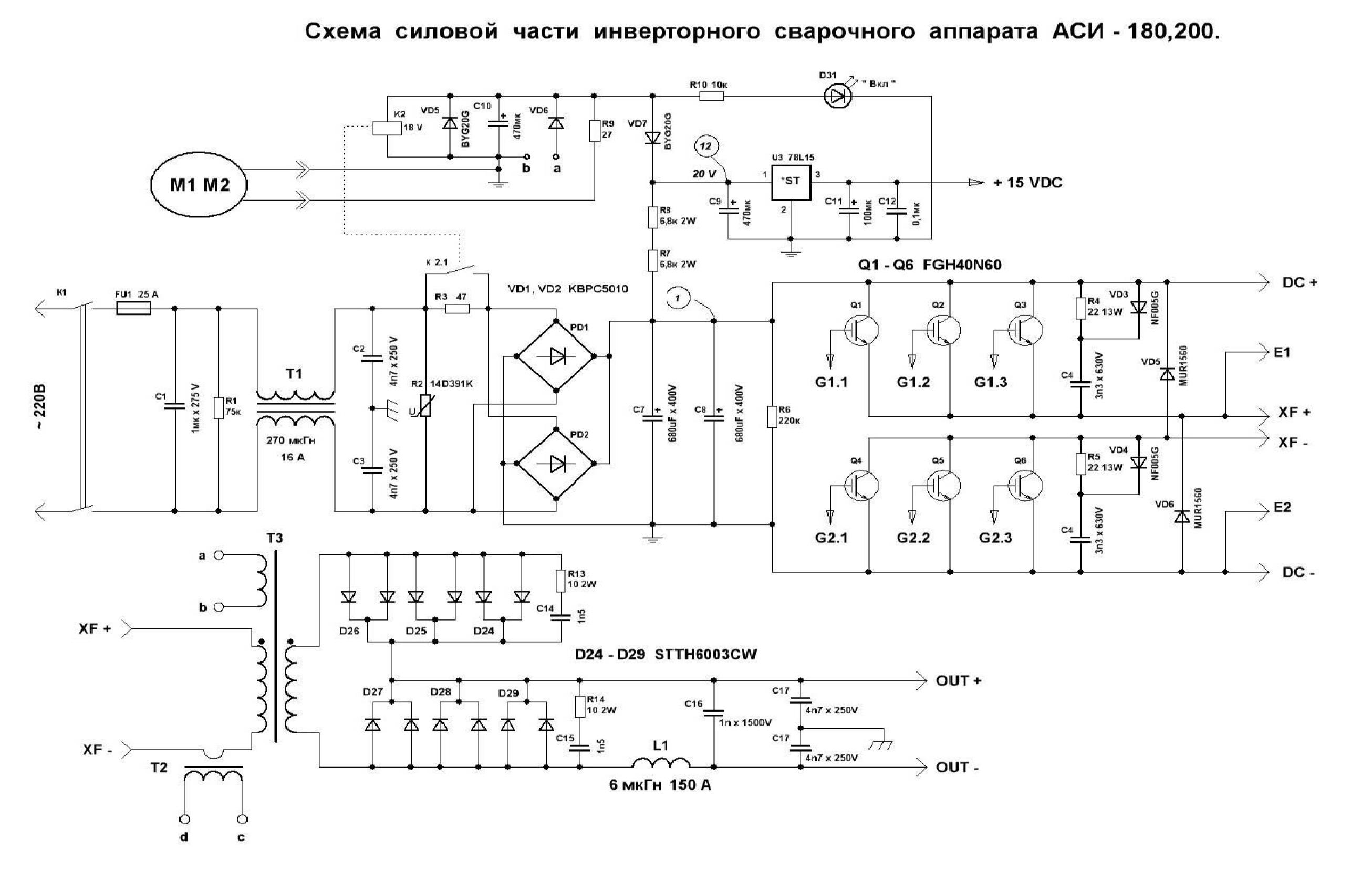 На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
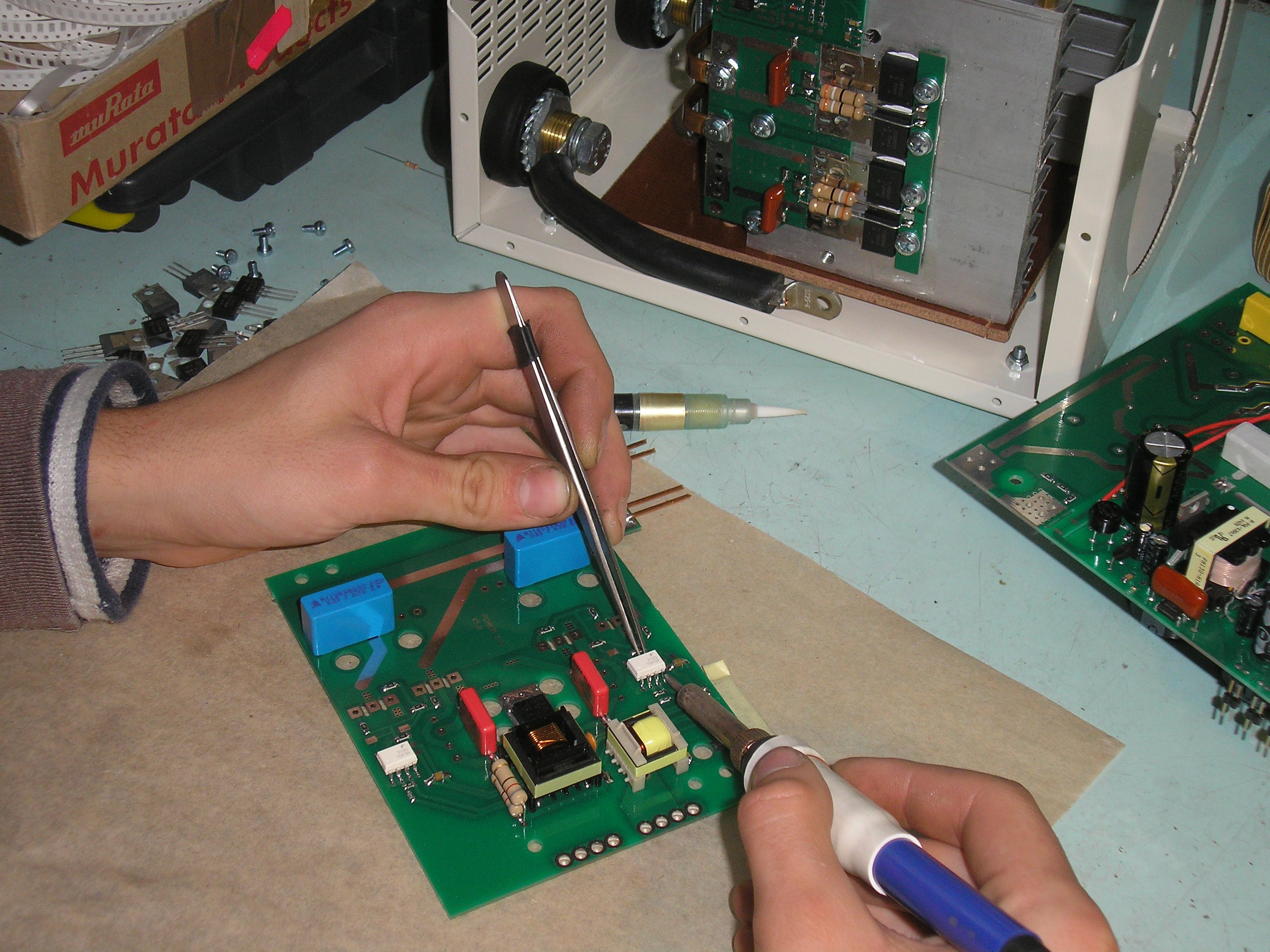
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными.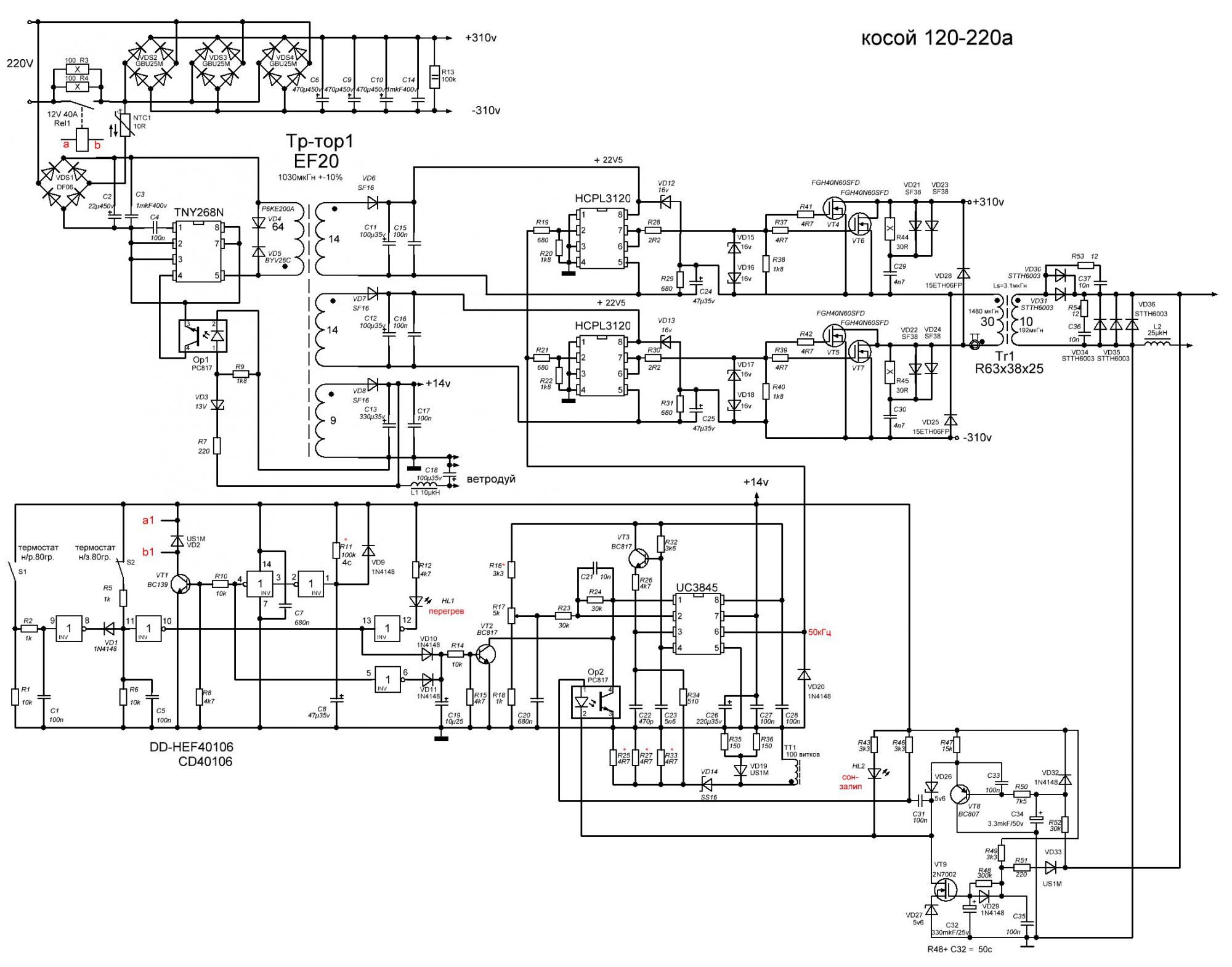 Перечислим наиболее распространенные:
Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов.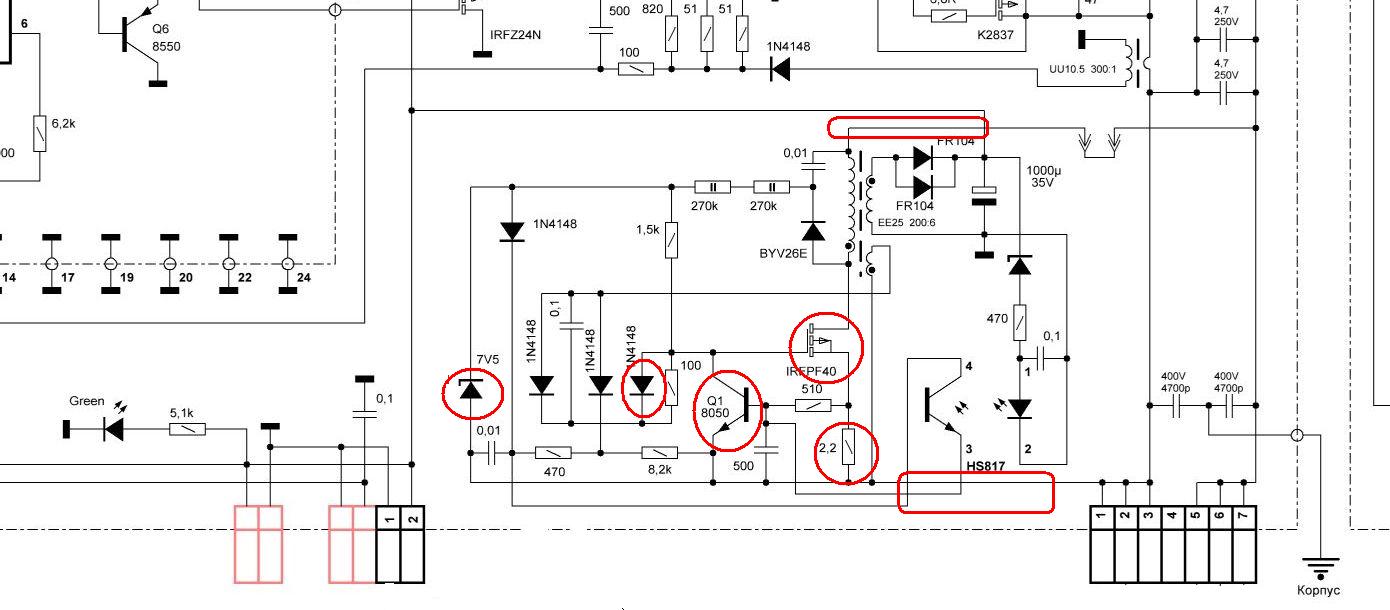 Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Диагностика сварочного аппарата
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей.
Видео
В сюжете — Как проводится диагностика аппарата
В сюжете — С чего начать ремонт сварочного инвертора
