Торцевое фрезерование: торцевая фреза под 45 или 90 градусов?
Содержание
торцевая фреза под 45 или 90 градусов?
Что такое торцевое фрезерование? Представьте себе фрезерование стороной концевой фрезы. Общий термин для этого — «периферийное фрезерование». А что, если мы будем резать строго по низу? Технически это торцевое фрезерование, хотя мы обычно называем его так только тогда, когда используется торцевая фреза.
Если вы используете фрезерный станок с ЧПУ, очень распространенной операцией является «Spoilboard Surfacing», и хотя в большинстве CAM фрезы, используемые для Spoilboard Surfacing называются «Spoilboard Cutters», это просто еще одна форма торцевого фрезерования.
Начнем с выбора лучшего типа торцевой фрезы для ваших нужд. Основные параметры Face Mills:
- Их диаметр. Вы получите наилучшее качество поверхности, если диаметр вашей торцевой фрезы будет больше, чем площадь обработки. Но для более крупных торцевых фрез требуются более мощные шпиндели, и они не всегда проходят в более узкие места.
- Количество пластин: чем больше пластин, тем быстрее вы сможете подавать торцевую фрезу.
 Торцевая фреза только с одной пластиной называется Fly Cutter. Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как одинарная фреза Fly Cutter.
Торцевая фреза только с одной пластиной называется Fly Cutter. Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как одинарная фреза Fly Cutter. - Геометрия: это определяется формой пластины, а также тем, как она удерживается в торцевой фрезере.
 Торцевая фреза только с одной пластиной называется Fly Cutter. Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как одинарная фреза Fly Cutter.
Торцевая фреза только с одной пластиной называется Fly Cutter. Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как одинарная фреза Fly Cutter.Давайте посмотрим на вопрос геометрии более внимательно.
Торцевая фреза, 45 или 90 градусов?
Торцевая фреза под 45 или 90 градусов
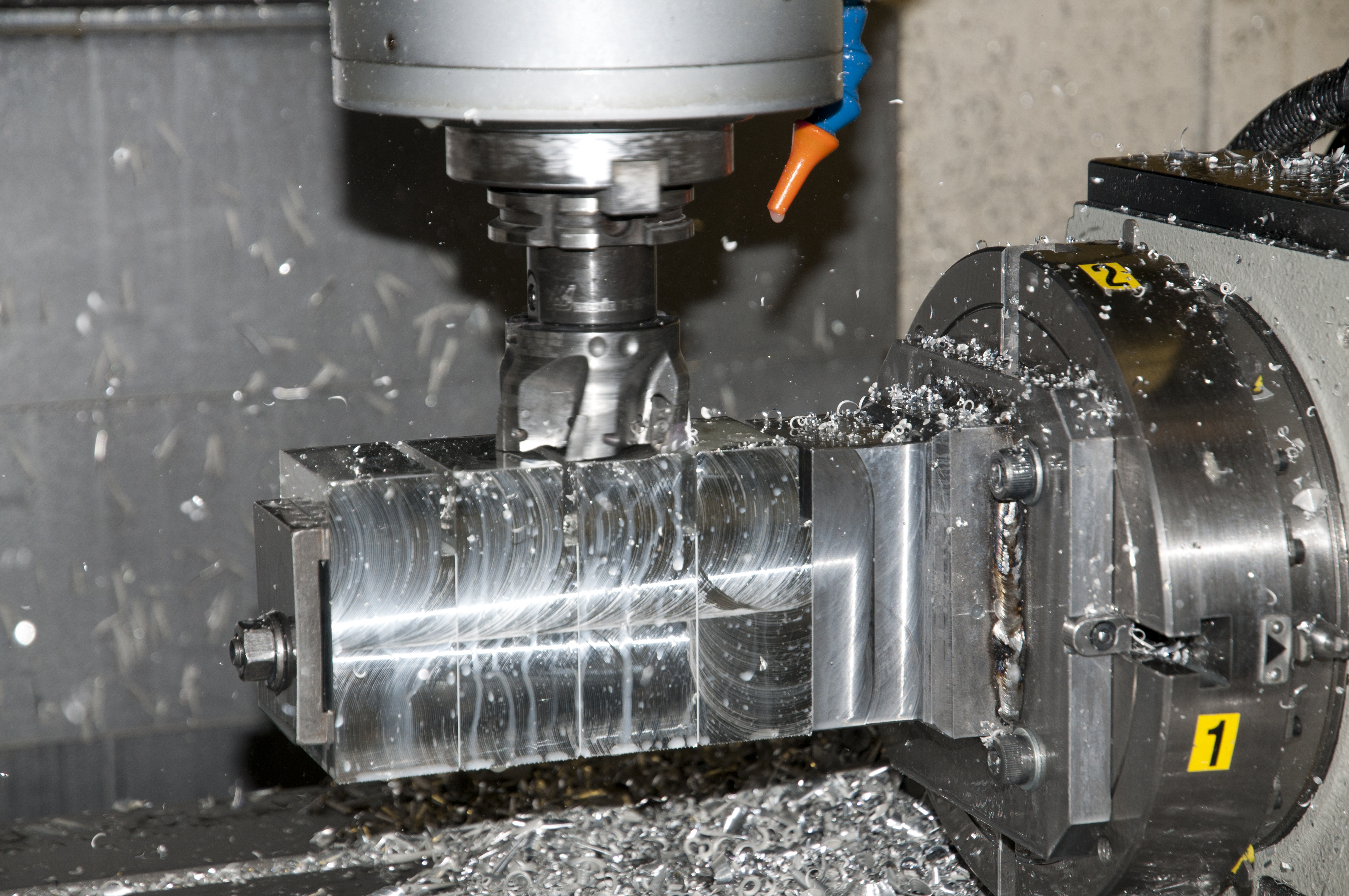
Во-первых, о чем мы говорим, когда говорим о 45 или 90 градусах? Ответ довольно очевиден из фотографии выше, на которой сравниваются две фрезы Glacern Face Mills. Обратите внимание на угол режущей кромки пластин.
Да! Угол — это угол этой режущей кромки: 45 градусов для торцевой фрезы слева и 90 градусов для правой. Этот угол также называется углом подъема фрезы.
А вот оптимальные рабочие диапазоны для разной геометрии:
Оптимальные рабочие диапазоны для разной геометрии фрез
Так какой из них даст лучшие результаты?
