Токарно револьверные станки: Токарно-револьверные станки с ЧПУ — купить в Москве, цена
|
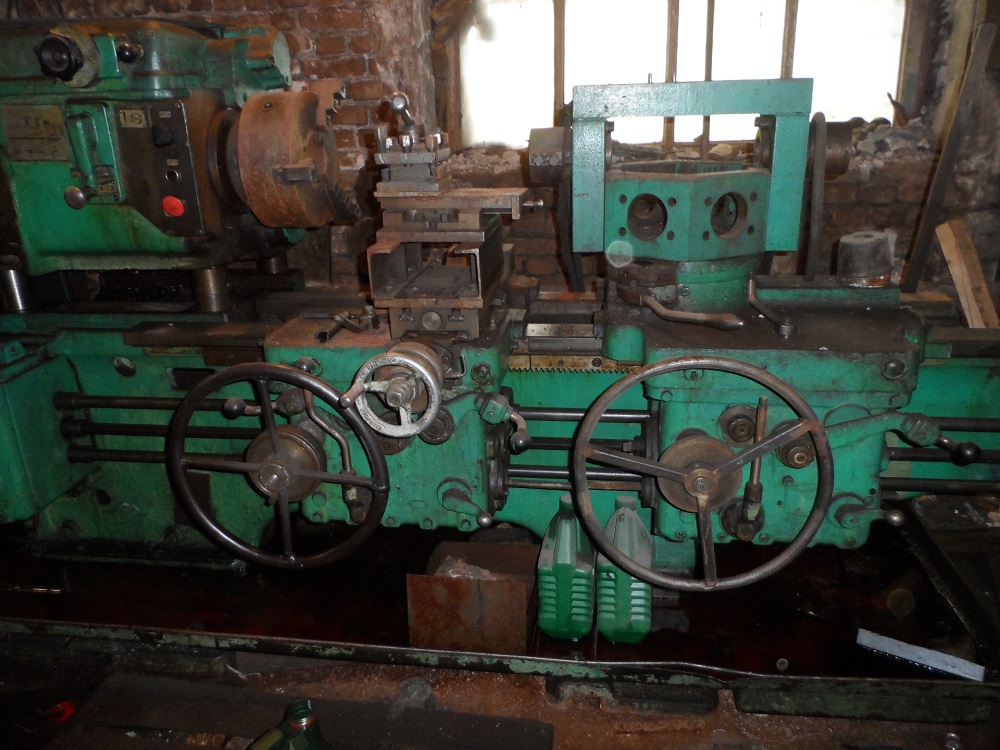
⇐ ПредыдущаяСтр 4 из 16Следующая ⇒ Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнить все основные токарные операции. Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта. Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента. К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся: возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами. Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого размера — прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка. Движения в револьверных станках. В револьверных станках главным движением является вращение шпинделя, несущего заготовку; движением подачи — продольное S1 и поперечное S2 перемещение суппортов, несущих режущий инструмент. В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением револьверной головки. В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: повороты (индексирование) револьверной головки для последовательного ввода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппортов и др. Токарно-револьверный станок 1h425 является универсальным общего назначения и предназначен для обработки деталей из прутка диаметром до 25 мм, либо штучных заготовок, закрепляемых в патроне. На станке можно производить все виды токарных работ, включая нарезание резьб плашками, метчиками или с помощью специального резьбонарезного копира. Техническая характеристика станка: Число значений частот вращения шпинделя….1б; Частота вращения шпинделя….80 — 3150 об/мин; Число подач ….. 3; Продольная подача …… 0,05 — 0,3 мм/об; поперечная …… 0,05 — 0,3 мм/об. На рис.3 показан общий вид станка. В корпусе 1 установлен редуктор 3. Слева на станине 2 расположена шпиндельная бабка 5 и коробка подач 4. На направляющих станины справа установлен револьверный суппорт. Он состоит из каретки 8 и шестипозиционной револьверной головки 7. В гнездах последней в специальных державках закрепляется режущий инструмент. Головка поворачивается вокруг вертикальной оси, фиксируется в шести положениях и вместе с суппортом получает продольную подачу с помощью механизма, смонтированного в фартуке 9.
Рис.3: Токарно-револьверный станок 1Н325.
Кинематическая схема станка представлена на рис.4. Главное движение — вращение шпинделя осуществляется от двухскоростного электродвигателя 1 через двухступенчатую коробку скоростей (редуктор) по двум кинематическим цепям. При включенной муфте 5 — через зубчатые колеса 2 — 3 на вал /, затем через сменные колеса а-b на вал II и через ременную передачу 10 — 52 на шпиндель VII. При включенной муфте 6 — через зубчатые колеса 2 — 3, 4 — 9, 8 — 7 на вал I и далее по предыдущей цепи. Сочетание двухскоростного электродвигателя с двухскоростным редуктором и наличие двух пар обратимых сменных колес а-b позволяет получить 16 значений частот вращения шпинделя. Реверсирование шпинделя осуществляется изменением направления вращения электродвигателя. Суппорты.
Револьверный суппорт получает только продольное перемещение, которое от шпинделя до ходового вала Х осуществляется по предыдущей цепи, а далее через зубчатые колеса 30-31, червячную пару 32 — 33, зубчатые колеса 34 — 85 и 36 — 37 передается на реечную пару 38 -39. Ручное установочное перемещение револьверного суппорта производится с помощью реечной пары 58 — 59.
Коробка подач сообщает три подачи поперечному и револьверному суппортам. При включении электромагнитной муфты 14 движение на вал V передается непосредственно с вала IV, при включении муфты 16 — через зубчатые колеса 13 — 19, 20 — 15, при включении муфты 18 — через зубчатые колеса 13 — 19 и 21 — 17.
Резьбонарезное приспособление предназначено для нарезания по копиру наружных и внутренних резьб резцами и гребенками. Вал копира IX может получать от шпинделя вращения с передаточным отношением i1=1 или i2 = ½ с помощью скользящего блока 48- 49.