В продолжение темы посмотрите также наш обзор Трансформатор против инвертора — отличия, преимущества и недостатки
Источник
https://santekhnik-moskva.blogspot.com/2019/05/Remont-invertornogo-svarochnogo-apparata.html
Устранение неполадок со сваркой: 12 наиболее распространенных проблем и способы их решения
Когда вы изучаете новый навык или сталкиваетесь с новой ситуацией, вы, вероятно, столкнетесь с некоторыми проблемами, пока разберетесь с этим. Это нормально. Способность определить, в чем проблема, и знание того, как ее исправить, может избавить вас от головной боли и разочарований. Мы расскажем о наиболее распространенных дефектах сварки, с которыми вы можете столкнуться при сварке, научим вас распознавать их и поможем исправить или предотвратить их появление в будущем.
Это нормально. Способность определить, в чем проблема, и знание того, как ее исправить, может избавить вас от головной боли и разочарований. Мы расскажем о наиболее распространенных дефектах сварки, с которыми вы можете столкнуться при сварке, научим вас распознавать их и поможем исправить или предотвратить их появление в будущем.
Быстрая навигация
Перейти к:
- Пористость
- Трещины
- Подрез
- Искажение
- Прожигание
- Отсутствие слияния
- Отсутствие пенета
- Шлаковые включения
- Брызги
- Кратеры
- Выпуклые и вогнутые сварные швы
9 0009 Перекрытие
1.