Конечно, если вы можете себе это позволить, хорошо иметь торцевые фрезы под углом 45 и 90 градусов, но каковы плюсы и минусы каждой из них?
За и против
Многие считают, что торцевая фреза под 45 градусов лучше подходит для торцевого фрезерования общего назначения.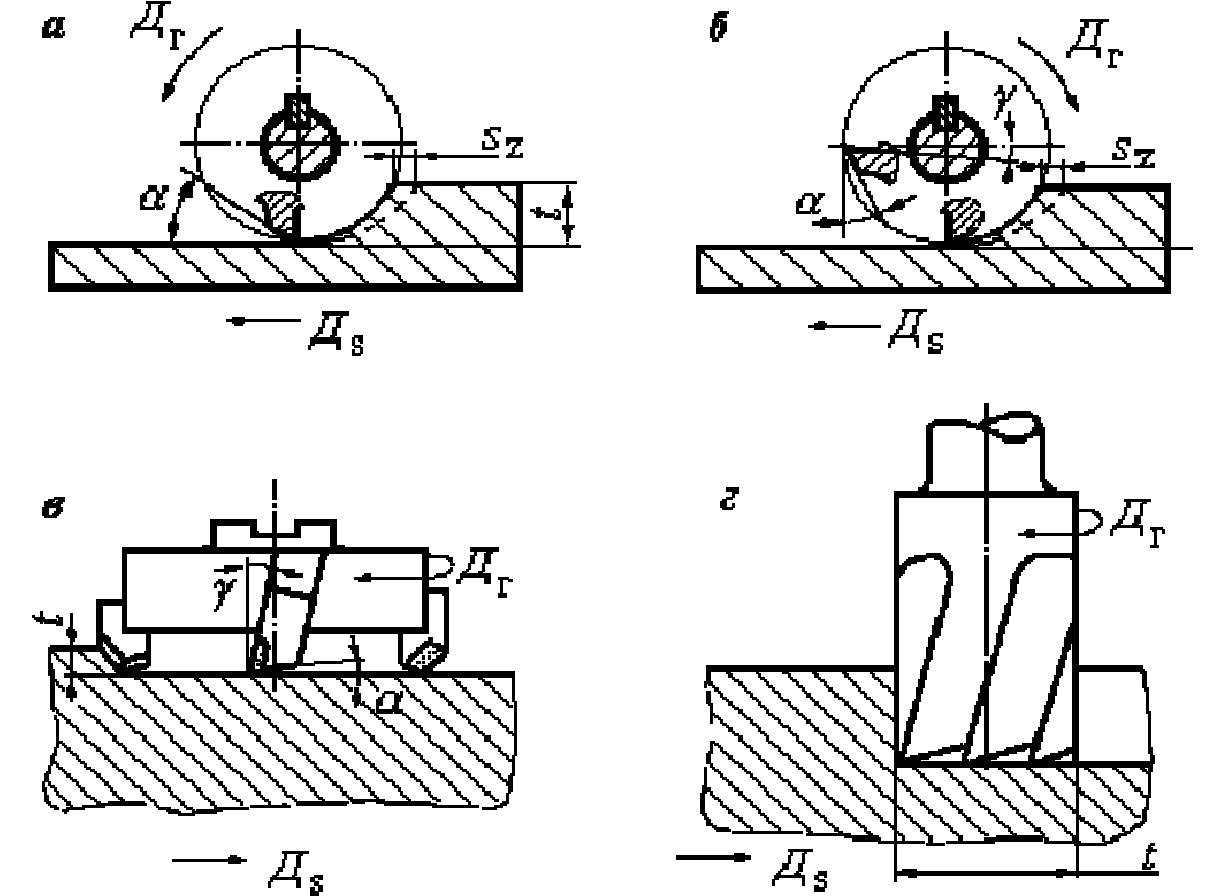 В пользу этого говорят следующие аргументы:
В пользу этого говорят следующие аргументы:
- Силы резания лучше сбалансированы, поэтому осевые и радиальные силы примерно равны. Снижение радиальных сил, чтобы они были более сбалансированы с осевыми, может не только улучшить качество поверхности, но и более благоприятно сказаться на подшипниках шпинделя.
- Срезание входа и выхода ведет себя лучше — меньше ударов, меньше тенденции к прорыву.
- Режущая кромка под углом 45 градусов лучше всего подходит для сложных резов.
- Лучшая обработка поверхности — 45 градусные оставляют заметно более красивую отделку. Меньшая вибрация, сбалансированные силы и лучшая геометрия входа — это три причины.
- Эффект утонения стружки действует и приводит к более высокой подаче.
- 45 градусные фрезы, как правило, также менее склонны к вибрации.
У торцевых фрез 45 градусов есть и недостатки:
- Уменьшена максимальная глубина резания за счет угла подъема.
- Большой диаметр корпуса может вызвать проблемы с зазором.

- Отсутствие фрезерования углов или уступов под углом 90 градусов
- Может вызвать сколы или заусенцы на выходной стороне вращения фрезы.
- Версия под углом 90 градусов оказывает меньшее поперечное (осевое) усилие, примерно вдвое меньше. Это может дать преимущество, когда речь идет о тонких стенках, потому что передача слишком большого усилия на стену может привести к вибрации материала и другим проблемам. Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
При этом есть еще вариант фрез с круглыми пластинами (пуговичные фрезы), он сочетает в себе некоторые преимущества каждого двух приведенных выше, а также являются самыми сильными. Так что, если вам приходится иметь дело с грязными материалами, с большим количеством примесей, таких как кремний, лучше всего подойдет именно такая фреза.
Торцевая фреза. Подачи и скорости торцевого фрезерования
Легко рассчитать подачу и скорость для сравнения этих двух решений для торцевого фрезерования с помощью одного из калькуляторов подач и скоростей.
Вот типичная установка для торцевого фрезерования под углом 90 градусов:
Подачи и скорости для торцевой фрезы под 90 градусов
Я выбрал свою машину, материал и тип индексируемого инструмента. Я моделирую небольшую торцевую фрезу диаметром 2 дюйма с 4 пластинами и установил угол подъема на 90 градусов. Моя глубина реза составляет 1/8 дюйма.
Сначала я делаю проход шириной 60%. Это даст лучшее качество и облегчит обработку пластин в твердых материалах, чем проход на всю ширину. Во-вторых, я указал это на сокращение HSM. Это HSM для «высокоскоростной обработки».