Таким образом, с помощью одного резьбового копира можно нарезать резьбы двух разных шагов: при передаточном отношении от шпинделя к валу копира IX i1=1, шаг нарезаемой резьбы равен шагу копира; при передаточном отношении от шпинделя к копиру i2= ½ , шаг нарезаемой резьбы равен половине шага резьбы копира.
Механизм подачи и зажима прутка. Подача и зажим прутка осуществляются с помощью барабанов 53 — 54, получающих привод от электродвигателя 57, через червячную пару 55 — 56.
На валу, получающем вращение от отдельного электродвигателя через червячную передачу, закреплены барабаны (цилиндрические кулачки). Барабан с помощью рычага 20 управляет перемещением муфты зажимного механизма, расположенного на левом конце шпинделя.
шпинделя, перемещаясь вправо, и увлекает за собой трубу и детали. Шарики при этом выдавливаются на периферию.
Барабан с помощью рычага и качающейся кулисы сообщает возвратно-поступательное движение ползушке подачи, которая скользит по направляющей, привернутой к корпусу механизма. В ползушке на шариковом подшипнике установлена труба подачи, несущая на своем правом конце подающую цангу. Усилие, подающее ползушку подачи вместе с трубой подачи, цангой и прутком вправо до упора, создается пружиной.
Подача и зажим прутка производится в такой последовательности: после отрезки готовой детали зажимная цанга зажата и удерживает пруток. Подающая труба с цангой перемещается влево, и цанга проскальзывает по прутку. Затем зажимная цанга разжимается, освобождая пруток, а подающая труба с цангой, перемещаясь вправо, подает пруток до упора, отрегулированного в соответствии с длиной обрабатываемой детали. После этого зажимная цанга, сжимаясь, закрепляет пруток.
Револьверный суппорт состоит из двух частей: установочного ползуна, который может закрепляться на направляющих станины, и каретки, перемещающейся по направляющим ползуна. Каретка несет пустотелую колонну, на которой на подшипниках установлена шестигранная револьверная головка с прикрепленным к ней делительным диском. В пазу каретки установлена ходовая рейка, находящаяся в зацеплении с реечным колесом. С помощью этой реечной пары осуществляется рабочая подача каретки с револьверной головкой и отвод их вправо.
Одновременно с поворотом револьверной головки, через зубчатые колеса с общим передаточным отношением i=1 поворачивается и барабан упоров, несущий шесть упоров, которые ограничивают рабочий ход револьверной головки в каждой из шести ее положений.
Токарно-револьверные станки с горизонтальной осью револьверной головки по принципу работы не отличаются от станков с вертикальной осью револьверной головки. Различие состоит в том, что на станках с горизонтальной осью револьверной головки нет поперечного суппорта. Револьверная головка получает продольную подачу и, кроме того, может медленно поворачиваться вокруг своей оси, чем обеспечивается поперечная (круговая) подача.
Револьверный суппорт с горизонтальной осью револьверной головки состоит из корпуса, внутри которого на подшипниках установлен шпиндель. На левом конце шпинделя закреплена револьверная головка в виде диска, имеющего гнезда для установки и закрепления инструмента.
Головка может периодически поворачиваться и быть зафиксирована в различных положениях. Периодический поворот ее на новую позицию осуществляется вручную с помощью маховика. При этом фиксатор выводится из гнезда рукояткой.
Продольное перемещение револьверного суппорта вручную или от механизма подач станка производится с помощью реечной передачи, причем рейка, закреплена на суппорте, перемещается вместе с ним, а реечное колесо установлено в корпусе станка.
На практике встречаются различные размеры револьверных станков. Станки с наибольшим диаметром обработки от 18 до 125мм строятся как прутковые, причем до диаметра 40 мм включительно выпускаются в двух исполнениях: с вертикальными и горизонтальными револьверными головками. Крупные револьверные станки с диаметром обработки над станиной, равным от 160 до 630 мм, строятся патронными с вертикальной револьверной головкой.
Токарные лобовые станки
Для обработки коротких заготовок большого диаметра и небольшой длины в единичном производстве применяют токарные лобовые станки. Они имеют сравнительно небольшую длину, планшайбу большого диаметра и не имеют задней бабки.
Карусельные станки
Карусельные станки применяются для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На них можно выполнять почти все токарные операции. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что позволяет получить более высокую точность обработки деталей.
Карусельный станок 1508 является универсальным станком и предназначен для токарной обработки деталей в виде отливок, корпусов, маховиков, зубчатых колес, бандажей и т. п.
Техническая характеристика станка:
Наибольший диаметр обтачивания в мм ….. 800
Наибольшая высота заготовки в мм .
Число значений частот вращения планшайбы ……. 18
Частота вращения планшайбы в об/мин ….. 10 — 500
Подачи на 1 оборот в мм:
продольные ………….0,6 — 6,3
поперечные ………….. 0,6 — 6,3
Главное движение (вращение планшайбы) производится от электродвигателя 99 через ременную передачу, зубчатые передачи, или на вал II, затем через передачи, или на вал III; далее через передачи на вал V и через коническую пару и передачу на шпиндель VIII. Коробка скоростей сообщает планшайбе различные значения частот вращения.
Движения подач. Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые двенадцатискоростные коробки подач с одинаковой кинематикой. Горизонтальная подача револьверного суппорта осуществляется от вала VIII планшайбы, через зубчатую передачу, коническую пару, зубчатые передачи, коническую пару, вал ХШ коробки подач (показана отдельно, слева), муфту, зубчатые передачи и электромагнитные муфты или муфту обгона, зубчатые передачи и муфты, передачи и муфту, вал ХVI, реверсивный механизм, состоящий из зубчатых колес и муфты, зубчатую передачу и вал XIX на винт в каретке револьверного суппорта.
Вертикальная подача револьверного суппорта осуществляется по той же цепи до вала XVI коробки подач и далее, через зубчатые передачи и муфту, вал ХХ на вал XX VI в каретке суппорта, затем через коническую пару, зубчатые колеса и коническую пару на винт.
Горизонтальная подача бокового суппорта осуществляется от электродвигателя до вала ХII по той же цепи, далее через коническую пару на вал ХIII другой коробки подач, затем через коробку подач по цепям, указанным выше, до вала ХIХ, далее на вал XXV в каретке бокового суппорта и через передачи на винт.