 Пористость
Пористость
Что это такое и как выглядит?
Пористость возникает, когда элементы атмосферы поглощаются
сварочная ванна, пока она еще расплавлена. Эти газы попадают в ловушку после затвердевания металла.
и у вас останется сварной шов, полный дыр. Пористость часто называют
вид «швейцарского сыра» из-за оставшихся маленьких пузырьков.
Чем это вызвано?
- Грязный основной металл
- Недостаточно защитного газа
- Неправильный тип защитного газа
- Загрязненный газ
- Неправильный угол или положение горелки
Как предотвратить
или исправить?
- Тщательно очистите основной металл и дайте
наполнителя протрите - Очистите расходные материалы и замените
изношены или повреждены - Убедитесь, что все ваше оборудование не содержит влаги
- Проверьте расход газа (UNIMIG рекомендует
8-12 л/мин), убедитесь, что он не протекает и не пуст - Убедитесь, что у вас правильный тип газа: ArCO 2
для сварки MIG нержавеющей стали и стали, чистый аргон для сварки MIG алюминия и всех сварок TIG - Направьте горелку под углом 45° и примерно на 3 мм от
шарнир для удобного позиционирования - Если есть сквозняк или вы находитесь на улице, установите
несколько импровизированных стен для защиты от ветра
2.
 Трещины
Трещины
Что это такое и как оно выглядит?
Существует 3 типа трещин, которые вы можете получить:
Hot Cracks
Возникает, когда нагрузка на сварочную ванну слишком высока или она вынуждена слишком быстро охлаждаться.
Холодные трещины
Неподатливый материал, остаточное напряжение (от постоянной вибрации или изгиба) и диффундирующий водород внутри металла могут вызвать холодные трещины.
Кратерная трещина
Возникает, когда конец сварного шва не заполнен должным образом, образуется слабое место, которое может треснуть.
Иногда трещина образуется не сразу, и только через несколько дней,
месяцев или лет спустя металл начинает трескаться. Однако, когда он там,
это только увеличится. Проблема с растрескиванием сварного шва заключается в том, что вы не можете
просто вернитесь к нему и заполните его. Вы должны удалить эту часть
сварной шов или весь сварной шов и перезапустите его с нуля. Если вы можете предотвратить
трещины от образования в первую очередь, тогда это сэкономит вам много
время и усилия.
Чем это вызвано?
- Неправильный тип защитного газа
- «Шок» металла (не медленное охлаждение)
достаточно под защитным газом) - Использование неправильного типа присадочного металла
- Недостаточное заполнение шва, особенно на
конце (это приведет к образованию кратерной трещины) - Неправильная конфигурация и подготовка стыка
Как предотвратить
или исправить?
- Используйте правильный тип газа для вашего типа металла
- Медленно охладите металл с помощью подходящего
количество постпотока для вашего сварного шва (TIG) - Предварительный и последующий нагрев металла, чтобы
диапазон температур не такой суровый - Убедитесь, что ваш присадочный металл обладает прочностью на растяжение
и марка металла соответствует или максимально близка к вашему основному металлу - Используйте метод обратной засыпки для добавления дополнительного наполнителя в
конец сварного шва и дайте ему немного нарасти, чтобы предотвратить появление кратеров
стык так, чтобы он выровнялся как можно плотнее, без примесей - Если на сварном шве образовалась трещина, вам
отшлифовать все и начать заново
3.
 Подрез
Подрез
Что это такое и что
это похоже?
Подрез происходит, когда шов становится слишком широким, и основной металл проваливается в
по краям (из-за плохой техники сварки), но наполнителя не хватает
материал, чтобы заполнить зазор, так что у вас останется канавка на пальцах ног
сварка.
Чем это вызвано?
- Слишком большая длина дуги
- Слишком большой ток или слишком много тепла
- Недостаточное количество наполнителя
- Слишком высокая скорость перемещения
- Слишком большой наклон горелки в одном направлении
90 010 Как предотвратить
или исправить?
- Следите за тем, чтобы дуга была узкой
- Уменьшите силу тока и нагрева, чтобы не
чрезмерное копание в стыке - Снизьте скорость движения, чтобы было достаточно времени
правильно заполнить шов - Держите наконечник горелки по центру
к стыку или к более толстому металлу - Если проход широкий или вы получили подрез,
используйте несколько проходов, чтобы заполнить его
4.
 Перекрытие
Перекрытие
Что это такое и что
это похоже?
Перекрытие в значительной степени
противоположность подрезке. В сварном шве слишком много наполнителя, и машина
работает слишком холодно (не хватает усилителей). Тип соединения, над которым вы работаете,
определите, есть ли у вас перекрытие или нет. Обычно немного шатается
помещение со стыковым швом, так как валик на них обычно слегка выпуклый. А
угловой шов, с другой стороны, должен быть под углом (плоским в соединении). Или
Таким образом, бусина должна вплавляться в края, а не свисать над ними.
Чем это вызвано?
- Слишком много присадочного металла
- Неправильный метод сварки
- Недостаточное количество тепла (ампер/вольт)
Как предотвратить
или исправить?
- Используйте меньше или меньше присадочной проволоки
- Убедитесь, что вы свариваете под правильным углом
с хорошим расстоянием дуги - Увеличьте напряжение (MIG) или силу тока (TIG)
& stick)
5.