Я могу это сделать, так как я буду использовать траекторию, которая плавно входит в разрез, и я буду изгибать конец каждого прохода, чтобы избежать острого угла, а также чтобы не выходить из разреза полностью. Это трюки с траекторией CAM, которые действительно могут помочь вам в уменьшении повреждений инструмента, увеличение качества поверхности, и в этом случае они также позволяют вам выбрать большее увеличение подачи и скорости.
Теперь мы можем проверить торцевую фрезу 45 градусов, просто изменив угол подъема на 45. Давайте предположим, что все остальное останется прежним, вот результаты:
Подачи и скорости для торцевой фрезы под 45 градусов
Ух ты! Посмотрите, скорость удаления материала:
- 34,2 кубических дюйма в минуту для 90 градусов
- 48,4 кубических дюйма в минуту для 45 градусов
Теперь мы видим, почему модели под углом 45 градусов так популярны — это более чем на 40% больше материала, чем удаляется Фрезой с углом 90 градусов. Это определенно довольно быстро окупит новую торцевую фрезу, если вы используете ее для очень многих деталей.
Альтернативы торцевым фрезам под 45 градусов: восьмиугольные, 75-градусные и «пуговичные» фрезы
В свое время восьмиугольные торцевые фрезы воевали с торцевыми фрезами под 45 градусов за превосходство. У восьмиугольных пластин больше краев, поэтому вы можете повернуть пластину, если на одной из них есть сколы. Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45 градусов.
Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45 градусов.
В последнее время вы можете приобрести несколько торцевых фрез, которые используют пластину под углом 45 градусов, которая является двусторонней, так что у нас есть лучшее из обоих миров, поскольку теперь у этих пластин 8 кромок, как у восьмиугольных пластин.
Другие альтернативы включают 75-градусные торцевые фрезы и фрезы для пуговиц (индексируемые фрезы с круглой пластиной). Основная цель 75-градусной торцевой фрезы, кажется, состоит в том, чтобы обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш третий или четвертый выбор, если у вас уже есть 45 и 90 и вы хотите больше вариантов для сложных случаев.
Пуговичная фрез (также называемый копировальной фрезой или тороидальным ножом ) использует круглую пластину и имеет множество собственных преимуществ. Трудно назвать победителя по сравнению с другими торцевыми фрезами.
Дополнительные советы и методы торцевого фрезерования
Торцевая фреза под углом 45 градусов, проходящая
сквозь сварной шов
Прерванные порезы
Если на поверхности, на которой вы производите торцевое фрезерование, есть паз или другая утопленная деталь, вам придется выполнять несколько прерывистых резов. Если вы имеете дело с твердым материалом, вы можете уменьшить скорость подачи до 50%.
Идеи траектории инструмента
Попробуйте поработать с траекторией в вашей CAM. Это может улучшить качество, а также продлить срок службы вставки.
Вкладыши с алмазным напылением
Использование пластин Wiper может значительно улучшить качество поверхности при торцевом фрезеровании. Этому способствуют высокая скорость подачи и малая глубина резания (0,8 мм или меньше). Пластины с PVD-покрытием (алмазные) с очень острыми краями также могут улучшить качество обработки поверхности.
Торцевое фрезерование
Заключение
У меня в цехе есть торцевая фреза диаметром 2 дюйма под углом 90 градусов, а также торцевая фреза Glacern FM45 под углом 3 дюйма под углом 45 градусов. FM45 наверняка найдет гораздо больше вариантов применения.
Последняя мысль о торцевых фрезах: не пытайтесь использовать на своем станке слишком большую торцевую фрезу. Я довольно легко остановил шпиндель на 3 лошадиные силы, работающий на моем 3-дюймовом шпинделе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку. Убедитесь, что он плотно прижат!
Торцевое фрезерование
1.
Торцевое фрезерование
2.
Высокопроизводительное фрезерование
3.
Тяжелое торцевое фрезерование
4.
Чистовое фрезерование с пластинами
Wiper
Торцевое фрезерование
Одной
из наиболее распространенных операций
является торцевое фрезерование, для ее
выполнения можно использовать различный
инструмент. Наиболее часто применяются
фрезы с главным углом в плане 45º, но
также для торцевого фрезерования могут
применяться фрезы с круглыми пластинами,
дисковые трёхсторонние и концевые
фрезы.
Выбор инструмента
Обзор
торцевых фрез
Направление
сил резания зависит от главного угла в
плане.
Фрезы
с главным углом в плане 45°
Первый
выбор для общего назначенияМеньше
вибраций на большом вылетеЗа
счёт более тонкой стружки можно повысить
производительность
Фрезы
с главным углом в плане 90°
Обработка
тонкостенных деталейОбработка
слабо закреплённых деталейОбработка
уступов в 90°
Фрезы
с круглыми пластинами
Фрезы
общего назначенияСамая
прочная режущая кромкаБольшое
количество режущих кромок на пластинеНаилучшим
образом подходят для обработки
жаропрочных сплавов группы ISO S.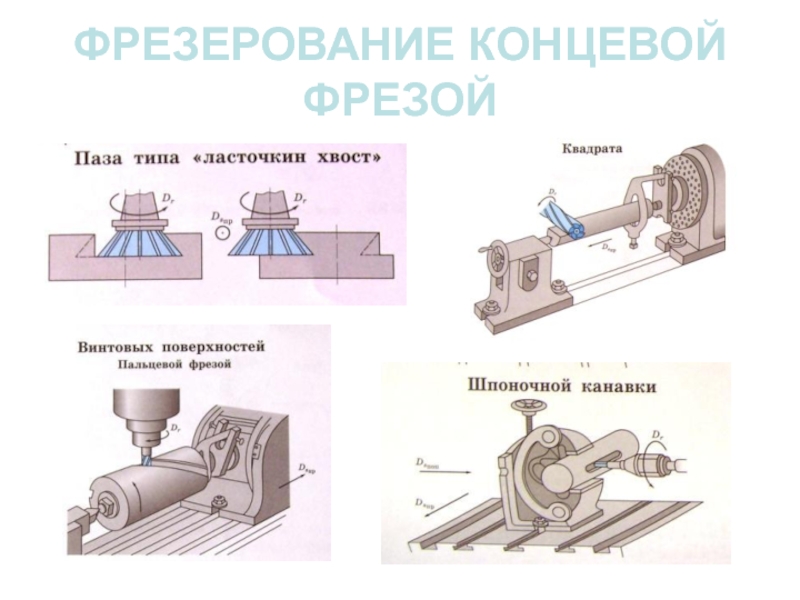
Процесс
резания более плавный
Практические советы и рекомендации
Врезание
по дуге
Всегда
следует принимать во внимание жесткость
станка, размер и тип шпинделя
(горизонтальное или вертикальное
расположение) и мощность станка.Выбирайте
диаметр фрезы, так чтобы он был больше
ширины заготовки на 20…50%.Следует
учитывать расположение фрезы относительно
заготовки и размер максимальной толщины
стружки для выбора оптимальной подачи.Смещение
фрезы от центра заготовки позволяет
на выходе из резания формировать самую
тонкую стружку.Применение
попутного фрезерования наиболее
благоприятно для стружкообразования:
при врезании формируется более толстая
стружка, на выходе – более тонкая.