Вертикальная подача бокового суппорта осуществляется по той же цепи до вала XVI коробки подач, затем на вал ХХ этой же коробки по цепям, указанным выше, далее на вал XXIX в каретке суппорта и через конические передачи на винт.
Установочные перемещения. Установочное перемещение револьверного суппорта (горизонтальное или вертикальное) осуществляется от электродвигателя быстрых ходов, зубчатые передачи, при разомкнутой муфте, через коробку подач до валов ХIХ или ХХ и далее по цепям этого суппорта, указанным выше.
В Советском Союзе изготавливалось большое количество карусельных станков. Станки с диаметром обработки 800 — 1600 мм и высотой обрабатываемой детали 800 — 1000 мм строятся в одностоечном исполнении, а с диаметром 2300 — 8000 мм и высотой 1600 — 3200 мм — в двухстоечном. Вообще говоря, станки выпускаются в зависимости от потребности и больших размеров (до 25 м).
⇐ Предыдущая12345678910Следующая ⇒ Читайте также: |


 Станок имеет шестигранную револьверную головку с вертикальной осью вращения.
Станок имеет шестигранную револьверную головку с вертикальной осью вращения. Поперечным суппортом 6 отрезают готовые детали, а также выполняют поперечное фасонное обтачивание.
Поперечным суппортом 6 отрезают готовые детали, а также выполняют поперечное фасонное обтачивание. Поперечный суппорт имеет только поперечное перемещение, которое заимствуется от шпинделя и через две ременные передачи со шкивами 52 — 10, 11 — 12, трехскоростную коробку подач, червячную пару 22 — 23, зубчатые колеса 24 — 25 и 26 — 27 передается на винт XI. Установочное продольное перемещение суппорта осуществляется вручную с помощью реечной пары 28 — 29.
Поперечный суппорт имеет только поперечное перемещение, которое заимствуется от шпинделя и через две ременные передачи со шкивами 52 — 10, 11 — 12, трехскоростную коробку подач, червячную пару 22 — 23, зубчатые колеса 24 — 25 и 26 — 27 передается на винт XI. Установочное продольное перемещение суппорта осуществляется вручную с помощью реечной пары 28 — 29.
 Для зажима прутка муфта перемещается влево и своей конической поверхностью утапливает шарики. При этом сепаратор, упругий компенсатор, регулировочное кольцо и гайка, навернутая на трубу зажима, перемещаются влево. На правом конце трубы зажима навернута пружинящая цанга, которая затягивается в конусное отверстие шпинделя и зажимает пруток. При разжиме муфта отходит вправо, шарики освобождаются; цанга, благодаря своей упругости, разжимаясь, скользит по конусу
Для зажима прутка муфта перемещается влево и своей конической поверхностью утапливает шарики. При этом сепаратор, упругий компенсатор, регулировочное кольцо и гайка, навернутая на трубу зажима, перемещаются влево. На правом конце трубы зажима навернута пружинящая цанга, которая затягивается в конусное отверстие шпинделя и зажимает пруток. При разжиме муфта отходит вправо, шарики освобождаются; цанга, благодаря своей упругости, разжимаясь, скользит по конусу Отвод же подающей трубы влево осуществляется кривой барабана.
Отвод же подающей трубы влево осуществляется кривой барабана. Ходовая рейка в зоне рабочего хода каретки жестко с ней связана специальным замком, а когда каретка, отведенная вправо до упора, останавливается, рейка теряет с ней связь и перемещается дальше, для поворота револьверной головки. Для поворота головки ходовая рейка слева имеет вспомогательную рейку, которая после отвода каретки входит в зацепление с зубчатым сектором, поворачивает его, а вместе с ним через ряд промежуточных деталей, вал и фланец поворачивает и револьверную головку. Перед поворотом головки специальный механизм выводит фиксатор из гнезда делительного диска, освобождая головку. После поворота головки фиксатор под действием пружины западает в следующее гнездо делительного диска, фиксируя револьверную головку в новом положении. С помощью специального устройства, при движении вспомогательной рейки вправо осуществляется разжим револьверной головки перед ее поворотом, а при движении рейки влево — зажим головки после поворота.
Ходовая рейка в зоне рабочего хода каретки жестко с ней связана специальным замком, а когда каретка, отведенная вправо до упора, останавливается, рейка теряет с ней связь и перемещается дальше, для поворота револьверной головки. Для поворота головки ходовая рейка слева имеет вспомогательную рейку, которая после отвода каретки входит в зацепление с зубчатым сектором, поворачивает его, а вместе с ним через ряд промежуточных деталей, вал и фланец поворачивает и револьверную головку. Перед поворотом головки специальный механизм выводит фиксатор из гнезда делительного диска, освобождая головку. После поворота головки фиксатор под действием пружины западает в следующее гнездо делительного диска, фиксируя револьверную головку в новом положении. С помощью специального устройства, при движении вспомогательной рейки вправо осуществляется разжим револьверной головки перед ее поворотом, а при движении рейки влево — зажим головки после поворота.
 Круговая подача, т.е. медленное вращение револьверной головки, осуществляется также от механизма подач станка или вручную с помощью маховика. На барабане устанавливаются упоры, ограничивающие рабочий ход револьверного суппорта в каждом очередном положении револьверной головки с инструментом.
Круговая подача, т.е. медленное вращение револьверной головки, осуществляется также от механизма подач станка или вручную с помощью маховика. На барабане устанавливаются упоры, ограничивающие рабочий ход револьверного суппорта в каждом очередном положении револьверной головки с инструментом. Станки с обособленным суппортом предназначены для обработки особо крупных деталей, превышающих диаметр планшайбы. Для этого в фундаменте под планшайбой делают выемку. Привод подачи суппорта такого станка осуществляется или от отдельного электродвигателя, или от шпинделя станка через храповые устройства. В настоящее время, ввиду невысокой точности и сложности установки заготовки на вертикальной планшайбе, а также низкой производительности, лобовые станки применяются редко — они вытеснены более совершенными карусельными станками.