 Искажение
Искажение
Что это такое и как оно выглядит?
Деформация также может называться короблением, при котором металл не
был в состоянии справиться с расширением и сжатием, которое происходит при нагреве
и охлаждение. Часто кажется, что металл начал тянуться и деформироваться. А
в большинстве случаев это означает, что в тарелке было слишком много тепла, а не только
стык, с которым не может справиться металл.
Чем это вызвано?
- Слишком много тепла
- Слишком медленное движение
- Недостаточное зажатие
- Недостаточно прихваток
Как предотвратить
или исправить?
- По возможности делайте короткие сварные швы или располагайте швы в шахматном порядке, чтобы распределить тепло
- Увеличьте скорость движения (но увеличьте силу тока, чтобы лужа все еще образовывалась), чтобы меньше тепла отводилось в основной металл
- Сварка с обеих сторон, металл часто тянется к сварному шву, сварка с противоположной стороны оттягивает его назад 900 12
- Дайте сварному шву остыть между проходами
- Правильно закрепите деталь; используйте талрепы и много зажимов, если это необходимо
- Используйте много прихваток
- Металл всегда будет деформироваться, даже если это будет незначительно, когда в нем есть тепло; важно свести к минимуму степень деформации, особенно на критических сварных швах.
- Если в итоге вы получите деформированный металл, вы можете вернуться и повторно нагреть его, чтобы исправить это; есть много способов изменить его форму (например, молоток и тележка)
6. Прожечь насквозь
Что это такое и как оно выглядит?
Прожигание буквально означает прожигание металла насквозь, так что наполнитель
выступает с другой стороны или, в более экстремальных случаях, когда у вас остается
дыра.
Чем это вызвано?
- Слишком много тепла в одной области концентрации
- Слишком высокая сила тока
- Слишком низкая скорость движения
Как предотвратить
или исправить?
- Убавьте мощность
- Увеличьте скорость движения
- Если вы проделали дыру в металле, есть
две вещи, которые ты можешь сделать- ты
нужно будет снова начать с нуля и взять новый металл, или
- можно
отрегулируйте настройки, заполните отверстие, отшлифуйте его, а затем приварите его, как
если его никогда не было
- ты
7.
 Отсутствие Fusion
Отсутствие Fusion
Что это такое и что
это похоже?
Непровар возникает, когда металл шва не сплавляется с основой
металл правильно. Также может иметь место непровар между многопроходным швом
бисер. По краю сварного шва часто бывают зазоры, и это обычно
характеризуется высоким гребнем сварного шва. Возможно, вы не сможете увидеть, насколько хорошо
он расплавлен на самом сварном шве, но если вы можете разорвать его, поместив в
порок и расколол его на части, то он не был сплавлен должным образом. Ты можешь
также проверьте сплав рентгеном или другими неразрушающими методами.
Чем это вызвано?
- Слишком высокая скорость перемещения
- Недостаточно тепла
- Неправильный угол горелки
- Небольшой размер присадочного металла или электрода
достаточно - Неправильная конструкция или подгонка соединения
Как предотвратить
или исправить?
- Увеличьте усилители и снизьте скорость передвижения
- Подождите, пока на металле не образуется мокрая лужа.

прежде чем двигаться и сосредоточиться на том, чтобы толкать или тянуть его за собой; ты хочешь быть в
контролировать это - Убедитесь, что сустав правильно выровнен,
с зазором правильного размера
8. Непровар
Что это такое и что
это похоже?
Отсутствие проникновения
означает, что ваш сварной шов не полностью вошел в соединение. Канавка или
корень металла полностью не расплавился. Это намного легче увидеть на
стыковой сварной шов (который ни к чему не прикреплен), так как его можно перевернуть и
проверьте заднюю сторону, чтобы убедиться, что сварной шов расплавился с обеих сторон и
заполнил все пространство. Как отсутствие слияния, если у вас неглубоко
провара, сварной шов может быть признан дефектным в критических ситуациях.
Чем это вызвано?
- Слишком маленький зазор между корнями или смещенное/неправильное
подгонка соединения - Недостаточно тепла
- Слишком высокая скорость перемещения
- Использование слишком большого электрода с амперами
соответствовать (TIG) - Неправильная техника сварки
Как предотвратить
или исправить?
- Убедитесь, что вы используете соответствующие
ампер/вольт/скорость проволоки и двигаться со скоростью, соответствующей - Убедитесь, что вы держите резак в
соответствующий угол с узкой дугой - Подготовьте корневой зазор, чтобы он не был слишком узким
в него не попасть, но не так широко его не заполнишь и что все
9.
 Шлаковые включения
Шлаковые включения
Что это и для чего
это похоже?
Шлаковое включение происходит, когда кусок флюса отпадает и попадает в
сварочной ванны, но не расплавляется, попадая внутрь и загрязняя
сварной шов по мере его затвердевания. Это происходит только при использовании палки и безгазовой сварки MIG.
сварка, они единственные, кто использует присадочный металл с флюсовым сердечником или
покрытие, которое может отслоиться. Включение шлака обычно оставляет отверстие в
шов с обнаженным шлаком.
Чем это вызвано?
- Неудаление шлака перед следующим проходом (при многопроходных швах)
- Некачественные или плохо хранящиеся электроды
- Использование неправильной техники сварки (проталкивание вместо протягивания)
Как предотвратить
или исправить?