Инструмент
должен находиться в контакте.
Для
плавного врезания фрезы в заготовку
траекторию следует формировать по дуге
и при этом снижать подачу.Избегайте
лишних врезаний и выходов из заготовки.По
возможности следует избегать частого
входа и выхода инструмента из заготовки.
Это способствует возникновению
неблагоприятных напряжений на режущей
кромке или является причиной возникновения
вибраций. Рекомендуется формировать
траекторию движения фрезы таким образом,
чтобы инструмент находился все время
в резании, это предпочтительнее, чем
несколько параллельных проходов. А
изменение направления резания следует
производить по небольшому радиусу для
постоянного контакта инструмента и
заготовки.
Практические рекомендации
Обработка
прерывистой поверхности
Избегайте
прерывистого резания.
По
возможности, следует исключать
прерывистую обработку (с отверстиями
или пазами). Прерывистая обработка
требует большей прочности режущей
кромки и является причиной многократных
врезаний и выходов из резания.В
любом случае, при обработке прерывистой
поверхности следует снижать подачу на
50%.
Торцевое
фрезерование тонкостенных и отгибающихся
деталей
Всегда
следует учитывать воздействие сил
резания на заготовку и их направление.При
обработке неустойчивых в осевой
направлении заготовок выбирайте фрезу
с главным углом в плане 90°, так как в
этом случае основная часть сил резания
направлена радиально.Следует
применять инструмент для легкой
обработки.Для
минимизации осевой составляющей силы
резания не назначайте глубину резания
меньше чем 0. 5-2 мм.
5-2 мм.Для
снижения количества зубьев, одновременно
участвующих в резании, выбирайте фрезы
с крупным шагом.Выбирайте
острую позитивную (-L) геометрию передней
поверхности для снижения сил резания.
Контурная
обработка торцевыми фрезами тонкостенных
деталей
При
обработке плоскости тонких стенок
центр фрезы должен быть смещен от центра
стенки. Таким образом, процесс резания
происходит стабильнее, и силы резания
распределяются равномерно вдоль стенки,
что снижает риск возникновения вибрацийЛучше
выбирать фрезу с таким количеством
зубьев, чтобы в резании одновременно
участвовало больше одного зуба.Выбирайте,
по возможности, наиболее острую геометрию
пластин: легкую вместо средней и среднюю
вместо тяжелой.Для
снижения риска возникновения вибраций
выбирайте пластины с меньшим радиусом
при вершине и меньшей зачистной кромкой
при обработке тонких стенок.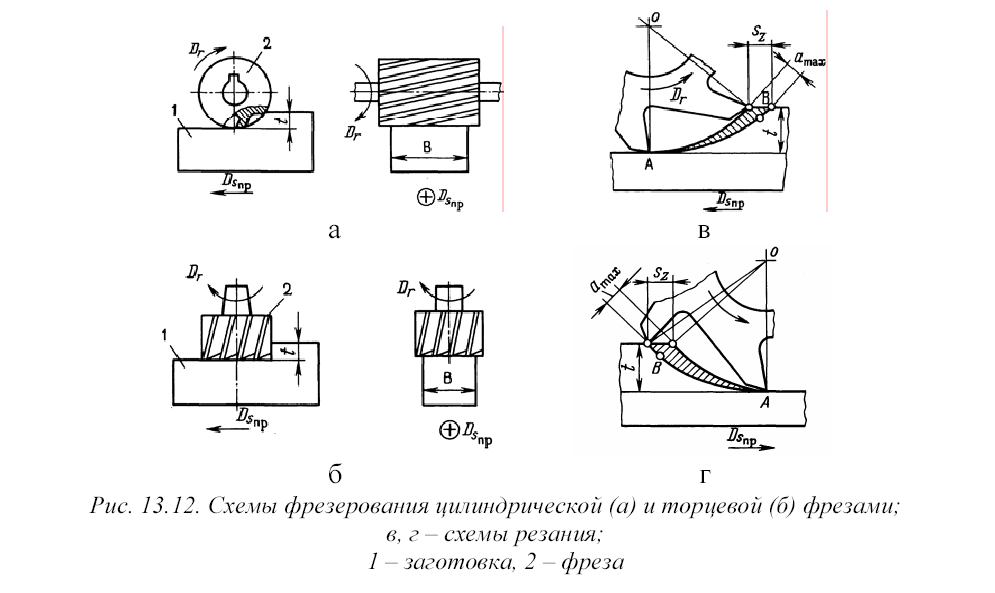
Снижайте
режимы резания: глубину резания, ap,
и подачу на зуб, fz.