Станки с обособленным суппортом предназначены для обработки особо крупных деталей, превышающих диаметр планшайбы. Для этого в фундаменте под планшайбой делают выемку. Привод подачи суппорта такого станка осуществляется или от отдельного электродвигателя, или от шпинделя станка через храповые устройства. В настоящее время, ввиду невысокой точности и сложности установки заготовки на вертикальной планшайбе, а также низкой производительности, лобовые станки применяются редко — они вытеснены более совершенными карусельными станками.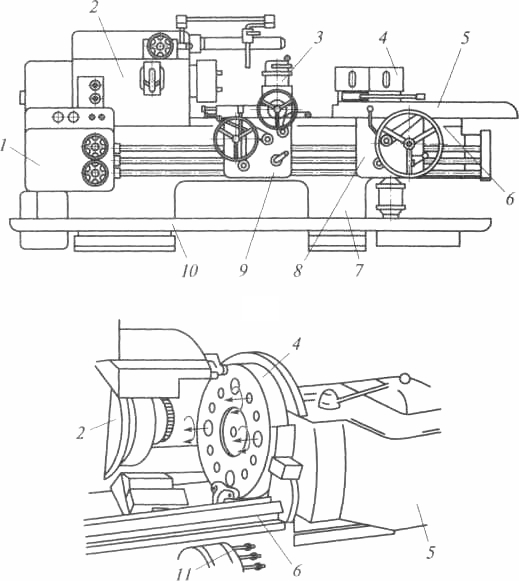 Карусельные станки изготовляют двух типов: одностоечные и двухстоечные. Станки с планшайбой диаметром до 1500 мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные. Режущий инструмент крепится в резцедержателе бокового суппорта и в револьверной головке вертикального суппорта. Горизонтальную подачу револьверного суппорта используют при обработке торцовых поверхностей, а вертикальную — внутренних цилиндрических и конических поверхностей (суппорт можно поворачивать вокруг горизонтальной оси). Боковой суппорт служит для обработки наружных поверхностей, а при горизонтальной подаче — для обработки торцовых поверхностей, прорезки канавок, снятия фасок и других операций.
Карусельные станки изготовляют двух типов: одностоечные и двухстоечные. Станки с планшайбой диаметром до 1500 мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные. Режущий инструмент крепится в резцедержателе бокового суппорта и в револьверной головке вертикального суппорта. Горизонтальную подачу револьверного суппорта используют при обработке торцовых поверхностей, а вертикальную — внутренних цилиндрических и конических поверхностей (суппорт можно поворачивать вокруг горизонтальной оси). Боковой суппорт служит для обработки наружных поверхностей, а при горизонтальной подаче — для обработки торцовых поверхностей, прорезки канавок, снятия фасок и других операций. …… 800
…… 800
 Установочное перемещение бокового суппорта производится от электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового суппорта, указанным выше. Установочное перемещение траверсы осуществляется от электродвигателя, через червячную передачу на винт. Ручное установочное перемещение суппортов производится с помощью маховиков в коробках подач, через конические передачи на валы ХIХ или ХХ и далее по указанным ранее кинематическим цепям суппортов. Ползун револьверного суппорта при обработке конической поверхности поворачивается через червячную передачу.
Установочное перемещение бокового суппорта производится от электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового суппорта, указанным выше. Установочное перемещение траверсы осуществляется от электродвигателя, через червячную передачу на винт. Ручное установочное перемещение суппортов производится с помощью маховиков в коробках подач, через конические передачи на валы ХIХ или ХХ и далее по указанным ранее кинематическим цепям суппортов. Ползун револьверного суппорта при обработке конической поверхности поворачивается через червячную передачу.Токарно-револьверные станки — Студопедия
Поделись
Они предназначены для токарной обработки в серийном производстве деталей сложной конфигурации различными инструментами, большая часть которых закреплена в револьверной головке (рис. 3). Для последовательного ввода заранее настроенных на размер инструментов в работу, револьверной головки соответствует позиция поворотного валика с набором упоров Б1 (рис. 4.8 стр. 5) ограничивающей ход головки. В некоторых станках при повороте головки меняется и позиция регулятора скоростей подач Б2.
3). Для последовательного ввода заранее настроенных на размер инструментов в работу, револьверной головки соответствует позиция поворотного валика с набором упоров Б1 (рис. 4.8 стр. 5) ограничивающей ход головки. В некоторых станках при повороте головки меняется и позиция регулятора скоростей подач Б2.
Токарно-револьверные станки делятся на прутковые и патронные. На этих станках можно выполнять почти все основные токарные операции. Применение этих станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется последовательное применение различных режущих инструментов: резцов, свёрл, развёрток, метчиков и т.д. Инструменты в необходимой последовательности крепят в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Все режущие инструменты устанавливают заранее, при наладке станка и в процессе обработки они поочерёдно или параллельно вводятся в работу. Величина хода каждого инструмента ограничивается упорами, которые выключают продольную и поперечную подачи. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает новый режущий инструмент.
После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает новый режущий инструмент.
Револьверные головки бывают цилиндрические и призматические. Головки цилиндрической формы выпускают с горизонтальной и вертикальной осями вращения, с расположением горизонтальной оси параллельно или перпендикулярно оси станка. Головки призматической формы обычно бывают с шестью гранями. Типажом станком предусмотрены токарно-револьверные станки с наибольшим диаметром обрабатываемых прутков 10, 16, 18, 25, 40, 65 и 100 мм.
Для зажима прутка при обработке не токарно-револьверных станках широкое применение получили цанговые патроны. Основным их элементом является цанга – стальная закалённая втулка с прорезами, образующими пружинящие лепестки.
В станках для прутковой работы круглые, шестигранные и другой формы прутки зажимаются в цанге и периодически после отжатия подаются цангой до упора, закреплённого в данной из позиций револьверной головки.
В станках для патронной работы обрабатываются штучные отливки и паковки. Основным размером револьверных станков является наибольший диаметр прутка или диаметр штучной заготовки, закрепляемой в патроне. Специфичными узлами револьверных станков являются: револьверная головка, поперечный суппорт и механизм подачи и зажима прутка. Остальные узлы подобны узлам токарных станков.