- Храните присадочные металлы в прохладном, сухом месте, желательно в закрытом контейнере
- Повторно прокалите влажные электроды перед использованием
- Используйте правильную технику сварки: потяните (перетащите) присадочный материал
- Поддержание хорошей длины дуги
- Надлежащее удаление шлака между сварными швами
10.
 Брызги
Брызги
Что это такое и для чего
это похоже?
Брызги — это маленькие шарики металла, которые окружают сварной шов, когда вы
сделанный. Во время сварки искры, вылетающие из горелки или электрода, часто
включают небольшие кусочки расплавленного металла, и они остаются вокруг сварного шва один раз
они затвердели. На самом деле они не причиняют никакого вреда сварному шву, но это
безусловно, увеличивает время очистки после того, как вы закончите сварку. Палка и
Сварка MIG является основным сварочным процессом, при котором образуются брызги и много
время, невозможно не создать его. Есть несколько способов, которыми вы
может свести к минимуму количество брызг, которые вы делаете.
Чем это вызвано?
- Слишком высокий ток
- Слишком низкий вольт или слишком высокая скорость подачи проволоки
высокая (MIG) - Слишком большая длина дуги
- Ваш рабочий угол (положение горелки относительно
стык) слишком крутой
Как предотвратить
или исправить?
- Переместите горелку или электрод ближе к
соединение для уменьшения длины дуги (хорошая длина — 3 мм) - Скорректируйте амперы/вольты
- Подготовьте металл и очистите его от грязи, краски или
в противном случае с поверхности - Используйте спрей против брызг, чтобы можно было просто отколоть
сними его, как только закончишь, вместо того, чтобы возвращаться с шлифовальной машиной
11.
 Кратеры
Кратеры
Что это такое и как оно выглядит?
Сварной кратер представляет собой углубление или отверстие на конце сварного шва, которое не было
полностью заполнен. Сварочные кратеры могут возникать на любом типе сварного шва. Они часто могут вести
к растрескиванию, поэтому важно заполнить конец ваших сварных швов.
Чем это вызвано?
- Недостаточно
присадочный металл, отложенный в конце сварного шва
Как можно предотвратить или исправить это?
- Пауза для
несколько дополнительных моментов (или нанесите дополнительный наполнитель для TIG), и дайте сварному шву образоваться
немного вверх - Ослабить
медленно уменьшайте силу тока, чтобы сузить сварочную ванну по мере выхода из сварного шва - После того, как вы
до конца сварного шва, «уступ назад» для заполнения конца
12. Выпуклые и вогнутые сварные швы
Что это и для чего
это похоже?
Выпуклая или вогнутая
Сварной шов обычно является признаком того, что что-то не так со сварным швом.
Если были использованы правильные настройки и техника, сварной шов должен быть ровным.
(митра) по отношению к основному металлу.
Чем это вызвано?
- Выпуклый (или канатообразный) валик образуется из-за
- Отсутствие
достаточно тепла, чтобы должным образом выровнять сварной шов одновременно с
- Путешествие
слишком быстро
- Отсутствие
- Вогнутый валик вызван
- Слишком сильно
тепло
- Поездки
слишком медленно
- Слишком сильно
Как предотвратить
или исправить?
- Отрегулируйте настройки и скорость движения в соответствии с
ваш основной металл (все машины UNIMIG поставляются с руководством по настройке) - Убедитесь, что вы используете надлежащую сварку
техника: нажмите для газа и потяните для без газа
Почти все проблемы, с которыми вы сталкиваетесь при сварке, можно предотвратить при надлежащей подготовке. Это может показаться большой работой и хлопотами, но сделать это в первую очередь будет намного быстрее, чем удалять сомнительный сварной шов и начинать заново (и к тому же еще нужно будет подготовиться!).
Если вы начнете с грязного металла и плохо откалиброванного станка, вы не получите наилучшего сварного шва. Будьте терпеливы, и если что-то пойдет не так, мы можем помочь определить и решить проблему, чтобы вы могли вернуться к работе в кратчайшие сроки.
← Посмотреть все артикулы
Как решить 8 распространенных проблем со сваркой с помощью этих простых шагов
Сварка определяется как процесс, при котором два или более куска металла или термопласта скрепляются вместе с использованием тепла и давления. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающим фактором, для которого метод является наиболее эффективным. Некоторыми из наиболее распространенных типов сварки сегодня являются сварка в среде инертного газа (MIG) или дуговая сварка в среде защитного газа (GMAW), дуговая сварка или дуговая сварка в защитном металле (SMAW), сварка вольфрамовым электродом в среде инертного газа (TIG) или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и дуговая сварка порошковой проволокой (FCAW).
С годами эти методы сварки были упрощены благодаря использованию превосходного сварочного оборудования. С таким оборудованием многие операторы могут забыть об основных этапах выполнения сварки. Однако, когда эти же операторы сталкиваются с проблемами, они не могут диагностировать и устранять проблемы. Вот некоторые распространенные проблемы со сваркой и способы их устранения.