Наверх
Соответствующие
видео
Фрезерование
— врезание в заготовку
Обеспечьте
постоянный контакт фрезы и заготовки
Главный
угол в плане, круглые пластины (eng)
Сравнение торцевого и периферийного фрезерования
— Kennametal
Пространство для совместной работы
Калькулятор скорости и подачи
Инновации 2024
+1 (724) 539-8002
Добро пожаловать
Пожалуйста, подтвердите свои предпочтения
Обновите настройки
Язык
Единица измерения
Метрическая, дюймовая
Поиск
Предложения по продуктам
Предложения по семейству продуктов
{{/каждый}}
{{#if this. showMore}}
showMore}}
{{/если}}
Ограниченное по времени предложение
: новый сплав для токарной обработки стали KCP25C с технологией покрытия KENGold CVD
Купить сейчас
Назад к решению
Решение для редактирования
Добавление раствора
Название решения: {{SolutionName}}
Назад в блог
7 октября 2022 г.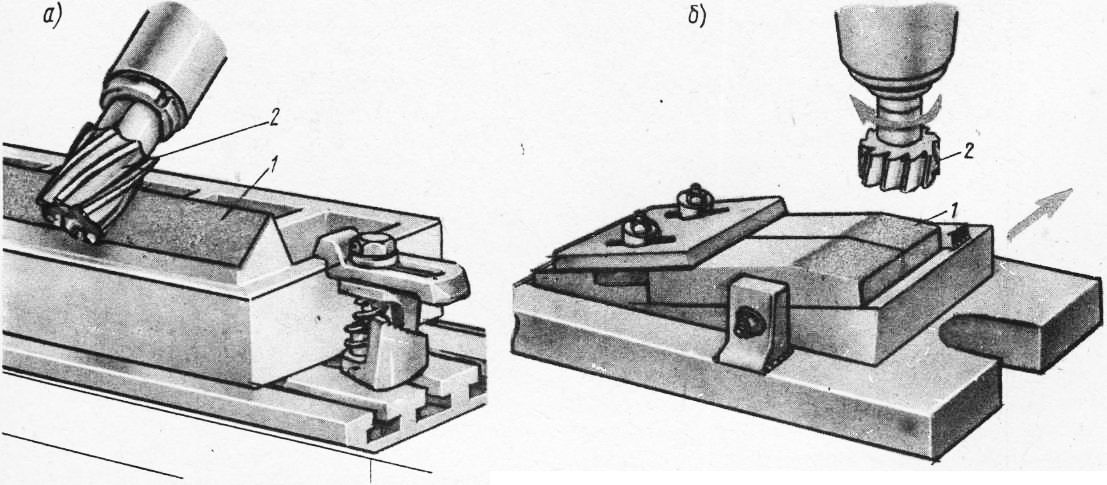
от Kennametal Metal Cutting Pros
Для успешного выполнения фрезерных операций оператор должен удалять материал быстро и точно. Достижение этого зависит от нескольких факторов, в том числе от качества режущего инструмента, что 9Используются скорости подачи 0059 и скорости резания , а также наиболее эффективные траектории. Именно этот последний пункт, кажется, сбивает некоторых людей с толку, особенно с учетом более широкого использования современных стратегий удаления металла, таких как трохоидальное фрезерование и другие высокоэффективные методы фрезерования.
Что такое торцевое фрезерование?
Одной из первых и самых основных операций, которые необходимо выполнять на любой обрабатываемой детали, является фрезерование торца . Как следует из названия, процесс торцевого фрезерования делает верхнюю часть заготовки — поверхность, расположенную ближе всего к шпинделю станка, — плоской и гладкой. Он также устанавливает то, что известно на языке программирования ЧПУ как Z0, «нулевую точку», от которой измеряется глубина отверстий и карманов.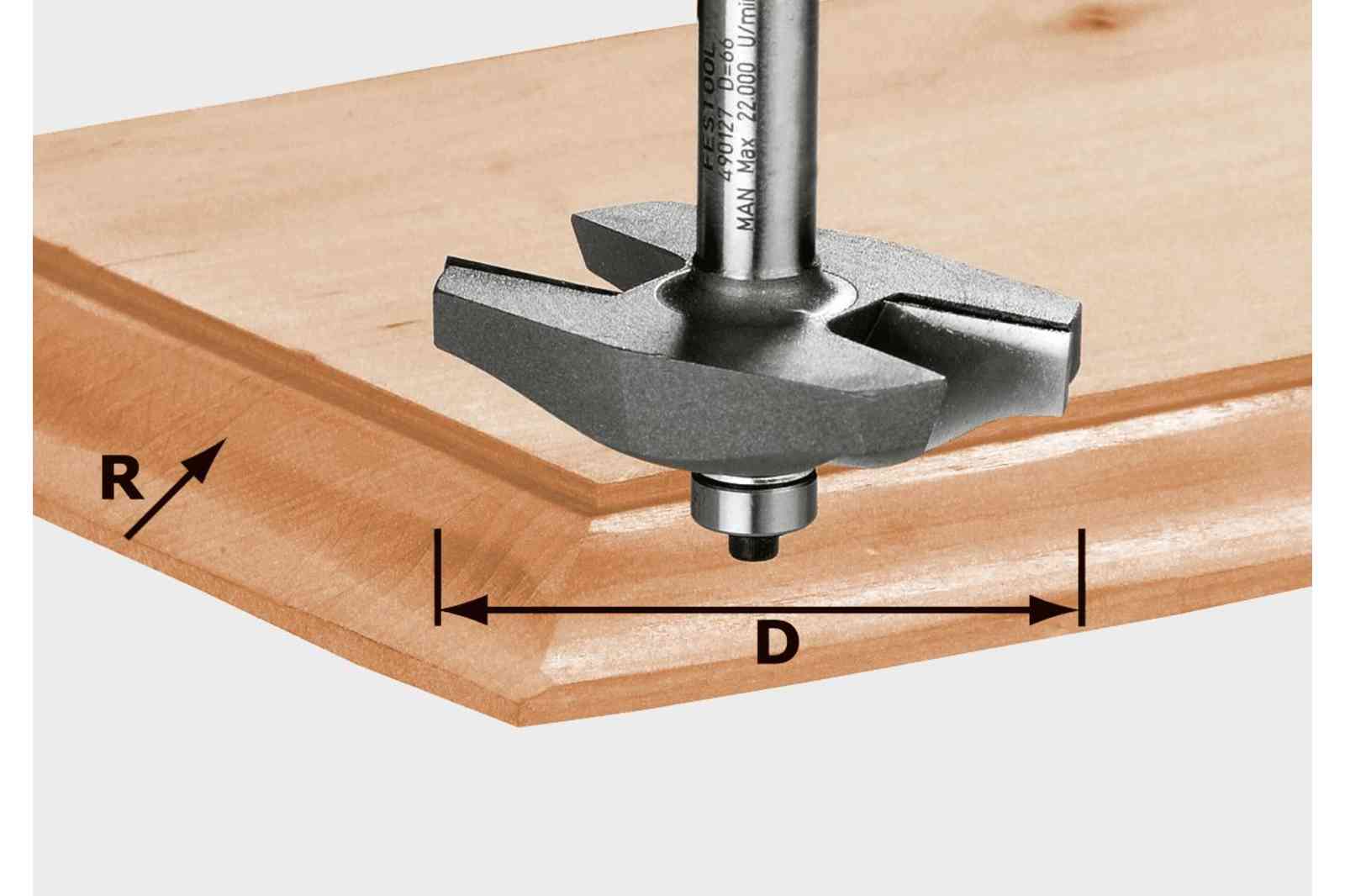
Как работает торцевая фреза?