Основным размером револьверных станков является наибольший диаметр прутка или диаметр штучной заготовки, закрепляемой в патроне. Специфичными узлами револьверных станков являются: револьверная головка, поперечный суппорт и механизм подачи и зажима прутка. Остальные узлы подобны узлам токарных станков.
Поперечный суппорт, в отличии от токарных станков имеет лишь нижнюю каретку с поперечными салазками, несущими передний поворотный четырёх позиционный резцедержатель и задний одно или двух резцовый резцедержатель.
В небольших токарно-револьверных станках имеется только револьверный суппорт, а поперечную подачу заменяет ручное или механизированное вращение револьверной головки вокруг оси, параллельной оси шпинделя.
Револьверные головки бывают с вертикальной а), в), горизонтальной б) и наклонной г) осями вращения.
Ходовой винт револьверным станкам не требуется, т.к. резьба на них нарезается только метчиками или плашками.
В токарно-револьверных станках частота вращения и подача переключаются в основном с помощью командоаппаратов. Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К основным размерам относятся, и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К основным размерам относятся, и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
Патронные токарно-револьверные станки выпускают с наибольшим диаметром обрабатываемой детали от 160 до 630 мм.
К преимуществам токарно-револьверных станков по сравнению с токарными относятся возможность сокращения машинного времени в результате применения многорезцовых державок и одновременной обработки детали инструментами револьверной головки и поперечного суппорта и сравнительно малые затраты вспомогательного времени вследствие предварительной настройки станка на обработку несколькими инструментами.
Токарно-револьверный станок модели 1П365, например, предназначен для обработки в патроне заготовок с диаметром до 500 мм или прутков с диаметром до 65 мм. У него N = 14 кВт, n = 34…1500 об/мин с преселективным (предварительным) выбором скоростей и подач и гидравлическим их переключением.
У него N = 14 кВт, n = 34…1500 об/мин с преселективным (предварительным) выбором скоростей и подач и гидравлическим их переключением.
Коробки подач у него независимые для револьверного и поперечного суппортов. Муфта М1 позволяет производить переключение (реверс) без остановки шпинделя. Перед переключением подач она выключается автоматически с помощью гидропривода.
Быстрые перемещения суппортов выполняются электродвигателем Дб при включении соответствующих реверсирующих механизмов Р1 или Р2.
Токарно-револьверный станок модели 1П326 предназначен для обработки деталей из прутка с диаметром до 25 мм и длинной до 150 мм (рис. 7).
В нём автоматизирован поворот револьверной головки на новую позицию в конце быстрого её отвода и связанный с ним поворот барабана командоаппарата Б2, переключающего электромагнитными муфтами скорости подач, а также поворот блока упоров Б1 для следующего перехода. Механизирована подача и зажим прутка барабанными кулачками Б3 и Б4 пруткового материала электродвигателем ДВС, а также быстрое перемещение только револьверного суппорта двигателем ДБ.
У токарно-револьверного станка модели 1336М нет поперечного суппорта рис. 4.9. стр. 6, поэтому поперечная подача выполняется поворотом револьверной головки вручную или механически вокруг оси параллельно шпинделю Выключение подачи револьверного суппорта выполняется “подающим червяком” от упоров УП.
Токарно-револьверные станки — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Токарно-револьверные станки, имеющие револьверную головку для закрепления нескольких режущих инструментов и предназначенные для обработки сложных многоповерхностных деталей за одну установку.
[31]
Токарно-револьверные станки отличаются от токарных наличием поворотной револьверной головки, в которой имеются гнезда для закрепления державок с режущими инструментами. На револьверных станках можно установить до 25 — 30 режущих инструментов, что дает возможность изготовлять на них сложные многоповерхностные детали. При каждом повороте револьверной головки нужные режущие инструменты последовательно устанавливаются в рабочее положение.
При каждом повороте револьверной головки нужные режущие инструменты последовательно устанавливаются в рабочее положение.
[32]
Токарно-револьверные станки применяют для изготовления небольших партий деталей, а следовательно, в этом случае необходимо иметь такие приспособления, которые можно легко переналаживать и приспосабливать для закрепления различных заготовок, как по форме, так и по размерам. В настоящее время такими приспособлениями пользуются в практике, и они находят все большее применение не только для обработки небольших партий деталей, но и при обработке деталей в серийном производстве. Основные части этих приспособлений выполняются как универсальные узлы и устанавливаются на шпиндель револьверного станка на продолжительное время. За счет смены или перестановки как базовых, так и зажимных элементов осуществляется установка и закрепление различных по форме и размерам обрабатываемых заготовок. Зажимные и базовые элементы приспособлений выполняются в виде простых отдельных деталей, а также и в виде целых узлов.
[33]
Токарно-револьверные станки сконструированы так, что на них можно устанавливать одновременно большое количество различного режущего инструмента; это дает возможность обрабатывать мелкие детали сложной формы без смены инструмента во время работы и, следовательно, без лишних затрат вспомогательного времени.
[34]
Токарно-револьверные станки — используют при обработке некрупных деталей, преимущественно с центральными отверстиями в условиях серийного производства.
[35]
Токарно-револьверные станки предназначены для обработки деталей — тел вращения сравнительно небольшого диаметра и длины имеющих отверстия, расположенные на оси и требующие многоинструментальной обработки различными режущими инструментами. При обработке таких деталей на токарно-винторезном станке затрачивается значительное время на смену инструментов, так как в его приспособлениях одновременно можно закрепить четыре резца в резцедержателе и только один инструмент для обработки отверстий в пиноли задней бабки.
[36]
Токарно-револьверные станки, в отличие от токарно-винторезных, вместо задней бабки имеют револьверный суппорт, имеющий механическую продольную подачу и несущий поворотную револьверную головку.
[37]
Токарно-револьверные станки предназначены для обработки деталей большим количеством разнообразных инструментов.
[38]
Токарно-револьверные станки широко применяют для групповой обработки в мелкосерийном производстве. При разработке технологического процесса следует учитывать основные рекомендации, приведенные ниже.