1. Брызги
При дуговой сварке металлическим электродом в среде защитного газа (GMAW) распространенным нежелательным побочным эффектом является то, что сварщики называют разбрызгиванием. Это капли расплавленного материала, образующиеся вблизи сварочной дуги. Брызги возникают при слишком высоком сварочном токе, неправильной полярности или при недостаточной газовой защите. Во избежание разбрызгивания рекомендуется уменьшить сварочный ток и длину дуги. Кроме того, сварщик может проверить правильность использования полярности расходных материалов. Наконец, рекомендуется проверить тип и расход защитного газа, а также очистить газовое сопло и увеличить угол наклона горелки к пластине.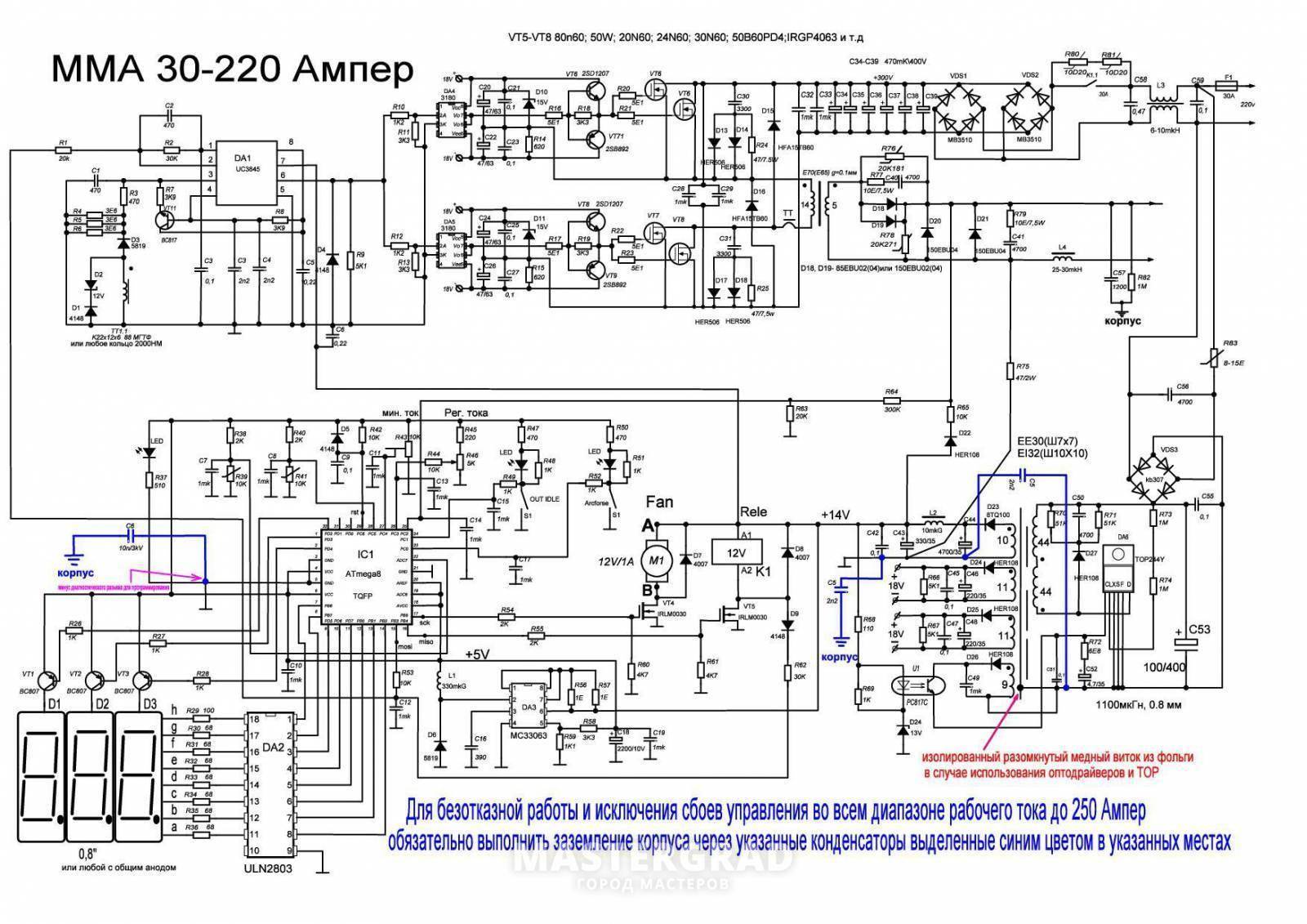
2. Пористость
Пористость вызвана поглощением азота, кислорода и водорода расплавленной сварочной ванной, которые затем высвобождаются при затвердевании и остаются в металле сварного шва. Причинами пористости могут быть наличие влаги, ржавчины, жира или краски на кромках листа, недостаточная газовая защита или сварка с небольшими зазорами, между которыми находится воздух. Чтобы избежать образования пор в сварном шве, сварщик должен повторно прокалить или использовать свежие сварочные материалы, а также проверить сварочную горелку на наличие утечек. Сухие и чистые края тарелок тоже помогают. Также было бы неплохо проверить тип и расход защитного газа, очистить газовое сопло сварочного аппарата и убедиться, что угол горелки по отношению к листу не слишком велик или мал.
3. Подрез
Подрезы возникают, когда напряжение дуги слишком высокое или когда дуга слишком длинная. Это также может произойти из-за неправильного использования электрода или неправильного угла, или если электрод слишком велик для толщины пластины. Кроме того, подрезы имеют тенденцию возникать, если скорость перемещения слишком высока. Помимо наблюдения за скоростью, важно проверить правильность обращения с используемым электродом. Сварщикам не рекомендуется использовать электрод большего размера, чем необходимо, потому что, если количество расплавленного металла станет слишком большим, будет подрез. Далее, важно также следить за тем, сколько плетения используется. Наконец, не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва.