Как и в случае сверл и других режущих инструментов, для эффективной работы торцевой фрезы требуется несколько условий. Во-первых, шпиндель станка, удерживающий режущий инструмент, должен вращаться с соответствующей частотой вращения. Эта «скорость вращения» определяется базовой формулой, которая учитывает скорость резания материала вместе с диаметром режущего инструмента. В любом случае, как только шпиндель начал вращаться, торцевая фреза может «подавать» по верхней части заготовки, используя конец режущего инструмента для удаления материала по ходу движения.
Эта скорость подачи, в свою очередь, определяется количеством зубьев на фрезе, типом материала, «глубиной резания» в вертикальном направлении (ось Z), жесткостью станка и количеством удерживающая сила, прикладываемая тисками или приспособлением. Более тяжелые резы и более твердые и прочные металлы, такие как суперсплавы и нержавеющая сталь, требуют большей мощности, меньшей глубины резания или меньшей скорости подачи, а иногда и всех трех факторов. Мягкие материалы, такие как алюминий и мягкая сталь, как раз наоборот. В любом случае может потребоваться несколько «черновых» проходов, чтобы довести заготовку до требуемых размеров, а также «чистовой» проход для очистки.
Мягкие материалы, такие как алюминий и мягкая сталь, как раз наоборот. В любом случае может потребоваться несколько «черновых» проходов, чтобы довести заготовку до требуемых размеров, а также «чистовой» проход для очистки.
Из-за положительного угла в плане торцевые фрезы, такие как KSSM 45° , показанные здесь, не могут использоваться для обработки уступов квадратного сечения.
Что такое периферийное фрезерование?
Аналогом торцевого фрезерования является периферийное фрезерование. По иронии судьбы, здесь используется концевая фреза , а иногда и насадная фреза , хотя большая часть удаления материала происходит на боковых сторонах режущего инструмента или канавках. Если вы никогда его не видели, концевая фреза очень похожа на сверло. Оба имеют винтовые канавки (обычно), за исключением того, что концевая фреза имеет плоский конец, а не заостренный, как сверло. Кроме того, сверла обычно имеют только две канавки, тогда как концевые фрезы часто имеют четыре или более.
Если торцевая фреза удаляет материал с верхней поверхности заготовки, концевая фреза (и ее более крупный родственник, насадная фреза) удаляет его с периферии детали, а также из внутренней части кармана (или карманов) внутри детали . В зависимости от стратегии фрезерования инструмент позиционируется на заданную глубину (опять же, по оси Z), а затем подается в заготовку и вокруг нее до завершения. Как и при торцевом фрезеровании, успех при периферийном фрезеровании зависит от правильной подачи и скорости резания, соответствующей глубины резания, а также достаточной мощности станка и силы зажима.
Следует также отметить, что концевая фреза может использоваться для выполнения торцевого фрезерования, хотя и не так эффективно, как торцевая фреза. Например, дно только что упомянутого кармана должно быть обработано плоско, а поскольку торцевые фрезы обычно слишком велики, чтобы поместиться внутри заготовки, единственным вариантом является концевая фреза. Кроме того, большинство торцевых фрез (хотя и не все) не могут обрабатывать прямоугольные уступы, поэтому снова необходимо использовать концевую или насадную фрезу.
Наконец, сферические и закругленные концевые фрезы обычно используются для обработки внутренних поверхностей полостей литейной формы и других трехмерных форм. Торцевая фреза, напротив, может обрабатывать только плоские поверхности, перпендикулярные оси шпинделя станка. Перпендикулярность больше, чем какой-либо другой фактор, определяет разницу между периферийным и торцевым фрезерованием — там, где последнее всегда выполняется под прямым углом к шпинделю, периферийное или торцевое фрезерование всегда выполняется в параллельном направлении.
Хотя концевые фрезы также доступны со сменными пластинами, цельные твердосплавные инструменты, такие как HARVI™ I с четырьмя канавками, концевые фрезы с центральной режущей кромкой, являются предпочтительным инструментом для чистовой обработки и высокопроизводительной черновой обработки.
Советы по фрезерованию
Как уже упоминалось, успешное фрезерование всех видов зависит от правильных параметров резания. Большинство экспертов по обработке, включая Kennametal, скажут вам, что операторы зачастую слишком консервативны в этом отношении, используя скорости резания и подачи ниже, чем рекомендовано производителем режущего инструмента. Посыл ясен: всегда сотрудничайте с надежным поставщиком и следуйте его советам.
Большинство экспертов по обработке, включая Kennametal, скажут вам, что операторы зачастую слишком консервативны в этом отношении, используя скорости резания и подачи ниже, чем рекомендовано производителем режущего инструмента. Посыл ясен: всегда сотрудничайте с надежным поставщиком и следуйте его советам.
После того, как вы определили правильные подачи, скорости и глубину резания для материала и условий зажима, пришло время взглянуть на зажим инструмента. Концевые фрезы, торцевые фрезы, сверла и все другие фрезы являются вращающимися инструментами. Таким образом, они должны быть захвачены таким образом, чтобы исключить биение. Это означает, что ось режущего инструмента идеально совмещена с осью резцедержателя. В противном случае инструмент имеет тенденцию резать с одной стороны больше, чем с другой, что приводит к снижению срока службы инструмента и качества поверхности детали.
Весь узел резцедержателя, то есть режущий инструмент, патрон или цанговый патрон, а также стопорная ручка, фиксирующая резцедержатель внутри шпинделя станка, также должен быть отбалансирован. Если ваш потолочный вентилятор качается или шины вашего автомобиля трясутся, они разбалансированы. Опять же, неспособность решить эту проблему, особенно при более высоких скоростях вращения шпинделя (скажем, 8000 об/мин и выше), снижает срок службы инструмента и качество деталей.