[39]
Токарно-револьверные станки, или, как чаще их называют, револьверные станки, применяют при изготовлении деталей, требующих последовательного применения различных токарных, сверлильных, расточных, резьбонарезных и других режущих инструментов.
[40]
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого раз — мера — прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы ( рис. 16, а) обычно имеют вертикальную ось и шесть граней с гнездами.
Обычно станки малого раз — мера — прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы ( рис. 16, а) обычно имеют вертикальную ось и шесть граней с гнездами.
[41]
| Револьверный суппорт станка 1П326.
[42] |
Токарно-револьверные станки с горизонтальной осью револьверной головки по принципу работы не отличаются от станков с вертикальной осью револьверной головки. Различие состоит в том, что на станках с горизонтальной осью револьверной головки нет поперечного суппорта. Револьверная головка получает продольную подачу и, кроме того, может медленно поворачиваться вокруг своей оси, чем обеспечивается поперечная ( круговая) подача.
[43]
Токарно-револьверные станки для обработки штучных заготовок имеют следующие основные узлы, которые показаны на фиг.
[44]
Токарно-револьверные станки предназначены как для обработки отдельных деталей, закрепленных в патроне, так и для обработки деталей из прутка.
[45]
Страницы:
1
2
3
4
5
Токарно-револьверные станки (поршневые и седельные) — Токарные станки и токарные станки
Токарно-револьверный станок, используемый для серийного производства повторяющихся деталей, которые по характеру процесса резки обычно взаимозаменяемы.
Токарно-винторезный станок, используемый для серийного производства деталей-дубликатов, которые по характеру процесса резки обычно взаимозаменяемы.
Запросить цену по всем брендам
См. также:Б/у (52)Б/у (52)
Рекомендуемая марка
Посмотреть 23 подходящих токарно-револьверных станка KNUTH (поршневой и седельный)
ABHIJAT AUTO CUT 25
Револьверные токарные станки ABHIJAT с шестью станциями предназначены для обработки прутка и пневматического патрона. б/у. Базовый станок с 6-позиционной револьверной…
б/у. Базовый станок с 6-позиционной револьверной…
Сравнить
ABHIJAT AUTO CUT 32
ABHIJAT» делают револьверные токарные станки с ЧПУ с шестью станциями, предназначенные для обработки прутка и пневматического патрона. Можно использовать предварительно выкованные или литые заготовки. Базовая машина с 6-позиционной револьверной головкой, вкл…
Сравнение
ABHIJAT STL 42/110
Сравнение
ABHIJAT STL 42/150
CORMARE
ABHIJAT STL-25/11003
ABHIJAT STL-25/11003
.
Compare
ABHIJAT STL-42/150
Compare
ATLASMAQ 25mm
Compare
ATLASMAQ 32mm
Compare
ERGOMAT THR 26
Сравнить
GEDEE WEILER MCT 250
Этот токарный станок с ручным управлением отлично подходит для массового производства. На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка.
На этом станке можно выполнять различные инструменты, такие как токарная обработка, сверление, нарезание внутренней/наружной резьбы, обработка канавок и отрезка.
Максимум. качается над кроватью 510 мм
Максимум. диаметр токарной обработки Ø320 мм
Максимум. длина поворота 320 мм
Максимум. диаметр прутка Ø50 мм
Диаметр отверстия шпинделя Ø70 мм
Нос шпинделя A2-5
Шпиндель…
Сравнить
JINN FA JCL-5232
ПУНКТ JCL-5232
Максимум. качается над кроватью 510 мм
Максимум. диаметр токарной обработки Ø320 мм
Максимум. длина поворота 320 мм
Максимум. диаметр прутка Ø60 мм
Диаметр отверстия шпинделя Ø75 мм
Носик шпинделя A2-6
Скорость шпинделя …
Сравнить
KAAST MACHINE TOOLS HRL 60
Сравнить
KAAST MACHINE TOOLS НRL 42
6 6
3
20002 Featured Brand
KNUTH HRD 42 PF
Compare
Featured Brand
KNUTH HRD 60 PF
Compare
MANEK PC-25
Compare
MANEK PC-32
Compare
MANEK PC-40
Сравнить
БАШНЯ MEGABORE
ВМЕСТИМОСТЬ
Высота центра мм (дюймы) 590 (23,22)
Поворот над станиной, мм (дюймы) 1165 (45,86)
Поворот над поперечными салазками мм (дюйм) 840 (33,07)
Расстояние между центрами мм (дюймы)
3000 (118,11), 4000 (157,48), 5. ..
..
Сравнить
RETOSAN RRT42I
— Бесшумная работа с высококачественной, не требующей обслуживания электронной системой контроля скорости
-Широкий выбор скоростей шпинделя для лучшей работы
-Закаленные и отшлифованные направляющие головки револьверной головки и центрирующий мех…
Сравнить
RETOSAN RRT60
-Широкий выбор скоростей шпинделя (16 ступеней от 75 до 1800 об/мин) для наилучшей производительности
— Закаленные и отшлифованные направляющие головки револьверной головки и центрирующий механизм
— Индукционно закаленные шестерни в редукторе
-Ком…
Compare
- Country of Origin
- India11
- United States5
- Brazil3
- Taiwan2
- Turkey2
Country of Origin
- India (11)
- United States (5)
- Brazil (3)
- Taiwan (2)
- Turkey (2)
- Brand
- ABHIJAT7
- MANEK3
- ATLASMAQ2
- JINN FA2
- KAAST MACHINE TOOLS2
- KNUTh3
- RETOSAN2
- ERGOMAT1
- GEDEE WEILER1
- MEGABORE1
Brand
- ABHIJAT (7)
- MANEK (3)
- ATLASMAQ (2)
- JINN FA (2)
- KAAST MACHINE TOOLS (2)
- KNUTH (2)
- RETOSAN (2)
- ERGOMAT (1)
- GEDEE WEILER (1)
- MEGABORE (1)
- Control
- Manual21
- CNC2
Control
- Manual (21)
- CNC (2)
- 26 mm (1)
- 31.