Кроме того, подрезы имеют тенденцию возникать, если скорость перемещения слишком высока. Помимо наблюдения за скоростью, важно проверить правильность обращения с используемым электродом. Сварщикам не рекомендуется использовать электрод большего размера, чем необходимо, потому что, если количество расплавленного металла станет слишком большим, будет подрез. Далее, важно также следить за тем, сколько плетения используется. Наконец, не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва.
4. Деформация
Деформация происходит при усадке свариваемых металлов при их охлаждении и закалке. Это происходит, если последовательность сварки не подходит для предполагаемого сварного шва, имеется слишком много тонких валиков, плохая подгонка пластин (недостаточный зажим) перед сваркой. Некоторыми хорошими решениями для предотвращения деформации являются сварка с обеих сторон соединения, сварка от центра наружу (в противоположных направлениях), использование электрода большего размера и надежный зажим. Изменение последовательности сварных швов или расположения стыка, а также уменьшение количества проходов также может помочь уменьшить
Изменение последовательности сварных швов или расположения стыка, а также уменьшение количества проходов также может помочь уменьшить
риск.
5. Трещины
В любой конструкции любая трещина (независимо от размера) считается дефектом. Это может быть опасно, потому что маленькие трещины со временем могут стать больше. Это не так просто, как заполнение зазора материалом, потому что трещины необходимо зашлифовать, а затем выполнить новый сварной шов, чтобы исправить ошибку. Поскольку это утомительно, профилактика предпочтительнее лечения. Чтобы избежать трещин, необходимо потратить время на шлифовку, очистку, опиливание или снятие заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Было бы неплохо повторно нагреть обе стороны соединения, поскольку важна правильная температура, и сжать пластины вместе. И прежде чем приступить к сварке, проверьте, правильно ли набрано количество тепла, проверив настройки вашего аппарата.
6. Неполное проплавление и слияние
Неполное сплавление корня – это когда сварной шов не расплавляется на одной стороне шва в корне. Неполное проникновение корня происходит, когда обе стороны корня сустава не сращены. Эти проблемы, как правило, чаще возникают в процессах с плавящимся электродом (MIG, MAG, FCAW, MMA и SAW), где металл шва «автоматически» наносится по мере того, как дуга потребляет электродную проволоку или стержень. Решения включают использование более широкого корневого зазора, электродов, диаметр которых приблизительно равен ширине корневого зазора. При сварке было бы хорошо использовать меньшую скорость перемещения и переплетение между кромками пластины.
Неполное проникновение корня происходит, когда обе стороны корня сустава не сращены. Эти проблемы, как правило, чаще возникают в процессах с плавящимся электродом (MIG, MAG, FCAW, MMA и SAW), где металл шва «автоматически» наносится по мере того, как дуга потребляет электродную проволоку или стержень. Решения включают использование более широкого корневого зазора, электродов, диаметр которых приблизительно равен ширине корневого зазора. При сварке было бы хорошо использовать меньшую скорость перемещения и переплетение между кромками пластины.
7. Шлаковые включения
Шлаковые включения представляют собой мелкие частицы флюса, которые попадают в металл шва и препятствуют полному проплавлению шва. Чтобы предотвратить это, необходимо иметь в хорошем состоянии расходные детали с флюсовым покрытием. Правильный ток, напряжение и хорошие характеристики дуги необходимы для обеспечения качественных сварных швов с полным проплавлением при проплавлении.
8. Неправильная доставка телеграфа
Когда сварщики начинают слышать дребезжащий звук в кабеле горелки, это может указывать на проблему с системой подачи проволоки. В данном случае это всегда связано с обеспечением правильной настройки оборудования и технического обслуживания. Иногда сварщики совершают ошибку, используя наконечники слишком большого размера для данного применения, что может привести к некоторым другим проблемам сварки, перечисленным выше. Некоторые советы включают в себя проверку исправности контактного наконечника пистолета и двойную проверку размера проволоки, которая будет использоваться. Рекомендуется проверить кончик провода, чтобы увидеть, не изношен ли он и не нуждается ли он в замене. Что касается приводных роликов, их стоит проверить, так как они изнашиваются. Всегда следите за тем, чтобы приводные ролики и направляющая труба находились в непосредственной близости.
В данном случае это всегда связано с обеспечением правильной настройки оборудования и технического обслуживания. Иногда сварщики совершают ошибку, используя наконечники слишком большого размера для данного применения, что может привести к некоторым другим проблемам сварки, перечисленным выше. Некоторые советы включают в себя проверку исправности контактного наконечника пистолета и двойную проверку размера проволоки, которая будет использоваться. Рекомендуется проверить кончик провода, чтобы увидеть, не изношен ли он и не нуждается ли он в замене. Что касается приводных роликов, их стоит проверить, так как они изнашиваются. Всегда следите за тем, чтобы приводные ролики и направляющая труба находились в непосредственной близости.
Важность лучшего оборудования
В конце концов, наличие надлежащих знаний о том, как избежать сварочных ловушек, и наличие самого лучшего и новейшего сварочного оборудования с самыми современными технологиями действительно имеет значение, когда речь идет о снижении вероятности возникновения дефектов.