Если ваш потолочный вентилятор качается или шины вашего автомобиля трясутся, они разбалансированы. Опять же, неспособность решить эту проблему, особенно при более высоких скоростях вращения шпинделя (скажем, 8000 об/мин и выше), снижает срок службы инструмента и качество деталей.
Наконец, убедитесь, что режущий инструмент не может двигаться внутри резцедержателя. Торцевые фрезы обычно прикрепляются к оправке, что исключает движение, но машинисты часто использовали так называемые боковые замки и плоские державки Weldon для захвата концевых фрез и более крупных сверл. Эти старомодные державки печально известны тем, что во время тяжелых операций механической обработки инструмент «сползает». Они также вызывают биение и дисбаланс. Лучшими альтернативами являются современные гидравлические или механические фрезерные патроны и термооправки. Как всегда, не стесняйтесь обращаться к Kennametal или к местному представителю по инструментам за консультацией по этим и другим темам обработки.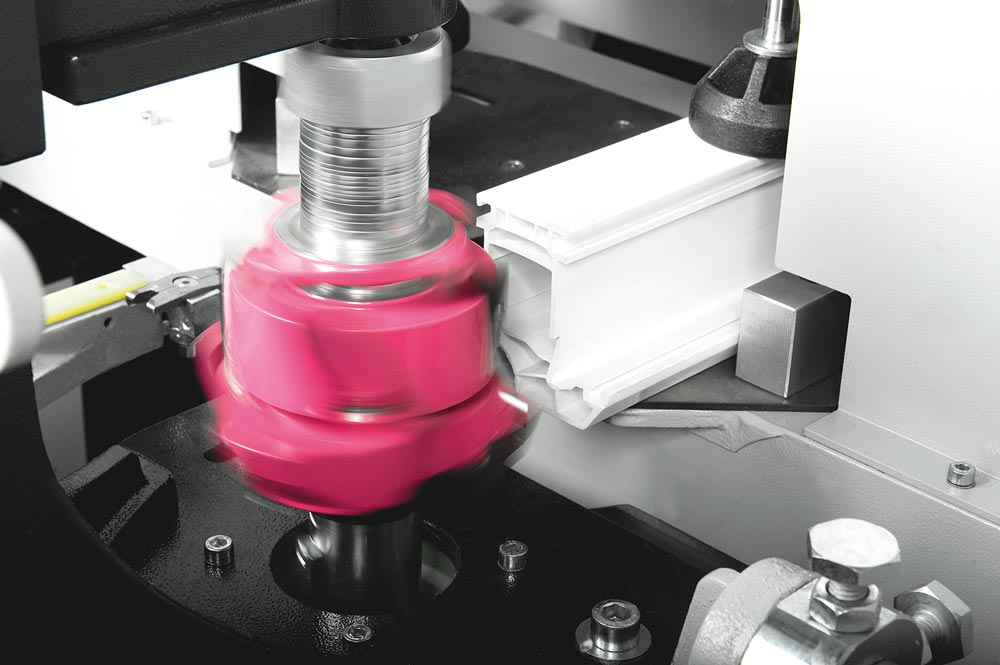
На этом изображении HARVI™ Ultra 8X показано сходство насадной фрезы со спиральной концевой фрезой, а также использование крепления на оправке для максимальной безопасности и минимального биения.
Похожие статьи
Доступны следующие файлы САПР
Пожалуйста, выберите файл для загрузки
Спасибо за регистрацию, в ожидании одобрения и завершения регистрации, ваш доступ в настоящее время ограничен. Полное использование возможностей поиска продуктов и пространства для совместной работы доступно и останется. Пожалуйста, подождите 2 рабочих дня для завершения регистрации.
Корзина
Итого: {{subTotal.formattedValue}}
Товар
Количество
Цена
Итого
{{#каждая запись}}
{{product.name}}
Продукт №{{product.code}}
{{basePrice. formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}each {{/ifpkg}}
formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}each {{/ifpkg}}
Каталожный номер{{product.catalogISO}}
Количество: {{количество}}
{{quantity}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}} pkg {{else}}each {{/ifpkg}}
{{totalPrice.formattedValue}}
{{еще}}
Ваша корзина пуста, Продолжить покупки
{{/каждый}}
Что такое торцевое фрезерование и зачем вам это?
Когда дело доходит до механической обработки, всегда есть множество способов сделать один и тот же рез. Спросите пятерых слесарей, как выполнить конкретную операцию, и вы обязательно получите восемь разных ответов. Торцевое фрезерование ничем не отличается. Если вы хотите получить точно ровную поверхность или хотите, чтобы ваша деталь действительно блестела (в прямом и/или переносном смысле), процесс торцевого фрезерования может помочь вам в этом.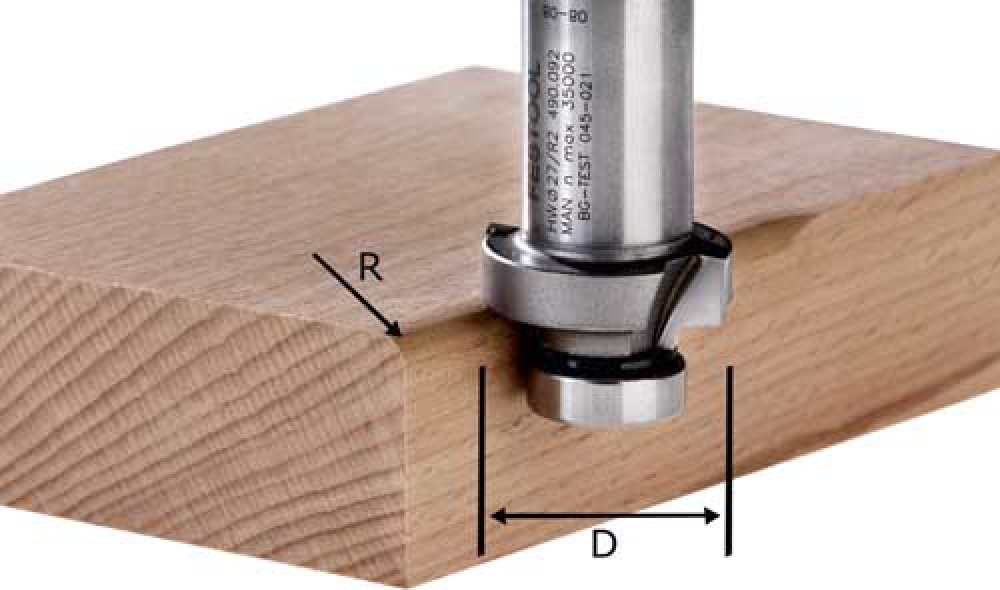 Наиболее распространенным инструментом, используемым при обработке, является концевая фреза. Как правило, в процессе резки с помощью концевой фрезы используются как конец фрезы, так и стороны, что позволяет выполнять процедуры вырезания карманов и наклонной резки. Торцевое фрезерование, как правило, определяется как процесс резки поверхностей, перпендикулярных оси фрезы, или граней детали. Насадные фрезы и фрезы чаще всего используются для торцевого фрезерования, но в зависимости от того, какую отделку поверхности вы ищете, вы также можете использовать концевую фрезу.