 75 mm (1)
75 mm (1) - 220 mm (2)
- 300 mm (2)
- 400 mm (1)
- 510 mm (2 )
- 1143 mm (1)
SwingSwing
- 26 mm (1)
- 31.75 mm (1)
- 220 mm (2)
- 300 mm (2)
- 400 mm (1)
- 510 mm (2)
- 1143 мм (1)
- Бренд
- Поворотный
- Тип
Револьверная головка токарного станка
Дом инструментов Haas
Фрезерная оправка
Держатели концевых фрез
Держатели насадных фрез
Термоусадочные держатели
Цанговые патроны ER
Фрезерные патроны и цанги
Сверлильные патроны
Вытяжные шпильки
Комплекты зажимных приспособлений для фрезерных станков
Зажим мельницы
Тиски с фиксированными губками
Тиски самоцентрирующиеся
Переходные пластины
Челюсти фрезерных тисков
Принадлежности для крепления
Комплекты тисков
Фрезерование
Корпуса мельниц Shell
Фрезерные вставки
Концевые фрезы
Фасочные фрезы и пластины
Сменные корпуса концевых фрез
Шаровые концевые фрезы
Концевые фрезы для снятия фаски
Концевые фрезы для черновой обработки
Фрезы со сменными шаровыми наконечниками и пластины
Комплекты насадных фрез
Комплекты фрез для снятия фасок
Комплекты концевых фрез со сменными пластинами
Фрезы типа «ласточкин хвост»
Сменные фрезы типа «ласточкин хвост»
Концевые фрезы для гравировки
Заусенцы
Токарный инструмент
Отрезной инструмент
Наборы инструментов для резки
Токарные вставки
Инструменты для нарезки канавок
Инструменты для нарезания канавок и резьбы с малым внутренним диаметром
Резьбовые вставки
Резьбонарезные державки
ID Державки
OD Державки
Токарные пластины из кермета
Токарные пластины из CBN
Пазовые и резьбовые вставки Haas
Пазовые держатели Haas для обработки канавок и резьбы
Державки для протяжки
Вставки для протяжки
Токарный резцедержатель
TL и CL Державки
BOT Держатель инструмента
BMT Державка
Живая державка
Переходные втулки
VDI Инструментальная оправка
Приспособление для токарного станка
живые центры
Вкладыши шпинделя
Быстросменные цанги
Цанговые патроны для токарных станков
Цанги 5C
Наборы цанг 5C
Токарные расточные кольца
Цанги и патроны ER
Цанги ER
Герметичные цанги ER
Цанги для метчиков ER
Наборы цанг ER и аксессуары
Цанговые патроны ER
Цанговые патроны ER с прямым хвостовиком
Быстрозажимные сверлильные патроны с прямым хвостовиком
Обработка отверстий
Твердосплавные сверла
Корпуса сверл со сменными пластинами
Пластины для сверления со сменными пластинами
Модульные корпуса сверл
Модульные буровые головки
Кобальтовые сверла и наборы
Центровочные сверла
Развертки
Наборы сверл со сменными пластинами
Центровочные сверла
Нарезание резьбы
Метчики
Резьбовые вставки
Резьбонарезные державки
Резьбовые фрезы
Трубные краны
Наборы метчиков для сверления
Управление инструментами
Станки для предварительной настройки инструмента
Термоусадочные машины
Принадлежности для инструментов
Очиститель конуса шпинделя
Магазинный подъемник Haas
Приспособления для резцедержателя
Диски для удаления заусенцев
Вентиляторы очистки с ЧПУ
Комплекты упаковки
Комплекты вентиляторов для удаления стружки
Наборы режущих инструментов
Комплекты концевых фрез со сменными пластинами
Наборы инструментов для резки
Наборы метчиков для сверления
Наборы сверл со сменными пластинами
Комплекты насадных фрез
Комплекты фрез для снятия фасок
Комплекты зажимных приспособлений для фрезерных станков
Комплекты крепления
Комплекты тисков
Одежда и аксессуары
Аксессуары
Одежда
Хранение и транспортировка
Тележки для инструментов
Измерение и проверка
Набор для измерения из 7 предметов
Комплект 3D-датчика, дюймовый, CT40
Комплект 3D-датчика, метрическая система, SK40/DIN
Комплект 3D-датчика, метрическая система, BT40
Комплект 3D-датчика, дюймовый, HSK63A
Комплект 3D-датчика, метрическая система, HSK63A
Датчик 3D, дюймы
Датчик 3D, метрическая система
Стилус WIPS, 3 шт. в упаковке
в упаковке
Сменный стилус WIPS
Тестовый стержень шпинделя
Рефрактометр охлаждающей жидкости
Датчик силы зажима
Запасные части Haas Главная
Automatic Pallet Changer
HMC — Automatic Pallet Changer
VMC — Automatic Pallet Changer
Lathe Turret
Lathe — Turret
Live Tooling
Tool Changer
Side Mount
Зонтик
Управление стружкоотводом
Многошнековый
Одинарный шнек
СОЖ
вспомогательный фильтр
HPC-300 (токар)
HPC-1000 (токар)
Слейммер масла
Стандартный охлаждающий жидкость
TSC-300 (Mill)
TSC-1000 (Mill Mill)
TSC-1000 (Mill)
TSC-1000)
(Mill Mill).
Переполнение охлаждающей жидкости
LOC-Line
Уравновешивание
Зарядный и разрядный шланг
Электрический шкаф
Вентиляторы
Филтры
0307 Upgrade Kits
Enclosure
Accessories
Air Nozzle
Decals
Door Bumpers
Lighting
Windows, Gaskets, & Weather Strip
Chip & Coolant Management
Hydraulics
Фильтры
Манометры
Теплообменник
Шланги
Смазка
Bijur Mechanical Lubrication
Minimum Lubrication
Maintenance
Grease, Oil, & Sealants
Pendant
Floppy Disk & USB
Keypad
Keys
Lens
Прокладки и уплотнения
Датчики
Датчики фрезерных станков
Устройство предварительной настройки токарного инструмента
Вращающееся устройство
Rotary Gaskets & Seals
Spindles
Couplings
Gaskets & Seals
Spindle Motor Drive
Gearbox Drive
Tool Release Piston
Tailstock
Handles
My Machine Info
Тип машиныVERTICALHORIZONTALLATHEROTARYYearModel
Мой серийный номер
Токарно-револьверный станок
9
9
Предметы
Приводной инструмент
1
1
Предметы
Сопутствующие сервисные документы
_____________________________
{{ если (!videoId) { }}
{{ } еще { }}
{{ если (wistiaId) { }}
{{ } еще { }}
{{ } }}
{{ } }}
Файлы cookie
Чтобы этот сайт работал должным образом, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки.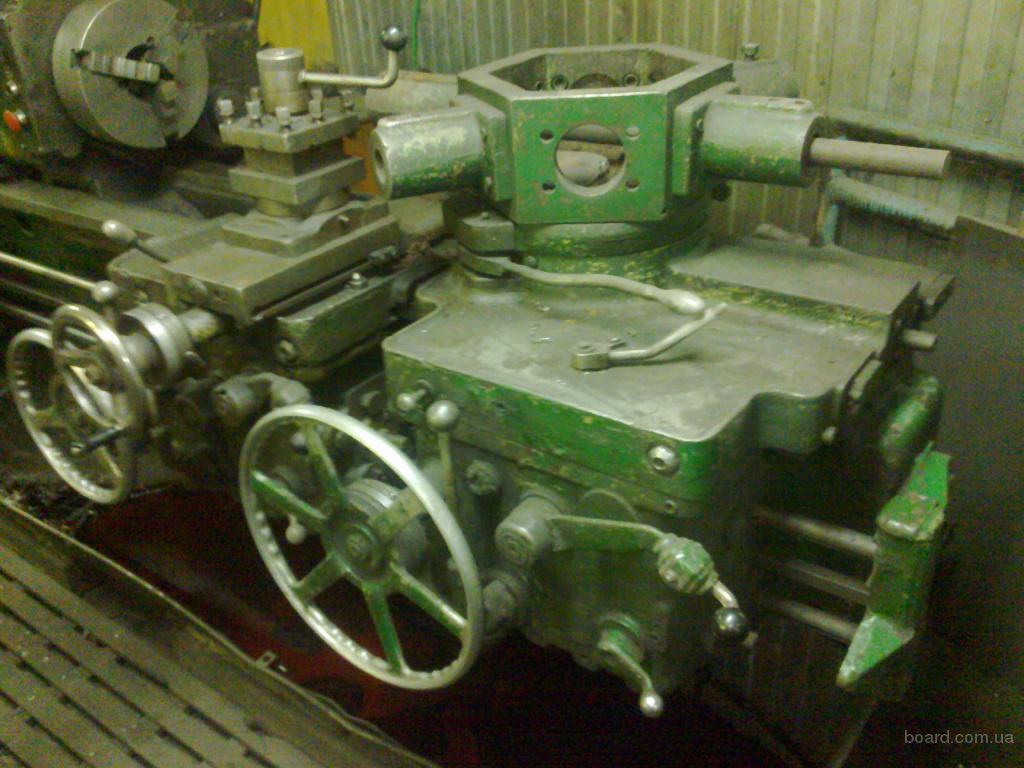 Большинство крупных веб-сайтов также делают это.
Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
Что такое токарно-револьверный станок?
`;
Промышленность
Факт проверен
Джоди Редмонд
Токарно-револьверный станок используется в металлообрабатывающих цехах для изготовления деталей стандартных размеров и форм. Токарный станок этого типа имеет индексируемую оправку, что означает, что на заготовке можно последовательно выполнять серию резов. Оператору токарно-револьверного станка не нужно останавливаться между проходами, чтобы подготовиться к следующему. Траектория, используемая для изготовления металлических деталей на токарно-револьверном станке, контролируется самой машиной, что приводит к более эффективному процессу.
Токарно-револьверный станок используется с середины 19 века. Его разработка была важной для производителей. До появления токарно-револьверного станка изготовление качественных металлических инструментов или компонентов зависело от навыков оператора. Как только его начали использовать на производственных предприятиях, это означало, что инструменты и другие детали можно было производить быстрее и с меньшими затратами.
Его разработка была важной для производителей. До появления токарно-револьверного станка изготовление качественных металлических инструментов или компонентов зависело от навыков оператора. Как только его начали использовать на производственных предприятиях, это означало, что инструменты и другие детали можно было производить быстрее и с меньшими затратами.
Еще одно преимущество использования токарного станка заключалось в том, что для использования этого устройства можно было нанять рабочих, не являющихся инженерами или квалифицированными мастерами-инструменталистами. Эта разработка также помогла снизить затраты на оплату труда. Для настройки машин по-прежнему потребуются более образованные сотрудники, но сама операция может выполняться более дешевой рабочей силой.
Для настройки машин по-прежнему потребуются более образованные сотрудники, но сама операция может выполняться более дешевой рабочей силой.
Уникальные детали по-прежнему должен изготавливать мастер, а револьверный станок для этой цели не используется. Когда требуется массовое производство, этот тип токарного станка является наиболее эффективным выбором для производителей. Настройки для каждого типа инструмента могут быть сохранены. Изменение настроек, когда пришло время производить другую деталь, — это быстрый и простой процесс.
Начиная с конца 19 века, токарно-револьверный станок стал важной частью производственного процесса. Первый автоматический револьверный токарный станок был разработан в 1873 году. Кристофер Майнер Спенсер запатентовал свое изобретение, но, к сожалению, не включил в описание кулачковый барабан. Это означало, что другие изобретатели могли свободно разрабатывать свои собственные версии, и несколько других моделей были представлены на рынке в США и Швейцарии.
Первый автоматический револьверный токарный станок был разработан в 1873 году. Кристофер Майнер Спенсер запатентовал свое изобретение, но, к сожалению, не включил в описание кулачковый барабан. Это означало, что другие изобретатели могли свободно разрабатывать свои собственные версии, и несколько других моделей были представлены на рынке в США и Швейцарии.
Эта технология используется для изготовления винтов всех размеров резьбы. К моменту начала Первой мировой войны в 1914, автоматические токарные станки достаточно продвинуты. Ручные токарно-револьверные станки до сих пор используются для небольших тиражей конкретных деталей.