Наиболее распространенным инструментом, используемым при обработке, является концевая фреза. Как правило, в процессе резки с помощью концевой фрезы используются как конец фрезы, так и стороны, что позволяет выполнять процедуры вырезания карманов и наклонной резки. Торцевое фрезерование, как правило, определяется как процесс резки поверхностей, перпендикулярных оси фрезы, или граней детали. Насадные фрезы и фрезы чаще всего используются для торцевого фрезерования, но в зависимости от того, какую отделку поверхности вы ищете, вы также можете использовать концевую фрезу.
Концевые фрезы
Использование концевой фрезы для торцевого фрезерования часто неэффективно, но может создать несколько привлекательных узоров на отделке, если это то, что вам нужно. Концевая фреза часто достигает острой точки в одном углу, а нижняя кромка обычно находится под углом 1 ° по мере продвижения к центру, поэтому она не перекрывается с предыдущим проходом.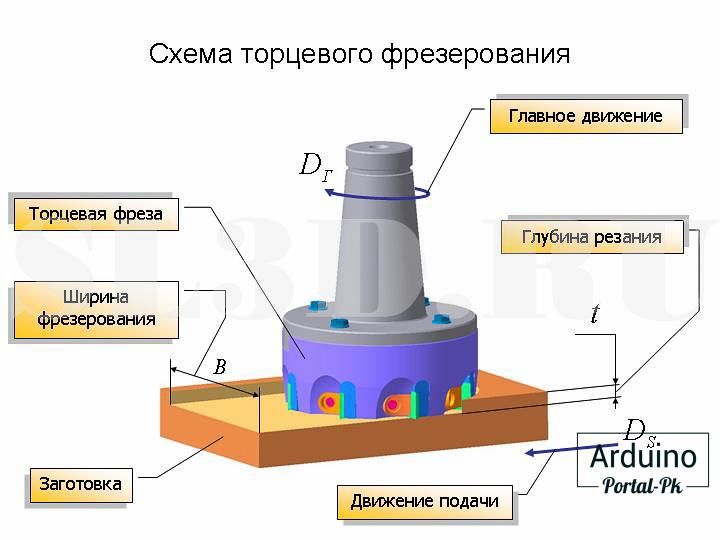 Это может создать некоторые замысловатые узоры и отделку поверхности, которые трудно найти где-либо еще.
Это может создать некоторые замысловатые узоры и отделку поверхности, которые трудно найти где-либо еще.
Shell Mills
Если вам нужна однородная отделка, хорошим выбором будет насадная мельница. Насадные фрезы также известны как торцевые фрезы, поэтому они хорошо известны своими качественными операциями торцевого фрезерования. Насадные фрезы имеют несколько вставок на внешней кромке фрезы, поэтому, когда фреза впервые касается материала, она удаляет небольшое количество припуска — в зависимости от глубины резания. Когда фреза проходит над заготовкой, другие зубья фактически работают, чтобы удалить материал, оставшийся в виде заусенца или в результате пружинения заготовки или фрезы. Пока все вставки на оболочковой мельнице ровные и изношены равномерно, это обеспечивает высокое качество обработки поверхности. Кожуховые мельницы также хорошо подходят для большинства материалов. Иногда может возникнуть необходимость замены вставок для разных материалов, но сам инструмент достаточно надежен, чтобы обрабатывать практически все материалы. Хотя наличие нескольких режущих зубьев на насадной фрезе можно считать преимуществом, наличие всех этих вставок может вызвать больше головной боли. Различная высота и незначительные различия в геометрии могут привести к разной нагрузке на пластины. Это плохо отразится на качестве поверхности
Хотя наличие нескольких режущих зубьев на насадной фрезе можно считать преимуществом, наличие всех этих вставок может вызвать больше головной боли. Различная высота и незначительные различия в геометрии могут привести к разной нагрузке на пластины. Это плохо отразится на качестве поверхности
Мухоловочные фрезы
Насадные фрезы обеспечивают качественную обработку поверхности на более высоких скоростях, в то время как фрезы могут создавать гораздо более чистую поверхность при меньшей мощности. С этой целью в летучей фрезе используется только одна пластина, которая, хотя и медленнее, может обеспечить более однородную поверхность. Прочтите: Наука торцевого фрезерования с помощью фрезы Flycutter Если вы хотите получить фантастическое качество поверхности, а скорость операции не так важна, вы можете выбрать фрезу TTS Superfly, оснащенную пластинами для более мягких материалов ( например, алюминий) и более твердые материалы (например, сталь) менее чем за 150 долларов.
Советы по торцевому фрезерованию
Во-первых, примите во внимание стабильность инструмента и мощность шпинделя. Со всеми этими зубьями и меньшим шпинделем фреза с миллионом зубьев очень быстро застрянет. Для станков Tormach мы рекомендуем придерживаться нашей оболочковой мельницы, если вы собираетесь резать такие вещи, как сталь. 38-миллиметровая насадная фреза может выполнять операцию немного быстрее при работе с более твердыми металлами, но летучая фреза с соответствующими вставками также может выполнять такие операции, она будет немного медленнее, но она может справиться с резами и при этом дать вам хороший результат. заканчивать. В более мягких материалах, таких как алюминий, мухоловка по-прежнему дает фантастические результаты, а известно, что ножницами-стрижками летят стружки, оставляя приятный отражающий блеск. Независимо от того, какой материал вы режете, обычно рекомендуется располагать фрезу не по центру заготовки при торцовом фрезеровании.
